.webp "Новатика")


Стандарт устанавливает метод определения сопротивления срезу при температуре 20+-5 град. Цельсия проволоки, заклепок, болтов и специальных образцов из черных и цветных металлов диаметром от 2 до 25 мм, имеющих временное сопротивление разрыву до 200 кгс/мм2.
| Обозначение: | ОСТ 1 90148-74 |
| Название рус.: | Металлы. Метод испытания на срез |
| Статус: | действует |
| Заменяет собой: | Инструкция 377-51 |
| Дата актуализации текста: | 05.05.2017 |
| Дата добавления в базу: | 01.09.2013 |
| Дата введения в действие: | 01.07.1975 |
| Утвержден: | 08.07.1974 МАП |
| Ссылки для скачивания: |

ОТРАСЛЕВОЙ СТАНДАРТ
МЕТАЛЛЫ.
МЕТОД ИСПЫТАНИЯ НА СРЕЗ
ОСТ 1.90148-74
ОТРАСЛЕВОЙ СТАНДАРТ
|
МЕТАЛЛЫ. |
ОСТ 1.90148-74 Взамен инструкции № 377-51 |
Несоблюдение стандарта преследуется по закону
Настоящий стандарт устанавливает метод определения сопротивления срезу при температуре 20 ± 5 °C проволоки, заклепок, болтов и специальных образцов из черных и цветных металлов диаметром от 2 до 25 мм, имеющих временное сопротивление разрыву до 200 кгс/мм2.
1.1. Проволоку, болты, заклепки и специальные образцы испытывают на двойной срез.
Сопротивление срезу болтов и заклепок, длина которых не позволяет произвести испытание на двойной срез, определяют испытанием на одинарный срез или испытанием на двойной срез образцов-свидетелей, т.е. удлиненных болтов и заклепок, прошедших термическую обработку вместе с контролируемой партией.
1.2. Сопротивление срезу (tср) определяют с точностью до 0,1 кгс/мм2 по формулам:
при испытании на двойной срез
![]() кгс/мм2
кгс/мм2
при испытании на одинарный срез
![]() кгс/мм2,
кгс/мм2,
где Р - наибольшая нагрузка, регистрируемая по силоизмерителю испытательной машины, кгс,
d - фактический исходный диаметр, мм
Peг. № ВИФС-3862 от 23/ХII 1974 г.
|
Разработан |
Утвержден |
Срок введения с 1/VII 1975 г. |
|
Срок действия: |
2.1. Проволоку, болты и заклепки испытывают без обработки поверхности.
Специальные образцы для определения сопротивления срезу как расчетной характеристики материала изготавливают с чистотой поверхности не ниже 7 класса по ГОСТ 2789-59.
2.2. Минимальная длина отрезков проволоки, заклепок, болтов и специальных образцов, предназначенных для испытания на двойной срез, должна соответствовать длине, указанной в табл. 1, а предназначенных для испытания на одинарный срез - в табл. 2.
Таблица 1
|
Диаметр проволоки, заклепки, болта, специального образца, мм |
Минимальная длина отрезка проволоки, заклепки, болта, специального образца, мм |
Толщина, мм |
|
|
ножа |
щеки |
||
|
От 2 до 5 |
15 |
5 |
5 |
|
Св. 5 до 8 |
20 |
8 |
6 |
|
Св. 8 до 12 |
28 |
12 |
8 |
|
Св. 12 до 16 |
86 |
16 |
10 |
|
Св. 16 до 20 |
44 |
20 |
12 |
|
Св. 20 до 25 |
57 |
25 |
16 |
Таблица 2
|
Минимальная длина отрезка проволоки, заклепки, болта, мм |
Толщина ножа, мм |
|
|
От 2 до 5 |
8 |
4 |
|
Св. 5 до 8 |
12 |
6 |
|
Св. 8 до 12 |
16 |
8 |
|
Св. 12 до 16 |
24 |
12 |
|
Св. 16 до 20 |
32 |
16 |
|
Св. 20 до 25 |
40 |
20 |
2.3. Измерение диаметра проволоки, болтов, заклепок и специальных образцов производится с точностью до 0,01 мм.
3.1. Испытание на срез проводят на разрывных или универсальных машинах всех систем в специальных приспособлениях.
3.2. Допускается проводить испытания на машинах, предназначенных только для сжатия.
3.3. Испытание на двойной срез проводят в приспособлениях, схемы которых приведены на рисунках 1 - 3.
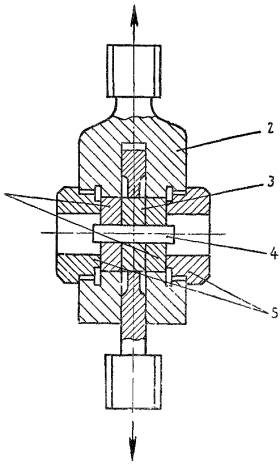
Рис. 1 Схема приспособления для испытания на двойной срез с приложением растягивающего усилия
1 - щеки, 2 - корпус; 3 - нож; 4 - образец; 5 - вкладыш
Испытание на одинарный срез проводят в приспособлении, схема которого приведена на рис. 4.
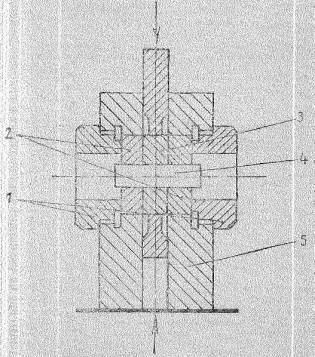
Рис. 2. Схема приспособления для испытания на двойной срез с приложением сжимающего усилия:
1 - вкладыш; 2 - щеки; 3 - нож; 4 - образец; 5 - корпус
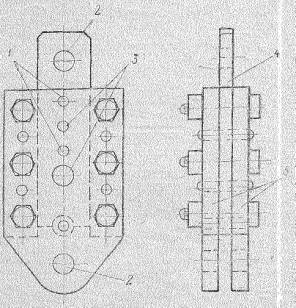
Рис. 3. Схема многоместного приспособления для испытания на двойной срез:
1 - отверстия для выталкивателя; 2 - отверстия для подвески; 3 - отверстия для образца; 4 - нож; 5 - щеки.
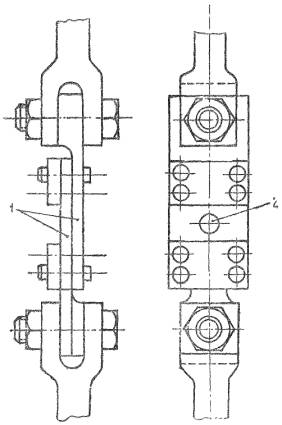
Рис. 4. Схема приспособления для испытания на одинарный срез:
1 - ножи; 2 - образец
3.4. Допускается проводить испытания на одинарный срез заклепок и проволоки диаметром от 2 до 6 мм с временным сопротивлением разрыву до 50 кгс/мм2 в приспособлении, схема которого приведена на рис. 5.
3.5. При испытании стальных и титановых изделий твердость ножей и щек приспособлений должна быть HRС ≥ 60, а при испытании алюминиевых изделий - HRC ≥ 50
3.6. Соприкасающиеся поверхности ножей и щек шлифуют.
3.7. По рабочим поверхностям щек и ножей в приспособлениях должна быть обеспечена скользящая посадка по 3 классу точности.
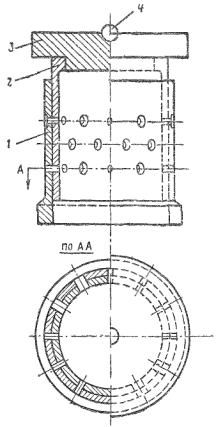
Рис. 5. Схема приспособления для испытания на одинарный срез проволоки и заклепок диаметром от 2 до 6 мм:
1 - наружный цилиндр; 2 - внутренний цилиндр; 3 - плита: 4 - шарик диаметром 10 мм.
3.8. Точность изготовления рабочих отверстий в приспособлениях должна отвечать 3 классу в системе отверстии. Оси отверстий должны находиться на одной прямой, перпендикулярной оси приспособления.
3.9. Толщина ножей и щек двусрезного приспособления должна соответствовать указанной в табл. 1, односрезного - в табл. 2.
При испытании на срез в приспособлении, изображенном на рис. 3, толщина щек и ножей должна быть выбрана по наибольшему диаметру испытываемого образца.
4.1. При испытании на срез прилагается растягивающее или сжимающее усилие (см. соответственно рис. 1, 3, 4 и рис. 2, 5).
4.2. Установку нулевого показания силоизмерителя испытательной машины производят с вставленным в нее приспособлением для испытания на срез.
4.3. При правильной установке в машине приспособлений для испытания на срез не должно возникать трения между ножами и щеками, что проверяется при холостом ходе машины (без образца). Нулевое положение стрелки силоизмерителя при этом должно оставаться неизменным.
4.4. При посадке в отверстие приспособления допускается зазор, не превышающий 0,1 мм. Посадка с натягом не допускается.
4.5. Скорость перемещения ножа относительно щек при испытании на срез не должна превышать 10 мм/мин при рабочем ходе машины.
СОДЕРЖАНИЕ