.webp "Новатика")


Методические указания распространяются на устройства измерительные проекционные ИЗВ-23 и устанавливают методы и средства их первичной и периодической поверки.
| Обозначение: | МИ 262-82 |
| Название рус.: | Государственная система обеспечения единства измерений. Методические указания. Устройство измерительное проекционное ИЗВ-23. Методы и средства поверки |
| Статус: | действует |
| Дата актуализации текста: | 05.05.2017 |
| Дата добавления в базу: | 12.02.2016 |
| Утвержден: | ВНИИМ им. Д.И. Менделеева (D. I. Mendeleyev VNIIM ) |
| Ссылки для скачивания: |
Государственный
комитет стандартов
Совета Министров СССР
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
УСТРОЙСТВО
ИЗМЕРИТЕЛЬНОЕ ПРОЕКЦИОННОЕ
ИЗВ-23
Методы и средства поверки
МИ-262-82
Ленинград
1983
|
РАЗРАБОТАНЫ |
трижды ордена Ленина Ленинградским оптико-механическим объединением имени В.И. Ленина |
|
ИСПОЛНИТЕЛИ: |
начальник лаборатории С.Д. Голод, ст. инженер Е.З. Александрова, ст. техник Н.В. Киселева. |
|
УТВЕРЖДЕНЫ |
научно-производственным объединением «Всесоюзный ордена Трудового Красного Знамени научно-исследовательский институт метрологии имени Д.И. Менделеева». |
СОДЕРЖАНИЕ
Настоящие методические указания распространяются на устройства измерительные проекционные ИЗВ-23 и устанавливают методы и средства их первичной и периодической поверки.
1.1. При проведении поверки должны выполняться операции и применяться средства поверки, указанные в таблице.
|
Наименование операции |
Номер пункт методически указаний |
Средства поверки и их нормативно-технические характеристики |
Обязательность проведения операции |
||
|
при выпуске из производства |
при ремонте |
при эксплуатации |
|||
|
Внешний осмотр |
|
Да |
Да |
Да |
|
|
Опробование |
|
Да |
Да |
Да |
|
|
Определение метрологических параметров |
|
|
|
|
|
|
Определение диапазона измерений |
|
Да |
Да |
Да |
|
|
Определение освещенности на экране |
Люксметр типа Ю-16 с фотоэлементом типа Ф-102 ГОСТ 14841-80 |
Да |
Да |
Да |
|
|
Определенно отклонении от параллельности оси делении миллиметровой шкалы направлению перемещения измерительного стержня |
|
Да |
Да |
Да |
|
|
Определение отклонения от параллельности штрихов шкалы десятых долей миллиметра штрихам миллиметровой шкалы |
|
Да |
Да |
Да |
|
|
Определение отклонения длины десяти делений шкалы десятых долей миллиметра от длины деления миллиметровой шкалы |
|
Да |
Да |
Да |
|
|
Определение соответствия перемещения изображения штриха миллиметровой шкалы ив 0,1 мм перемещению изображения микрометровой шкалы на 100 делений |
|
Да |
Да |
Да |
|
|
Определение мертвого хода маховичка нулевой установки |
Приспособление для проверки мертвого хода (см. приложение, черт. 1) |
Да |
Да |
Нет |
|
|
Определение отклонения от прямолинейности перемещения измерительного стержня |
Угольник типа УШ-0-160 ГОСТ 3749-77; рычажно-зубчатая головка с ценой деления 0,001 мм ГОСТ 18833-73; держатель для крепления рычажно-зубчатой головки (см. приложение, черт. 2) |
Да |
Да |
Нет |
|
|
Определение отклонения от параллельности перемещения измерительного стержня относительно направляющих колонки |
Угольник типа УШ-0-160 ГОСТ 3749-77; рычажно-зубчатая головка с ценой деления 0,001 мм ГОСТ 18833-73; держатель для крепления рычажно-зубчатой головки (см. приложение, черт. 2) |
Да |
Да |
Нет |
|
|
Определение времени опускания измерительного стержня |
Секундомер ГОСТ 5072-79 |
Да |
Да |
Нет |
|
|
Проверка измерительных наконечников |
По ГОСТ 11007-66 |
Да |
Да |
Да |
|
|
Определение измерительного усилия |
Динамометр для определения усилия на сжатие (см. приложение. черт. 3) |
Да |
Да |
Нет |
|
|
Определение отклонения от параллельности оси измерительного штифта направлению перемещения измерительного стержня |
Измерительная рычажно-зубчатая головка с ценой деления 0,001 мм ГОСТ 18833-73; штатив с магнитным основанием ГОСТ 10197-70 |
Да |
Да |
Нет |
|
|
Определение разности отсчетов по микрометровой шкале при прямой и обратной паводках |
|
Да |
Да |
Пет |
|
|
Определение изменений показаний устройства при действии на измерительный стержень с усилием 2,0 Н в направлении, перпендикулярном к его оси |
Динамометр (см. приложение, черт. 4); концевые меры длины 4-го разряда с номинальным размером 5 - 10 мм ГОСТ 8.020-75; приспособление (см. приложение, черт. 5) |
Да |
Да |
Нет |
|
|
Определение размаха показаний |
Концевые меры длины 3-го разряда, приспособление (см. приложение, черт. 5) |
Да |
Да |
Нет |
|
|
Определение пределов основной погрешности устройства |
Плоскопараллельные концевые меры 3-го разряда; приспособление (см. приложение, черт. 5) |
Да |
Да |
Да |
|
Примечание. Все операции проводятся на приборе УИМ-23 (УИМ-20, ДИП-1).
2.1. При проведении поверки должны соблюдаться следующие условия:
температура воздуха в рабочем пространстве от 18 до 22° С;
изменение температуры воздуха в течение 1 ч не более 0,5° С;
относительная влажность воздуха от 45 до 80 %;
частота возмущающих гармонических вибрации, действующих на прибор, на котором устанавливается устройство, не должна превышать 30 Гц, амплитуда скорости колебании не должна превышать 0,06 мм/с.
При невозможности соблюдения указанных условий в части вибраций прибор, на котором устанавливают устройство, должен быть смонтирован на виброизолирующем фундаменте.
2.2. Перед поверкой устройство и средства поверки должны быть приведены в рабочее состояние в соответствии с технической документацией на них и выдержаны на приборе УИМ-23 (УИМ-29, ДИП-1) не менее 1 ч.
При внешнем осмотре должно быть установлено соответствие проекционного измерительного устройства следующим требованиям:
маркировка и комплектность должны соответствовать паспорту;
на рабочих поверхностях направляющих и пиноли не должно быть коррозии, забоин, царапин и других механических повреждений, влияющих на эксплуатационные свойства устройства.
При опробовании проверяют взаимодействие узлов устройства. Оно должно удовлетворять следующим требованиям:
зажимной винт должен надежно крепить измерительный стержень;
устройство должно плавно перемещаться по направляющим колонки прибора УИМ-23 (УИМ-29, ДИП-1) и надежно закрепляться в любом положении;
нить лампы осветителя отсчетной системы не должна быть видна в поле зрения;
поле зрения визирной системы должно быть чистым, равномерно освещенным (достигается регулировкой лампы);
в поле зрения отсчетной системы должно наблюдаться резкое изображение штрихов шкалы на всем диапазоне перемещения измерительного стержня; допускается незначительная нерезкость изображения на краях поля зрения;
в рабочей зоне поля зрения отсчетной системы не должно быть дефектов, влияющих на точность отсчета и визирования на штрихи;
изображение индекса должно перекрывать изображение концов коротких штрихов микрометровой шкалы;
изображение индекса относительно изображения коротких штрихов должно быть без перекоса;
изображения штрихов миллиметровой шкалы относительно изображений штрихов шкалы десятых долей миллиметра должны быть симметричными и параллельными.
3.3. Определение метрологических параметров
3.3.1. Диапазон измерений определяют наблюдением на экране миллиметровой шкалы при перемещении измерительного стержня в крайние положения. Диапазон измерений должен быть не менее чем от 0 до 100 мм.
3.3.2. Освещенность на экране определяют с помощью люксметра с пределом измерения 25 лк, класс точности 1,0. Фотоэлемент люксметра прикладывают к экрану устройства и снимают отсчет по шкале люксметра, который должен быть не менее 4 лк.
3.3.3. Отклонение от параллельности оси делений миллиметровой шкалы направлению перемещения измерительного стержня определяют по горизонтальному смещению изображений штрихов шкалы. К выбранной на экране точке (вертикальной линии цифры шкалы десятых долей миллиметра) последовательно подводят изображения нулевого и сотого штрихов миллиметровой шкалы. Смешение определяют по полоске миллиметровой бумаги, наложенной на экран.
Горизонтальное смешение концов штрихов не должно превышать 1 мм (30ʹʹ в угловой мере).
3.3.4. Отклонение от параллельности штрихов шкалы десятых долей миллиметра штрихам миллиметровой шкалы определяют по результатам последовательного совмещения концов одного из биссекторов со штрихом миллиметровой шкалы. Производят трехкратную наводку на каждый конец биссектора, отсчитывают показания по микрометровой шкале и определяют средние арифметические значения. Разность средних арифметических значений не должна превышать 0,0005 мм. Ориентацию шкалы десятых долей по ходу измерительного стержня проверяют при перемещении измерительного стержня. Наблюдают за смещением какой-либо точки миллиметровой шкалы относительно шкалы десятых долей миллиметра. Смещение не должно быть более 1/4 ширины шкалы десятых долей миллиметра.
3.3.5. Отклонение длины десяти делений шкалы десятых долей миллиметра от длины деления миллиметровой шкалы определяют при помощи микрометровой шкалы о десяти делениям миллиметровой шкалы, расположенным в начале и в конце шкалы. Устанавливают микрометровую шкалу на показание 2 мкм и совмещают нулевой штрих миллиметровой шкалы с десятым биссектором.
Для определения несовпадения десяти делений шкалы маховичком оптического микрометра совмещают пулевой биссектор с первым штрихом миллиметровой шкалы и отсчитывают показание А0 по микрометровой шкале.
Несовпадение вычисляют по формуле
|
δ1 = А10 - А0, |
(1) |
где А10 - показание по микрометровой шкале при совмещении нулевого штриха миллиметровой шкалы с десятым биссектором.
Затем повторно устанавливают микрометровую шкалу на показание 2 мкм, микрометрическим винтом точной подачи совмещают первый штрих миллиметровой шкалы с десятым биссектором и отсчитывают показание А10. Маховичком оптического микрометра совмещают нулевой биссектор со вторым штрихом миллиметровой шкалы, отсчитывают показание А0 по миллиметровой шкале и вычисляют несовпадение δ2, равное А10 - А0.
Так же определяют несовпадения δ3, δ4 … δ10 на делениях 2 - 3, 3 - 4 … 9 - 10 миллиметровой шкалы.
Отклонение длины десяти делений шкалы десятых долей миллиметра от длины деления миллиметровой шкалы δ вычисляют по формуле
|
|
(2) |
Так же определяют несовпадения δ91, δ92, … δ100 на делениях 90 - 91, 91 - 92 … 99 - 100 миллиметровой шкалы и вычисляют отклонение δ по формуле
|
|
(3) |
Отклонение длины десяти делений шкалы десятых долей миллиметра от длины деления миллиметровой шкалы δ не должно превышать 0,0005 мм.
3.3.6. Соответствие перемещения изображения штриха миллиметровой шкалы на 0,1 мм перемещению изображения микрометровой шкалы на 100 делений определяют наблюдением на экране и отсчетом по микрометровой шкале.
Проверку производить на четырех участках шкалы десятых долей миллиметра, равномерно расположенных по всей длине шкалы, следующим образом: установить нулевое показание по микрометровой шкале, а изображение штриха миллиметровой шкалы с помощью маховичка нулевой установки ввести в середину изображении соответствующего биссектора шкалы десятых долей миллиметра и снять отсчет по микрометровой шкале, затем с помощью маховичка нулевой установки переместить изображение штриха миллиметровой шкалы до совмещения его с серединой изображения соседнего биссектора - шкалы десятых долей миллиметра, т.е. на 0,1 мм, снова спять отсчет по микрометровой шкале и взять разность между первым и вторым отсчетами; таких разностей нужно получить не менее пяти для каждого участка шкалы и вычислить из них среднее арифметическое, которое должно соответствовать 100 ± 0,5 деления микрометровой шкалы.
3.3.7. Мертвый ход маховичка нулевой установки определяют наблюдением и отсчетом показаний по шкале приспособления. Приспособление укрепляют на маховичке нулевой установки и с его помощью совмещают изображение штриха миллиметровой шкалы с серединой ближайшего биссектора. На уровне нулевой отметки приспособления на корпусе прибора наносят штриховую отметку; затем вращают приспособление и в момент начала смещения изображения штриха миллиметровой шкалы по шкале приспособления снимают отсчет, который не должен превышать 10°.
3.3.8. Определение отклонения от прямолинейности перемещения измерительного стержня производят в двух взаимно перпендикулярных плоскостях с помощью угольника, устанавливаемого на опорной плоскости каретки продольного перемещении прибора УИМ-23 (УИМ-29, ДИП-1), и измерительной рычажно-зубчатой головки, закрепленной на штифте измерительного стержня держателем.
Приводят наконечник рычажно-зубчатой головки в контакт с вертикальным ребром угольника и, перемещая измерительный стержень устройства, последовательно, через каждые 20 мм, сжимают отсчеты по шкале рычажно-зубчатой головки. Строят график и проводят прилегающую прямую по ГОСТ 10356-63. Наибольшее расстояние от точек профиля до прилегающей прямой определит отклонение от прямолинейности перемещения измерительного стержня, которое не должно быть более 30ʹʹ (в линейной мере 0,015 мм на длине 100 мм). Прямолинейность проверяют только при одном положении устройства.
3.3.9. Определение отклонения от параллельности перемещения измерительного стержня относительно направляющих колонки производят с помощью рычажно-зубчатой головки и угольника. Приводят наконечник рычажно-зубчатой головки в контакт с вертикальным ребром угольника. При перемещении устройства по колонке на длину 100 мм отмечают показания по шкале рычажно-зубчатой головки в верхнем и нижнем положениях устройства и определяют разность между ними (А1). Затем снова устанавливают устройство в верхнее (или нижнее) положение на колонке и, приведя наконечник рычажно-зубчатой головки в контакт с угольником, опускают стержень на 100 мм, не изменяя положения устройства. Определяют разность показаний шкалы рычажно-зубчатой головки при верхнем и нижнем положениях измерительного стержня (А2). Алгебраическая разность между значениями, полученными при перемещении устройства и измерительного стержня, должна быть не более 0,015 мм.
3.3.10. Определение времени опускания измерительного стержня производят с помощью секундомера ГОСТ 5072-79 следующим образом: отпускают стопорный винти поднимают измерительный стержень в крайнее положение, после чего наблюдают за плавностью и равномерностью спуска измерительного стержня под действием собственной массы, а по секундомеру определяют время опускания измерительного стержня как разность отсчетов, снимаемых по секундомеру в начале и в конце движения измерительного стержня. Время опускания должно быть не менее 4 с.
3.3.11. Соответствие измерительных наконечников 1-го класса точности проверяют методами, указанными в ГОСТ 11007-66.
3.3.12. Определение измерительного усилия производят измерением с помощью динамометра на сжатие с ценой деления шкалы 1,0 Н, который устанавливают на стол по линии измерения; опустив измерительный стержень до контакта наконечника с плоской пяткой динамометра, отмечают показание динамометра, которое и дает величину измерительного усилия. Измерительное усилие с грузовой гайкой должно быть (2,0 ± 0,5) Н, без грузовой гайки - (1,2 ± 0,5) Н.
3.3.13. Определение отклонения от параллельности оси измерительного штифта направлению перемещения измерительного стержня производят при помощи рычажно-зубчатой головки, закрепленной на штативе с магнитным основанием, установленным на направляющие прибора УИМ-23 (УИМ-29, ДИП-1).
Разность показаний рычажно-зубчатой головки при перемещении измерительного стержня устройства на длину штифта (шайбы при этом должны быть сняты) определяет отклонение от параллельности оси измерительного штифта направлению перемещения измерительного стержня, которое не должно превышать 0,006 мм на длине 10 мм.
3.3.14. Определение разности отсчетов по микрометровой шкале при прямой и обратной наводках производят снятием отсчетов на экране по шкале устройства; производят паводку на изображение штриха миллиметровой шкалы сначала в прямом, а затем в обратном направлении, снимая каждый раз отсчет, и берут разность между полученными отсчетами; таких разностей следует получить не менее трех и взять из них среднее арифметическое значение, которое не должно превышать 0,0003 мм.
3.3.15. Определение изменений показаний устройства при действии на измерительный стержень в направлении, перпендикулярном к оси стержня, с усилием 2,0 Н при помощи динамометра производят следующим образом: на середину выступающего среднего ребра приспособления, укрепленного на каретке продольного перемещения прибора УИМ-23 (УИМ-29, ДИП-1), помещают концевую меру и приводят в контакт с ее измерительной поверхностью сферический наконечник устройства. Сделав отсчет по шкале устройства, нажимают крючком динамометра на измерительный наконечник последовательно с четырех сторон и отпускают его. При этом наблюдают за изменением показаний по шкале, которая должна возвратиться в исходное положение после снятия усилия (миллиметровый штрих к биссектору подводить с одной и той же стороны). Разность между отсчетом при свободном положении наконечника и максимальным отсчетом, полученным при нажатии на наконечник, должна быть не более 0,0005 мм.
3.3.16. Определение размаха показаний производят снятием показаний по шкале устройства при измерении концевой меры длины 3-го разряда с номинальным размером 5 - 10 мм, установленной на середину выступающего среднего ребра приспособления и расположенной на линии измерения устройства; при неизменном положении меры производят многократное (не менее 10 раз) арретирование сферического измерительного наконечника с концевой мерой и каждый раз снимают отсчет; разность между наибольшим и наименьшим отсчетами не должна превышать ±0,0004 мм.
3.3.17. Определение пределов основной погрешности устройства производят измерением плоскопараллельных концевых мер 3-го разряда 20, 50, 70 и 100 мм. При проверке применяют сферический наконечник. Опускают измерительный стержень до контакта наконечника с серединой выступающего ребра приспособления и приводят показание устройства к нулю, после чего трехкратным арретированием убеждаются в постоянстве нулевого показания (0нач). Затем, подняв измерительный стержень, устанавливают концевую меру, соответствующую проверяемому участку шкалы, на приспособление таким образом, чтобы ее середина совпадала примерно с серединой выступающего среднего ребра, после чего снова опускают измерительный стержень до контакта наконечника устройства с плоскостью концевой меры.
После трехкратного арретирования определяют среднее арифметическое из трех показаний устройства, снимают меру и вновь трехкратным арретированием проверяют нулевое показание (0конеч) с целью определения его постоянства.
Измерение следует считать удовлетворительным, если отклонение от нулевого положения не превышает ±0,0005 мм, в противном случае измерения повторяют.
Подобным образом производят проверку всех участков шкалы; основную погрешность на проверяемом участке шкалы определяют по формуле
|
Δ = (А - 0ср) - L, |
(4) |
где А - среднее арифметическое из трех показаний при установленной концевой мере, соответствующее проверяемому участку шкалы, мм;
0ср - среднее арифметическое значение показаний, соответствующих двум (начальной и конечной) установкам нулевого положения, мм;
L - действительное значение длины (по паспорту) концевой меры, применяемой при поверке участка миллиметровой шкалы, мм.
Основная погрешность не должна превышать ±2 мкм.
4.1. При выпуске из производства проекционных измерительных устройств результаты их поверки вносят в паспорт.
4.2. При периодической поверке и при поверке после ремонта на проекционные измерительные устройства, признанные годными, выдастся свидетельство установленной формы.
4.3. Результаты ведомственной поверки оформляются в порядке, установленном ведомственной метрологической службой.
4.4. Проекционные измерительные устройства, не удовлетворяющие требованиям настоящих методических указаний, к применению не допускаются, и на них выдастся извещение о непригодности с указанием причин.
Нестандартные средства и приспособления для поверки
проекционного измерительного устройства ИЗВ-23
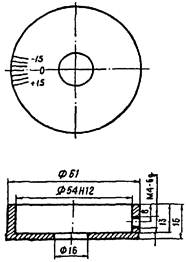
Черт. 1. Приспособление для проверки мертвого хода
В отверстие М4-6Н должен быть
ввинчен M4-6g×22
ГОСТ
1491-72. Цена деления 5°
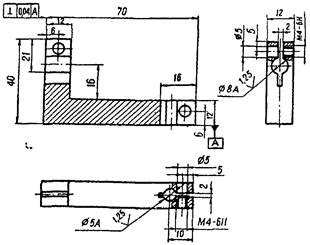
Черт. 2. Держатель для крепления рычажно-зубчатой головки
В отверстие М4-6Н должны быть
ввинчены два винта М4-6g×12
ГОСТ
1491-72
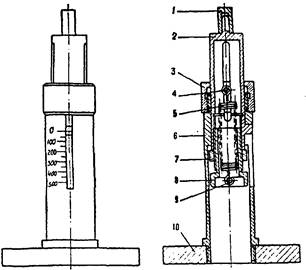
Черт. 3. Динамометр для определения усилия на сжатие
1 - площадка; 2 - цилиндр; 3 - гайка; 4
- штифт; 5 - пружина; 6 - корпус;
7 - крышка; 8 - винт; 9 - штифт; 10 - основание
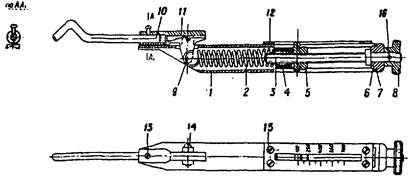
Черт. 4. Динамометр
1 - корпус; 2 - пружина; 3 - винт; 4
- трубка; 5 - втулка с индексом; 6 - пробка;
7 - крышки; 8 - гайка; 9 - ось; 10 - крючок; 11
- рычаг; 12 - шкала; 13 - винт М1,6-6g×3;
14 - винт M2-6g×8; 15 - штифт 1,6Пр2а×8
ОСТ 3-2234-74
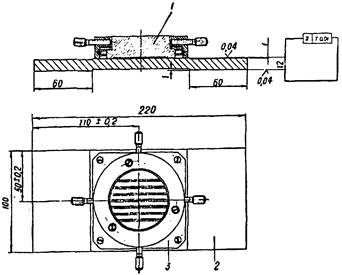
Черт. 5. Приспособление
1 - стол; 2 - планка; 3 - прижим