.webp "Новатика")

Инструкция распространяется на организации железнодорожного транспорта, входящие в систему МПС России, осуществляющие ремонт тормозного оборудования грузовых, рефрижераторных и пассажирских вагонов независимо от их принадлежности при всех видах ремонта.
| Обозначение: | Инструкция ЦВ-ЦЛ-945 |
| Название рус.: | Инструкция по ремонту тормозного оборудования вагонов |
| Статус: | действует |
| Заменяет собой: | Инструкция ЦВ-ЦЛ-292 «Инструкция по ремонту тормозного оборудования вагонов» (утверждена МПС России 23 сентября 1994 г.) |
| Дата актуализации текста: | 05.05.2017 |
| Дата добавления в базу: | 01.09.2013 |
| Утвержден: | 27.06.2003 Министерство путей сообщения РФ (Russian Federation Ministry of Railroads ) |
| Опубликован: | Трансинфо (2008 г. ) |
| Ссылки для скачивания: |
МИНИСТЕРСТВО
ПУТЕЙ СООБЩЕНИЯ
РОССИЙСКОЙ ФЕДЕРАЦИИ
ЦВ-ЦЛ-945
|
Утверждаю: Первый
заместитель Министра _______________ В.Н. Морозов 27 июня 2003 г. |
ИНСТРУКЦИЯ
по ремонту тормозного
оборудования
вагонов
![]()
МОСКВА «ТРАНСИНФО» 2008
СОДЕРЖАНИЕ
1.1. Настоящая Инструкция распространяется на организации железнодорожного транспорта, входящие в систему МПС России, осуществляющие ремонт тормозного оборудования грузовых, рефрижераторных и пассажирских вагонов независимо от их принадлежности при всех видах ремонта.
1.2. Настоящая Инструкция устанавливает основные положения, нормы и требования на ремонт, испытание и приемку тормозного оборудования грузовых, рефрижераторных и пассажирских вагонов независимо от их принадлежности при всех видах ремонта.
1.3. Вся документация, относящаяся к ремонту, техническому обслуживанию и испытанию тормозного оборудования вагонов, должна соответствовать требованиям настоящей Инструкции.
1.4. В настоящей Инструкции применяется единица измерения давления кгс/см2 (килограмм силы на сантиметр квадратный).
1.5. Инструкция по ремонту тормозного оборудования вагонов, утвержденная МПС России 23 сентября 1994 г. № ЦВ-ЦЛ-292, признается утратившей силу.
2.1. Ремонт тормозного оборудования вагонов (далее - тормозное оборудование) производится при выходе в процессе эксплуатации из строя его узлов и деталей на пунктах технического обслуживания (далее - ПТО) на специально выделенных железнодорожных путях, а также при плановых ремонтах вагонов на вагоноремонтных заводах МПС России и в вагонных депо, имеющих контрольные пункты автотормозов (далее - АКП) и автоматные отделения (далее - АО).
2.2. Ремонт тормозного оборудования должен быть организован в соответствии с руководством по организации его ремонта.
АО и АКП по ремонту тормозного оборудования пассажирских вагонов должны быть аттестованы Департаментом пассажирских сообщений МПС России.
АО и АКП по ремонту тормозного оборудования грузовых и рефрижераторных вагонов должны быть аттестованы Департаментом вагонного хозяйства МПС России в соответствии с Положением об аттестации контрольных пунктов автотормозов и автоматных отделений вагонных депо и заводов по ремонту грузовых вагонов, утвержденным МПС России 15 октября 1999 г. № ЦВ-696.
2.3. Ремонт тормозного оборудования должен осуществляться в соответствии с ремонтной и технологической документацией, техническими нормами и требованиями настоящей Инструкции специально подготовленными слесарями под контролем и руководством мастера и бригадира.
2.4. Проверку на вагоне тормозного оборудования и сдачу его должностным лицам, осуществляющим приемку тормозного оборудования на вагоне, выполняет мастер или бригадир.
Приемку тормозного оборудования на отремонтированном вагоне обязаны выполнять:
на ПТО - приемщик вагонов или другое должностное лицо, аттестованное на право приемки тормозного оборудования на вагоне;
в вагонном депо - приемщик вагонов;
на вагоноремонтном заводе - мастер отдела технического контроля завода и заводской инспектор-приемщик МПС России.
2.5. Проверку качества ремонта и приемку отдельных узлов тормозного оборудования, его испытание в ремонтных подразделениях вагонного депо и вагоноремонтного завода производит мастер или бригадир соответствующего ремонтного подразделения.
2.6. ПТО, АКП и АО должны быть обеспечены необходимой нормативно-технической и ремонтной документацией в зависимости от вида производимого ремонта согласно перечню, который определяется департаментами МПС России: Департаментом вагонного хозяйства и/или Департаментом пассажирских сообщений.
Слесари, выполняющие ремонт тормозного оборудования, должны быть обеспечены набором личного инструмента и необходимым количеством запасных частей в соответствии с видом выполняемых работ и действующими нормами расхода материалов и запасных частей.
Рабочее место слесаря должно быть оснащено необходимыми приспособлениями, оснасткой, выписками и эскизами из ремонтных и технологических документов на ремонтируемое тормозное оборудование.
Рабочее место слесаря, инструмент, приспособления и оснастка должны содержаться в исправности.
За соблюдение указанных требований ответственность несет мастер.
2.7. Специальные приспособления, стенды, устройства и установки для ремонта и испытания тормозного оборудования должны отвечать требованиям настоящей Инструкции.
Стенды, устройства и установки для испытания тормозного оборудования должны быть разрешены к применению департаментами МПС России: Департаментом вагонного хозяйства и/или Департаментом пассажирских сообщений, и аттестованы в соответствии с нормативной документацией МПС России.
2.8. Все испытательные стенды, устройства и установки перед началом смены должны быть проверены мастером на соответствие требованиям настоящей Инструкции и эксплуатационной документации на конкретный стенд, устройство или установку с отметкой об их исправности соответственно в книге формы ВУ-47 или ВУ-68.
Ответственность за исправность стендов, устройств и установок несет мастер.
2.9. Периодическую проверку всех испытательных стендов, устройств и установок, в том числе проверку на плотность стендов, устройств и установок для испытания тормоза на вагоне, для испытания воздухораспределителей, авторежимов, камер воздухораспределителей, запасных резервуаров, тормозных цилиндров, концевых и разобщительных кранов, производит мастер соответствующего ремонтного подразделения не реже одного раза в 3 месяца.
В случае неисправности стендов, устройств и установок их ремонт производится специалистами предприятия-изготовителя этих стендов, устройств и установок или специально подготовленными работниками ремонтного подразделения.
Результаты периодической проверки должны быть отражены соответственно в книге формы ВУ-47 или ВУ-68 за подписью мастера, а на самом стенде, устройстве или установке должна быть прикреплена табличка с надписью даты проведенной периодической проверки.
2.10. Руководители вагоноремонтного завода, вагонного депо, дирекции по обслуживанию пассажиров должны ежемесячно проводить проверки соблюдения технологии ремонта тормозного оборудования с соответствующей отметкой в книге формы ВУ-47 или ВУ-68.
2.11. Все стенды, устройства и установки для испытания тормозного оборудования, соблюдение технологии и качество ремонта должны проверяться не реже одного раза в 6 месяцев комиссией под председательством:
на вагоноремонтном заводе - главного инженера;
в депо по ремонту грузовых и рефрижераторных вагонов - руководителя вагонного отдела отделения железной дороги или руководителя отделения железной дороги, отвечающего за вагонное хозяйство, или руководителя отдела ремонта службы вагонного хозяйства, где нет отделений железной дороги;
в депо по ремонту пассажирских вагонов - руководителя пассажирской службы железной дороги или дорожной дирекции по обслуживанию пассажиров.
В книге формы ВУ-47 или ВУ-68 фиксируется дата проведенной проверки. Результаты проверки оформляются актом, который передается руководителю ремонтного предприятия для принятия соответствующих мер.
2.12. Средства измерений подлежат периодическому контролю (калибровке) в соответствии с нормативными документами МПС России.
2.13. Все манометры, используемые при испытаниях тормозного оборудования, подлежат калибровке не реже одного раза в год в метрологической службе организаций федерального железнодорожного транспорта, аккредитованной в установленном порядке. В паспорте прибора производится отметка об очередной проведенной калибровке, а на корпусе манометра наносится клеймо.
2.14. После приемки на вагоне тормозного оборудования в книге формы ВУ-68 производится соответствующая запись за подписью мастера или бригадира и лиц, выполнявших приемку тормозного оборудования.
2.15. Гарантийный срок для отремонтированного тормозного оборудования устанавливается до следующего планового ремонта вагона или единой технической ревизии.
В случае выхода из строя деталей и узлов отремонтированного тормозного оборудования до установленного срока, при условии соблюдения правил его эксплуатации, ремонтному предприятию направляется акт-рекламация.
3.1. Ремонт тормозного оборудования грузовых, рефрижераторных и пассажирских вагонов производится планово - при плановых ремонтах вагонов и внепланово - при текущем отцепочном и безотцепочном ремонте грузовых и рефрижераторных вагонов и текущем ремонте пассажирских вагонов с отцепкой их от подвижного состава.
3.2. К плановым видам ремонта грузовых вагонов относятся:
капитальный ремонт;
капитальный ремонт с продлением срока полезного использования.
3.3. К плановым видам ремонта рефрижераторных вагонов относятся:
деповской ремонт;
капитальный ремонт.
3.4. К плановым видам ремонта и технического обслуживания пассажирских вагонов относятся:
техническое обслуживание вагонов перед началом летних и зимних перевозок;
техническое обслуживание - единая техническая ревизия;
деповской ремонт;
капитальный ремонт первого объема;
капитальный ремонт второго объема;
капитально-восстановительный ремонт.
3.5. Периодичность проведения ревизий, деповского и капитальных ремонтов вагонов устанавливается МПС России.
4.1.1. Осмотр и проверка технического состояния тормозного оборудования производятся при техническом обслуживании вагонов на ПТО в соответствии с Инструкцией по эксплуатации тормозов подвижного состава железных дорог, утвержденной МПС России 16 мая 1994 г. № ЦТ-ЦВ-ЦЛ-ВНИИЖТ/277.
На железнодорожных станциях, где нет ПТО, порядок проверки технического состояния и ремонта тормозного оборудования вагонов при их постановке в поезда и подаче под погрузку устанавливается приказом начальника железной дороги.
4.1.2. В зависимости от характера выявленных неисправностей ремонт тормозного оборудования может осуществляться без отцепки вагона и с отцепкой вагона от подвижного состава.
4.1.3. При текущем ремонте вагона с отцепкой его от подвижного состава ремонт тормозного оборудования должен производиться по единой технологии вне зависимости от причин отцепки вагона на специально выделенных для производства текущего ремонта железнодорожных путях.
При этом необходимо:
все тормозное оборудование, в том числе тормозную рычажную передачу и предохранительные устройства, осмотреть, проверить их исправность и надежность крепления;
на вагонах, оборудованных авторежимом, проверить исправность упора авторежима, опорной балки, контактной планки; проверить положение упора авторежима относительно контактной планки, правильность крепления опорной балки и контактной планки; проверить положение режимного валика воздухораспределителя, который должен быть закреплен в положении среднего или груженого режима торможения в зависимости от типа колодок и типа вагона в полном соответствии с Инструкцией по эксплуатации тормозов подвижного состава железных дорог;
на вагонах, не оборудованных авторежимом, проверить соответствие положения режимного валика воздухораспределителя типу колодок и загрузке вагона;
проверить исправность поводков выпускных клапанов;
в тормозной рычажной передаче проверить наличие валиков, шайб, шплинтов и правильность их постановки;
детали стояночного тормоза очистить и осмотреть, вал с червяком и червячный сектор расходить;
шарнирные соединения тормозной рычажной передачи и детали стояночного тормоза смазать;
проверить состояние тормозных колодок - колодки не должны выступать за кромку наружной грани колеса и иметь износ по толщине более нормы, установленной Инструкцией по эксплуатации тормозов подвижного состава железных дорог;
все выявленные при визуальном осмотре неисправности устранить, неисправное тормозное оборудование и детали крепления заменить на исправные, отсутствующие поставить.
4.1.4. После текущего ремонта вагона с отцепкой его от подвижного состава тормозное оборудование на вагоне должно быть принято в соответствии с разделом 24 настоящей Инструкции.
4.2.1. При деповском ремонте грузовых и рефрижераторных вагонов с рамы вагона и с тележек должны сниматься:
главная и магистральная части воздухораспределителя;
авторежим;
поршневой узел вместе с пружиной и передней крышкой тормозного цилиндра;
концевые краны;
разобщительный кран;
концевые соединительные рукава;
соединительный рукав, применяемый для соединения камеры воздухораспределителя с магистральным трубопроводом;
регулятор тормозной рычажной передачи и его привод;
вся тормозная рычажная передача, включая съемные детали стояночного и ручного тормоза;
предохранительные скобы траверс.
4.2.2. Корпус тормозного цилиндра, камеру воздухораспределителя, запасный резервуар, тормозной воздухопровод, предохранительные скобы тормозной рычажной передачи снимать с вагона необходимо только при выявлении их неисправностей.
4.2.3. У камеры воздухораспределителя должны быть сняты фильтры, сетки и отправлены в АКП для проверки и промывки их керосином с последующей просушкой в специальных центрифугах и продувкой сжатым воздухом.
4.2.4. У тормозного оборудования, оставшегося на вагоне, необходимо проверить отсутствие дефектов, надежность крепления, наличие всех крепежных деталей и правильность их постановки.
4.2.5. Запасный резервуар непосредственно на вагоне необходимо подвергнуть частичному техническому освидетельствованию в соответствии с Правилами надзора за воздушными резервуарами подвижного состава железных дорог Российской Федерации, утвержденными МПС России 4 августа 1998 г. № ЦТ-ЦВ-ЦП-581. При этом на запасном резервуаре Р7-78 допускается наличие не более трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на расстоянии друг от друга не менее 45 мм, и коррозионные повреждения общей площадью не более 0,24 м2 и глубиной до 0,3 мм, на запасном резервуаре Р7-135 допускается наличие не более трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на расстоянии друг от друга не менее 60 мм и коррозионные повреждения общей площадью не более 0,32 м и глубиной до 0,3 мм.
4.2.6. У камеры на вагоне необходимо проверить расстояние от привалочной плоскости фланца для главной части воздухораспределителя до рабочей поверхности кривошипа режимного валика и размер посадочного места под фильтр в соответствии с руководством по ремонту камеры.
Расстояние от привалочной плоскости для фланца главной части воздухораспределителя до рабочей поверхности кривошипа режимного валика должно быть у камеры 295.001 для груженого режима (80 + 1) мм, для среднего - (87 + 1) мм, для порожнего - не менее 98 мм; у камер 295М.001 и 295М.002 для груженого режима - (80 + 1) мм, для среднего - (85 + 1) мм, для порожнего - не менее 98 мм. В случае несоответствия размеров приведенным величинам режимный валик необходимо заменить.
В случае несоответствия размера посадочного места под фильтр нормам, установленным руководством по ремонту камеры, камера должна быть заменена.
4.2.7. Корпус тормозного цилиндра не должен иметь трещин и отколов.
Внутреннюю поверхность тормозного цилиндра необходимо очистить и осмотреть - наличие ржавчины не допускается.
На внутреннюю поверхность тормозного цилиндра перед постановкой в него отремонтированного поршневого узла должна быть нанесена смазка ЖТ-79Л.
4.2.8. У труб магистрального воздухопровода вне резьбы и мест крепления допускается местный износ по внешнему диаметру (потертости) глубиной не более 0,6 мм.
Для очистки внутренней поверхности магистрального воздухопровода его необходимо обстучать деревянным молотком массой не более 1 кг и пропустить через него ерш.
Для контроля внутреннего прохода воздухопровода через него необходимо пропустить металлический шарик диаметром (28 - 1) мм.
4.2.9. Все снятое с вагона тормозное оборудование должно быть направлено для осмотра, ремонта и испытания в соответствующие ремонтные подразделения.
Взамен снятого на вагоне должно быть установлено новое или отремонтированное тормозное оборудование.
4.2.10. После деповского ремонта тормозное оборудование на вагоне должно быть принято в соответствии с разделом 24 настоящей Инструкции.
4.3.1. Ремонт тормозного оборудования при капитальных ремонтах грузовых и рефрижераторных вагонов производится в АКП (АО), которым по результатам аттестации присвоена 1 категория.
4.3.2. При капитальных ремонтах с вагонов необходимо снимать все тормозное оборудование, все детали его крепления и предохранения от падения. Все снятое тормозное оборудование должно быть направлено для осмотра, ремонта и испытания в соответствующие ремонтные подразделения.
4.3.3. Взамен снятого на вагоне должно быть установлено новое или отремонтированное тормозное оборудование.
4.3.4. После монтажа магистрального воздухопровода на вагоне его необходимо обстучать деревянным молотком массой не более 1 кг и пропустить через него ерш, для контроля внутреннего прохода воздухопровода через него необходимо пропустить металлический шарик диаметром (28 - 1) мм.
4.3.5. Грузовой вагон, поступивший в первый капитальный ремонт, разрешается ремонтировать без снятия с него:
магистрального воздухопровода, изготовленного из бесшовных стальных труб по ГОСТу 8734-75 «Трубы стальные бесшовные холоднодеформированные. Сортамент», при отсутствии у него неисправностей и при условии, что он не имеет промежуточных резьбовых муфтовых соединений;
подводящих труб к авторежиму, если они выполнены из бесшовных стальных труб по ГОСТу 8734-75, не имеют промежуточных резьбовых муфтовых соединений и неисправностей.
При этом производится очистка и проверка магистрального воздухопровода в соответствии с пунктом 4.3.4 настоящей Инструкции.
4.3.6. После капитального ремонта тормозное оборудование на вагоне должно быть принято в соответствии с разделом 24 настоящей Инструкции.
При ремонте тормозного оборудования при текущем ремонте с отцепкой пассажирских вагонов необходимо:
4.4.1. Все устройства тормоза очистить снаружи от грязи, льда, снега и осмотреть.
4.4.2. Неисправные узлы и детали пневматического и электропневматического тормозного оборудования заменить на исправные, отсутствующие - поставить.
4.4.3. Тормозную рычажную передачу осмотреть, обнаруженные неисправности устранить, проверить правильность ее регулировки. Поврежденные и нестандартные валики, шайбы, чеки тормозных колодок заменить исправными стандартными. На место отсутствующих, а также взамен нестандартных шплинтов ставить новые стандартные.
4.4.4. Стоп-краны опломбировать.
4.4.5. Проверить надежность закрепления тормозного цилиндра, воздухораспределителя, запасного резервуара, воздухопровода и деталей подвешивания тормозной рычажной передачи. Отсутствующие детали крепления поставить.
4.4.6. Пылеулавливающие сетки осмотреть, очистить и продуть сжатым воздухом.
4.4.7. Проверить состояния воздухораспределителя, электровоздухораспределителя и электрической цепи управления (рабочий и контрольный провода, клеммные коробки).
4.4.8. Проверить монтаж электропневматического тормозного оборудования. Отклонения от чертежей и технических условий на монтаж не допускаются.
4.4.9. Проверить плотность тормозной пневматической системы.
4.4.10. После текущего ремонта вагона с отцепкой его от подвижного состава производится приемка тормозного оборудования на вагоне в соответствии с разделом 27 настоящей Инструкции. При этом при исправном действии пневматического тормоза и ЭПТ проверка электрических цепей, измерение сопротивления изоляции и испытание на пробой не производятся.
4.5.1. Ревизия тормозного оборудования пассажирских вагонов производится при единой технической ревизии пассажирских вагонов (далее - ТО-3).
4.5.2. При ТО-3 воздухораспределитель, электровоздухораспределитель, переключательные клапаны и соединительные рукава с вагона необходимо снимать, взамен ставить новые или отремонтированные.
4.5.3. Состояние электрической цепи управления электропневматическим тормозом (рабочий и контрольный провода, клеммные коробки), а также состояние и крепление на раме вагона изолированной подвески рукава необходимо проверить. Концевые клеммные коробки следует вскрыть, очистить, при необходимости просушить, необходимо проверить крепления проводов. Наконечники с налетом окиси следует зачистить. Необходимо проверить монтаж электропневматического тормозного оборудования - монтаж должен быть выполнен без отклонений от чертежей и технических условий.
4.5.4. Следует замерить сопротивление изоляции проводов.
4.5.5. Воздухопровод, запасный резервуар следует обстучать легкими ударами деревянным молотком массой не более 1 кг и продуть сжатым воздухом давлением (6,0 + 0,5) кгс/см2. Пылеулавливающие сетки очистить, промыть и продуть сжатым воздухом.
4.5.6. Все соединения воздухопровода следует осмотреть и уплотнить.
Необходимо проверить крепление воздухопровода - оно должно быть произведено в соответствии с технической документацией на конкретный тип вагона.
4.5.7. У концевых, разобщительных кранов и стоп-кранов следует проверить правильность расположения рукояток. Рукоятка разобщительного крана в закрытом положении должна располагаться поперек трубы, в открытом - вдоль оси трубы.
Рукоятка стоп-крана в закрытом положении должна располагаться вдоль оси трубы вверх, в открытом - поперек.
Рукоятка концевого крана в закрытом положении должна располагаться поперек оси магистрального воздухопровода, в открытом положении - вдоль оси соединительного рукава.
Выпускные отверстия в концевых кранах и стоп-кранах следует очистить.
4.5.8. Выпускной клапан должен иметь типовые выведенные по обе стороны поводки, иметь отвод от клапана внутрь вагона. Поводки должны перемещаться свободно, без заеданий и быть выполнены в соответствии с технической документацией на вагон.
4.5.9. Тормозные цилиндры следует вскрыть и осмотреть, внутренние поверхности корпуса необходимо очистить, вытереть насухо и смазать тонким слоем тормозной смазки, не закладывая ее за бурт манжеты. Резиновую манжету с истекшим сроком годности необходимо заменить. Следует проверить состояние фильтра и сальника, очистить их от грязи. Войлочное кольцо поршня следует смазать смазкой ЖТ-79Л.
4.5.10. Следует проверить надежность крепления воздухораспределителя, электровоздухораспределителя, запасного резервуара и тормозного цилиндра на раме вагона. Крепление должно соответствовать технической документации на конкретный тип вагона.
4.5.11. Тормозную рычажную передачу следует осмотреть, проверить ее состояние, проверить плечи рычагов, которые должны соответствовать таре вагона и технической документации на него.
Шарнирные соединения и места трения следует смазать осевым маслом.
Винт, пятник, конические шестерни, гайки, секторы ручных тормозов, регулирующие муфты, резьбу тяг следует осмотреть, очистить, смазать в соответствии с таблицей 3 и расходить.
4.5.12. Ослабшие или поврежденные втулки в деталях тормозной рычажной передачи, нестандартные и неисправные валики, шайбы и шплинты следует заменить на стандартные исправные.
Суммарный зазор в каждом шарнирном соединении тормозной рычажной передачи допускается не более 3 мм.
Боковые зазоры в кронштейнах подвески траверсы не допускаются.
4.5.13. Тормозную рычажную передачу пассажирских цельнометаллических вагонов (далее - ЦМВ) следует ремонтировать в соответствии с техническими условиями на ее ремонт.
4.5.14. Детали подвешивания тормозной рычажной передачи и предохранительные устройства должны быть типовые и прочно укреплены.
4.5.15. Чугунные тормозные колодки при толщине менее 30 мм и композиционные при толщине менее 20 мм необходимо заменить новыми.
Не допускается выступание колодок за наружные грани обода колес. При отпущенном тормозе каждая колодка должна отходить от поверхности колеса. Колодка должна быть прочно закреплена в тормозном башмаке стандартной чекой. На башмаки установить шплинты, предохраняющие чеки от выпадения.
4.5.16. Ручной тормоз необходимо проверять в заторможенном состоянии. При этом запас резьбы винта должен быть не менее 75 мм.
4.5.17. Тормозную рычажную передачу на вагоне следует регулировать так, чтобы выход штока при полном служебном торможении находился в пределах, указанных в таблице 1. При этом размер «а» (расстояние между торцом муфты защитной трубы и присоединительной резьбой винта регулятора, рисунки 26, 27) должен быть не менее 250 мм.
4.5.18. Результаты ревизии и испытания мастер или бригадир по автотормозам должен записать в книгу формы ВУ-68.
4.5.19. Дополнительные требования к пассажирским вагонам, следующим со скоростью 140 - 160 км/ч:
в шарнирных соединениях тормозной рычажной передачи должны быть установлены втулки из порошкового легированного материала при этом перед запрессовкой втулки, срок хранения которых превышает 6 месяцев, необходимо пропитать индустриальным маслом И-40А или И-50А при комнатной температуре в течение не менее 5 ч;
диаметральный зазор в каждом шарнирном соединении тормозной рычажной передачи между валиком и втулкой должен быть не более 1,3 мм;
зазор между цапфой траверсы и башмаком, а также между цапфой и подвеской допускается не более 1,3 мм;
зазор между шайбой и шплинтом в шарнирном соединении тормозной рычажной передачи должен быть не более 1 мм, регулировку зазора допускается производить постановкой одной дополнительной шайбы толщиной до 5 мм.
4.5.20. Ревизия тормозного оборудования системы КЕ производится по правилам и в сроки, установленные для ЦМВ. При этом: датчики скоростного регулятора тормозного нажатия и противогазного устройства с вагона следует снимать и направлять в АКП;
испытание и приемку тормозного оборудования системы КЕ после ревизии необходимо производить в соответствии с руководством по ремонту тормозного оборудования вагонов международного сообщения.
4.6.1. Единовременная осенне-весенняя ревизия тормозного оборудования пассажирских вагонов производится при техническом обслуживании пассажирских вагонов перед началом летних и зимних перевозок (далее - ТО-2) в объеме ревизии тормозного оборудования пассажирских вагонов при ТО-3, за исключением требований пунктов 4.5.2; 4.5.4; 4.5.9 настоящей Инструкции.
4.6.2. При ТО-2 все неисправное тормозное оборудование с вагона необходимо снять, взамен установить новое или отремонтированное.
4.7.1. При деповском ремонте пассажирских вагонов воздухораспределители, электровоздухораспределители, переключательный клапан, концевые и разобщительные краны, соединительные рукава, выпускной клапан, регулятор и тормозную рычажную передачу с вагона следует снимать и направлять в ремонт в соответствующие ремонтные подразделения. Взамен снятых следует ставить новые или отремонтированные.
Тормозной цилиндр, рабочую камеру и магистральный воздухопровод допускается осматривать и при необходимости ремонтировать непосредственно на вагоне.
4.7.2. Воздухопроводы необходимо осмотреть. Трубы, имеющие вмятины, износы (потертости), коррозию следует заменить новыми трубами по ГОСТу 8734-75.
Магистральный воздухопровод следует обстучать деревянным молотком массой не более 1 кг, внутреннюю поверхность очистить ершом, продуть сжатым воздухом.
4.7.3. Запасный резервуар следует осмотреть и подвергнуть частичному техническому освидетельствованию в соответствии с Правилами надзора за воздушными резервуарами подвижного состава железных дорог Российской Федерации. Резервуары с вмятинами в количестве не более трех, с расположением их вне сварных швов на расстоянии друг от друга не менее 45 мм и глубиной вмятины не более 5 мм, с коррозионным повреждением общей площадью не более 0,24 м2 и глубиной до 0,3 мм допускаются к дальнейшей эксплуатации. Запасный резервуар следует продуть сжатым воздухом под давлением (6,0 + 0,5) кгс/см2 непосредственно на вагоне с одновременным обстукиванием деревянным молотком массой не более 1 кг.
Запасный резервуар при наличии вмятин и коррозионных повреждений, превышающих вышеуказанные нормы, необходимо заменить.
4.7.4. Стоп-краны следует проверять на месте под давлением (5,0 + 0,2) кгс/см2 обмыливанием, пропуск воздуха не допускается. Неисправные стоп-краны необходимо заменить.
4.7.5. Выпускной клапан 4315 следует испытать в АКП на работоспособность и герметичность, и при положительных результатах испытаний установить на вагон без разборки.
4.7.6. Снятый узел поршня тормозного цилиндра следует разобрать и отремонтировать. При этом необходимо:
проверить высоту пружины в свободном состоянии, при просадке более 30 мм заменить новой: высота пружины в свободном состоянии, выполненной из прутка диаметром 10 мм, должна быть не менее 705 мм, а из прутка диаметром 11 мм - не менее 625 мм;
проверить состояние фильтра, сальника в передней крышке цилиндра, очистить, промыть и протереть их;
войлочное кольцо поршня очистить и смазать смазкой ЖТ-79Л, а при необходимости заменить новым, пропитанным смазкой;
корпус цилиндра очистить, следы коррозии удалить мелкой шлифовальной шкуркой;
резиновую манжету, имеющую прорывы, потертости или прослужившую более четырех лет, заменить;
перед постановкой поршня на трущиеся поверхности цилиндра и манжеты нанести тонкий слой смазки ЖТ-79Л.
4.7.7. Следует проверить прочность крепления тормозного цилиндра на раме вагона и при необходимости закрепить.
4.7.8. Съемные детали ручного тормоза с вагона следует снять независимо от состояния (за исключением винтов ручного тормоза, которые следует очищать, осматривать и проверять без снятия с вагона). Все детали необходимо очистить, осмотреть, негодные заменить исправными. Несъемные детали следует осматривать и ремонтировать непосредственно на вагоне.
4.7.9. Электрические провода тормоза, клеммные коробки и рабочую камеру электровоздухораспределителя следует ремонтировать непосредственно на вагоне без разъединения трубопроводов (кондуитов). При этом необходимо проверить состояние и надежность крепления труб, клеммных коробок и наличие контргаек. Клеммные коробки и крышки, имеющие отколы, трещины и вмятины, следует заменить. При наличии окисления и подгаров контактные шпильки, гайки, шайбы необходимо отсоединить от панели, наконечники проводов зачистить, облудить. Следует закрепить линейные провода и отводы к электровоздухораспределителю в трехтрубной клеммной коробке. В клеммных коробках провода должны иметь запас длины для укладки их без касания контактных шпилек.
4.7.10. Рабочую камеру электровоздухораспределителя снаружи необходимо очистить, продуть сжатым воздухом под давлением (6,0 + 0,5) кгс/см2 с предварительным обстукиванием ее деревянным молотком массой не более 1 кг.
Неисправные и ослабшие шпильки следует заменить.
Необходимо проверить камеру на герметичность. Проверка производится сжатым воздухом под давлением (6,0 + 0,5) кгс/см2 специальным приспособлением. Падение давления в течение 1 минуты не допускается.
Контактная колодка должна быть надежно закреплена на рабочей камере и иметь чистую поверхность. При монтаже колодки на камере следует не допускать касания подводящих проводов корпуса неизолированными местами. Запасную часть провода следует укладывать в гнезда камеры на расстоянии не менее 5 мм от болта с пружинным контактом; на конце провода должен быть наконечник установленного типа.
Кольца и наконечники проводов не должны сдвигаться на контактных болтах. Под гайки крепления наконечников следует ставить пружинные шайбы.
4.7.11. При сборке оборудования ЭПТ все узлы и детали необходимо прочно закрепить на вагоне.
4.7.12. В концевых клеммных коробках изоляционные панели должны иметь контактные шпильки с резьбой М8 под рабочий провод № 1 и с резьбой М6 под контрольный провод № 2. Трехтрубные клеммные коробки должны иметь только одну шпильку с резьбой М8 для крепления рабочего провода; контрольный провод должен проходить через среднюю трехтрубную клеммную коробку без закрепления. К контактной шпильке в трехтрубной коробке следует подсоединить рабочие провода № 1 от двух торцов вагона, затем надеть на шпильку и подсоединить отвод к электровоздухораспределителю и закрепить гайкой с пружинной шайбой или контргайкой.
Соединительные рукава следует ставить 369А с электроконтактом. На концах кабеля рукава должны быть наконечники для провода № 1 под шпильку М8, для провода № 2 под шпильку М6. Подключение проводов в двухтрубных клеммных коробках к соответствующим шпилькам следует производить следующим порядком: установить на соответствующие шпильки наконечники рабочего и контрольного проводов вагона, шайбы и плотно завернуть гайки, надеть наконечники рабочего и контрольного проводов рукава, шайбы, пружинные шайбы и плотно затянуть вторые гайки. Кабель рукава в месте ввода в клеммную коробку необходимо уплотнить резиновым кольцом и штуцером. Резинотекстильный рукав должен иметь индекс «Д».
4.7.13. Изолированную подвеску рукава следует очистить, проверить ее состояние, измерить сопротивление изоляции между изолированными частями мегаомметром, которое должно быть не менее 0,8 МОм. При необходимости подвеску следует заменить новой или отремонтированной.
Исправную подвеску следует покрасить эмалью ГФ-92 ХК.
4.7.14. Регулировка тормозной рычажной передачи вагона производится в соответствии с разделом 23 настоящей Инструкции.
4.7.15. После деповского ремонта приемка тормозного оборудования на вагоне производится в соответствии с разделом 27 настоящей Инструкции.
4.8.1. Ремонт тормозного оборудования при капитальном ремонте первого объема пассажирских вагонов (далее - КР1) производится в объеме деповского ремонта за исключением требований пунктов 4.7.1 - 4.7.5 настоящей Инструкции.
4.8.2. При КР1 необходимо воздухораспределители, электровоздухораспределители, переключательный клапан, концевые и разобщительные краны, соединительные рукава, выпускные клапана, запасный резервуар, стоп-краны, регулятор и тормозную рычажную передачу с вагона снимать и направлять в ремонт в соответствующие ремонтные подразделения. Взамен снятых необходимо ставить новые или отремонтированные.
Корпус тормозного цилиндра, рабочую камеру электровоздухораспределителя и магистральный воздухопровод необходимо снимать с вагона только при их неисправности.
4.8.3. Прокладку между кронштейном тормозного цилиндра и рабочей камерой электровоздухораспределителя необходимо заменить на новую.
4.8.4. Воздухопроводы необходимо осмотреть. Трубы, имеющие вмятины, износы (потертости), коррозию следует заменить новыми трубами по ГОСТу 8734-75.
Магистральный воздухопровод следует обстучать деревянным молотком массой не более 1 кг, внутреннюю поверхность необходимо очистить ершом, продуть сжатым воздухом.
На вагонах постройки ТВЗ при каждом втором КР-1 следует производить замену труб от тормозной магистрали к стоп-кранам. После замены на подводящую трубу к стояку стоп-крана должна быть установлена бирка в виде полосы из листового оцинкованного железа размером 30×120×0,5 мм, обернутой вокруг трубы с маркировкой наружу. Маркировка должна содержать условный номер ремонтного предприятия и дату замены (число, месяц и две последние цифры года).
4.8.5. Запасный резервуар необходимо подвергнуть полному техническому освидетельствованию и проверке на герметичность в соответствии с разделом 9 настоящей Инструкции.
4.8.6. Выпускной клапан 4315 следует ремонтировать в соответствии с подразделом 12.7 настоящей Инструкции с заменой резинового уплотнения.
4.9.1. При капитальном ремонте второго объема пассажирских вагонов (далее - КР-2) все тормозное оборудование, включая воздухопроводы, камеру электровоздухораспределителя и все монтажные провода тормоза и кондуитные трубы, следует с вагона снимать и направлять в соответствующие ремонтные подразделения. Взамен снятого тормозного оборудования на вагон необходимо устанавливать новое или отремонтированное. Выпускной клапан 4315 необходимо ремонтировать в соответствии с подразделом 12.7 настоящей Инструкции с заменой резинового уплотнения.
4.9.2. Запасный резервуар необходимо подвергнуть полному техническому освидетельствованию и проверке на воздухонепроницаемость в соответствии с разделом 9 настоящей Инструкции.
4.9.3. Тормозную рычажную передачу вагона, включая рычажную передачу ручного тормоза, следует полностью разобрать независимо от состояния.
4.9.4. Тормозные винты с гайками, секторы ручного тормоза следует очистить и проверить. Винты, у которых гайка имеет свободное продольное перемещение более 2 мм, необходимо заменить новыми или отремонтированными. На новый или отремонтированный винт гайка должна навертываться без заеданий.
4.9.5. Кронштейны для крепления и подвешивания тормозного оборудования должны быть исправными и прочно закрепленными на раме. Взамен неисправных следует устанавливать исправные согласно чертежам на конкретный тип вагона и тележки.
4.9.6. Предохранительные и поддерживающие устройства, предотвращающие падение деталей тормозной рычажной передачи на путь, должны быть исправны и укреплены в соответствии с требованиями чертежей на конкретный тип вагона. Резиновые трубки на осях поддерживающих устройств следует заменить новыми. Устанавливать предохранительные скобы с отступлениями от чертежей запрещается.
4.9.7. Перед сборкой тормозной рычажной передачи необходимо проверить соответствие размеров плеч рычагов типу вагона (рисунок 6 - 8, таблица 5).
4.9.8. При сборке тормозной рычажной передачи тележки следует пользоваться таблицами 6 - 8.
Шарнирные соединения и трущиеся поверхности следует смазывать осевым маслом. На валиках следует устанавливать новые стандартные шайбы и шплинты.
4.9.9. Тормозную рычажную передачу необходимо регулировать в соответствии с разделом 23 настоящей Инструкции.
4.9.10. Клеммные коробки и крышки ЭПТ, имеющие отколы и трещины, необходимо заменить исправными.
4.9.11. Провода ЭПТ необходимо заменить новыми, наконечники следует облудить, закрепить в клеммных коробках. Провода должны иметь запас по длине, уложенные в коробках провода не должны касаться контактных шпилек.
4.9.12. Технические требования к рабочей камере, сборке ЭПТ, концевым клеммным коробкам, подвескам рукавов при КР-2 должны соответствовать требованиям пунктов 4.7.10 - 4.7.13 настоящей Инструкции.
4.9.13. После капитального ремонта приемка тормозного оборудования на вагоне производится в соответствии с разделом 27 настоящей Инструкции.
4.10. Ремонт тормозного оборудования при капитально-восстановительном ремонте пассажирских вагонов
4.10.1. При капитально-восстановительном ремонте пассажирских вагонов (далее - КВР) все тормозное оборудование, включая воздухопровод, с вагона следует снимать и направлять в соответствующие ремонтные подразделения.
4.10.2. Кронштейны для крепления пневматического тормозного оборудования, воздухопровода и элементов тормозной рычажной передачи должны быть восстановлены до чертежных размеров или заменены новыми.
4.10.3. Взамен снятого тормозного оборудования на вагон должно устанавливаться новое или отремонтированное. При этом весь тормозной воздухопровод, тормозные цилиндры и запасные резервуары необходимо устанавливать только новые.
4.10.4. Провода ЭПТ должны быть заменены новыми.
4.10.5. После капитально-восстановительного ремонта приемка тормозного оборудования на вагоне производится в соответствии с разделом 27 настоящей Инструкции.
5.1.1. На вагоны при всех видах их планового ремонта и технического обслуживания следует устанавливать только разрешенное в соответствии с перечнем, приведенным в приложении к настоящей Инструкции, тормозное оборудование.
Кронштейны для крепления тормозного оборудования на вагоне и его тележках должны быть исправными и соответствовать конструкторской документации на конкретный тип вагона и тележки.
5.1.2. Шплинты в узлах крепления тормозного оборудования необходимо ставить только новые. При установке шплинта разводить необходимо обе его ветви на угол между ними не менее 90°.
5.1.3. Фильтры и пылеулавливающие сетки тормозных приборов и камер должны ставиться на вагон только новые или очищенные в условиях АКП - промытые керосином с последующей просушкой их в специальных центрифугах и продувкой сжатым воздухом.
5.1.4. Все резиновые детали, входящие в тормозное оборудование вагона, должны ставиться в зависимости от состояния и с учетом сроков годности.
Установленные сроки годности:
рукава резинотекстильные - 6 лет;
кольца уплотнительные - 3 года;
манжеты тормозных цилиндров - 5 лет;
манжеты всех типов и диафрагмы в тормозных приборах - 3 года;
прокладки (уплотнения) всех типов в тормозных приборах - 5 лет.
Срок службы резиновых деталей исчисляется от даты изготовления (рельефный оттиск на детали), не считая год изготовления.
Прокладки и уплотнения, не имеющие клейма-оттиска с датой изготовления, необходимо ставить в тормозные приборы в зависимости от состояния. Подрезы, расслоения не допускаются.
Резиновые детали, срок годности которых истекает в гарантийный межремонтный период, при плановых ремонтах должны быть заменены новыми.
5.1.5. Замена войлочных колец, входящих в тормозное оборудование, производится в зависимости от их состояния.
5.1.6. Муфты, тройники, концевые и разобщительные краны, стоп-краны должны быть навернуты на всю длину резьбы и закреплены контргайками. Муфты должны быть закреплены контргайками с обеих сторон.
5.1.7. Уплотнение резьбовых соединений труб, сгонов, стоп-кранов, концевых и разобщительных кранов, соединительных рукавов необходимо выполнять с применением смазки ЖД, ПГК-1 или ВНИИ НП-232 с подмоткой из льна или чесаной пеньки.
5.1.8. Конструкция и размеры тяг и затяжек тормозной рычажной передачи должны соответствовать конструкторской документации на конкретный тип вагона.
5.1.9. При сборке все шарнирные соединения и узлы трения тормозной рычажной передачи, включая детали стояночного и ручного тормоза, должны быть смазаны.
Рекомендуемые для применения масла и смазки приведены в таблицах 2 и 3.
5.1.10. На валики тормозной рычажной передачи должны устанавливаться стандартные шайбы и шплинты. Шплинты необходимо ставить новые, разводить необходимо обе ветви шплинта на угол между ними не менее 90°, повторное использование шплинтов запрещено.
Расстояние между шайбой и шплинтом в шарнирных соединениях тормозной рычажной передачи должно быть не более 3 мм.
Допускается регулировать этот размер постановкой не более одной дополнительной шайбы необходимой толщины с таким же диаметром отверстия, как и у основной шайбы.
Валики, расположенные вертикально, должны быть поставлены головками вверх, а установленные горизонтально, должны быть обращены шайбами наружу от продольной оси вагона. Горизонтальные валики, расположенные на продольной оси вагона, должны быть обращены головками в одну сторону.
5.1.11. Выход штока тормозного цилиндра вагона при полном служебном торможении должен соответствовать значениям, приведенным в таблице 1.
Таблица 1. Выход штока тормозного цилиндра на вагонах
|
Тип вагона и колодок |
Выход штока при полном служебном торможении, мм |
|
Грузовые и рефрижераторные с чугунными колодками |
от 75 до 125 |
|
Грузовые и рефрижераторные с композиционными колодками |
от 50 до 100 |
|
Пассажирские с чугунными и композиционными колодками |
от 130* до 160* |
|
Пассажирские международного сообщения габарита 03-Т (РИЦ) с тормозом KES с чугунными колодками |
от 105 до 115 |
|
Пассажирские ВЛ РИЦ на тележках ТВЗ ЦНИИ «М» с композиционными колодками |
от 25 до 40 |
________
*Выход штока тормозного цилиндра при композиционных колодках указан с учетом длины хомута (70 мм), установленного на штоке.
|
Масло |
Марка |
ГОСТ |
Назначение |
|
Осевое |
Л 3 С |
ГОСТ 610-72 |
Для смазки шарнирных соединений тормозной рычажной передачи |
|
Индустриальное |
И-12А И-20А И-30А И-40А И-50А |
ГОСТ 20799-88 |
Для смазки резьбы, не требующей уплотнения, для пропитки металлокерамических втулок |
|
Смазка |
ГОСТ или ТУ |
Назначение |
|
ЖТ-79Л |
ТУ 0254-002-01055954-01 |
Для смазки деталей тормозных приборов (поверхности трения «металл-металл» и «металл-резина»; уплотнительные кольца, резиновые манжеты и канавки под них; лабиринтные уплотнения; резьбовые поверхности, не требующие уплотнения; поршневые войлочные смазочные кольца) |
|
ЖД |
ТУ 32 ЦТ 548-83 |
Для уплотнения резьбовых соединений трубопроводов и заглушек тормозных приборов |
|
ВНИИ НП-232 |
ГОСТ 14068-79 |
|
|
ПГК-1 |
ТУ 3185-003-01055954-02 |
Для уплотнения резьбовых соединений трубопроводов, заглушек тормозных приборов, для смазки пробок в пробковых кранах |
|
ЦИАТИМ-201 |
ГОСТ 6267-74 |
Для деталей регулятора тормозной рычажной передачи |
|
ЖТКЗ-65 |
ТУ 32 ЦТ 546-83 |
|
|
Графитная УСсА |
ГОСТ 3333-80 |
Для смазки деталей ручного и стояночного тормоза. |
5.2.1. Все подлежащие постановке на вагон главные и магистральные части воздухораспределителей, авторежимы, соединительные рукава, регуляторы тормозной рычажной передачи, концевые краны, разобщительные краны, камеры воздухораспределителей, тормозные цилиндры должны быть испытаны. При этом на новые и отремонтированные главные и магистральные части воздухораспределителей, авторежимы, соединительные рукава, отремонтированные концевые краны и регуляторы тормозной рычажной передачи устанавливаются бирки ремонтного предприятия, на разобщительные краны, камеры воздухораспределителей, тормозные цилиндры, новые концевые краны и регуляторы тормозной рычажной передачи бирка не ставится.
Подлежащие постановке на вагон запасные резервуары должны иметь надпись, удостоверяющую положительные результаты их испытаний.
Подлежащие постановке на вагон элементы тормозной рычажной передачи (тяги, триангели, подвески тормозных башмаков, траверсы, подвески траверс) должны иметь клейма, удостоверяющие положительные результаты их испытаний.
5.2.2. Предохранительные и поддерживающие устройства, предотвращающие падение деталей тормозной рычажной передачи на путь, должны быть установлены в соответствии с требованиями конструкторской документации на конкретный тип вагона. Устанавливать предохранительные скобы с отступлениями от чертежей запрещается.
Предохранительные и поддерживающие устройства должны устанавливаться только исправные: не имеющие изломов и трещин.
При деповском ремонте вагонов допускается износ рабочих поверхностей предохранительных и поддерживающих устройств, составляющий не более 15 % от их толщины.
При капитальном ремонте вагонов предохранительные и поддерживающие устройства, имеющие износ, должны быть заменены на новые или отремонтированные.
5.2.3. Разобщительный кран от магистрального трубопровода к воздухораспределителю необходимо устанавливать на ниппеле с резьбой 3/4" и внутренним диаметром не менее 12 и не более 18 мм, ввернутом в тройник 573. Рукоятка крана в открытом положении должна располагаться вдоль подводящей трубы по направлению к воздухораспределителю.
Разобщительный кран должен иметь атмосферное отверстие - постановка разобщительных кранов без атмосферного отверстия запрещается.
5.2.4. Концевой кран необходимо устанавливать под углом 60° к вертикали и притягивать к кронштейну скобой с закреплением ее гайками и фиксацией гаек стопорной планкой.
Расстояние от продольной оси вагона до оси корпуса крана на грузовых вагонах должно быть от 280 до 320 мм, на рефрижераторных - не более 350 мм.
5.2.5. Соединительные рукава, применяемые для соединения воздухораспределителя с магистральным воздухопроводом, должны монтироваться без излома в месте изгиба, в соответствии с конструкторской документацией ПКБ ЦВ.
5.2.6. Все пневматическое тормозное оборудование следует крепить жестко.
Допускается применение масломорозостойкой резиновой прокладки в местах крепления концевых кранов и магистрального воздухопровода.
На рефрижераторных вагонах для крепления запасного резервуара допускается применять подкладки из древесины влажностью не более 25 %.
5.2.7. Тройник 573 следует крепить к раме вагона двумя болтами М16 с постановкой пружинных шайб, прорезных или корончатых гаек и шплинтов, входящих в отверстие болта и прорезь гайки.
5.2.8. Магистральный воздухопровод следует крепить скобами с закреплением их гайками и фиксацией гаек стопорными планками. Допускается применять вместо стопорных планок стопорные шайбы, а также допускается крепить скобы пружинными шайбами и прорезными или корончатыми гайками с фиксацией шплинтами, входящими в отверстие скобы и прорезь гайки.
Магистральный воздухопровод должен быть закреплен не менее чем в семи (крепление концевых кранов в этот счет не входит) местах, включая обязательное его крепление на расстоянии от 280 до 300 мм по обеим сторонам от контргаек тройника и муфт дополнительных промежуточных резьбовых соединений (при их наличии).
На вагонах, оборудованных авторежимом, подводящие к нему воздухопроводные трубки должны быть закреплены не менее чем в двух местах (каждая) в соответствии с технической документацией на конкретный тип вагона, а при наличии у трубы промежуточного резьбового муфтового соединения должно быть произведено дополнительное ее крепление на расстоянии от 280 до 300 мм по обеим сторонам от контргаек муфты.
5.2.9. Камеру воздухораспределителя следует крепить четырьмя болтами М20 с постановкой пружинных шайб и прорезных или корончатых гаек с фиксацией их шплинтами, входящими в отверстие болта и прорезь гайки.
5.2.10. Запасный резервуар следует крепить хомутами с закреплением их гайками и контргайками с фиксацией гаек стопорными планками. Допускается применять вместо стопорных планок стопорные шайбы, а также допускается крепить хомуты прорезными или корончатыми гайками с постановкой пружинных шайб и фиксацией шплинтами, входящими в отверстие хомута и прорезь гайки.
5.2.11. Тормозной цилиндр следует крепить на вагоне шестью болтами М16 с постановкой пружинных шайб и прорезных или корончатых гаек с фиксацией их шплинтами, входящими в отверстие болта и прорези гаек. Допускается крепление тормозного цилиндра болтами М16 с постановкой стопорных шайб, гаек и контргаек.
5.2.12. Поводки выпускных клапанов должны быть выполнены в виде цепочек. При этом звенья цепочки должны изготавливаться из проволоки диаметром от 4 до 5 мм, соединительный размер звена (шаг цепочки) должен быть не более 310 мм. Концы звеньев должны быть сварены внахлестку. Соединение поводков с толкателем выпускного клапана воздухораспределителя необходимо производить с помощью кольца с внутренним диаметром от 30 до 40 мм, выполненного навивкой (без сварки) в 2,5 оборота из пружинной проволоки диаметром от 3 до 5 мм.
Поводки необходимо выводить на обе стороны вагона.
При постановке поводков необходимо проверять их действие - перемещение поводка должно быть свободным, без заеданий.
5.2.13. Размеры плеч рычагов в тормозной рычажной передаче должны соответствовать типу вагона и типу колодок.
Схемы и характеристики тормозных рычажных передач основных типов грузовых вагонов приведены на рисунках 1 - 5 и в таблице 4, а рефрижераторных - на рисунке бив таблице 5.
5.2.14. Тележки грузовых вагонов должны быть оборудованы устройствами для параллельного отвода тормозных колодок в соответствии с разделом 6 настоящей Инструкции.
Рисунок 1. Схема тормозной
рычажной передачи грузового
четырехосного вагона
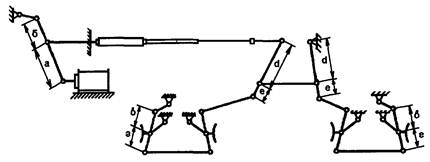
Рисунок 2. Схема тормозной
рычажной передачи вагона-хоппера для перевозки
зерна (цемента, минеральных удобрений)
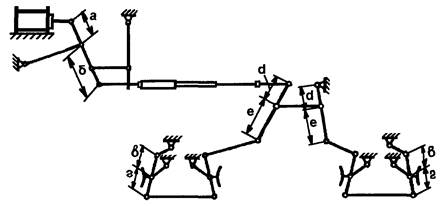
Рисунок 3. Схема тормозной рычажной передачи вагона-хоппера для перевозки окатышей
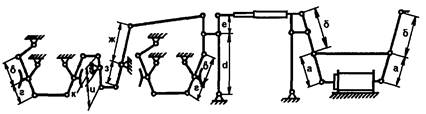
Рисунок 4. Схема тормозной
рычажной передачи
восьмиосной цистерны
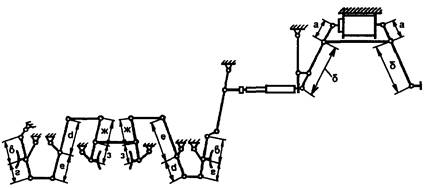
Рисунок 5. Схема тормозной рычажной передачи шестиосного вагона-самосвала
Таблица 4. Характеристики тормозных рычажных передач грузовых вагонов
|
Рисунок |
Тип вагона |
Размеры плеч рычагов, мм |
Передаточное число |
|||||||||
|
а |
б |
в |
г |
д |
е |
ж |
з |
и |
к |
|||
|
Четырехосные: крытый цистерна платформа |
260 195 |
400 465 |
400 |
160 |
- |
- |
- |
- |
- |
- |
9,1 5,87 |
|
|
Четырехосный полувагон |
200 145 |
300 355 |
400 |
160 |
- |
- |
- |
- |
- |
- |
9,33 5,72 |
|
|
Вагон - хоппер для перевозки зерна (цемента, минеральных удобрений) |
290 |
370 |
400 |
160 |
195 125 |
480 550 |
- |
- |
- |
- |
10,15 5,65 |
|
|
Вагон - хоппер для перевозки окатышей |
295 |
310 |
400 |
160 |
220 150 |
270 340 |
- |
- |
- |
- |
10,86 5,82 |
|
|
Восьмиосная цистерна |
390 295 |
415 510 |
300 |
160 |
620 |
230 |
486 |
260 |
305 |
500 |
14,81 9,1 |
|
|
Шестиосный вагон-самосвал |
290 222 |
220 268 |
285 |
190 |
305 |
245 |
150 |
250 |
- |
- |
14,5 8,3 6,5 3,7* |
|
Примечание. Значения в числителе - для чугунных колодок, в знаменателе - для композиционных колодок.
_________
*Для передачи с двухсторонним нажатием.
5.2.15. Тормозные колодки должны быть поставлены новые и закреплены чеками по ГОСТу 1203-75 «Чека тормозной колодки для вагонов железных дорог колеи 1520 мм. Технические условия».
Колодки не должны выступать за наружные грани колес.
5.2.16. Тормозное оборудование на вагоне должно быть принято в соответствии с разделом 24 настоящей Инструкции.
5.3.1. Подлежащие постановке на вагон воздухораспределители, электровоздухораспределители должны иметь пломбу и бирку, переключательные клапаны, концевые краны, соединительные рукава, регуляторы тормозной рычажной передачи должны иметь бирки, запасные резервуары должны иметь надпись, а элементы тормозной рычажной передачи (тяги, траверсы, подвески траверс) должны иметь клейма, удостоверяющие положительные результаты их испытаний.
5.3.2. Предохранительные и поддерживающие устройства, предотвращающие падение деталей тормозной рычажной передачи на путь, должны соответствовать требованиям конструкторской документации на конкретный тип вагона и быть исправными.
5.3.3. Концевой кран необходимо устанавливать в соответствии с технической документацией на конкретный тип вагона.
Расстояние от продольной оси вагона до оси корпуса крана должно быть не более 350 мм.
5.3.4. Все пневматическое тормозное оборудование следует крепить жестко.
Для крепления запасного резервуара необходимо применять подкладки из древесины влажностью не более 25 %.
5.3.5. Крепление тройника 573П, магистрального воздухопровода, запасного резервуара, тормозного цилиндра необходимо производить в соответствии с технической документацией на конкретный тип вагона.
5.3.6. Поводки выпускных клапанов должны быть выполнены в соответствии с технической документацией на вагон.
Поводки необходимо выводить на обе стороны и внутрь вагона.
При постановке поводков необходимо проверять их действие - перемещение поводка должно быть свободным, без заеданий, а при воздействии на поводок из вагона выпускной клапан должен приходить в действие.
5.3.7. Размеры плеч рычагов в тормозной рычажной передаче должны соответствовать типу вагона и типу колодок.
Схемы и характеристики тормозных рычажных передач основных типов вагонов приведены на рисунках 6 - 8 и в таблице 5.
Характеристики тормозных рычажных передач пассажирских вагонов специального назначения и вагонов новой конструкции для скоростей движения до 160 км/ч должны соответствовать утвержденной конструкторской документации на данные типы вагонов.
5.3.8. Тормозные колодки должны быть поставлены новые и закреплены чеками по ГОСТу 1203-75.
При единой технической ревизии вагонов допускается не менять чугунные колодки толщиной не менее 30 мм и композиционные колодки толщиной не менее 20 мм.
Колодки не должны выступать за наружные грани колес.
5.3.9. Тормозное оборудование на вагоне должно быть принято в соответствии с разделом 27 настоящей Инструкции.
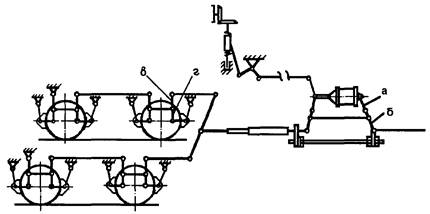
Рисунок 6. Схема тормозной
рычажной передачи пассажирского четырехосного
цельнометаллического вагона и рефрижераторного вагона
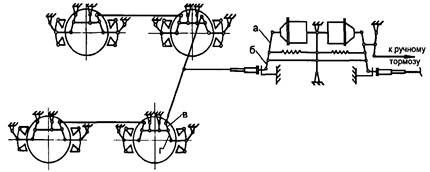
Рисунок 7. Схема тормозной
рычажной передачи пассажирского вагона
международного сообщения габарита 03-Т (РИЦ) с тормозом KES
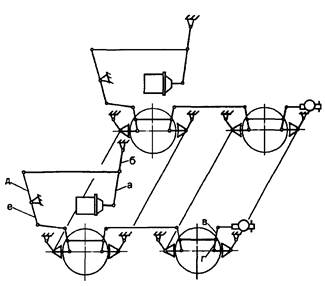
Рисунок 8. Схема тормозной рычажной передачи тележки
ТВЗ ЦНИИ «М»
пассажирского вагона ВЛ РИЦ
Таблица 5. Характеристики
тормозных рычажных передач пассажирских
и рефрижераторных вагонов
|
Рисунок |
Тип вагона |
Размеры плеч рычагов, мм |
Передаточное число |
|||||
|
а |
б |
в |
г |
д |
е |
|||
|
Вагон рефрижераторного подвижного состава |
365 295 |
295 365 |
210 |
210 |
|
|
9,9 6,46 |
|
|
Четырехосный цельнометаллический пассажирский с тарой: |
|
|
|
|
|
|
|
|
|
65 - 53 т |
390 260 |
260 390 |
210 |
210 |
12,0 5,3 |
|||
|
52 - 48т |
350 230 |
300 420 |
210 |
210 |
|
|
9,3 4,4 |
|
|
47 - 42 т |
330 200 |
320 450 |
210 |
210 |
|
|
8,3 3,6 |
|
|
Пассажирский международного сообщения габарита 03-Т (РИЦ) с тормозом KEs постройки с 1973 г. |
585 - |
215 - |
165 |
230 |
- |
- |
7,81 |
|
|
Пассажирский ВЛ РИЦ на тележках ТВЗ ЦНИИ «М» |
240 |
110 |
210 |
210 |
- 125 |
- 490 |
- 3,25 |
|
Примечание. Значение в числителе - для чугунных колодок, в знаменателе - для композиционных колодок
6.1. Поступившие в ремонт узлы и детали тормозной рычажной передачи грузовых вагонов должны быть очищены от грязи и старой смазки.
6.2. Горизонтальные рычаги, затяжки, тяги, вертикальные рычаги, имеющие трещины, постановке на вагон не подлежат.
6.3. Допускается выполнять ремонт сваркой и наплавкой в соответствии с требованиями инструкции по сварке и наплавке при ремонте грузовых вагонов:
изношенных поверхностей у затяжек горизонтальных рычагов;
изношенных поверхностей и отбитых ребер для двойной шплинтовки валиков у вертикальных рычагов;
валиков шарнирных соединений тормозной рычажной передачи при износе не более 3 мм;
валиков подвески башмаков при износе не более 5 мм;
скоб в устройствах по равномерному износу тормозных колодок, имеющих потертости глубиной до 3 мм;
тормозных тяг;
деталей стояночного тормоза.
6.4. Допускается ремонт сваркой и наплавкой предохранительных и поддерживающих устройств, имеющих износ (потертости), составляющий не более 30 % от их толщины.
6.5. Валики шарнирных соединений тормозной рычажной передачи и валики подвесок башмаков после восстановления наплавкой должны быть обработаны на токарном станке до чертежных размеров.
6.6. Ремонт тормозных тяг производится в соответствии с требованиями инструкции по сварке и наплавке при ремонте грузовых вагонов.
Тормозные тяги после ремонта должны быть испытаны на растяжение с последующим их дефектоскопированием и клеймением в соответствии с методикой испытаний на растяжение деталей грузовых и пассажирских вагонов и руководящими документами по неразрушающему контролю деталей вагонов.
Также испытанию на растяжение с последующим их дефектоскопированием и клеймением подлежат тяги, снятые с вагона при поступлении его в капитальный ремонт (независимо ремонтировалась тяга сваркой или нет), и вновь изготовленные тяги.
6.7. При всех видах планового ремонта вагонов стальные втулки в рычагах, затяжках и тягах должны быть заменены на металлокерамические втулки из порошкового материала на основе железа или порошкового легированного материала. Втулки, имеющие выкрашивания и трещины, должны быть заменены на новые.
При капитальном ремонте вагонов втулки, изношенные по диаметру более 1 мм от номинального размера шарнирного соединения, необходимо заменить.
При деповском ремонте вагонов втулки, изношенные по диаметру более 1,5 мм от номинального размера шарнирного соединения, необходимо заменить.
6.8. Валики шарнирных соединений необходимо устанавливать при капитальном ремонте вагонов новые или отремонтированные, при деповском ремонте вагонов допускается постановка валиков, имеющих износ по диаметру не более 1 мм.
6.9. Триангель тормозной рычажной передачи необходимо ремонтировать в соответствии с руководством по его ремонту.
При этом:
изношенные поверхности деталей триангеля допускается восстанавливать наплавкой с последующей механической обработкой;
подвески тормозных башмаков, имеющие диаметр поперечного сечения в местах наибольшего износа менее 22 мм, а по усиленному сечению в углах гиба менее 26 мм, а также подвески, у которых при дефектоскопировании обнаружены трещины, ремонтировать и ставить на вагон не разрешается; изношенные подвески тормозных башмаков, имеющие диаметр поперечного сечения в местах наибольшего износа не менее 22 мм, а по усиленному сечению в углах гиба не менее 26 мм, допускается восстанавливать наплавкой;
башмаки, имеющие толщину перемычки отверстия под чеку 5,5 мм и менее, необходимо ремонтировать путем приварки новых перемычек, при этом приварка новых перемычек в виде скоб, заходящих на боковые стороны башмака, не допускается;
изношенную и поврежденную резьбу цапф триангеля допускается восстанавливать наплавкой с последующей ее нарезкой, восстановленную резьбу необходимо контролировать резьбовыми калибрами;
каждая подвеска тормозного башмака подлежит дефектоскопированию в соответствии с руководящими документами по неразрушающему контролю деталей вагонов; на проушине изогнутой ветви прошедшей контроль подвески должно быть нанесено клеймо; при постановке нового клейма ранее поставленное клеймо необходимо зачистить, при этом маркировка и клеймо завода-изготовителя на проушине прямой ветви должны быть сохранены; дефектоскопирование подвесок, подлежащих ремонту, необходимо производить после их ремонта;
каждый триангель до сборки его с башмаками должен быть испытан в соответствии с методикой испытаний на растяжение деталей грузовых и пассажирских вагонов, при этом на узкой стороне распорки выдержавшего испытание триангеля, ближе к струне, должно быть нанесено клеймо; при постановке нового клейма ранее поставленное клеймо необходимо зачеканить или зачистить шлифовальным инструментом, при этом маркировка и клеймо завода-изготовителя должны быть сохранены;
при сборке триангеля после ремонта тормозные башмаки должны быть установлены так, чтобы при не закрепленной гайке они не качались на цапфе.
6.10. Проверка состояния втулок кронштейнов боковых рам тележек для крепления подвесок тормозных башмаков и их замена производится в соответствии с руководящим документом по ремонту тележек грузовых вагонов.
6.11. При сборке тормозной рычажной передачи тележек грузовых вагонов необходимо:
резиновые втулки в подвесках тормозных башмаков ставить новые, при деповском ремонте вагонов допускается повторное использование втулок, не имеющих трещин и потертостей;
валики устанавливать при капитальном ремонте новые или отремонтированные, при деповском ремонте вагонов допускается постановка валиков, имеющих износ не более 1 мм;
шплинты ставить только новые и разводить обе ветви шплинта под углом между ними не менее 90°, повторное использование шплинтов запрещено;
на распорке каждого триангеля установить устройство по равномерному износу тормозных колодок в соответствии с конструкторской документацией ПКБ ЦВ, при этом скоба устройства должна быть выполнена из прутка диаметром 16 мм и иметь внутренний охватывающий размер (226 + 2) мм, а замок скобы приваривать к распорке триангеля не допускается. Скобы должны устанавливаться только годные: не имеющие изломов и трещин. При деповском ремонте допускается износ (потертость) скобы не более 1,5 мм, при капитальном - скобы должны устанавливаться новые или отремонтированные. Устанавливать скобу конструкции Уралвагонзавода с приваренным крюком на триангеле запрещается;
размеры «С» (размер от оси кронштейна до оси соединения серьги с вертикальным рычагом) и «Р» (размер по осям соединения затяжки с вертикальными рычагами) (рисунок 9) необходимо устанавливать в зависимости от толщины колодок и диаметра колес в соответствии с таблицами 6 - 8;
правильность регулировки тормозной рычажной передачи тележки необходимо определять перед подкаткой ее под вагон при вручную прижатых тормозных колодках к колесам, контролируя размер «n» (расстояние от центра шкворневого отверстия подпятника до оси верхнего отверстия в вертикальном рычаге) и наклон внутреннего вертикального рычага. Размер «n» должен находиться в пределах, приведенных в таблицах 6 - 8, а внутренний вертикальный рычаг иметь наклон в сторону надрессорной балки. При несоответствии размера «n» величинам, приведенным в указанных таблицах, тормозную рычажную передачу тележки допускается регулировать за счет изменения размеров «С» и «Р».
6.12. Регулировка тормозной рычажной передачи вагона производится в соответствии с разделом 23 настоящей Инструкции.
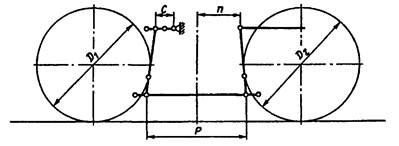
Рисунок 9. Схема тормозной рычажной передачи двухосной тележки грузового вагона
Таблица 6. Монтажные размеры тормозной рычажной передачи двухосной тележки грузового вагона с колодками толщиной (50 + 5) мм
|
Обозначение размера |
Величина размера, мм, при среднем диаметре колес тележки Dcp = (D1 + D2)/2, мм |
||||||
|
более 959 |
959 - 943 |
942 - 928 |
927 - 904 |
903 - 886 |
885 - 870 |
менее 870 |
|
|
С |
227 |
127 |
177 |
227 |
127 |
177 |
227 |
|
n |
350 - 450 |
350 - 400 |
350 - 450 |
350 - 400 |
350 - 450 |
||
|
Р |
950 |
1030 |
1110 |
||||
Таблица 7. Монтажные размеры тормозной рычажной передачи двухосной тележки грузового вагона с колодками толщиной (60 ± 4) мм
|
Обозначение размера |
Величина размера, мм, при среднем диаметре колес тележки Dcp = (D1 + D2)/2, мм |
|||||
|
более 939 |
939 - 923 |
922 - 908 |
907 - 884 |
883 - 866 |
менее 866 |
|
|
С |
227 |
127 |
177 |
227 |
127 |
177 |
|
n |
350 - 450 |
350 - 400 |
350-450 |
350 - 400 |
||
|
Р |
950 |
1030 |
1110 |
|||
Таблица 8. Монтажные размеры тормозной рычажной передачи двухосной тележки грузового вагона с колодками толщиной (65 + 5) мм
|
Обозначение размера |
Величина размера, мм, при среднем диаметре колес тележки Dcp = (D1 + D2)/2, мм |
||||||
|
более 954 |
954 - 930 |
929 - 913 |
912 - 898 |
897 - 874 |
873 - 856 |
менее 856 |
|
|
С |
177 |
227 |
127 |
177 |
227 |
127 |
177 |
|
n |
350 - 400 |
350 - 450 |
350 - 400 |
350 - 450 |
350 - 400 |
350 - 400 |
|
|
Р |
950 |
1030 |
1110 |
||||
7.1. Поступившие в ремонт узлы и детали тормозной рычажной передачи пассажирских и рефрижераторных вагонов должны быть очищены от грязи и старой смазки.
Горизонтальные рычаги, затяжки, вертикальные рычаги, балансиры, серьги и тяги, имеющие трещины, ремонту не подлежат.
7.2. Валики при КР-2 необходимо устанавливать новые или отремонтированные, при КР-1 и деповском ремонте допускается постановка валиков, имеющих износ по диаметру не более 1 мм.
7.3. Втулки тормозной рычажной передачи, имеющие выкрашивания и трещины, а также при суммарном зазоре в шарнирном соединении более 2 мм при деповском ремонте и 1,3 мм при капитальном ремонте вагона следует заменить.
При ремонте в тормозной рычажной передаче пассажирских вагонов следует устанавливать втулки из порошкового легированного материала или втулки с износостойкими покрытиями, у рефрижераторных вагонов втулки должны устанавливаться в соответствии с пунктом 6.7 настоящей Инструкции.
7.4. Траверсы следует ремонтировать в соответствии с требованиями инструкции по сварке и наплавке при ремонте вагонов и испытывать в соответствии с методикой испытаний на растяжение деталей грузовых и пассажирских вагонов.
7.5. Траверсы, имеющие трещины по поперечному сечению балки, ремонту не подлежат и к постановке на вагон не должны допускаться. Расстояние между осевыми линиями проушин траверсы должно быть (1180 ± 1) мм.
7.6. Цапфы и отверстия в проушинах траверс необходимо восстанавливать в соответствии с технологическим процессом с последующей обработкой до чертежных размеров. Втулки в цапфах и в проушинах траверсы, изношенные по диаметру более 1 мм, необходимо заменить.
Зазор между цапфой и башмаком, а также между цапфой и подвеской допускается не более 3 мм при деповском ремонте вагонов и не более 1,3 мм при капитальных ремонтах вагонов.
7.7. При КР-2 и КВР узел крепления подвески траверсы на раме тележки должен быть укомплектован новыми типовыми резиновыми и стальными шайбами. Осевой зазор в узле не допускается.
7.8. Тормозные башмаки (чертеж 80.40.120 СБ), имеющие два отверстия для подвешивания, следует устанавливать при чугунных колодках на подвесках отверстиями, маркированными буквой «Ч», при композиционных колодках - буквой «К».
Тормозные башмаки следует восстанавливать до чертежных размеров. Паз для ушка колодки с размерами более 45 и 50 мм следует восстанавливать наплавкой до номинальных размеров соответственно 42 и 47 мм.
Башмаки, имеющие толщину перемычки для чеки менее 5,5 мм, к постановке на вагон не допускаются.
7.9. Комплекты фиксаторов тормозных башмаков (стержни, проушины, валики) должны быть заменены новыми или отремонтированными в соответствии с чертежами. Шплинты необходимо ставить только новые.
7.10. Тормозные колодки (чугунные или композиционные) следует ставить новые.
При ТО-3 допускается оставлять чугунные колодки толщиной не менее 30 мм и композиционные колодки толщиной не менее 20 мм.
7.11. Установленные на вагон тормозные колодки не должны выступать за кромки наружных граней колес. При отпущенном тормозе каждая колодка должна отходить от поверхности катания колес.
7.12. Тормозные колодки крепить в башмаках необходимо стандартными чеками.
7.13. Чеки следует предохранять от выпадения постановкой в отверстие верхней части тормозного башмака шплинта диаметром 8 мм и длиной 110 мм.
7.14. На вагонах с композиционными тормозными колодками на шток тормозного цилиндра следует устанавливать хомут длиной 70 мм (ЧУ 24.5.0066.030 СБ).
7.15. Тормозной винт с гайкой ручного тормоза необходимо очистить и проверить. Винт и гайку с износом резьбы вдоль винта более 2 мм следует заменить или отремонтировать. Винты, на которых новая гайка имеет свободное продольное перемещение более 1 мм, следует заменить новыми или отремонтированными. На новый или отремонтированный винт гайка должна навертываться свободно, без заеданий. Необходимо проверить соединение конических шестерен ручного тормоза, при наличии износа шестерни следует заменить новыми.
7.16. Ремонт тормозных тяг производится в соответствии с требованиями инструкции по сварке и наплавке при ремонте вагонов.
Тормозные тяги после ремонта должны быть испытаны на растяжение с последующим их дефектоскопитрованием и клеймением в соответствии с методикой испытаний на растяжение деталей грузовых и пассажирских вагонов и руководящими документами по неразрушающему контролю деталей вагонов.
Также испытанию на растяжение с последующим их дефектоскопитрованием и клеймением подлежат тяги, снятые с вагона при поступлении его в КР-2 и КВР (независимо ремонтировалась тяга сваркой или нет), и вновь изготовленные тяги.
7.17. Длины тяг необходимо проверить на соответствие чертежным размерам.
Тяга со стороны штока тормозного цилиндра на вагонах постройки ТВЗ длиной 2610 мм должна устанавливаться с регулятором 574Б, длиной 2350 мм - только с регулятором РТРП 675 и РТРП 675М, тяга длиной 2410 мм может устанавливаться с регуляторами обоих типов. На вагонах постройки заводов Германии следует ставить тягу длиной 4120 мм.
7.18. Установка тормозной рычажной передачи тележек (рисунок 10) производится при новых колодках в зависимости от диаметра колес внутренней колесной пары (D2) в соответствии с таблицами 9 - 11.
При монтаже тормозной рычажной передачи тележки разность чисел неиспользованных отверстий внутренней (В) и наружной (Н) головок тяги должна быть минимальной. При этом больший запас должен быть во внутренней головке (В) тяги тележки.
7.19. Регулировка тормозной рычажной передачи вагона производится в соответствии с разделом 23 настоящей Инструкции.
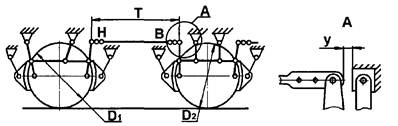
Рисунок 10. Схема тормозной
рычажной передачи тележки пассажирского
и рефрижераторного вагона.
Таблица 9. Монтажные размеры тормозной рычажной передачи тележки пассажирского и рефрижераторного вагона с колодками толщиной (50 + 5) мм
|
Тип тележки |
Обозначение размера |
Величина размера, мм |
||||
|
КВЗ-И2 КВЗ-5 КВЗ-ЦНИИ ТВЗ ЦНИИ-М |
D2 |
964 - 950 |
949 - 925 |
924 - 900 |
899 - 875 |
менее 875 |
|
Т |
1720 |
1660 |
1600 |
1540 |
1480 |
|
|
ЦМВ |
D2 |
1064 - 1050 |
1049 - 1025 |
1024 - 1000 |
999 - 975 |
менее 975 |
|
Т |
1900 |
1840 |
1780 |
1720 |
1660 |
|
Таблица 10. Монтажные размеры тормозной рычажной передачи тележки пассажирского и рефрижераторного вагона с колодками толщиной (60 ± 4) мм
|
Тип тележки |
Обозначение размера |
Величина размера, мм |
||||
|
КВЗ-И2 КВЗ-5 КВЗ-ЦНИИ ТВЗ ЦНИИ-М |
D2 |
964 - 940 |
939 - 915 |
914 - 890 |
889 - 865 |
менее 865 |
|
Т |
1720 |
1660 |
1600 |
1540 |
1480 |
|
|
ЦМВ |
D2 |
1064 - 1040 |
1039 - 1015 |
1014 - 990 |
989-965 |
менее 965 |
|
Т |
1900 |
1840 |
1780 |
1720 |
1660 |
|
Таблица 11. Монтажные размеры тормозной рычажной передачи тележки пассажирского и рефрижераторного вагона с колодками толщиной (65 + 5) мм
|
Тип тележки |
Обозначение размера |
Величина размера, мм |
||||
|
КВЗ-И2 КВЗ-5 КВЗ-ЦНИИ ТВЗ ЦНИИ-М |
D2 |
964 - 935 |
934 - 915 |
914 - 895 |
894 - 875 |
менее 875 |
|
Т |
1720 |
1660 |
1600 |
1540 |
1480 |
|
|
ЦМВ |
D2 |
1064 - 1035 |
1034 - 1015 |
1014 - 995 |
994-975 |
менее 975 |
|
Т |
1900 |
1840 |
1780 |
1720 |
1660 |
|
8.1. Магистральный воздухопровод вагонов должен быть выполнен из бесшовных стальных труб по ГОСТу 8734-75 с наружным диаметром 42 мм и толщиной стенки 4 мм.
8.2. Магистральный воздухопровод грузовых вагонов должен быть выполнен из двух участков труб, соединенных между собой тройником. Каждый участок должен быть выполнен из цельной трубы или из труб, сваренных между собой газопрессовым способом по методике, утвержденной Департаментом вагонного хозяйства МПС России, при этом количество сварных соединений на весь магистральный воздухопровод не должно превышать пяти.
Допускается при деповском ремонте грузовых вагонов выполнять магистральный воздухопровод не более чем с одним дополнительным промежуточным резьбовым муфтовым соединением при расположении его не ближе 600 мм от тройника.
Магистральный воздухопровод пассажирских и специализированных вагонов для перевозки грузов должен быть выполнен в соответствии с конструкторской документацией на конкретный тип вагона.
8.3. На грузовых вагонах при монтаже концевых кранов расстояние от лобового листа концевой балки до оси поворота рукоятки концевого крана следует выдерживать в следующих пределах:
от 156 до 167 мм - у 4-осных вагонов с длиной по осям сцепления автосцепок до 21 м и ударной розеткой, имеющей длину выступающей части 185 мм;
от 190 до 210 мм - у 4-осных вагонов с длиной по осям сцепления автосцепок до 21 м и ударной розеткой, имеющей длину выступающей части 130 мм;
от 246 до 257 мм - у вагонов с длиной по осям сцепления автосцепок более 21 м.
Допускается эксплуатация 4-осных вагонов длиной по осям сцепления автосцепок до 21 м с ударной розеткой, имеющей длину выступающей части 130 мм, с расстоянием от лобового листа концевой балки до оси поворота рукоятки концевого крана от 156 до 167 мм до поступления их в деповской ремонт.
8.4. У грузовых и рефрижераторных вагонов при капитальном ремонте трубы магистрального воздухопровода должны ставиться только новые. Применение труб, бывших в употреблении запрещается.
Допускается у грузовых вагонов, поступивших в первый капитальный ремонт, не менять магистральный воздухопровод в соответствии с пунктом 4.3.5 настоящей Инструкции.
При деповском ремонте вагонов допускается использование магистральных труб с местным износом по внешнему диаметру (потертости) глубиной не более 0,6 мм вне мест их крепления и вне резьбовой части.
8.5. Подводящие трубы воздухопровода грузовых и рефрижераторных вагонов должны быть выполнены из стальных бесшовных труб по ГОСТу 8734-75 с наружным диаметром 27 мм и толщиной стенки 3,2 мм.
Подводящие трубы воздухопровода должны выполняться из цельных труб - промежуточные соединения не допускаются.
Допускается при деповском ремонте подводящие трубы к авторежиму выполнять с одним промежуточным резьбовым муфтовым соединением.
На полувагонах, крытых вагонах и вагонах-зерновозах допускается для соединения магистрального воздухопровода с камерой воздухораспределителя применять соединительные рукава Р36. При этом установка их на вагонах производится в соответствии с конструкторской документацией ПКБ ЦВ.
При капитальном ремонте грузовых и рефрижераторных вагонов подводящие трубы воздухопровода должны устанавливаться только новые.
Допускается у грузовых вагонов, поступивших в первый капитальный ремонт, не менять подводящие трубы к авторежиму в соответствии с пунктом 4.3.5 настоящей Инструкции.
8.6. Воздухопроводы на пассажирских вагонах между тормозной магистралью, воздухораспределителем, запасным резервуаром и тормозным цилиндром должны быть выполнены из бесшовных стальных труб по ГОСТу 8734-75 с наружным диаметром 34 мм с толщиной стенки 4 мм.
Подводящие трубы от тормозной магистрали к трубам-стоякам стоп-кранов и трубы-стояки стоп-кранов должны быть выполнены из бесшовных стальных труб по ГОСТу 8734-75 с наружным диаметром 27 мм с толщиной стенки 3,2 мм.
8.7. Радиус изгиба магистральных труб для грузовых и рефрижераторных вагонов (по продольной оси трубы) должен быть не менее 500 мм, подводящих - не менее 100 мм.
Радиус изгиба магистральных труб для пассажирских вагонов должен соответствовать конструкторской документации на конкретный тип вагона.
8.8. Резьба на трубах должна быть выполнена методом накатки или нарезана плашками.
Запрещается нарезать резьбу резцом.
После изготовления резьба должна быть проверена резьбовыми калибрами.
9.1. Ремонт запасных резервуаров производится в соответствии с руководствами по их ремонту.
9.2. Поступивший в ремонт запасный резервуар необходимо продуть сжатым воздухом под давлением (6,0 + 0,5) кгс/см2, после чего он должен быть подвергнут полному техническому освидетельствованию и испытанию на герметичность.
9.3. Полное техническое освидетельствование производится в соответствии с Правилами надзора за воздушными резервуарами подвижного состава железных дорог Российской Федерации. При этом:
на запасном резервуаре Р7-78 допускается наличие не более трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на расстоянии друг от друга не менее 45 мм, и коррозионные повреждения общей площадью не более 0,24 м2 и глубиной до 0,3 мм;
на запасном резервуаре Р7-135 допускается наличие не более трех вмятин глубиной не более 5 мм, расположенных вне сварных швов на расстоянии друг от друга не менее 60 мм, и коррозионные повреждения общей площадью не более 0,32 м2 и глубиной до 0,3 мм;
давление гидравлического испытания резервуара должно быть равным (10,5 + 0,5) кгс/см2, время испытания не менее 10 минут.
Результаты гидравлического испытания признаются удовлетворительными, если не обнаружено:
течи, трещин в основном металле и сварных соединениях;
падения давления в резервуаре за время проведения испытания.
9.4. После полного технического освидетельствования резервуар необходимо испытать на герметичность сжатым воздухом под давлением (6,0 + 0,5) кгс/см2 в течение 3 минут. Проверка герметичности резервуара производится одним из следующих способов:
по наличию пузырей в ванне с водой при помещении в нее испытываемого резервуара;
по падению давления в испытываемом резервуаре.
При этом за время испытания наличие пузырей и падение установившегося в испытываемом резервуаре давления не допускается.
9.5. При удовлетворительных результатах испытаний на цилиндрической части запасного резервуара наносится надпись, содержащая дату и пункт осмотра и испытания резервуара. Надпись должна быть нанесена белой краской шрифтом высотой 21 мм согласно альбому знаков и надписей на вагонах грузового парка колеи 1520 мм. Кроме того, результаты испытания фиксируются в книге формы ВУ-68.
10.1. Поступившие в ремонт камеры воздухораспределителей грузового типа (далее - камеры) должны быть снаружи очищены от пыли и других загрязнений.
10.2. Ремонт камер производится в соответствии с руководством по их ремонту. При этом:
у камеры должны быть вывинчены пробка, заглушки и накидные гайки с наконечниками, извлечены пылеулавливающие сетки, режимный валик и фильтр;
очистку внутренних полостей камеры следует производить сжатым воздухом под давлением (6,0 + 0,5) кгс/см2 с предварительным обстукиванием ее деревянным молотком массой не более 1 кг;
у корпуса камеры и ее деталей не допускаются трещины и отколы, при наличии у корпуса камеры трещин и отколов в области ушек для ее крепления допускается ремонт сваркой и наплавкой в соответствии с требованиями инструкции по сварке и наплавке при ремонте грузовых вагонов;
расстояние от привалочной плоскости для главной части воздухораспределителя до рабочей поверхности кривошипа режимного валика должно быть у камеры 295.001 для груженого режима (80 + 1) мм, для среднего - (87 + 1) мм, для порожнего - не менее 98 мм, у камеры 295М.001 и 295М.002 для груженого режима (80 + 1) мм, для среднего - (85 + 1) мм, для порожнего - не менее 98 мм;
фильтр и пылеулавливающие сетки должны быть тщательно промыты керосином с последующей просушкой их в специальных центрифугах и продувкой сжатым воздухом или заменены новыми;
посадочное место под фильтр следует проконтролировать;
при сборке камеры на трущиеся поверхности валика необходимо нанести тонкий слой смазки ЖТ-79Л, резьба заглушек должна быть уплотнена.
10.3. После сборки камеру необходимо испытать на герметичность всех ее внутренних камер и каналов сжатым воздухом под давлением (6,0 + 0,5) кгс/см2.
При этом одновременно проверяться должны следующие полости испытываемой камеры:
канал тормозного цилиндра с рабочей камерой;
канал дополнительной разрядки с золотниковой камерой;
магистральный канал с каналом запасного резервуара.
Допускается производить проверку каждой полости в отдельности.
В течение 1 минуты падение установившегося в испытываемом объеме давления не допускается.
11.1. Поступившие в ремонт тормозные цилиндры должны быть снаружи очищены от пыли и других загрязнений, после чего их необходимо разобрать.
11.2. Ремонт тормозных цилиндров производится в соответствии с руководством по их ремонту.
При этом:
у корпуса тормозного цилиндра и его деталей не допускаются трещины, отколы и изломы, при этом при наличии трещин и отколов на фланцах корпуса и передней крышки допускается их ремонт в соответствии с требованиями инструкции по сварке и наплавке при ремонте вагонов;
на внутренней поверхности корпуса цилиндра не допускается наличие коррозии и рисок;
срыв резьбы не допускается;
при износе направляющего отверстия для штока в передней крышке до диаметра более 73 мм допускается ремонт изношенной поверхности путем приварки втулки в соответствии с требованиями инструкции по сварке и наплавке при ремонте вагонов;
у пружины должны быть проконтролированы ее силовые параметры, допускается в исключительном случае производить контроль пружины по ее просадке в свободном состоянии;
у манжеты и резинового пылезащитного уплотнения должны быть проверены срок годности и их состояние - расслоения, надрывы не допускаются;
смазочное войлочное кольцо должно быть очищено и смазано смазкой ЖТ-79Л, а при наличии дефектов заменено на новое, пропитанное смазкой, нагретой до 80 °С;
фильтр в передней крышке цилиндра очистить, промыть и продуть сжатым воздухом;
прокладка должна быть ровной, без надрывов и признаков разбухания;
в процессе сборки манжета и все поверхности трения металлических деталей должны быть смазаны тонким слоем смазки ЖТ-79Л.
11.3. После сборки тормозной цилиндр необходимо испытать на плотность сжатым воздухом под давлением (4,0 ± 0,1) кгс/см2 при выходе штока (100 ± 10) мм в течение 3 минут. При этом падение установившегося давления в испытываемом тормозном цилиндре допускается не более чем на 0,1 кгс/см2 за время проверки.
12.1.1. Поступившие в ремонт концевые краны необходимо разобрать, все детали промыть и продуть сжатым воздухом.
12.1.2. Ремонт концевых кранов производится в соответствии с руководством по их ремонту. При этом:
у корпуса крана не допускаются трещины, отколы и повреждения резьбы;
у штуцера крана не допускаются трещины, отколы и повреждения резьбы, он должен быть проверен на герметичность до сборки его с корпусом;
суммарный износ деталей эксцентрикового механизма более 2 мм не допускается;
изношенные поверхности кривошипа допускается восстанавливать наплавкой с последующей их обработкой до чертежных размеров;
резиновые уплотнительные кольца должны быть заменены на новые;
на поверхностях седел клапана не допускаются забоины, вмятины и глубокие риски;
при сборке после ремонта в кран должны устанавливаться детали и узлы, которые стояли в нем до разборки, за исключением замененных из-за истекшего срока службы или неисправностей;
в процессе сборки трущиеся поверхности деталей и корпуса необходимо смазать смазкой ЖТ-79Л, резьба штуцера крана должна быть уплотнена смазкой ЖД, ПГК-1 или ВНИИ НП-232;
при сборке крана штуцер должен быть ввернут в корпус до упора;
ручка крана должна быть прочно закреплена на квадрате кривошипа, покачивание ручки не допускается, допускается устранять зазор между квадратом ручки и квадратом кривошипа постановкой металлической пластины толщиной не более 1 мм с обязательной фиксацией ее шплинтом, крепящим ручку крана на квадрате кривошипа;
у собранного крана при переводе ручки в закрытое положение должен ощущаться переход эксцентрика через его крайнее положение - сначала нарастание усилия сопротивления, а затем резкое его снятие.
12.1.3. После сборки кран необходимо испытать на герметичность сжатым воздухом под давлением (6,0 + 0,5) кгс/см2.
При проведении испытания отросток крана для соединительного рукава должен быть заглушен, сжатый воздух должен подаваться со стороны штуцера.
Испытание производится при двух положениях ручки крана - при открытом и при закрытом.
Проверка герметичности крана производится одним из следующих способов:
по наличию мыльных пузырей;
по падению давления.
При проверке герметичности по образованию мыльных пузырей обмыливать необходимо весь корпус крана, включая его атмосферное отверстие, и соединение корпуса со штуцером. При этом появление пузырей не допускается.
Проверка герметичности по падению давления производится на испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 5 литров. При этом падение установившегося давления в контрольном резервуаре в течение 5 минут не допускается.
12.1.4. На отремонтированном концевом кране должна быть установлена бирка с нанесенными на ней номером АКП и датой ремонта (число, месяц и две последние цифры года).
12.2.1. Поступившие в ремонт разобщительные краны пробкового типа необходимо разобрать, все детали промыть и продуть сжатым воздухом, атмосферные отверстия в пробках прочистить.
12.2.2. Все детали крана следует осмотреть. Детали должны быть заменены при наличии следующих дефектов:
трещин и отколов в корпусе;
изломов и деформации ручки;
деформации и срыва резьбы;
деформации квадрата пробки.
Высота пружины в свободном состоянии должна быть в пределах от 29 до 34 мм для крана 372, и от 36 до 40 мм для крана 377.
12.2.3. При сборке крана:
необходимо проверить наличие на торце квадрата пробки четких контрольных рисок;
следует проверить наличие на ручке ограничителя ее поворота;
пробку крана необходимо притереть к корпусу, после чего протереть и смазать смазкой в соответствии с таблицей 3;
заглушка должна быть поставлена на смазку ПГК-1 или ВНИИ НП-232 и затянута до упора в корпус;
ручка крана должна быть прочно закреплена на квадрате пробки, покачивание ручки не допускается, допускается устранять зазор между квадратом пробки и квадратом ручки постановкой металлической пластины толщиной не более 1 мм с обязательной фиксацией ее штифтом, крепящим ручку крана на квадрате пробки;
в перекрытом положении ручка крана должна располагаться перпендикулярно к продольной оси его корпуса.
12.2.4. После сборки кран 372 необходимо испытать на плотность сжатым воздухом под давлением (6,0 + 0,5) кгс/см2.
Испытание производится при двух положениях ручки крана - при открытом и при закрытом.
При испытании крана в закрытом положении сжатый воздух должен подаваться со стороны крана, не соединенной с атмосферой, при этом противоположная сторона должна быть заглушена. Сжатый воздух при испытании крана в открытом положении должен подаваться к одной из сторон крана при наглухо заглушенной другой.
Проверка плотности крана производится одним из следующих способов:
по наличию мыльных пузырей;
по падению давления.
При проверке плотности по наличию мыльных пузырей обмыливать необходимо весь кран, включая атмосферное отверстие в его пробке и место соединения с заглушкой. При этом появление мыльного пузыря, удерживающегося не менее 10 секунд, допускается только в атмосферном отверстии пробки.
Проверка плотности по падению давления производится на испытательном устройстве, аналогичном устройству для проверки плотности шаровых разобщительных кранов, имеющем в своей схеме контрольный резервуар объемом 5 литров. При этом падение установившегося давления в контрольном резервуаре более 0,1 кгс/см2 в течение 5 минут не допускается.
12.2.5. После сборки кран 377 необходимо испытать на плотность сжатым воздухом под давлением (6,0 + 0,5) кгс/см2.
Испытание производится при двух положениях ручки крана - при открытом и при закрытом.
При испытании крана сжатый воздух должен подаваться к одной из сторон крана, при этом противоположная сторона должна быть заглушена.
Проверка плотности крана производится одним из следующих способов:
по наличию мыльных пузырей;
по падению давления.
При проверке плотности по наличию мыльных пузырей обмыливать необходимо весь кран. При этом появление мыльного пузыря не допускается.
Проверка плотности по падению давления производится на испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 5 литров. При этом падение установившегося давления в контрольном резервуаре более 0,1 кгс/см2 в течение 5 минут не допускается.
12.3.1. Ремонт шаровых разобщительных кранов грузовых вагонов и их испытание на плотность производятся в соответствии с руководством по их ремонту.
При этом:
поступивший в ремонт кран должен быть снаружи очищен от пыли, грязи и других загрязнений, атмосферные отверстия в корпусе и пробке (шаровой заслонке) необходимо прочистить и продуть сжатым воздухом, проконтролировать состояние присоединительной резьбы, после чего кран должен быть испытан на плотность;
разбирать кран необходимо только в случае наличия внешних дефектов, нарушающих его работу и при неудовлетворительных результатах проверки на плотность;
испытание на плотность производится при давлении сжатого воздуха (6,0 + 0,5) кгс/см2;
проверка плотности крана производится одним из следующих способов - по наличию мыльных пузырей или по падению давления;
при проверке плотности по наличию мыльных пузырей допускается появление мыльного пузыря из атмосферного отверстия корпуса, удерживающегося не менее 20 секунд;
при проверке плотности по падению давления падение установившегося давления в контрольном резервуаре объемом 5 литров испытательного устройства допускается не более 0,1 кгс/см2 в течение 5 минут.
12.4.1. Поступивший в ремонт шаровой разобщительный кран должен быть снаружи очищен от пыли, грязи и других загрязнений, необходимо проконтролировать состояние присоединительной резьбы, после чего кран должен быть испытан на плотность.
Разбирать кран необходимо только в случае наличия внешних дефектов, нарушающих его работу и при неудовлетворительных результатах проверки на плотность.
12.4.2. Испытание крана на плотность производится сжатым воздухом под давлением (6,0 + 0,5) кгс/см2.
Испытание производится при двух положениях ручки крана - при открытом и при закрытом.
При испытании крана сжатый воздух должен подаваться к одной из сторон крана, при этом противоположная сторона должна быть заглушена.
Проверка плотности крана производится одним из следующих способов:
по наличию мыльных пузырей;
по падению давления.
При проверке плотности по наличию мыльных пузырей обмыливать необходимо весь кран. При этом появление мыльного пузыря не допускается.
Проверка плотности по падению давления производится на испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 5 литров. При этом падение установившегося давления в контрольном резервуаре более 0,1 кгс/см2 в течение 5 минут не допускается.
12.5.1. Детали стоп-крана следует осмотреть. Наличие трещин в корпусе, забоин и повреждений на резьбе не допускается.
12.5.2. Резиновые уплотнения необходимо заменить новыми. Седло клапана на штуцере не должно иметь забоин, выщербин и других дефектов.
12.5.3. Штуцер крана следует ставить на смазке ЖД, ПГК-1 или ВНИИ НП-232 и затягивать на резьбе до упора в корпус.
12.5.4. Испытание стоп-крана производится только в закрытом положении при давлении (6,0 + 0,5) кгс/см2.
Проверка герметичности стоп-крана производится одним из следующих способов:
по наличию мыльных пузырей;
по падению давления.
При проверке герметичности по наличию мыльных пузырей обмыливать необходимо весь стоп-кран. При этом появление мыльного пузыря не допускается.
Проверка герметичности по падению давления производится на испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 5 литров. При этом падение установившегося давления в контрольном резервуаре в течение 5 минут не допускается.
12.6.1. Поступивший в ремонт выпускной клапан необходимо разобрать и осмотреть. Просадка пружины более 3 мм, забитая или сорванная резьба не допускаются. Седло клапана не должно иметь раковин и забоин.
12.6.2. Резиновые уплотнения клапана следует проверить. Толщина резинового уплотнения клапана должна быть не менее 3 мм, уплотнение клапана следует заменить при наличии просадки клапана более чем на 0,5 мм.
12.6.3. Перед сборкой пружину, втулку клапана и все другие трущиеся поверхности деталей следует смазать смазкой ЖТ-79Л. Штуцер следует ставить на смазке ЖД, ПГК-1 или ВНИИ НП-232, ввинчивая до упора в заплечики корпуса клапана.
12.6.4. Испытание клапана на плотность производится давлением сжатого воздуха (6,0 + 0,5) кгс/см2.
Проверка плотности клапана производится одним из следующих способов:
по наличию мыльных пузырей;
по падению давления.
При проверке плотности по наличию мыльных пузырей обмыливать необходимо весь клапан. При этом появление мыльного пузыря не допускается.
Проверка плотности по падению давления производится на испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 5 литров. При этом падение установившегося давления в контрольном резервуаре в течение 5 минут не допускается.
12.7.1. Поступивший в ремонт выпускной клапан снаружи очистить от пыли, грязи и других загрязнений.
12.7.2. Клапан разобрать. При этом:
пружину с просадкой до высоты менее 27 мм следует заменить;
забитая или сорванная резьба у деталей клапана не допускается;
корпус с забоинами на поверхности седла клапана необходимо заменить;
резиновое уплотнение клапана следует заменить на новое.
12.7.3. Перед сборкой внутренние обработанные поверхности корпуса и штуцера, пружину следует смазать тонким слоем смазки ЖТ-79Л. Штуцер следует ставить на смазке ЖД, ПГК-1 или ВНИИ НП-232, ввинчивая до упора в заплечики корпуса клапана.
12.7.4. Испытание на плотность производится давлением сжатого воздуха (2,5 + 0,5) кгс/см2 и (6,0 + 0,5) кгс/см2.
Проверка плотности клапана производится одним из следующих способов:
по наличию мыльных пузырей;
по падению давления.
При проверке плотности по наличию мыльных пузырей обмыливать необходимо весь клапан. При этом появление мыльного пузыря не допускается.
Проверка плотности по падению давления производится на испытательном устройстве, имеющем в своей схеме контрольный резервуар объемом 5 литров. При этом падение установившегося давления в контрольном резервуаре в течение 5 минут не допускается.
13.1.1. Поступившие в ремонт соединительные рукава должны быть очищены.
13.1.2. Соединительный рукав должен быть раскомплектован при наличии хотя бы одного из следующих дефектов:
у резинотекстильной трубки - истекшего срока службы, надрывов и глубоких трещин, доходящих до текстильного слоя, отслоений внешнего и внутреннего слоя;
у наконечников - сорванной резьбы, трещин и отколов;
у головки - трещин и отколов, деформации и износа гребня, деформации канавки под уплотнительное кольцо;
у хомутиков - деформации, изломов и надрывов.
13.1.3. Состояние внутренней поверхности резинотекстильной трубки необходимо проверять при просвечивании соединительного рукава световым лучом.
13.1.4. Хомутики должны быть закреплены на расстоянии 8 - 12 мм от торцов резинотекстильной трубки, расстояние между ушками стянутого хомутика должно быть в пределах от 7 до 16 мм. Допускается подматывать под хомутик тканевую изоляционную ленту по всей окружности резинотекстильной трубки, если это расстояние менее 7 мм.
13.1.5. Соединительный рукав, не имеющий неисправностей и имеющий запас срока годности резинотекстильной трубки до следующего планового ремонта вагона, должен быть испытан на прочность и воздухонепроницаемость с постановкой на него бирки. Остальные соединительные рукава подлежат раскомплектовке и ремонту.
13.1.6. Ремонт соединительных рукавов производится в соответствии с руководством по их ремонту.
При этом:
у цилиндрической части головки и наконечника для запрессовки в резинотекстильную трубку должны быть проконтролированы высота буртика и внутренний проход;
головку с деформированными гребнем, канавкой для уплотнительного кольца и зевом допускается ремонтировать опиловкой или обработкой резцом на специальном оборудовании;
головку с изношенным гребнем допускается ремонтировать наплавкой с последующей обработкой гребня профильным резцом на специальном оборудовании;
контроль отремонтированных головок производится шаблоном Р-17 (ПКБ ЦВ).
13.2.1. Перед комплектованием соединительного рукава внутреннюю поверхность резинотекстильной трубки необходимо осмотреть с просвечиванием световым лучом - она не должна иметь дефектов.
Длина резинотекстильной трубки должна соответствовать величине, установленной конструкторской документацией на соответствующий тип соединительного рукава.
13.2.2. У новых резинотекстильных трубок необходимо с обоих торцов по внутреннему диаметру снять фаску размером 4 мм под углом 45° и удалить тальк с внутренней поверхности на длине 60 - 70 мм от торцов.
13.2.3. На специальном стенде необходимо запрессовать головку и наконечник (для соединительного рукава Р17Б) или два наконечника (для соединительного рукава Р36) до упора в торец резинотекстильного трубки, предварительно нанеся тонкий слой резинового клея на внутреннюю поверхность резинотекстильной трубки и на хвостовик головки и наконечников.
13.2.4. После комплектования необходимо проверить состояние внутренней поверхности резинотекстильной трубки при просвечивании соединительного рукава световым лучом.
13.2.5. Хомутики должны быть закреплены на расстоянии 8 - 12 мм от торцов резинотекстильной трубки болтами и гайками. Ушки хомутиков должны быть расположены в одну сторону. На соединительных рукавах Р17Б ушки хомутиков должны располагаться с тыльной стороны головки, расстояние между ушками стянутого хомутика должно быть в пределах от 7 до 16 мм.
Хомутики на соединительном рукаве следует обжимать на специальном зажиме с фигурными губками, охватывающими хомутик по наружному периметру и сохраняющими его форму. Сжимать хомутики в параллельных тисках запрещается.
13.2.6. В канавку соединительной головки необходимо установить исправное уплотнительное кольцо.
13.2.7. После комплектования соединительные рукава должны быть проверены сначала на прочность, а затем на воздухонепроницаемость.
13.3.1. Для проверки на прочность соединительные рукава подлежат гидравлическому испытанию под давлением (12,0 ± 0,2) кгс/см2 с выдержкой под давлением в течение от 1,5 до 2 мин. При этом у соединительного рукава не допускается просачивание воды, надрывы резинотекстильной трубки, сползание резинотекстильной трубки с головки или наконечника после испытания более чем на 3 мм.
13.3.2. Для проверки на воздухонепроницаемость соединительные рукава подлежат пневматическому испытанию под давлением воздуха (6,0 + 0,5) кгс/см2 в ванне с водой. При этом у соединительного рукава не допускается выделение пузырьков воздуха в любой его части в течение 1 минуты. При образовании пузырьков воздуха на поверхности резинотекстильной трубки соединительный рукав необходимо выдерживать в ванне до 10 минут и, если выделение пузырьков прекратится, считать его годным.
13.3.3. На отремонтированном и принятом соединительном рукаве должна стоять бирка.
Бирка ставится для соединительных рукавов Р36 под гайку одного из хомутиков, для соединительных рукавов Р17Б - под гайку хомутика, установленного на наконечнике. Допускается ставить бирку под накрученную на болт вторую гайку.
На бирке должны быть нанесены клеймо АКП и дата ремонта (число, месяц и две последние цифры года).
13.3.4. Новые соединительные рукава перед постановкой на вагон должны быть испытаны без постановки бирки, при этом бирка предприятия-изготовителя должна быть сохранена.
14.1. Поступивший в ремонт соединительный рукав необходимо очистить от грязи, разобрать электрическую часть, снять кабель. Латунную заклепку диаметром 3 мм на гребне корпуса при износе ее головки до высоты 1 мм следует заменить новой с высотой головки 1,8 мм.
14.2. Соединительный рукав должен быть раскомплектован при наличии хотя бы одного из следующих дефектов:
у резинотекстильной трубки - истекшего срока службы, надрывов и глубоких трещин, доходящих до текстильного слоя, отслоений внешнего и внутреннего слоя;
у наконечников - сорванной резьбы, трещин и отколов;
у головки - трещин и отколов, деформации и износа гребня, деформации канавки под уплотнительное кольцо;
у хомутиков - деформации, изломов и надрывов.
14.3. Состояние внутренней поверхности резинотекстильной трубки необходимо проверять при просвечивании соединительного рукава световым лучом.
Головку соединительного рукава следует проверить шаблонами 369.040 и 369.040-01 (ПКБ ЦЛ).
Расстояние между ушками стянутого хомутика должно быть в пределах от 7 до 16 мм. Допускается подматывать под хомутик тканевую изоляционную ленту по всей окружности резинотекстильной трубки, если это расстояние менее 7 мм.
14.4. Соединительный рукав, не имеющий неисправностей и имеющий запас срока годности до следующего планового ремонта вагона, должен быть испытан на прочность и воздухонепроницаемость с постановкой под накрученную на болт вторую гайку бирки с нанесенными на ней клеймом АКП и датой ремонта (число, месяц и две последние цифры года). Остальные соединительные рукава подлежат раскомплектовке и ремонту.
14.5. Поврежденные детали электрической части необходимо отремонтировать или заменить новыми.
14.6. Электрический кабель типа КГ-ХЛ 2×2,5 должен иметь изоляцию без механических повреждений, правильно выполненную разделку концов проводов с обжатием наконечников и высококачественной пайкой в головке. Длина кабеля должна соответствовать чертежному размеру. Поврежденный кабель необходимо заменить. Провод кабеля, имеющий наконечник с отверстием диаметром 8 мм, необходимо припаять к контактному пальцу, с отверстием диаметром 6 мм - к контактному кольцу. Пайку проводов следует производить без применения кислоты припоем ПОС-40.
14.7. Перед комплектованием резинотекстильную трубку с клеймом «Д» необходимо испытать на электрическое сопротивление. Для этого следует замерить сопротивление изоляции мегаомметром с рабочим напряжением 1000 В, которое должно быть не менее 10 МОм для новых и не менее 2 МОм для бывших в эксплуатации соединительных рукавов.
14.8. Комплектование соединительных рукавов производится в соответствии с подразделом 13.2 настоящей Инструкции. Под головку болта хомутика на наконечнике следует поставить металлическую бирку толщиной 0,5 - 0,8 мм. Для затяжки хомутиков следует применять болты М8 длиной 35 мм.
Испытание соединительного рукава производится в соответствии с подразделом 13.3 настоящей Инструкции.
14.9. После комплектования и испытания следует собрать электрическую часть и закрепить на соединительном рукаве кабель. На входе в соединительную головку кабель должен быть уплотнен резиновым кольцом с металлическим штуцером, не пропускающим внутрь влагу.
14.10. Усилие контактного пальца должно быть в пределах 5,6 - 7,0 кгс, в ином случае необходимо произвести замену пружины.
14.11. После сборки электрической части необходимо проверить правильность подключения проводов кабеля к контактному пальцу и кольцу, а также мегаомметром на 1000 В определить сопротивление изоляции между наконечником рабочего провода и корпусами головки (оно должно быть не менее 10 МОм), между наконечником рабочего провода и корпусом наконечника соединительного рукава (оно должно быть не менее 10 МОм), между наконечником контрольного провода и наконечником соединительного рукава (оно должно быть не менее 1,8 МОм).
14.12. После испытания соединительного рукава на бирке, установленной под головкой болта хомутика на наконечнике, следует выбить клеймо, присвоенное АКП, и дату ремонта (число, месяц и две последние цифры года). Оттиск клейма должен быть отчетливым.
15.1. Поступившие в ремонт регуляторы тормозных рычажных передач (далее - регуляторы) должны быть снаружи очищены от грязи и ржавчины.
15.2. После наружной очистки каждый регулятор необходимо разобрать на специальном приспособлении, все детали и узлы протереть - очистить от старой смазки и грязи.
Допускается промывка деталей регулятора в керосине с последующей обязательной просушкой их сжатым воздухом.
15.3. Ремонт и испытание регуляторов производится в соответствии с руководствами на их ремонт.
При этом:
у деталей регулятора не допускаются трещины, изломы, отколы, срыв и деформация резьбы;
отколы буртика у защитной трубы и упорной втулки допускается ремонтировать заваркой;
износ конусных поверхностей головки, стакана, гайки, регулирующей гайки, тягового стержня, крышек стакана более 0,6 мм на сторону, не допускается;
наличие на рабочих конусных поверхностях деталей выработок в виде канавки глубиной более 0,6 мм не допускается;
у подшипников не допускается наличие трещин на наружных кольцах и сепараторах, а также ржавчины, задиров и выкрашивания металла на беговых дорожках внутренних и наружных колец;
изгиб винта на длине с диаметром 30 мм (часть винта с трапецеидальной резьбой вместе с гладкой частью) более 4 мм не допускается;
износ и деформация трапецеидальной резьбы у гаек и винта не допускается - регулирующая гайка должна свободно вращаться на винте под действием собственного веса, люфт гайки вдоль оси винта более 2 мм не допускается;
у всех пружин должны быть проконтролированы их силовые параметры, допускается в исключительном случае производить контроль пружин по их просадке в свободном состоянии;
в процессе сборки резьбовые поверхности, подшипники и поверхности трения должны быть смазаны смазкой ЦИАТИМ-201.
15.4. Каждый отремонтированный регулятор должен быть испытан на испытательном стенде.
15.4.1. Испытательный стенд должен имитировать работу регулятора на вагоне и обеспечивать проверку регулятора на:
стабильность его работы при имитации нормальных зазоров между колесами и колодками и полного служебного торможения;
возможность стягивания и роспуска его вручную при имитации отпущенного тормоза;
работу на автоматическое стягивание при имитации увеличенных зазоров между колесами и колодками и ступени торможения.
15.4.2. При проверке на стабильность работы при имитации нормальных зазоров между колесами и колодками и полного служебного торможения регулятор должен работать как жесткая тяга.
15.4.3. При проверке на стягивание и роспуск вручную при вращении корпуса на один - два оборота против часовой стрелки (по часовой стрелке) регулятор должен увеличивать (уменьшать) размер «а» (расстояние от торца муфты защитной трубы до присоединительной резьбы на винте), на 30 - 60 мм (рисунок 26, 27).
15.4.4. При проверке на автоматическое стягивание при имитации увеличенных зазоров между колесами и колодками и ступени торможения, после каждой ступени торможения с последующим отпуском размер «а» должен сокращаться:
у регуляторов 574Б на величину от 5 до 11 мм;
у регуляторов РТРП-675 и РТРП-675М на величину от 7 до 20 мм.
15.4.5. При проверках, проводимых в соответствии с требованиями пунктов 15.4.2 - 15.4.4 настоящей Инструкции, регулирующий винт регулятора должен быть вывернут до размера «а» от 300 до 350 мм.
15.4.6. На автоматическом стенде для испытания, кроме проверок, перечисленных в пунктах 15.4.2 - 15.4.4 настоящей Инструкции, регулятор должен быть подвергнут проверке на прочность и автоматическое стягивание на длине винта не менее 500 мм - для регуляторов 574Б, не менее 600 мм - для регуляторов РТРП-675 и РТРП-675М.
Для проверки на прочность регулирующий винт регулятора должен быть вывернут до размера «а» от 300 до 350 мм, к регулятору должно прикладываться растягивающее усилие (8 ± 0,1) тс и после двухминутной выдержки сниматься. При этом регулятор должен выдерживать нагрузку и работать как жесткая тяга.
Для проверки на автоматическое стягивание винт регулятора необходимо вывернуть на величину не менее 500 мм - для регуляторов 574Б, не менее 600 мм - для регуляторов РТРП-675 и РТРП-675М и произвести серию ступеней торможения с последующим отпуском до полного стягивания винта. При этом величина сокращения размера «а» после каждой ступени торможения с последующим отпуском должна находиться в пределах, приведенных в пункте 15.4.4 настоящей Инструкции.
15.4.7. Проведение испытаний на стенде с регистрацией параметров при выключенных регистрирующих устройствах запрещается.
15.4.8. Результаты испытания регулятора должны быть отражены в книге формы ВУ-47.
При испытании на стенде с регистрацией параметров результаты испытания должны быть сохранены в памяти ПЭВМ, а в книге формы ВУ-47 необходимо записывать дату испытания, тип и номер принятого регулятора с росписью исполнителя ремонта и мастера или бригадира.
15.5. На отремонтированном и принятом регуляторе должна стоять бирка. Бирка должна устанавливаться под головку стопорного болта на корпусе регулятора. На бирке должны быть нанесены клеймо АКП и дата ремонта (число, месяц и две последние цифры года).
16.1. Поступившие в ремонт авторежимы, прослужившие не более 1,5 лет со времени изготовления, не имеющие наружных повреждений и сильных загрязнений, а также подлежащие постановке на вагон новые авторежимы должны быть испытаны без предварительной их обмывки и ремонта.
При удовлетворительных результатах испытания на авторежим должна быть установлена бирка. В случае отрицательных результатов испытания авторежима необходимо составить и направить в установленном порядке заводу-изготовителю акт-рекламацию.
16.2. Отремонтированные авторежимы, срок хранения которых превышает 6 месяцев со времени их ремонта, могут быть установлены на вагон только после их испытания при условии удовлетворительных результатов. При этом на авторежим должна быть установлена бирка с указанием клейма АКП и даты испытания (число, месяц и две последние цифры года) с сохранением бирки, поставленной при ремонте.
16.3. Все остальные поступившие в ремонт авторежимы должны быть снаружи очищены.
Для очистки рекомендуется способ струйной обмывки горячей водой (от 55 до 70 °С) под давлением в специальных моечных установках. Допускается при сильных загрязнениях производить наружную обмывку авторежимов 5 % раствором кальцинированной соды.
Не допускается применение для наружной очистки керосина, бензина и других агрессивных веществ.
16.4. После обмывки авторежимы необходимо разобрать, все детали и узлы протереть - очистить от грязи и старой смазки, калиброванное отверстие в демпферном поршне продуть сжатым воздухом.
16.5. Ремонт авторежимов производится в соответствии с руководствами по их ремонту.
16.6. При ремонте авторежимов:
все детали и узлы должны быть осмотрены, должно быть проверено их состояние, срок годности и подлежащие контролю размеры, неисправные детали должны быть заменены или отремонтированы;
рычаг с цилиндрическими концами необходимо заменить на рычаг с концами прямоугольного сечения;
при наличии у рычага выработок в местах контакта с сухарем и со штоками поршней глубиной более 0,5 мм, рычаг необходимо при сборке авторежима повернуть другой стороной, при аналогичных выработках с обеих сторон рычаг необходимо заменить;
при износе острия сухаря до минимальной высоты сухаря (31 мм) допускается ремонт: наклонную поверхность запилить до получения равномерной полосы шириной 0,5 мм, при большем износе сухарь необходимо заменить;
высота регулировочной гайки с учетом износа упора должна быть не менее 42 мм;
вилка, имеющая погнутый наконечник должна быть заменена, при этом допускается ремонт вилки: погнутый наконечник следует срезать, проточить корпус вилки и приварить новый наконечник;
буртик стакана, изношенный по толщине до 2 мм, допускается восстанавливать наплавкой с последующей обработкой до чертежных размеров;
при износе штифтов в хвостовиках верхнего и нижнего поршней пневмореле более 1 мм их необходимо заменить;
у манжет не допускаются расслоения, надрывы, потертости рабочей поверхности;
прокладки должны быть ровными, без надрывов и признаков разбухания;
у всех пружин должны быть проконтролированы их силовые параметры, допускается в исключительном случае производить контроль пружин по их просадке в свободном состоянии;
в процессе сборки авторежима все манжеты и поверхности трения металлических деталей должны быть смазаны тонким слоем смазки ЖТ-79Л;
запрещается установка в авторежим обезличенных деталей и узлов - при сборке после ремонта в прибор должны устанавливаться детали и узлы, которые стояли в нем до разборки, за исключением замененных из-за истекшего срока службы, неисправностей или в результате проведения работ по модернизации прибора;
при сборке авторежима необходимо проверить, чтобы: острие сухаря находилось ниже головки болта его крепления, болт, крепящий сухарь, был ввернут полностью и зафиксирован стопорной шайбой, резьбовой конец болта не выступал за пределы ползуна, размер «в» (выход кольцевой проточки вилки из корпуса авторежима) был не менее 2 мм, размер «б» был не более 70 мм (рисунок 11), гайка с упором была зафиксирована контргайкой и шплинтом, головка и концы шплинта во избежание заклинивания вилки в корпусе авторежима не выступали за пределы поверхностей гайки.
16.7. Каждый отремонтированный авторежим должен быть испытан на испытательном стенде.
Испытание на стенде унифицированной конструкции производится в соответствии с разделом 17 настоящей Инструкции.
Испытательный стенд, схема которого отличается от схемы стенда унифицированной конструкции, должен быть допущен к применению в АКП вагонных депо и вагоноремонтных заводов Департаментом вагонного хозяйства МПС России, а испытание на нем производится в соответствии с руководством по эксплуатации этого стенда.
Проведение испытаний на стенде с регистрацией параметров при выключенных регистрирующих устройствах запрещается.
16.8. Результаты испытания авторежимов должны быть отражены в книге формы ВУ-47.
При испытании на стенде с регистрацией параметров результаты испытания должны быть сохранены в памяти ПЭВМ, а в книге формы ВУ-47 необходимо записывать дату испытания, тип и номер принятого прибора с росписью исполнителя ремонта и мастера или бригадира.
16.9. На отремонтированном и принятом авторежиме должна стоять бирка. Бирка должна устанавливаться под гайку одного из болтов, соединяющего демпферную часть с пневмореле. На бирке должны быть нанесены клеймо АКП и дата ремонта (число, месяц и две последние цифры года).
17.1.1. Принципиальная пневматическая схема стенда должна соответствовать схеме, приведенной на рисунке 11.
17.1.2. Стенд должен иметь:
тормозной резервуар ТР объемом 12 литров (с учетом объема подводящих труб);
резервуар задатчика давления РЗД объемом не менее 20 литров (с учетом объема подводящих труб);
приспособление для создания в РЗД давления сжатого воздуха (3,0 ± 0,1) и (4,2 ± 0,1) кгс/см2 (задатчик давления);
дроссель ДР1 с отверстием 3 мм для создания темпа торможения и отпуска;
дроссель ДР2 с отверстием 1 мм для создания искусственной утечки сжатого воздуха из ТР;
контрольно-измерительные приборы для контроля времени (секундомер) и величины давления (манометры с пределом измерения 6 кгс/см2 класса точности не ниже 1,0 или с пределом измерения 10 кгс/см2 класса точности не ниже 0,6); водоспускные краны на резервуарах ТР и РЗД;
фильтр для очистки воздуха на входе в стенд;
привалочный фланец и прижим для надежного крепления авторежима в вертикальном положении во время его испытания и обеспечивающий размер от оси верхних отверстий привалочного фланца авторежима до опоры механизма изменения режима загрузки (295 ± 1) мм;
механизм поднятия упора авторежима - механизм изменения режима загрузки.
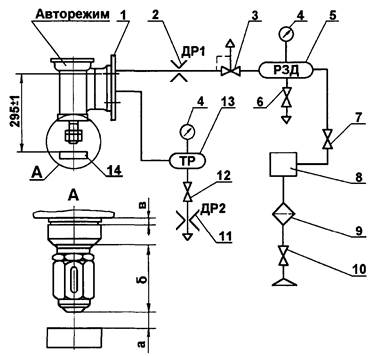
1 - привалочный фланец с прижимом для крепления авторежима; 2 - дроссель Ø 3 мм;
3 - кран
трехходовой или заменяющее его устройство; 4 - контрольно-измерительный
прибор
(манометр); 5 - резервуар задатчика давления; 6, 12 -
водоспускной кран; 7, 10 - разобщительный кран;
8 - задатчик давления; 9 - фильтр; 11 - дроссель Ø 1 мм; 13 - тормозной резервуар;
14 - механизм изменения положения упора
Рисунок 11. Принципиальная пневматическая схема стенда унифицированной конструкции для испытания авторежимов
17.1.3. Проверка плотности стенда производится в следующем порядке:
стенд подключить к воздушной напорной магистрали с давлением не ниже 5,5 кгс/см2;
на привалочный фланец стенда для крепления авторежима установить специальный фланец, соединяющий между собой ТР и РЗД;
включением крана 10 зарядить стенд до (4,2 ± 0,1) кгс/см2;
после двухминутной выдержки перекрытием крана 7 отключить стенд от напорной магистрали и проверить плотность - снижение давления в течение 5 минут в ТР и РЗД допускается не более чем на 0,1 кгс/см2.
17.2.1. Перед испытанием у авторежима следует проконтролировать размер «в» (выход кольцевой проточки вилки из корпуса авторежима), который должен быть не менее 2 мм.
17.2.2. Зазор между упором авторежима и опорой механизма изменения режима загрузки (размер «а») должен быть равен (1 ± 0,5) мм.
17.2.3. Создать давление в РЗД равное (3,0 ± 0,1) кгс/см2, после чего открыть кран 3. При этом:
давление сжатого воздуха в ТР должно установиться равным (1,35 ± 0,1) кгс/см2;
время, за которое устанавливается давление в ТР, должно быть не более 7 секунд;
установившееся давление в ТР не должно в течение 1 мин изменяться более чем на ±0,1 кгс/см2.
17.2.4. Открыть кран 12 (создать искусственную утечку сжатого воздуха из ТР через дроссельное отверстие диаметром 1 мм). При этом понижение давления в ТР в течение 1 минуты не должно быть более чем на 0,3 кгс/см2.
17.2.5. Кран 12 закрыть. Затем закрыть кран 3, тем самым соединить авторежим через ДР1 с атмосферой (отпуск). При этом время понижения давления в ТР до 0,4 кгс/см2 с момента закрытия крана 3 должно быть не более 17 секунд.
17.2.6. Создать в РЗД давление воздуха равное (4,2 ± 0,1) кгс/см2, затем открыть кран 3. При этом давление сжатого воздуха в ТР должно установиться равным (1,8 + 0,1; -0,15) кгс/см2.
Установившееся давление в течение 5 минут не должно измениться более чем на ±0,1 кгс/см2.
17.2.7. Закрыть кран 3 и создать давление в РЗД равное (3,0 ± 0,1) кгс/см2.
Поднять упор авторежима - переместить вверх опору механизма изменения режима загрузки на (14 - 1) мм. После чего дать выдержку времени не менее 35 секунд и открыть кран 3. При этом давление воздуха в ТР должно установиться равным (2,1 ± 0,2) кгс/см2.
17.2.8. Закрыть кран 3. Давление воздуха в РЗД должно быть (3,0 ± 0,1) кгс/см2.
Поднять упор авторежима - переместить вверх опору механизма изменения режима загрузки на (27 + 1) мм, после чего дать выдержку времени не менее 45 секунд и открыть кран 3. При этом давление в ТР должно установиться равное с давлением в РЗД.
17.2.9. Закрыть кран 3 и создать давление воздуха в РЗД равное (4,2 ± 0,1) кгс/см2, после чего открыть кран 3. При этом давление в ТР должно установиться равным давлению в РЗД.
17.2.10. Закрыть кран 3 и после падения давления в ТР до нуля освободить упор авторежима от действия механизма изменения режима загрузки.
При этом упор должен занять свое исходное положение (размер «в» в соответствии с пунктом 17.2.1 настоящей Инструкции) у авторежима 265А-1 за время от 18 до 45 секунд, у авторежима 265А - от 13 до 25 секунд.
18.1. Перед постановкой на вагон у авторежима необходимо проверить выход кольцевой проточки вилки из корпуса (размер «в»), который должен быть не менее 2 мм.
18.2. Авторежим должен крепиться на вагоне к специальному кронштейну через резиновую прокладку.
Крепить авторежим следует болтами, гайками и контргайками, затягивая их в диагональной последовательности.
18.3. Перед подкаткой тележки под вагон необходимо проверить крепление на ней и исправность опорной балки.
Опорная балка, регулировочные планки, контактная планка должны соответствовать требованиям конструкторской документации на тележку.
Опорная балка не должна иметь трещин и деформации. В случае наличия дефектов опорную балку необходимо заменить.
Опорная балка должна крепиться на специальных полках боковых рам через резинометаллические элементы болтами М20, шайбами увеличенного диаметра, прорезными или корончатыми гайками и шплинтами, входящими в отверстие болта и прорезь гайки. Длина болта в зависимости от конструкции опорной балки должна быть 90 или 100 мм и обеспечивать крепление опорной балки таким образом, чтобы между полкой рамы и шайбой болта присутствовал зазор от 3 до 5 мм и опорная балка могла свободно перемещаться в пазах боковых рам.
18.4. Контактная планка должна быть жестко закреплена на опорной балке с помощью двух болтов М12 длиной не более 60 мм, пружинных шайб и гаек с постановкой шплинтов в отверстия болтов. При этом шплинты в отверстия болтов должны устанавливаться после регулировки положения упора авторежима.
18.5. После подкатки тележки под вагон упор авторежима должен находиться над средней зоной контактной планки опорной балки тележки: расстояние от упора авторежима до края контактной планки не должно быть менее 50 мм.
18.6. Регулировочные планки должны ставиться под контактную планку и крепиться к опорной балке через отверстия в них болтами, заодно с контактной планкой. Приваривать регулировочные планки сверху контактной планки запрещается. Допускается постановка не более пяти регулировочных планок толщиной от 1,5 до 5 мм.
18.7. Зазор между упором авторежима и контактной планкой опорной балки тележки для вагонов с тарой до 27 тонн (рисунок 12) следует регулировать на порожнем вагоне.
Выход кольцевой проточки вилки из корпуса (размер «в») должен быть не менее 2 мм.
Зазор между упором авторежима и контактной планкой тележки (размер «а») должен быть не более 3 мм. Зазор необходимо регулировать снятием или постановкой металлических регулировочных планок под контактную планку.
Регулировать размер «а», изменяя размер «б» с помощью гайки авторежима, зашплинтованной в АКП, запрещается.
Режимный валик воздухораспределителя должен быть закреплен на среднем или на груженом режиме в соответствии с требованиями Инструкции по эксплуатации тормозов подвижного состава железных дорог.
18.8. При установке авторежима на вагоне с тарой более 27 тонн необходимо использовать только композиционные колодки.
При регулировке положения упора авторежима для вагонов с тарой от 27 до 45 тонн режимный валик воздухораспределителя должен быть закреплен на среднем режиме, после подкатки тележек под порожний вагон между упором авторежима и контактной планкой тележки не должно быть зазора, кольцевая проточка на вилке авторежима не должна быть видна.
Необходимость регулировки положения упора авторежима должна определяться по результатам проверки тормоза на порожнем вагоне, для чего производится торможение и проверяется давление в тормозном цилиндре, которое должно быть для вагонов с тарой от 27 до 32 т - (1,6 ± 0,1) кгс/см2, для вагонов с тарой от 32 до 36 т - (1,9 ± 0,1) кгс/см2, а для вагонов с тарой от 36 до 45 т - (2,2 ± 0,1) кгс/см2. В случае несоответствия давления в тормозном цилиндре этим величинам производится регулировка положения упора авторежима снятием или постановкой дополнительных регулировочных металлических планок под контактную планку опорной балки тележки. Регулировать положение упора авторежима с помощью его гайки, зашплинтованной в АКП, запрещается.
На раме вагонов после выполненной регулировки рядом с надписью «АВТОРЕЖИМ» наносится величина расчетного нажатия колодок (в тоннах силы) на ось и величина давления в тормозном цилиндре порожнего вагона в следующем виде:
«порожний - 4,5 тс/1,5 - 1,7» - на вагонах с тарой от 27 до 32 т;
«порожний - 5,0 тс/1,8 - 2,0» - на вагонах с тарой от 32 до 36 т;
«порожний - 6,5 тс/2,1 - 2,3» - на вагонах с тарой от 36 до 45 т.
18.9. Регулировку положения упора авторежима для вагонов с тарой от 27 до 45 т допускается совмещать с испытанием тормоза вагона.
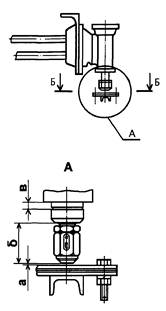
Авторежим установлен правильно
- кольцевая проточка на вилке видна,
расстояние между упором и контактной планкой не превышает 3 мм
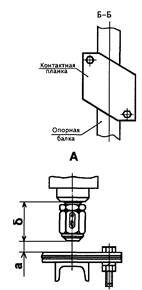
Авторежим не исправен и
установлен не правильно - кольцевая проточка на вилке не видна,
расстояние между упором и контактной планкой более 3 мм
Рисунок 12. Установка авторежима на вагоне с тарой до 27 т
19.1. Поступившие в ремонт магистральные и главные части воздухораспределителей грузового типа (далее - магистральные и главные части) с заводскими пломбами, прослужившие не более 1,5 лет со времени их изготовления, не имеющие наружных повреждений и сильных загрязнений, а также подлежащие постановке на вагон новые с заводской пломбой магистральные и главные части должны быть испытаны без предварительной их обмывки и ремонта.
При удовлетворительных результатах испытания на магистральную и главную часть должна быть установлена бирка с сохранением заводской пломбы. В случае отрицательных результатов испытания магистральной или главной части необходимо составить и направить в установленном порядке заводу-изготовителю акт-рекламацию.
19.2. Отремонтированные магистральные и главные части, срок хранения которых превышает 6 месяцев со времени их ремонта, могут быть установлены на вагон только после их испытания при условии удовлетворительных результатов. При этом на приборы должны быть установлены бирки с указанием клейма АКП и даты испытания (число, месяц и две последние цифры года) с сохранением бирок, поставленных при ремонте.
19.3. Остальные поступившие в ремонт магистральные и главные части должны быть снаружи очищены.
Для очистки рекомендуется способ струйной обмывки горячей водой (от 55 до 70 °С) под давлением в специальных моечных установках. Допускается при сильных загрязнениях производить наружную обмывку магистральных и главных частей 5 % раствором кальцинированной соды.
Не допускается применение керосина, бензина и других агрессивных веществ для наружной очистки магистральных и главных частей.
19.4. После обмывки магистральные и главные части необходимо разобрать, все узлы и детали протереть технической салфеткой без ворса, дроссельные отверстия, перечень которых приведен в таблице 12, продуть сжатым воздухом.
19.5. Ремонт магистральных и главных частей производится в соответствии с руководствами по их ремонту. При этом:
седла (сальники) клапанов необходимо вывертывать и ввертывать только торцовыми ключами;
для разборки и сборки узла диафрагмы с алюминиевыми дисками необходимо применять специальную оправку с углублением;
все детали и узлы должны быть осмотрены, проверены их состояние, срок годности и размеры, подлежащие контролю, неисправные детали должны быть заменены или отремонтированы;
у металлических деталей не допускаются изломы, отколы, трещины, срыв резьбы, коррозия;
у манжет не допускаются расслоения, надрывы, потертости рабочей поверхности;
диафрагмы и прокладки должны быть ровными, без надрывов и признаков разбухания;
на поверхностях, уплотняемых манжетами, а также на седлах клапанов не допускаются забоины, вмятины и глубокие риски;
у прокладок и уплотнений клапанов не допускается наличие кольцевого следа от седла глубиной равной высоте седла и более;
при замене резиновых уплотнений у клапанов их необходимо устанавливать большим диаметром во внутрь гнезда, обработку выступающей части резины необходимо производить методом обрезки на вращающемся клапане на специальном приспособлении, исключающем возможность укорачивания (стачивания) металлической части клапана. Обработка резиновых уплотнений клапанов шлифовкой запрещается, резиновое уплотнение должно быть обрезано заподлицо с металлической частью клапана, поверхность резинового уплотнения после обрезки должна быть ровной, без выступов и заусенцев, просадка уплотнения ниже уровня металла не допускается;
у всех пружин должны быть проконтролированы их силовые параметры, допускается в исключительном случае производить контроль пружины по ее просадке в свободном состоянии;
в процессе сборки все манжеты и поверхности трения металлических деталей должны быть смазаны тонким слоем смазки ЖТ-79Л;
запрещается установка обезличенных деталей и узлов - при сборке после ремонта в прибор должны устанавливаться детали и узлы, которые стояли в нем до разборки, за исключением замененных из-за истекшего срока службы, неисправностей или в результате проведения работ по модернизации прибора.
19.6. При ремонте магистральных частей 483 и 483М необходимо:
отверстие в дросселе корпуса магистральной части 483 Ø (0,65 ± 0,03) мм рассверлить до Ø (0,9 ± 0,05) мм;
проконтролировать диаметр отверстия в колпачке атмосферного клапана (узел трех клапанов), отверстие 0 0,55 мм необходимо рассверлить до Ø (0,9 ± 0,05) мм.
19.7. При сборке магистральных частей 483 и 483М особое внимание должно быть обращено на правильность сборки узла трех клапанов (рисунок 13), клапана мягкости (рисунки 14 и 15), на правильность установки плунжера в узле диафрагмы и манжеты в седле крышки, на конструктивные отличия магистральных частей 483 и 483М:
седло в узле трех клапанов 483М.012 отличается от седла 483.012 наличием отверстия Ø 0,3 мм;
плунжер 483.120 отличается от плунжера 483М.120 расположением отверстий в хвостовой части (рисунки 16 и 17);
седла 483.012 и 483М.012, плунжеры 483.120 и 483М.120 не взаимозаменяемы;
в узле трех клапанов магистральной части 483 и 483М должна устанавливаться пружина 483.029 (полное число витков 5,5, высота в свободном состоянии не менее 16 мм).
19.8. При ремонте и сборке главной части 270: необходимо устанавливать главный поршень диаметром (109 + 0,5; -1,96) мм, с фасками у канавок для манжет со стороны штока размером 2,5 мм под 45° и с отверстием в перемычке Ø (1,5 + 0,25) мм;
фетровые кольца должны быть очищены и пропитаны смазкой ЖТ-79Л либо заменены на новые, пропитанные смазкой;
на главном поршне должна устанавливаться только одна манжета 270.397-3 в среднюю канавку, либо обязательно две манжеты 270.397;
манжеты на шток главного поршня необходимо надевать с помощью конусных оправок или специального приспособления;
в процессе сборки необходимо проверить перемещение главного поршня в корпусе: главный поршень в сборе переместить внутрь корпуса на расстояние от 5 до 8 мм и отпустить его - поршень должен возвратиться в исходное положение под усилием пружины;
фиксатор регулирующей упорки (режимный узел) должен быть ввернут на всю резьбу.
19.9. Каждая отремонтированная магистральная и главная части должны быть испытаны на испытательном стенде.
Испытание на стенде унифицированной конструкции производится в соответствии с разделом 20 настоящей Инструкции.
Испытательный стенд, схема которого отличается от схемы стенда унифицированной конструкции, должен быть допущен к применению в АКП вагонных депо и вагоноремонтных заводов Департаментом вагонного хозяйства МПС России, а испытание на нем производится в соответствии с руководством по эксплуатации этого стенда.
Проведение испытаний на стенде с регистрацией параметров при выключенных регистрирующих устройствах запрещается.
19.10. Результаты испытания приборов должны быть отражены в книге формы ВУ-47.
При испытании на стенде с регистрацией параметров результаты испытания должны быть сохранены в памяти ПЭВМ, а в книге формы ВУ-47 необходимо записывать дату испытания, тип и номер принятого прибора с росписью исполнителя ремонта и мастера или бригадира.
19.11. На каждом отремонтированном и принятом приборе должна стоять бирка. На бирке должны быть нанесены клеймо АКП и дата ремонта (число, месяц и две последние цифры года).
Таблица 12. Размеры дроссельных отверстий воздухораспределителей
|
Местонахождение отверстия |
Диаметр отверстия, мм |
|
Магистральная часть 483 |
|
|
В дросселе плунжера |
2,0 ± 0,12 |
|
В хвостовике плунжера |
0,7 ± 0,03 (3 отверстия) |
|
В корпусе (дроссель к клапану мягкости) |
0,65 ± 0,03* |
|
В гайке атмосферного клапана (узел трех клапанов) |
0,9 ± 0,05 |
|
В хвостовике направляющего диска диафрагмы |
1,0 ± 0,25 (2 отверстия) |
|
В седле диафрагмы переключателя режимов |
0,6 ± 0,03 |
|
Магистральная часть 483М |
|
|
В дросселе плунжера |
2,0 ± 0,12 |
|
В хвостовике плунжера |
0,7 ± 0,03 (3 отверстия) |
|
В корпусе (дроссель к клапану мягкости) |
0,9 ± 0,05 |
|
В гайке атмосферного клапана (узел трех клапанов) |
0,9 ± 0,05 |
|
В хвостовике направляющего диска диафрагмы |
1,0 + 0,25 (2 отверстия) |
|
В седле диафрагмы переключателя режимов |
0,6 ± 0,03 |
|
В седле узла трех клапанов |
0,3 ± 0,03 |
|
Главная часть 270 |
|
|
В штоке главного поршня |
1,7 ± 0,05 |
|
В корпусе (цилиндр главного поршня) |
0,5 ± 0,05 |
|
В корпусе (ниппель обратного клапана) |
1,3 ± 0,05 |
|
В уравнительном поршне (атмосферное отверстие) |
2,8 + 0,1; -0,05 |
|
Главная часть 466 |
|
|
В штоке с манжетами |
1,8 ± 0,06 |
|
В дросселе зажимной шайбы (узел диафрагмы) |
0,6 + 0,03 |
|
В корпусе (ниппель обратного клапана) |
1,3 ± 0,05 |
|
В седле уравнительного поршня (атмосферное отверстие) |
3,5 + 0,16 |
|
________ *Отверстие рассверливается до Ø (0,9 ± 0,05) мм. |
|
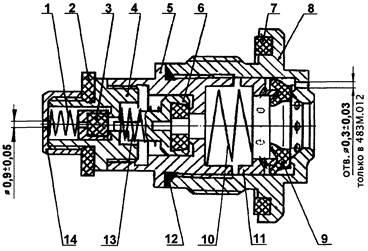
1 - пружина 305.108; 2 - прокладка 183.9; 3 - клапан 483.110; 4 - седло 483.026; 5 - седло 483.011;
6 - клапан дополнительной разрядки 483.090; 7 - прокладка 270.549;
8 - седло 483М.012 (для магистральной части 483М), седло 483.012 (для магистральной части 483);
9 - манжета 305.156; 10 - пружина 483.002; 11 - втулка 483.017;
12 - кольцо 021-025-25-2-3 ГОСТ 9833-73; 13 - пружина 483.029; 14 - гайка 483.028
Рисунок 13. Узел трех клапанов
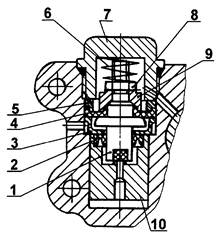
1 - клапан 483.080; 2 - манжета 305.156; 3 - упор 483.001; 4 - диафрагма 483.005;
5 - кольцо 483.016; 6 - пружина 483.025-2; 7 - заглушка 483.007;
8 - гайка 2М6-6Н.5.019 ГОСТ 5915-70; 9 - шайба 483.006; 10 - втулка 483.032
Рисунок 14. Клапан мягкости магистральной части 483
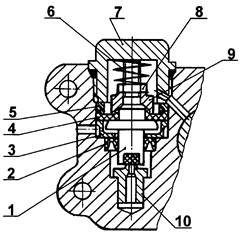
1 - клапан 483.080; 2 - манжета 305.156; 3 - упор 483.001; 4 - диафрагма 483.005;
5 - кольцо 483.016; 6 - пружина 483.025-2; 7 - заглушка 483.007;
8 - гайка 2М6-6Н.5.019 ГОСТ 5915-70; 9 - шайба 483.006; 10 - седло 483.037
Рисунок 15. Клапан мягкости магистральной части 483М
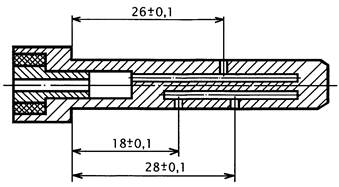
Рисунок 16. Плунжер 483.120
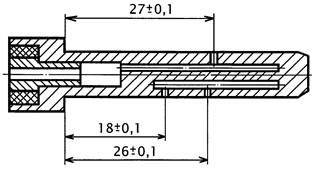
Рисунок 17. Плунжер 483М.120
20.1.1. Принципиальная пневматическая схема стенда должна соответствовать схеме, приведенной на рисунке 18.
20.1.2. Стенд должен иметь:
магистральный МР и запасный ЗР резервуары объемом соответственно 55 и 4 литра;
рабочую РК и золотниковую ЗК камеры объемом (с учетом объема подводящих труб) соответственно 6,0 и 4,5 литра (объемы РК и ЗК камеры воздухораспределителя);
тормозной резервуар ТР объемом 12 литров (с учетом объема подводящих труб);
кран машиниста или заменяющий его блок управления;
дроссель ДР1 с отверстием (диаметр 2 мм) для проверки крана машиниста или заменяющего его блока управления;
дроссель ДР2 с отверстием (приблизительный диаметр 0,7 мм) для создания темпа проверки мягкости действия прибора;
дроссель ДР3 с отверстием (приблизительный диаметр 0,65 мм) для создания темпа медленного отпуска;
дроссели ДР4 с отверстием (диаметр 2 мм) и ДР5 с отверстием (диаметр 3 мм) для создания опережения зарядки ЗК при прямой зарядке ЗК и РК;
редуктор РД, отрегулированный на давление (5,4 + 0,1) кгс/см2; контрольно-измерительные приборы для контроля времени (секундомер) и величины давления (манометры с пределом измерения 10 кгс/см2 класса точности не ниже 0,6);
прижимы с привалочными фланцами МЧ и ГЧ для надежного и герметичного крепления соответственно магистральной и главной частей к стенду;
режимный переключатель (на рисунке не показан), который должен переключать главную часть воздухораспределителя на режимы торможения: «груженый», «средний» и «порожний». Расстояние от упора режимного переключателя до привалочной поверхности фланца главной части воздухораспределителя, размещенной на стенде, должно быть: для груженого режима (80,5 ± 0,5) мм, для среднего режима - (85,5 ± 0,5) мм;
разобщительные краны или устройства, заменяющие их;
водоспускные краны на резервуарах ТР и МР;
фильтр для очистки воздуха на входе в стенд.
20.1.3. Кран машиниста или заменяющий его блок управления должен обеспечивать:
величины давления в магистральном резервуаре: (6,0 + 0,1), (5,4 + 0,1), (4,5 + 0,1), (3,5 + 0,1) кгс/см2;
автоматическое поддержание установившегося давления в магистральном резервуаре;
ступень торможения - понижение давления в магистральном резервуаре с (5,4 + 0,1) кгс/см2 на 0,5 - 0,6 кгс/см2;
темп служебного торможения - понижение давления в магистральном резервуаре с 5,0 до 4,0 кгс/см2 за время от 4 до 6 с (при отключенном от стенда воздухораспределителе);
темп отпуска - повышение давления в магистральном резервуаре с 4,0 до 5,0 кгс/см2 за время не более 5 с (при отключенном от стенда воздухораспределителе).
20.1.4. Дроссельное отверстие ДР2 должно обеспечивать темп проверки мягкости действия прибора - понижение давления в магистральном резервуаре с 6,0 до 5,7 кгс/см2 за время от 50 до 60 с (при отключенных от стенда кране машиниста (блоке управления) и воздухораспределителе).
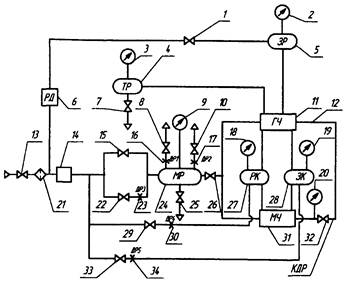
1, 8, 10, 13, 15, 22, 26, 29, 32, 33 - разобщительные краны или устройства, заменяющие их;
2, 3, 9, 18, 19, 20 - манометры; 4 - тормозной резервуар; 5 - запасный резервуар; 6 - редуктор;
7, 25 - водоспускные краны; 11 - приваленный фланец для главной части воздухораспределителя;
12 - канал дополнительной разрядки; 14 - кран машиниста (блок управления);
16, 17, 23, 30, 34 - дроссели; 21 - фильтр для очистки воздуха; 24 - магистральный резервуар;
27 - рабочая камера; 28 - золотниковая камера;
31 - привалочный фланец для магистральной части воздухораспределителя
Рисунок 18. Принципиальная пневматическая схема стенда
унифицированной
конструкции для испытания магистральных и главных частей
воздухораспределителей грузового типа
Дроссельное отверстие ДР3 должно обеспечивать темп медленного отпуска - повышение давления в магистральном резервуаре с 4,8 до 5,0 кгс/см2 за время от 36 до 43 с (при отключенном от стенда воздухораспределителе).
Диаметры дроссельных отверстий ДР2 и ДР3 на каждом конкретном стенде должны быть подобраны при регулировке заданных темпов.
20.1.5. Испытание на стенде магистральных частей производится с закрепленной на нем проверенной и исправной главной частью 270.
Испытание главных частей производится с закрепленной на стенде проверенной и исправной магистральной частью 483М.
Испытание на стенде одновременно непроверенных главной и магистральной частей запрещается.
20.1.6. Проверка плотности стенда и заданных темпов производится следующим образом:
стенд подключить к воздушной напорной магистрали с давлением не ниже 6,5 кгс/см2;
для проверки плотности на привалочные фланцы стенда для главной и магистральной частей установить специальные фланцы, соединяющие между собой магистральный и тормозной резервуары, золотниковую камеру с каналом дополнительной разрядки и заглушающие все остальные отверстия на привалочных фланцах стенда;
включением прямых каналов (открыть краны 1, 13, 15, 26, 29, 32, 33) зарядить стенд (МР, TP, ЗР, РК, ЗК, КДР) до (6,0 + 0,1) кгс/см2;
после двухминутной выдержки отключить прямую зарядку резервуаров и камер (закрыть краны 1, 15, 29, 33) и проверить плотность: в течение 5 минут снижение давления воздуха в магистральном, тормозном и запасном резервуарах допускается не более чем на 0,1 кгс/см2, а снижение давления в рабочей, золотниковой камерах и в канале дополнительной разрядки не допускается;
открыть кран 15, закрыть кран 26, краном машиниста (блоком управления) снизить давление в магистральном резервуаре до (3,5 + 0,1) кгс/см2, при этом проверить темп служебного торможения: время снижения давления в магистральном резервуаре с 5,0 до 4,0 кгс/см2 должно быть от 4 до 6 с;
кран машиниста (блок управления) перевести на зарядное давление (5,4 + 0,1) кгс/см2 и проверить темп отпуска: повышение давления в магистральном резервуаре с 4,0 до 5,0 кгс/см2 должно произойти не более чем за 5 с;
краном машиниста (блоком управления) установить давление в магистральном резервуаре (4,5 + 0,1) кгс/см2, закрыть кран 15 (кран 26 остается закрытым), после двухминутной выдержки отрыть кран 22, кран машиниста (блок управления) перевести на зарядное давление (5,4 + 0,1) кгс/см2 и проверить темп медленного отпуска: повышение давления в магистральном резервуаре с 4,8 до 5,0 кгс/см2 должно произойти за время от 36 до 43 с;
закрыть кран 22, открыть кран 15, зарядить магистральный резервуар до (6,0 + 0,1) кгс/см2, после чего закрыть кран 15 (кран 26 остается закрытым), после двухминутной выдержки открыть кран 10 и проверить темп проверки мягкости действия прибора: снижение давления в магистральном резервуаре с 6,0 до 5,7 кгс/см2 должно произойти за время от 50 до 60 с;
для проверки крана машиниста (блока управления) на автоматичность поддержания давления необходимо закрыть кран 10, открыть кран 15 (кран 26 остается закрытым), краном машиниста (блоком управления) установить зарядное давление в магистральном резервуаре, а затем создать утечку через отверстие диаметром 2 мм (открыть кран 8), при этом кран машиниста (блок управления) должен поддерживать установившееся давление в магистральном резервуаре с отклонением не более 0,15 кгс/см2.
Допускается проверять плотность стенда с установленными на него исправными главной и магистральной частями, для этого включением прямых каналов (открыть краны 1, 13, 15, 26, 29, 32, 33) зарядить стенд (МР, ЗР, РК, ЗК) до (5,4 + 0,1) кгс/см2, после двухминутной выдержки отключить прямую зарядку рабочей и золотниковой камер (закрыть краны 29, 33), краном машиниста (блоком управления) понизить давление в магистральном резервуаре на 0,5 - 0,6 кгс/см2, после того, как давление установится, перекрыть краны 1, 15 и проверить плотность: в течение 5 минут снижение давления воздуха в магистральном, тормозном и запасном резервуарах допускается не более чем на 0,1 кгс/см2, а снижение давления в рабочей, золотниковой камерах и в канале дополнительной разрядки не допускается.
20.2.1. Проверка зарядки магистральной части производится на режиме «равнинный» при зарядном давлении (5,4 + 0,1) кгс/см2.
Переключатель режимов стенда должен быть установлен в положение «груженый», краны 13, 15 и 32 должны быть открыты, остальные - перекрыты.
После достижения в магистральном резервуаре зарядного давления производится зарядка магистральной и главной частей (открыть кран 26), после чего следует проверить:
время зарядки золотниковой камеры от 0 до 1,2 кгс/см2, которое должно быть от 20 до 35 с;
открытие клапана мягкости, которое должно произойти в процессе зарядки золотниковой камеры при достижении в ней давления от 1,5 до 3,5 кгс/см2 и определяется по ускорению темпа зарядки золотниковой камеры: время зарядки золотниковой камеры с 3,5 до 4,0 кгс/см2 должно быть от 3 до 5 с;
открытие второго пути зарядки рабочей камеры, которое должно произойти при достижении в ней давления от 2,0 до 3,5 кгс/см2 и определяется по ускорению темпа зарядки рабочей камеры: время зарядки рабочей камеры с 3,5 до 4,0 кгс/см2 должно быть от 6 до 10 с.
20.2.2. Проверка мягкости действия магистральной части производится на режиме «равнинный» при зарядном давлении (6,0 + 0,1) кгс/см2.
Переключатель режимов стенда должен быть установлен в положение «груженый», краны 13, 15, 26 и 32 открыты, остальные - перекрыты.
После зарядки рабочей и золотниковой камер, магистрального и запасного резервуаров до зарядного давления следует отсоединить магистральный резервуар от прямой зарядки (перекрыть кран 15), перекрыть краном 32 канал дополнительной разрядки и снизить в магистральном резервуаре давление темпом мягкости (открыть кран 10 с дроссельным отверстием 17). При снижении давления в магистральном резервуаре до 5,4 кгс/см2 воздухораспределитель не должен приходить в действие, т. е. сжатый воздух не должен поступать в тормозной резервуар, а давление в канале дополнительной разрядки не должно превышать 0,1 кгс/см2.
20.2.3. Проверка ступени торможения и отпуска магистральной части производится на режиме «равнинный» при зарядном давлении (5,4 + 0,1) кгс/см2.
Переключатель режимов стенда должен быть установлен в положение «груженый», краны 1, 13, 15, 26 и 32 открыты, остальные - перекрыты.
После зарядки рабочей и золотниковой камер, магистрального резервуара до зарядного давления следует снизить давление в магистральном резервуаре на 0,5 - 0,6 кгс/см2 темпом служебного торможения.
В течение 120 с после установления давления в тормозном резервуаре:
давление в тормозном резервуаре должно быть не менее 0,6 кгс/см2;
давление в канале дополнительной разрядки должно быть не менее 3,0 кгс/см2;
в рабочей камере установившееся давление не должно снижаться.
Затем следует повысить давление в магистральном резервуаре темпом медленного отпуска (перекрыть кран 15, перевести блок управления (кран машиниста) на зарядное давление и затем открыть кран 22 с дроссельным отверстием 23). При этом сначала в рабочей камере, а затем в тормозном резервуаре должно произойти снижение давления.
Время от начала повышения давления в магистральном резервуаре до достижения в тормозном резервуаре давления 0,4 кгс/см2 должно быть не более 70 с.
20.2.4. Проверка полного служебного торможения и отпуска магистральной части производится на режиме «равнинный» при зарядном давлении (5,4 + 0,1) кгс/см2.
Переключатель режимов стенда должен быть установлен в положение «груженый», краны 1, 13, 15, 26 и 32 открыты, остальные - перекрыты.
После полной зарядки рабочей и золотниковой камер, магистрального резервуара до зарядного давления следует снизить давление в магистральном резервуаре до (3,5 + 0,1) кгс/см2 темпом служебного торможения. При этом время от начала понижения давления в магистральном резервуаре до достижения в тормозном резервуаре давления 3,5 кгс/см2 должно быть от 7 до 15 с.
Затем следует повысить давление в магистральном резервуаре до (4,5 + 0,1) кгс/см2. При этом:
в рабочей камере должно произойти снижение давления;
время от начала повышения давления в магистральном резервуаре до достижения в тормозном резервуаре давления 0,4 кгс/см2 должно быть не более 60 с.
20.2.5. Для проверки отпуска магистральной части на горном режиме следует ее режимный переключатель перевести в положение «горный», проверку производить при зарядном давлении (6,0 + 0,1) кгс/см2.
Переключатель режимов стенда должен быть установлен в положение «груженый», краны 1, 13, 15, 26 и 32 открыты, остальные - перекрыты.
После зарядки рабочей и золотниковой камер, магистрального и запасного резервуаров до зарядного давления следует снизить давление в магистральном резервуаре на 1,0 - 1,2 кгс/см2 темпом служебного торможения, дать выдержку 15 с и повысить давление в магистральном резервуаре до (5,4 + 0,1) кгс/см2.
В течение 60 с после повышения давления в магистральном резервуаре в тормозном резервуаре должно произойти снижение давления до величины не ниже 0,6 кгс/см2.
20.3.1. Проверка зарядки главной части производится на режимах «порожний» и «равнинный», при зарядном давлении (5,4 + 0,1) кгс/см2.
Краны стенда 13, 15 и 32 должны быть открыты, остальные - перекрыты.
После достижения в магистральном резервуаре зарядного давления производится зарядка главной и магистральных частей (открыть кран 26), при этом необходимо проверить:
время зарядки запасного резервуара от 0 до 5,2 кгс/см2, которое должно быть от 14 до 18 с;
время зарядки рабочей камеры от 0 до 0,5 кгс/см2, которое должно быть от 25 до 55 с.
20.3.2. Проверка мягкости действия главной части производится на режимах «порожний» и «равнинный», при зарядном давлении (6,0 + 0,1) кгс/см2.
Краны стенда 13, 15, 26 и 32 должны быть открыты, остальные - перекрыты.
После зарядки рабочей и золотниковой камер, магистрального и запасного резервуаров до зарядного давления следует отсоединить магистральный резервуар от прямой зарядки (перекрыть кран 15), перекрыть краном 32 канал дополнительной разрядки и снизить в магистральном резервуаре давление темпом мягкости (открыть кран 10 с дроссельным отверстием 17). При снижении давления в магистральном резервуаре до 5,4 кгс/см2 воздухораспределитель не должен приходить в действие, т. е. сжатый воздух не должен поступать в тормозной резервуар, а давление в канале дополнительной разрядки не должно превышать 0,1 кгс/см2, давление в запасном резервуаре не должно понижаться более чем на 0,2 кгс/см2.
20.3.3. Проверка ступени торможения и плотности прибора при ступени торможения производится на режимах «порожний» и «равнинный», при зарядном давлении (5,4 + 0,1) кгс/см2.
Краны стенда 1, 13, 15, 26 и 32 должны быть открыты, остальные - перекрыты.
Для проверки следует снизить давление в магистральном резервуаре темпом служебного торможения на 0,5 - 0,6 кгс/см2. Через 60 с после снижения давления в магистральном резервуаре следует отсоединить запасный резервуар от прямой зарядки (перекрыть кран 1). При этом:
в течение 20 с после отключения запасного резервуара допускается понижение давления в нем не более чем на 0,1 кгс/см2;
в течение 120 с после снижения давления в магистральном резервуаре:
1) в канале дополнительной разрядки давление должно быть не менее 3,0 кгс/см2;
2) в рабочей камере установившееся давление не должно снижаться;
3) давление в тормозном резервуаре должно быть не менее 0,6 кгс/см2.
20.3.4. Проверка давления в тормозном резервуаре производится на режиме «равнинный», при зарядном давлении (5,4 + 0,1) кгс/см2.
Краны стенда 1, 13, 15, 26 и 32 должны быть открыты, остальные - перекрыты.
После зарядки рабочей и золотниковой камер, магистрального резервуара до зарядного давления поочередно в любой последовательности на каждом режиме загрузки («порожний», «средний», «груженый») следует снизить давление в магистральном резервуаре до (3,5 + 0,1) кгс/см2 темпом служебного торможения с обязательным последующим полным отпуском после замера давления в тормозном резервуаре на каждом режиме загрузки.
Давление в тормозном резервуаре должно установиться: на режиме «порожний» - от 1,4 до 1,8 кгс/см2; на режиме «средний» - от 3,0 до 3,4 кгс/см2; на режиме «груженый» - от 4,0 до 4,5 кгс/см2. При несоответствии давления в тормозном резервуаре этим величинам у главной части необходимо отрегулировать пружины режимного узла, после чего она должна быть испытана вновь на всех режимах загрузки.
При проверке на режиме «груженый» необходимо проконтролировать время от начала понижения давления в магистральном резервуаре до достижения давления в тормозном резервуаре 3,5 кгс/см2, которое должно быть от 7 до 15 с, и время при отпуске от начала повышения давления в магистральном резервуаре до достижения давления в тормозном резервуаре 0,4 кгс/см2, которое должно быть не более 60 с.
20.3.5. Для проверки действия выпускного клапана толкатель выпускного клапана при зарядном давлении в рабочей камере (5,4 + 0,1) кгс/см2 следует отжать до отказа. Время понижения давления в рабочей камере с 5,0 до 0,5 кгс/см2 должно быть не более 5 с.
21.1.1. Поступившие в ремонт воздухораспределители пассажирского типа (далее - воздухораспределители) с заводскими пломбами, прослужившие 6 месяцев со времени их изготовления, а также подлежащие постановке на вагон отремонтированные воздухораспределители, срок хранения которых превышает 6 месяцев со времени их ремонта, подлежат повторному ремонту и испытанию на стенде.
21.1.2. Новые воздухораспределители с заводскими пломбами, срок эксплуатации или хранения которых не превышает 6 месяцев со времени их изготовления, устанавливать на вагон необходимо только после испытания на стенде.
При удовлетворительных результатах испытания на воздухораспределители следует установить бирки с указанием клейма АКП и даты испытания (число, месяц и две последние цифры года) с сохранением заводской пломбы. В книге формы ВУ-47 следует сделать запись об испытании за подписью мастера или бригадира с указанием даты приемки.
В случае отрицательных результатов испытания необходимо составить и направить в установленном порядке заводу-изготовителю акт-рекламацию.
21.1.3. Поступившие в ремонт электровоздухораспределители пассажирского типа (далее - электровоздухораспределители) с заводскими пломбами, прослужившие 6 месяцев со времени их изготовления, а также подлежащие постановке на вагон новые с заводской пломбой, срок хранения которых не превышает 6 месяцев со времени их изготовления, не имеющие наружных повреждений и сильных загрязнений, должны быть испытаны на стенде без предварительной их обмывки и ремонта.
При удовлетворительных результатах испытания на электровоздухораспределители следует установить бирки с указанием клейма АКП и даты испытания (число, месяц и две последние цифры года) с сохранением заводской пломбы. В книге формы ВУ-47 следует сделать запись об испытании за подписью мастера или бригадира с указанием даты приемки.
В случае отрицательных результатов испытания необходимо составить и направить в установленном порядке заводу-изготовителю акт-рекламацию.
21.1.4. Отремонтированные электровоздухораспределители, срок хранения которых превышает 6 месяцев со времени их ремонта, устанавливать на вагон следует только после их испытания на стенде. При удовлетворительных результатах испытания на электровоздухораспределители следует установить бирки с указанием клейма АКП и даты испытания (число, месяц и две последние цифры года) с сохранением бирок, поставленных при ремонте. В книге формы ВУ-47 следует сделать запись об испытании за подписью мастера или бригадира с указанием даты приемки.
21.1.5. Остальные поступившие в ремонт воздухораспределители и электровоздухораспределители должны быть снаружи очищены.
Для очистки рекомендуется способ струйной обмывки горячей водой (от 55 до 70 °С) под давлением в специальных моечных установках.
Не допускается применение для наружной очистки керосина, бензина и других агрессивных веществ.
21.1.6. После обмывки воздухораспределитель или электровоздухораспределитель необходимо разобрать, все узлы и детали протереть технической салфеткой без ворса, дроссельные отверстия, перечень которых приведен в таблице 13, прочистить и продуть сжатым воздухом.
21.1.7. Ремонт воздухораспределителей 292 и 292М, электровоздухораспределителей 305 производится в соответствии с руководствами по их ремонту.
При ремонте запрещается установка в приборы обезличенных деталей и узлов - при сборке после ремонта в прибор должны устанавливаться детали и узлы, которые стояли в нем до разборки, за исключением замененных из-за истекшего срока службы, невозможности устранения неисправностей или в результате проведения работ по модернизации прибора.
21.2.1. Детали воздухораспределителя следует осмотреть, резиновые прокладки и уплотнения, проработавшие более установленного срока или поврежденные, заменить новыми.
Втулку магистрального поршня следует проверить индикатором-нутромером. При наличии овальности более 0,04 мм, конусности более 0,06 мм или задиров на поверхности втулки следует проверить разверткой с последующей доводкой притиром и приработкой по месту. Воздухораспределитель, имеющий втулку диаметром более 90,5 мм, необходимо заменить.
Обработка втулок разверткой в зависимости от износа по диаметру производится по следующим ремонтным градациям (мм):
I градация - 89,25;
II градация - 89,50;
III градация - 89,75.
Допуск на все градации должен быть равен +0,07 мм. В соответствии с размерами втулок следует подобрать по диаметру кольца магистрального поршня.
21.2.2. Зазор в замке кольца, вставленного во втулку магистрального поршня, должен быть не более 1,5 мм, нового - не более 0,4 мм и не менее 0,01 мм. Кольцо необходимо плотно пригнать по втулке и канавке поршня, чтобы оно свободно перемещалось и полностью прилегало к рабочей поверхности втулки.
21.2.3. Магистральный поршень с биением хвостовика штока более 1 мм следует выправить. При разработке канавки под кольцо более 3,2 мм поршень следует заменить.
21.2.4. Риски и местные износы на золотниках и втулках следует вывести абразивными брусками с последующей доводкой и притиркой по месту. При отсутствии рисок и местных износов детали следует притереть по месту.
21.2.5. Переключательную пробку и золотники необходимо притереть к соответствующим втулкам. При сборке притертые поверхности втулок и золотников, а также посадочные поверхности клапанов следует смазать тормозной смазкой ЖТ-79Л.
21.2.6. Дроссельные отверстия и воздушные каналы в деталях (таблица 13) необходимо прочистить и продуть сжатым воздухом.
21.2.7. Проверка плотности кольца магистрального поршня в сборе с золотниками производится на специальном приспособлении. Кольцо следует не смазывать, а втулку необходимо смазать тонким слоем тормозной смазки. При проверке поршень следует устанавливать поочередно в крайнее отпускное положение, но с перекрытием питательного отверстия, в среднее положение и крайнее тормозное положение на расстоянии 3 мм от прокладки.
Если снижение давления в резервуаре объемом 8 л в каждом из трех положений не превышает 1 кгс/см2 (измеряется с 5 до 4 кгс/см2) в течение 70 с, то плотность поршня считается удовлетворительной.
Поршень с золотниками должен перемещаться во втулке под усилием не более 6 кгс.
21.2.8. Проверка плотности переключательной пробки воздухораспределителя производится при давлении не менее 6 кгс/см2 методом обмыливания в положениях «К», «Д» и «УВ». При этом между корпусом и втулкой пропуск воздуха не допускается, а между втулкой и пробкой допускается образование мыльного пузыря, удерживающегося не менее 10 с. Одновременно необходимо проверить открытие каналов переключательной пробки при всех ее положениях.
Таблица 13. Размеры отверстий в деталях воздухораспределителей 292 и 292М
|
Местоположение отверстия |
Диаметр отверстия, мм |
Число отверстий |
|
Поршень 292.322 ускорительной части (воздухораспределители 292 и 292М) |
Ø 0,8 ± 0,04 с переходом на Ø 1,5 ± 0,1 |
1 |
|
Пробка переключательная 292.116 (воздухораспределитель 292) |
Ø 2,5 ± 0,1 Ø 3,0 - 0,2 Ø 5,5 ± 0,1 |
2 2 1 |
|
Ниппель атмосферный 292.151 (воздухораспределители 292 и 292М) |
Ø 6,5 ± 0,36 |
2 |
|
Главный золотник 292.014 (воздухораспределители 292 и 292М) |
Ø 1,0 + 0,12 Ø 2,0 + 0,12 Ø 4,5 + 0,16 |
1 1 1 |
|
канал Ø 3,5 + 0,16 |
2 |
|
|
Магистральный поршень 292.015 (воздухораспределитель 292) и 292М.200 (воздухораспределитель 292М) |
Ø 2 + 0,12 |
1 |
|
Втулка поршневая в корпусе магистральной части 292.020 (воздухораспределитель 292) |
Ø 1,25 + 0,05 |
3 |
|
Втулка поршневая в корпусе магистральной части 292М.210 (воздухораспределитель 292М) |
Ø 0,5 ± 0,03 с переходом на Ø 1,25 ± 0,05 |
1 |
|
Ø 1,25+0,05 |
4 |
21.3.1. Все детали воздухораспределителя следует очистить, протереть ветошью без ворса, осмотреть. Неисправные детали необходимо заменить или отремонтировать.
21.3.2. Резиновые прокладки и уплотнения, проработавшие более установленного срока или поврежденные, необходимо заменить новыми.
При этом следует обратить внимание на состояние рабочих кромок манжеты магистрального поршня, а также манжет переключательной пробки.
Не допускаются забоины, вмятины и риски на рабочих поверхностях деталей, уплотненных манжетами, а также на седлах клапанов.
21.3.3. Риски и местные износы на золотниках и втулках следует вывести абразивными брусками с последующей доводкой и притиркой по месту. При отсутствии рисок и местных износов детали необходимо притереть по месту. При сборке притертые поверхности втулок и золотников, а также посадочные поверхности клапанов следует смазать тормозной смазкой ЖТ-79Л.
21.3.4. Дроссельные отверстия, воздушные каналы в деталях (таблица 13) следует прочистить и продуть сжатым воздухом. Размеры входных и выходных отверстий каналов, дроссельные отверстия деталей воздухораспределителя следует проверить калибрами.
21.3.5. Разжимное кольцо манжеты магистрального поршня следует проверить. Зазор между торцами кольца должен быть (10 + 2) мм. После троекратного обжатия кольца до соприкосновения торцов у него не должно быть остаточной деформации.
21.3.6. Проверить плотность манжет магистрального поршня и переключательной пробки в соответствии с пунктами 21.2.7 и 21.2.8 настоящей Инструкции.
21.3.7. Переключательную пробку необходимо вставлять в корпус, используя специальную оправку (рисунок 19).
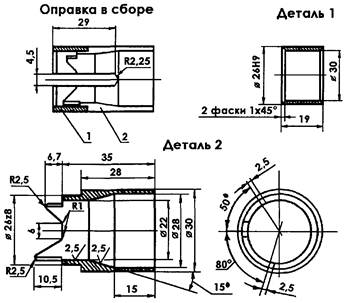
Рисунок 19. Оправка для монтажа
переключательной пробки в корпусе
воздухораспределителя 292М
21.4.1. После разборки корпуса электрической части все детали следует тщательно осмотреть, очистить и продуть сжатым воздухом. Просроченные и имеющие повреждения резиновые уплотнения следует заменить новыми. Дроссельные отверстия, диаметр которых должен быть в седле отпускного клапана (2 + 0,12) мм, в седле тормозного клапана (1,8 + 0,12) мм, следует прочистить, продуть сжатым воздухом и проверить калибрами.
21.4.2. Металлические мембраны не должны иметь прогиба от регулировочного винта вентиля. При ослаблении клапана отпускного вентиля седло необходимо развальцевать и припаять к мембране оловом.
21.4.3. Исправность обмоток катушек электромагнитных вентилей и выводных проводов следует определять по величине сопротивления. Сопротивление катушек должно быть (370 ± 50) Ом при температуре (20 ± 5) °С после выдержки при этой температуре не менее 1 часа. Сопротивление изоляции проводов катушек от корпуса необходимо проверить мегаомметром напряжением 1000 В при снятом диоде и отсоединенном заземлении, это сопротивление должно быть не менее 1 МОм.
При обнаружении отколов, отпайки выводных концов и других неисправностей, а также в случае провертывания катушки вокруг сердечника электромагнита вентиль следует разобрать и отремонтировать.
21.4.4. Сопротивление диода необходимо проверить тестером в прямом и обратном направлениях. Соотношение сопротивлений в прямом и обратном направлениях должно быть не менее 1:200.
21.4.5. После устранения всех неисправностей следует собрать электрическую часть. Перед сборкой все детали и каналы корпуса необходимо продуть сжатым воздухом. При сборке следует проверить размер (8,5 + 0,2) мм в якоре отпускного вентиля (рисунок 20). Этот размер допускается регулировать металлическими шайбами толщиной 0,1 мм с отверстием диаметром не более 5 мм, подкладываемыми под клапан. В соответствии с этим должен быть выдержан размер (9 - 0,1) мм между мембраной 1 (рисунок 21) и торцом седла 2 отпускного клапана.
21.4.6. Выводные концы диода и катушек необходимо присоединять к контактным зажимам планки электрической части по схеме, приведенной на рисунке 22, в соответствии с маркировкой на корпусе.
21.4.7. Собранную электрическую часть необходимо отрегулировать и проверить на приспособлении. При этом следует проверить:
плотность отпускного и тормозного клапанов (пропуск воздуха не допускается);
напряжение, при котором происходит притяжение и отпадание якорей электромагнитных вентилей.
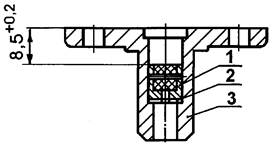
1 - клапан; 2 - регулировочная шайба; 3 - якорь
Рисунок 20. Якорь отпускного вентиля
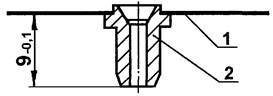
1 - мембрана; 2 - седло клапана
Рисунок 21. Мембрана и седло отпускного вентиля
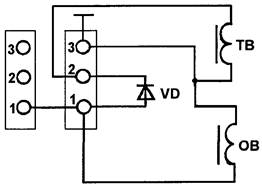
1 - 3 - контактные зажимы; VD - диод; ТВ - катушка тормозного вентиля;
ОВ - катушка отпускного вентиля
Рисунок 22. Монтажная схема электрической части электровоздухораспределителя
В момент притяжения якорей напряжение на катушках должно быть не более 30 В, в момент отпадания - не менее 10 В. Для электровоздухораспределителей с раздельным возбуждением вентилей напряжение притяжения должно быть не более 35 В. При несоответствии напряжений этим величинам следует отрегулировать магнитную систему, регулировку необходимо производить регулировочными винтами с последующей их фиксацией. В первую очередь следует регулировать отпускной вентиль, а затем тормозной. Напряжение срабатывания тормозного клапана должно быть не более 30 В, момент срабатывания фиксируется появлением давления в рабочей камере. Напряжение отпадания отпускного клапана должно быть не ниже 10 В, что фиксируется по началу падения давления в рабочей камере. При регулировке отпускного клапана допускается установка паранитовой прокладки с последующей регулировкой отпускного и тормозного вентиля.
21.4.8. В отпускном вентиле зазор от верха якоря до поверхности соприкосновения корпуса с мембраной должен быть в пределах 1,1 - 1,4 мм. В тормозном вентиле ход клапана должен составлять 0,8 - 1,6 мм.
21.4.9. Необходимо зачистить рабочие поверхности пружинных контактов на изоляционной колодке, проверить высоту контактов, которая должна составлять (8 ± 1) мм. При обнаружении сдвига контактов их следует закрепить, у просевших контактов следует заменить или подогнуть пружины.
21.4.10. Корпус пневматического реле необходимо очистить внутри, каналы продуть сжатым воздухом и протереть. Нижнюю крышку, тормозной клапан и пружину необходимо очистить и протереть. Все детали следует тщательно осмотреть.
21.4.11. Резиновую диафрагму пневматического реле следует заменить при наличии остаточного прогиба более 3 мм, порезов и расслоений, а также по истечении установленного срока службы независимо от состояния.
21.4.12. При наличии порезов или вмятин глубиной более 0,3 мм резиновые уплотнения необходимо заменить. Резиновую манжету при неисправности или при истекшем сроке ее годности независимо от состояния следует заменить новой.
21.4.13. После устранения всех неисправностей пневматическое реле необходимо собрать и испытать на приспособлении. При этом следует проверить плотность манжеты и чувствительность реле при торможении. В собранном реле следует проверить ход диафрагмы и клапана вниз от исходного положения, который должен быть не менее 2,5 мм.
21.4.14. У переключательного клапана все детали следует тщательно осмотреть. Резиновые детали с порезами или вмятинами, нарушающими работоспособность клапана, необходимо заменить.
21.4.15. После устранения неисправности переключательный клапан необходимо собрать. При сборке все трущиеся поверхности деталей следует смазать.
21.4.16. Необходимо проверить действие переключательного клапана на специальном приспособлении или на стенде, контролируя:
переключение клапана при переходе с электрического управления тормозом на пневматическое и обратно;
плотность соединения крышек с корпусом при электрическом и пневматическом управлении. При обмыливании образование мыльных пузырей в соединении не допускается;
плотность переключательного клапана в обоих положениях. При электрическом управлении и давлении в тормозном цилиндре 0,5 кгс/см2 следует обмылить отверстие для сообщения с воздухораспределителем, а при пневматическом - с электровоздухораспределителем. Допускается образование мыльного пузыря удерживающегося не менее 5 с.
Разрешается проверять плотность крышек и клапана в обоих положениях по падению давления в корпусе после зарядки его до давления 3,5 кгс/см2. Снижение давления допускается не более чем на 0,2 кгс/см2 за 1 мин.
21.5.1. Каждый воздухораспределитель и электровоздухораспределитель после ремонта и проверки действия отдельных узлов на специальных приспособлениях должен быть испытан.
Испытание воздухораспределителей и электровоздухораспределителей на стенде унифицированной конструкции производится в соответствии с разделом 22 настоящей Инструкции.
Испытательный стенд, схема которого отличается от схемы стенда унифицированной конструкции, должен быть допущен к применению в АКП вагонных депо и вагоноремонтных заводов Департаментом пассажирских сообщений МПС России, а испытание на нем производится в соответствии с руководством по эксплуатации этого стенда.
Проведение испытаний на стенде с регистрацией параметров при выключенных регистрирующих устройствах запрещается.
21.5.2. Результаты испытания воздухораспределителей и электровоздухораспределителей должны быть отражены в книге формы ВУ-47 за подписью мастера или бригадира с указанием даты приемки приборов.
При испытании на стенде с регистрацией параметров результаты испытания должны быть сохранены в памяти ПЭВМ, а в книге формы ВУ-47 необходимо записывать дату испытания, тип и номер принятого воздухораспределителя и электровоздухораспределителя с росписью исполнителя ремонта и мастера или бригадира.
21.5.3. На каждом отремонтированном и принятом воздухораспределителе и электровоздухораспределителе должна стоять пломба и бирка, а на переключательном клапане бирка. На бирке должны быть нанесены клеймо АКП и дата ремонта (число, месяц и две последние цифры года), на пломбе - клеймо АКП.
22.1.1. Стенд должен быть установлен в закрытом сухом помещении, в котором поддерживается нормальная температура и освещенность для проведения испытаний.
22.1.2. Стенд необходимо подключить к напорной магистрали с давлением сжатого воздуха не ниже 6 кгс/см2 и электросети с напряжением 220 В и частотой тока 50 Гц. Если в имеющейся воздухопроводной магистрали нет стационарных влагоотделителей, то стенд следует подключить к магистрали через влагоотделитель любой конструкции.
22.1.3. Стенд должен иметь (рисунок 23): магистральный 11 и запасный 1 резервуары объемом соответственно 55 и 78 л; рабочую камеру 15 объемом 1,5 л (объемы резервуаров и рабочей камеры даны с учетом объема подводящих труб); тормозной цилиндр 16 диаметром 356 мм (14") с выходом штока 150 мм, оборудованный выпускным краном (клапаном) с отверстием диаметром 1 мм (разрешается заменять тормозной цилиндр резервуаром объемом 20 л - тормозной резервуар); кран машиниста 5 с контроллером или заменяющее его устройство; блок электропитания 18, позволяющий изменять рабочее напряжение от 0 до 50 В постоянного тока; привалочные фланцы 13 и 14; разобщительные краны или клапаны, в том числе с дроссельными отверстиями 6, 7, 8, 9, 12 для обеспечения необходимого темпа изменения давления в магистральном резервуаре и 19 - для проверки крана машиниста или заменяющего его устройства; фильтр 4 № 145-2 для очистки воздуха на входе стенда; контрольно-измерительные приборы 2 (манометры) класса точности не ниже 0,6 и пределом измерения до 10 кгс/см2; водоспускные краны 10 на всех резервуарах; прижимы для испытываемых тормозных приборов; трубопровод.
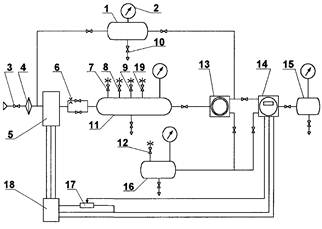
1 - запасный
резервуар; 2 - манометр; 3 - разобщительный кран; 4 -
фильтр; 5 - блок крана
машиниста или заменяющее устройство; 6, 7, 8, 9, 12, 19 - дроссельные
отверстия диаметром
соответственно 0,8; 5; 8; 0,9; 1 и 2 мм; 10 - водоспускной кран; 11
- магистральный резервуар;
13, 14 - привалочные фланцы соответственно для воздухораспределителя и электровоздухораспределителя; 15 - рабочая камера; 16 - тормозной резервуар;
17 - реостат; 18 - блок электропитания.
Рисунок 23. Принципиальная схема стенда для испытания воздухораспределителей и электровоздухораспределителей пассажирских вагонов
22.1.4. Стенд должен обеспечивать в магистральном резервуаре: зарядное давление (5,0 + 0,2) кгс/см2;
все режимы изменения давления, задаваемые краном машиниста или заменяющим его устройством;
снижение давления с 5,0 до 4,5 кгс/см2 в течение 75 - 80 с (темп проверки мягкости действия) через отверстие 9 диаметром 0,9 мм (с установленным воздухораспределителем);
снижение давления с 5 до 4 кгс/см2 в течение 2,5 - 3 с (темп служебного торможения) через отверстие 7 диаметром 5 мм;
снижение давления темпом 0,8 кгс/см2 за 1 с через отверстие 8 диаметром 8 мм;
повышение давления с 4,5 до 4,6 кгс/см2 в течение 10 - 15 с через отверстие 6 диаметром 0,8 мм.
Диаметры дроссельных отверстий на каждом конкретном стенде должны быть откорректированы для обеспечения заданных темпов.
22.1.5. Осмотр и ремонт стенда производятся через каждые 3 месяца. Результаты осмотра и ремонта следует записывать в книгу формы ВУ-47.
Для проверки плотности составных частей стенда, работающих под давлением сжатого воздуха, стенд необходимо подключить к воздушной напорной магистрали с давлением не ниже 6 кгс/см2. На привалочные фланцы 13 и 14 следует установить испытанные исправные тормозные приборы, стенд зарядить до давления (6,0 + 0,5) кгс/см2 и после полного служебного торможения отключить все резервуары. В соответствии с нормами плотности допускается следующее падение давления:
в тормозном цилиндре - 0,1 кгс/см2 за 3 мин; допустимое давление не выше 4,5 кгс/см2;
в тормозном 16, запасном 1 и магистральном 11 резервуарах и соединениях - 0,1 кгс/см2 за 5 мин.
В рабочей камере 15 падение давления за время испытания не допускается.
22.1.6. При проверке стенда перед началом работы каждой смены необходимо:
проверить темп изменения давления в магистральном резервуаре 11 в соответствии с требованиями пункта 22.1.4 настоящей Инструкции;
проверить плотность рабочей камеры 15 в соответствии с пунктом 22.1.5 настоящей Инструкции;
продуть все резервуары через водоспускные краны 10.
22.1.7. Все выпускные отверстия стенда для снижения шума должны быть соединены с общим трубопроводом, выведенным из помещения АКП наружу.
При испытании воздухораспределителей 292 и 292М необходимо:
22.2.1. Проверить время зарядки запасного резервуара. При зарядном давлении в магистральном резервуаре зарядить запасный резервуар с начального давления 3,8 кгс/см. При этом повышение давления с 4,0 до 4,5 кгс/см2 должно произойти за время от 15 до 25 с.
22.2.2. Проверить плотность золотников и седла клапана экстренного торможения. При проверке плотности обмыливанием атмосферных отверстий отключить воздухораспределитель в зарядном положении от тормозного цилиндра. Допускается образование воздушного пузыря, удерживающегося не менее 5 с.
Разрешается проверять плотность по падению давления в золотниковой камере при наличии манометра на канале золотниковой камеры испытательного стенда. При этом отключить воздухораспределитель в зарядном положении от тормозного цилиндра, запасного и магистрального резервуаров. Падение давления за 60 с допускается не более чем на 0,2 кгс/см2.
22.2.3. Проверить действие воздухораспределителя при ступени торможения. Снизить давление в магистральном резервуаре на 0,3 кгс/см2. Образовавшееся в тормозном цилиндре давление (не менее 0,4 кгс/см2) не должно изменяться в течение 1 мин более чем на ±0,1 кгс/см2.
После этого произвести дополнительное снижение давления в магистральном резервуаре на 0,3 кгс/см2. Затем медленным темпом через отверстие диаметром 0,8 мм зарядить магистральный резервуар. Полный отпуск со снижением давления в тормозном цилиндре ниже 0,4 кгс/см2, а в тормозном резервуаре ниже 0,5 кгс/см2 для короткосоставного режима должен произойти не более чем за 70 с.
22.2.4. Проверить действие воздухораспределителя при служебном и экстренном торможении. При снижении давления в магистральном резервуаре с зарядного давления до 3,5 кгс/см2 через отверстие диаметром 5 мм ускоритель экстренного торможения не должен срабатывать. При снижении давления в магистральном резервуаре с зарядного давления до 3,5 кгс/см2 через отверстие диаметром 8 мм ускоритель должен сработать на экстренное торможение, при этом время наполнения тормозного цилиндра или тормозного резервуара от начала торможения до давления 3,5 кгс/см2 должно быть от 5 до 8 с для короткосоставного режима и от 10 до 16 с - для длинносоставного.
22.2.5. Проверить время отпуска тормоза после экстренного торможения. Время от начала выпуска воздуха из тормозного цилиндра до установления давления в нем 0,4 кгс/см2, а для тормозного резервуара - 0,5 кгс/см2 должно быть от 9 до 13 с для короткосоставного режима и от 19 до 27 с - для длинносоставного. Начало отпуска должно произойти при повышении давления в магистрали не более чем на 0,2 кгс/см2 по отношению к давлению в запасном резервуаре.
22.2.6. Проверить мягкость действия воздухораспределителя. После полной зарядки запасного резервуара снизить давление в магистральном резервуаре через отверстие диаметром 0,9 мм с зарядного до 4,5 кгс/см2. При этом воздухораспределитель не должен прийти в действие.
При испытании электровоздухораспределителя 305 необходимо:
22.3.1. Проверить плотность соединений и манжеты хвостовика питательного клапана. Проверка производится при зарядном давлении в магистральном резервуаре. При проверке плотности манжеты обмыливанием атмосферных отверстий корпуса пневматического реле допускается образование пузырей, удерживающихся не менее 5 с.
Допускается проверять плотность соединений манжеты и отпускного клапана пневматического реле по падению давления в рабочей камере. Для этого электровоздухораспределитель включить на торможение и через 5 - 7 с отключить от запасного резервуара. Снижение давления за 1 мин допускается не более чем на 0,2 кгс/см2.
22.3.2. Проверить чувствительность электровоздухораспределителя на торможение. Произвести малые ступени торможения. Первая ступень должна соответствовать давлению в тормозном цилиндре (тормозном резервуаре) не более 0,5 кгс/см2, при последующих ступенях давление в тормозном цилиндре должно увеличиваться не более чем на 0,3 кгс/см2. Проверка производится при напряжении на электромагнитных вентилях 50 В.
22.3.3. Проверить чувствительность электровоздухораспределителя на питание тормозного цилиндра (резервуара) и плотность клапанов тормозного и отпускного вентилей. Произвести ступень торможения до давления в тормозном цилиндре (резервуаре) (2,5 + 0,5) кгс/см2, при этом в течение 1 мин изменение давления в рабочей камере допускается не более ±0,2 кгс/см2. Создать утечку из тормозного цилиндра (резервуара) через отверстие диаметром 1 мм, при этом электровоздухораспределитель должен поддерживать давление в тормозном цилиндре (резервуаре) с колебаниями не более ±0,2 кгс/см2 в течение 1 мин. Проверка производится при напряжении на электромагнитных вентилях 50 В.
22.3.4. Проверить чувствительность электровоздухораспределителя на отпуск. При давлении в тормозном цилиндре (резервуаре) (2,5 + 0,5) кгс/см2 производится отпуск тормоза малыми ступенями. Первая ступень должна соответствовать снижению давления в тормозном цилиндре (резервуаре) не более 0,5 кгс/см2, последующие ступени - не более 0,3 кгс/см2. Проверка производится при напряжении на электромагнитных вентилях 50 В.
22.3.5. При зарядном давлении в магистральном резервуаре проверить время наполнения тормозного цилиндра до давления 3 кгс/см2, которое должно быть (3 ± 0,5) с. Время отпуска при снижении давления с 3,0 до 0,4 кгс/см2 в тормозном цилиндре (с 3,0 до 0,5 кгс/см2 в тормозном резервуаре) должно быть (4,5 ± 1) с. Проверка производится при напряжении на электромагнитных вентилях 50 В.
22.3.6. Проверить срабатывание клапанов электромагнитных вентилей. При подаче на обмотки напряжения 30 В клапан тормозного вентиля должен открыться, клапан отпускного вентиля - закрыться, при этом давление в рабочей камере и тормозном цилиндре (резервуаре) должно повыситься.
После уменьшения напряжения до 10 В клапан тормозного вентиля должен закрыться, а клапан отпускного вентиля - открыться, при этом давление в рабочей камере и тормозном цилиндре должно снизиться до нуля.
22.3.7. Проверить действие переключательного клапана на специальном приспособлении или на стенде, контролируя:
переключение клапана при переходе с электрического управления тормозом на пневматическое и обратно;
плотность соединения крышек с корпусом при электрическом и пневматическом управлении, образование мыльных пузырей в соединении не допускается;
плотность переключательного клапана в обоих его положениях, для чего при подаче сжатого воздуха в канал к воздухораспределителю обмылить выходное отверстие канала к электровоздухораспределителю и наоборот, при подаче сжатого воздуха в канал к электровоздухораспределителю обмылить выходное отверстие канала к воздухораспределителю. Допускается образование воздушного пузыря, удерживающегося не менее 5 с.
Разрешается проверять плотность крышек и клапана в обоих положениях по падению давления в корпусе после зарядки его до давления 3,5 кгс/см2, снижение давления допускается не более чем на 0,2 кгс/см2 за 1 мин.
23.1.1. Регулировка тормозной рычажной передачи грузовых и рефрижераторных вагонов производится после сборки механической части тормоза вагона и соединения ее с тормозными рычажными передачами тележек, подкатанными под вагон.
При этом перед установкой на вагон регулирующий винт регулятора тормозной рычажной передачи должен быть вывернут так, чтобы размер «а» (расстояние от торца муфты защитной трубы до присоединительной резьбы на винте) был не менее 500 мм (рисунок 26, 27).
23.1.2. Упорный рычаг привода регулятора следует отвести от его корпуса, для чего у рычажного привода необходимо предварительно вынуть валик, соединяющий регулировочный винт привода с упорным рычагом.
Упор стержневого привода необходимо установить от корпуса регулятора на расстоянии не менее 160 мм при чугунных колодках и не менее 200 мм при композиционных колодках.
23.1.3. Режимный валик воздухораспределителя на вагоне с композиционными колодками следует установить на средний режим, а с чугунными колодками и на вагоне-хоппере для перевозки цемента с композиционными колодками - на груженый режим.
На дизельном вагоне 5-вагонной рефрижераторной секции режимный валик воздухораспределителя должен быть установлен, вне зависимости от типа колодок, на средний режим.
Установку режимного валика в особых случаях необходимо производить в соответствии с указаниями МПС России.
На вагонах, оборудованных авторежимом, под упор авторежима необходимо подложить металлическую прокладку толщиной (32 - 1) мм.
23.1.4. Для регулировки тормозной рычажной передачи на грузовом вагоне следует вращением корпуса регулятора установить зазор между тормозными колодками и колесами от 5 до 8 мм и отрегулировать наклон рычагов и выход штока тормозного цилиндра.
При симметричном расположении тормозного цилиндра на вагоне при полном служебном торможении ведущий горизонтальный рычаг (горизонтальный рычаг со стороны штока тормозного цилиндра) должен располагаться перпендикулярно к оси тормозного цилиндра или иметь наклон от своего перпендикулярного положения до 10° в сторону от тележки (рисунок 24).
При несимметричном расположении тормозного цилиндра на вагоне при полном служебном торможении промежуточный тыловой рычаг должен иметь наклон не менее 20° в сторону тележки (рисунок 25).
Выход штока тормозного цилиндра при полном служебном торможении должен находиться в пределах, приведенных в таблице 1.
Регулировку наклона рычагов необходимо осуществлять перестановкой валиков на тягах, с последующей регулировкой размера «а» и повторной проверкой выхода штока тормозного цилиндра.
Укорачивать тормозные тяги запрещается.
23.1.5. Регулировка тормозной рычажной передачи на рефрижераторных вагонах производится в соответствии с пунктами 23.2.3 и 23.2.4 настоящей Инструкции.
23.1.6. После регулировки тормозной рычажной передачи необходимо произвести полное служебное торможение, подвести упорный рычаг (упор) привода к корпусу регулятора вплотную и зафиксировать его положение, для чего у рычажного привода вращением регулировочного винта следует совместить отверстие в его головке с отверстием в упорном рычаге привода и соединить их валиком, с постановкой шайбы и шплинта.
После установки привода регулятора следует отпустить тормоз. При этом расстояние между корпусом регулятора и упорным рычагом (упором) устанавливается автоматически. Ориентировочные величины размера «А» приведены в таблице 14.
23.1.7. Регулятор следует проверить на стягивание тормозной рычажной передачи. Измерить размер «а» регулятора, вращением корпуса регулятора распустить тормозную рычажную передачу, произвести полное служебное торможение, затем отпустить тормоз и проконтролировать размер «а» - он должен сократиться на 5 - 11 мм у регуляторов 574Б и на 7 - 20 мм у регуляторов РТРП-675 и РТРП-675М.
Обратным вращением корпуса регулятора стянуть тормозную рычажную передачу до первоначального размера «а».
23.1.8. После регулировки тормозной рычажной передачи необходимо:
на вагонах, не оборудованных авторежимом, установить режимный переключатель воздухораспределителя в зависимости от типа вагона, типа колодок и степени загрузки вагона, на порожний, средний или груженый режим в соответствии с требованиями Инструкции по эксплуатации тормозов подвижного состава железных дорог;
на вагонах, оборудованных авторежимом, извлечь прокладку, поставленную для регулировки под упор авторежима.
23.1.9. Регулировку тормозной рычажной передачи и проверку действия регулятора допускается совмещать с испытанием тормоза на вагоне.
Таблица 14. Ориентировочные установочные размеры привода регулятора тормозной рычажной передачи грузовых и рефрижераторных вагонов
|
Тип вагона |
Тип тормозных колодок |
Размер «А», мм |
|
|
рычажный привод |
стержневой привод |
||
|
Грузовой 4-осный |
Композиционные |
35 - 50 |
- |
|
Чугунные |
40 - 60 |
- |
|
|
Грузовой 8-осный |
Композиционные |
30 - 50 |
- |
|
Рефрижераторный 5-вагонной секции постройки БМЗ и ГДР |
Композиционные |
25 - 60 |
55 - 145 |
|
Чугунные |
40 - 75 |
60 - 100 |
|
|
Автономный рефрижераторный вагон (АРВ) |
Композиционные |
- |
140 - 200 |
|
Чугунные |
- |
130 - 150 |
|

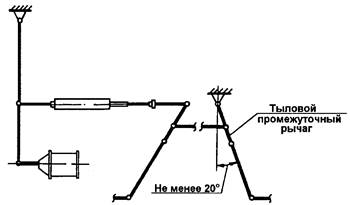
Рисунок 25
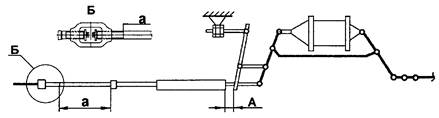
Рисунок 26. Схема установки на вагоне регулятора
тормозной рычажной передачи
с рычажным приводом.
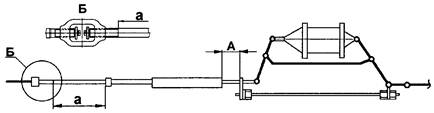
Рисунок 27. Схема установки на
вагоне регулятора тормозной рычажной передачи
со стержневым приводом
23.2.1. После подкатки тележек под вагон следует собрать механическую часть тормоза вагона. Перед установкой на вагон регулятора тормозной рычажной передачи регулирующий винт его необходимо вывернуть так, чтобы размер «а» (расстояние от торца муфты защитной трубы до присоединительной резьбы на винте) был не менее 400 мм (рисунок 26, 27).
23.2.2. Упор стержневого привода следует установить от корпуса регулятора на расстоянии не менее 160 мм при чугунных колодках и не менее 200 мм при композиционных колодках.
23.2.3. Необходимо проверить правильность регулировки тормозной рычажной передачи тележки (рисунок 10): проконтролировать размер «У» (расстояние между головкой тяги и кронштейном подвески затяжки рычагов внутренней колесной пары) при новых колодках, прижатых к колесам при полном служебном торможении, который должен быть не менее 120 мм.
При регулировке тормозной рычажной передачи тележки разность чисел неиспользованных отверстий внутренней (В) и наружной (Н) головок тяги должна быть минимальной. При этом больший запас должен быть во внутренней головке (В) тяги тележки.
При меньшем значении размера «У» допускается перерегулировка тормозной рычажной передачи тележки за счет изменения размера «Т» (расстояния между валиками соединения тяги с вертикальными рычагами).
23.2.4. Тормозную рычажную передачу на вагоне следует регулировать так, чтобы в отпущенном состоянии тормоза ведущий горизонтальный рычаг (горизонтальный рычаг со стороны штока тормозного цилиндра) имел наклон в сторону тележки (рисунок 28). При этом расстояние от оси шарнира соединения этого рычага с регулятором до перпендикуляра, восстановленного от оси шарнирного соединения рычага со штоком тормозного цилиндра к продольной оси вагона, не должно превышать 60 мм.
Наклон рычага необходимо регулировать стяжной муфтой, установленной в тыловой тяге и перестановкой валиков на тягах с последующей регулировкой размера «а» и повторной проверкой выхода штока тормозного цилиндра при полном служебном торможении. Выход штока тормозного цилиндра при полном служебном торможении должен быть установлен в пределах, приведенных в таблице 1.
Укорачивать тормозные тяги запрещается.

Рисунок 28
23.2.5. Для поддержания выхода штока тормозного цилиндра в указанных пределах необходимо установить размер «А». Для этого производится полное служебное торможение, после чего упор привода следует подвести к корпусу регулятора вплотную и закрепить его на стержне. Затем следует отпустить тормоз, при этом размер «А», ориентировочные величины которого приведены в таблице 15, устанавливается автоматически.
Таблица 15. Ориентировочные установочные размеры привода регулятора тормозной рычажной передачи на пассажирских вагонах
|
Тара вагона |
Тип тормозных колодок |
Размер «А», мм |
|
|
рычажный привод |
стержневой привод |
||
|
От 42 до 47 т |
Композиционные Чугунные |
25 - 45 50 - 70 |
140 - 200 130 - 150 |
|
От 48 до 52 т |
Композиционные Чугунные |
25 - 45 50 - 70 |
120 - 160 90 - 135 |
|
От 53 до 65 т |
Композиционные Чугунные |
25 - 45 50 - 70 |
100 - 130 90 - 110 |
23.2.7. Регулятор следует проверить на стягивание тормозной рычажной передачи, для чего необходимо измерить размер «а» регулятора, вращением корпуса регулятора распустить тормозную рычажную передачу, затем производится полное служебное торможение с последующим отпуском тормоза и контролем размера «а» - он должен сократиться на 5 - 11 мм у регуляторов 574Б и на 7 - 20 мм у регуляторов РТРП-675 и РТРП-675М.
Обратным вращением корпуса регулятора следует стянуть тормозную рычажную передачу до первоначального размера «а».
24.1. Приемку тормозного оборудования на вагоне обязаны выполнять лица, указанные в пункте 2.4 настоящей Инструкции.
24.2. У вагона, предъявленного к приемке тормозного оборудования, необходимо:
проверить правильность монтажа и крепления всего тормозного оборудования;
проконтролировать регулировку авторежима (в случае его наличия);
проверить регулировку тормозной рычажной передачи и действие ее регулятора;
проверить действие стояночного тормоза;
испытать тормоз.
24.3. Крепление тормозного оборудования на вагоне должно соответствовать требованиям раздела 5 настоящей Инструкции.
24.4. Регулировка авторежима на вагоне должна соответствовать требованиям раздела 18 настоящей Инструкции.
24.5. Регулировка тормозной рычажной передачи и проверка действия регулятора должны соответствовать требованиям раздела 23 настоящей Инструкции.
24.6. Проверка действия стояночного тормоза производится после регулировки тормозной рычажной передачи.
Вращением штурвала следует привести в действие стояночный тормоз. Все тормозные колодки при этом должны плотно прижаться к колесам. Затем следует выключить фиксирующий механизм стояночного тормоза и перевести штурвал из рабочего положения в выключенное. Тормозные колодки при этом должны отойти от колес.
Перемещение вала со штурвалом стояночного тормоза должно происходить без заеданий.
24.7. При испытании тормоза вагона должны быть проконтролированы:
плотность тормозной системы вагона;
действие тормоза при торможении и отпуске;
действие выпускного клапана.
24.8. Испытание тормоза вагона на типовой установке производится в соответствии с разделом 25 настоящей Инструкции.
Испытательная установка, схема которой отличается от схемы типовой установки, должна быть допущена к применению в вагонных депо и на вагоноремонтных заводах Департаментом вагонного хозяйства МПС России, а испытание на ней производится в соответствии с руководством по эксплуатации этой установки.
Проведение испытаний на установке с регистрацией параметров при выключенных регистрирующих устройствах запрещается.
24.9. Результаты испытаний тормоза вагона должны быть отражены в книге формы ВУ-68.
При испытании на установке с регистрацией параметров результаты испытания должны быть сохранены в памяти ПЭВМ, а в книге формы ВУ-68 необходимо записывать дату испытания и номер принятого вагона за подписью лиц в соответствии с пунктом 2.14 настоящей Инструкции.
25.1.1. Действие тормоза вагона при торможении должно оцениваться по давлению воздуха в тормозном цилиндре вагона, по выходу штока тормозного цилиндра и плотному прижатию всех тормозных колодок к колесам.
25.1.2. Действие тормоза вагона при полном отпуске должно оцениваться по отсутствию давления в тормозном цилиндре, по возвращению штока тормозного цилиндра в исходное положение и отходу всех колодок от колес.
25.1.3. Допускается при текущем отцепочном ремонте испытывать одновременно тормоз у группы вагонов, состоящей не более чем из 6 вагонов, подключенных к одной испытательной установке, с обязательной постановкой манометров на тормозной цилиндр каждого вагона.
25.2.1. Принципиальная пневматическая схема типовой установки для испытания тормоза на вагоне должна соответствовать схеме, приведенной на рисунке 29.
25.2.2. Установка должна иметь:
кран машиниста или заменяющий его блок управления;
магистральный резервуар объемом 55 л;
контрольно-измерительные приборы для контроля времени (секундомер) и величины давления (для измерения давления в тормозном цилиндре - манометр с пределом измерения 6 кгс/см2 класса точности не ниже 1,0 или манометр с пределом измерения 10 кгс/см2 класса точности не ниже 0,6; для измерения давления в тормозной магистрали - манометр с пределом измерения 10 кгс/см2 класса точности не ниже 0,6);
разобщительные краны или устройства, заменяющие их;
соединительные рукава для подключения установки к источнику сжатого воздуха и к испытываемому вагону.
25.2.3. Магистральный резервуар должен иметь кран с дроссельным отверстием диаметром 2 мм для проверки крана машиниста (блока управления) и водоспускной кран.
25.2.4. Кран машиниста или заменяющий его блок управления должен обеспечивать:
величины давления в магистральном резервуаре: (5,4 ± 0,1), (4,5 ± 0,1) и (3,5 ± 0,1) кгс/см2;
автоматическое поддержание установившегося давления в магистральном резервуаре;
темп служебного торможения - понижение давления в магистральном резервуаре с 5,0 до 4,0 кгс/см2 за время от 4 до 6 с;
темп отпуска - повышение давления в магистральном резервуаре с 4,0 до 5,0 кгс/см2 за время не более 5 с;
ступень торможения - снижение, давления в магистральном резервуаре с (5,4 ± 0,1) кгс/см2 на 0,5 - 0,6 кгс/см2.
25.2.5. Проверка плотности установки и заданных темпов производится в следующей последовательности:
установку через рукав 1 подключить к воздушной напорной магистрали с давлением не ниже 6,0 кгс/см2;
кран машиниста (блок управления) установить на зарядное давление (5,4 ± 0,1) кгс/см2;
открыть кран 2 и закрыть кран 4;
на рукав 7 установить заглушку с отверстием диаметром 5 мм;
обмылить заглушку и проверить плотность крана 4, при этом в отверстии заглушки допускается появление мыльного пузыря, удерживающегося не менее 10 с;
снять с рукава 7 заглушку с отверстием и установить на него заглушку с выпускным клапаном (краном);
открыть кран 4;
зарядить воздушную систему установки до давления (5,4 ± 0,1) кгс/см2, после двухминутной выдержки закрыть кран 4, и проверить плотность - в течение 5 мин снижение давления воздуха, наблюдаемое по манометру 5, допускается не более чем на 0,1 кгс/см2;
открыть кран 4;
краном машиниста (блоком управления) снизить давление до (3,5 + 0,1) кгс/см2 при этом проверить темп торможения - время снижения давления, наблюдаемого по манометру 5, с 5,0 до 4,0 кгс/см2 должно быть от 4 до 6 с;
кран машиниста (блок управления) перевести на зарядное давление (5,4 ± 0,1) кгс/см2 и проверить темп отпуска - повышение давления, наблюдаемое по манометру 5, с 4,0 до 5,0 кгс/см2 должно произойти не более чем за 5 с;
для проверки крана машиниста (блока управления) на автоматичность поддержания давления необходимо краном машиниста (блоком управления) установить зарядное давление в магистральном резервуаре, а затем создать утечку через отверстие диаметром 2 мм (открыть кран 8), при этом кран машиниста (блок управления) должен поддерживать установившееся давление в магистральном резервуаре с отклонением не более 0,15 кгс/см2;
закрыть кран 4, сбросить давление до нуля с помощью выпускного клапана (крана) в заглушке и затем снять ее с рукава 7.
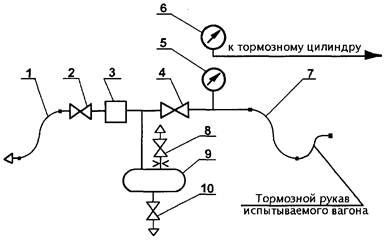
1, 7 - соединительные рукава; 2, 4 - разобщительные краны или заменяющие их устройства;
3 - кран
машиниста (блок управления); 5, 6 - манометры; 8 - кран с
дроссельным отверстием Ø 2 мм
или заменяющее его устройство; 9 - магистральный резервуар; 10 -
водоспускной кран
Рисунок 29. Принципиальная пневматическая
схема типовой установки для
испытания тормоза грузовых и рефрижераторных вагонов
25.3.1. Для проведения испытания на тормозном цилиндре вагона должен быть установлен манометр.
25.3.2. Тормозную магистраль вагона через один из соединительных рукавов следует подсоединить к установке, на головку противоположного соединительного рукава вагона необходимо установить заглушку, при этом оставляя открытым концевой кран. Воздухораспределитель вагона должен быть включен. При проверке группы вагонов заглушку следует устанавливать на соединительном рукаве концевого вагона.
25.4. Проверка плотности пневматической тормозной системы вагона
25.4.1. Для проверки плотности тормозной системы вагона необходимо открыть кран 4 и зарядить тормозную систему вагона сжатым воздухом до давления (5,4 ± 0,1) кгс/см2.
Контроль зарядки тормозной системы вагона производится по времени зарядки, которое должно быть не менее 6 минут.
После зарядки следует перекрыть кран 4 и проверить плотность пневматической тормозной системы вагона - падение давления, контролируемого по манометру 5, не должно превышать 0,1 кгс/см2 в течение 5 мин.
25.5.1. Для проверки действия тормоза грузовых и рефрижераторных вагонов (далее - тормоз) следует включить воздухораспределитель вагона на равнинный режим.
На вагонах, не оборудованных авторежимом, режимный валик воздухораспределителя необходимо установить на порожний режим.
На вагонах, оборудованных авторежимом, следует закрепить режимный валик воздухораспределителя при композиционных колодках на среднем режиме, при чугунных - на груженом, на вагоне-хоппере для перевозки цемента с композиционными колодками режимный валик воздухораспределителя должен быть установлен на груженый режим.
Следует зарядить тормозную систему вагона до давления (5,4 ± 0,1) кгс/см2, после чего снизить давление в магистрали вагона на 0,5 - 0,6 кгс/см2, при этом тормоз должен прийти в действие и не отпускать в течение 5 мин. Затем повысить давление в тормозной магистрали вагона до зарядного - тормоз должен полностью отпустить за время не более 70 с.
После зарядки тормозной системы вагона следует снизить давление в магистрали вагона до (3,5 ± 0,1) кгс/см2 (производится полное служебное торможение). При этом:
тормоз должен прийти в действие;
установившееся давление в тормозном цилиндре должно соответствовать величинам, приведенным в таблице 16;
падение установившегося в тормозном цилиндре давления после того, как тормоз пришел в действие, не должно превышать при деповском и капитальном ремонтах 0,1 кгс/см2 за 3 мин, а при текущем отцепочном ремонте - за 2 мин.
Затем необходимо повысить давление в магистрали вагона до (4,5 ± 0,1) кгс/см2, при этом должен произойти полный отпуск тормоза.
Таблица 16. Давление в тормозном цилиндре при полном служебном торможении на порожнем вагоне
|
Наличие авторежима |
Режим работы воздухораспределителя |
Давление в тормозном цилиндре, кгс/см2 |
|
Без авторежима |
Порожний |
1,4 - 1,8 |
|
С авторежимом (для вагонов с тарой до 27 т) |
Средний Груженый |
1,2 - 1,6 1,4 - 2,0 |
|
С авторежимом (для вагонов с тарой от 27 т до 32 т) |
Средний |
1,5 - 1,7 |
|
С авторежимом (для вагонов с тарой от 32 т до 36 т) |
1,8 - 2,0 |
|
|
С авторежимом (для вагонов с тарой от 36 т до 45 т) |
2,1 - 2,3 |
25.5.2. После зарядки тормозной системы вагона до (5,4 ± 0,1) кгс/см2 воздухораспределитель следует переключить на горный режим.
На вагонах, не оборудованных авторежимом, режимный валик воздухораспределителя необходимо переключить при композиционных колодках на средний режим, при чугунных - на груженый режим. У дизельного вагона 5-вагонной рефрижераторной секции, вне зависимости от типа колодок, режимный валик воздухораспределителя необходимо закрепить на среднем режиме.
У вагонов, оборудованных авторежимом, под упор вилки авторежима необходимо подложить металлическую прокладку толщиной (32 - 1) мм.
После чего следует снизить давление в тормозной магистрали с (5,4 ± 0,1) до (3,5 ± 0,1) кгс/см2 (производится полное служебное торможение).
При этом:
тормоз должен прийти в действие;
установившееся давление в тормозном цилиндре вагона должно соответствовать величинам, приведенным в таблице 17 настоящей Инструкции;
выход штока тормозного цилиндра должен находиться в пределах, приведенных в таблице 1 настоящей Инструкции.
Затем следует повысить давление в тормозной магистрали вагона до (5,4 ± 0,1) кгс/см2, при этом должен произойти полный отпуск тормоза.
По окончании испытания необходимо переключить воздухораспределитель на равнинный режим.
На вагонах, не оборудованных авторежимом, режимный валик воздухораспределителя необходимо переключить на порожний режим.
У дизельного вагона 5-вагонной рефрижераторной секции, вне зависимости от типа колодок, режимный валик воздухораспределителя необходимо оставить закрепленным на среднем режиме.
У вагонов, оборудованных авторежимом, необходимо извлечь прокладку, поставленную под упор вилки авторежима.
Таблица 17. Давление в тормозном цилиндре при полном служебном торможении при работе воздухораспределителя и авторежима в режиме, соответствующем
|
Режим работы воздухораспределителя |
Давление в тормозном цилиндре, кгс/см2, при камере: |
|
|
295.001 |
295M.001, 295M.002 |
|
|
Средний Груженый |
2,8 - 3,3 3,9 - 4,5 |
3,0 - 3,4 4,0 - 4,5 |
25.5.3. Проверка действия тормоза при текущем отцепочном ремонте на порожнем вагоне производится в соответствии с пунктом 25.5.1 настоящей Инструкции.
Для проверки действия тормоза при текущем отцепочном ремонте на груженом вагоне необходимо:
включить воздухораспределитель на равнинный режим;
проверить положение режимного валика воздухораспределителя, который должен быть установлен в полном соответствии с требованиями Инструкции по эксплуатации тормозов подвижного состава железных дорог;
зарядить тормозную систему вагона до давления (5,4 ± 0,1) кгс/см2, после чего снизить давление в магистрали вагона на 0,5 - 0,6 кгс/см2, при этом тормоз должен прийти в действие и не отпускать в течение 5 мин;
повысить давление в тормозной магистрали вагона до зарядного - тормоз должен полностью отпустить за время не более 70 с;
после зарядки тормозной системы вагона снизить давление в магистрали вагона до (3,5 ± 0,1) кгс/см2 (производится полное служебное торможение). При этом тормоз должен прийти в действие, выход штока тормозного цилиндра должен находиться в пределах, приведенных в таблице 1, падение установившегося в тормозном цилиндре давления после того, как тормоз пришел в действие, не должно превышать 0,1 кгс/см2 за 2 мин, у вагонов, не оборудованных авторежимом, установившееся давление в тормозном цилиндре в зависимости от режима работы воздухораспределителя должно соответствовать величинам, приведенным в таблицах 16 или 17, у вагонов, оборудованных авторежимом, при полной их загрузке установившееся давление в тормозном цилиндре должно соответствовать величинам, приведенным в таблице 17. У вагонов, оборудованных авторежимом, при неполной их загрузке действие тормоза при торможении должно оцениваться по выходу штока тормозного цилиндра и плотному прижатию всех тормозных колодок к колесам;
повысить давление в магистрали вагона до (4,5 ± 0,1) кгс/см2, при этом должен произойти полный отпуск тормоза.
25.6.1. Для проверки действия выпускного клапана воздухораспределителя следует отключить установку от испытываемого вагона - закрыть кран 4, перекрыть концевой кран вагона и после сброса давления в рукаве 7 и соединительном рукаве вагона разъединить их, после чего вновь открыть концевой кран вагона.
25.6.2. После разрядки тормозной магистрали вагона до нуля и достижения в тормозном цилиндре установившегося давления следует потянуть до отказа поводок выпускного клапана воздухораспределителя, удерживая его до полного выхода воздуха из рабочей камеры воздухораспределителя, после чего поводок отпустить. При этом должен произойти полный отпуск тормоза вагона.
25.7.1. По окончании испытания тормоза вагона необходимо снять заглушку с концевого рукава вагона и манометр с тормозного цилиндра, поставив на его место пробку.
26.1.1. В стендах для испытания воздухораспределителей и в установках для испытания тормоза на вагоне необходимо применять краны машиниста 326-1C или 326-1, специально доработанные с целью приведения их характеристик в соответствие с требованиями разделов 20 и 25 настоящей Инструкции.
26.1.2. Ремонт и испытание кранов производится планово - не реже одного раза в год, и внепланово - по мере необходимости.
26.1.3. Ремонт кранов производится в соответствии с Инструкцией по техническому обслуживанию, ремонту и испытанию тормозного оборудования локомотивов и моторвагонного подвижного состава, утвержденной МПС России 27 января 1998 г. № ЦТ-533, а испытание - в соответствии с настоящим разделом.
26.1.4. На отремонтированном и испытанном в условиях АКП кране должна быть установлена бирка с нанесенными на ней клеймом АКП и датой ремонта (число, месяц и две последние цифры года), а результаты испытания должны быть отражены в книге формы ВУ-47.
Результаты ремонта и испытания крана в условиях локомотивного депо должны быть оформлены актом.
26.2.1. Испытание крана производится на стендах для испытания воздухораспределителей, на установках для испытания тормоза на вагоне, или на специальных приспособлениях.
26.2.2. Специальное приспособление для испытания крана должно включать в себя:
магистральный резервуар объемом 55 л;
манометр для измерения давления в магистральном резервуаре с пределом измерения 10 кгс/см2 и класса точности не ниже 0,6;
магистральный резервуар должен иметь водоспускной кран и кран с дроссельным отверстием диаметром 2 мм.
26.2.3. Испытание крана производится в следующем порядке:
поставить ручку крана в крайнее левое положение, при этом
давление в магистральном резервуаре должно установиться (6,0 ± 0,1) кгс/см2;
не меняя положения ручки крана проверить плотность возбудительного клапана, атмосферного клапана и манжеты в цоколе крана, для чего необходимо обмылить атмосферные отверстия крана, при этом допускается образование мыльного пузыря, удерживающегося не менее 5 с;
переводя ручку крана из крайнего левого положения в крайнее правое, проконтролировать давление в магистральном резервуаре при трех поочередных положениях ручки, при этом кран должен обеспечивать в магистральном резервуаре следующие величины давления: (5,4 ± 0,1), (4,5 ± 0,1), (3,5 ± 0,1) кгс/см2;
при зарядном давлении в магистральном резервуаре (5,4 ± 0,1) кгс/см2 произвести ступень торможения, проконтролировав давление в магистральном резервуаре, которое должно понизиться на величину от 0,5 до 0,6 кгс/см2;
для проверки темпа отпуска необходимо при давлении в магистральном резервуаре (3,5 ± 0,1) кгс/см2 переводом ручки крана повысить давление в нем до (5,4 ± 0,1) кгс/см2, при этом повышение давления в магистральном резервуаре с 4,0 до 5,0 кгс/см2 должно произойти не более чем за 5 с;
для проверки темпа служебного торможения необходимо при давлении в магистральном резервуаре (5,4 ± 0,1) кгс/см2 переводом ручки крана снизить в нем давление до (3,5 ± 0,1) кгс/см2, при этом время снижения давления в магистральном резервуаре с 5,0 до 4,0 кгс/см2 должно быть от 4 до 6 с;
для проверки крана на автоматичность поддержания установившегося давления в магистральном резервуаре необходимо создать утечку из магистрального резервуара через отверстие диаметром 2 мм, при этом кран должен поддерживать установившееся давление в магистральном резервуаре (при любом положении ручки) с отклонением не более 0,15 кгс/см2.
При проверке электрических цепей ЭПТ необходимо:
27.1.1. Проверить правильность монтажа электрических цепей, измерить их сопротивление и сопротивление изоляции проводов. Измерение сопротивления проводов производится омметром с приведенной погрешностью не более ±2,5 % в диапазоне от 0 до 2 Ом. Измерение сопротивления изоляции производится мегаомметром на напряжение 1000 В с приведенной погрешностью не более ±15 % от верхнего предела измерений. Проверка производится при снятом электровоздухораспределителе.
27.1.2. Установить на каждый соединительный рукав головку с контактом от рукава 369А или размыкатель. При этом разомкнутся контакты 1 и 2 (рисунок 30) головок рукавов Р1 и Р2.
27.1.3. Измерить сопротивление рабочего провода между контактом 1 на камере ЭВР и контактами 1 на каждом соединительном рукаве Р1 и Р2, которое должно быть не более 1 Ом.
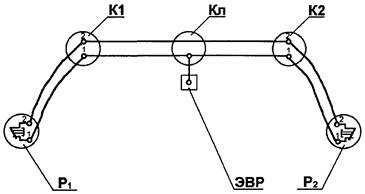
1, 2 - электрические контакты; Р1, Р2 - головки соединительных рукавов с электроконтактом;
К1, К2 - двухтрубные клеммные коробки 316.000-8; Кл - трехтрубная клеммная коробка 317.000-8;
ЭВР - электрический контакт на контактной колодке рабочей камеры (подключение электровоздухораспределителя)
Рисунок 30. Электрическая схема ЭПТ пассажирского вагона.
27.1.4. Измерить сопротивление изоляции между рабочим и контрольным проводами, подключая мегаомметр между контактом 1 на камере ЭВР и корпусами головок (контактами 2) на одном из рукавов Р1 или Р2, которое должно быть не менее 10 МОм.
27.1.5. Измерить сопротивление по цепям, которое должно быть не более 1 Ом. Для этого снимать поочередно с каждого соединительного рукава размыкатель, размыкатель на другом рукаве оставлять:
а) контакт 1 на камере ЭВР - рабочий провод - замкнутые контакты головки рукава Р2 - корпус головки (контакт 2) на рукаве Р1;
б) контакт 1 на камере ЭВР - рабочий провод - замкнутые контакты головки рукава Р1 - корпус головки (контакт 2) на рукаве Р2.
27.1.6. Измерить сопротивление изоляции между проводами ЭПТ и корпусом вагона. Для этого снять размыкатели и установить соединительные рукава на изолированные подвески. Сопротивление изоляции между корпусом вагона (рельсами) и любой точкой цепи должно быть не менее 0,8 МОм.
27.1.7. Проверка изоляции на электрическую прочность электрических цепей тормоза производится на специальной установке напряжением 1500 В переменного тока синусоидальной формы частотой 50 Гц мощностью 1 кВт и погрешностью в установке испытательного напряжения не более ±10 %, электрическая схема которой приведена на рисунке 31. Испытание изоляции на электрическую прочность необходимо выполнять при постановке соединительных рукавов на изолированные подвески. Испытания производятся в специальном помещении с соблюдением мер безопасности.
При проверке электрической прочности изоляции заземленный вывод испытательной установки необходимо подключить к раме вагона, а высоковольтный провод к испытуемой электрической цепи. Повышение и понижение испытательного напряжения производится плавно в течение 10 - 20 с. Проверка изоляции производится в течение 1 мин. Изоляция считается удовлетворительной, если не произошел ее пробой.
ЛАТР - лабороторный автотрансформатор; ТР - повышающий трансформатор;
kV - киловаттметр.
Рисунок 31. Электрическая схема установки для проверки
изоляции на
электрическую прочность электрических цепей тормоза
27.1.8. На рабочую камеру следует установить электровоздухораспределитель и проверить тормоз сначала на пневматическом управлении, а затем на электрическом управлении.
27.2.1. Плотность магистрального воздухопровода необходимо проверять при заглушенной головке соединительного рукава и открытом концевом кране на противоположном подсоединенному к испытательной установке конце воздухопровода вагона или группы вагонов.
27.2.2. Для проверки плотности воздухопровода следует зарядить магистральный воздухопровод вагона сжатым воздухом до давления (5,0 + 0,2) кгс/см2 при выключенном воздухораспределителе. Затем необходимо отключить воздухопровод от магистрального резервуара 3 (рисунок 32) разобщительным краном 7, при этом падение давления, наблюдаемое по манометру ТМ, не должно превышать 0,1 кгс/см2 в течение 5 мин при начальном давлении не менее 5,0 кгс/см2.
27.3. Проверка действия пневматического тормоза
Проверка действия пневматического тормоза вагона производится на типовой установке (рисунок 32), при этом необходимо:
27.3.1. Включить воздухораспределитель и зарядить тормозную систему вагона сжатым воздухом до давления (5,0 + 0,2) кгс/см2 (время зарядки не менее 4 мин). Режимный переключатель воздухораспределителя включить на режим поезда нормальной длины (К).
27.3.2. После зарядки тормозной системы снизить давление в магистрали на 0,4 - 0,5 кгс/см2, при этом тормоз должен прийти в действие.
В течение 3 мин после торможения в положении перекрыши крана машиниста давление воздуха в цилиндре не должно быть менее 0,5 кгс/см2. Затем повысить давление в магистрали на 0,2 - 0,3 кгс/см2 - тормоз должен полностью отпустить.
27.3.3. После отпуска и зарядки тормоза в течение не менее 1 мин понизить давление в магистрали до нулевого комбинированным краном 8 установки (рисунок 32). При этом выход штока должен соответствовать данным таблице 1, а давление в тормозном цилиндре должно быть не менее 3,9 кгс/см2. Падение установившегося давления воздуха в тормозном цилиндре не должно превышать 0,1 кгс/см2 после капитального и деповского ремонта за 5 мин, после ревизии - за 3 мин.
При повышении давления в магистрали до (4,4 + 0,1) кгс/см2 должен произойти полный отпуск тормоза.
27.3.4. Проверить выпускной клапан. Для этого после ступени торможения снижением давления в магистрали на 0,5 - 0,6 кгс/см2 потянуть до отказа за поводок или рукоятку выпускного клапана. Тормоз должен полностью отпустить.
27.3.5. Проверить действие каждого стоп-крана. Исправные краны опломбировать. Пломбы должны иметь с одной стороны оттиск буквенного обозначения дороги, с другой стороны - оттиск условного номера вагонного депо или завода.
27.3.6. Проверить действие регулятора тормозной рычажной передачи в соответствии с разделом 23 настоящей Инструкции.
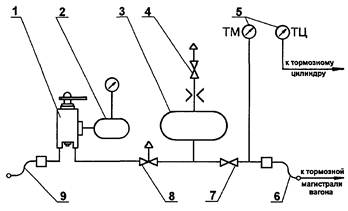
1 - кран машиниста 326 (394, 395, 334,3343); 2 -
уравнительный резервуар крана машиниста
объемом 20 л; 3 - магистральный резервуар объемом 55 л; 4 - кран
с дроссельным отверстием
2 мм; 5 - манометры тормозной магистрали и тормозного цилиндра; 6
- соединительный
рукав к тормозной магистрали вагона (длина не более 3 м); 7 -
разобщительный кран;
8 - комбинированный кран 114 (допускается применение других кранов, сообщающих
в закрытом
положении резервуар 3 с атмосферой через отверстие диаметром не менее 10 мм);
9 - соединительный рукав для питания установки сжатым воздухом
Рисунок 32. Схема установки для проверки работы тормоза пассажирских вагонов
Проверку исправности цепей ЭПТ и его действия на электрическом управлении необходимо выполнять с помощью переносного прибора типа П-ЭПТ или стационарного пульта подобного типа в соответствии с прилагаемой к нему инструкцией по эксплуатации. При этом следует:
27.4.1. Проверить правильность включения в электрическую цепь катушек электромагнитных вентилей электровоздухораспределителя при перекрыше (полярность «+» на рельсах и «-» в рабочем проводе № 1). Тормоз вагона должен оставаться в отпущенном состоянии и не приходить в действие.
27.4.2. Проверить действие тормоза при ступени торможения. На электровоздухораспределитель подать напряжение на 1,5 - 2,3 с (полярность «-» на рельс, «+» в рабочий провод № 1). Тормоз должен прийти в действие, при этом падение напряжения не должно превышать 0,3 В на вагон. При изменении полярности (положение «перекрыта») электровоздухораспределитель не должен отпускать.
27.4.3. Проверить действие тормоза при полном служебном торможении. На электровоздухораспределитель подать напряжение (полярность «-» на рельс, «+» в рабочий провод № 1) на время, за которое давление в тормозном цилиндре достигнет (3,0 + 0,1) кгс/см2. Это время должно быть от 2,5 до 3,5 с. При изменении полярности (положение «перекрыта») электровоздухораспределитель не должен отпускать.
27.4.4. Проверить действие тормоза при ступени отпуска. С электровоздухораспределителя снять напряжение на 0,5 - 1,0 с (положение «отпуск») и затем снова перевести в положение «перекрыта». Тормоз вагона должен произвести ступень отпуска. Полный отпуск тормоза на вагоне указывает на неисправность электровоздухораспределителя. Ступенчатый отпуск повторить несколько раз (3 - 4 ступени).
27.4.5. Проверить полный отпуск тормоза. Для этого после выполнения полного служебного торможения с электровоздухораспределителя снять напряжение (положение «отпуск»). По истечении 8 - 12 с тормоз вагона должен полностью отпустить.
Проверка действия ручного тормоза производится на отрегулированной в соответствии с настоящей Инструкцией тормозной рычажной передаче. Для проверки следует:
27.5.1. Вращением штурвала привести в действие ручной тормоз. Все тормозные колодки вагона при этом должны плотно прижаться к колесам, а запас резьбы винта ручного тормоза должен быть не менее 75 мм.
27.5.2. Вращением штурвала в противоположную сторону отпустить тормоз. При этом все тормозные колодки должны отойти от колес.
27.6. Ремонт и проверка тормозного оборудования вагонов габарита 03-Т (РИЦ)
Тормозное оборудование пассажирских вагонов габарита 03-Т (РИЦ) необходимо ремонтировать и испытывать в соответствии с технической ремонтной документацией на тормозное оборудование этих вагонов.
28.1.1. Для проверки кранов машиниста, применяемых в стендах для испытания воздухораспределителей и установках для испытания тормоза на пассажирском вагоне, магистральный резервуар объемом 55 л стенда или установки следует подключить к крану машиниста. Остальные устройства стенда или установки должны быть отключены от этого резервуара.
28.1.2. Проверка работы кранов машиниста производится при установленном в магистральном резервуаре зарядном давлении 5,0 - 5,2 кгс/см2.
28.1.3. В кранах машиниста 394, 395 отверстие диаметром 1,6 мм, соединяющее уравнительный резервуар с полостью над уравнительным поршнем в промежуточной части крана, должно быть рассверлено до диаметра 2,5 мм.
Для проверки крана машиниста 326 необходимо проверить его на чувствительность - на поддержание установленного давления в магистральном резервуаре во всех положениях ручки крана (кроме положения I) при создании утечки из резервуара через отверстие диаметром 2 мм. При этом допускается изменение давления в резервуаре не более чем на 0,15 кгс/см2 по сравнению с установившимся без утечки.
Для проверки кранов машиниста 394 и 395 следует:
28.3.1. Проверить чувствительность крана машиниста на поддержание установленного давления в магистральном резервуаре при II (поездном) положении ручки крана. При создании утечки из магистрального резервуара через отверстие диаметром 2 мм изменение давления в нем должно быть не более чем на 0,15 кгс/см2.
28.3.2. Прекратить утечку воздуха из магистрального резервуара и перевести ручку крана машиниста из поездного в IV положение (перекрыта с питанием магистрали). В течение 3 мин повышение давления в магистральном резервуаре не допускается, а снижение допускается не более чем на 0,1 кгс/см2.
28.3.3. Снизить давление в уравнительном резервуаре крана машиниста на 1,5 кгс/см2 V положением ручки крана и затем перевести ее в IV положение. Повышение давления в уравнительном резервуаре в этом положении допускается не более чем на 0,3 кгс/см2 за 40 с.
28.3.4. Проверить время снижения давления в магистральном резервуаре V положением ручки крана машиниста с 5 до 4 кгс/см2, которое должно быть от 4 до 6 с.
Проверка кранов машиниста 334 и 334Э производится в соответствии с пунктами 28.3.1, 28.3.2, 28.3.4 настоящей Инструкции, при использовании соответствующих положений ручки крана 334 и 334Э: по пункту 28.3.1 - II положение (поездное); по пункту 28.3.2 - III положение (перекрыша без питания); по пункту 28.3.4 - IV положение (служебное торможение).
При проверке устройств, заменяющих краны машиниста, необходимо проверить:
28.5.1. Чувствительность на поддержание установленного давления в магистральном резервуаре при зарядном давлении в резервуаре, а также после снижения давления в нем на 0,5 - 0,7 кгс/см2 и на 1,5 - 2,0 кгс/см2 аналогично пункту 28.3.1 настоящей Инструкции.
28.5.2. Время снижения давления в магистральном резервуаре темпом служебного торможения с 5 до 4 кгс/см2, которое должно быть от 4 до 6 с.
При неисправности, а также один раз в год, независимо от состояния, краны машиниста необходимо ремонтировать в соответствии с Инструкцией по техническому обслуживанию, ремонту и испытанию тормозного оборудования локомотивов и моторвагонного подвижного состава.
к Инструкции по ремонту
тормозного оборудования вагонов
от «27» июля 2003 г. № ЦВ-ЦЛ-945
ПЕРЕЧЕНЬ ТОРМОЗНОГО ОБОРУДОВАНИЯ,
РАЗРЕШЕННОГО МПС РОССИИ ДЛЯ ПОСТАНОВКИ НА
ВАГОНЫ ПРИ ИХ РЕМОНТЕ