.webp "Новатика")



Методические указания распространяются на штангенциркули со стрелочным отсчетом модели 124 и устанавливают методы и средства их первичной и периодической поверки.
| Обозначение: | МИ 1384-86 |
| Название рус.: | ГСИ. Штангенциркуль со стрелочным отсчетом модель 124. Методика поверки |
| Статус: | действует |
| Дата актуализации текста: | 05.05.2017 |
| Дата добавления в базу: | 01.10.2014 |
| Дата введения в действие: | 23.07.1986 |
| Утвержден: | 19.07.1986 ВНИИМ им. Д.И. Менделеева (D. I. Mendeleyev VNIIM ) |
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ГСИ. ШТАНГЕНЦИРКУЛЬ СО СТРЕЛОЧНЫМ ОТСЧЕТОМ
МОДЕЛЬ 124
МЕТОДИКА ПОВЕРКИ
МИ 1384-86
Дата введения 23.07.86
ИНФОРМАЦИОННЫЕ ДАННЫЕ
РАЗРАБОТАНЫ Московским инструментальным заводом «Калибр»
ИСПОЛНИТЕЛИ: Мануйлов Б.В., Гиршфельд Л.З.
УТВЕРЖДЕНЫ НПО «ВНИИМ им. Д.И. Менделеева» 19 июля 1986 г.
ЗАРЕГИСТРИРОВАНЫ ВНИИМС
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 2923-75 |
|
|
ГОСТ 6507-90 |
|
|
ГОСТ 7328-82 |
|
|
ГОСТ 8026-75 |
|
|
ГОСТ 8074-82 |
|
|
ГОСТ 9038-90 |
|
|
ГОСТ 10905-86 |
|
|
ГОСТ 19300-66 |
|
|
МИ 1604-87 |
Настоящие методические указания распространяются на штангенциркули со стрелочным отсчетом модели 124 и устанавливают методы и средства их первичной и периодической поверки.
1.1. При проведении поверки должны выполняться операции и применяться средства поверки, указанные в таблице.
Таблица
|
Наименование операции |
Номер пункта |
Средства поверки и их нормативно-технические характеристики |
Обязательность проведения операция при |
||
|
выпуске из производства |
ремонте |
эксплуатации и хранении |
|||
|
Определение погрешности штангенциркуля при зажатом и отпущенном стопорном винте |
Концевые меры длины 5-го разряда по МИ 1604 или класса точности 3 по ГОСТ 9038 |
Да |
Да |
Да |
|
|
Определение погрешности штангенциркуля при измерении глубины, равной 20 мм |
Концевые меры длины 20 мм класса точности 3 по ГОСТ 9038; пластина ПИ 60 класса точности 2 по ГОСТ 2923 или плита 1-250×250 по ГОСТ 10905 |
Да |
Да |
Да |
|
|
Определение отклонения от параллельности измерительных поверхностей губок для внутренних измерений и определения расстояния между ними |
Микрометр типа МК 25-2 по ГОСТ 6507; - концевая мера длина 10 мм класса точности 3 по ГОСТ 9038 |
Да |
Да |
Да |
|
|
Определение отклонения от прямолинейности измерительных поверхностей |
Лекальная линейка ЛД-1-50 по ГОСТ 8026; образец просвета из концевых мер длины класса точности 2 по ГОСТ 9038 и плоской пластины ПИ60 класса точности 2 ГОСТ 2923 |
Да |
Да |
Да |
|
|
Определение отклонения от параллельности измерительных поверхностей губок для наружных измерений |
То же |
Да |
Да |
Да |
|
|
Определение шероховатости измерительных поверхностей |
Профилограф-профилометр по ГОСТ 19300 или образцовые детали шероховатости с параметрами: Ra ≤ 0,32 мкм Ra ≤ 0,63 мкм |
Да |
Да |
Нет |
|
|
Определение ширины штрихов круговой шкалы и ширины рабочей части стрелки и перекрытия стрелкой коротких штрихов круговой шкалы |
Микроскоп УИМ-200 или инструментальный микроскоп БМИ и ММИ по ГОСТ 8074 |
Да |
Нет |
Нет |
|
|
Определение диапазона регулирования нулевой установки круговой шкалы |
- |
Да |
Нет |
Нет |
|
|
Определение усилия перемещения рамки по штанге |
Меры массы общего назначения по ГОСТ 7328, подвеска (приложение 1) |
Да |
Да |
Нет |
|
______________
Операцию проводят, если ремонту подвергают те элементы штангенциркулей, которые влияют на параметр, определяемых при данной операции.
1.2. Допускается применять другие, вновь разработанные или находящиеся в применения средства поверки, прошедшие метрологическую аттестацию в органах государственной или ведомственной метрологической службы и удовлетворяющие требованиям по точности.
2.1. При проведения поверки штангенциркулей должны соблюдаться следующие условия:
а) перед поверкой прибор должен быть выдержан в помещении, где будет производиться приемка, не менее 3 ч.;
б) температура в помещении, где производится поверка, должна быть в пределах (20 ± 8) °С и относительная влажность не должна превышать 80 %.
2.2. Перед проведением поверки следует выполнять подготовительные работы я произвести настройку прибора в соответствии с эксплуатационным документом.
3.1. Погрешность штангенциркулей определяют по концевым мерам длины в трех точках, равномерно расположенных по длине штанги и круговой шкалы, например, 21,2; 51,4; 101,8 мм. В одной из поверяемых точек погрешность определяют при зажатом стопорном винте рамки, при этом должно сохраняться нормальное скольжение измерительных поверхностей губок по измерительным поверхностям концевых мер.
3.2. Погрешность показаний штангенциркулей при измерении глубины определяют по концевым мерам длины 20 мм. Две концевые меры устанавливают на плоскую стеклянную пластину или поверочную плиту.
Торец штанги прижимают к измерительным поверхностям концевых мер. Линейку глубиномера перемещают до соприкосновения с плоскостью стекла и производят отсчет.
3.3. Отклонение от параллельности измерительных поверхностей губок для внутренних измерений и расстояния между ними определяют гладким микрометром при затянутом зажиме рамки. Штангенциркуль устанавливают на размер 10 мм по концевой мере длиной 10 мм. Микрометром измеряют расстояние между измерительными поверхностями губок в двух сечениях по длине губок. Разность расстояний равна отклонению от параллельности измерительных поверхностей.
3.4. Отклонения от плоскостности и прямолинейности измерительных поверхностей губок, а также торца штанги определяют лекальной линейкой. Ребро лекальной линейки устанавливают на измерительную поверхность губок параллельно длинному ребру, а также на торец штанги. Значение просвета определяют визуально - сравнением его с образцом просвета.
3.5. Отклонение от параллельности плоских измерительных поверхностей губок определяют по просвету между измерительными поверхностями при сдвинутых до соприкосновения губках. Значение просвета определяют визуально - сравнением его с образцом просвета. Числовое значение просвета при зажатом и отпущенном стопорном винте между измерительными поверхностями губок не должно превышать 0,012 мм (чем обеспечивается выполнение требований технических условий).
3.6. Шероховатость измерительных поверхностей определяют по параметру Ra при помощи профилометра-профилографа или сравнением с образцовыми деталями.
3.7. Ширину штрихов круговой шкалы, ширину рабочей части стрелки и перекрытие стрелкой коротких штрихов круговой шкалы определяют на универсальном микроскопе или инструментальном микроскопе до сборки штангенциркуля. На шкале измеряют не менее трех штрихов.
3.8. Диапазон регулирования нулевой установки круговой шкалы определяют опробованием.
3.9. Определение усилия перемещения рамки по штанге производится при вертикальном положении штангенциркуля.
Подвеска устанавливается на рамку штангенциркуля и нагружается мерами, масса которых равна нормируемому усилию перемещения. Штангенциркуль соответствует требованию по усилию перемещения, если перемещение рамки относительно штанги под действием приложенной нагрузки происходит на полном диапазоне измерения штангенциркуля.
4.1. Штангенциркуль признается годным, если полученные результаты при проверке соответствуют требованиям, указанным в технической документации на штангенциркуль.
4.2. На штангенциркули, признанные годными при проверке органами Госстандарта СССР, выдают свидетельство установленной формы.
4.3. Результаты периодической ведомственной поверки оформляют соответствующим документом, составленным ведомственной метрологической службой.
4.4. Штангенциркули, не удовлетворяющие требованиям технической документации на них, к применению не допускается.
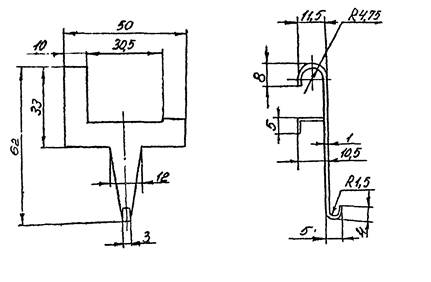
Подвеска для определения усилия перемещения рамки по штанге
СОДЕРЖАНИЕ
|
1. Операции и средства поверки. 1 2. Условия поверки и подготовка к ней. 2 4. Оформление результатов поверки. 3 Приложение справочное. Подвеска для определения усилия перемещения рамки по штанге. 4 |