




Настоящие Правила устанавливают рекомендации по организации содержания перегрузочного оборудования в исправном состоянии, а также по организации безопасного производства погрузочно-разгрузочных работ при применении этого оборудования.
Правила предназначены для всех юридических лиц и индивидуальных предпринимателей, осуществляющих погрузочно-разгрузочную деятельность в морских портах на основании соответствующей лицензии Министерства транспорта Российской Федерации.
Знание Правил требуется всем инженерно-техническим работникам порта, в должностные обязанности которых входит обеспечение исправного состояния подъемно-транспортного оборудования, а также всем работникам порта, в должностные обязанности которых входят организация и руководство безопасным производством погрузочно-разгрузочных работ.
| Обозначение: | РД 31.1.02-04 |
| Название рус.: | Правила технической эксплуатации подъемно-транспортного оборудования морских торговых портов |
| Статус: | действующий |
| Заменяет собой: | РД 31.44.01-97 |
| Дата актуализации текста: | 17.06.2011 |
| Дата добавления в базу: | 17.06.2011 |
| Дата введения в действие: | 01.01.2004 |
| Разработан: | ЗАО "ЦНИИМФ" |
| Утвержден: | ЗАО "Центральный научно-исследовательский и проектно-конструкторский институт морского флота" (ЦНИИМФ) (01.01.2004) |
| Опубликован: | Технорматив № 2010 |
Правила технической эксплуатации подъемно-транспортногооборудования морских торговых портов
РД31.1.02-04
Введен взамен РД 31.44.01-97
Настоящие "Правила технической эксплуатацииподъемно-транспортного оборудования морских портов" устанавливаютрекомендации по организации содержания перегрузочного оборудования в исправномсостоянии, а также по организации безопасного производствапогрузочно-разгрузочных работ при применении этого оборудования.
Содержание
Настоящие "Правила технической эксплуатацииподъемно-транспортного оборудования морских портов" (далее - ПТЭ)устанавливают рекомендации по организации содержания перегрузочногооборудования в исправном состоянии, а также по организации безопасногопроизводства погрузочно-разгрузочных работ при применении этого оборудования.ПТЭ разработаны с учетом положений Федерального закона "О промышленнойбезопасности опасных производственных объектов" от 21 июля 1997 г. N 116-ФЗ,а применительно к грузоподъемным кранам - с учетом требований "Правилустройства и безопасной эксплуатации грузоподъемных кранов", утвержденныхпостановлением Госгортехнадзора России от 31 декабря 1999 г. N 98.
ПТЭ предназначены для всех юридическихлиц и индивидуальных предпринимателей, осуществляющих погрузочно-разгрузочнуюдеятельность в морских портах на основании соответствующей лицензииМинистерства транспорта Российской Федерации.
Знание ПТЭ требуется всеминженерно-техническим работникам порта, в должностные обязанности которыхвходит обеспечение исправного состояния подъемно-транспортного оборудования, атакже всем работникам порта, в должностные обязанности которых входяторганизация и руководство безопасным производством погрузочно-разгрузочныхработ.
Обозначения и наименования государственныхстандартов, правил и руководящих документов, на которые имеются ссылки в текстеПТЭ, и номера пунктов ПТЭ, в которых дана ссылка на документ, приведены в приложении20.
Используемые в ПТЭ термины, относящиеся кклассификации грузоподъемных кранов, наименованию их составных частей,механизмов и параметров, соответствуют терминам и определениям, приведенным в"Правилах устройства и безопасной эксплуатации грузоподъемных кранов (ПБ10-382-00)", утвержденных постановлением Госгортехнадзора России от 31декабря 1999 г. N 98.
Определение понятий: подъемно-транспортноеоборудование, перегрузочные машины, машины внутрипортовой механизации,технологическая оснастка, грузозахватные органы, грузозахватные приспособления,средства укрупнения, рельсовые крановые пути приведены в подразделе 4.3. Другиетермины, используемые в ПТЭ, приведены в таблице 1.
Таблица1. Термины и определения
| N п/п | Термин | Определение |
| 1 | Эксплуатация | Стадия жизненного цикла изделия, на которой реализуется, поддерживается и восстанавливается его качество. Примечание. Эксплуатация изделия включает в себя в общем случае использование по назначению, транспортирование, хранение, техническое обслуживание и ремонт (ГОСТ 25866) |
| 2 | Техническая эксплуатация | Часть эксплуатации, включающая транспортирование, хранение, техническое обслуживание и ремонт (ГОСТ 25866) |
| 3 | Техническое состояние | Совокупность подверженных изменению в процессе производства или эксплуатации свойств объекта, характеризуемая в определенный момент времени признаками, установленными технической документацией на этот объект. Примечание. Видами технического состояния являются: исправность, работоспособность, неисправность, неработоспособность и т.п. (ГОСТ 19919) |
| 4 | Исправное состояние | Состояние объекта, соответствующее всем требованиям нормативно-технической и (или) конструкторской (проектной) документации (ГОСТ 27.002) |
| 5 | Работоспособное состояние | Состояние объекта, при котором он способен выполнять свои функции, сохраняя значения заданных параметров в пределах, установленных нормативно-технической документацией (ГОСТ 27.002) |
| 6 | Техническое обслуживание | Комплекс операций или операция по поддержанию работоспособности или исправности изделия при использовании по назначению, ожидании, хранении и транспортировании (ГОСТ 18322) |
| 7 | Ремонт | Комплекс операций по восстановлению исправности или работоспособности изделия и восстановлению ресурса изделия или его составных частей (ГОСТ 18322) |
| 8 | Текущий ремонт | Ремонт, выполняемый для обеспечения или восстановления работоспособности изделия и состоящий в замене и (или) восстановлении отдельных составных частей (ГОСТ 18322) |
| 9 | Капитальный ремонт | Ремонт, выполняемый для восстановления исправности, полного или близкого к полному восстановлению ресурса изделия с заменой или восстановлением любых его частей, включая базовые. Примечание. Значение, близкое к значению величины полного ресурса, указывается в нормативно-технической документации (ГОСТ 18322) |
| 10 | Агрегатный ремонт | Обезличенный метод ремонта, при котором неисправные агрегаты заменяют новыми или заранее отремонтированными. Примечание. Под агрегатом понимаются сборочные единицы, обладающие свойствами полной взаимозаменяемости, независимостью сборки и самостоятельностью выполнения определенных функций в изделиях различного назначения, например электродвигатель, редуктор, насос и т.п. (ГОСТ 18322) |
| 11 | Полнокомплектный ремонт | Ремонт крана с истекшим сроком службы, выполняемый на кране, находящемся в рабочем (смонтированном) состоянии, с целью устранения дефектов, выявленных в результате обследования, для восстановления исправности и ресурса, с продлением срока службы до очередного обследования (ПБ 10-382-00) |
| 12 | Капитально-восстановительный ремонт | Ремонт крана с истекшим сроком службы, выполняемый после разборки крана с целью устранения дефектов, выявленных в результате обследования и дообследования крана, для восстановления его ресурса (ПБ 10-382-00) |
| 13 | Реконструкция | Изменение конструкции крана, вызывающее необходимость внесения изменений в паспорт (например, изменение типа привода, длины стрелы, высоты башни, грузоподъемности, устойчивости, переоборудование кранов и другие изменения, вызывающие перераспределение и изменение нагрузок (ПБ 10-382-00) |
| 14 | Обследование | Комплекс работ по техническому диагностированию кранов с истекшим сроком службы с целью выдачи заключения о возможности и условиях их дальнейшей эксплуатации до очередного обследования (ПБ 10-382-00) |
| 15 | Дообследование | Частичное обследование крана, заключающееся в выявлении дефектов в узлах, недоступных при обследовании крана в рабочем (смонтированном) состоянии и подлежащих диагностированию после ремонта и разборки крана для последующего проведения капитально-восстановительного ремонта (ПБ 10-382-00) |
В настоящем документе применяютсяследующие обозначения и сокращения:
ВТИП - временная технологическая инструкцияпо перегрузке;
ГЗП - грузозахватное приспособление;
ИТР - инженерно-технический работник;
МИТС - местные инструкции по типовым способами приемам работ;
ПРР - погрузочно-разгрузочные работы;
ПТЭ - настоящий документ;
ПравилаГосгортехнадзора России по кранам- "Правила устройства и безопасной эксплуатации грузоподъемных кранов (ПБ10-382-00)", утвержденные постановлением Госгортехнадзора России от 31декабря 1999 г. N 98;
РТК - рабочая технологическая карта;
СККН - специализированный конвейерныйкомплекс для навалочных грузов;
ТО - техническое обслуживание;
ТУ - технические условия.
4.1.1. В соответствии с Федеральнымзаконом от 21 июля 1997 г. N 116-ФЗ"О промышленной безопасности опасных производственных объектов"морской порт как предприятие, использующее в своей работе "стационарныегрузоподъемные механизмы", является "опасным производственнымобъектом". Положения этого закона должны быть учтены при разработкедокументации по эксплуатации подъемно-транспортного оборудования морскихпортов.
4.1.2. В соответствии с постановлениемПравительства Российской Федерации от 17 июля 1998 г. N 779 федеральным органомисполнительной власти, специально уполномоченным в области промышленнойбезопасности, является Госгортехнадзор России, который, наряду с другимиобязанностями, осуществляет государственный надзор за соблюдением требованийпромышленной безопасности при эксплуатации грузоподъемных кранов и ряда другихгрузоподъемных устройств.
Перечень действующих нормативныхдокументов Госгортехнадзора России по состоянию на 1 января 2003 г. утвержденприказом Госгортехнадзора России от 11 февраля 2003 г. N 22. Извлечение изэтого перечня в части документов, относящихся к подъемно-транспортномуоборудованию, применяемому в морских портах, приведено в разделе 1 приложения 1.
После опубликования "Правилустройства и безопасной эксплуатации грузоподъемных кранов (ПБ10-382-00)" отдельные порты и другие организации обратилисьнепосредственно в Госгортехнадзор России или через Минтранс России заразъяснениями по ряду пунктов Правил. Учитывая, что разъяснения имеют большоезначение для работы всех портов, полученные ответы приведены в разделе 2 приложения 1.
4.1.3. Постановлением Совета Министров -Правительства Российской Федерации от 13 декабря 1993 г. N1291 утверждено "Положение о государственном надзоре за техническимсостоянием самоходных машин и других видов техники в РоссийскойФедерации", в соответствии с которым государственный надзор за указаннойтехникой осуществляют органы гостехнадзора, подчиненные Главной государственнойинспекции по надзору за техническим состоянием самоходных машин и других видовтехники Министерства сельского хозяйства Российской Федерации (ГлавгостехнадзорРоссии). Постановлением Правительства Российской Федерации от 12 августа 1994г. N 938 "О государственной регистрации автомототранспортных средств идругих видов самоходной техники на территории Российской Федерации"установлено, что регистрацию автомототранспортных средств, имеющих максимальнуюконструктивную скорость более 50 км/час, и прицепов к ним, предназначенных длядвижения по автомобильным дорогам общего пользования осуществляетГосавтоинспекция. Регистрация тракторов, самоходных дорожностроительных машин ииных машин и прицепов к ним, включая автомототранспортные средства, имеющиемаксимальную конструктивную скорость 50 км/час и менее, а также непредназначенные для движения по автомобильным дорогам общего пользования,поручается органам гостехнадзора. Главгостехнадзор России разработал ряддокументов, в числе которых: "Правила государственной регистрациитракторов, самоходных дорожно-строительных и иных машин и прицепов к ниморганами государственного надзора за техническим состоянием самоходных машин идругих видов техники в Российской Федерации (Гостехнадзора)", утвержденныеМинсельхозпродом России 16.01.1995, "Правила проведения государственноготехнического осмотра тракторов, самоходных дорожно-строительных и иных машин иприцепов к ним органами государственного надзора за техническим состояниемсамоходных машин и других видов техники в Российской Федерации(Гостехнадзора)", утвержденные приказом Минсельхозпрода России от 31 мая1995 г. N 2-21/862, "Инструкция о порядке применения правил допуска куправлению самоходными машинами и выдачи удостоверений тракториста-машиниста(тракториста)", утвержденная приказом Минсельхозпрода России от 29 ноября1999 г. N 807, и другие документы. Все эти документы не были согласованы сМинтрансом России и не учитывают специфики технического обслуживания и надзораза техническим состоянием перегрузочных машин, а также специфики подготовки иобязанностей докеров-механизаторов в морских портах. Не учитывается также тообстоятельство, что подавляющее большинство автопогрузчиков используется тольковнутри закрытой территории порта, т.е. являются внутрицеховым транспортом. Приэтом строительство и ремонт внутрипортовых дорог осуществляет порт за счетсобственных средств. Поскольку регистрация машин в органах гостехнадзора влечетза собой оплату ряда не нужных порту услуг, а также транспортный налог, которыйрасходуется на ремонт и строительство дорог, представляется справедливым, чтобыв органах гостехнадзора регистрировались только те машины, которые выезжают зазакрытую территорию порта. При этом условия надзора за техническим состояниемвсех машин порта, а также подготовка водителей должны осуществляться всоответствии с положениями ПТЭ и требованиями к квалификации докера-механизатора.
Предполагается, что условия регистрацииавтопогрузчиков в органах гостехнадзора будут согласованы с Минтрансом России ис Главгостехнадзором России или определены на правительственном уровне. Дополучения извещения Минтранса России о решении вопроса условия регистрации вконкретном порту следует согласовывать с территориальными организациямигостехнадзора и территориальными налоговыми органами.
4.1.4. Государственный надзор заэлектроустановками перегрузочных машин, кроме плавучих, осуществляет ГосэнергонадзорРоссии, основными документами которого являются: "Правила устройстваэлектроустановок (ПУЭ)",утвержденные Минтопэнерго России 06.10.1999;
"Правила технической эксплуатации электроустановокпотребителей", утвержденные приказом Минэнерго России от 13 января 2003 г.N 6;
"Межотраслевыеправила по охране труда (правила безопасности) при эксплуатацииэлектроустановок", утвержденные постановлением Минтруда России от 5января 2001 г. N 3 и приказом Минэнерго России от 27 декабря 2000 г. N 163.
В обеспечении промышленной безопасностиважную роль играют ведомственные документы, конкретизирующие и дополняющиетребования документов перечисленных выше организаций федерального уровня. Такимведомственным документом для морских портов, наряду с рядом других руководящихдокументов Минтранса России, являются ПТЭ.
В ПТЭ отдельно не рассматриваютсяплавучие краны и плавучие перегружатели. Однако большинство рекомендаций иуказаний, относящихся к береговым кранам, могут быть использованы дляорганизации технического обслуживания и местного надзора за техническимсостоянием крановой (перегрузочной) части плавучих кранов и плавучихперегружателей.
Задачей ПТЭ является создание в морскихпортах таких условий технической эксплуатации подъемно-транспортногооборудования, а также производства работ с применением этого оборудования, прикоторых обеспечиваются промышленная безопасность и эффективное использованиеперегрузочных машин.
Отметим, что в числе задач, которыенеобходимо решить для обеспечения промышленной безопасности, одну из наиболеесложных представляет своевременное обнаружение трещин в основных элементахметаллоконструкций кранов и другого подъемно-транспортного оборудования. Внастоящее время по ряду причин трудно предсказать появление трещины на основеосмотра или расчета, но можно свести к минимуму время эксплуатации оборудованияпосле появления трещины, за счет частоты и добросовестности проведения осмотровметаллоконструкций. В ПТЭ для всех видов подъемно-транспортного оборудованиянастоятельно рекомендуются следующие мероприятия:
1) ТО-1 с периодичностью от 1 смены до 1месяца;
2) ТО-2 с периодичностью от 1 до 3месяцев;
3) оперативный осмотр - 1 раз в месяц;
4) периодический осмотр - не реже, чемчерез 3 месяца;
5) техническое освидетельствование:
- по кранам: частичное - 1 раз в год,полное - 1 раз в 3 года;
- по другому оборудованию - 1 раз в год;
6) обследование кранов, отработавшихнормативный срок, через 1-3 года в соответствии с Правилами ГосгортехнадзораРоссии по кранам;
7) текущий, капитальный и иные видыремонта, предусмотренные нормативно-технической документацией.
Для портальных кранов - основноготехнологического оборудования портов - во всех перечисленных мероприятияхпредусматривается осмотр металлоконструкций с целью обнаружения трещин и другихдефектов на основе разрабатываемых портом карт осмотра крана. Исключениесоставляет упрощенный ежесменный осмотр, выполняемый докером-механизатором приприемке-сдаче смены, когда осмотр металлоконструкций производится с земли и сплощадок на портале и на поворотной части крана.
С целью учета особенностей эксплуатацииприменяемого в портах подъемно-транспортного оборудования и особенностей пораспределению обязанностей по его содержанию в исправном состоянии различаютсяследующие виды оборудования:
- перегрузочные машины,
- технологическая оснастка,
- средства укрупнения,
- рельсовые крановые пути,
- бункеры и бункерные установки.
Перегрузочные машины, в свою очередь,подразделяются на:
- грузоподъемные краны и перегружателивсех типов;
- машины внутрипортовой механизации, ккоторым относятся: автопогрузчики, контейнеровозы, "Рич Стакеры",контейнерные погрузчики, электропогрузчики, аккумуляторные тележки, тягачи,тракторы, прицепы (трейлеры), ролл-трейлеры, передвижные пневмоустановки(например, "Нойеро") и другие перегрузочные машины;
- машины специализированных перегрузочныхкомплексов.
Технологическая оснастка подразделяетсяна:
- грузозахватные органы, к которымотносятся: крюк, грейфер, спредер, грузоподъемный магнит, вилы погрузчика,грузозахватные устройства погрузчика с электрическим, гидравлическим илипневматическим приводом, а также грузозахватные устройства без привода, захватгруза которыми производится непосредственно рабочим, управляющим перегрузочноймашиной, из кабины управления без участия стропальщиков (например, захват длястали в рулонах), другие грузозахватные устройства повышенной сложности (см.примечание 1 к настоящему пункту);
- грузозахватные приспособления, ккоторым относятся: универсальные стропы, ковши, сетки, рамы, канатные и цепныестропы с крюками, скобами, карабинами и т.п., контейнерные захваты (например,типа ЗКИ), захваты для труб и другие грузозахватные устройства (см. примечание1 к настоящему пункту).
К средствам укрупнения грузовых мест относятся всетипы поддонов и пакетирующих стропов, используемых при перегрузке грузов.
Рельсовые крановые пути подразделяютсяна:
- рельсовые пути портальных кранов иперегружателей всех типов;
- рельсовые пути специализированныхперегрузочных комплексов;
- рельсовые пути кранов мостового типа(мостовые и козловые краны, тельферы).
Примечания:
1.Разделение не названных в настоящем пункте грузозахватных устройств нагрузозахватные органы и грузозахватные приспособления производится комиссией,назначаемой главным инженером порта.
2. Эксплуатация других видов технологическойоснастки - технологического инструмента (ножниц для резки троса,рычагов-кантователей, ломиков, кувалд и т.п.) и вспомогательных технологическихприспособлений (столов грузовых, поворотных кругов и т.п.) - должнарегламентироваться руководящими документами Единой системы технологическойподготовки производства морских портов (ЕСТПП МП).
4.4.1. Инженерно-технические работники,*(1)связанные с техническим обслуживанием и ремонтом подъемно-транспортногооборудования, а также с организацией и производством работ по перемещениюгрузов, проходят проверку знания ПТЭ одновременно с проверкой знания правил,норм, требований и инструкций по охране труда в порядке, установленномПоложением о порядке обучения и проверки знаний по охране труда у руководящихработников и специалистов предприятий, организаций и учреждений морскоготранспорта (РД31.87.01-95). Проверка знаний у перечисленных инженерно-техническихработников проводится 1 раз в три года.
Проверка знаний у инженерно-технических работников,обязанности которых распространяются на подъемно-транспортное оборудование,подконтрольное Госгортехнадзору России, проводится с участием в комиссиипредставителя Госгортехнадзора России, в соответствии с требованиями ПравилГосгортехнадзора России по кранам.
Внеочередная проверка знаний ПТЭпроводится в следующих случаях:
а) при вводе в действие новых ПТЭ - всроки, указанные в распоряжении Минтранса России;
б) по требованию органов государственногоконтроля, Государственной инспекции по охране труда и местного портовоготехнического надзора (см. подраздел 6.1), если будут обнаружены недостаточныезнания или нарушения работником соответствующих правил, норм, требований,указаний и инструкций - в течение месяца с момента предъявления требования;
в) при назначении впервые на работу илипри переводе работника на другую должность, требующую знания дополнительныхразделов ПТЭ, - до начала работы.
Результаты проверки знаний оформляютсяпротоколами, которые хранятся в отделах кадров или в учебно-курсовых комбинатах(или в соответствующих подразделениях, осуществляющих в порту обучение иподготовку рабочих и специалистов).
Лицам, прошедшим проверку знаний,выдаются "Удостоверения руководящих и инженерно-технических работниковпредприятий и организаций морского транспорта о проверке знаний правилбезопасной эксплуатации оборудования" по форме, приведенной в приложении3. Удостоверения подписываются председателем и не менее чем двумя членамикомиссии по проверке знаний.
4.4.2. Инженерно-технические работники изучают,наряду с ПТЭ:
а) документы Госгортехнадзора России:
- "Правила устройства и безопасной эксплуатациигрузоподъемных кранов (ПБ10-382-00)", утвержденные и введенные в действие с 10.01.2001постановлением Госгортехнадзора России от 31 декабря 1999 г. N 98;
- "Правила устройства и безопаснойэксплуатации подъемников (вышек) (ПБ10-256-98*(2))",утвержденные постановлением Госгортехнадзора России от 24 ноября 1998 г. N 67;
- "Правила устройства и безопаснойэксплуатации лифтов (ПБ 10-06-92*(3))",утвержденные постановлением Госгортехнадзора России от 11 февраля 1992 г. N 1;
- "Правилаустройства и безопасной эксплуатации паровых и водогрейных котлов"*(4),утвержденные постановлением Госгортехнадзора России от 28 мая 1993 г. N 12;
- "Правила устройства и безопаснойэксплуатации сосудов, работающих под давлением (ПБ10-115-96*(5))",утвержденные постановлением Госгортехнадзора России от 18 апреля 1995 г. N 20;
- "Правила устройства и безопаснойэксплуатации трубопроводов пара и горячей воды (ПБ03-75-94*(6))",утвержденные постановлением Госгортехнадзора России от 18 июля 1994 г. N 45;
- "Методические указания. Комплексноеобследование крановых путей грузоподъемных машин (РД10-138-97)", утвержденные постановлением Госгортехнадзора России от 28марта 1997 г. N 14;
- "Требования к устройству ибезопасной эксплуатации рельсовых путей козловых кранов (РД10-117-95)", утвержденные постановлением Госгортехнадзора России от 8августа 1995 г. N 41;
- "Стропы грузовые общегоназначения. Требования к устройству и безопасной эксплуатации" (РД10-33-93), утвержденные Госгортехнадзором России 20.10.93;
- "Стропы грузовые общего назначенияна текстильной основе. Требования к устройству и безопасной эксплуатации (РД24-СЗК-01-01)", утвержденные Госгортехнадзором России 09.11.2001;
- "Инструкция по надзору заизготовлением, ремонтом и монтажом подъемных сооружений (РД10-08-92)", утвержденная постановлением Госгортехнадзора России от 20августа 1992 г. N 23;
- другие руководящие документы,инструкции, методические указания, информационные письма.
б) документы Минэнерго России иГосэнергонадзора России:
- "Правила устройстваэлектроустановок (ПУЭ)",утвержденные Минтопэнерго России 06.10.1999;
- "Правилатехнической эксплуатации электроустановок потребителей", утвержденныеприказом Минэнерго России от 13 января 2003 г. N 6;
- "Межотраслевыеправила по охране труда (правила безопасности) при эксплуатацииэлектроустановок", утвержденные постановлением Минтруда России от 5января 2001 г. N 3 и приказом Минэнерго России от 27 декабря 2000 г. N 163.
в) руководящие документы Минтранса Россиипо охране труда:
- "Правила по охране труда в морскихпортах" (ПОТРО 152-31.82.03-96);
- "Правила техники безопасности ипроизводственной санитарии на промышленных предприятиях морскоготранспорта" (РД31.83.04-89);
- "Положение об обучении иинструктаже по охране труда работников предприятий, организаций и учрежденийморского транспорта" (РД31.87.03-95);
- "Сборник типовых инструкций по охране трудадля рабочих профессий докеров-механизаторов морских портов" (ТОИ РД31.82.05-95);
- "Контейнеры крупнотоннажныеуниверсальные. Правила технической эксплуатации и безопасности труда в морскихпортах" (РД 31.44.04-80);
- иные приказы, инструктивные письма,указания.
Проверку знания перечисленных Правил идокументов производят одновременно с проверкой знания ПТЭ (см. пункт4.4.1) с учетом должностных прав и обязанностей проверяемого. При проверкезнаний следует учитывать, что инженерно-технические работники, не относящиеся кэлектротехническому персоналу, но связанные с обслуживанием перегрузочных машинс электроприводом, имеют группу электробезопасности не ниже третьей.
4.4.3. Все действующие инструкции идругие документы, касающиеся технического обслуживания, надзора, ремонта ипроизводства работ с применением подъемно-транспортного оборудования, рекомендуетсяпривести в соответствие с ПТЭ.
4.5.1. Здесь и далее используютсяследующие основные обобщающие наименования:
- "порт" - комплекс сооружений,расположенных на специально отведенных территории и акватории и предназначенныхдля обслуживания судов, пассажиров, осуществления операций с грузами и другихуслуг;
- "начальник порта" - первоелицо в порту (президент, генеральный директор, директор, управляющий и др.);
- "главный инженер" -заместитель первого лица по технической части (технический директор,заместитель генерального директора и др.);
- "заместитель начальника порта поэксплуатации" - заместитель первого лица по эксплуатации;
- "начальник района" - первоелицо в стивидорной компании (генеральный директор, директор и др.);
- "заместитель начальника района помеханизации" - главный инженер, технический директор компании и др.
При наличии в порту других заместителейпервого или второго лица их ответственность и обязанности в части обеспеченияпромышленной безопасности перегрузочного оборудования и его использованияопределяются в зависимости от функций подчиненных им отделов и подразделений.
Руководство порта (начальник порта,главный инженер, заместитель начальника порта по эксплуатации) совместно сруководством стивидорных и других независимых организаций, входящих в составпорта, обязано обеспечить содержание в исправном состоянии и безопаснуюэксплуатацию подъемно-транспортного оборудования, для чего необходимо:
а) создать:
- систему надзора за безопасной эксплуатациейподъемно-транспортного оборудования с учетом требований "Правилорганизации и осуществления производственного контроля за соблюдениемтребований промышленной безопасности на опасном производственном объекте",утвержденных постановлением Правительства Российской Федерации от 10 марта 1999г. N263, согласовав организацию надзора за оборудованием, подконтрольнымГосгортехнадзору России, с округом Госгортехнадзора России;
- ремонтную базу, обеспечивающуюпотребности порта, или заключить договор с организацией, имеющей опытвыполнения ремонта перегрузочных машин;
б) назначить:
- инженерно-технических работников понадзору за безопасной эксплуатацией подъемно-транспортного оборудования;
- инженерно-технических работников,ответственных за содержание подъемно-транспортного оборудования в исправномсостоянии;
- лиц, ответственных за безопасноепроизводство работ по перемещению грузов и за соблюдение технологическойдисциплины;
в) установить рекомендуемый ПТЭ порядок ипериодичность проведения всех видов технического обслуживания и ремонтаподъемно-транспортного оборудования;
г) установить порядок вывода оборудованияиз эксплуатации и ввода его в работу;
д) ввести обучение, аттестацию ипериодическую проверку знаний рабочих в соответствии с требованиями ПТЭ. Выдатьаттестованным рабочим "Удостоверение докера-механизатора*(7)и рабочего по техническому обслуживанию и ремонту" по форме, приведенной вприложении 4;
е) выдать инженерно-техническимработникам ПТЭ соответствующие правила, инструкции и руководящие материалы;
ж) выдать (под роспись)докерам-механизаторам и рабочим по техническому обслуживанию и ремонтусоответствующие производственные инструкции (с учетом требований статьи 9.4.26Правил Госгортехнадзора России по кранам) и инструкции по охране труда;
з) разработать и утвердить рабочиетехнологические карты на производство работ по перемещению грузов перегрузочнымимашинами, временные технологические инструкции и инструкции по типовым способами приемам погрузочно-разгрузочных и вспомогательных работ применительно кместным условиям.
4.5.2. Обязанности по организации надзораза безопасной эксплуатацией и содержанием в исправном состоянии перегрузочныхмашин, грузозахватных органов и рельсовых крановых путей, а также системаспирации и пылеудаления специализированных комплексов возлагаются на главногоинженера порта.
Обязанности по организации производстваработ по перемещению грузов, по организации контроля за соблюдениемтехнологической дисциплины, содержанием в исправном состоянии грузозахватныхприспособлений и средств укрупнения, а также по организации надзора запроизводством работ по перемещению грузов, за изготовлением и содержанием висправном состоянии грузозахватных приспособлений и средств укрупнениявозлагаются на заместителя начальника порта по эксплуатации.
Обязанности по организации производстваработ по перемещению грузов в ремонтно-строительных управлениях (на участках),в мастерских и в других вспомогательных подразделениях порта возлагаются наглавного инженера порта.
4.5.3. Техническая эксплуатацияподъемно-транспортного оборудования, приписанного к базе внутрипортовоймеханизации, осуществляется в соответствии с Положением о базе внутрипортовоймеханизации, которое разрабатывается портом с учетом рекомендаций ПТЭ.
4.5.4. Обязанности отделов иподразделений порта по обеспечению выполнения ПТЭ определяются в зависимости отструктуры порта.
4.5.5. Обязанности по обеспечению выполненияПТЭ распределяются между отделами и подразделениями порта следующим образом:
а) отдел механизации обеспечиваетнадлежащую техническую эксплуатацию перегрузочных машин и грузозахватныхорганов путем:
- организации надзора за безопаснойэксплуатацией перегрузочных машин и грузозахватных органов,
- подготовки заявки на запасные части,
- организации ремонта и реконструкцииперегрузочных машин,
- наблюдения за монтажом,
- ознакомления инженерно-техническихработников с руководящими документами,
- организации разработки и контролявыполнения производственных инструкций и инструкций по охране труда рабочими,управляющими перегрузочными машинами, и рабочими по техническому обслуживанию иремонту,
- разработки предложений по пополнению иобновлению парка перегрузочных машин;
б) технологический отдел (подразделение)порта обеспечивает исправное техническое состояние и применение грузозахватныхприспособлений и средств укрупнения, а также безопасное производство работ поперемещению грузов и соблюдение технологической дисциплины при производствепогрузочно-разгрузочных работ во всех подразделениях порта путем:
- своевременной разработки рабочихтехнологических карт (РТК), временных технологических инструкций по перегрузке(ВТИП) и инструкций по типовым способам и приемам погрузочно-разгрузочных ивспомогательных работ применительно к местным условиям, и корректировки этихдокументов,
- надзора за соблюдением технологическойдисциплины и безопасным производством работ при перемещении грузов,
- надзора за изготовлением и безопаснойэксплуатацией грузозахватных приспособлений и средств укрупнения,
- пополнения и внедрения новыхгрузозахватных приспособлений, средств укрупнения и контейнеризации,
- контроля за условиями хранения грузозахватныхприспособлений и средств укрупнения,
- организации ремонта грузозахватныхприспособлений и средств укрупнения,
- разработки схем движения перегрузочныхмашин и разметки грузовых фронтов;
в) отдел гидротехнических и инженерныхсооружений порта обеспечивает исправное техническое состояние рельсовыхкрановых путей, дорожных и складских покрытий и разметки грузовых фронтовпутем:
- надзора за их безопасной эксплуатацией;
- организации их ремонта по утвержденнымграфикам и по результатам технических осмотров, периодических и внеочередныхинструментальных наблюдений и обследований рельсовых крановых путей;
г) отдел главного энергетика обеспечиваетнадзор за техническим состоянием всего электрического хозяйства порта. Надзорза правильной и безопасной эксплуатацией электрооборудования перегрузочныхмашин напряжением до 1000 В совместно с главным энергетиком осуществляетинженерно-технический работник отдела механизации, назначенный приказом попорту ответственным по надзору за безопасной эксплуатацией электрооборудованияперегрузочных машин.
Надзор за безопасной эксплуатациейэлектрических колонок осуществляет отдел главного энергетика;
д) районы и другие подразделения порта,на балансе которых находится подъемно-транспортное оборудование, обеспечиваютего содержание в исправном состоянии и его безопасную эксплуатацию.
4.5.6. Рекомендуется создание отдельногоподразделения, осуществляющего все виды надзора в порту и подчиненногонепосредственно главному инженеру порта. Это подразделение осуществляет:
- производственный контроль засоблюдением требований промышленной безопасности в соответствии с"Правилами организации и осуществления производственного контроля засоблюдением требований промышленной безопасности на опасном производственномобъекте", утвержденными постановлением Правительства Российской Федерацииот 10 марта 1999 г. N263;
- надзор за содержанием в исправномсостоянии всего подъемно-транспортного оборудования, а также надзор забезопасным производством работ по перемещению грузов;
- надзор за монтажомподъемно-транспортного оборудования;
- ознакомление ИТР с руководящими документами;
- метрологический надзор за средствамиизмерения;
- проверку соответствия действующимправилам и нормативной документации проектов и другой документации, относящейсяк оборудованию, подконтрольному Госгортехнадзору России.
5.1.1. ТО подъемно-транспортногооборудования подразделяется:
- ТО при использовании,
- ТО при хранении,
- ТО при подготовке к транспортированию.
5.1.2. Состав, периодичность, порядоквыполнения и меры безопасности при проведении ТО подъемно-транспортногооборудования должны соответствовать указаниям, приведенным в инструкции поэксплуатации этого оборудования или в другой технической документациизавода-изготовителя. При отсутствии таких указаний они разрабатываются:
- для перегрузочного оборудования,подконтрольного Госгортехнадзору России, в соответствии со статьей 3.1.18Правил Госгортехнадзора России по кранам;
- для оборудования, не подконтрольногоГосгортехнадзору России, портом или по его поручению другой организацией.
5.2.1. ТО при использовании машин состоит из:
1) ТО-1, которое включает в себя все видыобслуживания с периодичностью менее месяца, а именно: ежесменное, ежесуточное,еженедельное и т.п. Эти виды обслуживания проводятся во время приема и сдачисмены, в период отсутствия грузовых работ, а также с выводом машины изэксплуатации, но не более чем на 8 ч (одна дневная смена);
2) ТО-2, выполняемого:
- по кранам и перегружателям всех типов,включая зерновые, с периодичностью, соответствующей указаниямзавода-изготовителя, а при отсутствии таких указаний - с периодичностью 1 раз вмесяц и длительностью не более 2 суток, и 1 раз в 3 месяца (при необходимости)длительностью до 40 ч (пять дневных смен);
- по машинам внутрипортовой механизации спериодичностью, соответствующей указаниям завода-изготовителя, а при отсутствиитаких указаний - через 200-250 ч работы машины. Длительность ТО-2 этих машин недолжна превышать:
- для машин с двигателем внутреннегосгорания и грузоподъемностью до 10 т - 16 ч (две дневные смены),грузоподъемностью 10-ти более - 24 ч (три дневные смены),
- для машин с электроприводом - 8 ч (однадневная смена).
5.2.2. В состав ТО-1 входят следующие работы:
- проверка перегрузочной машины и еемеханизмов,
- уборочно-моечные работы,
- крепежные работы,
- опробование механизмов, агрегатов исистем в действии,
- проверка в действии блокировочныхустройств и приборов безопасности,
- смазочные работы,
- регулировочные работы,
- снабжение топливом, смазкой, водой,
- устранение повреждений.
Ежесменное техническое обслуживаниевыполняют докеры-механизаторы, управляющие машиной, при приеме и сдаче смены.Состав работ, выполняемых докерами-механизаторами, определяется в инструкциях,разработанных портом для каждой модели перегрузочной машины (например, кран"Сокол" или автопогрузчик "Валмет 25 т") и выданных каждомудокеру-механизатору, имеющему право на управление конкретной моделью машины.При разработке таких инструкций учитываются заводские инструкции (см. пункт5.1.2) и виды проверок, приведенных в перечисленных нижеразделах приложения2 для пунктов, относящихся к ежесменному обслуживанию:
Раздел1. Типовой составпроверок при техническом обслуживании портальных кранов;
Раздел2. Типовой составпроверок при техническом обслуживании автопогрузчиков и других машин с приводомот двигателя внутреннего сгорания;
Раздел3. Типовой составпроверок при техническом обслуживании электропогрузчиков;
Раздел4. Типовой составпроверок при техническом обслуживании передвижных ленточных, ковшевых ипневмоперегружателей;
Раздел5. Типовой составпроверок при техническом обслуживании контейнерных перегружателей и козловыхкранов. Приложение учитывает только специфику этих кранов. Инструкция должнасоставляться с учетом проверок, выполняемых по аналогичным узлам портальныхкранов;
Раздел6. Типовой составпроверок при техническом обслуживании портальных контейнеровозов. Приложениеучитывает только специфику этих машин. Инструкция должна составляться с учетомпроверок, выполняемых по аналогичным узлам других машин;
Раздел7. Типовой составпроверок при техническом обслуживании контейнерных автопогрузчиков. Приложениеучитывает только специфику этих машин. Инструкция должна составляться с учетомпроверок, выполняемых по аналогичным узлам других машин;
Раздел8. Типовой составпроверок при техническом обслуживании портовых тягачей и полуприцепов.Приложение учитывает только специфику этих машин. Инструкция должнасоставляться с учетом проверок, выполняемых по аналогичным узлам других машин;
Раздел9. Типовой составпроверок при техническом обслуживании гидросистем портальных контейнеровозов,контейнерных автопогрузчиков и тягачей.
Ежесуточное, еженедельное и другие видыобслуживания, входящие в ТО-1, кроме ежесменных, и все виды работ и проверок всоставе ТО-2 выполняют рабочие по техническому обслуживанию и ремонту. Составтаких работ и проверок на конкретных машинах устанавливает порт на основаниизаводских инструкций по эксплуатации машины и указаний, приведенных в приложении2. Инструкции с перечнем таких работ и проверок для конкретныхмоделей машин разрабатываются портом для каждой модели перегрузочной машины ивыдаются рабочим по техническому обслуживанию и ремонту, а также вывешиваются впомещении, где собираются рабочие. При разработке инструкций учитываются всебраковочные показатели, приведенные в Правилах Госгортехнадзора России.
Докерам-механизаторам, управляющимперегрузочными машинами, и рабочим по техническому обслуживанию и ремонтузапрещается самостоятельно, без указания группового механика (электромеханика)или сменного механика, разбирать и регулировать:
- аппаратуру гидравлического ипневматического управления;
- предохранительные приборы и приборыбезопасности;
- топливные насосы, регуляторы и форсункидизелей;
- защитные фрикционы механизмов поворота;
- весовые устройства, ограничителигрузоподъемности и указатели вылета стрелы;
- приборы автоматизации, электронногооборудования, сигнализации и речевой связи;
- тормоза с автоматическим устройствомдля компенсации износа фрикционных обкладок, тормоза механизма подъема контейнерныхкранов и перегружателей;
- запорное устройство подъемной консолиперегружателя;
- устройства для подогрева и охлаждениярабочей гидравлической жидкости.
Приведенный перечень таких работдополняется портом в зависимости от конструктивных особенностей машин.
Категорически запрещается производитьрегулирование тормоза механизма подъема при поднятом грузе или грейфере(грузоподъемном электромагните), а также устанавливать различные приспособлениядля растормаживания тормоза вручную.
При ежесуточном ТО производитсяконтроль качества выполнения и оформления ежесменного ТО.
Ежесуточное, еженедельное и другие видыобслуживания машин, входящие в ТО-1, проводятся в течение времени, отведенногодля выполнения ежесменного обслуживания, а также в обеденные и междусменныеперерывы и в периоды отсутствия грузовых работ.
О состоянии перегрузочных машин ивыполненных работах рабочие делают запись в вахтенном журнале машины.
Организация ежесменного обслуживания иконтроль за его выполнением являются обязанностью сменного механика, остальныхвидов обслуживания - инженерно-технических работников, ответственных засодержание перегрузочных машин в исправном состоянии.
5.2.3. ТО-2 является основным видомтехнического обслуживания и включает следующие работы, состав которыхуточняется портом с учетом конструкции машин в соответствии с пунктом5.1.2 и приложением2:
- проверку технического состояния машины.Проверка состояния металлоконструкций кранов и перегружателей проводится всоответствии с указаниями РД 31.44.37-89 "Краны портальные морских портов.Контроль состояния металлоконструкций". Для каждого конкретногопортального крана и перегружателя портом разрабатывается карта осмотраметаллоконструкций с указанием мер безопасности при проведении осмотра. Типовыекарты осмотра металлоконструкции приведены в РД 31.44.37-89. При осмотрах, внезависимости от возраста крана, необходимо выполнять указания, приведенные вруководящих документах по обследованию кранов, отработавших нормативный срок;
- при необходимости произвести заменубыстроизнашивающихся деталей: резьбовых соединений, канатов, тормозныхобкладок, пальцев и упругих втулок муфт, манжет и уплотнений гидросистемы,контактов, гибких соединений и пружин командоаппаратов, контакторов и реле,щеток и щеткодержателей электродвигателей и кольцевых токоприемников, питающегошлангового кабеля, других деталей и оборудования;
- восстановление надежности всехсоединений элементов металлоконструкций, деталей механизмов, электрического,гидравлического и пневматического оборудования, а также устранениенеисправностей. В случае применения сварки при восстановлении несущихметаллоконструкций кранов работа должна быть выполнена в соответствии сПравилами Госгортехнадзора России по кранам;
- регулирование устройств, механизмов,схем и систем;
- очистку механизмов и оборудования отпыли, грязи и отработавшей смазки;
- смазывание узлов механизмов.
ТО-2 проводят по квартальным графикам,которые утверждает заместитель начальника района по механизации. Отклонение отсроков выполнения ТО-2, предусмотренных графиком, допускается в исключительныхслучаях по разрешению руководителя, утвердившего график, но не более чем на 5дней. Перенос срока оформляется записью разрешения в журнале групповогомеханика.
Обязанностью инженерно-техническогоработника, ответственного за содержание машины в исправном состоянии, являетсяобеспечение качественного проведения ТО-2. Запись о постановке перегрузочноймашины на ТО-2, а также о пуске ее в работу после технического обслуживанияпроизводит указанное лицо в вахтенном журнале машины.
О выполненных работах ТО-2 делаетсязапись в журнале группового механика (электромеханика)*(8).Контроль за выполнением графика осуществляет инженерно-технический работник понадзору за безопасной эксплуатацией перегрузочных машин.
5.2.4. Для обеспечения бесперебойнойработы перегрузочных машин на каждом грузовом районе предусматривается дежурныйперсонал для технического обслуживания и ремонта перегрузочных машин,подчиненный сменному механику.
5.2.5. Перегрузочные машины:
- закрепляются за рабочими потехническому обслуживанию и ремонту для обеспечения технического обслуживания спериодичностью 1 сутки и более, а также для выполнения ремонтных работ.Закрепление оформляется распоряжением заместителя начальника района помеханизации;
- могут быть закреплены за рабочимикомплексных бригад (докерами-механизаторами) для обеспечения управления иежесменного обслуживания машины. Закрепление оформляется распоряжениемначальника района.
Докеры-механизаторы в период работы наперегрузочных машинах подчиняются инженерно-техническим работникам механизации,в том числе и ответственному за содержание перегрузочных машин в исправномсостоянии, и выполняют все их указания в части технической эксплуатации машин.Докеры-механизаторы, управляющие перегрузочными машинами, участвуют в работахпо техническому обслуживанию и ремонту перегрузочных машин и производят заменугрузозахватных органов с учетом пункта5.7.2.
Бригадир комплексной бригады принеобходимости обеспечивает постоянное участие рабочих в техническомобслуживании перегрузочных машин в соответствии с графиком ТО-2 и с учетомзакрепления машин за рабочими комплексных бригад.
Выдачу задания докерам-механизаторам ирабочим по техническому обслуживанию и ремонту на выполнение работ потехническому обслуживанию производит групповой или сменный механик послеинструктажа по технике безопасности.
5.2.6. Докеры-механизаторы, управляющиеперегрузочными машинами, при приеме смены (см. пункт9.1.7) проверяют техническое состояние машины. Проверкаосуществляется в соответствии с указаниями, приведенными в производственнойинструкции докера-механизатора и в инструкции по охране труда при работе наконкретной машине. Если машина исправна, докер-механизатор перед началом работыделает запись в вахтенном журнале машины (если журнал предусмотрен):"машину принял в исправном состоянии" и расписывается. Приобнаружении неисправности при приеме или во время работы машиныдокер-механизатор, управляющий машиной, соответственно не начинает, либопрекращает работу и докладывает об этом сменному механику. Машина может бытьиспользована для работы только после устранения неисправностей и полученияразрешения сменного механика, которое записывается им в вахтенном журналемашины, а если на машине журнал не предусмотрен, в вахтенном журнале сменногомеханика.
После окончания работы докер-механизатор,управляющий машиной, должен:
- произвести очистку машины и принеобходимости заправить ее топливом, водой и маслом;
- сделать запись в вахтенном журналемашины, если он предусмотрен, в соответствии с формой журнала;
- поставить машину в отведенное длястоянки место, а краны и перегружатели установить на противоугонные захваты;
- сдать машину (ключи) сменному механику;
- забрать вкладыш к удостоверению.
5.2.7. Администрации порта следуетпредоставлять докерам-механизаторам, управляющим перегрузочными машинами, 20мин. для приемки-сдачи перегрузочной машины и выполнения ежесменных работ поТО-1.
5.2.8. Передача в период рабочей сменыуправления перегрузочной машиной одним докером-механизатором другому безразрешения сменного механика и записи в вахтенном журнале сменного механиказапрещается.
5.2.9. При осмотре и техническомобслуживании перегрузочной машины с электроприводом должны быть выполненымероприятия, обеспечивающие безопасность работ, в соответствии с пунктом 13.2.1.3.
5.2.10. На каждом кране, перегружателе имашине специализированного перегрузочного комплекса должны быть:
- вахтенный журнал перегрузочной машины;
- комплект инструментов, приспособлений иинвентаря, а также расходные материалы, необходимые для ежесменного иежесуточного технического обслуживания.
На кранах и перегружателях, а также вгаражах и на постах технического обслуживания должны быть вывешены карты смазкимеханизмов машин и необходимые данные для регулировочных работ.
5.2.11. Выбор, контроль качества и учетрасхода горюче-смазочных материалов осуществляется в соответствии с указаниямизаводской (фирменной) документации и картой смазки, составленной с учетом РД31.44.08-93 "Рекомендации по организации смазочного хозяйства, выбору иприменению унифицированных топлив, масел, смазок и специальных жидкостей дляпортовых перегрузочных машин".
5.2.12. Выбор стальных канатов дляперегрузочных машин и ТО стальных канатов производится с учетом указаний ПравилГосгортехнадзора России по кранам и рекомендаций, приведенных в приложении5.
5.3.1. Перегрузочные машины,грузозахватные органы, грузозахватные приспособления и средства укрупнения впериоды, когда они не эксплуатируются, подлежат хранению. В зависимости отпродолжительности такого периода они могут находиться на оперативном илидлительном хранении.
Оперативному хранению подлежатперегрузочные машины, грузозахватные органы, грузозахватные приспособления исредства укрупнения, предназначенные для выполнения сменно-суточного плана, а вслучаях, когда они не потребуются более месяца, - длительному хранению.
Постановка на длительное хранениеперегрузочных машин и грузозахватных органов при сроке хранения менее 3 месяцевпроизводится распоряжением начальника грузового района.
Постановка на хранение более чем на 3месяца портальных кранов, перегружателей всех типов и машин специализированныхконвейерных комплексов для навалочных грузов производится приказом начальникапорта. Постановка на длительное хранение грузозахватных приспособлений исредств укрупнения производится распоряжением руководителяподразделения-владельца.
5.3.2. При оперативном хранении должныбыть обеспечены условия для счета, выдачи, приема и технического обслуживанияоборудования, для чего:
- электро- и автопогрузчики и ихгрузозахватные органы должны храниться в помещениях;
- портальные контейнерные автопогрузчикии портовые тягачи должны храниться на специальных площадках, а обслуживаться взакрытых боксах, оснащенных всеми необходимыми приспособлениями и средствамимеханизации для производства работ по техническому обслуживанию;
- однотипные низкорамные полуприцепы безвыносного опорно-сцепного устройства могут устанавливаться в несколько ярусов(не более пяти). При этом под колеса полуприцепов устанавливаются упорныеколодки;
- контейнерные и трубные захваты следуетхранить на специальных подставках, обеспечивающих сохранность замковыхустройств, при этом отверстия гидросистемы должны быть заглушены;
- машины непрерывного транспорта, а такжегрузозахватные органы грузоподъемных кранов должны храниться на специальнопредназначенных для этой цели и оборудованных площадках;
- грузозахватные приспособления следуетхранить в специальных помещениях и под навесами. Отдельные грузозахватныеприспособления, имеющие большие габаритные размеры, разрешается хранить наоткрытых складских площадках, имеющих ограждение;
- средства укрупнения должны храниться нагрузовых складах.
5.3.3. В целях защиты от коррозиидлительное хранение машин внутрипортовой механизации, грузозахватных органов сэлектрическим или гидравлическим приводом, грузозахватных приспособлений исредств укрупнения должно осуществляться на складах, под навесом или подводонепроницаемыми чехлами в соответствии с указаниями заводских инструкций поэксплуатации и техническому обслуживанию. Перегрузочные машины, грузозахватныеорганы, грузозахватные приспособления и средства укрупнения, находящиеся надлительном или оперативном хранении, разукомплектовывать категорическизапрещается. Обеспечение сохранности перегрузочных машин, грузозахватныхорганов, грузозахватных приспособлений и средств укрупнения при длительном иоперативном хранении является обязанностью начальника грузового района илируководителя подразделения-владельца оборудования.
5.3.4. ТО перегрузочных машин,находящихся на оперативном хранении, осуществляется так же, как и ТО прииспользовании машин (см. подраздел5.2).
5.3.5. ТО перегрузочных машин придлительном хранении включает в себя работы по обслуживанию при подготовке кхранению, в процессе хранения, а также работы при подготовке к использованиюпосле хранения. При подготовке перегрузочной машины к длительному хранениюследует:
- произвести мойку и очистку;
- выполнить все работы ТО-2;
- устранить неисправности (восстановитьгерметичность кожухов, крышек и дверей оборудования, остеклить кабину и т.д.);
- произвести консервацию. Консервациюпроизводят в зависимости от конструктивных особенностей машин, требуемых сроковзащиты и условий хранения в соответствии с ГОСТом 9.014-78"ЕСЗКС. Временная противокоррозионная защита изделий. Общиетребования" и указаниями заводских инструкций по эксплуатации машин.
5.3.6. В процессе длительного храненияперегрузочной машины ее техническое обслуживание осуществляется спериодичностью ТО-2. При техническом обслуживании проверяются техническоесостояние, надежность защиты от коррозии, а также устраняются выявленныенеисправности. Результаты технического обслуживания записывает в журналгруппового механика (электромеханика) инженерно-технический работник,ответственный за содержание перегрузочной машины в исправном состоянии.
5.3.7. При техническом обслуживанииперегрузочной машины после длительного хранения необходимо:
- провести расконсервацию;
- измерить величину сопротивленияизоляции электрического оборудования и при необходимости довести сопротивлениедо нормы;
- выполнить все работы по ТО-2.
5.4.1. При подготовкеподъемно-транспортного оборудования к транспортированию (за исключениемвнутрипортового) выполняются такие же работы, как и при подготовке кдлительному хранению. Кроме того, при необходимости демонтируются отдельныемеханизмы и элементы металлоконструкций в зависимости от возможностейтранспортных средств.
5.4.2. После транспортированияпроизводится монтаж механизмов и элементов металлоконструкций, а также всеработы, выполняемые после длительного хранения.
5.5.1. Все работы по техническому обслуживаниюэлектрооборудования перегрузочных машин, включая электронное оборудование,должны производиться в соответствии с заводскими инструкциями, Правиламиэксплуатации электроустановок потребителей, Межотраслевыми правилами по охранетруда (правила безопасности) при эксплуатации электроустановок и настоящимиПТЭ.
Порт должен быть оснащен переноснымидиагностическими приборами и устройствами для измерения различных параметровпри выполнении работ, связанных с определением причин отказовэлектрооборудования и его регулировкой. Рекомендуется иметь в портулаборатории, оборудованные стационарными стендами для проверки и регулировкиэлементов электрооборудования. Типы приборов и стендов, их количествоопределяет отдел главного энергетика совместно с отделом механизации, исходя изналичия перегрузочных машин в порту.
Обязанности по оснащению лабораториистационарными и переносными диагностическими приборами, а также руководстволабораторией возлагается на главного энергетика порта. Порт может привлекатьспециализированные организации для выполнения работ, связанных с наладкой ииспытанием электрооборудования и электронных систем.
5.5.2. К самостоятельной работе потехническому обслуживанию электрооборудования допускаются только электромонтерыс квалификационной группой по электробезопасности не ниже третьей.
Работы по техническому обслуживаниютяговых и стартерных аккумуляторных батарей выполняют аккумуляторщики сквалификационной группой по электробезопасности не ниже третьей.
Подключение (отключение) перегрузочныхмашин к электрическим колонкам при условии, что конструкция и техническоесостояние колонки обеспечивают безопасность выполнения этой операции, могутпроизводить рабочие, прошедшие необходимое обучение и имеющие квалификационнуюгруппу электробезопасности не ниже второй.
5.5.3. К работам по техническому обслуживаниюэлектрооборудования перегрузочных машин относятся все работы, выполняемые впорядке текущей эксплуатации*(9)при ТО-1 и ТО-2, в том числе и работы по выявлению и устранению неисправностейэлектрооборудования.
Перечень этих работ приведен в приложении6, а возможные неисправности электрооборудования и способы их устранения -в приложении7.
5.5.4. Организационные и техническиемероприятия, обеспечивающие безопасность работ при техническом обслуживании, атакже работы, выполняемые по распоряжению, приведены в подразделе13.2.
5.5.5. Работы, выполненные притехническом обслуживании электрооборудования, исполнитель записывает в вахтенныйжурнал машины, а работы, выполненные дежурным электромонтером, записываютсятакже в журнал дежурного электромонтера.
5.6.1. Выбор, замену и контроль качестварабочих жидкостей для гидравлических систем следует производить в соответствиис РД 31.44.08-93 "Рекомендации по организации смазочного хозяйства, выборуи применению унифицированных топлив, масел, смазок и специальных жидкостей дляпортовых перегрузочных машин".
5.6.2. Диагностирование гидравлическихсистем перегрузочных машин производят в соответствии с рекомендациями,приведенными в инструкции по эксплуатации машины и в приложении8.
5.6.3. Промывку агрегатов и элементовсистемы (насосов, золотников, клапанов и т.п.) в случае выявления смолистыхотложений на внутренних поверхностях производят после снятия гидроаппаратов смашины. Для промывки могут применяться технические моющие средства, например:МС-15, ТУ 6-18-14-81; МС-8, ТУ 6-15-978-76; Лобамид-203, ТУ 38-10738-80. Мойкаведется водными 2 % растворами при температуре 60-80 °С.
5.6.4. При работе гидросистем долженосуществляться контроль за нагревом масла. Температура масла в гидросистемахдолжна соответствовать требованиям фирменной инструкции, а при ее отсутствии непревышать +70 °С. Нагрев масла в гидротрансформаторе не должен превышать +120°С.
5.6.5. В зимнее время при подготовке кработе гидросистем с подогревом масла должны быть выполнены требованияфирменной технической документации по включению маслоподогревателей и пускунасосов. В гидросистемах без подогрева масла включение механизмов под нагрузкуследует производить после работы системы без нагрузки в течение не менее 10 мин.
5.6.6. При технической эксплуатациипневмосистем портальных контейнеровозов, пневмоперегружателей, контейнерныхпогрузчиков и портовых тягачей особое внимание следует обращать насвоевременное удаление конденсата, проверку герметичности системы, проверкудействия регулирующих и предохранительных клапанов, очистку воздушных фильтров.
При температуре окружающего воздуха ниже +5 °Сследует также принимать меры против замерзания конденсата, а при наличии насосадля впрыскивания антифриза следить за работой этого насоса.
При наличии в пневмосистеме специальноговоздухоосушительного устройства необходимо учитывать следующее:
- воздухоочиститель должен работать свключенным подогревом при температуре окружающего воздуха ниже +5 °С,
- при температуре ниже +5 °С следует поокончании работы спускать остатки конденсата. При снижении производительностивоздухоочистительного устройства следует заменить его адсорбционный элемент.
5.7.1. ТО грузозахватных органов, закрепленныхза перегрузочными машинами или установленных на них, осуществляется притехническом обслуживании соответствующих машин. Техническое обслуживание неустановленных на машины и не закрепленных за ними грузозахватных органовпроизводится в объеме ТО-2 по графику, но не реже одного раза в месяц поуказанию инженерно-технического работника, назначенного распоряжениемначальника района ответственным за содержание этих грузозахватных органов висправном состоянии. Непосредственно перед использованием такие грузозахватныеорганы должны быть осмотрены и опробованы в работе рабочим, управляющимперегрузочной машиной, на которую навешивается этот грузозахватный орган.
5.7.2. Замена грузозахватного органа на кранеили на машине внутрипортового транспорта может производитьсядокерами-механизаторами и (или) рабочими по техническому обслуживанию и ремонтутолько по указанию сменного механика, в обязанности которого входит инструктажрабочих по технике и безопасным методам замены и контроль исполнения.
5.7.3. Вновь изготовленные грузозахватныеорганы в случаях, когда этого требуют Правила Госгортехнадзора России покранам, должны быть снабжены соответствующими паспортамипредприятия-изготовителя (см. пункт8.2). Паспорта должны составляться в соответствии с ГОСТом 2.601-95*(10)"ЕСКД. Эксплуатационные документы" и поставляться в комплекте сизделиями.
5.7.4. Маркировка грузозахватных органов должнасоответствовать требованиям Правил Госгортехнадзора России по кранам.Возможность применения грейфера на грузе, не указанном в табличке, имеющейся нагрейфере, устанавливает комиссия, назначенная главным инженером, путемпроведения испытаний на зачерпывающую способность в соответствии с ГОСТ24599-87 "Грейферы канатные для навалочных грузов. Общие техническиеусловия".
5.8.1. Разработка и изготовление грузозахватныхприспособлений должны осуществляться в соответствии с ПравиламиГосгортехнадзора России по кранам, а также в соответствии с РД 31.00.100-95"Система разработки и постановки продукции на производство. Изделияпредприятий морского транспорта. Порядок разработки, постановки и снятияпродукции с производства".
5.8.2. Вновь изготавливаемые для портовгрузозахватные приспособления снабжаются (на единицу или партию однотипных)чертежом общего вида грузозахватного приспособления, схемой его испытания иинструкцией, определяющей порядок и методы осмотра, браковочные показатели, атакже методы устранения обнаруженных повреждений.
Грузозахватные приспособления,изготавливаемые для порта, снабжаются клеймом или прочно закрепленнойметаллической биркой с указанием инвентарного (регистрационного) номера,паспортной грузоподъемности, даты испытания, а также снабжаются паспортом.
5.8.3. На изготовление грузовых стропов впорту разрабатываются технические условия и технологические карты с учетомтребований Правил Госгортехнадзора России по кранам, РД10-33-93 "Стропы грузовые общего назначения. Требования к устройству ибезопасной эксплуатации" и ПТЭ, а на изготовление стропов из текстильныхлент - с учетом требований РД24-СЗК-01-01 "Стропы грузовые общего назначения на текстильной основе.Требования к устройству и безопасной эксплуатации".
При изготовлении портом стропов изстального каната для собственных нужд, паспорт может составляться на партиюоднотипных стропов в соответствии с ПБ10-382-00 "Правила устройства и безопасной эксплуатации грузоподъемныхкранов".
Маркировка стропов из стальных канатовпроизводится на бирках или втулках. Маркировка должна содержать инвентарный(регистрационный) номер, грузоподъемность, дату испытания.
Маркировка стропов из текстильных лентвыполняется на маркировочной бирке, на которой указываются:
- товарный знак предприятия-изготовителя,адрес;
- тип, условное обозначение стропа;
- грузоподъемность стропа в зависимостиот способов строповки;
- длина;
- дата изготовления;
- порядковый номер по системе нумерации предприятия-изготовителя;
- обозначение технических условий (ТУ)или стандарта, по которому изготовлен строп.
Стропы (гибкие ветви), входящие в составгрузозахватных приспособлений (балок, рам, траверс со специальными захватами ит.п.), изготавливаются согласно ТУ (чертежа), разработанныхпредприятием-изготовителем. Паспорт на эти стропы не требуется. Испытание этистропы проходят в составе грузозахватного приспособления нагрузкой, равной 1,25номинальной грузоподъемности приспособления. Маркировка наносится только нагрузоподъемное приспособление, которое снабжается паспортом.
5.8.4. Грузозахватные приспособлениядолжны выбираться в соответствии с указаниями рабочей технологическойдокументации.
5.8.5. Грузозахватные приспособлениямогут получать на такелажном складе бригадиры (звеньевые) или рабочиекомплексных бригад - стропальщики, сигнальщики, водители погрузчиков. Послеосмотра грузозахватных приспособлений производителем работ (см. пункт 5.8.6)и рабочими комплексных бригад, получившими грузозахватные приспособления натакелажном складе, неисправные приспособления должны быть выбракованы ивозвращены на места хранения. Осмотр стропов стропальщиками долженпроизводиться не только перед началом работ, но и неоднократно в течение смены.Порядок хранения неисправных грузозахватных приспособлений должен исключатьвозможность попадания их в места хранения исправных и на рабочие места.
5.8.6. Контроль за применением исправныхи соответствующих рабочим технологическим документам (РТК, ВТИП) грузозахватныхприспособлений является обязанностью производителя работ (см. пункт9.2.1).
5.8.7. Выдачу, прием, хранение, ТО иремонт грузозахватных приспособлений должно производить специализированноеподразделение порта, руководство работой которого осуществляет инженерно-техническийработник, назначенный приказом начальника порта. Выдача и прием грузозахватныхприспособлений осуществляются в соответствии с Положением, утвержденнымначальником порта. Указанное подразделение должно иметь в своем составеинженерно-технических работников, ответственных за содержание грузозахватныхприспособлений в исправном состоянии, а также рабочих для выдачи, приема итехнического обслуживания грузозахватных приспособлений.
5.8.8. В состав технического обслуживаниягрузозахватных приспособлений при их хранении и использовании входят следующиеработы:
- осмотр (состав проверок при осмотре всоответствии с пунктом6.3.3);
- очистка от остатков груза, грязи ит.п.;
- смазка (при необходимости);
- замена вышедших из строя крепежныхдеталей;
- регулировка;
- окраска или оцинковка (принеобходимости) в соответствии с требованиями технической документации.
ТО осуществляется в процессе подготовкигрузозахватных приспособлений к выдаче для производства погрузочно-разгрузочныхработ.
ТО грузозахватных приспособлений приподготовке к транспортированию осуществляется в соответствии с требованиямитехнических условий на изготовление или инструкции по эксплуатации.
5.9.1. Вновь изготовленные средства укрупнениядопускаются к эксплуатации при наличии акта ОТК предприятия-изготовителя. Актможет быть составлен на партию однородных поддонов и пакетирующих стропов.
5.9.2. Средства укрупнения должныхраниться на инвентарном (такелажном) складе, принадлежащем грузовому району,грузовому складу, технологическому отделу или специализированномуподразделению, за которыми эти средства укрупнения закреплены.
5.9.3. После сдачи на грузовой илиинвентарный (такелажный) склад средства укрупнения должны быть осмотреныперсоналом соответствующего склада, неисправные - отбракованы. Хранениенеисправных средств укрупнения должно осуществляться отдельно от исправных всоответствии с Правилами охраны труда в морских портах.
5.9.4. В состав технического обслуживаниясредств укрупнения при хранении и использовании входят:
- осмотр;
- очистка от грязи или остатков груза;
- замена изношенных или поврежденныхконструктивных элементов;
- просушка;
- восстановление маркировки.
5.9.5. ТО осуществляется в процессеподготовки средств укрупнения к выдаче для производства погрузочно-разгрузочныхработ.
5.10.1. Приведенные в настоящем разделе рекомендацииотносятся к техническому обслуживанию наземной части рельсовых крановых путейпортальных кранов и перегружателей и включают работы, выполняемые порезультатам оперативного (см. пункт6.2.5), периодического (см. пункт6.3.4) осмотров и технических освидетельствований (см. пункт 6.4.5)наземной части этих путей, а также работы, требующиеся для устранениянеисправностей, обнаруживаемых при ежесменных осмотрах, выполняемыхдокерами-механизаторами, управляющими портальным краном или перегружателем.
К этим работам относятся:
- рихтовка и балластировка путей порезультатам нивелировки и замеров колеи;
- очистка прирельсовой канавки от мусора,грязи, остатков груза, снега, льда;
- прочистка отверстий и спуск воды изприрельсовых канавок;
- замена рельса при обнаружении трещин исколов на головке рельса;
- затяжка и замена дефектных элементовсоединения и крепления рельсов;
- восстановление поврежденных концевыхупоров;
- восстановление заземления;
- принятие мер в случае обнаружениянесоблюдения минимального расстояния от выступающих частей крана до груза илидругих предметов - менее 700 мм до высоты 2000 мм, на высоте более 2000 мм -менее 400 мм;
- устранение других неисправностей.
5.10.2. В случае если при ежесменномосмотре рельсовых крановых путей обнаружены неисправности рельсов, трещины вжелезобетонных шпалах, плитах или балках, на которых уложены рельсы, или невыдержаны указанные минимальные расстояния от выступающих частей крана до грузаили других предметов, докер-механизатор, не приступая к работе, докладывает озамеченных недостатках сменному механику и бригадиру.
5.10.3. В порту должно быть разработаноположение и установлен порядок, обеспечивающие своевременную и качественнуюочистку крановых рельсовых путей, прочистку отверстий и спуск воды изприрельсовых канавок.
5.10.4. Все виды техническогообслуживания рельсовых крановых путей осуществляются по указанияминженерно-технического работника, ответственного за содержание путей висправном состоянии, рабочими подразделения, которому принадлежат или котороеарендует причалы и тыловые площади с рельсовыми крановыми путями. В договоре нааренду должна быть определена ответственность за осуществление всех видовтехнического обслуживания, надзора и ремонта.
5.11.1. Обязанности по содержаниюподъемно-транспортного оборудования в исправном состоянии должны быть возложенына инженерно-технических работников (см. пункты 5.11.2 и 5.11.3):
- по оборудованию, поднадзорномуГосгортехнадзору России, - приказом начальника порта,
- по остальному оборудованию - приказомначальника грузового района.
Указанные инженерно-технические работникипроходят проверку знаний в объеме документов, перечисленных в пункте4.4.2, а также проверку знания Инструкции для инженерно-техническихработников, ответственных за содержание перегрузочных машин, грузозахватныхприспособлений, средств укрупнения и рельсовых крановых путей в исправномсостоянии, составленной на основании инструкции, приведенной в приложении9, а также типовой инструкции для инженерно-технических работников,ответственных за содержание грузоподъемных машин в исправном состоянии,утвержденной Постановлением Госгортехнадзора России от 26 июля 1993 г. N 27(см. раздел 1 приложения 1,пункт 7.45). Номер и дата приказа о назначении, должность, фамилия, имя,отчество и подпись инженерно-технического работника, ответственного засодержание в исправном состоянии машины, приводятся в паспорте перегрузочноймашины, а инженерно-технического работника, ответственного за содержание висправном состоянии грузозахватных приспособлений и средств укрупнения, - вжурнале учета и осмотра грузозахватных приспособлений и средств укрупнения (см.раздел8).
Эти сведения заносятся в указанныедокументы каждый раз после назначения нового ответственного лица. Во времяотпуска, командировки, болезни или в других случаях отсутствия ответственноголица выполнение его обязанностей возлагается на работника, заменившего его подолжности (без занесения его фамилии в указанные документы). Приказ овозложении обязанностей подписывает руководитель подразделения, назначившийзаменяемое лицо.
Администрацией порта должны быть созданыусловия для выполнения ответственным лицом возложенных на него обязанностей.
5.11.2. Обязанности по обеспечениюсодержания подъемно-транспортного оборудования в исправном состояниивозлагаются:
а) по группам перегрузочных машин, какподконтрольных, так и не подконтрольных Госгортехнадзору России, а также погрузозахватным органам - на групповых механиков (электромехаников), механиков.По перегрузочным машинам с электрическим приводом могут быть назначены дваответственных лица - раздельно по механической части и по электрооборудованиюмашины. При этом разрешение на пуск в работу перегрузочной машины после ремонтаимеет право выдавать групповой механик, ответственный за содержаниемеханической части машины, или сменный механик, если ремонт производился подего руководством.
Обязанности сменных механиков посодержанию перегрузочных машин в исправном состоянии определяются должностнымиинструкциями, разработанными с учетом требований Правил Госгортехнадзора Россиипо кранам.
Обязанности по организации содержания висправном состоянии перегрузочных машин и грузозахватных органов, организации ипроизводства их ремонта, расстановки инженерно-технического и обслуживающегоперсонала группы механизации возлагаются на заместителя начальника грузовогорайона по механизации и начальника внутрипортовой механизации.
Обязанности по направлениюдокеров-механизаторов, управляющих перегрузочными машинами, на выполнение работпо техническому обслуживанию перегрузочных машин возлагаются на начальникарайона;
б) по рельсовым крановым путям - наинженерно-технических работников владельца (или арендатора) причалов иподразделения, на территории которого находятся причалы и тыловые площади,имеющие рельсовые крановые пути.
Обязанности по обеспечению содержаниярельсовых крановых путей в исправном состоянии и выполнения докерами-механизаторамиобязанностей по техническому обслуживанию рельсовых крановых путей (см. подраздел 5.10)возлагаются на начальника грузового района;
в) по грузозахватным приспособлениям - наинженеров-технологов технологического подразделения или специализированногопредприятия, выполняющего его функции. Организация обеспечения исправногосостояния грузозахватных приспособлений, их своевременного ремонта и выбраковкиявляется обязанностью заместителя начальника грузового района по эксплуатации;
г) по средствам укрупнения, находящимся введении грузовых складов, - на начальников грузовых складов, а находящихся введении инвентарного (такелажного) складов - на помощника либо заместителяначальника грузового района по хозяйственной части.
Организация обеспечения исправногосостояния средств укрупнения, находящихся в ведении грузовых складов, в целомпо грузовому району возлагается на заместителя начальника грузового района поскладской части;
д) содержание в исправном состояниипринадлежащих порту приспособлений для крепления грузов на ролл-трейлерах - наработников, назначенных приказом по порту.
5.11.3. Обязанности по содержанию висправном состоянии подъемно-транспортного оборудования, принадлежащего негрузовому району, а другому подразделению порта, возлагаются наинженерно-технических работников этого подразделения. Обязанности поорганизации обеспечения исправного состояния возлагаются на начальника этогоподразделения или его заместителя.
5.12.1. Портовые мобильные краны ипортовые портальные мобильные краны (в дальнейшем оба вида мобильных крановименуются ПМК) получают в морских портах все большее распространение. Внастоящее время в морских портах эксплуатируются ПМК, поставленные фирмами"Либхерр" и "Готвальд". ПМК применяются для судовыхпогрузочно-разгрузочных работ наряду с портальными кранами. В силу новизныконструктивных решений, примененных на ПМК, следует обращать особое внимание наобучение и проверку знаний инженерно-технического персонала и рабочих,управляющих и осуществляющих ТО ПМК. С этими кранами фирмы-изготовителипоставляют подробное руководство по эксплуатации, на основе которого в портудолжны быть разработаны с учетом местных условий и выданы инженерно-техническимработникам и рабочим, обслуживающим ПМК, должностные инструкции и инструкции поохране труда.
5.12.2. С точки зрения безопасностиработы ПМК одним из основных условий является прочность основания (причала) вместах установки плит четырех опорных гидравлических цилиндров (домкратов).Нагрузка на эти плиты в несколько раз превышает нагрузку на колесо портальногокрана, на которую рассчитаны существующие причалы. Для установки ПМК необходимополучить разрешение проектной организации, имеющей соответствующую лицензиюГосстроя России.
5.12.3. В целях безопасной и рациональнойработы портовых мобильных кранов на территории причалов и складов в местах установкикранов наносится разметка на покрытиях. Разметку необходимо производитьнесмывающейся краской, хорошо видимой при естественном и искусственномосвещении, либо специальными деталями, вмонтированными в покрытие территории,или другими способами. Места установки мобильных кранов (места установкиопорных плит) определяются конструкцией причалов и соответствующимиплан-схемами установки по данным проектной организации (см. пункт 5.12.2).
5.12.4. Порядок выдачи, перемещения,сдачи портовых мобильных кранов оформляется приказом по порту. Ответственностьза перегон ПМК в пределах одного грузового района возлагается на производителяработ. Ответственность за перегон ПМК с одного грузового района на другойвозлагается на сменного механика соответствующей группы механизации.
5.12.5. В целях обеспечения перегонапортовых мобильных кранов и для обеспечения соблюдения габаритов приближения кштабелям груза по пути перемещения кранов в порту разрабатываются иутверждаются схемы расположения основных проездов мобильных кранов.
5.12.6. Работа ПМК от электрической сети:
а) ответственность за организациюподключения ПМК к береговой сети возлагается на сменного диспетчера грузовогорайона, который принимает решение с учетом возможности подключения и технологииработ;
б) к работе по подключению ПМК к крановымэлектроколонкам допускаются лица электротехнического персонала, имеющие группудопуска по электробезопасности не ниже третьей (сменный электромонтер),прошедшие соответствующее обучение;
в) подключение питающего силового кабеляи кабеля вспомогательного питания ПМК производится по распоряжению диспетчерарайона сменным электромонтером грузового района, на котором находится кран, спривлечением докеров-механизаторов бригады, работающей с краном, подруководством сменного механика грузового района. Лица, осуществляющиеподключение и перенос кабеля ПМК, в оперативном отношении подчиняются сменномумеханику района;
г) перед подключением ПМК к береговойсети сменный механик проверяет техническое состояние питающих силовых кабелейкрана, наличие наконечников на концах токоведущих жил кабелей, а такжепроверяет исправность механической части кабельного барабана, наличие всехэлектродвигателей кабельного барабана и кнопок управления кабельным барабаном;
д) дежурный электрик осуществляетподключение ПМК в соответствии с требованиями инструкции, разработанной портомна основании требований заводской (фирменной) документации.
5.13.1. Бункер и бункерная установка (вдальнейшем бункер) изготавливаются в соответствии с утвержденной проектнойдокументацией и должны иметь паспорт.
Бункер должен быть снабжен табличкой суказанием следующих данных: инвентарный номер; масса бункера без груза; годизготовления; фамилия, имя, отчество ИТР, ответственного за содержание бункера висправном состоянии; срок следующего технического освидетельствования; основныетребования техники безопасности. Размер таблички 1000´600 мм, место установки - у входноготрапа на портале.
В порту должна быть разработана иутверждена инструкция по безопасной эксплуатации бункеров и бункерныхустановок, которой руководствуются:
- сменный диспетчер района;
- лицо, ответственное за безопасноепроизводство работ кранами (производитель работ);
- инженерно-технический работник,ответственный за содержание бункеров в исправном состоянии;
- сменный механик перегрузочных машингрузового района.
5.13.2. Контроль за техническимсостоянием и эксплуатацией бункеров осуществляется следующим образом:
а) приказом начальника грузового районаназначаются: инженерно-технический работник, ответственный за содержаниебункеров в исправном состоянии, и лица, ответственные за безопасноепроизводство работ кранами - производители работ;
б) бункеры, находящиеся в работе,подвергаются периодическому техническому освидетельствованию не реже одногораза в 12 месяцев. Внеочередное техническое освидетельствование проводитсяпосле:
- ремонта расчетных металлическихконструкций бункера с заменой элементов или узлов с применением сварки,
- установки бункера на новое место работы(после переноса с использованием плавкрана);
в) техническое освидетельствованиебункера проводится инженерно-техническим работником отдела механизации приучастии ИТР, ответственного за содержание бункера в исправном состоянии;
г) периодический осмотр осуществляетсякомиссией района под председательством заместителя начальника района помеханизации с участием инженерно-технического работника, ответственного засодержание бункера в исправном состоянии. Периодические осмотры проводятся одинраз в три месяца согласно графику, утвержденному начальником района. Результатыосмотра записываются в журнал периодических и оперативных осмотров бункеров;
д) оперативные осмотры проводятся раз в15 дней согласно графику, утвержденному заместителем начальника района помеханизации. Результаты осмотров записываются в журнал периодических иоперативных осмотров бункеров;
е) ежесменный осмотр осуществляетсясменным механиком района по соответствующей группе машин. Ежесменный осмотрпроводится перед началом, в процессе и по окончании смены и обязательно послеперестановки бункера. Результаты осмотра записываются в вахтенный журналсменного механика;
ж) при проведении периодического,оперативного и ежесменного осмотров производится проверка на:
- отсутствие поврежденийметаллоконструкций портала и емкости, трапов, площадок, ограждений (погнутыхэлементов, вмятин, разрывов, трещин и т.д.),
- отсутствие повреждений сварных швов,
- исправность спускных рукавов и затворов(отсутствие разрывов, трещин и др.),
- отсутствие повреждений штатных стропови рымов для переноса бункера,
- наличие и исправность страховочноготроса,
- исправность крепления противовесов кбункеру,
- исправность электрооборудованиябункеров (при наличии),
- исправность механизмов передвижния иходовых тележек бункерных установок,
- отсутствие незакрепленных предметов набункере,
- исправность канатов и лебедоктелескопических лотков,
- наличие таблички в соответствии с пунктом5.13.1,
- устранение замечаний, выявленных припредыдущих осмотрах бункеров.
Проверка осуществляется внешним осмотромс земли, с площадок и трапов, расположенных на бункере. Сварные швы проверяютсявизуальным осмотром. Осмотр сварных швов производится по всей протяженности сдвух сторон невооруженным глазом.
5.13.3. В обязанностиинженерно-технического работника, ответственного за содержание бункеров висправном состоянии, входит:
- обеспечение содержания бункера втехнически исправном состоянии;
- составление графиков оперативныхосмотров;
- составление графиков периодическихосмотров;
- выполнение оперативных и периодическихосмотров согласно графикам с записью результатов осмотров в журнале осмотров;
- запрещение эксплуатации бункеров, привыявлении неисправностей, влияющих на безопасную эксплуатацию бункера илисоздающих опасность для работающих;
- принятие мер по устранению замечаний, выявленныхпри осмотрах бункера и в процессе его эксплуатации;
- контроль за работой сменных механиков вчасти выполнения инструкции по эксплуатации бункера.
5.13.4. В обязанности производителя работвходит:
- организация производства работ ссоблюдением правил и мер безопасности труда, руководствуясь утвержденнымирабочими технологическими картами или временными технологическими инструкциямиперегрузки (ВТИП),а при их отсутствии - планами организации работ (ПОР);
- инструктаж рабочих по безопаснымприемам ведения работ на бункере;
- запрещение нахождения на бункере лиц,не имеющих прямого отношения к производимой работе;
- обеспечение безопасных условий дляработающих на бункере докеров-механизаторов;
- прекращение работы с применениембункера при недостаточной освещенности;
- немедленное прекращение работы приобнаружении неисправностей бункера, принятие мер по их устранению, докладсменному диспетчеру района;
- перед началом, в процессе и поокончании работы обеспечение чистоты и порядка на бункере;
- не допускать повреждений бункера впроцессе перестановки и работы.
5.13.5. Контроль за работой ИТР,ответственного за содержание бункеров в исправном состоянии, осуществляетзаместитель начальника района по механизации.
Контроль за работой лиц, ответственных забезопасное производство работ кранами при использовании бункеров, осуществляетсменный диспетчер района и заместитель начальника района по эксплуатации.
5.13.6. В случае передачи бункера содного района на другой, передача оформляется актом, и бункер закрепляетсяприказом по району за ИТР, ответственным за содержание бункеров в исправномсостоянии. Назначение ответственного за содержание бункера в исправномсостоянии является обязанностью начальника района.
5.13.7. После выполнения текущего иликапитального ремонта, ввод в эксплуатацию отремонтированного бункераосуществляется комиссией под председательством заместителя начальника района помеханизации с участием представителя отдела механизации, ответственного лица,ремонтировавшего бункер, ИТР, ответственного за содержание бункеров в исправномсостоянии, и инженера по технике безопасности. Результаты приемки оформляютсяактом. Акт утверждается начальником отдела механизации и подшивается втехническое дело бункера.
5.13.8. Производство работ с использованиембункеров и бункерных установок:
а) при работе на бункер портальнымикранами сменный механик перегрузочных машин грузового района выполняетежесменный осмотр бункера, докладывает результаты осмотра сменному диспетчерурайона и производит запись в вахтенном журнале сменного механика;
б) в обязанности лица, ответственного забезопасное производство работ, входит проверка:
- устойчивости бункера,
- надежности крепления противовесов,
- исправности трапов, площадок и леерныхограждений,
- симметричность установки бункераотносительно оси ж.д. путей,
- отсутствия незакрепленных предметов набункере,
- наличия страховочного троса;
в) по результатам проверки бункера лицо,ответственное за безопасное производство работ, производит запись всоответствующем журнале - вахтенном журнале диспетчера, стивидора;
г) при выявлении неисправностей бункера,влияющих на безопасность, производитель работ не начинает или прекращает работуи докладывает диспетчеру района для принятия необходимых мер;
д) производитель работ в течение сменыобеспечивает правильную и безопасную эксплуатацию бункера, не допускает егоповреждений и принимает меры по своевременному устранению нарушений.
5.13.9. Перестановка бункера на новоеместо производится под непосредственным руководством лица, ответственного забезопасное производство работ кранами, и сменного механика по указаниюдиспетчера района.
После перестановки бункера сменныймеханик производит осмотр бункера в объеме ежесменного осмотра, делает запись ввахтенном журнале сменного механика и докладывает диспетчеру.
Производитель работ после перестановкибункера проверяет бункер в объеме, указанном в инструкции.
5.13.10. Нахождение докеров-механизатороввнутри емкости бункера с грузом запрещается. Как исключение, допускаетсянахождение рабочего в емкости бункера для выполнения определенной работы подличным руководством лица, ответственного за безопасное производство работкранами, с соблюдением следующих условий:
а) работа кранов должна быть прекращена;
б) все затворы на бункере должны быть закрыты;
в) на решетку в емкости бункера долженбыть уложен настил;
г) все рабочие, находящиеся в емкостибункера, имеют предохранительные пояса со страховочным концом, который долженнадежно крепиться к металлоконструкции бункера.
5.13.11. Для наблюдения за рабочими,находящимися в емкости, и в случае необходимости для оказания им помощи наверхней площадке бункера должно находиться лицо, ответственное за безопасноепроизводство работ кранами.
5.13.12. В случаях, когда груз нессыпается из бункера в вагон через спускные рукава (затворы), старший вагонного(кордонного) звена прекращает работу крана, ставит в известность производителяработ и под его руководством производится очистка рукавов (затворов) иликвидация зависания груза. Работа выполняется двумя докерами, стоящими накрыше вагона, которые снизу через затвор, вертикальными движениями ломика,производят очистку затвора.
5.13.13. Запрещается использовать бункеркак накопитель груза.
5.13.14. По окончании работ производительработ обязан:
а) потребовать от бригадирадокеров-механизаторов, чтобы была произведена очистка трапов и площадок бункераот грязи, пыли и груза, проверить выполнение работы, при необходимости сделатьотметку в наряд-задании (наряде) о качестве выполнения работ;
б) доложить сменному диспетчеру районаобо всех неисправностях, выявленных в процессе работы, для принятия мер по ихустранению.
6.1.1. Одним из основных условийвыполнения требований промышленной безопасности является осуществление местноготехнического надзора за эксплуатацией подъемно-транспортного оборудования, атакже надзора за производством работ по перемещению грузов. Требования кместному техническому надзору приведены в "Правилах организации иосуществления производственного контроля за соблюдением требований промышленнойбезопасности на опасном производственном объекте", утвержденныхпостановлением Правительства Российской Федерации от 10 марта 1999 г. N263. В пункте 3 данных Правил сказано: "каждая эксплуатирующаяорганизация на основании настоящих Правил разрабатывает положение опроизводственном контроле с учетом профиля производственного объекта".Применительно к надзору за оборудованием, поднадзорным Госгортехнадзору России,требования к надзору и обслуживанию приведены в разделе 9.4 ПравилГосгортехнадзора России по кранам.
Местный портовый технический надзоросуществляется путем проведения технических освидетельствований, оперативных ипериодических осмотров групповыми механиками грузовых районов (см. подразделы 6.2и 6.3),а также инженерно-техническими работниками, на которых приказом по портувозложены обязанности по надзору за содержанием оборудования в исправномсостоянии.
6.1.2. В функции местного портовоготехнического надзора входят:
- надзор за безопасной эксплуатациейподъемно-транспортного оборудования, контроль выполнения требований ПТЭ исоответствующих Правил, перечисленных в пункте 4.4.2;
- надзор за безопасным производствомработ и соблюдением технологической дисциплины при перемещении грузов;
- проведение техническихосвидетельствований перегрузочных машин, грузозахватных органов, грузозахватныхприспособлений и рельсовых крановых путей в соответствии с ПТЭ;
- надзор за монтажом и ремонтомподъемно-транспортного оборудования;
- контроль за выполнением предписанийорганов государственного надзора и указаний местного надзора;
- контроль за выполнением графиков исроков осмотра и ремонта подъемно-транспортного оборудования, сроковобследования кранов, отработавших нормативный срок;
- проверка наличия производственныхинструкций для докеров-механизаторов, для рабочих по техническому обслуживаниюи ремонту, для инженерно-технических работников, ответственных за содержаниеподъемно-транспортного оборудования в исправном состоянии, для лиц,ответственных за безопасное производство работ по перемещению грузов;
- участие в расследовании и анализеаварий, несчастных случаев и происшествий;
- участие в работе квалификационнойкомиссии по аттестации и проверке знаний у рабочих и участие в работе комиссиипо проверке знаний у инженерно-технических работников.
6.1.3. Местный портовый техническийнадзор осуществляется:
а) за безопасной эксплуатациейперегрузочных машин, рельсовых крановых путей, электрических колонок путем:
- оперативного и периодического осмотров,
- технического освидетельствования ивыборочного осмотра, выполняемого инженерно-техническими работниками по надзорув порту,
б) за безопасной эксплуатациейгрузозахватных приспособлений путем:
- оперативных и периодических осмотров,проводимых инженерно-техническими работниками грузовых районов, а при наличии впорту специализированного предприятия, выполняющего функции технологическогоподразделения - инженерно-техническими работниками этого подразделения,
- технических освидетельствований,проводимых инженерно-техническими работниками подразделений порта,осуществляющих изготовление, реконструкцию и ремонт этого оборудования,
- выборочных осмотров, выполняемыхинженерно-техническими работниками по надзору в порту,
в) за безопасным производством работ поперемещению грузов и соблюдением технологической дисциплины путем:
- проверок оперативно-распорядительскимсоставом в соответствии с Правилами охраны труда в морских портах,
- периодических проверок, выполняемыхинженерно-техническими работниками по надзору в порту.
6.1.4. Обязанности по надзору в порту могутбыть возложены:
а) по надзору за безопасной эксплуатациейперегрузочных машин и грузозахватных органов - на инженерно-техническихработников отдела механизации;
б) по контролю за безопаснымпроизводством работ по перемещению грузов в соответствии с действующейтехнологией и за содержанием в исправном состоянии грузозахватныхприспособлений и средств укрупнения - на инженерно-технических работниковтехнологического отдела;
в) по надзору за безопасной эксплуатациейрельсовых крановых путей - на инженерно-технических работников отдела гидротехническихи инженерных сооружений;
г) по надзору за безопасной эксплуатациейэлектрических колонок - на инженерно-технических работников отдела главногоэнергетика в соответствии с подпунктом "г" пункта4.5.5;
д) при создании в портуспециализированного подразделения по надзору (см. пункт4.5.6) - на инженерно-технических работников этогоподразделения в соответствии с Правилами Госгортехнадзора России по кранам.
6.1.5. Рекомендуемая численностьинженерно-технических работников по надзору устанавливается:
- по надзору за безопасной эксплуатациейперегрузочных машин, подконтрольных органам Госгортехнадзора России, - одининженерно-технический работник на каждые 50 машин;
- по надзору за безопасной эксплуатациейперегрузочных машин, не подконтрольных органам Госгортехнадзора России, - одининженерно-технический работник на каждые 150 машин;
- по надзору за безопасной эксплуатациейгрузозахватных приспособлений и средств укрупнения и по надзору за безопаснымпроизводством работ - по одному инженерно-техническому работнику на каждыйгрузовой район порта.
6.1.6. Инженерно-технические работники понадзору в порту назначаются приказом по порту после проверки у них знаниядокументов, перечисленных в пункте 4.4.2,выдачи им удостоверения, а также инструкции для инженерно-техническихработников по надзору в порту, составленной на основании инструкции,приведенной в приложении10, и Типовой инструкции для инженерно-технических работниковпо надзору за безопасной эксплуатацией грузоподъемных машин, утвержденнойпостановлением Госгортехнадзора России от 26 ноября 1993 г. N 42 (см. раздел 1приложения 1,пункт 7.43).
Инженерно-технические работники понадзору должны работать по плану, утвержденному главным инженером порта. Во времяотпуска, командировки, болезни и в других случаях отсутствияинженерно-технического работника по надзору выполнение его обязанностейвозлагается приказом по порту на другого работника, прошедшего проверку знанийи имеющего соответствующее удостоверение.
6.1.7. Инженерно-технические работники понадзору в своей работе руководствуются ПТЭ, инструкциями, правилами и другимируководящими материалами по эксплуатации перегрузочных машин и охране труда.Инженерно-технические работники по надзору за безопасной эксплуатациейрельсовых крановых путей руководствуются также требованиями Правил техническойэксплуатации портовых сооружений и акваторий (РД31.35.10-86).
6.1.8. При выявлении нарушений ПТЭ, принесоблюдении требований охраны труда при производстве работ по перемещениюгрузов и нарушении технологической дисциплины, а также при невыполнениитребований по техническому обслуживанию подъемно-транспортного оборудованияинженерно-технические работники по надзору принимают меры к устранению этихнарушений, а в необходимых случаях прекращают работу, поставив в известностьадминистрацию соответствующего подразделения порта.
6.2.1. Оперативный осмотр осуществляетсяв порядке надзора, с целью своевременного предупреждения и устранениянеисправностей, а также для контроля выполнения инженерно-техническимиработниками требований ПТЭ, а портовыми рабочими, управляющими перегрузочнымимашинами, и рабочими по техническому обслуживанию и ремонту - инструкций.Оперативный осмотр проводят инженерно-технические работники, ответственные засодержание подъемно-транспортного оборудования в исправном состоянии.Допускается проведение оперативного осмотра сменными механиками.
6.2.2. Оперативный осмотр перегрузочныхмашин осуществляется не реже одного раза в месяц независимо от режима работымашины.
Рекомендуется оперативный осмотрпроводить перед техническим обслуживанием. В порядке оперативного осмотраперегрузочных машин проводят:
а) осмотр агрегатов и механизмовперегрузочных машин;
б) проверку:
- состояния металлоконструкций, канатов,болтовых и других креплений с учетом рекомендаций РД 31.44.37-89 "Краныпортальные морских портов. Контроль состояния металлоконструкций",
- работу тормозов и систем управления,
- действия приборов безопасности(проверка ограничителя грузоподъемности, см. пункт6.4.2.9),
- работы двигателей,
- состояния электрооборудования,
- выполнения полученных ранее указанийдокерами-механизаторами и рабочими по техническому обслуживанию и ремонтуперегрузочных машин.
При оперативных осмотрах ролл-трейлеровособое внимание следует обращать на крепление колес, состояние грузовых шин,штыковых замков (или откидных планок) на платформе, настила платформы, паза дляввода клыка гузнека. Кроме этого, проверяется четкость обозначениярегистрационного номера, грузоподъемности, массы тары, допустимой нагрузки напереднюю опору и на ось.
Номера машин, подвергнутых оперативномуосмотру, заносят в журнал группового механика (электромеханика) с указаниемрезультатов осмотра и перечня работ по техническому обслуживанию и ремонту,которые должны быть выполнены. В случае проведения осмотра сменным механикомрезультаты осмотра записываются в журнал группового механика. Указания поустранению неисправностей, замеченных при осмотре перегрузочных машин, и попроведению работ по техническому обслуживанию докерами-механизаторами,управляющими перегрузочными машинами, и рабочими по техническому обслуживанию иремонту записывают в вахтенный журнал сменного механика, а для кранов,перегружателей и других машин - и в вахтенный журнал машины.
Оперативные осмотры проводят по графикам,утвержденным заместителем начальника района по механизации, а в другихподразделениях - начальником подразделения.
6.2.3. Оперативный осмотр грузозахватныхорганов проводят инженерно-технические работники, ответственные за ихсодержание в исправном состоянии, с записью в своем журнале.
Оперативный осмотр грузозахватныхорганов, не закрепленных постоянно за машинами, должен выполняться сменныммехаником непосредственно перед использованием, с записью в журнале сменногомеханика.
6.2.4. Оперативный осмотр грузозахватныхприспособлений проводят рабочие подразделения, указанного в пункте5.8.7, перед выдачей и при приемке, а также производитель работ и рабочиекомплексных бригад, получающие грузозахватные приспособления на инвентарном(такелажном) складе, - перед использованием. Оперативный осмотр поддонов ипакетирующих стропов проводит персонал инвентарного (такелажного) и грузовогоскладов при выдаче, а также рабочие комплексных бригад при получении дляформирования пакетов. Осмотр проводится неоднократно в течение смены, а также ипри возвращении на инвентарный (такелажный) или грузовой склад.
Осмотр производится в соответствии синструкцией, определяющей порядок и методы осмотра, браковочные показатели, атакже методы устранения обнаруженных повреждений. Такая инструкция должна бытьпоставлена в составе технической документации изготовителя. При отсутствии всоставе технической документации такой инструкции она разрабатывается портом всоответствии с рекомендациями, приведенными в Правилах Госгортехнадзора Россиипо кранам.
6.2.5. Оперативный осмотр наземной частирельсовых крановых путей выполняется не реже одного раза в месяцинженерно-техническим работником, ответственным за их содержание в исправномсостоянии. При осмотре проверяется соответствие рельсовых путей инструкциизавода-изготовителя по эксплуатации крана, а также проверяются: креплениярельсов к основанию, соединения рельсов, зазоры в стыках рельсов, отсутствиетрещин, накатов, изломов головки рельсов, состояние прирельсовых канавок иводоотводящих отверстий, железобетонных шпал, балок или плит, на которыхуложены рельсы, состояние заземлений, тупиковых упоров, других элементовкранового пути. По результатам осмотра делается запись в Журнале техническогонадзора по форме, приведенной в Правилах технической эксплуатации портовыхсооружений и акваторий (РД31.35.10-86).
6.3.1. Периодический осмотр проводится впорядке надзора, с целью тщательной проверки технического состоянияподъемно-транспортного оборудования и сбора сведений, необходимых дляподготовки очередных плановых ремонтов.
6.3.2. Периодический осмотр перегрузочныхмашин проводится комиссией. В состав комиссии входят инженерно-техническийработник, ответственный за содержание осматриваемой машины в исправном состоянии,а также другие инженерно-технические работники. Комиссия назначаетсяраспоряжением заместителя начальника района по механизации по согласованию сначальником отдела механизации. При периодических осмотрах комиссия выполняетследующее:
- проверяет и наблюдает в работе всемеханизмы и агрегаты механической части и электрооборудования;
- проводит осмотр металлоконструкций,исправное состояние которых имеет первостепенное значение в обеспечениибезопасности работы оборудования;
- проверяет работу приборов безопасности,в том числе и ограничителя грузоподъемности (с грузом);
- проверяет состояние электропроводки изаземления;
- устанавливает неотложные ремонтныеработы и уточняет перечень запасных частей, подлежащих заказу для выполненияочередных плановых ремонтов;
- проверяет грузозахватные органы,постоянно приписанные к машинам;
- проверяет не установленные на машины ине приписанные к ним грузозахватные органы (см. пункт5.7.1).
Наиболее ответственным является осмотрнесущих металлоконструкций, который следует проводить с учетом рекомендаций РД31.44.37-89 "Краны портальные морских портов. Контроль состоянияметаллоконструкций", а также подраздела 6.5настоящих ПТЭ.
Основной целью осмотра является, так жекак при обследовании (см. подраздел 6.5),выявление трещин и деформаций в ответственных элементах металлоконструкций, атакже уменьшение толщины таких элементов из-за коррозии. В условиях портатрещина может быть обнаружена в результате визуального осмотра. В случае, еслиналичие обнаруженной визуально трещины вызывает сомнение, можно использоватьвихретоковые приборы (они позволяют вести замеры без очистки поверхности откраски) или методы капиллярной дефектоскопии. Уменьшение первоначальной толщиныметалла в результате коррозии можно обнаружить при помощи ультразвуковоготолщиномера.
Результаты периодических осмотровоформляются актом по форме, указанной в приложении15.
Заключение комиссии по акту осмотрагрупповой механик записывает в свой журнал. Акт периодического осмотраперегрузочных машин, не подконтрольных органам Госгортехнадзора России,допускается оформлять на группу машин одной модели.
Периодические осмотры перегрузочных машинпроводятся по графику, составленному заместителем начальника района помеханизации и согласованному с начальником отдела механизации.
Осмотры проводятся 1 раз в квартал (черезтри месяца), а также перед каждой постановкой машины на плановые ремонты всехкатегорий и перед окончанием и началом навигации (в портах с навигационнымрежимом работы).
6.3.3 Периодический осмотр грузозахватныхприспособлений проводят инженерно-технические работники, ответственные засодержание грузозахватных приспособлений в исправном состоянии, в сроки:
- стропы - через каждые 10 дней;
- ковши, сетки, клещи, короба подмясопродукты и различные захваты (в том числе автоматические) для кип, рулонов,бочек, мешков, ящиков, металла и других грузов - через месяц;
- рамы, траверсы, балки и балансиры -через месяц.
При осмотрах грузозахватныхприспособлений проверяют состояние конструктивных элементов с целью выявлениядеформаций, трещин, износа, заклинивания трущихся деталей, проверки наличиясмазки в шарнирах и сохранности маркировки, а также выполнения требований,предусмотренных технической документацией. Результаты периодических осмотровгрузозахватных приспособлений должны быть записаны в Журнале учета и осмотрагрузозахватных приспособлений (см. раздел 8).
6.3.4. Периодический осмотр наземной частирельсовых крановых путей портальных кранов и перегружателей проводится не режеодного раза в три месяца комиссией, назначаемой начальником района посогласованию с начальником отдела механизации или с руководителем подразделенияпо надзору, если в порту создано такое подразделение.
В комиссии должны участвоватьинженерно-технические работники, ответственные за содержание в исправномсостоянии осматриваемых участков путей, и инженерно-технический работник понадзору за безопасной эксплуатацией рельсовых крановых путей. Периодическийосмотр проводится для проверки состояния крановых путей в порядке надзора за ихбезопасной эксплуатацией и выполнением мероприятий, намечаемых по результатамоперативного и ежесменного осмотра. Состав проверок приведен в 6.2.5.
Результаты периодического осмотразаписываются в Журнал технического надзора (по форме, приведенной в Правилахтехнической эксплуатации портовых сооружений и акваторий (РД31.35.10-86), инженерно-техническим работником по надзору за безопаснойэксплуатацией рельсовых крановых путей. При необходимости запись в Журналеделается на всю страницу, без соблюдения граф.
6.4.1.1. При техническомосвидетельствовании проводят комплексную проверку исправностиподъемно-транспортного оборудования и соответствия его техническогообслуживания действующим правилам и инструкциям. Техническоеосвидетельствование перегрузочных машин, грузозахватных органов игрузозахватных приспособлений осуществляют инженерно-технические работники понадзору в порту в присутствии инженерно-технического работника, ответственногоза содержание проверяемого оборудования в исправном состоянии.
6.4.1.2. Состав и периодичностьтехнического освидетельствования зависят от вида подъемно-транспортногооборудования.
6.4.2.1. Техническое освидетельствованиекранов и контейнерных перегружателей производится по Правилам ГосгортехнадзораРоссии по кранам, если в инструкции по эксплуатации, поставленнойзаводом-изготовителем, не приведены другие указания. Техническоеосвидетельствование береговых кранов и контейнерных перегружателей проводится:
- полное - не реже одного раза в 3 года;
- частичное - не реже одного раза в год.
Краны, отработавшие нормативный срок,подвергаются полному техническому освидетельствованию в составе обследования, проводимогов соответствии с действующими к моменту обследования требованиямиГосгортехнадзора России.
Полное техническое освидетельствованиеможет быть первичным (при установке нового крана или перегружателя),внеочередным и периодическим (очередным) и включает осмотр, статические идинамические испытания. При статических испытаниях необходимо осуществлятьоптический контроль остаточной деформации металлоконструкции крана. Придинамических испытаниях необходимо контролировать нагрев электрооборудования припродолжительности испытаний, соответствующей требованиям международногостандарта ИСО 4310/1-81 "Краны грузоподъемные. Правила и методыиспытаний". При частичном техническом освидетельствовании проводят толькоосмотр, опробование в работе с номинальным грузом и проверку ОГП контрольнымгрузом. Статические и динамические испытания не проводятся.
Состав проверок, объекты осмотра, порядокпроведения статических и динамических испытаний, условия, при которых проводятвнеочередные освидетельствования, и другие вопросы, связанные с техническимосвидетельствованием кранов и перегружателей, определяются ПравиламиГосгортехнадзора России по кранам и ПТЭ.
6.4.2.2. Испытания при периодическом ивнеочередном технических освидетельствованиях грузоподъемных кранов, имеющиходну или несколько грузовых характеристик, проводятся в положении,соответствующем наибольшей грузоподъемности крана. После установки на краннового сменного стрелового оборудования испытание проводится в положении,соответствующем наибольшей грузоподъемности крана при установленномоборудовании. Периодическое испытание кранов, имеющих сменное стреловоеоборудование, проводят с установленным для работы оборудованием.
При периодическом и внеочередномосвидетельствовании испытания грузоподъемных кранов стрелового типа, не имеющихмеханизма изменения вылета стрелы (стрела поддерживается оттяжкой), проводитсяпри установленном на момент испытания вылете. С этим же вылетом стрелы приусловии удовлетворительных результатов технического освидетельствования разрешаетсяпоследующая работа крана.
6.4.2.3. Первичное техническоеосвидетельствование железнодорожных, гусеничных, пневмоколесных, автомобильныхи других кранов, поставляемых в собранном виде, портом выполняется в объемечастичного (без грузовых испытаний) технического освидетельствования в случаях,если указанные краны были подвергнуты полному первичному техническомуосвидетельствованию заводом-изготовителем и об этом имеется запись в паспортекрана.
После проведения специализированнымпредприятием ремонта, реконструкции, а также других работ, указанных в ПравилахГосгортехнадзора России по кранам, это предприятие выполняет полное техническоеосвидетельствование до передачи крана владельцу. Дата и результаты испытаниядолжны быть записаны в паспорте.
6.4.2.4. После замены у кранов изношенныхгрузовых, стреловых, вантовых или других канатов, а также во всех случаях ихперезапасовки должна проводиться проверка надежности крепления концов канатов,а также обтяжка канатов в соответствии с Правилами Госгортехнадзора России покранам. Обтяжкой должен руководить инженерно-технический работник,ответственный за содержание крана в исправном состоянии (групповой механик), ав его отсутствие - сменный механик. Сведения о выполненных работах, а такжерезультаты проверки запасовки и крепления концов канатов должны быть занесены вжурнал группового механика и в паспорт крана.
6.4.2.5. Статическое испытаниеконтейнерных перегружателей производится нагрузкой, превышающейгрузоподъемность на 25 %. Контрольным грузом является загруженный открытыйконтейнер типа 1А или контейнер-платформа длиной 12,1 м. Груз необходимоукладывать со смещением его центра массы от поперечной и продольной осейконтейнерной платформы на 0,1 ее длины и 0,1 ширины.
Контейнер или контейнер-платформу поднимаютс помощью контейнерного захвата на высоту 200-500 мм и выдерживают в такомположении в течение 10 мин., после чего груз опускают и перегружатель проверяютна отсутствие остаточной деформации, трещин и других повреждений главного мостаи консолей. Грузовую тележку с контрольным грузом при статическом испытанииустанавливают между опорами (ногами) перегружателя и на консолях в положениях,отвечающих наибольшему прогибу (вылету).
При динамическом испытании контейнерногоперегружателя поднимают и опускают контрольный груз, превышающийгрузоподъемность контейнерного захвата на 10 %, без смещения центра массы грузапо отношению к продольной и поперечной осям контейнера и проверяют исправностьдействия всех механизмов. Допускается проводить динамическое испытаниенагрузкой, равной грузоподъемности контейнерного захвата перегружателя, сосмещением центра массы груза на 0,1 длины и 0,1 ширины контейнера.
В случае, если перегружатель имеетсменные захваты для подъема различных типов контейнеров, статическому и динамическомуиспытаниям должен быть подвергнут каждый захват.
6.4.2.6. Техническое освидетельствованиеустановленных на кранах сосудов, работающих под давлением, производят всоответствии с правилами и нормативными документами, указанными в 4.4.2.
6.4.2.7. Результаты техническогоосвидетельствования кранов и перегружателей записывает в паспортинженерно-технический работник по надзору с указанием срока следующегоосвидетельствования.
6.4.2.8. Запись результатов техническогоосвидетельствования в паспорте должна удостоверять, что вновь установленныйкран или перегружатель смонтирован и установлен в соответствии с требованиямиПравил Госгортехнадзора России по кранам, требованиями заводской инструкции ивыдержал испытания, а кран, находящийся в эксплуатации, соответствуеттребованиям Правил Госгортехнадзора России по кранам, находится в исправномсостоянии и выдержал испытания.
6.4.2.9. Грузовые районы и другие подразделенияпорта должны иметь контрольные грузы для проведения периодических испытанийограничителя грузоподъемности (ограничителя грузового момента), а также дляпроведения статических и динамических испытаний кранов и контейнерныхперегружателей. Для определения веса контрольного груза, который может бытьсоставлен из нескольких частей, необходимо иметь динамометр, прошедшийметрологическую проверку и подвешиваемый на крюк крана. Если контрольный грузне является монолитом, вес которого определен при изготовлении и оформлен актомизготовителя, взвешивание груза следует производить перед каждым испытанием.
Копию акта изготовителя монолита или актао результатах взвешивания контрольного груза следует включать в состав записи орезультатах испытания. В акте о результатах взвешивания должны быть приведеныданные о динамометре, результаты взвешивания груза или его частей и перечисленычлены комиссии, подписывающие акт. Испытания ограничителя грузоподъемностидолжен проводить инженерно-технический работник, ответственный за содержаниекрана в исправном состоянии, в сроки, установленные инструкциейзавода-изготовителя, с записью о результатах испытания в журнале групповогомеханика. При отсутствии указаний завода-изготовителя по периодичностииспытаний ограничителя грузоподъемности его проверяют при периодическихосмотрах крана или контейнерного перегружателя.
6.4.3.1. Техническое освидетельствованиемашин внутрипортовой механизации подразделяется на:
- первичное, которое осуществляется припоступлении в порт новой машины, после регистрации ее в отделе механизации;
- периодическое (очередное) - не режеодного раза в год;
- внеочередное - после капитальногоремонта и реконструкции (см. пункт 6.4.3.3).
6.4.3.2. При первичном, периодическом ивнеочередном технических освидетельствованиях машины внутрипортовой механизацииподвергаются:
- осмотру, при котором должны бытьосмотрены и проверены в работе металлоконструкции (рама), привод, сцепление,коробка передач и механизм обратного хода, карданный вал, передний (ведущий)мост, рулевое управление, задняя (управляемая) ось, тормозная система, ходоваячасть, система питания, аккумуляторные батареи, генератор и стартер, приборызажигания, приборы освещения и сигнализации, грузоподъемник, гидравлическаясистема и т.д.;
- динамическому испытанию с номинальнымгрузом, если в заводской инструкции не указаны иные условия испытаний.
6.4.3.3. Внеочередное техническоеосвидетельствование машины внутрипортовой механизации проводят после реконструкции,вызывающей повышение действующих напряжений в элементах машины (увеличениегрузоподъемности или грузового момента, изменение или перераспределениесобственной массы машины, увеличение высоты подъема груза и т.п.).
При внеочередном техническом освидетельствованиимашину подвергают осмотру, а также статическому и динамическому испытаниям впорядке, определенном организацией, разработавшей проект реконструкции.
6.4.3.4. Внеочередное техническоеосвидетельствование машины после капитального ремонта или реконструкциипроводит предприятие, выполнившее ремонт, а в случае выполнения капитальногоремонта портом - инженерно-технический работник по надзору в порту.
6.4.3.5. Результаты техническогоосвидетельствования машины записывает в паспорт лицо, проводившее техническоеосвидетельствование. При удовлетворительных результатах техническогоосвидетельствования лицо, его проводившее, записывает в паспорт разрешение напуск в работу с указанием даты очередного освидетельствования.
В случае выявления дефектов машина кработе не допускается, о чем в паспорте должна быть сделана мотивированнаязапись.
6.4.4.1. Техническое освидетельствованиегрузозахватных органов, грузозахватных приспособлений и средств укрупненияпроводят на предприятии, осуществляющем их изготовление, ремонт илиреконструкцию.
При техническом освидетельствованиидолжны подвергаться:
- грузозахватные органы - осмотру ииспытаниям в соответствии с указаниями завода-изготовителя или организации,разработавшей проект грузозахватного органа;
- грузозахватные приспособления - осмотруи испытаниям нагрузкой, превышающей номинальную грузоподъемность на 25 %;
- средства укрупнения - осмотру и испытаниямпо программе, составленной организацией, разработавшей проект средстваукрупнения.
Результаты техническогоосвидетельствования должны быть занесены в паспорт или в акт техническогоосвидетельствования отделом технического контроля предприятия-изготовителя,предприятия, осуществившего ремонт или реконструкцию, а в порту - в Журналучета изготовленных грузозахватных органов, грузозахватных приспособлений исредств укрупнения (форма 7 приложения 14) или в Журнал учета иосмотра грузозахватных приспособлений и средств укрупнения (форма 8 приложения 14).
6.4.4.2. Контейнерные захваты портальныхконтейнеровозов и контейнерных автопогрузчиков следует во времяосвидетельствования (при отсутствии заводской программы испытаний) подвергатьдинамическому испытанию вместе с машиной, за которой они закреплены. При этомна захвате должен находиться контрольный груз (открытый контейнер и т.п.) смассой брутто, равной наибольшей грузоподъемности захвата, и со смещениемцентра массы на 0,1 длины и 0,1 ширины контейнера. В процессе испытания центрмассы контрольного груза должен быть смещен попеременно в каждое из четырехвозможных положений относительно штыков контейнерного захвата. Для каждогоположения центра массы контейнера производятся все рабочие движения машины,включая передвижение, с максимальными ускорениями при пуске и остановкемеханизмов.
6.4.4.3. Гузнеки следует испытывать вовремя технического освидетельствования по указаниям завода-изготовителя. Приотсутствии в заводской документации таких указаний гузнеки подвергаютсядинамическому испытанию вместе с тягачом и ролл-трейлером. При этомролл-трейлер должен быть выбран с учетом грузоподъемности испытуемого гузнека,а загрузка полуприцепа должна обеспечивать максимальную нагрузку на переднююстойку, которая (нагрузка) указана на ролл-трейлере.
6.4.5.1. Техническое освидетельствованиеназемной части рельсовых крановых путей портальных кранов и перегружателейпроводит инженерно-технический работник по надзору за их безопаснойэксплуатацией с привлечением специалистов по выполнению инструментальныхзамеров параметров пути и при участии инженерно-технического работника,ответственного за содержание путей в исправном состоянии. Основной задачейтехнического освидетельствования является проверка укладки рельсов путемпроведения нивелировки и замеров колеи с целью проверки соблюдения допусков наукладку рельсовых крановых путей и при необходимости проведения мероприятий поустранению обнаруженных отступлений. Следует учитывать, что укладка рельсовыхкрановых путей оказывает серьезное влияние на состояние металлоконструкцийпортала, а также на работу электродвигателей и составных частей механизмапередвижения. Последствия сужения или расширения колеи, когда реборды колесупираются в головку рельса, или последствия загрязнения прирельсовых канавокочевидны - происходит перегрузка двигателей, раскатывание реборд, вплоть до ихизлома. Менее очевидными, но не менее опасными по своим последствиям являютсянарушения высотных отметок головок рельсов. Портал крана представляет собойпространственную раму, опирающуюся на рельсы (через тележки) в четырех точках.Эти четыре точки должны лежать в одной плоскости, иначе портал под действиемвеса крана перекашивается и, если неточность укладки рельсов по высотеоказывается достаточно большой, портал не только перекашивается, но и опираетсяна три точки (или даже на две точки одной диагонали портала) вместо четырех. Врезультате многократного цикличного перекоса портала при передвижении крана ипри вращении его поворотной части в балках оголовка портала могут появитьсяусталостные трещины, а электродвигатели и опорные элементы крана, а такжерельсы оказываются под нагрузкой, которая может на 30-50 % превышать расчетную.Ограничению этой перегрузки служат допуски на укладку рельсового пути, которыеприводятся в указаниях завода-изготовителя крана, а при отсутствии такихуказаний - допуски, приведенные в Правилах Госгортехнадзора России по кранам. Ксожалению, даже если укладка соответствует этим допускам, указанная перегрузкаможет иметь место на отдельных участках пути. Поэтому настоятельно рекомендуетсяпроводить дополнительную проверку укладки рельсового пути на разновысотностьпутем специальной обработки данных нивелировки и последующей рихтовки отдельныхучастков пути по указаниям, приведенным в Правилах технической эксплуатациипортовых сооружений и акваторий (РД31.35.10-86). Смысл этой проверки заключается в том, чтобы по результатамнивелировки выявить и исправить те участки кранового пути, где высотная отметкаодной из четырех опорных точек крана окажется ниже или выше плоскости,проведенной через три остальных опорных точки, более чем на 12 мм.
Кроме инструментальной проверки укладкипутей, при техническом освидетельствовании проверяются все элементы,перечисленные в пункте6.2.5.
При техническом освидетельствованиикрановых путей также следует пользоваться "Руководством по техническомуконтролю гидротехнических сооружений морского транспорта" РД31.3.3-97 и "Положением об организации технического контролягидротехнических сооружений морского транспорта" РД31.3.4-97.
Результаты техническогоосвидетельствования отражаются в акте (форма акта произвольная). Акт вместе срезультатами инструментальной проверки хранится в Журнале технического надзора,в котором делается запись о проведении технического освидетельствования. Формажурнала приведена в Правилах технической эксплуатации портовых сооружений иакваторий (РД31.35.10-86).
6.4.5.2. Допуски на укладку иэксплуатацию рельсовых путей грузовой тележки контейнерных перегружателейпринимаются по данным фирменной документации. При отсутствии таких данныхдопуски следует принимать, руководствуясь таблицей 2.
Таблица 2. Допуски на укладку рельсовых путей грузовойтележки контейнерного перегружателя, мм
| Виды допусков | Величина допуска |
| Отклонение в расстоянии между осями рельсов | +- 3,2 |
| Взаимное смещение торцов стыкуемых рельсов в плане и по высоте | +- 0,5 |
Для рельсового путикозловых кранов должны выполняться требования, утвержденные постановлениемГосгортехнадзора России от 8 августа 1995 г. N 41 "Требования к устройствуи безопасной эксплуатации рельсовых путей козловых кранов" РД10-117-95.
6.4.5.3. Техническое освидетельствование рельсовыхкрановых путей следует проводить в сроки, установленные графиком, составленнымотделом гидротехнических и инженерных сооружений порта. График должен бытьсогласован с начальником отдела механизации, с начальниками грузовых районов иутвержден главным инженером. Сроки проведения технических освидетельствованийустанавливают в зависимости от состояния рельсовых крановых путей и условий ихэксплуатации, но не реже, чем:
- путей на шпальном основании - один разв 6 месяцев,
- путей на жестком основании (ленточныхфундаментах) - один раз в год.
В случае неудовлетворительных результатовосвидетельствования должен быть выполнен ремонт путей. Работа перегрузочныхмашин на дефектном участке пути до проведения ремонта запрещается. Порезультатам технического освидетельствования в акте должно быть сделанозаключение о возможности или невозможности дальнейшей эксплуатации путей.
Комплексное обследование рельсовых крановых путей,относящееся как к наземной части, так и к основанию, на котором уложены пути(указания, приведенные в пунктах 5.10, 6.2.5,6.3.4и 6.4.5,относятся только к наземной части рельсового кранового пути), проводится пометодическим указаниям, приведенным в "Методическом указании. Комплексноеобследование крановых путей грузоподъемных машин", утвержденномпостановлением Госгортехнадзора России от 28 марта 1997 г. N 14. Документслужит руководством по проведению обследований крановых путей и подкрановыхстроительных конструкций, выполняемых при обследовании грузоподъемных машин впериод эксплуатации и с истекшим сроком службы, согласно "Методическимуказаниям по обследованию грузоподъемных машин с истекшим сроком службы",утвержденным постановлением Госгортехнадзора России от 28 марта 1996 г. N 12.Документ служит руководством для владельцев грузоподъемных машин,специализированных организаций и органов надзора по проведению обследованиякрановых путей.
6.5.1. Во исполнение постановленияПравительства Российской Федерации "О мерах по обеспечению промышленнойбезопасности опасных производственных объектов на территории РоссийскойФедерации" от 28 марта 2001 г. N 241 Госгортехнадзор России разработал иутвердил постановлением от 9 июля 2002 г. N43 "Положение о порядке продления срока безопасной эксплуатациитехнических устройств, оборудования и сооружений на опасных производственныхобъектах".
Грузоподъемные краны, отработавшие нормативный срокслужбы, должны, в соответствии со статьей 9.3.1 Правил Госгортехнадзора Россиипо кранам, подвергаться экспертному обследованию (диагностированию). Проводитьобследование имеет право организация, имеющая лицензию Госгортехнадзора России.Основными документами, определяющими требования к содержанию обследования и корганизациям, которые его проводят, являются:
а) Методические указания по обследованиюгрузоподъемных машин с истекшим сроком службы. Часть 1. Общие положения (РД10-112-96), утвержденные постановлением Госгортехнадзора России от 28 марта1996 г. N 12;
б) Методические указания по обследованиюгрузоподъемных машин с истекшим сроком службы. Часть 2. Краны стреловыесамоходные общего назначения (РД10-112-2-97);
в) Методические указания по обследованиюгрузоподъемных машин с истекшим сроком службы. Часть 3. Башенные, стреловыенесамоходные и мачтовые краны, краны-лесопогрузчики (РД10-112-3-97);
г) Методические указания по обследованиюгрузоподъемных машин с истекшим сроком службы. Часть 4. Методические указанияпо проведению обследования портальных кранов с целью определения возможности ихдальнейшей эксплуатации (РД 10-112-4-98);
д) Методические указания по обследованиюгрузоподъемных машин с истекшим сроком службы. Часть 5. Краны мостовые икозловые (РД10-112-5-97);
е) Методические указания по обследованиюгрузоподъемных машин с истекшим сроком службы. Часть 9. Методические указания попроведению обследования технического состояния подъемников (вышек) с истекшимсроком службы с целью определения возможности их дальнейшей эксплуатации (РД10-112-97).
6.5.2. Нормативный срок службы, послекоторого требуется проведение первичного обследования крана с целью определениявозможности его дальнейшей эксплуатации, установлен заводом-изготовителем иуказан в паспорте крана. Если таких указаний в паспорте крана нет, нормативныйсрок службы устанавливается методическими указаниями по обследованию грузоподъемныхмашин с истекшим сроком службы. После первичного обследования периодически,через определенный срок, проводятся очередные обследования, число которыхограничено.
Обследование портального крана,отработавшего нормативный срок, заключается в сборе сведений, представляемыхвладельцем крана (состояние электрооборудования, нивелировка подкрановых путей,выполненные ремонты, данные по переработке груза за время эксплуатации и др.),в проведении внешнего осмотра механизмов крана в работе и в выполнении осмотраметаллоконструкций на предмет обнаружения трещин, коррозионных и механическихповреждений. Осмотр производится визуально. При помощи ультразвуковоготолщиномера проверяется фактическая толщина металла в тех местах закрытыхбалок, где может скапливаться вода - в первую очередь, пятка стрелы, нижняячасть других закрытых балок. Накопление воды внизу балки происходит из-законденсации паров воды из воздуха, попадающего внутрь балки через любое малоеотверстие в стенке балки.
Следует учитывать, что осмотр негарантирует обнаружения всех имеющихся трещин в несущих металлоконструкциях.Результативность осмотра зависит от добросовестности осматривающих. Следуеттакже учитывать трудности очистки крана от грязи и старой смазки, наличиетруднодоступных элементов, осмотр которых возможен только с применением люлькии/или предохранительного пояса. Все это дает основание считать, чтообследование, которое проводится один раз в два года, является необходимым, нонедостаточным мероприятием. Поэтому настоятельно рекомендуется во времяоперативных и периодических осмотров перегрузочных машин осматриватьметаллоконструкции, используя карты осмотра металлоконструкций (см. пункт5.2.3), а также методы, которые практически применяются при обследованияхкранов специализированными организациями.
После проведения обследованияспециализированной организацией результаты обследования рекомендуетсярассматривать с участием инженерно-технических работников, ответственных засодержание кранов в исправном состоянии и ответственных по надзору забезопасной эксплуатацией кранов, а также рабочих по техническому обслуживанию иремонту, за которыми закреплены краны, прошедшие обследование. Отсутствие укомиссии по обследованию замечаний по конкретному крану может служить поводомдля поощрения соответствующих работников порта. Наличие обнаруженных комиссиейдефектов, возможность увидеть которые во время оперативного или периодическогоосмотров не вызывает сомнения, требует обсуждения с целью выявления причиндопущенного упущения.
7.1.1. Подъемно-транспортное оборудованиедо ввода в эксплуатацию должно быть зарегистрировано владельцем. Владельцемперегрузочной машины считается предприятие, на балансе которого она находится.При передаче перегрузочной машины во временную эксплуатацию другой организациифункции владельца могут быть переданы организации, принявшей машину. В случае,когда передающее и принимающее грузоподъемные краны предприятия подконтрольныразным инспекциям Госгортехнадзора России, первое предприятие должно снять кранс учета, а второе - поставить его на учет в местной инспекции ГосгортехнадзораРоссии. Указанное должно отражаться в договоре на передачу перегрузочноймашины. При передаче крана в аренду стивидорной компании, находящейся натерритории порта и входящей в состав порта, перерегистрация не производится, ао передаче крана письменно уведомляется территориальное управлениеГосгортехнадзора России.
Регистрация производится:
- в органах Госгортехнадзора России -перегрузочные машины, подлежащие регистрации согласно действующим ПравиламГосгортехнадзора России;
- в отделе механизации порта - всеперегрузочные машины, грузозахватные органы, а также относящиеся кперегрузочным машинам сосуды, работающие под давлением. Запись регистрациидолжна производиться в журнале (см. раздел 8), по форме 6 приложения 14,на основании паспортов, в которые после регистрации записывается инвентарныйномер, присвоенный машине;
- в подразделении, указанном в пункте5.8.7, - грузозахватные приспособления;
- на инвентарном (такелажном) складе игрузовых складах - средства укрупнения.
7.1.2. Регистрацию и перерегистрациюкранов и перегружателей в органах Госгортехнадзора России производят в порядкеи с представлением документации, предусмотренной Правилами ГосгортехнадзораРоссии по кранам.
7.1.3. Плавучие краны и другие плавучиеперегрузочные машины после получения разрешения на ввод в эксплуатациюрегистрируются в инспекции портового надзора.
7.1.4. Паровые котлы и сосуды, работающиепод давлением, установленные на плавучих кранах и перегружателях, подлежатрегистрации одновременно с ними в инспекции Российского морского регистрасудоходства в соответствии с требованиями, изложенными в разделе 1 "Правилклассификации и постройки морских судов", часть X "Котлы,теплообменные аппараты и сосуды под давлением".
7.1.5. Паровые котлы и сосуды, работающие поддавлением, установленные на береговых перегрузочных машинах, регистрируются ворганах Госгортехнадзора России в соответствии с Правилами устройства ибезопасной эксплуатации паровых и водогрейных котлов и Правилами устройства и безопаснойэксплуатации сосудов, работающих под давлением.
7.1.6. Грузозахватные органы,грузозахватные приспособления и средства укрупнения после изготовления должныбыть зарегистрированы в Журнале учета изготовленных грузозахватных органов,грузозахватных приспособлений и средств укрупнения (см. раздел 8)по форме 7 приложения14. Регистрацию осуществляет подразделение порта или специализированноепредприятие, изготавливающее перечисленное в настоящем пункте оборудование.
7.1.7. Подъемно-транспортное оборудованиеподлежит снятию с регистрации на основании актов о списании или передачидругому владельцу. Снятие с регистрации машин, подконтрольных ГосгортехнадзоруРоссии, производит инспекция Госгортехнадзора России по письменному заявлениювладельца машин.
7.2.1. Разрешение на пуск в работу вновьвводимых в эксплуатацию перегрузочных машин производится:
- береговых кранов и перегружателей - поПравилам Госгортехнадзора России по кранам;
- по перегрузочным машинам, не подконтрольныморганам Госгортехнадзора России, - инженерно-техническим работником по надзорув порту на основании документации завода-изготовителя и результатовтехнического освидетельствования, проведенного после регистрации машины отделоммеханизации.
7.2.2. Разрешение на пуск в работуперегрузочной машины записывает в паспорт машины лицо, выдавшее разрешение.
7.2.3. Разрешение на эксплуатациюгрузозахватных органов, грузозахватных приспособлений и средств укрупненияпосле изготовления и ремонта выдает лицо, ответственное за их содержание висправном состоянии, на основании документации, указанной в пунктах 5.7.3,5.8.2и 5.9.1,и результатов технического освидетельствования, выполненного назаводе-изготовителе (в мастерских), на предприятии, выполнившем ремонт илиреконструкцию. Разрешение за подписью лица, выдавшего разрешение, заносится:
- для грузозахватных органов - в ихпаспорт;
- для грузозахватных приспособлений исредств укрупнения - в Журнал учета и осмотра грузозахватных приспособлений исредств укрупнения (форма 8 приложения 14).
8.1. Для учета подъемно-транспортного оборудования ирегистрации работ, связанных с техническим обслуживанием, ремонтом и надзоромза ним, необходима следующая документация:
- паспорт для оборудования,подконтрольного Госгортехнадзору России берегового крана, котла, сосуда,работающего под давлением, составляют по форме, предусмотренной действующимиПравилами Госгортехнадзора России;
- паспорт для перегрузочной машины, неподконтрольной Госгортехнадзору России, по форме завода-изготовителя или поформе, указанной в приложении12;
- паспорт грузозахватного органа,грузозахватного приспособления или средства укрупнения по форме, указанной в приложении13;
- вахтенный журнал перегрузочной машиныпо форме 1 приложения14;
- вахтенный журнал сменного механика поформе 2 приложения14;
- вахтенный журнал сменногоаккумуляторщика по форме 3 приложения 14;
- журнал группового механика(электромеханика) по форме 4 приложения 14 для всех машин, включаяпортальные краны, но для последних рекомендуется журнал группового механика(электромеханика) портальных кранов по форме 5 приложения 14;
- журнал регистрации перегрузочных машинпорта по форме 6 приложения14;
- журнал учета изготовленныхгрузозахватных органов, грузозахватных приспособлений и средств укрупнения поформе 7 приложения14;
- журнал учета и осмотра грузозахватныхприспособлений и средств укрупнения по форме 8 приложения 14;
- журнал формовки и контрольных цикловаккумуляторных батарей по форме 9 приложения 14;
- журнал оператора СККН по форме,указанной в приложении 17;
- журнал периодической проверки знанийдокеров-механизаторов и рабочих по техническому обслуживанию и ремонту по форме10 приложения 14,который заполняется квалификационной комиссией грузового района (порта) ихранится в порту в течение двух лет.
Техническая документация на ремонтперегрузочных машин ведется по формам, предусмотренным ПТЭ (см. раздел11).
8.2. Паспорт перегрузочной машины является ее основнымтехническим документом и должен соответствовать требованиям ГОСТа 2.601-95 "ЕСКД.Эксплуатационные документы".
Наличие паспорта соответствующей формыобязательно:
- на перегрузочную машину, подконтрольнуюГосгортехнадзору России, по форме, предусмотренной Правилами ГосгортехнадзораРоссии по кранам;
- на перегрузочную машину, не подконтрольнуюГосгортехнадзору России, на грузозахватный орган, грузозахватноеприспособление, средство укрупнения по форме завода изготовителя, а приизготовлении на предприятиях морского флота по форме, указанной в приложениях 12и 13.
Паспорта перегрузочных машин игрузозахватных органов должны храниться в группе механизации грузового района.Паспорта или акты ОТК предприятий-изготовителей на грузозахватныеприспособления должны храниться в помещении специализированного подразделения,указанного в пункте5.8.7, а на средства укрупнения - на складах грузовых районов.
В случае передачи грузоподъемногооборудования другому владельцу паспорт передают вместе с машиной. Паспортаподлежат хранению до списания оборудования.
9.1.1. К самостоятельному управлениюперегрузочными машинами, техническому обслуживанию и ремонту перегрузочныхмашин, застропке и отстропке грузов, а также к работе сигнальщиком допускаютсялица не моложе 18 лет при условии, что состояние их здоровья, устанавливаемоемедицинским освидетельствованием (приказ Минздравмедпрома России от 14 марта1996 г. N 90), соответствует требованиям, предъявляемым к занимаемой имидолжности, обученные и аттестованные в соответствии с требованиями ПравилГосгортехнадзора России по кранам и ПТЭ. Эти лица должны иметь удостоверение,по форме, указанной в приложении4, на право:
- управления перегрузочными машинамиопределенного типа (краны: портальные, гусеничные и т.п.; погрузчики: автопогрузчики,электропогрузчики и др.);
- технического обслуживания и ремонтаэтих машин;
- работы сигнальщиком;
- застропки и отстропки грузов.
Во вкладышах к удостоверению должны бытьуказаны наименования машин, которыми докер-механизатор имеет право управлять(например, кран "Сокол"). При аттестации рабочих на право управлениямашинами, подконтрольными Госгортехнадзору России, присутствие в комиссиипредставителя Госгортехнадзора России обязательно, а при аттестации другихрабочих, если не было специального требования о присутствии при аттестации, -не обязательно. Удостоверение на право управления машинами, подконтрольнымиГосгортехнадзору России, без штампа и подписи инспектора ГосгортехнадзораРоссии недействительно.
9.1.2. Рабочие по техническому обслуживаниюи ремонту должны иметь квалификационную группу по электробезопасности не нижевторой. К самостоятельной работе по обслуживанию и ремонту электрооборудованиядопускаются только электромонтеры с квалификационной группой поэлектробезопасности не ниже третьей.
9.1.3. Периодическую и внеочереднуюпроверку знаний рабочих, управляющих перегрузочными машинами, сигнальщиков,стропальщиков и рабочих по техническому обслуживанию и ремонту совмещают спроверкой знаний по охране труда в соответствии с РД31.87.03-95 "Положение об обучении и инструктаже по охране трудаработников предприятий, организаций и учреждений морского транспорта".
Проверка знаний рабочих, управляющихперегрузочными машинами, сигнальщиков, стропальщиков и рабочих по техническомуобслуживанию и ремонту проводится квалификационной комиссией:
- периодическая - не реже одного раза вгод;
- внеочередная - при переходе из одногопорта в другой;
- по требованию инженерно-техническогоработника по надзору в порту, инженера по охране труда или представителяадминистрации порта (района) при нарушении докером-механизатором или рабочим потехническому обслуживанию и ремонту производственных инструкций и требованийохраны труда;
- по требованию инспектораГосгортехнадзора России или Государственного инспектора по охране труда.
Периодическая или внеочередная проверкизнаний должны проводиться по всем специальностям в объеме соответствующихпроизводственных инструкций и инструкций по охране труда. Участие инспектораГосгортехнадзора России в такой проверке знаний обслуживающего персонала необязательно.
Проверка знаний докеров-механизаторов,управляющих перегрузочными машинами, рабочих по техническому обслуживанию иремонту, имеющих квалификационную группу по электробезопасности, проводится всоответствии с указаниями Правил эксплуатации электроустановок потребителей иМежотраслевыми правилами по охране труда (правила безопасности) приэксплуатации электроустановок. Руководители организаций, которые не являютсявладельцами кранов и в штате которых находятся крановщики, стропальщики,разрабатывают производственные инструкции, проводят периодические проверкизнаний и оформляют приказы о допуске к работе указанного обслуживающегоперсонала. Производственные инструкции в этом случае согласовываются свладельцами кранов (собственником и временным владельцем).
Обязанность по своевременному направлениюна проверку знаний докеров-механизаторов и рабочих по техническому обслуживаниюи ремонту, а также других рабочих возлагается на руководителя подразделения, вштате которого находятся указанные рабочие.
При переводе рабочего, управляющегоперегрузочной машиной, с одной перегрузочной машины на другую того же типа, нодругой модели (например, при переводе с портального крана "Ганц" напортальный кран "Сокол"), а также после перерыва в работе поспециальности более года администрация грузового района обязана обучитьрабочего по сокращенной программе и обеспечить прохождение стажировки. Послеобучения проводится проверка знаний с оформлением протокола квалификационнойкомиссии на право управления данной моделью перегрузочной машины ссоответствующей записью в журнале периодической проверки знаний, вудостоверении и во вкладыше к удостоверению докера-механизатора за подписьюпредседателя комиссии.
Во время работы лица, управляющиеперегрузочными машинами, и стропальщики должны иметь при себе удостоверение.
При переводе (переходе) из одногоподразделения порта в другое или при командировании из одного порта в другойдокера-механизатора или рабочего по техническому обслуживанию и ремонтупроводится внеочередной инструктаж.
9.1.4. С целью контроля за сохранением удокера-механизатора навыков управления перегрузочными машинами в порту долженвестись учет количества смен, отработанных докером-механизатором на каждой измашин, указанной во вкладыше к удостоверению на право управления (см. пункт9.1.1). Порядок контроля и учета, а также минимальнонеобходимое число смен устанавливаются приказом по порту. В качестве минимальнонеобходимого числа смен наработки рекомендуется назначать 40-20 смен в год взависимости от модели машины, например на портальном кране "Сокол" -40 смен в год, а на портовом тягаче "Терберг" - 30 смен в год.
9.1.5. Результаты периодической иливнеочередной проверки знаний оформляются квалификационной комиссией записью вжурнале периодической проверки знаний по форме 10 приложения 14.
9.1.6. Управление и обслуживание перегрузочноймашины осуществляются в соответствии с эксплуатационной документацией, состав исодержание которой определяет ГОСТ 2.601-95 "ЕСКД.Эксплуатационные документы". Эксплуатационная документация (паспорт,инструкция по монтажу, инструкция по эксплуатации) разрабатывается, какправило, заводом-изготовителем машины. При отсутствии указанной документации всоставе поставляемой заводом или ее несоответствии ГОСТу 2.601-95 она разрабатывается:
- для кранов - специализированнойорганизацией в соответствии с требованиями Госгортехнадзора России;
- для других машин - портом или другойорганизацией по его поручению.
9.1.7. Допуск докера-механизатора к управлениюперегрузочной машиной производится сменным механиком. При выдаче машины сменныймеханик обязан:
- проверить наличие у докера-механизатораудостоверения на право управления данной машиной и убедиться, что срок действияудостоверения не закончился;
- проинструктировать докера-механизаторапо безопасным методам труда при техническом обслуживании и управлении машиной.При инструктаже должны быть учтены техническое состояние выдаваемой машины иособенности работы, на которую она выделяется;
- сделать запись о выдаче машины ввахтенном журнале сменного механика;
- взять у докера-механизатора вкладыш кудостоверению на право управления перегрузочными машинами, выдать рабочему ключот машины и получить роспись рабочего в вахтенном журнале сменного механика.
Докер-механизатор при приемке машиныпроизводит проверку ее технического состояния, а по окончании работы сдаетмашину в соответствии с пунктом5.2.6.
Допускается участие в выдаче и приемкемашин рабочих по техническому обслуживанию и ремонту, которые работают поднепосредственным руководством сменного механика.
9.1.8. Порядок выдачи и сдачи машиноформляется приказом по грузовому району.
9.1.9. Во время работы докеры-механизаторызаботятся о сохранности подъемно-транспортного оборудования и выполняюттребования производственных инструкций, инструкций по безопасности труда, РТК, ВТИП.
9.2.1. Перемещение грузов с помощьюперегрузочных машин производится под руководством лица, ответственного забезопасное производство работ по перемещению грузов (в дальнейшем -производитель работ), назначенного приказом по порту из числаинженерно-технических работников: диспетчеров, стивидоров, старших стивидоров,начальников складов и их заместителей, сменных и групповых механиков и другихинженерно-технических работников, бригадиров (звеньевых) после проверки знанияими соответствующих разделов Правил Госгортехнадзора России по кранам, ПТЭ,Правил охраны труда в морских портах, рабочей технологической документации(рабочих технологических карт, временных технологических инструкций поперегрузке, местных инструкций по типовым способам и приемам работ, инструкций поохране труда при производстве ПРР, инструкций по перегрузке опасных грузов),инструкций для докеров-механизаторов, инструкций по типовым способам и приемампогрузочно-разгрузочных работ на универсальных перегрузочных комплексах морскихпортов.
Назначение бригадиров (звеньевых)ответственными за безопасное производство работ по перемещению грузовпроизводится в соответствии с Положением, которое должно быть разработанопортом. По вопросу назначения бригадиров (звеньевых) производителями работ вразделе 2 приложения 1приведено разъяснение Госгортехнадзора России.
Проверку знаний производителей работпроводит комиссия согласно пункту4.4.1 с последующим вручением удостоверения и Инструкции для лиц,ответственных за безопасное производство работ по перемещению грузовперегрузочными машинами в морских портах, составленной на основании Типовойинструкции, приведенной в приложении 11, а также Типовой инструкции для лиц,ответственных за безопасное производство работ кранами, утвержденнойпостановлением Госгортехнадзора России от 18 октября 1993 г. N 37 (см. пункт7.49, раздел 1 приложения 1).
Периодическую проверку знанийпроизводителей работ проводят один раз в три года комиссией предприятия всоответствии с пунктом4.4.1.
Руководство и контроль за безопаснымперемещением грузов при проведении технического обслуживания и ремонтных работ,а также при перемещении деталей оборудования и материалов на складах и вмастерских могут быть возложены на инженерно-технических работников механизации(сменных и групповых механиков, мастеров и др.), что указывается в удостоверениио проверке знаний (см. приложение3).
9.2.2. Подъем груза, масса которогонеизвестна или вызывает сомнение, запрещен. Подъем такого груза может бытьразрешен только лицом, ответственным за безопасное производство работ, послеуточнения массы груза.
9.2.3. Включение механизмов перегрузочныхмашин при нахождении на них людей вне кабины управления не допускается.Исключение допускается для лиц, ведущих осмотр и регулирование механизмов иэлектрического оборудования. В этом случае включение механизмов должноосуществляться по сигналу старшего из числа проводящих осмотр и регулирование.
9.2.4. В кабине управления вместе срабочим, управляющим перегрузочной машиной, могут находиться лица, проверяющиеработу рабочего или машину, а также стажер или ученик, при условии, чторабочий, управляющий перегрузочной машиной, назначен приказом по грузовомурайону руководителем стажировки или обучения.
9.2.5. Требования безопасности припроизводстве работ перегрузочными машинами, перегрузке грузов спареннымикранами, работе при ветре и другие приведены в "Правилах охраны труда вморских портах".
В дополнение к требованию относительноналичия на портальных кранах анемометров, приведенному в пункте 9.4.17 ПравилГосгортехнадзора России по кранам, Управление по котлонадзору и надзору заподъемными сооружениями Госгортехнадзора России разъясняет условия, при которыхпортальные краны, изготовленные до 01.01.93, могут эксплуатироваться безанемометров (см. раздел 2 приложения 1).При наличии в порту таких кранов они перечисляются в приказе по порту,определяющем силу ветра, при которой работа кранов должна быть прекращена.Крановщик крана, имеющего анемометр, при срабатывании сигнала анемометра(сирена, звонок и т.п.) должен прекратить работу и доложить об этом бригадиру исменному механику.
В дополнение к требованиям безопасностипри производстве работ кранами, приведенным в Правилах Госгортехнадзора Россиипо кранам. Управление по котлонадзору и надзору за подъемными сооружениямиГосгортехнадзора России разъясняет условия выполнения операций по подъему иопусканию груза на железнодорожную платформу или в полувагон (см. раздел 2 приложения 1).
9.2.6. Работа перегрузочных машин,имеющих колеса с грузошинами, разрешается только на исправных асфальтовых,бетонных, дощатых и металлических покрытиях. Работа перегрузочных машин,имеющих колеса на пневматических шинах, разрешается также на покрытиях изобработанного камня (брусчатки) и на выровненных земляных площадках. Длявыполнения штивки в трюмах судов допускается работа машин на пневмошинах послою груза при условии, что машина не проваливается и не буксует. Способностьмашины двигаться по слою конкретного груза устанавливается экспериментально. Врабочей технологической карте порта на такую работу должны быть указаныдопустимая высота откоса и другие условия охраны труда рабочего, управляющегомашиной. Допускается работа перегрузочных машин на металлических фальш-пайолах,устанавливаемых в грузовых помещениях судов. Требования к размещениюфальш-пайолов отражаются в местных инструкциях по типовым способам и приемамработ.
9.2.7. Работа портальных контейнеровозов,контейнерных автопогрузчиков, портовых тягачей и ролл-трейлеров разрешаетсятолько на бетонных, сборных железобетонных или равных им по прочностипокрытиях, рассчитанных согласно требованиям Норм технологическогопроектирования морских портов (РД31.3.01.01-93). Переезды через выступающие рельсовые пути оборудуютсяустройствами, обеспечивающими по возможности наиболее плавное изменение профиляполосы движения по высоте.
9.2.8. В целях безопасной и рациональнойработы портальных контейнеровозов, контейнерных автопогрузчиков и портовыхтягачей на территории контейнерных пунктов должна быть нанесена разметка напокрытиях морского, железнодорожного и автомобильного грузовых фронтов, а такжесортировочной площадки и склада комплектации контейнеров. Разметку необходимопроизводить несмывающейся, хорошо видимой при естественном и искусственномосвещении краской, либо специальными деталями, вмонтированными в покрытиетерритории, или другими способами. При этом положение контейнеров иролл-трейлеров определяется внутренним контуром элементов разметки. Направлениедвижения машин обозначают стрелками (прерывистыми линиями) по оси полосыдвижения. Места установки контейнеров и ролл-трейлеров размечают по угламограничительными отрезками, образующими прямой угол, и арабскими цифрами так,чтобы водители портальных контейнеровозов, контейнерных автопогрузчиков ипортовых тягачей их хорошо видели.
9.2.9. При работе портовых тягачей необходимоучитывать следующее:
а) возможность преодоления тягачом уклонана подъеме должна определяться указаниями фирменной документации. В случае ихотсутствия значение предельного уклона, преодолеваемого поездом (тягачом иролл-трейлерами с грузом), рекомендуется принимать по таблице 3.
| Тяговое усилие, кН (Тс) | Преодолеваемый уклон, %, при массе поезда, т | ||||
| 40 | 60 | 80 | 100 | 120 | |
| 100 (10) | 22 | 14 | 10 | 7 | 5 |
| 120 (12) | 27 | 17 | 12 | 9 | 7 |
| 140 (14) | 32 | 20 | 15 | 11 | 9 |
| 160 (16) | 39 | 24 | 17 | 13 | 10 |
| 180 (18) | 42 | 27 | 20 | 15 | 12 |
| 200 (20) | 47 | 30 | 22 | 17 | 14 |
Примечание: значение уклона выше и правее ступенчатой чертыотносится к обработке судов с горизонтальным способом погрузки-выгрузки.
б) на судах с горизонтальным способомпогрузки-выгрузки транспортирование ролл-трейлеров для контейнеров типа"1С" с дорожным просветом менее 240 мм через перегибы пути до 10°допускается только при подъеме передней стойки на высоту не менее 300 мм. Притранспортировании ролл-трейлеров следует руководствоваться указаниями фирменнойдокументации в части преодолеваемого уклона. При отсутствии таких данных уклонне должен превышать 7°;
в) для сцепления с ролл-трейлеромводитель должен подводить портовый тягач на скорости, обеспечивающейбезопасность работы. Нижний клык гузнека при этом необходимо подводить ксцепному пазу прицепа до упора при максимально возможном совмещении продольныхосей. Угол между этими осями перед сцепкой не должен быть более 10°;
г) износ грузового упора по высоте на клыке гузнекане должен превышать величины, необходимой для надежного транспортированияролл-трейлера. Высота упора в месте контакта должна составлять не менее 10 и неболее 15 мм;
д) наличие люфта в демпфирующемустройстве гузнека недопустимо. Усилие поворота должно быть отрегулировано всоответствии с инструкцией завода-изготовителя.
9.2.10. Порядок движения машинвнутрипортового транспорта по территории порта и правила выезда этих машин затерриторию порта должны быть разработаны портом и утверждены начальником порта.
9.3.1. Работа кранов не допускается при:
а) истекшем сроке техническогоосвидетельствования;
б) невыполнении предписаний органовГосгортехнадзора России, Госэнергонадзора России, Государственного инспекторатруда и местного технического надзора;
в) износе канатов, цепей, выходящем запределы допускаемых норм;
г) повреждении грузового, стрелового иливантового канатов, сходе канатов с блоков и барабанов;
д) повреждении подвески или крюка, износекрюка, выходящем за пределы допускаемых норм;
е) наличии трещин в металлоконструкции;
ж) неисправности тормозов или фрикционов;
з) появлении ненормальных шумов вмеханизмах;
и) неисправности механизмов подъемагруза, изменения вылета стрелы или поворота, неисправных или выведенных издействия конечных выключателях, сигнального прибора, ограничителягрузоподъемности и других приборов безопасности;
к) нагреве электрооборудования свышедопустимой температуры;
л) неоднократном срабатыванииэлектрической защиты или ее повреждении;
м) нарушении системы (цепи) заземления;
н) неисправности или отклонении свышедопустимых норм допусков на укладку крановых путей;
о) падении и повышении напряжения сверхдопустимой величины;
п) неисправности рельсовых захватов;
р) отсутствии или неисправностипредохранительного замка на грузовом крюке;
с) других неисправностях, угрожающихбезопасной работе людей.
9.3.2. Работа машин внутрипортового транспортане допускается при истекших сроках технического освидетельствования и приследующих неисправностях:
а) тормоза: рабочий тормоз необеспечивает равномерного затормаживания колес; не обеспечивается эффективностьторможения, установленная заводской инструкцией; нарушена герметичность системыпневматических тормозов, что вызывает падение давления воздуха при неработающемдвигателе более 0,1 МПа (1 кгс/см2) в час; подтекает жидкость вгидравлической системе тормозов; не работает манометр системы пневматическихтормозов; компрессор не обеспечивает установленного давления воздуха в системепневматических тормозов; рычаг (рукоятка) стояночного тормоза не удерживаетсязапирающим устройством; стояночный тормоз не удерживает машину независимо отусловий ее загрузки на подъеме или спуске с уклоном 16°;
б) рулевого управления: величина люфтарулевого управления превышает норму, установленную заводом-изготовителем. Еслиэта норма не установлена, люфт, замеренный по ободу рулевого колеса, не долженпревышать 25°; затруднено вращение рулевого колеса; не закреплены, незашплинтованы, отсоединились либо повреждены детали рулевого управления;неисправен гидроусилитель руля;
в) колес и шин: протектор шины имеетостаточную высоту рисунка менее 1,0 мм, шина имеет сквозное повреждение илиразрыв нитей корда, колесо ненадежно закреплено на ступице;
г) двигателя и трансмиссии: подтекаеттопливо из системы питания, неисправен или отсутствует глушитель, не включаютсяили самопроизвольно выключаются передачи, поврежден или вибрирует карданныйвал, загазованность в кабине водителя;
д) внешних световых приборов: неисправныили отсутствуют предусмотренные заводом-изготовителем внешние световые приборы;
е) кабины, дополнительного оборудования,сигнализации: отсутствует или неправильно установлено предусмотренноеконструкцией машины зеркало заднего вида, неисправен звуковой сигнал,неисправны замки дверей кабины, отсутствует предусмотренный конструкциейгрязезащитный фартук колес;
ж) электрооборудования: аккумуляторразряжен свыше нормы, перегревается или искрит электрооборудование, неисправнызащитные и блокировочные устройства, неисправны либо не отрегулированыограничители;
з) гидравлической системы игрузоподъемника: подтекание рабочей жидкости, признаки попадания воздуха вгидросистему, падение давления рабочей жидкости ниже нормы, наличие трещин,повреждений сварных швов и другие видимые дефекты рамы и кареткигрузоподъемника.
9.3.3. Работа контейнерных перегружателей икозловых контейнерных кранов не допускается при:
а) неисправностях, указанных в пункте 9.3.1;
б) отказе в работе стопоров выдвижныхконсолей телескопического контейнерного захвата;
в) заклинивании приводов конечныхвыключателей, срабатывающих при нахождении штыков в угловых фитингах;
г) наличии остаточной деформации изгибаштыков контейнерных захватов, а также трещин, надрывов и волосовин наповерхности штыков;
д) отказе звуковой и световойсигнализации, речевой связи.
9.3.4. Работа портальных контейнеровозов,контейнерных погрузчиков и портовых тягачей не допускается при:
а) неисправностях, указанных в пункте9.3.2;
б) износе цепных передач, направляющих икатков грузоподъемника свыше допустимых норм, приведенных в пункте 3.5 приложения19;
в) повреждениях, деформации элементоврамы контейнерного захвата, влекущих за собой потерю прочности или изменениеконтрольных размеров, соответствующих межфитинговым расстояниям контейнеров;
г) неисправности штыковых замков (см. пункт9.3.3 г);
д) неисправности системы блокировки исигнализации положения поворотных штыковых замков контейнерного захвата передвводом в фитинги контейнера и под грузом;
е) неисправности гидросистемы, вызывающейсамопроизвольное опускание контейнерного захвата с грузом со скоростью,превышающей указанную в фирменной документации. При отсутствии таких данныхскорость опускания захвата не должна превышать 3 мм/мин.;
ж) нарушении работы педали малыхперемещений машины;
з) неисправности амортизаторов(демпферов) подвески ходовых колес и контейнерного захвата.
9.3.5. Работа грузозахватныхприспособлений должна быть прекращена в случае следующих неисправностей:
а) износ канатов, цепей, пальцев, осей,скоб, выходящий за пределы допусков;
б) трещины в корпусе приспособления идругих элементах его металлоконструкции;
в) заклинивание шарнирных соединений;
г) сход каната с блока и защемление егомежду блоками и корпусом приспособления;
д) отрывы, вырывы и другие поврежденияфрикционных накладок, контактирующих с грузом;
е) отказ в работе привода грузозахвата;
ж) изменение контрольных размеровгрузозахвата;
з) отсутствие направляющих упоров;поломка или заклинивание пружинных элементов.
Дефектация блоков, цепей, пальцев, осей,скоб, крюков производится в соответствии с приложением19.
Работа грузозахватных приспособлений недопускается при истекшем сроке периодического осмотра, отсутствии или неполноймаркировке и при невыполнении предписаний органов Госгортехнадзора России иместного технического надзора.
10.1.1. Все перегрузочные машины нарельсовом ходу по окончании работы устанавливаются на противоугонныеустройства, а их рабочие органы - в нерабочее положение в соответствии стребованиями заводской (фирменной) документации, обеспечивающих возможностьосмотра, безопасной стоянки и работы других машин. При отсутствиисоответствующих требований в заводской (фирменной) документации необходимоустановить:
- стрелу реклаймера - в горизонтальнойплоскости под углом 15-20° от оси складского конвейера, а роторный захватопереть, не оставляя его на весу;
- стрелу стакера - в горизонтальнойплоскости в опущенном положении под углом 15-20° от оси складского конвейера;
- стрелу (консоль) судовой погрузочноймашины - в максимально поднятом (втянутом) положении. При этом передвижнаятележка телескопической трубы должна отгоняться в крайнее заднее положение, ателескопическая труба полностью втягиваться.
10.1.2. Система централизации и блокировки(далее СЦБ) на участке разгрузки вагонов эксплуатируется в соответствии стребованиями заводской (фирменной) документации. При отсутствии такихтребований следует руководствоваться положениями Инструкции по техническомуобслуживанию устройств сигнализации, централизации и блокировки.
10.1.3. Механизированные и автоматизированныеустройства на путях откатки, а также железнодорожные пути должныэксплуатироваться в соответствии с требованиями заводской (фирменной)документации. При отсутствии таких требований следует руководствоватьсяположениями Инструкции по техническому обслуживанию устройств механизированныхи автоматизированных сортировочных горок, Инструкции по техническому содержаниюклещевидно-весовых вагонных замедлителей типа КВ-62М, Инструкции по текущемусодержанию железнодорожного пути.
10.1.4. Размораживающие устройстваэксплуатируются в соответствии с требованиями Типовой инструкции пообслуживанию конвективных и комбинированных размораживающих устройств(тепляков) на тепловых электростанциях.
10.1.5. Оборудование для заливки масла вбуксы в пунктах технического осмотра железнодорожных вагонов эксплуатируется всоответствии с требованиями заводской (фирменной) документации, а такжеИнструкции по ремонту и обслуживанию букс вагонов с подшипниками скольжения,Правил технической эксплуатации металлических резервуаров и инструкции по ихремонту.
10.1.6. Кусковатость смерзшегося ислежавшегося груза в случае необходимости его перегрузки на специализированныеконвейерные комплексы для навалочных грузов (далее - СККН) должна быть впределах, допускаемых требованиями заводской (фирменной) документации наперегрузочные машины. При несоблюдении этого условия работа машин должна бытьпрекращена.
10.2.1. Работа конвейеров не допускается при:
а) истекшем сроке техническогоосвидетельствования;
б) возникновении неисправностей,аналогичных указанным в пункте 9.3.1;
в) продольном порыве ленты длиной более200 мм, при пробоине размером более 50´50 мм;
г) пробуксовке ленты на приводныхбарабанах;
д) неисправности натяжных устройств(например, заедании балласта, сходе с рельсов натяжной тележки, износе канатов,цепей, выходящем за пределы допускаемых норм, сходе канатов с блоков);
е) неисправности роликовых опор грузовойи холостой ветвей;
ж) неисправности тормозов и устройстваварийной остановки;
з) неисправности устройств по очисткеленты;
и) неисправности громкоговорящей связи исигнализации о запуске конвейеров;
к) неисправности реле скорости, датчиковзавала, фотореле и других элементов автоматизации и контроля.
10.2.2. Работа стакера, реклаймера,кратцер-крана, машины МВС и судовой погрузочной машины не допускается при:
а) возникновении неисправностей,аналогичных указанным в пункте 10.2.1;
б) неисправности клапанов предельногодавления, измерительных приборов гидросистем и гидропривода роторного колесареклаймера;
в) неисправности звуковой сигнализации;
г) сломанных зубьях ковшей роторногоколеса реклаймера, деформированных пластинах и скребках кратцер-крана, витковспиралей и режущих зубцов шнеков;
д) неисправности устройства выравниванияхода кратцер-крана;
е) неисправности привода выдвижениятелескопической трубы судовой погрузочной машины.
10.2.3. Работа вагоноопрокидывателя,электротележки-толкателя и маневрового устройства не допускается при:
а) возникновении неисправностей,аналогичных указанным в пункте9.3.1;
б) повреждении стенок разгружаемыхвагонов, неисправностях их ходовой части и сцепок;
в) неисправностях приводной системызажимов;
г) заедании платформы при опрокидывании;
д) неисправности световой и звуковойсигнализации;
е) других неисправностях, указанных в заводской(фирменной) документации, угрожающих безаварийной работе вагоноопрокидывателя,электротележки-толкателя, маневрового устройства и безопасной работе людей.
10.2.4. Работа маршрутов*(11)не допускается при:
а) неисправностях любой из перегрузочныхмашин, составляющих маршрут, перечисленных в пунктах 10.2.1, 10.2.2и 10.2.3;
б) невозможности осуществитьпоследовательный запуск или остановку маршрута;
в) неисправностях системыцентрализованного управления машинами в ЦПУ;
г) неисправностях системы оповещения исвязи с машинами;
д) других неисправностях, указанных взаводской (фирменной) документации.
10.3.1. Периодическое техническоеобслуживание перегрузочных машин должно состоять из ТО-1 и ТО-2. Состав ипериодичность ТО-1 приведены в пункте 5.2.2.
10.3.2. В состав ТО-2 входят следующиеработы:
а) проверка технического состояниясоставных частей перегрузочной машины в объеме проверок при ТО-1 и опробованиеих в работе;
б) замена быстроизнашивающихся деталей:отдельных роликов, устройств по очистке лент конвейеров, футеровочных листовпересыпных устройств, других деталей и оборудования машин.
10.3.3. Примерный состав проверочныхработ при периодическом техническом обслуживании составных частей перегрузочныхмашин приведен в приложении 16 и включает только работы, специфичные для перегрузочныхмашин СККН. Состав проверочных работ при периодическом техническом обслуживанииэтих машин должен уточняться портами с учетом требований заводской (фирменной)документации.
10.3.4. Техническое состояние отдельныхэлементов перегрузочных машин оценивается по соответствию требованиям заводской(фирменной) документации, а при отсутствии указанных требований допускаетсяиспользовать соответствующие нормы дефектации, приведенные в приложении19.
10.3.5. Для сокращения сроков простояперегрузочных машин следует выводить на ТО группы технологически связанныхперегрузочных машин.
10.3.6. Периодичность и продолжительностьвыполнения ТО-2 маршрутов такие же, как для кранов и перегружателей всоответствии с пунктом5.2.1.
10.4.1. Технический надзор за содержаниеммашин СККН должен производиться в соответствии с указаниями раздела VI.
10.4.2. Дополнительно к перечисленным в пункте6.1.4 ответственными по надзору в порту назначаются:
- за безопасной эксплуатацией рельсовыхпутей сбрасывающих тележек, пути которых установлены на раме металлоконструкцииконвейера, - инженерно-технические работники отдела механизации;
- за исправностью и безопаснойэксплуатацией телефонной и громкоговорящей связи, системы промышленноготелевидения - инженерно-технические работники участка связи порта илиспециализированного предприятия.
10.4.3. Технический надзор заисправностью и безопасной эксплуатацией систем вентиляции и аспирацииосуществляется в соответствии с требованиями ГОСТа 12.4.021-75"ССБТ. Системы вентиляционные. Общие требования".
10.4.4. При укладке и содержаниирельсового пути передвижных конвейеров и сбрасывающих тележек на конвейерахвыдерживаются допуски, указанные в таблице 4.
Таблица 4. Допуски на укладку и при эксплуатациирельсовых путей передвижных конвейеров и сбрасывающих тележек, мм
| Виды допусков | Величина допуска | |
| при укладке | при эксплуатации | |
| Отклонение от прямолинейности на 1 м длины рельсового пути | 2 | 3 |
| То же на 25 м длины рельсового пути | 15 | 20 |
| Отклонение от номинальной ширины колеи | 10 | 15 |
| Разность отметок головок рельсов в одном поперечном сечении | 10 | 15 |
| Зазор в стыках рельсов | 4 | 4 |
| Взаимное смещение торцов стыкуемых рельсов в плане и по высоте | 2 | 2 |
10.4.5. Виды техническихосвидетельствований соответствуют указаниям, изложенным в пункте6.4.3.
10.4.6. При техническомосвидетельствовании перегрузочные машины подвергаются осмотру, опробованиювхолостую и под нагрузкой.
10.4.7. При опробовании перегрузочноймашины вхолостую проверяется работа:
- каждого механизма машины в отдельностипутем раздельного включения соответствующих приводов;
- тормозных устройств всех механизмов;
- всех механизмов, устройств иблокировок, обеспечивающих безопасную работу машины: конечных выключателей всехмеханизмов, сигнальной аппаратуры, аварийного выключателя и аварийных кнопок идругих.
10.4.8. При опробовании вхолостую перегрузочноймашины на рельсовом ходу выполняются следующие рабочие циклы на минимальной имаксимальной скоростях:
- подъем и опускание стрелы на всю высотуподъема (выдвижение консоли на всю длину) до срабатывания конечныхвыключателей;
- передвижение машины на расстояние неменее 50 м в оба конца;
- вращение поворотной части намаксимально возможный угол в обе стороны;
- раскрытие и закрытие противоугонныхустройств.
10.4.9. При опробовании вхолостую отдельныхмеханизмов перегрузочной машины их технические характеристики должнысоответствовать требованиям заводской (фирменной) документации. Кромеиндивидуального опробования отдельных механизмов, производится опробованиеперегрузочной машины вхолостую при совмещении движений механизмов, оговоренныхв заводской (фирменной) документации. При этом проверяется блокировкамеханизмов.
10.4.10. По окончании опробованиявхолостую перегрузочная машина подвергается опробованию в составе маршрута каквхолостую, так и под нагрузкой. Опробование перегрузочной машины под нагрузкойследует производить при работе с максимальной производительностью.
10.4.11. Порядок опробования в работе, атакже состав регулировочных работ должны уточняться с учетом указаний заводской(фирменной) документации.
10.5.1. При техническомосвидетельствовании конвейера должны проверяться очистные устройства, бункеры снагревателями и вибраторами, пересыпные станции, питатели, улавливателипосторонних предметов.
10.5.2. Опробование конвейера вхолостую ипод нагрузкой необходимо производить при минимальной и максимальной скоростяхдвижения ленты.
10.5.3. При опробовании конвейеравхолостую и под нагрузкой необходимо проверить выдержку времени включениякаждого последующего конвейера. Выдержка времени, необходимая для разгонатягового органа предыдущего конвейера, должна соответствовать данным,приведенным в заводской (фирменной) документации на СККН.
10.5.4. При опробовании вхолостую и под нагрузкойленточного конвейера проверяются установка роликоопор, положение ленты набарабанах и роликах в движении, ход натяжной станции, работа тормоза ирельсовых захватов сбрасывающей тележки, работа блокировки, реле скорости,датчиков завала, сигнализации при запуске. Величина схода ленты в поперечномнаправлении, запас хода барабана натяжной станции должны соответствоватьуказаниям заводской (фирменной) технической документации. При отсутствии такихданных величина схода ленты в сторону не должна превышать 40 мм при условииотсутствия касания металлоконструкции, а запас хода барабана в сторону грузаили натяжного винта должен быть не менее 2/3 длины общего перемещения барабана.
10.5.5. При опробовании вхолостую и поднагрузкой скребкового конвейера кратцер-крана пластины цепей не должны касатьсябоковых поверхностей зубьев звездочек, а втулки должны скользить понаправляющим без зазора.
10.5.6. Опробование вхолостую и поднагрузкой ленточных и пластинчатых питателей следует производить по аналогии ссоответствующими конвейерами. При опробовании под нагрузкой вибрационногопитателя он должен обеспечивать заданную производительность на соответствующихрежимах работы.
10.5.7. Время опробования вхолостую и поднагрузкой (в составе маршрута) конвейеров и питателей приведено в таблице 5.
Таблица 5. Время опробования вхолостую и под нагрузкойконвейеров, питателей и других устройств, часы
| Тип перегрузочной машины | Время опробования | |
| вхолостую | под нагрузкой | |
| Конвейер с зачистным устройством, пересыпной станцией, бункером, нагревателем, вибратором | 1 | 1 |
| Питатель ленточный, пластинчатый, лопастной | 0,5 | 0,5 |
10.6.1. При опробовании вхолостуювыполняются рабочие циклы, указанные в пункте10.4.8, и проверяются: звуковой сигнал, реле скорости, подогревгидрожидкости (в зимнее время), датчики завала бункеров. У реклаймерапроверяется привод роторного колеса. Проверка выполняется включением вращенияроторного колеса на максимальной и минимальной скоростях.
10.6.2. При опробовании под нагрузкойпроверяются тормоза механизмов:
- подъема стрелы - должен удерживатьстрелу с загруженным конвейером и роторным колесом в любом положении на всемдиапазоне изменения высоты подъема;
- поворота - должен затормаживатьповоротную часть при любом возможном угле поворота за время, указанное в инструкциипо эксплуатации;
- передвижения - должен осуществлятьостановку реклаймера при включении торможения при движении на наибольшейскорости на длине пути, указанном в инструкции по эксплуатации.
10.6.3. Особенности техническогоосвидетельствования ленточных конвейеров реклаймера и стакера приведены в подразделе 10.5.
10.6.4. Время опробования реклаймера поднагрузкой в составе маршрута должно быть не менее 1 ч.
10.7.1. При опробовании судовойпогрузочной машины вхолостую выполняются рабочие циклы, указанные в пункте10.4.8, а также проверяются механизмы:
- передвижения грузовой тележкителескопической трубы путем передвижения тележки на всю длину пролета в обаконца;
- выдвижения телескопической трубы путемвыдвижения на всю высоту подъема и поднятия телескопической трубы.
10.7.2. При опробовании судовойпогрузочной машины под нагрузкой тормоз механизма передвижения грузовой тележкителескопической трубы должен обеспечивать торможение тележки в любом месте повсей длине пролета.
Тормоз механизма выдвижениятелескопической трубы должен обеспечивать торможение и удержание секций трубы влюбом месте по высоте. Порядок опробования следующий: стрелу устанавливают вгоризонтальное положение и последовательно передвигают грузовую тележкутелескопической трубы с остановками, во время которых опускают и поднимаютсекции телескопической трубы.
Порядок опробования тормозов остальныхмеханизмов судовой погрузочной машины аналогичен порядку опробования тормозовсоответствующих механизмов реклаймера (см. пункт10.6.2). Особенности технического освидетельствования ленточных конвейеровсудовой погрузочной машины приведены в подразделе 10.5.
10.7.3. Время опробования судопогрузочноймашины под нагрузкой в составе маршрута должно быть не менее 1 ч.
10.8.1. При опробовании кратцер-крана поднагрузкой тормоз механизма подъема главной (вспомогательной) стрелы долженудерживать ее в любом положении и не препятствовать плавному опусканию. Порядокопробования следующий: стрелу поднимают на максимально возможную высотуподъема, затем опускают с остановками через каждые 1,5-2 м. Тормоз механизмапередвижения должен производить торможение кратцер-крана в любом местерельсового пути, не вызывая перекоса портала и заклинивания ходовых колес.
10.8.2. Особенности техническогоосвидетельствования скребковых конвейеров кратцер-крана приведены в подразделе 10.5.
10.8.3. Время опробования кратцер-кранапод нагрузкой в составе маршрута должно быть не менее 1 ч.
10.9.1. Перечень осматриваемогооборудования, машин и устройств для разгрузки вагонов (вагоноопрокидыватели,устройства для разгрузки вагонов-хопперов, устройства дробления груза,накатки-откатки вагонов, машины МВС и др.) составляется в порту с учетомконструктивных особенностей машин и устройств для разгрузки вагонов.
10.9.2. При опробовании машин и устройствдля разгрузки вагонов вхолостую выполняются следующие циклы:
- вращение вагоноопрокидывателя безустановки в нем вагона;
- передвижение электротележки-толкателяпо максимально возможной длине путей надвига;
- передвижение маневрового устройства длясбора вагонов по максимально возможной длине путей откатки;
- передвижение машины МВС на расстояниене менее 2 м вперед и назад;
- подъем отгружающего конвейера и шнековна всю высоту подъема;
- вращение поворотной части намаксимальный угол в обе стороны.
10.9.3. Опробование машин и устройств дляразгрузки вагонов под нагрузкой в составе маршрута производится в 2 этапа:
- опрокидыванием порожних вагонов;
- опрокидыванием не менее четырехгруженых вагонов.
После опробования под нагрузкойзамеренная разница в уровнях головок рельсов платформы вагоноопрокидывателя сподводящими путями должна соответствовать требованиям заводской (фирменной)документации. При отсутствии таких данных разница в уровнях не должна превышать5 мм.
10.9.4. Техническое освидетельствованиемеханизированных и автоматизированных устройств на путях откатки, а также нажелезнодорожных путях должно проводиться в соответствии с требованиямизаводской (фирменной) документации. При отсутствии таких требований следуетруководствоваться положениями, указанными в пункте10.1.3.
10.9.5. Техническое освидетельствованиесистемы централизации и блокировки (СЦБ) осуществляется в соответствии стребованиями заводской (фирменной) документации. При отсутствии такихтребований следует руководствоваться указаниями, изложенными в пункте10.1.2.
10.10.1. Состав технической документацииопределяется указаниями раздела 8.
10.10.2. В дополнение к документации,перечисленной в разделе 8, ведется вахтенный журналоператора специализированного комплекса для навалочных грузов. Форма журналаприведена в приложении 17.
11.1.1. При организации ремонта портовогоподъемно-транспортного оборудования следует предусматривать:
- использование прогрессивных методовремонта;
- целесообразную структуру ремонтногоцикла, разработанную на основе опыта работы портов;
- распределение ремонтных работ взависимости от их объема и характера по видам ремонта;
- вывод машин из эксплуатации для ремонтав обязательном порядке в соответствии с план-графиком ремонта, за исключениемслучаев, предусмотренных в пункте11.7.10;
- выполнение очередного ремонта в объеме,обеспечивающем работоспособность подъемно-транспортного оборудования в течениевсего межремонтного периода;
- планирование ремонтных работ,изготовление запасных частей;
- удовлетворение потребности вматериалах;
- подготовку восстановленных запасныхчастей и агрегатов к началу ремонта.
11.1.2. Совершенствование организацииремонта имеет целью минимизацию суммарных затрат, слагающихся из затрат наремонт и экономических потерь, вызванных отказами перегрузочных машин, иобеспечивается за счет:
- повышения качества техническогообслуживания, применения методов и средств технической диагностики;
- снижения трудоемкости ремонтных работ иповышения их качества в результате совершенствования технологии ремонта,механизации ручных процессов, обеспечения запасными частями.
11.1.3. Проведение плановых ремонтовосуществляется после переработки определенного количества груза, или посленаработки определенного числа машино-часов, или через установленный интервалвремени.
11.2.1. Плановые ремонты перегрузочныхмашин подразделяются на два вида: текущий (далее Т) и капитальный (далее К).Характеристика ремонтов и состав ремонтной документации определяются ГОСТом 2.602-95 "ЕСКД.Ремонтные документы". Для кранов, отработавших нормативный срок, введеныдва новых вида планового ремонта (см. раздел 3, таблица 1):капитально-восстановительный и полнокомплектный.
11.2.2. Формы технической документации поремонту приведены в приложении 18.
11.2.3. В состав работ по ремонтуперегрузочных машин входят:
- очистка, мойка, разборка, дефектациясборочных единиц и деталей;
- замена изношенных деталей и сборочныхединиц;
- сборка, регулирование, испытаниеотдельных составных частей и перегрузочной машины в целом, окраска.
Ремонтные работы включают в себя такжеразличные виды восстановления изношенных деталей.
11.3.1. Схемы ремонтных циклов для перегрузочныхмашин морских портов приведены в таблице 6.
Таблица 6. Ремонтные циклы
| Перегрузочные машины | Схемы ремонтного цикла |
| Краны и перегружатели всех типов |
|
| Машины внутрипортовой механизации |
|
Примечание: индексы, соответствующие категориямремонтов, указываются: по текущему ремонту - в пределах ремонтного цикла; покапитальному ремонту - в порядковом исчислении с момента ввода машины вэксплуатацию.
11.3.2. Периодичностьремонта кранов всех типов приведена в таблице 7 и определяется наработкой втоннах переработанного груза или в машино-часах. При наличии в заводскойдокументации машины указаний по периодичности ремонта, отличающейся отприведенных в этой и других таблицах данного раздела, следует приниматьзаводские указания.
Таблица 7. Периодичность ремонта кранов иперегружателей
| Тип крана, перегружателя | Номинальна грузоподъемность, т | Единице измерения | Вид перегружаемого груза | |||||||||
| Штучный | Навалочный | Лесной | ||||||||||
| Вид ремонта | ||||||||||||
| Т | К | Т | К | Т | К | |||||||
| при работе крюком | при работе грейфером | при работе крюком | при работе грейфером | |||||||||
| Наработка | ||||||||||||
| Портальный, полупортальный, мостокабельный | До 6 включит. | тыс. тонн | 140-150 | 840-900 | 210-290 | 1260-1740 | 140-150 | 160-210 | 840-900 | 960-1260 | ||
| машино-час | 4165 | 25000 | 2700 | 16200 | 4165 | 3000 | 25000 | 18000 | ||||
| Свыше 6 до 10 вкл. | тыс. тонн | 185-205 | 1080-1230 | 470-590 | 2820-3540 | 185-205 | 210-270 | 1080-1230 | 1260-1620 | |||
| машино-час | 4165 | 25000 | 2400 | 14400 | 4165 | 3000 | 25000 | 18000 | ||||
| Свыше 10 до 16 вкл. | тыс. тонн | 225-255 | 1350-1530 | 590-750 | 3540-4500 | 225-255 | 250-320 | 1350-1530 | 1500-1980 | |||
| машино-час | 4165 | 25000 | 2350 | 14100 | 4165 | 3000 | 25000 | 18000 | ||||
| Свыше 16 | тыс. тонн | 250-280 | 1500-1680 | 750-825 | 4500-4950 | 250-280 | 320-350 | 1500-1680 | 1920-2100 | |||
| машино-час | 4165 | 25000 | 2400 | 14400 | 4165 | 3000 | 25000 | 18000 | ||||
| Мостовой | Любая | тыс. тонн | 80-90 | 489-540 | 160-190 | 960-1140 | - | - | - | - | ||
| машино-час | 2660 | 16000 | 1330 | 7980 | - | - | - | - | ||||
| Плавучий | До 10 включит. | тыс. тонн | 100-110 | 600-660 | 230-280 | 1380-1660 | 100-110 | 115-140 | 600-660 | 690-780 | ||
| машино-час | 3600 | 21600 | 2330 | 13980 | 3600 | 3600 | 21600 | 1600 | ||||
| Св. 10 до 16 вкл. | тыс. тонн | 120-170 | 720-1020 | 350-470 | 2100-2820 | 120-170 | 145-200 | 720-1020 | 870-1200 | |||
| машино-час | 3600 | 21600 | 2330 | 13980 | 3600 | 3600 | 21600 | 1600 |
| |||
| Свыше 16 | тыс. тонн | - | - | - | - | - | - | - | - |
| ||
| машино-час | 3600 | 21600 | 2330 | 13980 | 3600 | 3600 | 21600 | 1600 |
| |||
| Гусеничный | До 10 включит. | тыс. тонн | 100-125 | 600-750 | 185-220 | 1100-1300 | 100-125 | - | 600-750 | - |
| |
| машино-час | 2100 | 12600 | 2100 | 12600 | 2100 | - | 12600 | - |
| |||
| Свыше 10 | тыс. тонн | 150-175 | 700-850 | 200-260 | 1100-1600 | 150-175 | - | 700-850 | - |
| ||
| машино-час | 2100 | 12600 | 2100 | 12600 | 2100 | - | 12600 | - |
| |||
| Автомобильный и пневмоколесный | До 10 включит. | тыс. тонн | 60-90 | 360-540 | 145-180 | 870-1080 | 60-90 | - | 360-540 | - |
| |
| машино-час | 1500 | 9000 | 1500 | 9000 | 1500 | - | 9000 | - |
| |||
| Свыше 10 | тыс. тонн | 90 - 120 | 540 - 720 | 210 - 265 | 1260 - 1590 | 90 - 120 | - | 540-720 | - |
| ||
| машино-час | 1500 | 9000 | 1500 | 9000 | 1500 | - | 9000 | - |
| |||
| Конт. причальный перегружатель | Любая | тыс. тонн | 200 - 220 | 1200 - 1320 | - | - | - | - | - | - |
| |
| машино-час | 2200 | 13200 | - | - | - | - | - | - |
| |||
| Козловой кран или перегружатель | Любая | тыс. тонн | 180 - 200 | 1080 - 1200 | - | - | - | - | - | - |
| |
| машино-час | 2000 | 12000 | - | - | - | - | - | - |
| |||
Примечания:1. При работе кранов на перегрузке различных видов груза периодичность ремонтаустанавливается как сумма наработок на различных видах груза с учетомпериодичности, приведенной в таблице.
2. При систематическом превышении наработки наремонт разрешается устанавливать местную более высокую наработку.
3.Для кранов, перегружающих химически активные грузы, периодичность ремонтапринимается по таблицес коэффициентом 0,8.
4.Для кранов, перегружающих грузы с насыпной массой 0,75 т/м и менее,периодичность принимается по таблице с коэф. 0,85.
5. Периодичность ремонта установлена для перегрузочныхмашин, находящихся в эксплуатации менее 50 % срока амортизации и не проходившихкапитального ремонта. Для других машин периодичность ремонта принимается по таблицес коэф. 0,75.
11.3.3. Допускается выполнениекапитальных ремонтов грузоподъемных кранов агрегатным методом при наличиисоответствующего парка запасных агрегатов. Замена механизмов должна выполнятьсяодновременно, после чего кран должен пройти полное техническоеосвидетельствование с записью результатов в паспорт крана.
11.3.4. Для машин внутрипортовоймеханизации, портальных контейнеровозов и контейнерных автопогрузчиковпериодичность ремонта определяется наработкой в машино-часах по таблице 8.
Таблица 8. Периодичность ремонта машин внутрипортовоймеханизации, портальных контейнеровозов и контейнерных автопогрузчиков
| Машины | Наработка, машино-часы | |
| Т | К | |
| Электропогрузчики: |
|
|
| до первого капитального ремонта | 2000 | 8000 |
| после капитального ремонта | 1600 | 6400 |
| Тягачи и тележки аккумуляторные: |
|
|
| до первого капитального ремонта | 2000 | 8000 |
| после капитального ремонта | 1600 | 6400 |
| Автопогрузчики и тягачи с карбюраторным двигателем: |
|
|
| до первого капитального ремонта | 2000 | 8000 |
| после капитального ремонта | 1600 | 6400 |
| Автопогрузчики и тягачи дизельные: |
|
|
| до первого капитального ремонта | 2000 | 8000 |
| после капитального ремонта | 1600 | 6400 |
| Портальные контейнеровозы: |
|
|
| до первого капитального ремонта | 5000 | 20000 |
| после капитального ремонта | 4000 | 16000 |
| Контейнерные автопогрузчики: |
|
|
| до первого капитального ремонта | 4000 | 16000 |
| после капитального ремонта | 3200 | 12800 |
| Портовые тягачи: |
|
|
| до первого капитального ремонта | 2500 | 10000 |
| после капитального ремонта | 2000 | 8000 |
| Низкорамные полуприцепы: |
|
|
| до первого капитального ремонта | 2000 | 8000 |
| после капитального ремонта | 1600 | 6400 |
11.3.5. Периодичностьремонта машин специализированных конвейерных комплексов и машин непрерывноготранспорта приведена в таблице 9.
Таблица 9. Периодичность ремонта машин СККН и машиннепрерывного транспорта
| Машины | Наработка, машино-часы | |
| Т | К | |
| Конвейер ленточный | 1100 - 1200 | 3300 - 3600 |
| Конвейер цепной, реклаймер, судопогрузочная машина | 1100 - 1200 | 3300 - 3600 |
| Стакер, вагоноопрокидыватель с бункерами | 2200 - 2400 | 6600 - 7200 |
Примечание: при переработке химически активных грузовпериодичность ремонта машин СККН и непрерывного транспорта принимается потаблице 9 с коэффициентом 0,75.
11.3.6. Для составныхчастей машин внутрипортовой механизации при агрегатном методе ремонта наработкаустановлена в машино-часах и приведена в таблице 10.
Таблица 10. Периодичность ремонта составных частей машинвнутрипортовой механизации
| Составная часть машины | Наработка на капитальный ремонт машин, машино-часы | |||||
| электрических | карбюраторных | дизельных | ||||
| до первого кап. ремонта | до второго и далее кап. ремонтов | до первого кап. ремонта | до второго и далее кап. ремонтов | до первого кап. ремонта | до второго и далее кап. ремонтов | |
| Двигатель внутреннего сгорания | - | - | 10000 | - | 12000 | - |
| Гидротрансформатор | - | - | 12000 | - | 12000 | - |
| Управляемый мост | 5000 | 4000 | 5000 | 4000 | 5000 | 4000 |
| Ведущий мост | 8000 | 6400 | 8000 | 6400 | 8000 | 6400 |
| Рулевой механизм | 8000 | 6400 | 8000 | 6400 | 8000 | 6400 |
| Механизм подъема и наклона рамы | 5000 | 4000 | 5000 | 4000 | 5000 | 4000 |
| Гидроаппаратура | 5000 | 4000 | 5000 | 4000 | 5000 | 4000 |
| Электрооборудование | 8000 | 6400 | 10000 | 8000 | 10000 | 8000 |
11.3.7. Для пневматическихпогрузчиков наработка на ремонт установлена в машино-часах и составляет: длятекущего ремонта - 600, для капитального - 1800 машино-часов.
11.3.8. Схемы ремонтных циклов ипериодичность ремонта строительных машин (экскаваторов, бульдозеров и др.)следует принимать согласно Рекомендациям по организации технического обслуживанияи ремонта строительных машин.
11.3.9. Схемы ремонтных циклов и периодичностьремонта новых типов перегрузочных машин, не указанных в настоящем разделе,устанавливаются портом с учетом пункта5.1.2.
11.4.1. Планирование ремонтаосуществляется на последующий год с целью определения объемов и стоимостиремонтных работ, календарного распределения ремонтов в течение года,определения потребности в рабочей силе, запасных частях и материалах дляремонта.
11.4.2. Годовой план-график ремонтаперегрузочных машин на очередной планируемый год составляется портом по каждойперегрузочной машине, маршруту или группам однотипных машин, находящихся вприблизительно одинаковом техническом состоянии, на основе средней плановойзагрузки машин и приведенной в настоящем разделе периодичности ремонта. Годовойплан-график ремонта составляется с учетом фактического состояния машин по форме1 приложения 18.Основным критерием при учете фактического состояния машины является ее износ,при этом дефектацию следует производить по нормам заводских инструкций натехническое обслуживание и ремонт, а при их отсутствии - по материалам,приведенным в приложении19.
11.4.3. В четвертом квартале года,предшествующего планируемому, по уточненным данным о загрузке и техническомсостоянии машин окончательно устанавливаются виды запланированных ремонтов. Наосновании этих данных, а также в соответствии с пунктом11.7.5 производится корректировка годового календарного плана-графикаремонта перегрузочных машин порта на предстоящий год. План-график затем можетуточняться поквартально по форме 2 приложения 18.
11.4.4. Объемы плановых ремонтовопределяются на основе утвержденных норм времени на ремонт перегрузочных машинморских портов, а при отсутствии таких норм - на основе местных норм времени,разрабатываемых портом, или на основе опыта ремонта аналогичных машин.
11.4.5. Затраты на ремонт отдельныхперегрузочных машин, предусмотренные годовым планом-графиком, определяются посоответствующим объемам работ, расходам на запасные части и ремонтныематериалы.
11.4.6. Годовые планы-заявки расходов потекущему ремонту, а также титульные списки и сметы по капитальному ремонтуперегрузочных машин и материальные заявки для них включаются в общепортовыйпроект плана.
11.4.7. Капитальный ремонт перегрузочныхмашин производится за счет средств, планируемых на капитальный ремонтоборудования порта. Отдельные ремонтные работы по перегрузочным машинам,относящиеся по своему характеру и объему к капитальному ремонту, могутпроизводиться на протяжении всего ремонтного цикла машины во время текущегоремонта, но планируются и оформляются по капитальному ремонту. За счет средств,предназначенных для капитального ремонта портовых перегрузочных машин,финансируются также следующие работы:
- замена или восстановление отдельныхсоставных частей;
- окраска перегрузочных машин;
- разработка технической документации ивыполнение реконструкции отдельных механизмов с целью повышения их технико-эксплуатационныхпоказателей;
- разработка технической документации назапасные части перегрузочных машин и технических требований на производство ихремонта;
- приобретение для машин грузозахватныхорганов, входящих в комплект машины, взамен изношенных и устаревших.
11.4.8. Покраску кранов рекомендуетсяпроизводить в соответствии с указаниями ОСТа 5Р 9258-94 ЕСЗКС "Покрытиялакокрасочные. Системы окрашивания судов", определяющего для палубныхнадстроек судов (т.е. для условий, близких к портовым) периодичность покраски в4 года.
11.5.1. Для снижения простоевперегрузочных машин при проведении ремонта следует предусматриватьзаблаговременное изготовление и поставку к началу ремонта требующихся запасныхчастей. Для плановых ремонтов перегрузочных машин изготовление запасных частейдолжно производиться централизованно (заводами, ремонтными предприятиями ипортовыми мастерскими, а также по импорту). Для производства работ по ремонту иобслуживанию подъемно-транспортного оборудования, а также для изготовления длянего запасных частей и несложных грузозахватных приспособлений морские портыдолжны располагать центральными ремонтными базами (портовыми мастерскими,гаражами).
11.5.2. В номенклатуру запасных частей,которые целесообразно хранить в постоянно возобновляемом запасе на складе,включаются:
- все быстроизнашивающиеся детали сосроком службы, не превышающим продолжительность межремонтного периода;
детали, расходуемые в большом количестве,срок службы которых больше продолжительности межремонтного периода;
- крупногабаритные, сложные и трудоемкиедетали, изготовляемые на сторонних предприятиях или поставляемые по импорту;
- отдельные составные части и агрегатыоднотипных перегрузочных машин;
- покупные комплектующие изделия иаппаратура, применяемые в большом количестве (подшипники качения,гидроаппаратура, насосы, клиновые ремни, манжеты, цепи, крепежные детали идр.), обеспечивающие бесперебойную эксплуатацию и ремонт перегрузочных машин.
11.5.3. Заявки на материалы, инвентарь иинструменты, необходимые для ремонта, составляются портом на все категорииплановых ремонтов и плановое техническое обслуживание. Заявки на материалы дляремонта составляются по данным дефектных ведомостей и с учетом результатовпериодических осмотров.
При структуре порта, отличающейся отрайонной, порядок разработки заявок должен быть определен в договорах междупортом и стивидорными и другими компаниями.
11.5.4. Заявки на запасные части составляютсяна основании дефектных ведомостей. Основные источники поступления запасныхчастей:
- изготовление сменно-запасных частейпортовыми мастерскими;
- изготовление сменно-запасных частейсудоремонтными и другими заводами;
- поставки промышленностью;
- поставки запасных частей и оборудованияпо импорту.
11.5.5. Сводные заявки на запасные частии оборудование составляются отделом механизации в соответствии с установленнойформой и затем направляются поставщику. Направляемые одновременно сводныезаявки на инвентарь, инструмент и материалы, необходимые для эксплуатации иремонта перегрузочного оборудования, составляются отделамиматериально-технического снабжения портов по заявкам грузовых районов итехнологического отдела.
11.5.6. При изготовлении сменно-запасныхчастей перегрузочных машин предприятиями морского транспорта и портовымимастерскими расход материалов производится в соответствии с действующиминормами, если таковые имеются.
11.5.7. Все запасные части, оборотныйфонд сборочных единиц и агрегатов перегрузочных машин должны храниться наспециально оборудованном складе, находящемся в оперативном подчинении отделамеханизации порта.
11.5.8. Все составные части машин,проходящие через склад, подлежат учету (см. пункт 11.6.3). Выдача со складаподразделениям производится по требованиям, завизированным соответственноначальником отдела механизации и начальником подразделения или ихзаместителями. Детали, составные части машин, подлежащие восстановлению,передаются в портовые мастерские (или на заводы) для соответствующей обработки,откуда их возвращают на склад и хранят наравне с новыми, с указанием на бирке"Восстановлена".
11.6.1. Документация для капитальногоремонта должна соответствовать требованиям ГОСТа 2.602-95 "ЕСКД. Ремонтныедокументы". Для проведения текущих ремонтов перегрузочных машин требуетсяследующая документация:
- альбом рабочих чертежей запасныхчастей;
- типовая ремонтная ведомость;
- дефектная ведомость;
- типовые карты технологического процессана работы, указанные в пункте13.1.6;
- технические требования на ремонт.
11.6.2. Ремонтная документация длякранов, подконтрольных Госгортехнадзору России, должна разрабатываться с учетомтребований Правил Госгортехнадзора России по кранам. В картах технологическогопроцесса должны быть отражены вопросы безопасности труда и производственнойсанитарии.
Типовые ремонтные ведомости составляютсяпо форме 3 приложения 18.Дефектные ведомости составляются по форме 4 приложения 18.Калькуляция работ выполняется исполнителем ремонта и согласовывается сзаказчиком.
11.6.3. Учет движения запасных частейперегрузочных машин ведется по карточкам учета (формы 5 и 6 приложения 18).Карточки учета заполняются в одном экземпляре и хранятся на складе.
11.6.4. Периодическая и годовая отчетность орасходе средств, выделенных на ремонт, представляется в установленные сроки поутвержденным формам.
11.6.5. По окончании ремонта на каждуюперегрузочную машину составляется акт приемки из ремонта по форме 7 приложения 18.
11.7.1. Общая организация ремонтаперегрузочных машин является обязанностью главного инженера и начальника отделамеханизации.
11.7.2. Ремонт перегрузочных машинпроизводят с выводом их из эксплуатации в плановом порядке. Периодичностьвывода машин на ремонт определяется по указаниям настоящего раздела. Объемремонтных работ определяется фактическим износом сборочных единиц и деталеймашин. Дефектацию следует производить по указаниям заводских инструкций наремонт и техническое обслуживание, а при их отсутствии - инструкций близких поконструкции машин и по справочным данным, приведенным в приложении19.
Ремонт должен обеспечивать надежную ибезотказную работу машин до очередного планового ремонта.
11.7.3. Вывод перегрузочных машин на ремонтдолжен производиться в соответствии с графиком ремонта, утвержденнымначальником порта.
Вывод перегрузочных машин на ремонтоформляют:
- при производстве ремонта силами подразделения,которому принадлежит машина, - приказом руководителя подразделения;
- при привлечении к ремонту другихподразделений порта - приказом начальника порта.
На основании приказаинженерно-технический работник, ответственный за содержание машины в исправномсостоянии, производит соответствующую запись в журнале группового механика и ввахтенном журнале сменного механика.
11.7.4. В зависимости от навигационныхусловий работы порта и технического состояния перегрузочных машин их ремонтможет выполняться следующими методами:
- в полном объеме в соответствии сноменклатурой работ по ремонту данного вида с выводом машины из эксплуатации;
- в объеме данного вида ремонта привыполнении ремонта отдельных составных частей машины агрегатным методом,предусматривающим замену отдельных составных частей машины новыми илиотремонтированными. Замену производят без вывода машины из эксплуатации,используя по возможности перерывы в работе машины.
11.7.5. Ремонт перегрузочных машин долженпроизводиться в портах:
- с навигационным режимом работы - какправило, в зимний период по утвержденному годовому плану-графику;
- с круглогодичным режимом работы - поутвержденному годовому плану-графику, корректируемому поквартально. Фактическоевыполнение (по объему и срокам) плановых ремонтов перегрузочных машинотражается на квартальном, а в портах с навигационным режимом работы - нагодовом плане-графике (формы 1 и 2 приложения 18).
11.7.6. Ремонт металлоконструкцийперегрузочных машин следует производить в соответствии с требованиями ПравилГосгортехнадзора России по кранам и ТУ 24.22.4153-95 "Технические условияна ремонт, изготовление (отдельных элементов), реконструкцию и монтаж портальныхкранов с применением сварки".
11.7.7. Обеспечение качественноговыполнения ремонта перегрузочных машин в установленные сроки являетсяобязанностью:
- при ремонте средствами районов -заместителя начальника района по механизации;
- при ремонте средствами ремонтных базпортов или других предприятий - руководителя предприятия.
11.7.8. Ремонт перегрузочных машинсредствами порта осуществляют ремонтные бригады. Рабочие по техническомуобслуживанию и ремонту перегрузочных машин могут привлекаться к производствуремонтных работ.
11.7.9. Плановые ремонты перегрузочныхмашин всех видов ведутся по соответствующим ремонтным и дефектным ведомостям,составленным на основании актов периодических осмотров, с учетом указаний,приведенных в подразделе 11.6.Ремонтные и дефектные ведомости подготавливаются до начала ремонта в следующиесроки:
- текущего ремонта - за 1 месяц;
- капитального - за 3 месяца.
Перед постановкой на плановый ремонт, атакже перед окончанием навигации перегрузочные машины должны быть подвергнутыпериодическим осмотрам для уточнения состава и объема работ. Результатыпериодических осмотров оформляют актом по форме, приведенной в приложении15. Уточнение состава и объема работ производится в процесседемонтажа, разборки и выбраковки деталей и сборочных единиц машины.
11.7.10. Если при наступлении календарного срокаочередного ремонта техническое состояние перегрузочной машины допускает еедальнейшую эксплуатацию, планируемый ремонт может быть отсрочен. Отсрочкаремонта производится на основании акта периодического осмотра с соответствующимзаключением. Акт периодического осмотра утверждает начальник отдела механизациипорта.
11.7.11. Продолжительность ремонта кранови перегружателей при проведении ремонта средствами порта в навигационный периодприведена в таблице 11.
Таблица 11. Ориентировочная продолжительность ремонтакранов и перегружателей, сутки (ремонт средствами порта в период навигации)
| Тип крана | Грузоподъемность, тонны | Вид ремонта | |
| Т | К | ||
| Портальный и полупортальный | 5 и 6 | 20 | 70 |
| От 10 до 32 | 30 | 90 | |
| Свыше 32 | 40 | 110 | |
| Гусеничный с электроприводом | Любая | 25 | 70 |
| Гусеничный дизельный | Любая | 30 | 80 |
| Железнодорожный | Любая | 20 | 60 |
| Автомобильный | До 10 | 10 | 30 |
| 10 и более | 25 | 70 | |
| Пневмоколесный | Любая | 25 | 70 |
| Контейнерный причальный перегружатель | Любая | 30 | 90 |
| Козловой контейнерный перегружатель | Любая | 25 | 70 |
11.7.12. Продолжительностьремонта машин внутрипортовой механизации, портальных контейнеровозов иконтейнерных автопогрузчиков при выполнении ремонта в одну смену средствамипорта в навигационный период приведена в таблице 12.
Таблица 12. Ориентировочная продолжительность ремонтамашин внутрипортовой механизации, сутки
| Машины | Вид ремонта | |
| Т | К | |
| Автопогрузчики и тягачи с приводом от ДВС | 15 | 25 |
| Электропогрузчики | 10 | 16 |
| Тягачи с электрическим приводом | 6 | 12 |
| Пневматические погрузчики | 15 | 25 |
| Машины трюмные с приводом от ДВС | 15 | 25 |
| Машины трюмные и вагонные с электроприводом | 8 | 18 |
| Портальный контейнеровоз | 22 | 60 |
| Контейнерный автопогрузчик | 20 | 55 |
| Портовый тягач | 15 | 25 |
| Низкорамный полуприцеп | 3 | 6 |
11.7.13. Продолжительностьремонта машин СККН приведена в таблице 13.
Таблица 13. Ориентировочная продолжительность ремонтамашин СККН, сутки
| Машины | Вид ремонта | |
| Т | К | |
| Стакер общей массой, т: |
|
|
| до 150 | 14 | 35 |
| свыше 150 до 200 | 16 | 35 |
| свыше 200 до 300 | 17 | 36 |
| свыше 300 до 400 | 18 | 38 |
| Реклаймер общей массой, т |
|
|
| до 150 | 22 | 60 |
| свыше 150 до 200 | 25 | 66 |
| свыше 200 до 300 | 33 | 70 |
| свыше 300 до 400 | 40 | 75 |
| свыше 400 | 45 | 90 |
| Судопогрузочная машина общей массой, т: |
|
|
| до 150 | 22 | 50 |
| свыше 150 до 200 | 25 | 55 |
| свыше 200 до 300 | 35 | 70 |
| свыше 300 до 400 | 40 | 80 |
| свыше 400 | 45 | 85 |
| Вагоноопрокидыватель стационарный с бункерами: |
|
|
| боковой - для полувагонов 60 и 93 т | 38 | 93 |
| роторный - для полувагонов 60 и 93 т | 20 | 54 |
| роторный - для полувагонов 60, 93 и 125 т | 25 | 74 |
| Дробильно-фрезерная машина | 7 | 18 |
| Конвейер ленточный: |
|
|
| передвижной реверсивный | 10 | 25 |
| стационарный длиной 25 - 100 м | 11 | 28 |
| стационарный длиной 101 - 500 м | 14 | 32 |
| стационарный длиной 501 - 900 м | 22 | 42 |
| Конвейер цепной | 10 | 28 |
| Кратцер-кран | 30 | 60 |
11.7.14. Выполнениеремонтных работ, выбраковка изношенных деталей, подлежащих замене иливосстановлению, а также выбор способа восстановления производятся всоответствии с документацией завода-изготовителя, а в случае ее отсутствия - потехническим требованиям, приведенным в приложении19.
11.7.15. Надзор за качеством и срокамивыполнения ремонта перегрузочных машин и грузозахватных органов осуществляетотдел механизации.
11.8.1. Постановка на ремонтперегрузочных машин (составных частей машин) при выполнении работ средствамипорта производится в соответствии с указаниями, приведенными в подразделе11.7. Постановка на ремонт перегрузочных машин (составных частей машин) привыполнении работ на специализированных предприятиях производится по договорумежду портом и ремонтным предприятием.
11.8.2. Стоимость работ определяетсяпредприятиями - исполнителями ремонта по соответствующим прейскурантам. Вслучае выполнения работ, не предусмотренных прейскурантом, стоимостьопределяется по калькуляции, составленной ремонтным предприятием исогласованной с заказчиком.
11.8.3. Перегрузочные машины (составныечасти машин), направляемые на ремонт, должны быть комплектными.
11.8.4. При отправке перегрузочной машиныв ремонт ремонтному предприятию передаются составленные по установленнымформам: сопроводительный лист, опись снятых с машины приборов, деталей и т.п.,перечень запасных частей и оборудования, а также ремонтные и дефектныеведомости.
11.8.5. Перегрузочные машины (составные частимашин) предъявляются к приемке-сдаче только после выполнения всех ремонтных иналадочных работ, отвечающих требованиям Правил Госгортехнадзора России покранам, Правил технической эксплуатации электроустановок потребителей инастоящих ПТЭ.
11.8.6. Все дефекты перегрузочной машины,выявленные в процессе приемки ее из ремонта, подлежат устранению исполнителемремонта, после чего машина вновь предъявляется к приемке заказчиком.
11.8.7. При приемке перегрузочной машины(составной части машины) из ремонта проверяются комплектность и качествосборки, а также соответствие выполненных работ объему, предусмотренномуремонтной и дефектной ведомостями.
Все изменения объема работ в сторонууменьшения или увеличения отражаются в приемном акте.
11.8.8. Перегрузочная машина после окончанияремонта может быть допущена к работе только после ее приемки из ремонта.
Приемка отремонтированной перегрузочноймашины (составной части машины) производится:
а) при производстве ремонта средствамипорта - комиссией и оформляется актом по форме 7 приложения 18.Участие в комиссии инженерно-технического работника, ответственного засодержание перегрузочной машины в исправном состоянии, обязательно. Дляперегрузочных машин, подконтрольных Госгортехнадзору России и регистрируемых вего органах, после всех категорий ремонта, а также перегрузочных машин, неподконтрольных Госгортехнадзору России, после капитального ремонта необходимоучастие в составе комиссии инженерно-технического работника по надзору забезопасной эксплуатацией отремонтированной машины. После ремонта перегрузочноймашины (составной части машины) исполнитель ремонта производит в паспортемашины запись, отражающую характер произведенной работы и сведения опримененных материалах;
б) при производстве работ ремонтнымпредприятием - ОТК предприятия и оформляется актом установленной формы.
Разрешение на пуск в работу перегрузочноймашины инженерно-технический работник, ответственный за содержание машины висправном состоянии, выдает на основании акта приемки, за исключением случаев,предусмотренных Правилами Госгортехнадзора России по кранам, когда разрешениевыдают органы Госгортехнадзора России или инженерно-технический работник понадзору. Во всех случаях после разрешения на пуск машины в работуинженерно-технический работник, ответственный за содержание ее в исправномсостоянии, делает соответствующую запись в вахтенном журнале перегрузочноймашины, журнале сменного механика и в журнале группового механика.
11.8.9. Ремонтное предприятие всоответствии с условиями, предусмотренными договором, после приемкиперегрузочной машины ОТК отгружает ее своими силами или по желанию заказчикавыдает ему отремонтированную машину. Ремонтное предприятие вместе с машинойпередает заказчику:
- акт приемки ОТК перегрузочной машины(составной части машины) из ремонта;
- документацию с копиями сертификатовматериалов и дипломов электросварщиков;
- сопроводительный лист и опись.
11.8.10. Для выявления возможных дефектов и ихустранения перегрузочные машины до ввода их в эксплуатацию после плановыхремонтов и выполнения требований, приведенных в пункте11.8.8, следует подвергать обкатке (в соответствии с заводскимиинструкциями) и эксплуатационным испытаниям в рабочем режиме.
11.8.11. В случае преждевременного выходаперегрузочной машины (составной части машины) из строя, происшедшего по винеисполнителя ремонта, заказчик создает комиссию и составляет рекламацию дляпредъявления претензий исполнителю ремонта.
11.9.1. Грузозахватные приспособленияподлежат ремонту при выявлении неисправностей. Необходимость ремонта либосписания съемного грузозахватного приспособления устанавливает инженерно-техническийработник, ответственный за содержание грузозахватных приспособлений в исправномсостоянии.
11.9.2. В состав работ по ремонтугрузозахватных приспособлений входят работы, выполняемые при техническомобслуживании в соответствии с пунктом5.8.8, а также правка поврежденных деталей, сварка, смазка, сборка,перекомплектация, регулировка, испытание, окраска. Ремонтные работы могутвключать также различные виды восстановления изношенных деталей или покрытийгрузозахватных приспособлений.
11.9.3. Обязанности по организацииремонта грузозахватных приспособлений в порту возлагаются на заместителяначальника порта по эксплуатации, а в случае ремонта силами подразделений,находящихся в ведении главного инженера, - на главного инженера порта.
11.9.4. Обеспечение ремонтных работ погрузозахватным приспособлениям должно осуществляться на основепроизводственного плана механических мастерских порта, который составляется сучетом заданий технологического отдела (группы) порта.
11.9.5. Для проведения ремонтагрузозахватных приспособлений необходимы: рабочие чертежи, технические условияна изготовление (для изделий, на которые они имеются) и дефектная ведомость.Отчетность по ремонту грузозахватных приспособлений должна соответствоватьтребованиям, приведенным в пункте11.6.4. Контроль качества ремонта осуществляет ОТК предприятия,выполнившего ремонт.
На каждое грузозахватное приспособление или нагруппу однотипных составляется акт по форме 7 приложения 18.
11.9.6. Контроль за качеством ремонтагрузозахватных приспособлений осуществляют инженерно-технические работникитехнологического отдела (группы) порта.
11.10.1. Ремонт средств укрупненияпроизводит подразделение, в ведении которого эти средства находятся, спривлечением ремонтно-строительных управлений (РСУ) и других подразделенийпорта. Необходимость ремонта средств укрупнения определяется при осмотрах ивыбраковке инженерно-техническим работником, ответственным за содержаниесредств укрупнения в исправном состоянии. Для ремонта необходимы рабочиечертежи средства укрупнения.
11.10.2. Контроль за качеством ремонтасредств укрупнения осуществляет инженерно-технический работник технологическогоотдела (группы) порта.
12.1. В соответствии со статьей 12Федерального закона "О промышленной безопасности опасных производственныхобъектов" от 21 июля 1997 г. N 116-ФЗв случае аварии на опасном производственном объекте производится техническоерасследование ее причин. Состав специальной комиссии по техническомурасследованию причин аварии определен в указанной статье закона.
В случае, если авария связана сэксплуатацией крана, техническое расследование причин аварии должно проводитьсяв соответствии с "Положением о порядке технического расследования причинаварии на опасных производственных объектах", утвержденным постановлениемГосгортехнадзора России от 8 июня 1999 г. N 40.
При авариях и несчастных случаях,связанных с эксплуатацией объектов, подконтрольных Госгортехнадзору России,порт обязан незамедлительно сообщить о случившемся органам ГосгортехнадзораРоссии и обеспечить сохранность всей обстановки аварии или несчастного случаядо прибытия представителя Госгортехнадзора России, если это не представляетопасности для жизни и здоровья людей.
12.2. Несчастные случаи на производстверасследуются в соответствии со статьей 229 Трудового кодекса Российской Федерации.
12.3. Расследованию и учету подлежат всеслучаи выхода из строя перегрузочных машин, а также несчастные случаи,произошедшие при использовании перегрузочных машин. Необходимость созданиякомиссии по расследованию причин выхода из строя машины или несчастного случаяопределяет руководство порта.
12.4. Рабочий, управляющий перегрузочноймашиной, в случае выхода машины из строя и при несчастном случае, произошедшемпри использовании перегрузочной машины, немедленно сообщает об этом сменномумеханику или инженерно-техническому работнику, ответственному за содержаниемашины в исправном состоянии, а также бригадиру или лицу, его замещающему, ипроизводителю работ. При этом следует сохранить обстановку происшествия, еслиэто не мешает выполнению работ и не создает опасности для жизни и здоровья людей.
12.5. Материальную и иную ответственность запоследствия, вызванные выходом машины из строя, несет непосредственный виновник(виновники) в соответствии с законодательством. Распоряжение (приказ) порезультатам расследования издает начальник района или руководительподразделения, на балансе которого находится перегрузочная машина. В этомприказе в случаях, не влекущих уголовной ответственности, определяетсянаказание виновных.
12.6. На основе указаний, приведенных внастоящих ПТЭ, в порту должно быть разработано с учетом местных условий иутверждено начальником порта положение о расследовании аварий (повреждений)перегрузочных машин.
13.1.1. Ремонт и техническое обслуживаниеперегрузочных машин должны выполняться с соблюдением требований безопасности,приведенных в ПТЭ и в документах, перечисленных в пункте 4.4.2.В случае применения новых изделий и материалов, по которым не предусмотренытребования безопасного производства работ правилами, перечисленными в пункте4.4.2, следует выполнять требования безопасности, указанные в заводскихинструкциях по эксплуатации и применению этих изделий и материалов.
13.1.2. Докеры-механизаторы и рабочие потехническому обслуживанию и ремонту должны выполнять работы по производственныминструкциям и инструкциям по охране труда соответствующих профессий, а также поинструкциям по безопасному производству отдельных видов работ, разработанным сучетом эксплуатационной документации перегрузочной машины (см. пункт9.1.6), в соответствии с действующими Правилами охраны трудав морских портах и ПТЭ.
13.1.3. Организация техническогообслуживания и ремонтных работ при выполнении требований безопасности ипроизводственной санитарии возлагается на инженерно-технических работниковпорта (отдела механизации, подразделений механизации грузовых районов, портовыхмастерских, других подразделений порта) и ремонтного предприятия в соответствиис должностными инструкциями. В случае возникновения условий, угрожающих жизни издоровью работающих, выполнение ремонта или технического обслуживанияперегрузочной машины должно быть приостановлено до принятия мер по устранениюопасности.
13.1.4. Необходимо обеспечиватьсоблюдение природоохранного законодательства при осуществлении техническогообслуживания и производстве ремонта перегрузочных машин. Для определенияколичества выбросов от передвижных источников (транспортных средств) необходимоведение учета количества сожженного топлива и количества часов эксплуатациитранспортных средств.
13.1.5. Ремонт перегрузочных машин вместах производства погрузочно-разгрузочных работ не допускается, заисключением ремонта машин, работающих на рельсовых крановых путях (портальныекраны и др.). При ремонте перегрузочных машин на рельсовых крановых путяхдействующего причала место производства ремонта должно быть определено и должныбыть установлены тупиковые упоры, предупредительные сигналы (фонари, флаги,надписи: "Кран в ремонте", "Проход запрещен" и др.), алюди, занятые на погрузочно-разгрузочных работах, работающие на смежныхперегрузочных машинах, должны быть предупреждены о происходящем ремонте и обустановлении запретной зоны. Капитальный ремонт и монтаж перегрузочных машин впортах, как правило, должны производиться на специально выделенных для этойцели площадках (зонах ремонта). Запрещается ремонт, заправка топливом, мойкамашин и транспортных средств, складирование отходов в пределах водоохранныхзон.
13.1.6. При выполнении ремонта перегрузочныхмашин на территории порта сторонней организацией с ней заключается договор, вкотором определяются место (район) производства работ и ответственность засоздание безопасных условий ремонта. Ремонт производится по проектупроизводства работ, который разрабатывается ремонтной организацией. Проектпроизводства ремонтных работ включает:
- организационные и техническиемероприятия по выполнению ремонтных работ;
- график производства работ;
- мероприятия по обеспечению безопасностии производственной санитарии.
Проект производства работ согласовываетсяс главным инженером порта.
13.1.7. При ремонте перегрузочных машинкак в портах, так и на ремонтных предприятиях, на монтаж (демонтаж)металлоконструкций, а также на перемещение крупногабаритных деталей и составныхчастей портовых кранов, перегружателей и машин специализированных комплексовдолжны быть разработаны рабочие карты технологического процесса с указаниеммер, обеспечивающих безопасность производства этих работ. При производстверемонтных работ необходимо обеспечить сбор и сдачу отходов в соответствии сразрешением на размещение отходов. В случаях производства работ, на которые неразработаны карты технологического процесса, работы должны производиться поднепосредственным руководством лица, назначенного руководителем ремонта (см. пункт13.1.9).
13.1.8. Все работы по ремонту (монтажу)перегрузочных машин с использованием инструмента, станочного,кузнечно-прессового и другого оборудования должны производиться с выполнениемтребований инструкций по охране труда. Лица, ответственные за ремонтперегрузочных машин в порту и на ремонтных предприятиях, обязаны выдать на рукирабочим и вывесить у соответствующего оборудования общего применения инструкциипо охране труда. К работе на станочном и кузнечно-прессовом оборудовании могутбыть допущены только лица, прошедшие соответствующее обучение и имеющиеудостоверения на право работы на этом оборудовании.
13.1.9. В приказе о выводе перегрузочных машинна ремонт (см. пункт11.7.3) должны быть указаны: дата вывода на ремонт,категория, срок и место ремонта, фамилии лиц, на которые возлагаютсяобязанности по руководству ремонтом. Состав бригады в процессе производстваремонтных работ оформляется ежедневной записью в журнале группового механика(электромеханика), ответственного за содержание машины в исправном состоянии. Впортовых мастерских состав бригады следует оформлять записью мастера в журналевыдачи заданий (инструктажа). Лицо, назначенное руководителем ремонта, обязанообеспечить:
- проведение ремонта перегрузочной машиныобученным и аттестованным персоналом, имеющим необходимые знания и достаточныенавыки по выполнению возложенных на них обязанностей;
- проведение соответствующего инструктажачленов ремонтной бригады перед допуском к производству работ;
- запись времени начала и окончания работданной бригады в журнале группового механика;
- соблюдение безопасности труда;
- допуск рабочих к работе только приналичии у них соответствующих удостоверений;
- выполнение ремонта перегрузочной машиныв объеме, определенном ремонтной (дефектной) ведомостью, при высоком качестверабот в соответствии с требованиями ПТЭ;
- организацию ремонта и перемещениесоставных частей перегрузочных машин в соответствии с требованиями безопасногопроизводства работ, а также выполнение мероприятий по охране труда приодновременном ремонте перегрузочных машин несколькими подразделениями порта илис участием сторонних организаций;
- ведение и хранение техническойдокументации.
13.1.10. Ответственность за производствосварочных работ с выполнением функций ОТК при ремонте перегрузочных машин илиизготовлении элементов металлоконструкций в портовых мастерских, на грузовыхрайонах и других подразделениях порта должна быть возложена приказом по порту(по грузовому району или другому подразделению) на инженерно-техническихработников в соответствии с Правилами Госгортехнадзора России по кранам.
13.1.11. Ремонт перегрузочных машиндолжен производиться в предназначенных для этого помещениях, на площадках(зонах ремонта), отвечающих санитарным нормам и оборудованных грузоподъемнымимеханизмами, стендами и другими приспособлениями для безопасного выполненияработ по разборке и сборке составных частей машин, мойке деталей, опрессовке,наладке, обкатке и т.п.
13.1.12. Перед ремонтом перегрузочноймашины необходимо принять меры против возможного сдвига ее с места, а во времяремонта - против падения или опрокидывания ее составных частей.
13.1.13. Перед ремонтом перегрузочныхмашин на пневмоколесном ходу, если ремонт производится не на смотровой яме,необходимо под оси или ходовую раму установить инвентарные выкладки. Брускидеревянных выкладок должны быть надежно скреплены между собой.
13.1.14. Снимать и устанавливатьсоставные части машин можно только при помощи исправного подъемно-транспортногооборудования.
Запрещается использовать грузозахватныеприспособления без маркировки, соответствующей требованиям ГосгортехнадзораРоссии.
13.1.15. Для перемещения деталей (сборочныхединиц) грузоподъемными машинами, управляемыми с пола, допускаются рабочие,прошедшие инструктаж и проверку навыков в установленном в порту порядке.
13.2.1.1. Работы по техническому обслуживанию и ремонтуэлектрооборудования, перечень которых приведен в приложении6 и в пункте5.5.3, являются постоянноразрешенными без оформления какими-либо дополнительными распоряжениями и могутпроизводиться одним лицом как работы, выполняемые в порядке текущейэксплуатации*(12).
Переченьработ, приведенный в приложении6, может быть дополнен портом сучетом местных условий. Во всех случаях, когда выполнение работы связано с включениеми отключением электрооборудования из кабины или с поста управления машины,электромонтер (исполнитель работ) обязан привлекать к работе второе лицо,имеющее квалификационную группу по электробезопасности не ниже второй.
13.2.1.2.Организационными мероприятиями, обеспечивающими безопасность выполнения работ,указанных в пункте13.2.1.1, являются:
- составлениеотделом главного энергетика порта перечня работ, выполняемых в порядке текущейэксплуатации, применительно к местным условиям и утверждение его главныминженером порта;
- определениеэлектромонтером (исполнителем работ) необходимости и возможности безопасногопроведения конкретной работы.
13.2.1.3. Технические мероприятия при производстве работ,указанных в пункте13.2.1.1, необходимо выполнятьсогласно Правилам эксплуатации электроустановок потребителей и Межотраслевымправилам по охране труда (правила безопасности) при эксплуатацииэлектроустановок в следующих объеме и последовательности:
- произвестинеобходимые отключения и принять дополнительные меры, препятствующие ошибочнойподаче напряжения к месту работы (снять предохранители, применить изолирующиенакладки в рубильниках или автоматах, установить временные ограждения, заперетьна замок отключенные аппараты и т.п.). При невозможности принятия указанныхдополнительных мер должны быть отсоединены концы питающей линии на щите илинепосредственно на месте работы;
- на приводахручного и на ключах дистанционного управления вывесить плакаты "Невключать - работают люди";
- убедиться,что на токоведущих частях напряжение отсутствует;
- наложитьзаземления;
- произвестиконтрольный разряд конденсаторов при помощи разрядной штанги, еслипредполагается вести работы на токоведущих частях отключенных конденсаторов.Разряд конденсаторной батареи необходимо производить независимо от наличияобщих разрядных сопротивлений;
- послеокончания работы убрать рабочие места, установить предохранители, снятьизолирующие накладки и временные ограждения, установить постоянные ограждения,произвести необходимые включения (без подачи напряжения) и т.п.;
- передподачей напряжения на электрооборудование снять плакаты "Не включать -работают люди".
13.2.1.4.Электромонтер (исполнитель работ), выполняющий работы, указанные в пункте13.2.1.1, несет ответственность за производство технических мероприятий,изложенных в пункте 13.2.1.3.
13.2.1.5.Работы, не предусмотренные пунктом13.2.1.1, выполняются всоответствии с Правилами эксплуатации электроустановок потребителей иМежотраслевыми правилами по охране труда (правила безопасности) приэксплуатации электроустановок по распоряжению, оформленному в оперативномжурнале лицом, выдавшим распоряжение.
Список лиц изчисла электротехнического персонала порта, имеющих право давать распоряжения,утверждает главный энергетик.
13.2.2.1. Ремонт машин может производиться послеотключения питающего кабеля машины от электроколонки или при выключенномглавном автомате машины. В последнем случае сети отопления и освещения могутоставаться под напряжением.
Ремонт машин типа Нойеро и т.п. долженпроизводиться только после отключения питающего кабеля от электроколонок(постов управления) или снятия тяговых аккумуляторных батарей.
В процессе производства ремонтных работнеобходимо выполнить технические мероприятия, перечисленные в пункте 13.2.1.3.
13.2.2.2. Организационными мероприятиями,обеспечивающими безопасность выполнения работ при ремонте перегрузочных машин сэлектроприводом, являются:
- запись о постановке машины на ремонтинженерно-техническим работником, ответственным за содержание машины висправном состоянии, в журналы группового механика (электромеханика), сменногомеханика и в вахтенный журнал машины;
- разрешение на производство ремонтныхработ лицом, назначенным руководителем ремонта;
- выполнение требований, изложенных в пункте13.1.8;
- ежедневный допуск к работе ремонтногоперсонала руководителем ремонта или бригадиром;
- допуск бригадиром к работе членовремонтной бригады после отлучки последних во время рабочего дня;
- разрешение на пуск в работу перегрузочной машинылицом, ответственным за ее содержание в исправном состоянии, после выполнениямероприятий, указанных в пунктах 11.8.5,11.8.7,11.8.8и 11.8.10;
- совместное участие группового механика,ответственного за содержание машины в исправном состоянии, и электромеханика вопробовании механизмов машины и в пробном включении электрооборудования нарабочее напряжение.
13.2.2.3. Продолжение ремонтных работпосле пробных включений должно производиться только при повторном снятиинапряжения с вывешиванием плакатов "Не включать - работают люди".
13.3.1. При ограниченном обзоре зонызагрузки из кабины машиниста судовой погрузочной машины следует назначатьсигнальщика.
В обязанности сигнальщика входит подача командмашинисту на выполнение тех или иных операций согласно перечню сигналов,который должен быть разработан и утвержден портом с учетом конструктивныхособенностей машины.
В случае, если машинист плохо различаетсигналы сигнальщика, работа судовой погрузочной машины должна быть прекращена.
13.3.2. Перемещение стрелы перегрузочноймашины в горизонтальной плоскости допускается только после подъема ее не менеечем на 1 м выше встречающихся на пути предметов или на расстоянии погоризонтали не менее 1 м от них.
13.3.3. Операции по установке и расцепкевагонов должны производиться только после срабатывания световой и звуковойсигнализации на вагоноопрокидывателе. При выполнении операции расцепкипомощнику машиниста вагоноопрокидывателя следует руководствоваться сводомсигналов, применяемым при маневровых работах и помещенным в Инструкции посигнализации на железных дорогах Российской Федерации, утвержденной Министромпутей сообщения Российской Федерации от 26 мая 2000 г. N ЦРБ-757.
При подаче сигналов допускаетсяпользоваться переносными радиостанциями.
13.3.4. При эксплуатациивагоноопрокидывателя запрещается:
- допускать въезд локомотива наплатформу;
- производить разгрузку техническинеисправных вагонов, а также вагонов, не соответствующих техническойхарактеристике вагоноопрокидывателя;
- находиться на вагоне во время егоустановки в вагоноопрокидыватель;
- находиться между вагоном и привалочнойстенкой вагоноопрокидывателя.
13.3.5. Чистку бункеров и надбункерныхрешеток допускается производить только после установки специальных деревянныхмостков, предотвращающих падение людей сквозь ячейки надбункерной решетки.
13.3.6. При работе перегрузочных машинзапрещается: находиться вблизи рабочих органов (под стрелой, метателем,спускной трубой, у роторного колеса, шнека), а также в бункерах и нанадбункерных решетках, на железнодорожных путях надвига и откатки вагонов, взоне опрокидывания вагона вагоноопрокидывателем.
13.3.7. При эксплуатации конвейеровзапрещается подкладывать посторонние предметы на барабан при пробуксовке ленты,а также наносить на барабан канифоль, битум и другие вяжущие вещества.
13.3.8. Обслуживающий персонал при работес химически активными грузами (карбамид, калийная соль и т.п.) долженруководствоваться "Правилами безопасности морской перевозки незерновыхнавалочных грузов" (РД 31.11.01-92).
13.3.9. Эксплуатация перегрузочных машинразрешается только при исправной системе вентиляции и аспирации.
Система вентиляции и аспирации должнаэксплуатироваться в соответствии с требованиями заводской (фирменной)документации.
13.3.10. Диапазоны рабочей температурыокружающей среды и силы ветра, при которых разрешается работа перегрузочныхмашин СККН, определяются требованиями заводской (фирменной) документации иустанавливаются приказом по порту.
13.4.1. Работами на высоте*(13)считаются все работы, которые выполняются на высоте 1,5 м и выше от поверхностифунта, перекрытия или рабочего настила, над которым производятся работы смонтажных приспособлений или непосредственно с элементов конструкции, оборудованиямашин и механизмов при их установке, эксплуатации, монтаже и ремонте.
Верхолазными работами считаются всеработы, когда основным средством предохранения работников от падения с высотыво все моменты работы и передвижения является предохранительный пояс.
Конструкция, методы и периодичностьиспытаний предохранительного пояса должны соответствовать ГОСТу Р 50849-96"Пояса предохранительные. Общие технические условия".
К работам на высоте и к верхолазнымработам по обслуживанию, ремонту или окраске перегрузочных машин допускаютсялица не моложе 18 лет, прошедшие медицинский осмотр и признанные годными.
Рабочие, впервые допускаемые к верхолазнымработам, должны в течение одного года работать под непосредственным надзоромопытных рабочих, назначенных приказом начальника подразделения, в штатекоторого находятся эти рабочие.
13.4.2. Рабочие места, расположенные надземлей или рабочим настилом на высоте 1,3 м и выше, должны быть ограждены всоответствии с требованиями "Правил по охране труда в морских портах"(ПОТ РО152-31.82.03-96). Конструкция ограждений должна надежно предохранятьрабочих от случайного падения.
При невозможности или нецелесообразностиустройства ограждений рабочие должны быть обеспечены предохранительнымипоясами. Рабочие и инженерно-технические работники при осмотре, проверке,обслуживании и ремонте перегрузочных машин должны носить защитные каски поГОСТу 12.4.087-84"ССБТ. Строительство. Каски строительные. Технические условия".
13.4.3. Для переноса и храненияинструмента, мелких предметов следует пользоваться сумками, подвешенными наплечо или на пояс.
Запрещается работать на одной вертикали сработающими выше, запрещается что-либо бросать вверх или сбрасывать вниз.
13.4.4. Запрещается производить любыеработы на высоте в грозу, при снегопаде, дожде и скорости ветра более 10 м/с.
13.4.5. Относительно подъема людейкранами в морских портах.
Имеются разработанные ОАО"ВНИИПТМАШ" Технические условия ТУ-24-56327 "Кабины для подъемалюдей кранами" и разработанные при участии ряда организаций Техническиеусловия ТУ-24-0807-02 "Кабины для подъема людей кранами при креплении ираскреплении крупнотоннажных контейнеров на судах". Технические условиясогласованы Управлением по котлонадзору и надзору за подъемными сооружениямиГосгортехнадзора России (далее Управление). Названные технические условиядопускают подъем краном людей в специальной кабине для производства работ покреплению и раскреплению крупнотоннажных контейнеров, а также для производстваокрасочных и ремонтных работ, осмотра металлоконструкций перегрузочных машин,когда отсутствуют другие безопасные способы подъема людей на высоту. При этомдолжны выполняться следующие требования:
- конструкция кабины должнасоответствовать одному из указанных Технических условий в зависимости от типакрана и перечня работ, для которых кабина предназначена,
- инструкция по эксплуатации кабины дляподъема людей должна быть разработана в соответствии с вышеназваннымитехническими условиями и согласована с территориальными органами ГосгортехнадзораРоссии.
Подробная информация по названнымТехническим условиям и конструкции кабин может быть выслана Ассоциацией морскихторговых портов (далее Ассоциацией) по запросу заинтересованных организаций.
Возможность выдачи разрешения на подъемлюдей портальными кранами Управлением рассматривается. В письме Управления N12-20/31 от 12.01.2004 г., полученным в ответ на запрос Ассоциации и ЗАО"ЦНИИМФ", сообщается (ниже приводится выдержка из письма):"Вопрос + будет рассмотрен после представления к 01.05.2004 г. вГосгортехнадзор России отзывов по опытной наработке кабин, изготовленных попроекту N 30474".
Управлением разрешена опытнаяэксплуатация кабин Новороссийскому морскому торговому порту и 7 компаниям,входящим в ОАО "Морской порт Санкт-Петербург". О принятом Управлениемрешении можно узнать в Ассоциации после 01.05.2004 г.
13.4.6. Элементы металлоконструкций кранаво время перемещения при монтаже (демонтаже) должны удерживаться отраскачивания и вращения не менее чем двумя оттяжками. Длина оттяжек должнаобеспечивать нахождение рабочих на расстоянии не менее 10 м по горизонтали отподнимаемой конструкции. Запрещается оставлять поднятые металлоконструкции навесу во время перерывов в работе.
13.4.7. При применении приставнойлестницы (для кратковременной работы) общая длина (высота) ее должна бытьтакой, чтобы рабочий мог производить работу, стоя на ступени, находящейся нарасстоянии не менее 1 м от верхнего конца лестницы. При этом рабочий должензакрепляться карабином предохранительного пояса к надежным элементамметаллоконструкции по указанию производителя работ. Лестницы должнысоответствовать ГОСТу 26887-86"Площадки и лестницы для строительно-монтажных работ. Общие техническиеусловия".
13.4.8. Запрещаются подъем и работарабочих на пеньковых петлях, стальных канатах и других подсобныхприспособлениях.
13.4.9. Выполнять сварочные работы навысоте разрешается после принятия противопожарных мер и мер против падениярасплавленного металла на работающих и проходящих внизу людей.
13.4.10. Устройстволесов, рештований, подмостей, трапов и порядок их приема в эксплуатацию должнысоответствовать требованиям ГОСТа 24258-88"Средства подмащивания. Общие технические условия", ГОСТа 26887-86"Площадки и лестницы для строительно-монтажных работ. Общие техническиеусловия", ГОСТа 27321-87"Леса стоечные приставные для строительно-монтажных работ. Техническиеусловия".
______________________________
*(1)Здесь и далее под инженерно-техническими работниками подразумеваются не толькоспециалисты по обслуживанию и ремонту машин, но и работники, ответственные заорганизацию и безопасное производство работ - диспетчерский состав, стивидоры,заведующие складами, бригадиры и другие специалисты.
*(2)Действуют ПБ10-611-03, здесь и далее по тексту. - Примечание.
*(3)Действуют ПБ 10-558-03,здесь и далее по тексту. - Примечание.
*(4)Действуют ПБ10-574-03, здесь и далее по тексту. - Примечание.
*(5)Действуют ПБ03-576-03, здесь и далее по тексту. - Примечание.
*(6)Действуют ПБ10-573-03, здесь и далее по тексту. - Примечание.
*(7)Здесь и далее под докером-механизатором понимается механизатор(докер-механизатор) комплексной бригады на погрузочно-разгрузочных работах.
*(8)Здесь и далее подразумевается групповой механик (электромеханик) перегрузочныхмашин.
*(9)Термины и определения, относящиеся к подразделам 5.5и 13.2,приняты в соответствии с Правилами эксплуатации электроустановок потребителей иМежотраслевыми правилами по охране труда (правила безопасности) приэксплуатации электроустановок.
*(10)На территории Российской Федерации действует ГОСТ 2.601-2006,здесь и далее по тексту. - Примечание.
*(11)Здесь и далее под маршрутом понимается группа технологически связанных машинСККН.
*(12)Термины и определения приняты в соответствии с Правилами эксплуатацииэлектроустановок потребителей.
*(13) Определения "работына высоте" и "верхолазные работы" приведены в приказеМинздравмедпрома России от 14 марта 1996 г. N 90, в соответствии с которыммедицинские осмотры производятся не реже одного раза в 2 года.
| N п/п | Название документа, изменения (шифр) | Сведения об утверждении |
| 1. Общие для всех или нескольких видов надзора | ||
| А. Устанавливающие требования промышленной безопасности | ||
| 1.1 | Дополнительные требования к содержанию декларации безопасности и методика ее составления, учитывающие особенности декларирования безопасности гидротехнических сооружений на поднадзорных Госгортехнадзору России организациях, производствах и объектах (РД 03-404-01) | Постановление Госгортехнадзора России от 09.04.2001 N 11 |
| 1.3 | Инструкция о ведении Российского регистра гидротехнических сооружений | МПР России от 12.07.1999 N 144; Минтопэнерго России от 12.07.1999 N К-3357; Минтранс России от 12.07.1999 N К-14/367-ис; Госгортехнадзор России от 12.07.1999 N 01/229a |
| 1.4 | Инструкция о порядке ведения мониторинга безопасности гидротехнических сооружений предприятий, организаций, подконтрольных органам Госгортехнадзора России (РД 03-259-98) | Постановление Госгортехнадзора России от 12.01.1998 N 2 |
| 1.18 | Методические рекомендации по составлению декларации промышленной безопасности опасного производственного объекта (РД 03-357-00) | Постановление Госгортехнадзора России от 26.04.2000 N 23 |
| 1.19 | Методические рекомендации по составлению проекта мониторинга безопасности гидротехнических сооружений на поднадзорных Госгортехнадзору России производствах, объектах и в организациях (РД 03-417-01) | Постановление Госгортехнадзора России от 04.07.2001 N 27 |
| 1.20 | Методические указания по магнитной дефектоскопии стальных канатов. Основные положения (РД 03-348-00) | Постановление Госгортехнадзора России от 30.03.2000 N 11 |
| 1.22 | Методические указания по проведению анализа риска опасных производственных объектов (РД 03-418-01) | Постановление Госгортехнадзора России от 10.07.2001 N 30 |
| 1.27 | Нормы безопасности на конвейерные ленты для опасных производственных объектов и методы испытаний (РД 03-423-01) | Постановление Госгортехнадзора России от 26.06.2001 N 24 |
| 1.33 | Положение о порядке оформления декларации промышленной безопасности и перечне сведений, содержащихся в ней (РД 03-315-99) | Постановление Госгортехнадзора России от 07.09.1999 N 66 |
| 1.35 | Положение о порядке продления срока безопасной эксплуатации технических устройств, оборудования и сооружений на опасных производственных объектах (РД 03-484-02) | Постановление Госгортехнадзора России от 09.07.2002 N 43 |
| 1.36 | Положение о порядке технического расследования причин аварий на опасных производственных объектах (РД 03-293-99) | Постановление Госгортехнадзора России от 08.06.1999 N 40 |
| 1.37 | Положение о порядке утверждения заключений экспертизы промышленной безопасности (РД 03-298-99) | Постановление Госгортехнадзора России от 14.07.1999 N 51 |
| 1.39 | Положение о регистрации объектов в государственном реестре опасных производственных объектов и ведении государственного реестра (РД 03-294-99) | Постановление Госгортехнадзора России от 03.06.1999 N 39 |
| 1.42 | Правила аттестации и основные требования к лабораториям неразрушающего контроля (ПБ 03-372-00) | Постановление Госгортехнадзора России от 02.06.2000 N 29 |
| 1.43 | Правила аттестации персонала в области неразрушающего контроля (ПБ 03-440-02) | Постановление Госгортехнадзора России от 23.01.2002 N 3 |
| 1.44 | Правила аттестации сварщиков и специалистов сварочного производства (ПБ 03-273-99) | Постановление Госгортехнадзора России от 30.10.1998 N 63 |
| 1.52 | Правила проведения экспертизы промышленной безопасности (ПБ 03-246-98) | Постановление Госгортехнадзора России от 06.11.1998 N 64 |
| 1.60 | Правила экспертизы декларации промышленной безопасности (ПБ 03-314-99) | Постановление Госгортехнадзора России от 07.09.1999 N 65 |
| 1.61 | Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства (РД 03-495-02) | Постановление Госгортехнадзора России от 25.06.2002 N 36 |
| 1.62 | Типовая инструкция по организации безопасного проведения газоопасных работ | Госгортехнадзор СССР 20.02.1985 |
| 1.63 | Типовая программа по курсу "Промышленная безопасность" для подготовки руководителей и специалистов организаций, осуществляющих деятельность в области промышленной безопасности опасных производственных объектов, подконтрольных Госгортехнадзору России | Постановление Госгортехнадзора России от 05.07.2002 N 42 |
| Б. Регулирующие организацию надзорной деятельности | ||
| 1.75 | Методические рекомендации по организации надзора за обеспечением безопасной эксплуатации гидротехнических сооружений (ГТС) на подконтрольных органам Госгортехнадзора России предприятиях и объектах (РД 03-141-97) | Приказ Госгортехнадзора России от 28.04.1997 N 83 |
| 1.76 | Методические рекомендации по организации производственного контроля за соблюдением требований промышленной безопасности на опасных производственных объектах (РД 04-355-00) | Приказ Госгортехнадзора России от 26.04.2000 N 49 |
| 7. Объекты котлонадзора и подъемные сооружения | ||
| А. Устанавливающие требования промышленной безопасности | ||
| 7.3 | Инструкция по надзору за изготовлением, ремонтом и монтажом подъемных сооружений (РД 10-08-92) | Постановление Госгортехнадзора России от 20.08.1992 N 23 |
| 7.4 | Инструкция по оценке технического состояния болтовых и заклепочных соединений грузоподъемных кранов (РД 10-197-98) | Постановление Госгортехнадзора России от 31.03.1998 N 20 |
| 7.7 | Комплексное обследование крановых путей грузоподъемных машин. Часть 1. Общие положения. Методические указания (РД 10-138-97) | Постановление Госгортехнадзора России от 28.03.1997 N 14 |
| 7.12 | Методические указания по обследованию грузоподъемных машин с истекшим сроком службы (РД 10-112-96) | Постановление Госгортехнадзора России от 28.03.1996 N 12 |
| 7.13 | Методические указания по обследованию предприятий (владельцев), эксплуатирующих подъемные сооружения (РД 10-89-95) | Постановление Госгортехнадзора России от 25.04.1995 N 21 |
| 7.15 | Методические указания по проведению обследования технического состояния лифтов, отработавших нормативный срок службы (РД 10-72-94) | Госгортехнадзор России, 22.07.1994 |
| 7.22 | Основные требования безопасности к ограничителям грузоподъемности электрических мостовых и козловых кранов (РД 10-118-96) | Постановление Госгортехнадзора России от 12.09.1996 N 36 |
| 7.26 | Правила устройства и безопасной эксплуатации грузоподъемных кранов (ПБ 10-382-00) | Постановление Госгортехнадзора России от 31.12.1999 N 98 |
| 7.30 | Правила устройства и безопасной эксплуатации лифтов (ПБ 10-06-92) | Постановление Госгортехнадзора России от 11.02.1992 N 1 |
| 7.34 | Правила устройства и безопасной эксплуатации подъемников (вышек) (ПБ 10-256-98) | Постановление Госгортехнадзора России от 24.11.1998 N 67 |
| 7.35 | Правила устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ 10-115-96) | Постановление Госгортехнадзора России от 18.04.1995 N 20 |
| 7.42 | Стропы грузовые общего назначения. Требования к устройству и безопасной эксплуатации (РД 10-33-93) | Госгортехнадзор России, 20.10.1993 |
| 7.43 | Типовая инструкция для инженерно-технических работников по надзору за безопасной эксплуатацией грузоподъемных машин (РД 10-40-93) | Постановление Госгортехнадзора России от 26.11.1993 N 42 |
| 7.45 | Типовая инструкция для инженерно-технических работников, ответственных за содержание грузоподъемных машин в исправном состоянии (РД 10-30-93) | Постановление Госгортехнадзора России от 26.07.1993 N 27 |
| 7.47 | Типовая инструкция для крановщиков (машинистов) по безопасной эксплуатации мостовых и козловых кранов (РД 10-103-95) | Постановление Госгортехнадзора России от 16.11.1995 N 56 |
| 7.48 | Типовая инструкция для крановщиков (машинистов) по безопасной эксплуатации стреловых самоходных кранов (автомобильных, пневмоколесных, на специальном шасси автомобильного типа, гусеничных, тракторных) (РД 10-74-94) | Постановление Госгортехнадзора России от 02.08.1994 N 46 |
| 7.49 | Типовая инструкция для лиц, ответственных за безопасное производство работ кранами (РД 10-34-93) | Постановление Госгортехнадзора России от 18.10.1993 N 37 |
| 7.51 | Типовая инструкция для лиц, ответственных за безопасное производство работ подъемниками (РД 10-332-99) | Постановление Госгортехнадзора России от 17.12.1999 N 93 |
| 7.52 | Типовая инструкция для наладчиков приборов безопасности грузоподъемных кранов (РД 10-208-98) | Постановление Госгортехнадзора России от 28.05.1998 N 33 |
| 7.54 | Типовая инструкция для ответственного за исправное состояние и безопасную эксплуатацию сосудов, работающих под давлением (РД 10-333-99) | Постановление Госгортехнадзора России от 20.12.1999 N 95 |
| 7.56 | Типовая инструкция для стропальщиков по безопасному производству работ грузоподъемными машинами (РД 10-107-96) | Постановление Госгортехнадзора России от 08.02.1996 N 3 |
| 7.59 | Типовая инструкция по безопасному ведению работ для машинистов подъемников (вышек) (РД 10-199-98) | Постановление Госгортехнадзора России от 02.04.1998 N 22 |
| 7.61 | Типовая инструкция по безопасному ведению работ для рабочих люлек, находящихся на подъемнике (вышке) (РД 10-198-98) | Постановление Госгортехнадзора России от 02.04.1998 N 21 |
| 7.64 | Типовое положение об ответственном за осуществление производственного контроля за соблюдением требований промышленной безопасности при эксплуатации сосудов, работающих под давлением (РД 10-290-99) | Постановление Госгортехнадзора России от 18.06.1999 N 41 |
| 7.66 | Требования к регистраторам параметров грузоподъемных кранов (РД 10-399-01) | Постановление Госгортехнадзора России от 09.02.2001 N 7 |
| 7.67 | Требования к устройству и безопасной эксплуатации рельсовых путей козловых кранов (РД 10-117-95) | Постановление Госгортехнадзора России от 08.08.1995 N 41 |
| 7.69 | Типовая инструкция по охране труда для государственных инспекторов, осуществляющих надзор за эксплуатацией подъемных сооружений (РД 02-419-01) | Приказ Госгортехнадзора России от 23.08.2001 N 113 |
После опубликованияПравил устройства и безопасной эксплуатации грузоподъемных кранов (ПБ10-382-00) (далее - Правила) в адрес Минтранса России, Ассоциации морскихторговых портов и ЗАО "ЦНИИМФ" поступают обращения морских портов спросьбой оказать содействие в решении ряда вопросов, возникших в связи споявлением в Правилах новых требований, а также из-за того, что полученныеранее разъяснения Госгортехнадзора России по отдельным статьям прежних правил (ПБ10-14-92) формально перестали действовать и не признаются территориальнымиорганами Госгортехнадзора России. Ниже приводятся ответы, содержащиеся в письмеГосгортехнадзора России от 10 апреля 2003 N 12-02/311.
Вопрос. По поводу применения пункта"г" статьи 2.12.2, статей 2.12.4, 2.12.11 и 2.12.15 Правил устройстваи безопасной эксплуатации грузоподъемных кранов.
Ответ.Требования статей 2.12.2 г, 2.12.4, 2.12.11, 2.12.15 распространяются нагрузоподъемные краны, изготовленные после 10 января 2001 г. Для выполнениятребования новых Правил по грузоподъемным кранам (выпуска до 10 января 2001 г.)владельцам необходимо разработать организационно-технические мероприятия побезопасной эксплуатации и согласовать их с территориальными органамиГосгортехнадзора России.
Вопрос. По поводу назначения ответственных забезопасное производство работ при погрузке и разгрузке полувагонов и платформ ипо требованию о наличии на кранах анемометров.
Ответ. Согласно статьи 9.4.4 Правил допускаетсяназначать лиц, ответственных за безопасное производство работ кранами, из числадокеров со стажем работы не менее 3 лет. Производить операции кранами поподъему и опусканию груза на железнодорожную платформу или в полувагон принахождении в них стропальщиков без выхода на специальные эстакады (навесныеплощадки) допускается, если площадь полувагона или платформы хорошообозревается из кабины крана, а рабочие находятся вне зоны перемещения стрелыкрана на расстоянии не менее 2,0 м от выступающей части груза на платформе и5,0 м - в полувагоне. При погрузке и разгрузке длинномерных, тяжеловесных икрупногабаритных грузов нахождение людей в полувагонах и на платформезапрещается.
Согласно статье 2.12.22Правил все башенные, портальные, мостовые краны-перегружатели должны бытьснабжены приборами (анемометрами), автоматически включающими звуковой сигналпри достижении скорости ветра, указанной в паспорте для рабочего состояниякрана. Эксплуатация портальных кранов, изготовленных и введенных в эксплуатациюдо 1 января 1993 г., допускается без оснащения каждого крана анемометром, еслипорты в своем составе имеют метеослужбы или имеют договор по обслуживанию сместной метеослужбой.
Вопрос. По поводу технического контроля закрановыми путями, расположенными на причалах порта.
Ответ.Осуществление технического контроля за крановыми путями грузоподъемных машин,расположенных в морских и речных путях на гидротехнических сооружениях(причалах порта), - в соответствии с требованиями РД31.3.4-97 Росморфлота и Правилами технической эксплуатации причальныхсооружений Росречфлота до 1 января 2006 г.
Вопрос. По поводу подъема людей кранами.
Ответ. Подъем людей портальными кранами вспециальных кабинах будет решен после проведения приемочных испытаний вустановленном порядке.
Вопрос. Возможность выдачи порту лицензии наобследование собственных кранов, отработавших нормативный срок.
Ответ. Обследование грузоподъемных кранов,отработавших нормативный срок, должно проводиться специализированнойорганизацией по диагностированию и определению остаточного ресурса, а такжеспециализированной организацией, имеющей лицензию Госгортехнадзора России.
Вопрос. О температурных ограничениях.
Ответ. В соответствии с пунктом 5 Приложения 1к ГОСТу 15150-69,время пребывания грузоподъемного крана в нерабочем состоянии при нижнемпредельном значении температуры окружающего воздуха без последующегопереосвидетельствования не должно превышать 12 часов, при этом подвижныеэлементы конструкции (грузовая тележка и т.д.) должны быть установлены в места,обеспечивающие минимальное нагружение металлоконструкции. Возобновление работыкрана после пребывания крана при низких температурах (ниже рабочей, но не нижепредельной) допускается после положительных результатов визуального осмотраметаллоконструкции крана на отсутствие трещин. Факт и время пребывания кранапри низких температурах в нерабочем состоянии фиксируется в паспорте крана иподписывается лицом, допустившим кран к эксплуатации после проведения замеровтемпературы и визуального осмотра металлоконструкции на отсутствие трещин.
Пояснение. Для кранов, предназначенных дляэксплуатации в климатических районах размещения II6-II12 по ГОСТ16350-80, нижняя предельная температура имеет значение - 30 °С, адля кранов, предназначенных для эксплуатации в климатических районах размещенияII4-II5 по ГОСТ16350-80, нижняя предельная температура имеет значение - 50 °С.
| Объект проверки | Вид, периодичность технического обслуживания. Указания по проверке | Признаки исправного состояния |
| 1. Рельсовые крановые пути | Ежесменно. Осмотр на участке предполагаемого передвижения крана | Исправность водоотводящих устройств, концевых упоров, заземления, чистота прирельсовых канавок. Отсутствие сколов и видимых трещин на головке рельса, сломанных шпал, остатков груза, снега, льда и воды, скрывающих головку рельса; взаимное смещение торцов стыкуемых рельсов в плане и по высоте не должно быть более 3 мм и зависит от температуры (см. приложение 10 к Правилам Госгортехнадзора по кранам). Расстояние по горизонтали между выступающими частями крана и строениями, штабелями грузов, другими предметами, расположенными на высоте до 2 м от уровня земли, должно быть не менее 700 мм |
| 2. Оборудование для электроснабжения крана | Ежесменно. Внешний осмотр*: а) питающей колонки и штепсельного соединения | Наличие освещения в питающей колонке и действие ее блокировочных устройств и запоров. Отсутствие подгоревших контактов, копоти, лопнувших изоляторов и других неисправностей |
| б) шлангового кабеля | Отсутствие повреждений оболочки кабеля | |
| в) крепления шлангового кабеля к якорю и элементов привода кабельного барабана | Отсутствие перекрещивающихся и провисающих витков кабеля, а также спадания стального каната с кабельного барабана и блоков, деформаций барабана, направляющих противовеса, роликов и блоков | |
| Ежесуточно. Осмотр каната кабельного барабана | Отсутствие неисправностей (смятий, ржавчины и износа выше норм браковки) | |
| 3. Грейфер | Ежесменно. |
|
| Перед осмотром определить устойчивость грейфера и невозможность самопроизвольного смещения челюстей. |
| |
| Осмотреть и определить: |
| |
| а) соответствие грейфера грузоподъемности крана и перерабатываемому грузу | Наличие на грейфере инвентарного номера и таблички с указанием номера грейфера, емкости, собственной массы и наибольшей допустимой массы груза (материала), для которого грейфер предназначен | |
| б) техническое состояние | Отсутствие неисправностей (деформаций, трещин в челюстях и тягах), а также спадания канатов с блоков. Крепление пальцев и осей ригельными планками, шплинтами - в соответствии с конструкцией устройства | |
| 4. Грузоподъемный электромагнит | Ежесменно. Внешний осмотр. При выключенном общем рубильнике (переключателе) на портале крана проверить: |
|
| а) электромагнит | Отсутствие механических повреждений | |
| б) подсоединение питающего кабеля | Подсоединение соответствует конструкции завода-изготовителя или принятой в порту | |
| в) крепление цепей и канатов траверсы к грузовому крюку крана; питающего кабеля к клеммной коробке магнита | Крепление выполнено в соответствии с конструкцией устройства | |
| г) крепление к траверсе оттяжек успокоителя раскачивания или поворотного устройства | Крепление выполнено в соответствии с конструкцией устройства | |
| д) положение питающего кабеля и натяжного каната на блоках | Отсутствие схождений питающего кабеля и каната с блоков. Груз натяжного устройства не застопорен | |
| 5. Противоугонные устройства | Ежесменно. Внешний осмотр и опробывание в работе | Отсутствие неисправностей устройства и возможность приведения его в рабочее положение |
| 6. Механизм передвижения | Ежесменно. | Отсутствие внешних неисправностей |
| Внешний осмотр |
| |
| Ежесуточно. |
| |
| Внешний осмотр: |
| |
| а) открытых зубчатых передач | Отсутствие интенсивного износа зубьев и трения обода или ступицы колес о другие детали | |
| б) подшипников | Отсутствие ослабленных резьбовых соединений | |
| в) ограждений | Ограждения не имеют деформаций, установлены и закреплены в соответствии с конструкцией крепления | |
| Через 2 недели. |
| |
| Внешний осмотр: |
| |
| а) резьбовых соединений | Отсутствие ослабленных резьбовых соединений | |
| б) упругих втулочно-пальцевых муфт | Соответствие требованиям настоящих Правил | |
| в) тормозных устройств | Износ поверхности шкива соответствует требованиям настоящих Правил. Отсутствие трещин, сколов и смазки на тормозных поверхностях. Износ тормозных обкладок менее половины первоначальной толщины в средней части. Тормозные обкладки колодок прижимаются к шкиву симметрично и всей поверхностью. Зазор отхода тормозных колодок от шкива минимальный, но не допускающий трения колодок о шкив. Крепление пальцев и тяг шплинтами и гайками - в соответствии с конструкцией тормоза | |
| г) вертикального шарнира у тележек | Отсутствие одностороннего (бокового) зазора между фланцами или перекоса балансира | |
| 7. Опорно-поворотное устройство | Ежесменно. |
|
| Внешний осмотр |
| |
| а) зубчатого или цевочного зацепления | Отсутствие на зубчатом или цевочном круге посторонних предметов | |
| б) стакана вертикального вала | Отсутствие дефектных болтов крепления колонки или раскосов | |
| в) подпятника колонны | Отсутствие стука при вращении колонны | |
| г) катков (колес) и рельсов | Отсутствие сколов и трещин у катков и рельсов, а также трения обода или реборды колеса о корпус тележки, а катка о сепаратор | |
| Ежесуточно. |
| |
| Внешний осмотр: |
| |
| а) креплений ригельных планок, пальцев катков и горизонтального шарнира тележки | Отсутствие ослабленных резьбовых соединений | |
| б) резьбовых соединений креплений тележек, колонки (стакана) вертикального вала | Отсутствие ослабленных резьбовых соединений | |
| в) шпоночных соединений цевочной звездочки (шестерни) вертикального вала. Проверка производится с участием второго человека. | Отсутствие смещения вала относительно цевочной звездочки (шестерни) | |
| При незначительном вращении в обе стороны проверяется крепление звездочки на валу |
| |
| Через 2 недели. |
| |
| Внешний осмотр: |
| |
| а) сепаратора с катками, тележек или шарового погона | Отсутствие ослабленных креплений сепаратора, радиальных тяг, подшипников, пальцев катков и опорных колец шарового погона | |
| б) цевочного круга или зубчатого венца, опорного рельса | Отсутствие трещин сварных соединений рельсов или цевок, а также ослабленных резьбовых соединений | |
| в) центральной цапфы вращения опорно-поворотной платформы | Отсутствие ослабленных ригельных планок и других креплений | |
| 8. Документация | ежесуточно |
|
| Наличие: |
| |
| вахтенного журнала крана, инструкций, таблиц, предупредительных плакатов и надписей |
| |
| Ежесменно. Ознакомиться с содержанием записей в вахтенном журнале крана для получения информации о техническом состоянии крана |
| |
| 9. Средства, приписанные к крану | Ежесуточно. |
|
| Наличие: |
| |
| а) защитных средств (перчатки, коврики и др.) и средств для тушения пожара | Срок испытаний не просрочен. Отсутствие повреждений и загрязнений защитных средств. Средства пожаротушения проверены и укомплектованы | |
| б) комплекта инструментов и материалов | Комплекты инструментов и материалов находятся в полном объеме и в исправном состоянии | |
| в) замков и запоров | Замки и запоры в исправном состоянии | |
| 10. Остекление помещений крана | Ежесменно. |
|
| Осмотр | Остекление всех помещений не нарушено | |
| 11. Компрессор | ежесменно Внешний осмотр и опробование в работе В зимнее время перед включением провернуть компрессор маховиком вручную. Включить компрессор и удалить из системы воду. После автоматического выключения компрессора определить техническое состояние: | Отсутствие неисправностей деталей и оборудования |
| а) манометров | Одинаковые показания манометров на баллоне и в кабине управления | |
| б) предохранительного клапана включением вручную | Предохранительный клапан не засорен и срабатывает нормально | |
| в) автоматического клапана | Электродвигатель автоматически включается и выключается при крайних значениях рабочего давления воздуха | |
| г) клиноременной передачи | Отсутствие видимого проскальзывания приводного шкива и запаха горелой резины | |
| 12. Механизмы подъема груза, поворота и изменения вылета стрелы | Ежесменно. Внешний осмотр | Отсутствие внешних повреждений |
| Ежесуточно. |
| |
| Внешний осмотр: |
| |
| ограждений, креплений станин, редукторов, подшипников и электродвигателей | Ограждения не имеют повреждений, резьбовые соединения не ослаблены | |
| Через 2 недели. Внешний осмотр и опробование в работе: | Отсутствие интенсивного износа цепей, зубьев шестерен и звездочек, червячных венцов. | |
| а) зубчатых и цепных передач | Осевой люфт червяка не более 0,1 - 0,2 мм | |
| б) муфты предельного момента механизма поворота | При мгновенном торможении механизма на максимальном вылете стрелы с номинальным грузом пробуксовка муфты должна быть не более 20° угла поворота крана | |
| в) втулок блоков полиспастов грузовых и стреловых канатов и канатов успокоителя грейфера | Соответствие требованиям настоящих Правил | |
| 12.1. Канаты грузовые и стреловые приводные | ежесменно |
|
| Внешний осмотр: |
| |
| а) участков каната, перегибающихся на блоках | Отсутствие неисправностей (смятий, ржавчины и износа выше норм браковки) | |
| б) креплений концов каната к барабанам и конструкциям стрелового устройства (без опускания стрелы) | В случае применения прижимных планок их количество должно быть не менее двух; длина свободного каната от последнего прижима - не менее двух диаметров каната. При креплении каната зажимами их число должно быть не менее трех, а шаг расположения зажимов и длина свободного конца - не менее шести диаметров каната | |
| в) расположения канатов на барабане и блоках | Отсутствие схода канатов с барабана и блоков | |
| г) креплений канатов к цепям и вертлюгам (осмотр производится в период проверки крюковой подвески и других грузозахватных органов) | Наличие в петлях коушей. Палец соединительной скобы зашплинтован.
Износ скобы, пальца и звена цепи - менее 10 % их диаметра; отсутствие трещин | |
| 12.2. Крюковая подвеска | Ежесменно. Внешний осмотр подвески на земле: |
|
| а) конструкции | Отсутствие неисправностей у щек и блоков, трещин на зеве крюка и серьги, ослабленных резьбовых соединений крепления ригельных планок, осей и стопорной планки гайки крюка | |
| б) канатов и их креплений | Отсутствие неисправностей (смятий, ржавчины и износа выше норм браковки) | |
| 12.3. Муфты | Ежесуточно. | Зазор между отверстием полумуфты и упругой втулкой должен соответствовать |
| Внешний осмотр: | требованиям настоящих Правил | |
| а) упругих втулок |
| |
| б) карданного шарнира | Отсутствие трещин в корпусе и ослабленных резьбовых соединений | |
| Через 2 недели. |
| |
| Внешний осмотр и опробование в работе: |
| |
| а) упругих втулочно-пальцевых муфт, шпоночных соединений полумуфт, пальцев | Отсутствие: смещение полумуфт относительно валов, ослабленных резьбовых соединений крепления пальцев | |
| б) шпоночных соединений полумуфт, вкладышей и колец | Отсутствие: смещения полумуфт относительно валов, трещин, ослабленных резьбовых соединений и интенсивного износа втулок и шеек | |
| в) зубчатых муфт, шпоночных соединений наружной полумуфты, крышки, уплотнений | Отсутствие:
смещения полумуфты относительно вала, ослабленных резьбовых соединений. | |
| 12.4. Тормозные устройства | Ежесменно. Внешний осмотр: |
|
| а) тормозного шкива (тормозной полумуфты) | Отсутствие трещин и сколов, смазки. Износ поверхности соответствует требованиям настоящих Правил | |
| б) тормозных обкладок у колодок или лент | Износ обкладок менее половины первоначальной толщины в средней части | |
| в) колодок и лент | Отсутствие трещин | |
| г) крепления всех деталей | Наличие крепления пальцев и тяг шплинтами и гайками в соответствии с конструкцией тормоза | |
| Ежесуточно. |
| |
| Внешний осмотр и опробование в работе на холостом ходу с определением: |
| |
| а) прижатия колодок к шкиву | Тормозная обкладка колодки (ленты) прижимается к шкиву (ленте) симметрично и всей поверхностью | |
| б) зазора отхода тормозных колодок (ленты) от шкива | Зазор отхода минимальный, но не допускающий трения колодок о шкив | |
| 12.5. Фрикционы грузовых лебедок с пневматическим приводом | Ежесменно |
|
| При номинальном избыточном давлении воздуха включить- выключить и определить на слух герметичность трубопроводов манипуляторов, клапанов, цилиндров и камер | Отсутствие утечек воздуха | |
| Внешний осмотр толкателей, креплений чеки, штока толкателя, пальцев, кронштейнов и других деталей | Колодки прижимаются равномерно по всей поверхности и полностью отходят от барабана. Наличие крепления пальцев, тяг, кронштейнов и других деталей шплинтами и гайками в соответствии с конструкцией устройства | |
| Ежесуточно. |
| |
| Внешний осмотр и опробование в работе: |
| |
| а) крепления фрикционных обкладок | Отсутствие ослабленных резьбовых и других соединений | |
| б) возвратных пружин толкателей и барабанов | Полный отход штока толкателя и барабана за период отсечки воздуха | |
| Запрещается растормаживать лебедки, а при наличии тормозов с пневматическим приводом также выводить из действия храповые устройства и их предохранительные приспособления, не убедившись в полной исправности системы управления фрикционным соединением | ||
| 13. Металлоконструкции | Ежесменно, ежесуточно. |
|
| Осмотр состояния балок, стержней, трапов, настилов, площадок и ограждений портала | Отсутствие деформаций элементов металлоконструкции | |
| С площадок портала и А-образной фермы или колонны осмотр металлоконструкций крана (стрелу и ее оттяжку, противовесы, коромысла, тяги и другие элементы) |
| |
| 14. Электрическое оборудование | Ежесуточно. |
|
| Внешний осмотр: |
| |
| а) ограждений от случайного прикосновения к токоведущим частям | Все токоведущие части щитов и электрооборудования закрыты дверцами или крышками с помощью установленных запоров или резьбовых соединений | |
| б) ограничителя грузоподъемности (грузового момента) | Ограничитель закрыт и опломбирован | |
| 14.1. Звуковые сигналы | Ежесуточно. Опробование | Действуют исправно |
| 14.2. Нулевая блокировка. Главный автомат | Ежесуточно. Опробование в работе нулевой блокировки (общекрановой и индивидуальной для электропривода каждого механизма)**
| Исключен самозапуск электропривода любого механизма после восстановления напряжения в сети, питающей кран |
| Через 2 недели.
|
| |
| Осмотр элементов главного автомата: |
| |
| а) дугогасящих перегородок и камер | Отсутствие перекосов, прочность крепления | |
| б) главных и вспомогательных контактов | Чистые, хорошо соприкасающиеся контактные поверхности | |
| в) расцепителя и устройств для защиты электрооборудования от токов короткого замыкания и падения напряжения | При прижатии якоря к сердечнику катушки максимального расцепителя или при отжатии якоря от сердечника катушки минимального напряжения автомат выключается | |
| г) изоляторов и других деталей | Отсутствие пыли, копоти и других загрязнений | |
| д) контактных соединений | Отсутствие ослабленных контактных соединений кабелей и проводов | |
| 14.3. Аварийные кнопки | Ежесменно. Проверить действие кнопки при включенном главном автомате (пускателе) | При нажатии на кнопку главный автомат (пускатель) выключается |
| 14.4. Освещение | Еженедельно. Внешний осмотр оборудования | Отсутствие пыли, грязи, сгоревших ламп, разбитых стекол или колпаков, рефлекторов, а также неправильного направления светового потока прожектора |
| 14.5. Электрические двигатели | Еженедельно. |
|
| Внешний осмотр: |
| |
| а) сальника вводного устройства и крышек смотровых окон | Отсутствие неисправностей и следов подтеков | |
| б) колец или коллекторов | Зеркальная поверхность колец и коллектора по всей площади контакта со щетками, отсутствие рисок | |
| в) щетки и щеткодержатели | Траверсы, щеткодержатели и гибкие соединения исправны. Износ щеток в допускаемых пределах | |
| Через 2 недели. |
| |
| Внешний осмотр деталей | Отсутствие неисправностей, пыли и грязи | |
| 14.6. Командо-контролтроллер (контроллеры) | еженедельно Внешний осмотр: |
|
| а) кулачковых шайб и элементов | Отсутствие неисправностей | |
| б) контактов | Чистые, хорошо соприкасающиеся контактные поверхности | |
| в) контактных соединений | Отсутствие ослабленных контактных соединений кабелей и проводов | |
| г) приводов командоконтроллеров (контроллеров) | Отсутствие неисправностей. Надежная и правильная фиксация всех положений командоконтроллера (контроллера) | |
| Через 2 недели. |
| |
| Внешний осмотр деталей | Отсутствие неисправностей, пыли и грязи | |
| 14.7. Контакторно-релейная аппаратура | Еженедельно. Внешний осмотр и опробование в работе: |
|
| а) дугогасящих камер | Наличие и исправность дугогасящих камер | |
| б) главных и вспомогательных контактов | Чистые, хорошо соприкасающиеся контактные поверхности | |
| в) магнитопровода | Отсутствие вибрации и гудения. Короткозамкнутые витки не имеют разрыва цепи. Катушка не имеет свободного смещения на сердечнике | |
| г) контактных соединений | Отсутствие ослабленных контактных соединений кабелей и проводов | |
| Через 2 недели. |
| |
| Внешний осмотр деталей, а также соответствие уставок и других параметров реле величинам, определенным при предыдущей наладке реле | Отсутствие неисправностей, пыли и грязи. Наличие совмещения меток, установленных при предыдущей наладке аппаратуры | |
| 14.8. Пускорегулиро-вочные резисторы | Через 2 недели. Внешний осмотр контактных соединений кабелей и проводов, элементов резисторов | Отсутствие ослабленных контактных соединений, поврежденных кабелей и проводов, а также подгара контактных поверхностей элементов резисторов |
| 14.9. Конечные выключатели и дифференциальные устройства | Через 2 недели. |
|
| Внешний осмотр устройств | Отсутствие неисправностей, подгаров и наплывов меди у контактов | |
| 14.10. Кольцевые токоприемники центральной цапфы и кабельного барабана | Через 2 недели. |
|
| Внешний осмотр: |
| |
| а) колец, щеток и щеткодержателей | Отсутствие неисправностей и интенсивного износа колец и щеток | |
| б) изоляционных плиток и втулок | Отсутствие лопнувших изоляторов, пыли и грязи | |
| в) контактных соединений и проводов | Отсутствие ослабленных контактных соединений | |
| г) шпилек и других деталей для удержания кольцевого токоприемника от разворота | Отсутствие неисправностей и ослабленных креплений деталей | |
| 14.11. Заземлители | Через 2 недели |
|
| Осмотр проводников | Заземлители исправны, крепление их не ослаблено | |
| 15. Механизмы и оборудование (комплексное опробование) | Ежемесячно. |
|
| 15.1. Магнитные контроллеры и приводы механизмов | Проверить работу механизмов на холостом ходу и под нагрузкой путем визуального наблюдения и на слух | Каждый механизм включается, выключается и реверсируется в соответствии с принципиальной электрической схемой. Плавность разгона и торможения механизмов. Минимальное перемещение грузовых канатов относительно друг друга при одновременной работе грузовых лебедок. Отсутствие: повышенного гудения и вибрации контракторно-релейной аппаратуры и двигателей; стука, вибрации и постороннего шума при работе механизмов |
| 15.2. Тормозные устройства | Ежесменно. |
|
| 15.2.1. Тормоза механизма подъема | а) подъем груза массой не менее 0,5 номинальной грузоподъемности на высоту 0,2 - 0,5 м с установкой контроллера в нулевое положение | Груз должен удерживаться на весу без перемещений |
| б) спуск груза массой не менее 0,5 номинальной грузоподъемности с высоты 10 - 12 м на максимальной скорости с установкой контроллера в нулевое положение | Тормозной путь должен быть в пределах 0,5 - 1,5 м | |
| 15.2.2. Тормоза механизма изменения вылета стрелы | Опробование механизма на скорости без груза и с грузом массой не менее 0,5 номинальной грузоподъемности с установкой контроллера в нулевое положение | Тормозной путь должен быть не более 1,5 м на вылете от 2/3 максимального и выше |
| 15.2.3. Тормоза механизма поворота | Опробование механизма на максимальной скорости без груза, с установкой контроллера в нулевое положение | Соответствие указаниям завода- изготовителя |
| 15.2.4. Тормоза механизма передвижения | Опробование | Тормозной путь должен быть не более 1,5 м |
| механизма без груза на максимальной скорости с установкой контроллера в нулевое положение; |
| |
| при ветре - движение крана выполнить в направлении ветра |
| |
| 15.3. Конечные выключатели | Ежемесячно. |
|
| 15.3.1. Конечные выключатели высоты механизма подъема | Подъем без груза до срабатывания конечных выключателей на минимальной скорости (при подходе к зоне срабатывания выключателей) с наблюдением за концевыми блоками | Автоматическое отключение приводов от любого из конечных выключателей высоты подъема. Возможность спуска. После остановки механизма зазор между грузозахватным органом (верхним звеном цепи) и упором (ограждением концевых блоков) должен быть не менее 200 мм |
| 15.3.2. Конечные выключатели механизма изменения вылета стрелы | Опробование механизмов вылета без груза в сторону увеличения и уменьшения вылета до срабатывания конечных выключателей на минимальной скорости (при подходе к зоне срабатывания выключателей) с наблюдением за указателем вылета стрелы | Автоматическое отключение привода в точках шкалы указателя вылета, фиксирующих срабатывание конечных выключателей. Возможность обратного хода механизма |
| 15.3.3. Конечные выключатели механизма передвижения | Принудительное нажатие до срабатывания конечных выключателей (с помощью второго человека и с соблюдением Правил техники безопасности) при движении крана в обе стороны с минимальной скоростью без груза | Автоматическое отключение привода. Возможность движения в обратную сторону |
| 15.3.4. Конечный выключатель кабельного барабана | Передвижение крана без груза в обе стороны от питающей колонки на минимальной скорости в зоне срабатывания выключателя с наблюдением вторым человеком за кабельным барабаном. Проверку производить при возможности передвижения крана на полную длину питающего кабеля | Автоматическое отключение механизма передвижения при срабатывании конечника кабельного барабана. Возможность движения в обратную сторону. При срабатывании выключателя на барабане должно быть не менее двух витков кабеля |
______________________________
*Здесь и далее предполагается применение необходимого инструмента.
**Объем и приемы проверки уточняются в соответствии с принципиальнойэлектрической схемой крана.
Общие требования по выполнению проверок при техническомобслуживании портального крана
1. Во время работы докер-механизатор(крановщик) обязан делать перерывы и внешним осмотром определять:
состояние тормозных устройств механизмовгрузовых лебедок и изменения вылета стрелы;
правильность расположения грузовых истреловых приводных канатов на барабанах и блоках;
на ощупь ладонью (без рукавиц)температуру нагрева электродвигателей, гидронасосов, компрессоров, а такжеподшипников скольжения механизмов грузовых лебедок, изменения вылета стрелы иповорота.
В случае, когда передвижение крана вцикле работы является рабочим движением, температуру нагрева электродвигателеймеханизмов передвижения проверять обязательно.
При температуре окружающей среды +5 °С иниже периодически необходимо удалять из баллона и воздушной системы влагу.
2. После окончания работы и перед уходомс крана рабочий (крановщик, слесарь) обязан убедиться в том, что:
кран установлен в безопасное положение.Это положение определяется в каждом порту в зависимости от условийэксплуатации;
грейфер, электромагнит и т.п. установленыв устойчивое положение;
рукоятки (штурвалы) командоаппаратовустановлены в нулевое положение;
педали нормально разомкнутых тормозов ихраповые остановы застопорены предохранительными устройствами;
главный автомат и общий рубильник(переключатель) на портале выключены;
спускные краники для удаления влаги избаллона и воздушной системы открыты;
все механизмы, оборудование иметаллоконструкции находятся в исправном состоянии;
произведена уборка в кабине управления идругих местах крана, где производились работы по техническому обслуживанию;
закрыты все окна на защелки, а кабинауправления и машинное помещение на замки;
о техническом обслуживании и состояниикрана произведена запись в вахтенном журнале крана;
произведено смазывание узлов трения всоответствии с картами смазки или инструкциями по эксплуатации;
кран закреплен противоугоннымиустройствами.
| Объект проверки | Вид, периодичность технического обслуживания. Указания по проверке | Признаки исправного состояния |
| 1. Внешнее состояние погрузчика | Ежесменно. Осмотр и определение состояния облицовки машины, остекления кабины и т.д. | Отсутствие неисправностей |
| 2. Колеса | Ежесменно Внешний осмотр: |
|
| а) состояния шин и обводов | Отсутствие разрывов и выпучин шины, деформации обвода, а также предметов, зажатых между шинами | |
| б) крепления обода к ступице и крепления ступицы | Отсутствие ослабленных резьбовых соединений | |
| Проверить манометром давление воздуха в шинах | Давление воздуха в шинах соответствует данным заводской инструкции | |
| 3. Двигатель | Ежесменно. Проверить до запуска двигателя: |
|
| а) уровень масла в картере | Масло находится на уровне верхнего знака щупа | |
| б) уровень воды в радиаторе | Вода находится на уровне горловины отверстия | |
| в) количество топлива в баке | Бак полностью наполнен | |
| г) герметичность емкостей для масла, воды и топлива | Отсутствие следов подтекания и пятен жидкостей на месте стоянки | |
| д) надежность крепления трубы глушителя | Отсутствие ослабленных резьбовых соединений | |
| е) натяжение ремня вентилятора | При нажатии ладонью ремень прогибается не более чем на 10-15 мм | |
| Запустить двигатель и прогреть на малых оборотах в течение 2 - 5 мин. в зависимости от температуры окружающего воздуха | Температура воды по указателю от 70 до 90 °С | |
| На средних оборотах двигателя проверить давление масла в системе смазки | Давление масла в системе смазки соответствует данным заводской инструкции по эксплуатации или не горит сигнальная лампа давления масла | |
| Ежесменно. |
| |
| Проверить крепления ДВС | Отсутствие ослабленных резьбовых соединений | |
| По дизелю проверить и очистить фильтрующий элемент: |
| |
| воздушного фильтра | Отсутствие грязи на фильтрующем элементе | |
| топливного фильтра | То же | |
| Через месяц. |
| |
| Проверить: |
| |
| а) крепление шкивов коленчатого вала и вала генератора | Отсутствие осевого смещения или люфта | |
| б) масляный радиатор и трубопроводы | Отсутствие следов течи масла | |
| в) крепление насоса водяного охлаждения, вентилятора, труб и т.п. | Отсутствие ослабленных резьбовых соединений | |
| По бензиновому двигателю: |
| |
| очистить фильтрующий элемент воздушного фильтра карбюратора; слить отстой из топливного фильтра-отстойника грубой очистки | Отсутствие грязи на фильтрующем элементе | |
| Проверить*: |
| |
| фильтр грубой очистки и маслопроводов системы смазки | Отсутствие грязи в отстойнике и на поверхности фильтрующего элемента | |
| систему вентиляции картера | Отсутствие грязи в трубах и подсоса воздуха в соединениях | |
| фильтрующий элемент топливного фильтра-отстойника | Отсутствие осадков в отстойнике и на фильтрующем элементе | |
| правильность действия привода управления дроссельной и воздушной заслонкой карбюратора | Отсутствие заеданий привода | |
| По дизелю проверить: топливный фильтр в штуцере системы общей подачи, перед подкачивающим насосом |
| |
| действие ручного подкачивающего топливного насоса | Топливо через 3 - 4 качка свободно вытекает через спускной краник | |
| Очистить сжатым воздухом или водой решетку радиатора системы водяного охлаждения ДВС | Отсутствие загрязненности каналов | |
| 4. Гидросистема подъемника и грузозахватного органа | Ежесменно |
|
| Внешний осмотр: |
| |
| а) шлангов, трубопроводов, цилиндров, маслораспределителя и насоса; | Отсутствие следов течи рабочей жидкости | |
| б) уровня рабочей жидкости в баке при опущенной каретке грузоподъемника | Рабочая жидкость находится на уровне средней части сетчатого фильтра | |
| в) дросселирующего клапана | Скорость спуска каретки с грузов соответствует данным заводской инструкции (наличие пломбы) | |
| Еженедельно. |
| |
| Проверить надежность крепления гидронасоса, редуктора и фланцев его кардана | Отсутствие ослабленных резьбовых соединений | |
| Через месяц. |
| |
| Проверить разность длин хода у штоков цилиндров наклона грузоподъемника | В крайних положениях расстояния между осевыми линиями цилиндров одинаковые | |
| 5. Грузоподъемник с грузозахватным органом | Ежесменное. |
|
| Внешний осмотр: |
| |
| а) металлоконструкции | Отсутствие трещин в сварных швах и других неисправностей | |
| б) крепления наружной рамы к лонжеронам и штокам цилиндров наклона, грузовых цепей, грузозахватного органа к каретке | Отсутствие ослабленных резьбовых соединений, наличие шплинтов в соединениях в соответствии с конструкцией | |
| через месяц |
| |
| Внешний осмотр: |
| |
| а) резьбовых и сварных соединений | Отсутствие трещин в сварных швах, ослабленных резьбовых соединений | |
| б) направляющих роликов и их пальцев | Ролики легко вращаются на пальцах. Отсутствие интенсивного износа поверхностей у роликов и пальцев | |
| в) грузовых цепей | Отсутствие неисправностей. Длина цепей одинаковая (крайние симметричные точки каретки находятся на одинаковом расстоянии от основания наружной рамы | |
| 6. Муфта дискового сцепления | Ежесменно. |
|
| Проверить величину свободного хода педали при неработающем двигателе | Величина свободного хода соответствует данным заводской инструкции | |
| Через месяц. |
| |
| Проверить: |
| |
| а) фрикционные накладки ведомого диска | Толщина накладок должна быть более 40 % первоначальной толщины | |
| б) рычаги выключения сцепления | Отсутствие износа лапок и отверстий ушек у вилок | |
| в) подшипники | Наличие смазки и легкость вращения | |
| 7. Коробка передач и механизм обратного хода | Ежесменно. Проверить герметичность и действие | Отсутствие следов течи масла и других неисправностей |
| еженедельно Проверить надежность крепления | Отсутствие ослабленных резьбовых соединений (при реверсе нет удара) и повреждений корпуса | |
| через месяц Проверить уровень масла и состояние сапуна | Масло на уровне кромки наливного отверстия. Воздушные каналы сапуна не засорены | |
| 8. Гидротрансформатор и промежуточный редуктор гидродинамического привода | Ежесменно. Проверить герметичность | Отсутствие следов течи масла |
| еженедельно Проверить надежность крепления и состояние | Отсутствие ослабленных резьбовых соединений и повреждений корпуса | |
| через месяц Проверить уровень масла и состояние фильтра гидротрансформатора, уровень масла в редукторе | Масло в гидротрансформаторе на уровне верхнего знака указателя (щупа), фильтр очищен от грязи. Масло в редукторе на уровне контрольной пробки | |
| 9. Карданная передача | Еженедельно. Проверить крепление фланцев карданных валов | Отсутствие ослабленных резьбовых соединений |
| ТО-2, через месяц |
| |
| Проверить карданные шарниры и уплотнения | Отсутствие осевого и углового зазоров карданных шарниров, сальниковые уплотнения не повреждены | |
| 10. Ведущий мост | Ежесменно. |
|
| Проверить герметичность картера | Отсутствие следов течи масла | |
| Еженедельно |
| |
| Проверить крепление полуосей | Отсутствие ослабленных резьбовых соединений | |
| Через месяц. |
| |
| Проверить уровень масла и исправность сапуна | Масло на уровне наливного отверстия или контрольной пробки. Каналы сапуна не засорены | |
| 11. Ходовая часть | Ежесменно. |
|
| Проверить крепление противовеса | Отсутствие ослабленных резьбовых соединений | |
| Еженедельно. |
| |
| Проверить крепление: |
| |
| а) ведущего моста к раме шасси | Отсутствие ослабленных резьбовых соединений стремянок | |
| б) балансирной балки управляемых колес к плите | Стопорный винт оси подвески не ослаблен, ось подвески не имеет люфта в опорах | |
| в) поворотного кулачка к балансирной балке | Отсутствие люфта пальца крепления поворотного кулачка к балке | |
| Через месяц. |
| |
| Внешний осмотр рамы шасси | Отсутствие деформации и трещин в балках, заклепочные и резьбовые соединения не ослаблены, сварные швы не имеют трещин | |
| 12. Рулевое устройство | ежесменно |
|
| Проверить: |
| |
| а) в прямом положении управляемых колес величину свободного хода рулевого колеса, для чего повернуть его до конца в одну сторону, заметить положение колеса и повернуть его в обратную сторону | Свободный ход рулевого колеса соответствует значениям, указанным в заводской инструкции | |
| б) действие гидроусилителя при повороте управляемых колес в обе стороны | Поворот рулевого колеса производится без значительных физических усилий | |
| в) герметичность гидроусилителя и картера рулевого механизма | Отсутствие следов течи масла | |
| Еженедельно. |
| |
| Внешний осмотр: |
| |
| а) рычагов тяг и их соединений | Отсутствие деформаций рычагов и тяг, а также ослабленных резьбовых соединений крепления пальцев | |
| б) крепления сошки на валу стакана рулевой трапеции и гидроусилителя | Отсутствие ослабленных резьбовых соединений крепления пальцев и свободного люфта шарниров | |
| Через месяц. |
| |
| Проверить параллельность расположения управляемых колес | Отсутствие интенсивного бокового износа шин. Наличие равных зазоров при замере контрольной линейкой расстояний между соответствующими внутренними кромками обводов | |
| Вывесить управляемые колеса и проверить их крепление | При покачивании колес отсутствует зазор между шкворнями и втулками и осью задней подвески | |
| 13. Ножной тормоз | Ежемесячно. |
|
| Проверить: |
| |
| а) величину свободного хода педали и надежность действия тормоза | Педаль при нажатии опускается не более 0,5 величины рабочего хода. Величина свободного хода педали соответствует данным заводской инструкции. Торможение наступает сразу после нажатия на педаль | |
| б) герметичность главного тормозного цилиндра | Отсутствие следов течи рабочей жидкости | |
| Еженедельно. |
| |
| Проверить надежность крепления главного тормозного цилиндра | Отсутствие ослабленных резьбовых соединений | |
| Через месяц. |
| |
| Проверить: |
| |
| а) уровень рабочей жидкости в главном тормозном цилиндре | Рабочая жидкость находится на 16 - 20 мм ниже верхней кромки заливного отверстия | |
| б) состояние манжет колесных цилиндров | Отсутствие тормозной жидкости на поверхности колодок и барабанов | |
| 14. Ручной тормоз | Ежесменно. |
|
| Поверить: |
| |
| а) действие тормоза | Торможение (удержание) наступает сразу после нажатия на рычаг. Фиксатор рычага исправен | |
| б) крепление фланца вала кардана (при установке барабана на силовой передаче) | Отсутствие ослабленных резьбовых соединений | |
| Еженедельно. |
| |
| Проверить рычажную систему и зубчатый сектор | Отсутствие деформаций, крепление всех деталей не ослаблено | |
| 15. Электрическое оборудование | Ежесменно. |
|
| 15.1. Контрольно-измерительные приборы и сигнализация | Проверить действие и показания приборов | Звуковой сигнал и стоп-сигнал действуют исправно. Показания приборов и действие сигнализации соответствуют действительному состоянию агрегатов |
| 15.2. Электропроводка и освещение | ежесменно |
|
| Проверить крепление проводов на массу у реле- регулятора, генератора, стартера и аккумулятора, а также действие освещения | Провода на массу присоединены, крепление их не ослаблено. Освещение действует исправно | |
| Через месяц. |
| |
| Проверить крепление проводки | Отсутствие повреждения изоляции. Крепление пучка провода не повреждено | |
| 15.3. Свечи | Ежесменно. |
|
| Проверить на ощупь работу свечей после кратковременной работы двигателя (обязательно при заглушенном двигателе) | Все свечи имеют одинаковую температуру нагрева корпуса | |
| Через месяц. |
| |
| При необходимости проверить свечи | Отсутствие копоти, зазор между электродами равен 0,7-0,8 мм | |
| 15.4. Аккумулятор | Еженедельно. | Уровень электролита на 10-15 мм выше верхней кромки пластин. |
| Проверить уровень электролита, состояние пробок и надежность крепления аккумулятора | Отверстия в пробках не засорены. Крепление аккумулятора не ослаблено | |
| 15.5. Генератор и стартер | Ежесменно. |
|
| Поверить натяжение приводного ремня генератора | При нажатии ремень прогибается на 10-15 мм | |
| Еженедельно. |
| |
| Проверить крепление корпусов | Отсутствие ослабленных резьбовых соединений | |
| Через месяц. | ||
| Проверить коммутационное устройство | Поверхность коллекторов чистая, зеркальная по всей плошади контакта со щетками, без следов подгара. Щетки имеют хороший контакт и прилегают по всей рабочей поверхности. Контактные соединения наконечников не ослаблены. Отсутствие пыли и грязи | |
| 15.6. Реле-регулятор | через месяц |
|
| Проверить контактные соединения | Контактные соединения не ослаблены и не имеют подгара | |
| 15.7. Система зажигания | через месяц |
|
|
| Проверить состояние системы | Отсутствие копоти и грязи на свечах, распределителе, катушке зажигания и проводах. Зазор между контактами прерывателя равен 0,35-0,45 мм и контакты зачищены. Контактные соединения не ослаблены. Выключатель зажигания и замок действуют исправно (при нулевом положении ключа электрическое питание получают только звуковой сигнал, освещение и стоп-сигналы) |
______________________________
* Проверка фильтра системы смазки, системывентиляции картера и топливных отстойников производится с периодичностью,равной трем периодам ТО-2.
Общие требования по выполнению проверок при техническомобслуживании автопогрузчика
1. Во время работы необходимо постоянно наблюдать запоказаниями приборов по контролю:
температуры жидкости системы охлаждениядвигателя;
давления масла двигателя;
температуры и давления масла вгидротрансформаторе;
зарядки аккумулятора.
2. Во время работы водитель погрузчикаобязан делать перерывы и проверять: состояние ходовых колес и конструкциипогрузчика;
действие стоп-сигналов;
отсутствие течи смазочных масел, топлива,воды и рабочей жидкости;
отсутствие кипения электролитааккумулятора;
на ощупь температуру нагрева гидронасосови тормозных барабанов.
3. По окончании работы необходимовыполнить следующее:
а) заправить бак топливом;
б) вымыть или очистить погрузчик приположительной температуре воздуха или очистить от пыли, снега, льда притемпературе 0 °С и ниже;
в) на яме произвести внешний осмотр сцелью определения состояния крепления ведущего моста, задней подвески,карданных шарниров, колес, гидроусилителя руля и глушителя;
г) установить автопогрузчик наинвентарное место стоянки;
д) слить воду из системы при температуревоздуха ниже 0 °С и оставить открытыми спускные краники, причем воду необходимосливать только после того, как двигатель остынет до температуры 50 °С;повернуть рукояткой коленчатый вал двигателя для удаления воды из помпы;
е) повернуть на 1-2 оборота рукояткуфильтра грубой очистки масла бензинового двигателя;
ж) при необходимости добавить масло илирабочую жидкость;
з) сдать машину сменному инженеру(слесарю бригады технического обслуживания, наладчику или дежурному слесарю).
4. Техническое обслуживание аккумуляторадолжно выполняться перед зарядкой в соответствии с заводской инструкцией.
5. О техническом обслуживании и состояниипогрузчика сделать запись в вахтенном журнале автопогрузчика.
6. Смазывание узлов трения должнопроизводиться в соответствии с картами смазки или инструкцией по эксплуатации.
| Объект проверки | Вид, периодичность технического обслуживания. Указания по проверке | Признаки исправного состояния |
| 1. Внешний вид погрузчика | Ежесменно. Осмотреть и определить состояние облицовки машины, остекления кабины кресла и т.д. | Отсутствие неисправностей |
| 2. Колеса | Ежесменно. Внешний осмотр: |
|
| а) шин и ободов | Отсутствие разрывов и выпучин шин, деформации обода, а также зажатых предметов между шинами | |
| б) крепления обода к ступице и крепления ступицы | Отсутствие ослабленных резьбовых соединений | |
| Проверить манометром избыточное давление воздуха в шинах | Избыточное давление воздуха в шинах соответствует заводской инструкции | |
| 3. Грузоподъемник со сменным грузозахватным органом | Ежесменно. |
|
| Внешний осмотр: |
| |
| а) металлоконструкций | Отсутствие трещин в сварных швах и других повреждений | |
| б) креплений наружной рамы к штокам цилиндров наклона и кожухам ведущего моста, цилиндра грузоподъемника и его штока, грузовых цепей и грузозахватного органа к каретке | Отсутствие ослабленных резьбовых соединений. Наличие шплинтового крепления. Резьбовые соединения регулировочных болтов соответствуют конструкции. Вилы зафиксированы надежно и без разновысотности | |
| в) предохранительных средств (решеток стопорных болтов и т.п.) | Предохранительные средства установлены и надежно закреплены | |
| через месяц Внешний осмотр: |
| |
| а) резьбовых и сварных соединений | Отсутствие ослабленных резьбовых соединений и трещин в сварных швах | |
| б) направляющих роликов и их пальцев | Ролики легко вращаются на пальцах. Отсутствует интенсивный износ поверхностей у роликов и пальцев | |
| в) грузовых цепей | Отсутствие неисправностей. Длина цепей одинаковая (в крайнем нижнем положении каретки зазор между нижней связью наружной рамы и щеками каретки одинаковый и составляет не менее 2-3 мм) | |
| 4. Гидросистема грузоподъемника и грузозахватного органа | Ежесменно. |
|
| Внешний осмотр: | ||
| а) шлангов, трубопроводов, цилиндров, маслораспределителя насоса и т.п. | Отсутствие следов течи рабочей жидкости | |
| б) уровня рабочей жидкости в баке при опущенной каретке грузоподъемника | Рабочая жидкость находится на уровне верхнего знака указательной линейки (щупа) | |
| в) дросселирующего клапана | Скорость спуска каретки с грузом соответствует данным заводской инструкции по эксплуатации | |
| Еженедельно. | ||
| Проверить крепление маслораспределителя, насоса и его электродвигателя | Отсутствие ослабленных резьбовых соединений | |
| Через месяц. |
| |
| Проверить отклонение величины хода у штоков цилиндров наклона грузоподъемника | В крайних положениях расстояния между осевыми линиями пальцев крепления цилиндров одинаковые | |
| 5. Ведущий мост | Ежесменно. |
|
| Проверить герметичность картера | Отсутствие следов течи масла | |
| Еженедельно. |
| |
| Проверить крепление полуосей Через месяц. | отсутствие ослабленных резьбовых соединений | |
| Проверить уровень масла в картере | Масло на уровне заливного отверстия или контрольной пробки. Отсутствие осевого и углового зазоров карданных шарниров, сальниковые уплотнения не повреждены | |
| 6. Ходовая часть | Ежемесячно. Проверить крепление противовеса, а также: |
|
| а) ведущего моста к раме шасси | Отсутствие ослабленных резьбовых соединений | |
| б) балки управляемого моста к рессорам и опоре | То же | |
| в) поворотного кулачка к балке управляемого моста | Отсутствие люфта оси поворотного кулачка и ослабленных резьбовых соединений | |
| Внешний осмотр рамы шасси | Отсутствие деформаций и трещин в балках; заклепочные и резьбовые соединения не ослаблены, сварные швы не имеют трещин | |
| 7. Рулевое устройство | ежесменно Проверить: |
|
| а) в прямом положении управляемых колес величину свободного хода рулевого колеса, для чего повернуть его до конца в одну сторону, заметить положение колеса и повернуть его в обратную сторону | Свободный ход рулевого колеса соответствует значениям, указанным в заводской инструкции | |
| б) действие гидроусилителя при повороте управляемых колес в обе стороны | Поворот рулевого колеса производится без значительных физических усилий | |
| в) герметичность гидроусилителя и картера рулевого механизма | Отсутствие следов течи масла | |
| еженедельно Внешний осмотр: |
| |
| а) рычагов, тяг и их соединений | Отсутствие деформации рычагов и тяг, а также ослабленных резьбовых соединений крепления пальцев | |
| б) крепления сошки на валу, стакана рулевой трапеции и гидроусилителя | Отсутствие ослабленных резьбовых соединений крепления пальцев и свободного люфта шарниров | |
| Через месяц. |
| |
| Проверить параллельность расположения управляемых колес | Отсутствие интенсивного бокового износа шин. Наличие равных зазоров при замере контрольной линейкой расстояний между соответствующими кромками ободов | |
| 8. Ножной тормоз | Ежесменно. Проверить: |
|
| а) величину свободного хода педали и надежность действия тормоза | Педаль при нажатии опускается не более чем на 0,5 величины рабочего хода. Величина свободного хода педали соответствует данным заводской инструкции. Торможение наступает сразу после нажатия на педаль | |
| б) герметичность главного тормозного цилиндра | Отсутствие следов течи рабочей жидкости | |
| в) надежность крепления главного тормозного цилиндра | Отсутствие ослабленных резьбовых соединений | |
| Через месяц. |
| |
| Проверить: |
| |
| а) уровень рабочей жидкости в главном тормозном цилиндре | Рабочая жидкость находится на 10-15 мм ниже верхней кромки горловины расходного бачка | |
| б) надежность крепления тормозных канатов и состояния их оболочки | Отсутствие ослабленных креплений и неисправностей оболочек канатов | |
| 9. Ручной тормоз | Ежесменно. |
|
| Проверить надежность действия | Торможение (удержание) наступает сразу после нажатия на рычаг. Фиксатор рычага исправен | |
| Еженедельно. |
| |
| Проверить рычажную систему и зубчатый сектор | Отсутствие деформаций, крепление всех деталей не ослаблено | |
| Через месяц. |
| |
| Проверить крепление тормозного шкива на валу электродвигателя | Отсутствие ослабленных соединений | |
| 10. Электрическое оборудование | Еженедельно. |
|
| Проверить сальниковые уплотнения дверец и крышек щитов электрооборудования | Все щиты с электрооборудованием исправны и закрыты дверцами или крышками с помощью установленных запоров или резьбовых соединений | |
| 10.1. Аккумуляторная батарея | Ежесменно. |
|
| Внешний осмотр: |
| |
| а) батареи | Отсутствие неисправностей ящика и его крышки, течи электролита. Все горловины закрыты пробками | |
| б) величины напряжения в момент подъема вил без груза | Напряжение батарей не менее величины, указанной в заводской инструкции | |
| 10.2. Электродвигатели | Еженедельно. Внешний осмотр: |
|
| а) крепления | Отсутствие ослабленных резьбовых соединений | |
| б) корпуса, крышек, сальников вводного устройства и крышек смотровых окон | Отсутствие неисправных деталей | |
| Через месяц. |
| |
| Внешний осмотр: |
| |
| а) коллектора | Поверхность коллектора зеркальная и чистая по всей площади контакта со щетками; отсутствие рисок и подгара | |
| б) траверсы и щеткодержателей, щеток, гибких соединений и их контактов | Траверсы, щеткодержатели, гибкие соединения исправны и не имеют ослабленных резьбовых и других соединений и элементов крепления. Износ щеток в пределах нормы. Щетки имеют хороший контакт и прилегают по всей рабочей поверхности | |
| 10.3. Контроллер и реверсивный переключатель | Ежесменно Проверить действие на холостом ходу погрузчика | Погрузчик трогается с места на первом положении контроллера. Двигатель ускоряется на каждом последующем положении и отключается в нулевом положении контроллера. Валы контактных систем контроллера и реверсивного переключателя механически сблокированы; блокировка действует нормально |
| Ежедневно. Проверить: |
| |
| а) приводы | Ход педали контроллера легкий и плавный. Свободная педаль находится в положении "0", а после нажатия до отказа - на отметке последнего рабочего положения. Отсутствие люфта в местах крепления рычагов, тяг, рукоятки, зубчатых колес и секторов, коромысла и других деталей | |
| б) контакты, дугогасящие камеры, кулачковые шайбы и кулачки | Контакты имеют незначительный нагар, дугогасящие камеры не имеют копоти. Отсутствие неисправных деталей | |
| Через месяц. |
| |
| Проверить состояние контактов и надежность крепления всех проводов | Контакты изношены в пределах нормы. Отсутствие ослабленных резьбовых соединений, крепления наконечников и следов подгара, пыли и копоти на всех деталях | |
| 10.4. Контакторы | еженедельно Внешний осмотр: |
|
| а) главных и блокировочных контактов | Контакты имеют незначительный подгар, их износ в пределах нормы | |
| б) дугогасящих камер и катушек, гибких соединений Через месяц. | Отсутствие копоти | |
| Проверить надежность контактных соединений и величину зазора между главными контактами | Отсутствие ослабленных резьбовых соединений крепления проводов и гибких соединений. Зазор между главными контактами отрегулирован в соответствии с заводской инструкцией | |
| 10.5. Пускорегулирующие резисторы | Через месяц. |
|
| Продуть и очисть от пыли и копоти, проверить состояние | Отсутствие ослабленных резьбовых соединений крепления проводов и корпуса резисторов. Контактные поверхности элементов и наконечников не имеют следов подгара. На изоляторах отсутствуют трещины, сколы и пыль | |
| 10.6. Штепсельное соединение | Через месяц. |
|
| Проверить штепсельное соединение и провода | Отсутствие подгара контактов и повреждения проводов | |
| 10.7. Цепи управления, сигнализации и освещения | Ежесменно. | |
| Проверить действие: конечного выключателя подъема каретки, выключателя блокировки тормоза, звукового сигнала, стоп-сигнала, освещения | Конечный выключатель действует исправно. После нажатия на тормозную педаль электродвигатель при включенном контроллере отключается; звуковой сигнал, стоп- сигнал и освещение исправны |
Общие требования по выполнению проверок при техническомобслуживании электропогрузчика
1. Во время работы водитель погрузчикаобязан делать перерывы и проверять:
состояние ходовых колес и аккумуляторнойбатареи;
отсутствие течи смазочных масел, топлива,воды и рабочих жидкостей;
действие стоп-сигнала;
на ощупь температуру нагрева гидронасоса,электродвигателей и тормозных барабанов.
2. После окончания работы машинынеобходимо выполнить следующее:
произвести внешний осмотр с цельюопределения состояния крепления колес, грузоподъемника и грузозахватногооргана, аккумуляторной батареи и другого оборудования;
очистить погрузчик от остатков груза илигрязи;
установить погрузчик на инвентарное местостоянки;
отключить аккумуляторную батарею;
добавить при необходимости рабочиежидкости;
сдать машину сменному инженеру (слесарюбригады технического обслуживания, наладчику или дежурному слесарю).
3. О техническом обслуживании и состояниипогрузчика сделать запись в вахтенном журнале электропогрузчика.
4. Смазывание узлов трения должнопроизводиться в соответствии с картами смазки или инструкцией по эксплуатации.
5. Техническое обслуживаниеаккумуляторной батареи должно выполняться перед зарядом в соответствии с заводскойинструкцией.
| Что проверяется | Периодичность технического обслуживания |
| 1. Внешний вид машины |
|
| 1.1. Техническое состояние машины | Ежесменно |
| 1.2. Состояние мест застропки машины | -"- |
| 2. Двигатель внутреннего сгорания |
|
| 2.1. Уровень масла, воды и топлива | Ежесменно |
| 2.2. Герметичность емкостей для масла, воды и топлива | -"- |
| 2.3. Действие контрольно-измерительных приборов и сигнализации | -"- |
| 2.4. Работа двигателя | -"- |
| 2.5. Крепление двигателя | Еженедельно |
| 2.6. Натяжение ремней вентилятора и генератора | -"- |
| 2.7. Состояние воздушного и топливного фильтров | Через месяц |
| 2.8. Крепление всех агрегатов | -"- |
| 2.9. Состояние масляных фильтров | -"- |
| 2.10. Прослушивание двигателя, регулирование холостого хода и зазора клапанов | Через 3 недели |
| 3. Ходовая часть |
|
| 3.1. Состояние шин, ободов, натяжение гусениц и т.п. | Ежесменно |
| 3.2. Состояние и надежность крепления деталей | Через месяц |
| 4. Рабочие органы |
|
| 4.1. Состояние рабочих органов и проверка их в работе | Ежесменно |
| 4.2. Состояние лент, ковшей, цепей и т.п. | Ежесуточно |
| 4.3. Состояние и крепление всех деталей | Через месяц |
| 5. Механизмы машины |
|
| 5.1. Работа механизмов, действие тормозов, сцепления и рулевого управления | Ежесуточно |
| 5.2. Состояние передач, муфт, тормозных и натяжных устройств | Ежесуточно |
| 5.3. Состояние и надежность крепления всех деталей | Через месяц |
| 5.4. Уровень масла в редукторах | Ежесуточно |
| 6. Трубные транспортные магистрали |
|
| 6.1. Плотность соединений фланцев циклонов с шлюзовыми затворами и воздухопроводами, а также плотность стыковки труб | Ежесуточно |
| 6.2. Показания контрольно-измерительных приборов | -"- |
| 6.3. Надежность крепления труб | Ежесуточно |
| 6.4. Состояние шлюзовых затворов и фильтров | -"- |
| 6.5. Состояние и надежность крепления всех деталей и оборудования | Через месяц |
| 7. Гидросистема |
|
| 7.1. Плотность соединений трубопроводов и шлангов | Ежесменно |
| 7.2. Показания контрольно-измерительных приборов | -"- |
| 7.3. Состояние и надежность крепления деталей и оборудования | Через месяц |
| 8. Электрооборудование |
|
| 8.1. Действие контрольно-измерительных приборов, сигнализации, блокировочных устройств и аварийных выключателей | Ежесменно |
| 8.2. Состояние питающего кабеля и заземления машины | -"- |
| 8.3. Состояние освещения | -"- |
| 8.4. Состояние пультов местного и дистанционного управления | -"- |
| 8.5. Состояние корпусов щитов, электродвигателей и пусковых устройств | -"- |
| 8.6. Состояние и надежность крепления электрооборудования, электропроводки и заземлителей | Через месяц |
| Объект проверки | Вид, периодичность технического обслуживания. Указания по проверке | Признаки исправного состояния |
| 1. Захват контейнерный | Ежесменно. |
|
| Внешний осмотр: |
| |
| а) отсутствия посторонних предметов на захвате | Посторонних предметов на захвате нет | |
| б) состояния поворотных штыков, направляющих роликов, металлоконструкций захвата и подъемной балки | Отсутствие деформаций, повреждений, трещин, интенсивного износа; ролики вращаются легко | |
| в) крепления захвата, блочных обойм, механизмов, агрегатов гидросистем и приводов концевых выключателей, доступных для внешнего осмотра | Крепление надежно | |
| г) включения питающего кабеля в токоприемное устройство захвата | Включение соответствует указаниям фирменной технической документации | |
| д) уровня и температуры масла гидросистемы | Уровень масла соответствует норме. Температура масла не превышает 70°С | |
| е) отсутствия утечек масла и подсасывания воздуха в гидросистеме | Отсутствие утечек масла, шума и рывков | |
| Через месяц. |
| |
| Внешний осмотр и опробование в работе: |
| |
| а) стопоров выдвижных консолей | Открывание и надежное запирание стопоров | |
| б) реечных или цепных передач или канатных тяг | Отсутствие интенсивного износа. Радиальный зазор между шестерней и рейкой не более 1,5 мм | |
| в) маслонепроницаемости редуктора | Отсутствие течи масла | |
| г) крепления цепей и канатов к выдвижным консолям | Крепление надежно | |
| д) в гидросистемах захвата: |
| |
| - показаний манометров | Давление соответствует норме | |
| - распределительной аппаратуры управления гидросистем | Отсутствие шумов, стуков и рывков | |
| - состояния фильтров | Отсутствие чрезмерных загрязнений | |
| - жесткости крепления трубопроводов | Отсутствие вибрации трубопроводов | |
| е) крепления подъемной балки | Крепление надежно | |
| ж) цепей крепления захвата к подъемной балке | Износ звена цепи не более 10 % диаметра прутка | |
| 2. Противоугонные устройства | Ежесменно. |
|
| Внешний осмотр и опробование в работе: |
| |
| рельсовых захватов и штыревых стопоров | Отсутствие неисправностей и возможность приведения в рабочее состояние | |
| отсутствия утечек масла в гидросистемах рельсовых захватов | Отсутствие утечек масла | |
| уровня и температуры масла в баке | Уровень масла соответствует норме. Температура масла не превышает 70°С | |
| Через месяц. |
| |
| Внешний осмотр и опробование в работе гидросистемы в соответствии с п. 1 д) | См. п. 1 д) | |
| 3. Механизм передвижения перегружателя и крана и механизм передвижения грузовой тележки | Ежесменно. |
|
|
|
| |
| Внешний осмотр | Отсутствие посторонних предметов, внешних неисправностей и повреждений | |
| Через месяц. Внешний осмотр и опробование в работе: |
| |
| а) устройств компенсации износа накладок | Устройство срабатывает | |
| б) тормозов дисковых | Фиксация регулировочного колпачка установочным винтом надежна, тормоз срабатывает | |
| в) насоса для смазки зубчатых передач | Отсутствие засорения в трубопроводе по показанию манометра | |
| г) состояние подшипников карданных шарниров | Отсутствие повреждения наружной кромки обоймы. Наличие смазки | |
| 4. Рельсовые пути грузовой тележки и тупиковые упоры | Ежесменно. |
|
| Осмотр участка передвижения тележки | Отсутствие: сколов и видимых трещин на головке рельса; остатков снега и льда, скрывающих головку рельса; трещин сварного шва и ослабленных резьбовых соединений | |
| Через месяц. |
| |
| Внешний осмотр тупиковых упоров | Отсутствие повреждений | |
| 5. Механизм натяжения канатов | Ежесменно. |
|
| Внешний осмотр: |
| |
| а) механизма | Отсутствие повреждений и утечек масла | |
| б) уровня и температуры масла | Уровень соответствует норме. Температура не превышает 70 °С | |
| Через неделю. |
| |
| Внешний осмотр: |
| |
| а) азотного гидравлического аккумулятора | Отсутствие утечки газа. Показание манометра соответствует рабочему давлению | |
| б) гидросистемы по п. 1 д) Через месяц. | См. п. 1 д) | |
| Внешний осмотр траверсы, катков и шарниров | Отсутствие деформаций, трещин, надежное крепление | |
| 6. Опорно-поворотное устройство, механизм поворота башни или платформы грузовой тележки козлового крана | Ежесменно. |
|
| Внешний осмотр: |
| |
| а) кругового рельса | Отсутствие посторонних предметов, сколов и трещин | |
| б) зубчатого венца наружной обоймы шарового погона | Отсутствие посторонних предметов, трещин и интенсивного износа | |
| Ежесуточно. |
| |
| Внешний осмотр и опробование в работе: |
| |
| а) крепления электродвигателя, редуктора, тормоза, подшипников вертикального вала и осей катков | Отсутствие ослабленных резьбовых соединений | |
| б) шарового погона и шпоночного соединения ведущей шестерни открытой передачи | Отсутствие рывков и постороннего шума | |
| Ежемесячно. Внешний осмотр и опробование в работе: |
| |
| а) крепления кругового рельса и обойм шарового погона | Отсутствие ослабленных резьбовых соединений | |
| б) маслонепроницаемости редуктора | Отсутствие течи масла | |
| в) тормоза дискового | См. п. 3 | |
| 7. Механизмы наклона, поворота, успокоения качания и противокачательные устройства контейнерного захвата (манипуляторного устройства и механизма раздвижения рам грузовой тележки) | Ежесменно. |
|
| Внешний осмотр всех механизмов | Отсутствие внешних повреждений, посторонних предметов и утечек рабочей жидкости из гидросистемы. Температура рабочей жидкости не превышает 70 °С. Уровень масла соответствует норме | |
| Ежесуточно. |
| |
| Внешний осмотр: |
| |
| а) резьбовых соединений | Отсутствие ослабленных резьбовых соединений | |
| б) маслонепроницаемости редукторов | Отсутствие течи | |
| Через месяц. |
| |
| Внешний осмотр и опробование в работе: |
| |
| а) рельсов и катков | Отсутствие трещин и сколов | |
| б) муфт упругих втулочно-пальцевых и зубчатых | См. приложение 19 | |
| в) муфт обгонных | Отсутствие ослабленных посадок обойм, трещин и осевого смещения обойм. Отсутствие поломанных пружин | |
| г) передач реечных | См. п. 1б) | |
| д) тормозов дисковых | См. п. 3 | |
| е) передач шариковых винтовых | Отсутствие интенсивного износа, деформации винта и трещин на гайке и винте | |
| ж) гидросистемы в соответствии с п. 1д) | См. п. 1д) | |
| 8. Механизмы подъема контейнерного захвата и подъема консоли | Ежесменно. |
|
| Внешний осмотр механизмов | Отсутствие внешних повреждений, посторонних предметов и утечек рабочей жидкости из гидросистемы. Температура рабочей жидкости не превышает 70°С. Уровень масла соответствует норме. Ограждения исправны | |
| Ежесуточно. |
| |
| Внешний осмотр: |
| |
| а) резьбовых соединений | Отсутствие ослабленных резьбовых соединений | |
| б) креплений подшипников | Тоже | |
| в) маслонепроницаемости редуктора | Отсутствие течи | |
| г) плотности прилегания ленты по всему углу обхвата | Зазор отхода ленты от шкива не превышает 1,5 мм | |
| Через месяц. | ||
| Внешний осмотр и опробование в работе: |
| |
| а) открытых зубчатых передач | См. п. 3 | |
| б) дисково-колодочных тормозов (аварийный тормоз подъема консоли); действия устройства компенсации износа тормозных накладок | Устройство действует | |
| в) гидросистемы по п. 1д) | См. п. 1д) | |
| г) цепной передачи | Отсутствие интенсивного износа звездочки и цепи | |
| 9. Запорное устройство консоли | Ежесменно. |
|
| Внешний осмотр перед включением механизма | Отсутствие внешних повреждений | |
| Через месяц. |
| |
| Проверить: |
| |
| а) установочный ход электрогидравлических толкателей | Соответствие требованиям документации | |
| б) гидросистему по п. 1д) | См. п. 1д) | |
| 10. Металлоконструкции | Через месяц. |
|
| Внешний осмотр: |
| |
| а) главного моста, консоли, пилонов, трапов, площадок, крепления рельса грузовой тележки и других элементов металлоконструкций (балок, стержней) | Отсутствие деформаций, трещин в элементах металлоконструкций, а также отсутствие трещин в сварных швах, соединениях | |
| б) шарнирных соединений | Крепления ригельными планками, шплинтами и т.п. не ослаблены. Отсутствие интенсивного износа втулок в опорах скольжения и отверстий крепления пальцев и осей | |
| 11. Действие механизмов и оборудования |
|
|
| 11.1. Действие концевых выключателей и путевых выключателей замедления скорости движения механизмов | Ежесменно. |
|
| Проверять без груза, с повышенным вниманием и на минимальных скоростях, действие концевых включателей и при номинальных скоростях - действие путевых выключателей замедления движения после определения надежности действия тормозных устройств на холостом ходу | Концевые и путевые выключатели действуют в соответствии с указаниями и диаграммами замыканий контактов, приведенными в фирменной технической документации | |
| 11.2. Действие тормозных устройств перегружателя и крана | Ежесменно. |
|
| Проверка осуществляется следующими способами: |
| |
| а) тормоза механизма подъема консоли проверяют без груза при сматывании каната с барабана, либо по ходу консоли (при ее опускании) | Тормозной путь - по паспортным данным. В случае отсутствия данных, его величина должна быть в пределах 0,3-0,4 м | |
| б) тормоза лебедки механизма подъема контейнерного захвата проверяют при горизонтальном положении консоли при подъеме груженого контейнера: |
| |
| контейнер поднять на высоту до 0,2 м и убедиться в том, что тормоз его удерживает; контейнер поднять на высоту до 6 м, включить лебедку на спуск с номинальной скоростью и после разгона выключить ее, зрительно определить тормозной путь; | Тормозной путь соответствует паспортным данным. В случае, если тормозной путь не указан в паспорте, его величина должна быть в пределах 1,0-1,5 м | |
| в) тормоза механизмов передвижения грузовой тележки проверяют при горизонтальном положении консоли. Проверка производится после проверки тормозов механизма подъема контейнерного захвата: | ||
| контейнер поднять выше встречных предметов на 1 м, включить механизм передвижения с номинальной скоростью и выключить; | Тормозной путь соответствует паспортным данным. В случае, когда таких данных нет, его величина не должна превышать 1,5 м | |
| г) тормоза механизма поворота башни или платформы грузовой тележки козлового крана проверяют без нагрузки; | Угол поворота после выключения соответствует паспортным данным | |
| д) тормоза механизма передвижения проверяют без нагрузки, предпочтительно при движении в направлении ветра | Тормозной путь - по паспортным данным, а если их нет, он не должен превышать 1,5 м | |
______________________________
* Приведенный составпроверочных работ учитывает только специфику портальных контейнеровозов. Полныйперечень проверок при ТО должен составляться с учетом проверок, выполняемых поаналогичным узлам портальных кранов.
| Объект проверки | Вид, периодичность технического обслуживания. Указания по проверке | Признаки исправного состояния |
| 1. Механизм подъема | Ежесменно. |
|
| Проверка действия: |
| |
| а) системы горизонтальной установки контейнерного захвата (устройства синхронизации перемещения цилиндров подъема); | Отсутствие перекосов при подъеме и спуске захватов | |
| б) концевого выключателя подъема (для каждого типа захвата). | Отключение системы управления подъемом в крайнем верхнем положении захвата | |
| Через месяц. |
| |
| Осмотр соединений, тяг и уравнительных гидравлических клапанов системы горизонтальной установки контейнерного захвата | Отсутствие ослабленных резьбовых соединений, люфтов в шарнирах, деформаций тяг и следов подтекания масла из клапанов | |
| Осмотр направляющих на портале и роликов на подъемных балках, проверка зазора между роликами и направляющими | Отсутствие деформаций и значительного износа поверхностей качения, износа подшипников. Свободное вращение роликов. Наличие смазки и отсутствие грязи | |
| Проверка скорости подъема с грузом и без груза | Разница между скоростью подъема и скоростью спуска не должна превышать 20 % | |
| Осмотр и проверка работы концевого выключателя подъема | Свободное вращение ролика и хода рычага выключателя. Четкое срабатывание от нажимного кронштейна | |
| Через 3 месяца. |
| |
| Очистка, осмотр и смазка подъемных цепей. Проверка шага цепей и износа звездочек | Отсутствие грязи и повреждений, одинаковая длина цепей | |
| 2. Контейнерный захват | Ежесменно. |
|
| Осмотр металлоконструкций, креплений цепей подъема, амортизаторов (демпферов) подвески захвата | Отсутствие деформаций и трещин в сварных швах и других видимых повреждений | |
| Проверка действия: |
| |
| а) поворотных штыков и выжимных штырей на замках контейнерного захвата; | Разворот штыков на 90°. Свободное утапливание штырей | |
| б) концевых выключателей и системы сигнализации положения поворотных штыков и контейнерного захвата; | Включение соответствующих контрольных ламп в кабине | |
| в) механической или гидравлической блокировки положения штыков; | Разворот штыков под грузом исключен | |
| г) системы центральной установки контейнерного захвата. | Возможность симметричной установки захвата относительно портала | |
| Осмотр замковых устройств | Отсутствие предельного износа и деформаций поворотных штыков и выжимных штырей | |
| Через месяц. |
| |
| Осмотр и проверка действия рычажной системы замковых устройств | Отсутствие деформаций и люфта в шарнирах и соединениях | |
| Осмотр и проверка действия концевых выключателей на замках и рычажной системе | Свободное вращение ролика и ход рычага выключателя без заеданий | |
| Проверка расстояний между осями поворотных штыков | Предельные отклонения расстояний: по длине +-3 мм, по ширине +-1,5 мм | |
| 3. Ходовая часть | Ежемесячно. |
|
| Проверка ограждений цепной передачи | Отсутствие деформаций, повреждений и трения о цепь | |
| Через месяц. |
| |
| Проверка натяжения цепей | В соответствии с инструкцией завода-изготовителя | |
| Очистка, осмотр и смазка цепей. Проверка шага цепей и износа звездочек | Отсутствие грязи и повреждений. Износ не превышает нормы | |
| Проверка крепления вилок колес к фланцу подвески | Отсутствие ослабленных резьбовых соединений | |
| Проверка состояния амортизаторов | Отсутствие течи и износа втулок крепления амортизаторов | |
| 4. Рулевое управление | Ежесменно. |
|
| Проверка действия и герметичности рулевого усилителя и управляющего золотника типа "Орбитрол" | Поворот рулевого колеса без значительных усилий. Отсутствие следов подтекания масла | |
| Еженедельно. |
| |
| Проверка рычажной системы рулевой передачи | Отсутствие люфта в шарнирах и деформаций тяг рычагов | |
| Через месяц. |
| |
| Проверка: |
| |
| длины рулевых тяг | Углы поворота колес соответствуют паспортному значению | |
| установки колес | Разница расстояний между верхними и нижними внутренними точками пары противоположных колес соответствует паспортному значению | |
| 5. Тормозная система | Ежесменно. |
|
| Выпуск конденсата из пневмосистемы усилителя тормозов. Проверка герметичности пневмосистемы | Отсутствие конденсата в пневмосистеме и утечки сжатого воздуха | |
| Проверка запаса антифриза в бачке противозамерзающего насоса пневматической системы (при температуре ниже 0 °С) | Уровень антифриза соответствует контрольной отметке | |
| Через месяц. |
| |
| Регулировка хода педали малых перемещений | Свободный ход педали соответствует паспортному значению; началу торможения предшествует выключение сцепления | |
| Проверка действия клапанов пневмосистемы | Срабатывание клапанов происходит при давлении, соответствующем паспортным значениям | |
| 6. Гидросистема | См. приложение 9 |
|
______________________________
*Приведенный состав проверочных работ учитывает только специфику портальныхконтейнеровозов. Полный перечень проверок при ТО должен составляться с учетомпроверок, выполняемых по аналогичным узлам портальных кранов.
| Объект проверки | Вид, периодичность технического обслуживания.Указания по проверке | Признаки исправного состояния |
| 1. Контейнерный захват | Ежесменно. |
|
| Осмотр: |
| |
| металлоконструкций, фиксаторных пластин | Отсутствие деформации и трещин в сварных швах | |
| съемных упоров, ограничивающих отрыв верхней рамы от нижней | Наличие стопорных пальцев, отсутствие деформаций | |
| Проверка действия: |
| |
| а) поворотных штыков и выжимных штырей на замках контейнерного захвата | Разворот штыков на 90°. Свободное утапливание штырей | |
| б) концевых выключателей и системы сигнализации положения поворотных штыков | Включение соответствующих контрольных ламп в кабине | |
| в) системы бокового и продольного смещения и поворота контейнерного захвата | Свободное перемещение захвата в пределах паспортных величин | |
| г) механической или гидравлической блокировки положения штыков | Разворот штыков под грузом исключен | |
| Осмотр замковых устройств | Отсутствие предельных деформаций и износов поворотных штыков и выжимных штырей | |
| Через месяц. |
| |
| Осмотр и проверка действия: |
| |
| рычажной системы замковых устройств | Отсутствие деформаций и люфта в шарнирах | |
| концевых выключателей на замковых устройствах и рычажной системе | Свободное вращение ролика и ход рычага выключателя без заеданий | |
| Осмотр катков для бокового и продольного смещения рам | Свободное вращение катков, отсутствие значительного износа их поверхности качения, износа подшипников, равномерное прижатие к направляющим | |
| Проверка крепления фиксаторных пластин и съемных упоров, ограничивающих отрыв верхней рамы от нижней | Обеспечение нормальной центровки захвата, отсутствие значительных относительных вертикальных смещений верхней и нижней рам | |
| Проверка расстояний между осями поворотных штыков | Предельные отклонения расстояний: по длине +-0,3 мм, по ширине +-1,5 мм | |
| 2. Механизм горизонтального выдвижения грузоподъемной рамы (боковой контейнерный автопогрузчик) | Ежесменно. |
|
|
| Проверка действия механизма, осмотр укреплений цепей и концевых упоров | Свободное перемещение рамы без перекосов в обе стороны. Концевые упоры не имеют следов воздействия на них катков перемещения рамы |
|
| Через месяц. |
|
|
| Очистка, осмотр, смазка и регулирование цепей. Проверка шага цепей и износа звездочек | Отсутствие грязи и повреждений, одинаковое натяжение цепей |
|
| Осмотр направляющих и катков в проемах платформы | Отсутствие значительного износа, вмятин, сколов на поверхности качения; все катки равномерно прижимаются к направляющим |
|
| Проверка величины хода рамы в проеме платформы | Крайние катки не доходят до концевых упоров на 3-5 мм |
| 3. Выдвижные домкраты-аутригеры | Ежесменно. Проверка работы механизма и его системы управления | При включении управления оба домкрата выдвигаются в установочное положение, в кабине включаются контрольные лампы. При полной нагрузке машина не наклоняется и не проседает |
| Через месяц. |
| |
| Осмотр шарнирных и резьбовых соединений | Отсутствие люфта в шарнирах, ослабленных резьбовых соединений | |
| Осмотр и проверка действия концевых выключателей | Свободное вращение ролика и ход рычага выключателя без заеданий | |
| Осмотр уплотнений на поршнях цилиндров домкрата | Отсутствие течи масла | |
| 4. Ходовая часть | Через месяц. |
|
| Осмотр амортизационных подушек (у боковых контейнерных автопогрузчиков) на плите наклона передних колес | Отсутствие ослабленных креплений и повышенного износа | |
| 5. Рулевое управление | Ежесменно. |
|
|
| Проверка действия и герметичности рулевого усилителя и управляющего золотника типа "Орбитрол" | Поворот рулевого колеса без значительных усилий. Отсутствие следов подтекания масла |
| 6. Тормозная система | Ежесменно. |
|
|
| Выпуск конденсата из пневмосистемы усилителя тормозов; проверка автоматического срабатывания стояночного тормоза и герметичности пневмосистемы | Отсутствие конденсата в пневмосистеме. Тормоз стоянки включается при снижении давления ниже 0,4 МПа (4 кгс/см2); утечка сжатого воздуха отсутствует |
|
| Проверка запаса антифриза в бачке противозамерзающего насоса пневматической системы (при температуре ниже 0°С) | Уровень антифриза соответствует контрольной отметке |
|
| Через месяц. |
|
|
| Проверка действия: |
|
|
| педали малых перемещений (тормозной педали, сблокированной с выключением сцепления) | Свободный ход педали соответствует паспортному значению; началу торможения предшествует выключение сцепления |
| , | клапанов пневмосистемы | Срабатывание клапанов происходит при давлении, соответствующем паспортным значениям настройки |
| 7. Пульт заднего хода | Ежесменно. |
|
|
| Проверка действия органов управления | Органы управления работают в соответствии с функциональным назначением |
| 8. Гидросистема | См. приложение 9 |
|
______________________________
* Приведенный составпроверочных работ учитывает только специфику контейнерных автопогрузчиков.Полный перечень проверок при ТО должен составляться с учетом проверок,выполняемых по аналогичным узлам портальных кранов.
| Объект проверки | Вид, периодичность технического обслуживания. Указания по проверке | Признаки исправного состояния |
| 1. Седельное устройство | Ежесменно. |
|
| Проверка высоты подъема седла и срабатывания сцепного замка | Подъем седла соответствует паспортному значению; сцепной замок полностью закрывается и включает лампу в кабине | |
| Через месяц. |
| |
| Проверка работы рычажной системы сцепного замка | Отсутствие люфта в шарнирах, поворотных осях и т.п.; износа клещей замка, вызывающего люфт тягового пальца гузнека в зажатых клещах | |
| Проверка креплений и действия подъемных цилиндров | Оси креплений цилиндров надежно законтрены, выдвижение штоков не вызывает перекоса седла | |
| Осмотр крепежных болтов фиксации наклона седла | При фиксации наклона седла обеспечивается минимально допустимый по инструкции зазор между крепежными болтами и седлом | |
| 2. Тормозная система | Ежесменно. |
|
| Выпуск конденсата из пневмосистемы усилителя тормозов; проверка автоматического срабатывания стояночного тормоза и герметичности пневмосистемы | Отсутствие конденсата в пневмосистеме. Тормоз стоянки включается при давлении ниже 0,4 Мпа (4 кгс/см2) | |
| Проверка запаса антифриза в бачке противозамерзающего насоса пневматической системы | Уровень антифриза соответствует контрольной отметке | |
| Через месяц. |
| |
| Проверка работы клапанов пневмосистемы | Срабатывание клапанов происходит при давлении, соответствующем паспортным значениям настройки | |
| 3. Ходовая часть | Ежесменно. |
|
| Проверка работы устройства подключения к трансмиссии управляемой оси и блокировки дифференциала ведущей оси | Передача крутящего момента двигателя на управляемую ось. Оба ведущих колеса имеют жесткую связь с трансмиссией (вращаются синхронно) | |
| Через месяц. |
| |
| Проверка уровня масла в дифференциале управляемой оси | Уровень масла соответствует контрольной отметке | |
| 4. Гидросистема | См. приложение 9 |
|
| 5. Гузнек тягача | Ежесменно. |
|
| Проверка: |
| |
| действия ограничителя поворота гузнека | Отсутствие свободного (по инерции) поворота гузнека на седле тягача | |
| Через месяц. |
| |
| Проверка состояния и износа деталей ограничителя поворота | Угол и усиление поворота гузнека соответствуют паспортным значениям | |
| 6. Низкорамные полуприцепы | Ежесменно (при использовании). |
|
______________________________
* Приведенный составпроверочных работ по портовым тягачам учитывает только их специфику. Полныйперечень проверок при ТО должен составляться с учетом проверок, выполняемых поаналогичным узлам портальных кранов.
| Объект проверки | Вид, периодичность технического обслуживания. Указания по проверке | Признаки исправного состояния |
| 1. Гидравлический бак подъемника и грузозахватного органа, а также гидравлический бак трансмиссии | Ежесменно. |
|
|
| Проверка уровня рабочей жидкости (при втянутых штоках всех гидроцилиндров) | Уровень масла достигает верхней метки указателя (щупа) |
| Через месяц. |
| |
| Осмотр целостности гидрошлангов, трубопроводов | Отсутствие повреждений внешней оболочки | |
| Подтяжка ослабленных штуцерных соединений | Отсутствие течи масла | |
| Еженедельно |
| |
| Осмотр и проверка работы системы запасовки гидрошлангов | Свободное вращение направляющих роликов системы запасовки | |
| Проверка креплений гидронасоса, гидромоторов, жестких трубопроводов | Отсутствие ослабленных резьбовых соединений | |
| 3. Гидравлические фильтры | Ежесменно. |
|
| Проверка указателей давления в гидравлических фильтрах поглощающего типа (при циркуляции прогретого масла) | Показания указателя соответствуют незасоренным фильтрам | |
| Еженедельно. |
| |
| Подтяжка ослабленных резьбовых соединений крышек фильтров | Отсутствие течи масла из-под крышек фильтров | |
| Через месяц. |
| |
| Очистка и промывка магнитных и сетчатых фильтров системы | Отсутствие загрязнений на фильтрующих элементах | |
| Через 500 ч. |
| |
| Замена фильтрующих элементов поглощающего типа | Наличие новых фильтрующих элементов в фильтрах поглощающего типа | |
| Через 2000 ч. |
| |
| Очистка сетчатого фильтра на всасывающей ветке насоса | Отсутствие загрязнений на сетке фильтра | |
| 4. Гидроцилиндры | Еженедельно. |
|
|
| Осмотр и устранение дефектов на поршневых штоках | Отсутствие загрязнений, следов коррозии, зазубрин, царапин |
| 5. Гидроаппаратура | По потребности |
|
|
| Проверка рабочего давления, расхода для насосов, гидрораспределителей, клапанов, гидромоторов | Соответствие проверяемых параметров паспортным значениям фирмы-изготовителя |
УДОСТОВЕРЕНИЕ РУКОВОДЯЩИХИ ИНЖЕНЕРНО-ТЕХНИЧЕСКИХ РАБОТНИКОВ ПРЕДПРИЯТИЙИ ОРГАНИЗАЦИЙ МОРСКОГО ТРАНСПОРТА О ПРОВЕРКЕ ЗНАНИЙПРАВИЛ БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ |
| Удостоверение издается в твердой обложке на листах формата 110´80 мм
|
| Лицевая сторона
|
| (наименование предприятия, организации)
|
| Удостоверение N о проверке знаний правил безопасной эксплуатации оборудования 1-я страница |
| Выдано |
| (фамилия, имя, отчество) должность* |
|
|
|
|
|
|
|
|
| место работы |
| в том, что им (ею) сдан экзамен на знание (указать Правила): |
|
|
|
|
|
|
|
|
|
|
|
|
| Основание: Протокол N от " " " г. |
| Действительно по " " " г. |
| Председатель комиссии |
| (Подпись) |
| Члены комиссии: |
| (подписи) |
| 2-3 (всего 2 страницы) |
| Сведения о повторных экзаменах |
| Должность |
| Место работы |
| Сдан экзамен на знание: (указать Правила) |
|
|
|
|
|
|
| Основание: Протокол N от " " " г. |
| Действителен по " " " г. |
| Председатель комиссии |
| (Подпись) |
| Члены комиссии: |
| (подпись) |
| Место печати |
| Сведения о повторных экзаменах |
| Должность |
| Место работы |
| Сдан экзамен на знание: (указать Правила) |
|
|
|
|
|
|
| Основание: Протокол N от " " " г. |
| Действителен по " " " г. |
|
|
| Место печати |
|
|
| Сведения о повторных экзаменах |
| Должность |
| Место работы |
| Сдан экзамен на знание: (указать Правила) |
|
|
|
|
|
|
| Председатель комиссии |
| (Подпись) |
| Члены комиссии: |
|
|
| Основание: Протокол N от " " " г. |
| Действителен по " " " г. |
| Место печати |
_____________________________
* Для инженерно-технических работников по надзору иответственных за содержание подъемно-транспортного оборудования в исправномсостоянии и для лиц, ответственных за безопасное производство работ, кромедолжности, указываются соответствующие функции ответственности.
11-16 страницы
| Дата | Специальность | Оценка | Подпись председателя комиссии и печать |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Без отметок о результатах очереднойпроверки удостоверение недействительно.
17 страница
_________________________________________________________________________
(фамилия, имя, отчество)
допущен к работе наэлектрических установках с напряжением до 1000 В.
Результаты проверки знанийПравил эксплуатации электроустановок потребителей, изд. 5 и Межотраслевыхправил по охране труда (правила безопасности) при эксплуатацииэлектроустановок, ПОТРМ-016-2001, РД 153-34.0-03.150-00 и настоящих ПТЭ.
| Дата | Причина проверки | Запись в журнале | Оценка | Квалификационная группа | Подпись председателя комиссии |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18-20 страницы
Нарушение правил безопасности иинструкций
| Талон N 1 | Талон N 2 | Талон N 3 |
| При выявлении нарушений делается отметка | При выявлении нарушений делается отметка | При выявлении нарушений делается отметка |
|
|
|
|
|
|
|
|
|
|
|
|
Лицо, сделавшее отметку илиизъявшее талон, должно сообщить об этом в суточный срок работнику побезопасности труда или лицу, выполняющему его функции, и сменному (групповому)механику.
21-22 страницы
1. К управлению перегрузочными машинамидопускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование,обученные по программам, соответствующим действующим квалификационнымхарактеристикам профессий портовых рабочих.
2. Последующие проверки знаний рабочих,имеющих настоящее удостоверение, должны производиться квалификационнойкомиссией не реже одного раза в год.
3. При нарушении рабочим правил иинструкций делается отметка в талоне путем записи существа нарушения с подписьюпроверяющего лица и датой.
4. Для лиц, управляющих перегрузочнымимашинами, удостоверение без вкладыша считается недействительным.
5. Записать замечание в талон или изъятьего имеют право инспектора органов надзора, государственный инспектор труда,инженерно-технические работники служб механизации, эксплуатации и охраны труда.
6. При наличии трех замечаний в течениешести месяцев рабочий теряет право на управление перегрузочными машинами илистроповку грузов.
За грубое нарушение правил безопаснойэксплуатации, которое может повлечь за собой аварию или несчастный случай,рабочие могут быть отстранены от работы и при отсутствии записи о нарушениях.
Право на управлениеперегрузочными машинами может быть восстановлено квалификационной комиссией.
| Форма вкладыша к удостоверению Размер вкладыша 70´100 мм Печатать на картоне (прессшпане) Лицевая сторона __________________________________________ (наименование порта) Вкладыш К удостоверению N __________ Ф.И.О. _________________________________________________________________ имеет право управлять: _________________________________________________________________________ _________________________________________________________________________ _________________________________________________________________________ _________________________________________________________________________ Председатель комиссии _______________________________________ Место ________" Печати (дата) Вкладыш действителен один год.
|
Пояснения по оформлению и выдаче удостоверениядокерам-механизаторам и рабочим по техническому обслуживанию и ремонту
1. Удостоверение должно быть изготовленов картонном переплете, в пластмассовой обложке, размером 105´75 мм, с вкладными листами.
2. Удостоверение выдает квалификационнаякомиссия лицам не моложе 18 лет, пригодным по состоянию здоровья, прошедшимкурс теоретического и практического обучения и успешно выдержавшим испытания всоответствии с требованиями действующих квалификационных характеристик, ПравилГосгортехнадзора, Правил охраны труда и настоящих ПТЭ.
3. Удостоверение выдается рабочимкомплексных бригад, рабочим по техническому обслуживанию и ремонту поспециальностям: стропальщика, машиниста крана (крановщики), лифтера, водителяпогрузчика, слесаря, электромонтера и др.
4. Удостоверение для лиц, имеющих правоуправления кранами и лифтами, подписывают председатель комиссии и инспекторГосгортехнадзора, а для остальных - председатель комиссии.
5. Вкладыш к удостоверению выдаетсялицам, имеющим право управлять кранами, лифтами, погрузчиками и другимиперегрузочными машинами.
6. На стр. 1-7 удостоверения после слов"присвоена квалификация" должно быть соответственно указано:
а) докер-механизатор с указанием класса,протокол N от " ",
б) электромонтер с указанием группы,протокол N от " ",
в) и другие.
Специальности (квалификации),поднадзорные Госгортехнадзору, указываются на стр. 2-3, а остальные - на стр.4-7. В случае, если рабочий не имеет специальности (квалификации), поднадзорнойГосгортехнадзору, основная специальность записывается на стр. 1.
7. На стр. 8-10 удостоверения должны бытьуказаны все типы перегрузочных машин, на которые портовый рабочий имеет правоуправления. На стр. 8-16 каждая подпись председателя заверяется печатью"Пред. ком." Величина печати определяется размерами строки дляподписи.
8. Удостоверение без отметок орезультатах ежегодных проверок знаний правил безопасности недействительно.Рабочие в этих случаях не должны допускаться к управлению и обслуживаниюперегрузочных машин.
1.1. Стальные канаты должны выбираться всоответствии с указаниями заводов-изготовителей грузоподъемных кранов на основеданных, приведенных в паспорте крана, с учетом требований ПравилГосгортехнадзора России по кранам, а также с учетом рекомендаций, приведенных внастоящем приложении.
1.2. В качестве грузовых и стреловыхканатов должны применяться стальные канаты с органическим сердечником,грузового назначения (обозначаются буквой Г), как правило, марки 1, и в особоответственных случаях - марки В, нераскручивающиеся, крестовой свивки, безпокрытия (из светлой проволоки), а также из оцинкованной проволоки, смаркировочными группами 1568-1794 МПа (160-180 кгс/мм2),соответствующей требованиям ГОСТа 3241-91 (ИСО 3108-74)"Канаты стальные. Технические условия".
1.3. Обязательным условием при установке стальногоканата является наличие сертификата завода-изготовителя об испытании каната всоответствии с ГОСТом 3241-91 (ИСО 3108-74)"Канаты стальные. Технические условия" и ГОСТом 18899-73"Канаты стальные. Канаты закрытые несущие. Технические условия". Приотсутствии сертификата завода-изготовителя канат должен быть испытан всоответствии с указанными ГОСТами.
2.1. На грузоподъемных кранах с одно- илидвухслойной навивкой каната на барабан следует применять канаты,соответствующие требованиям ГОСТа 2688-80"Канат двойной свивки типа ЛК-Р конструкции 6´19(1+6+6/6)+1 о.с. Сортамент" иГОСТа 7668-80"Канат двойной свивки типа ЛК-РО конструкции 6´36(1+7+7/7+14)+1 о.с. Сортамент", апри многослойной навивке (свыше двух слоев) - канаты, соответствующиетребованиям ГОСТа 7669-80"Канат двойной свивки типа ЛК-РО конструкции 6´36(1+7+7/7+14)+7´7(1+6). Сортамент".
2.2. Канат ЛК-Р 6´19+1 о.с. по ГОСТу 2688-80,имеющий повышенную жесткость из-за наличия проволок сравнительно большогодиаметра, рекомендуется применять, когда абразивное воздействие в процессеэксплуатации является главной причиной браковки каната. Если абразивный износне играет решающей роли, то для повышения гибкости каната рекомендуетсяприменение каната ЛК-РО 6´36+1о.с. по ГОСТу 7668-80,имеющего большое количество проволок малого диаметра.
Канат ЛК-РО 6´36+1 м.с. по ГОСТу 7669-80,применяющийся при многослойной навивке каната на барабан и имеющийметаллический сердечник, больше подвержен коррозии из-за ухудшения условийсмазки.
2.3. Для грузоподъемных кранов,работающих в районах с холодным климатом, с температурой окружающей среды до -50 °С, следует применять канаты из проволоки марки В, имеющей большуюпластичность по сравнению с проволокой марки 1.
2.4. Необходимое разрывное усилие канатав целом, принимаемое по данным сертификата, должно обеспечивать выполнение требованийГосгортехнадзора России по минимально допустимой величине коэффициента запасапрочности, методика расчета которого приведена в Правилах ГосгортехнадзораРоссии по кранам. При выборе каната следует учитывать, что маркировочная группапроволоки не должна превышать значения, указанного в пункте 1.2.
3.1. При подготовке к установке каната накран следует осуществлять перегрузку барабана (катушки) или бухты каната краномили погрузчиком с помощью "Г"-образного захвата или стержня (трубы),пропущенной сквозь барабан (бухту), с тем, чтобы не повредить канат. Нельзяперемещать бухту перекатыванием.
3.2. Основные требования по поставкеканата заводами-изготовителями регламентированы ГОСТ 3241-91 (ИСО 3108-74).
Не допускаются к применению канаты, приприемке которых обнаружено несоответствие параметров, указанных в сертификатеканата, и данных, приведенных на бирке, прикрепленной к барабану (бухте), атакже при отклонении диаметра от допустимого значения (допускается отклонение всторону увеличения, но не более чем на 7 %).
Не допускается установка каната приналичии дефектов, перечисленных в Правилах Госгортехнадзора России по кранам (обрывы,заломы и т.п.), при отсутствии слоя смазки и при обнаружении поверхностнойкоррозии.
Допускается использование каната безнаружного слоя смазки, если канат изготовлен из оцинкованной проволоки.
3.3. Хранение каната непосредственно на земле бездеревянных подкладок не допускается. Допускается хранение канатов (до 3месяцев) на открытом воздухе, но с обязательной защитой каната от влаги.Длительное хранение каната рекомендуется осуществлять в сухих проветриваемыхпомещениях с температурой воздуха не более 25 °С.
3.4. При длительном хранении канаты,независимо от условий хранения, следует не реже чем через 6 месяцев (ГОСТ 3241-91(ИСО 3108-74)) осматривать, а при необходимости смазывать антикоррозионнойсмазкой.
4.1. При размотке каната должныприменяться приемы и приспособления, не допускающие образования петель,заломов, загрязнения и других повреждений каната.
Для резки стальных канатов следуетприменять армированные абразивные круги, дисковые пилы трения, аппаратыгазорезки, гидравлические ножницы или специальные приспособления и станки.
Газорезка может применяться в техслучаях, когда концы каната не подлежат сращиванию или заливке в конуснойвтулке, например для установки с помощью клинового зажима.
4.2. Не допускается размотка каната слежащего на диске барабана или с лежащей бухты, а также путем сбрасываниявитков через диск барабана, стоящего на двух дисках.
4.3. Длина канатов при резке должнаопределяться по данным завода-изготовителя крана. Измерение длины следуетпроизводить рулеткой или использовать специальное приспособление савтоматическим счетным устройством.
4.4. Перед резкой каната любойконструкции его необходимо перевязать по обеим сторонам у мест резки проволокойдиаметром 1-2 мм или специальным бензельным канатом. Число перевязок, их длинаи расстояние между ними регламентированы в зависимости от диаметра каната и егоконструкции по ГОСТу 3241-91 (ИСО 3108-74).
4.5. Не допускается резать (рубить)канаты диаметром более 16 мм зубилом или другим аналогичным ударныминструментом.
5.1. Сертификат на вновь устанавливаемыйканат должен храниться в паспорте крана весь срок службы каната.
5.2. При выборе и установке канатаследует учитывать указания документации завода-изготовителя крана в частиразмещения каната различного направления свивки (правой или левой) на барабанахлебедки.
5.3. Канат следует навешивать на кранпротяжкой через блоки вручную или с помощью крановой лебедки методом замещениястарого каната новым. Если позволяют размеры желоба блока и защитных устройств,то старый канат сращивают с новым электросваркой или с помощью скоб. Для этойцели можно также использовать в качестве проводника трос небольшого диаметра.
5.4. Крепление каната на барабанелебедки, соединение кранового каната с канатами или элементами конструкциикрана и сменного грузозахватного органа или съемного грузозахватногоприспособления необходимо производить в соответствии с документациейзавода-изготовителя и с применением способов, разрешенных ПравиламиГосгортехнадзора России по кранам.
5.5. Во избежание обрыва петли на концеканата, закрепленной с помощью обжимной втулки, рекомендуется проводитьежемесячный визуальный контроль обжимной втулки на отсутствие трещин инадежность крепления каната.
5.6. При закреплении конца каната спомощью конусной втулки и клина:
а) не допускается:
- применение втулки на канате, диаметркоторого не соответствует паспортным данным втулки;
- изготовление и применение клина,отличающегося от конструкции клина, поставленного заводом-изготовителем крана;
- при замене изношенного каната наноситьудары по клину, деформирующие крепежные детали.
б) рекомендуется:
- замену деформированных втулок и клиньевпроизводить только деталями, изготовленными предприятиями, имеющими лицензиюГосгортехнадзора России на ремонт кранов;
- перед установкой втулки и клиньяочистить, а острые ребра и забоины удалить;
- производить тщательный осмотр месткрепления каната после каждой замены каната.
5.7. При креплении каната с помощьюзажимов их количество определяется при проектировании, но должно быть не менеетрех. Скобы (дужки) зажимов следует располагать на свободном конце каната.
5.8. Замена изношенного каната новымдолжна производиться под руководством инженерно-технического работника,ответственного за содержание крана в исправном состоянии.
6.1. Для повышения надежности идолговечности канатов следует:
- не допускать резких пусков и остановокмеханизма подъема;
- следить за тем, чтобы канат плотно иправильно укладывался в канавки барабана;
- не допускать работу каната наповрежденных поверхностях блоков, барабанов и при неисправных канатоукладчиках;
- следить за тем, чтобы не возникалосоприкосновение (трение) каната с элементами металлоконструкции.
6.2. При обнаружении признаков разрушенияканата из-за заводского дефекта (расслоение прядей, местное уменьшениедиаметра) канат следует немедленно снять с крана.
6.3. Во избежание повреждения канатавследствие схода с блоков и барабана необходимо следить за состоянием защитныхустройств на блоках и канатоукладчика.
6.4. Направляющие и концевые блоки, накоторых наблюдается налипание смазки, рекомендуется очищать от загустевшейсмазки вручную или предусмотреть для этой цели стационарно установленныеприспособления.
6.5. С целью увеличения срока службыгрузовых канатов рекомендуется 1 раз в течение срока службы перепасовать канат,поменяв местами концевые крепления и соответственно места интенсивного износаканата, как на барабане, так и на блоках.
6.6. На портальных кранах"Ганц" 5/6 т при установке канатов по ГОСТу 2688-80или ГОСТу 7668-80рекомендуется установка вертлюгов для исключения отрицательных явлений,снижающих долговечность каната в моменты нагружения и снятия нагрузки.Допускается эксплуатация указанных кранов без вертлюгов при использованиимногопрядных малораскручивающихся канатов конструкции типа"Суперфлекс".
7.1. Определяющим фактором в повышениидолговечности канатов является систематическое техническое обслуживание канатови канатно-блочной системы. Рекомендуются следующие состав и периодичностьтакого обслуживания:
- ежесменно: осмотр канатов, блоков, канатоукладчиков,ограждений блоков от спадания каната;
- через 2 недели: определение состоянияканата в соответствии с Правилами Госгортехнадзора России по кранам, проверкаработоспособности и целостности всех элементов канатно-блочной системы, включаяканатоукладчик и ограничитель слабины каната на барабане лебедки;
- раз в три-шесть месяцев, в зависимостиот режима работы, производить смазывание.
7.2. Смазывание каната следуетпроизводить после очистки каната от грязи, старой смазки и следов коррозии. Дляочистки каната без снятия его с крана применяются проволочные щетки, сжатыйвоздух, газолин; при очистке снятого с крана каната используется индустриальноеили веретенное масло с выдержкой в ванне с температурой до 100 °С. Недопускается применение для очистки каната керосина, а для очистки канатов изоцинкованной проволоки нельзя применять проволочные щетки и пескоструйныеустройства. После очистки следует протереть канат насухо обтирочным материалом.
7.3. В качестве смазочного материаларекомендуется смазка канатная "Торсиол-55" с температурным диапазономприменения от –50 °С до +50 °С, в качестве заменителей которой применяютсясмазка канатная "Торсиол-35" и смазка канатная "39У" стемпературным диапазоном от –35 °С до +50 °С.
Канаты, поступающие с завода-изготовителяс защитной консервационной смазкой, перед установкой на кран должны быть отэтой смазки очищены и смазаны указанным выше смазочным материалом.
Ориентировочный расход смазочныхматериалов для смазывания каната определяется по выражению: масса в килограммахсмазочного материала для смазывания 100 погонных метров каната равна диаметруканата в миллиметрах, поделенному на три. Так, например, для смазывания 100погонных метров каната диаметром 24 мм требуется 8 кг смазочного материала.
7.4. В карте смазки, которая должна бытьразработана в порту для каждого крана, необходимо указать периодичностьсмазывания всех канатов, применяемые смазочные материалы, используемыеприспособления и требования охраны труда.
7.5. Браковка каната производится в соответствиис указаниями Правил Госгортехнадзора России по кранам.
8.1. Работы, связанные с размоткой,разрубкой, навеской, очисткой и смазыванием каната, рекомендуется производитьпо технологической карте, которая должна быть разработана в порту с учетомместных условий и требований охраны труда.
8.2. Смазка канатов вручную должнапроизводиться только при неподвижном канате. Во избежание травмирования рукрабочего концами оборванных проволок наносить смазку непосредственно руками запрещается.
8.3. Резку (рубку) канатов следуетпроизводить в защитных очках.
8.4 Во избежание ожогов, а такжевыгорания органического сердечника после резки газовым резаком концы канатаследует залить водой.
8.5. При проверке технического состоянияканата запрещается:
- ощупывание каната;
- протягивание движущегося каната черезветошь или рукавицу;
- при откусывании концов оборванныхпроволок работать без защитных очков;
- производить проверку каната безрукавиц.
1. Работы, выполняемые после остановкисобственной энергетической установки или отсоединения питающего кабеля машиныот внешнего источника питания (крановой колонки и т.п.):
- регулирование давления щеток скользящихтокосъемников генератора энергетической установки, кабельного барабана ицентрального кольцевого токоприемника с заменой изношенных и дефектных частей,чисткой и смазкой;
- чистка и проверка креплений иэлектрических соединений, муфты питающего кабеля, кабельного барабана,соединительных ящиков и коробок, общего рубильника (переключателя),центрального токосъемника, осветительной, сигнальной и блокировочной арматуры иаппаратуры, расположенных на ходовой части машины (например, на портале,полупортале), общего разъединителя, главного автомата;
- замена плавких предохранителей(вставок) в ящике с общим рубильником (переключателем) и в распределительныхустройствах, перегоревших ламп, дефектных арматуры и аппаратуры, расположенныхна ходовой части машины;
- чистка от пыли и грязи внутреннихповерхностей электрических шкафов и ящиков, расположенных на ходовой частимашины.
2. Работы, выполняемые со снятиемнапряжения с участков или присоединений, на которых производится работа:
- чистка и проверка креплений иэлектрических соединений электродвигателей, генераторов, преобразовательных ивыпрямительных установок, клеммных сборок шкафов и панелей,контакторно-релейной аппаратуры, командоаппаратов, устройств автоматизации,пускорегулирующих резисторов, статических конденсаторов, осветительной,сигнальной и блокировочной арматуры и аппаратуры, расположенных на верхнемстроении машины (например, на поворотной части портальных кранов);
- регулирование давления щетокэлектродвигателей и генераторов с заменой изношенных и дефектных частей, счисткой и смазкой;
- регулирование параметровконтакторно-релейной, защитной, блокировочной аппаратуры и командоаппаратов сзаменой дефектных и изношенных деталей, с чисткой и смазкой;
- замена плавких предохранителей(вставок), перегоревших ламп, элементов пускорегулирующих и других резисторовдефектных контакторов, реле, командоаппаратов, устройств защиты, блокировки исигнализации;
- обновление и восстановление маркировки;
- техническое обслуживание механическойчасти, уборка машины.
3. Работы без снятия напряжения, выполняемые вдалиот токоведущих частей, находящихся под напряжением:
- проверка в действииконтакторно-релейной аппаратуры, дифференциального устройства автоматизацииуправления грейферной лебедкой, контроллеров, командоаппаратов, конечныхвыключателей, аппаратов и приборов защиты, блокировок и сигнализации, проверканагрева корпусов электродвигателей, вибрации и шума электроприводов.
Отклонение питающего напряжения на вводемашины от допустимых пределов резко сокращает срок эксплуатацииэлектродвигателей, контакторно-релейной аппаратуры, электромагнитов и т.п.вследствие тепловой перегрузки их обмоток. При таком отклонении следуетпрекратить работу машины и принять соответствующие меры
Поиск неисправностей в электрическихцепях и электрооборудовании включает следующие операции:
визуальный контроль, при котором отказпроверяемого элемента обнаруживается по внешним признакам (механическиеповреждения, плохие контактные соединения, почернения, следы нагара). Приосмотре под напряжением обращают внимание на искрение, дым, перегрев,повышенный шум;
проверку электрических цепей (соединений)с помощью омметра или пробника для выявления обрывов, коротких замыканий,ошибочных подключений;
измерение тока, напряжения, омическогосопротивления, временных выдержек, сопротивления изоляции и т.д.
| Признак неисправности | Причина неисправности | Способ обнаружения и устранения |
| Электродвигатели и генераторы постоянного тока | ||
| 1. Искрение щеток. Коллектор и щетки сильно нагреваются | Неправильное положение щеток | Проверить и отрегулировать щетки |
| Щетки сильно прижаты | Ослабить натяжение щеток | |
| Несоответствие марок или размеров щеток | Заменить щетки новыми, соответствующими марке или размерам | |
| Сдвиг щеток с нейтрали | Проверить положение траверсы и установить по заводской метке | |
| 2. Генератор плохо возбуждается. Двигатель плохо разворачивается или работает с пониженной частотой вращения | Соседние пластины коллектора замкнуты через заусенцы, оставшиеся после обточки | Осторожно удалить заусенцы, отшлифовать коллектор, при необходимости опилить |
| Обмотка якоря местами сильно нагревается | Межвитковые соединения или короткое замыкание якорных катушек | Заменить якорные катушки |
| 3. Почернение коллекторных пластин. После каждой чистки или обточки чернеют одни и те же пластины | Плохой контакт в якоре, большей частью в соединении между обмоткой или коллектором (в петушках) вследствие плохой пайки | Проверить пайку всех соединений, неисправные перепаять |
| 4. Почернение определенных пластин и коллектора. Изоляция между пластинами сильно выгорела | Обрыв в катушке якоря, находящейся между почерневшими пластинами. | При обрыве в обмотке заменить катушку |
| Обрыв в соединениях между коллектором и обмоткой | При обрыве в соединениях проверить и перепаять | |
| 5. Почернение каждой второй или третьей пластины коллектора | Изоляция выступает между пластинами коллектора | Продорожить коллектор |
| 6. Круговое легкое искрение | Загрязнение коллектора | Протереть коллектор и отшлифовать |
| Щетки несоответствующей марки | Мягкие щетки заменить более твердыми | |
| 7. Равномерный сильный перегрев всей машины | Машина перегружена | Устранить перегрузку |
| Фактическая продолжительность включения превышает номинальную | Соблюдать номинальный режим | |
| 8. Перегрев обмотки возбуждения, некоторые катушки сильно нагреваются. Искрение щеток | Межвитковое соединение или короткое замыкание в полюсных катушках | Неисправные катушки заменить или отремонтировать |
| 9. Генератор не возбуждается или дает пониженное напряжение | Короткое замыкание между пластинами или петушками коллектора | Неисправные петушки заменить, соединившиеся разогнуть |
| Обрыв или плохой контакт в обмотке якоря | Проверить пайку соединений, неисправные перепаять | |
| 10. Генератор при холостом ходе дает номинальное напряжение; при перегрузке напряжение падает | Пониженная частота вращения первичного двигателя | Устранить причины понижения частоты вращения двигателя |
| Генератор перегружен | Уменьшить нагрузку | |
| Щетки сдвинуты с нейтрали | Установить траверсу в нейтральное положение по заводской метке | |
| 11. Генератор дает повышенное напряжение при холостом ходе и при нагрузке | Частота вращения первичного двигателя выше номинальной | Установить номинальную частоту вращения двигателя |
| Сопротивление цепи возбуждения уменьшилось | Проверить сопротивление и восстановить номинальное значение | |
| 12 Двигатель не разворачивается при включенном пусковом реостате - отсутствует ток в якоре | Перегорели предохранители, сработала защита |
|
| Обрыв в пусковом реостате или во внешних проводах цепи якоря | Заменить плавкие вставки (предохранители) | |
| Устранить обрыв | ||
| 13. При включенном пусковом реостате двигатель под нагрузкой не разворачивается, а без нагрузки, развернутый от руки, - развивает большую частоту вращения | Обрыв в обмотке якоря | Заменить неисправную катушку |
| Обрыв или плохой контакт в цепи возбуждения | Устранить повреждение | |
| Межвитковое соединение или короткое замыкание в шунтовых катушках | Неисправную катушку заменить | |
| Неправильное чередование полюсов | Проверить полярность главных и дополнительных полюсов | |
| 14. При включении двигатель не разворачивается или работает с пониженной частотой вращения. Щетки сильно искрят | Обрыв или плохой контакт в обмотке якоря | Проверить соединения, неисправные - перепаять |
| Межвитковое соединение, короткое замыкание или заземление якоря | Поврежденные катушки заменить | |
| 15. При номинальном напряжении двигатель развивает завышенную частоту вращения по сравнению с номинальной | Сдвиг щеток с нейтрали в направлении, противоположном вращению двигателя | Поставить щетки на нейтраль |
| Сопротивление шунта велико | Снизить сопротивление шунта | |
| Межвитковое соединение или короткое замыкание в шунтовых катушках | Неисправные катушки заменить | |
| 16. При номинальном напряжении двигатель развивает заниженную частоту вращения по сравнению с номинальной | Сдвиг щеток с нейтрали в направлении вращения двигателя | Щетки поставить на нейтраль |
| Электродвигатели переменного тока | ||
| 17. После включения двигатель не разворачивается | Обрыв в питающей сети | Устранить обрыв |
| Обрыв фазы статора | Проверить; устранить обрыв | |
| Обрыв цепи ротора | Устранить обрыв | |
|
| Сработала максимальная защита, перегорели плавкие предохранители в цепи управления | Проверить положение контактов максимальных реле, заменить плавкие вставки |
| 18. Двигатель без нагрузки работает с разомкнутой цепью ротора, под нагрузкой медленно разворачивается | Короткое замыкание между лобовыми соединениями ротора | Осмотреть хомутики лобовых соединений и устранить замыкание |
| 19. Пусковой и максимальный моменты недостаточны | Межвитковое замыкание в статоре | Отремонтировать обмотку статора |
| Перегрузка | Устранить перегрузку | |
| 20. Местный нагрев обмотки статора | Замыкание на корпус в двух местах обмотки одной из фаз | Устранить замыкание |
| Обрыв цепи одной из фаз | Устранить обрыв | |
| Перегрузка двигателя | Снизить нагрузку до номинальной | |
| 21. Повышенный нагрев ротора. Ток пульсирует. Двигатель под нагрузкой не развивает номинальную частоту вращения | Плохой контакт в пайках лобовых частей обмотки и в нулевой точке, или в соединениях параллельных групп обмотки | Проверить и перепаять соединения |
| Плохой контакт в соединениях обмотки с контактными кольцами | Проверить и перепаять соединения | |
| Плохой контакт в щелочном механизме | Отрегулировать нажатие щеток | |
| Плохой контакт в роторной цепи | Проверить соединительные провода, контакторы в роторной цепи и пускорегулирующие резисторы, устранить дефекты | |
| Перегрузка двигателя | Снизить нагрузку до номинальной | |
| 22. Искрение щеток | Перегрузка двигателя | Снизить нагрузку до номинальной |
| Щетки зажаты в обойме | Припилить щетки | |
| Перекос щеток | Устранить перекос | |
| Плохая притирка щеток | Притереть щетки | |
| Загрязнены кольца и щетки | Очистить от грязи кольца и протереть их бензином, зачистить щетки | |
|
| Биение колец, поверхности колец имеют борозды, плохая шлифовка щеток | Обточить и отшлифовать кольца, отшлифовать щетки |
|
| Недостаточное нажатие щеток | Отрегулировать нажатие щеток |
|
| Марка щеток выбрана неверно | Заменить щетки |
| 23. Пониженное сопротивление изоляции | Загрязнение или отсыревание обмоток | Очистить, продуть и просушить обмотки |
| 24. Повышенный нагрев подшипников | Неправильная центровка двигателя с механизмом | Проверить и устранить несоосность |
| Смазка устарела или загрязнена; смазки много или мало | Проверить и при необходимости заменить смазку | |
| Повреждение подшипников | Заменить подшипники | |
| 25. Вибрация двигателя | Изношены подшипники | Заменить подшипники |
| Неуравновешенность, биение или деформация ротора, смещение бандажей вследствие их ослабления | Выверить и обточить ротор, наложить новые бандажи | |
| 26. Ненормальный шум в двигателе | Слабая запрессовка стали статора или ротора | Перепрессовать сталь |
| Износ подшипников | Заменить подшипники | |
| Разбухание пазовых клиньев | Зачистить разбухшие клинья | |
| 27. Перекрытие контактных колец дугой | Загрязнены контактные кольца и щеточный механизм | Очистить от грязи, пыли и смазки |
| 28. Обгорание контактных колец | Марка щеток выбрана неверно | Заменить щетки |
| Слабое нажатие щеток | Отрегулировать нажатие | |
| Щетки неправильно распределены по поверхности | Установить щетки равномерно | |
| 29. Быстрый износ щеток | Марка щеток выбрана неверно | Заменить щетки |
| Поверхности колец плохо отшлифованы | Отшлифовать кольца и щетки | |
| 30. Крошатся кромки щеток у трущейся поверхности | Вибрация щеток, большой зазор между щеткой и щеткодержателем | Устранить вибрацию, поджать обойму щеткодержателя |
| Нажатие щеток более или менее номинального | Отрегулировать нажатие | |
|
| Расстояние между краем обоймы и поверхностью колец более 4 мм | Отрегулировать зазор до 2-4 мм |
| Тормозные электромагниты | ||
| 31. Повышенный нагрев | Электромагнит перегружен по тяговому усилию | Отрегулировать тяговое усилие |
| Имеется зазор между неподвижной и подвижной частями магнитопровода | Устранить зазор | |
| Заедание в шарнирах рычажной системы | Устранить заедание | |
| 32. Повышенное гудение | Перегорела катушка | Заменить катушку |
| Перегружен электромагнит | Отрегулировать тяговое усилие | |
| Загрязнены рабочие поверхности магнитопровода | Удалить грязь и ржавчину, покрыть поверхность тонким слоем машинного масла | |
| Перекос магнитной системы, заедание якоря | Устранить перекос и заедание | |
| 33. Тормоз не размыкается; электромагнит не преодолевает усилие пружины или массы груза | Оборваны подводящие провода | Устранить обрыв |
| Сгорела катушка | Заменить катушку | |
| Большой ход якоря вследствие износа обкладок | Установить нормальный ход якоря | |
| Электромагнит перегружен по тяговому усилию | Отрегулировать тяговое усилие | |
| Заедание в шарнирах рычажной системы | Устранить заедание | |
| Электрогидравлические толкатели | ||
| 34. Тормоз не размыкается | Оборваны подводящие провода | Устранить обрыв |
| Большое натяжение пружин | Отрегулировать нажатие пружин | |
| Заедание поршня или штока | Устранить заедание | |
| Заедание в шарнирах рычажной системы | Устранить заедание | |
| 35. Электродвигатель греется | Неисправность толкателя или его двигателя | Устранить неисправность |
| Контроллеры | ||
| 36. Подгорание сегментов и пальцев | Слабый контакт между пальцами и сегментом | Отрегулировать нажатие пальцев |
| Несоответствие контроллера нагрузке и режиму работы | Заменить контроллер | |
| 37. При включении контроллера происходят вспышки и сгорание плавких вставок или срабатывает защита | Короткое замыкание в цепях контроллера | Очистить контроллер, устранить замыкание |
| 38. При включении контроллера не срабатывают реле и контакторы схемы управления | Нет контакта между пальцем и сегментом | Восстановить контакт |
| Обрыв в цепях контроллера | Восстановить нарушенную цепь | |
| Контакторы, главный автомат | ||
| 39. При подаче напряжения на катушку контактор (главный автомат) не включается | Обрыв в катушке контактора (главного автомата) или в проводке | Устранить обрыв или заменить катушку |
| Механическое заедание подвижной системы | Устранить заедание | |
| Контакт задевает за стенку дугогасящей камеры | Отрегулировать взаимное расположение камеры и контакта | |
| Велико нажатие отключающей пружины | Отрегулировать нажатие пружины | |
| Блок-контакт разрегулирован | Отрегулировать блок-контакт | |
| Вал заедает в подшипниках | Промыть бензином цапфу вала и подшипника и отрегулировать положение подшипников | |
| 40. При включении контактор самопроизвольно выключается | Нет надежного контакта в цепи катушки | Проверить надежность контакта, устранить дефект |
| 41. Контактор включается не полностью | Велико нажатие контактов | Заменить пружины контактов |
| 42. Повышенный нагрев контактов (выше 110 °С для медных и 120 °С для серебряных). Контакты свариваются | Через контакты проходит ток выше допустимого | Заменить контакты |
| Чрезмерный износ контактов |
| |
| Слабое или большое нажатие пружин | Отрегулировать нажатие пружин | |
| Перекос подвижного контакта | Устранить перекос так, чтобы получить линейное касание контактов | |
| Наплывы и нагар на контактах | Зачистить контакты | |
| Слабый контакт в соединениях подвижного контакта с гибким подводом или неподвижного со стойкой | Затянуть крепящие болты | |
| 43. Чрезмерный износ контактов | Неправильная форма поверхности контактов вследствие износа | Заменить контакты или придать им соответствующую форму |
| Неисправность дугогасящей катушки | Отремонтировать или заменить катушку | |
| Дугогасящая камера поднята или неисправна | Опустить камеру или устранить повреждение | |
| Через контакты проходит ток выше допустимого | Снизить величину тока и при необходимости заменить контакты | |
| Слабое притяжение сердечника к якорю | Проверить притяжение якоря по конечному нажатию контактной пружины. Обнаруженные дефекты устранить | |
| 44. Повышенный нагрев катушки | Витковое замыкание в катушке | Заменить катушку |
| Подвижная часть магнитопровода не доходит до неподвижной | Устранить перекос, заедание; прочистить поверхности соприкосновения | |
| Напряжение катушки не соответствует напряжению сети | Заменить катушку | |
| 45. Повышенное гудение контактора | Якорь неплотно прилегает к сердечнику | Очистить поверхности соприкосновения от грязи и ржавчины |
| Перекос магнитной системы | Отрегулировать или заменить перекосившиеся детали | |
| Поврежден короткозамкнутый виток | Заменить короткозамкнутый виток | |
| Велико нажатие контактов | Заменить пружину контактов | |
| Плохо затянуты винты, крепящие якорь и сердечник | Подтянуть винты | |
| 46. Замедленное срабатывание контактора | Чрезмерное удаление подвижной части от неподвижной | Сблизить обе части магнитопровода |
| Верхняя часть плиты (основания) выступает по отношению к нижней | Установить контактор строго по вертикали | |
| 47. При выключении напряжения не отпадает магнитная система | Нижняя часть плиты (основания) выступает по отношению к верхней | Установить контактор строго по вертикали |
| Слабое нажатие на контакты | Увеличить и отрегулировать нажатие | |
| 48. Затяжное горение дуги | Внутренняя поверхность камеры сильно загрязнена | Удалить грязь и копоть |
| Реле | ||
| 49. При подаче напряжения на катушку реле не срабатывает | Механическое заедание якоря или плунжера | Устранить заедание |
| Обрыв в катушке реле или внешних ее цепях | Устранить обрыв или заменить катушку | |
| 50. Повышенный нагрев и искрение контактов | Слабое нажатие контактов | Отрегулировать нажатие |
| Износ контактов | Отрегулировать нажатие | |
| Слабое притяжение якоря | Проверить притяжение якоря по конечному нажатию контактной пружины; устранить обнаруженные дефекты | |
| 51. Плохое соприкасание контактов | Грязь, копоть на контактах | Зачистить контакты |
| Ослабла пружина | Отрегулировать нажатие или заменить пружину | |
| 52. Повышенный нагрев катушки | Витковое замыкание в катушке | Заменить катушку |
| Пускорегулирующие резисторы | ||
| 53. Обрыв во внутренней цепи резистора | Сгорание элемента резистора или соединительного провода | Заменить элемент или соединительный провод |
| 54. Замыкание проводников в элементах | Касание проводников между собой или соседних элементов | Устранить касание проводников или элементов |
| 55. Плохой контакт во внутренней цепи резистора | Ослабление контактов | Подтянуть контакты |
| Загрязнение контактной поверхности | Зачистить контактную поверхность | |
| Аккумуляторы кислотные | ||
| 56. Повышенное напряжение батареи в начале заряда, преждевременное обильное газовыделение, незначительное увеличение плотности электролита, повышенная температура и пониженное напряжение в конце заряда, пониженная емкость и низкое напряжение при разряде; сульфатация пластин | Длительное (более 24 ч) нахождение батареи в разряженном или полуразряженном состоянии, недозаряд, разряд аккумуляторов ниже допустимого предела, уровень электролита ниже допустимого предела | Разрядить батарею током 10-часового разряда, после чего вылить электролит и налить дистиллированную воду, поставить батарею на заряд током второй ступени в течение 5-6 ч до получения постоянства плотности электролита и напряжения на элементах. В конце заряда плотность электролита должна быть доведена до нормы доливкой электролита с плотностью 1,4; затем следует выполнить контрольный разряд током 10-часового режима. Если отданная при этом емкость батареи окажется ниже 80 % номинальной, то описанную выше операцию повторить. При заряде батареи следует каждый час замерять температуру, плотность электролита и напряжение элементов. Уровень электролита необходимо восстановить, доливая в элементы дистиллированную воду |
| 57. Незначительное повышение плотности электролита в процессе заряда, полное отсутствие или слабое газовыделение при низком напряжении и низкой плотности электролита, быстрое повышение температуры. При кратковременном разряде отмечается сильное снижение напряжения; при разомкнутой цепи низкое напряжение у отдельных элементов | Короткое замыкание вследствие разрушения сепараторов, коробление или сдвиг пластин относительно друг друга, образование наростов свинца на пластинах | Отремонтировать батарею или отдельные элементы |
| Аккумуляторы щелочные | ||
| 58. Емкость пониженная | Электролит работает слишком долго | Заменить электролит |
| Систематические недозаряды | Произвести длительный перезаряд | |
| Примеси в электролите | Заменить электролит | |
| Применение электролита без моногидрата лития | Заменить электролит | |
|
| Утечка тока | Повысить сопротивление изоляции |
| Систематические глубокие разряды | Произвести длительный перезаряд | |
| Короткое замыкание | Устранить замыкание | |
| Утечка тока | Повысить сопротивление изоляции | |
| 59. Напряжение ниже допустимого в разомкнутой цепи и выше допустимого при заряде | Плохие контакты, плохо затянуты гайки или нечистые поверхности контактов | Привести в порядок контакты, подтянуть гайки |
| 60. Напряжение слишком низкое при заряде и разряде | Внешнее или внутреннее короткое замыкание | Устранить короткое замыкание; при внутреннем коротком замыкании требуется замена элемента |
| 61. Выделение газов ненормальное: выделение при разряде, отсутствие газообразования при заряде в одном или нескольких элементах | Примеси в электролите | Заменить элемент |
| Короткое замыкание в элементе или элементах | Проверить элемент; если напряжение при разряде и заряде мало, заменить элемент | |
| 62. Плотность электролита ниже допустимой | Электролит слишком долго работает | Частично или полностью заменить электролит |
| 63. Сильный нагрев элементов и зажимов | Чрезмерный ток заряда или разряда | Уменьшить ток |
| Ослабление контактов | Подтянуть гайки | |
| Электролит не покрывает пластины | Долить электролит | |
| Трансформаторы | ||
| 64. Перегрев обмотки. Трансформатор потребляет большой ток даже при выключенной нагрузке | Замыкание витков обмотки из-за повреждения изоляции | Определить место и устранить замыкание |
| 65. Перегрев контактных соединений | Ослабление контактов | Очистить контакты и поджать их |
| 66. Сильное гудение трансформатора | Ослабление креплений болтовых соединений сердечника и кожуха | Подтянуть крепление |
| Загрязнение поверхностей магнитопровода | Протереть поверхности | |
| 67. Отсутствие напряжения на вторичной обмотке | Не подведено питание к трансформатору | Проверить цепь до трансформатора и восстановить ее |
| Обрыв в проводах внешних соединений вторичной обмотки | Определить место обрыва и устранить его | |
| Обрыв в первичной или вторичной обмотке | Найти обрыв и отремонтировать обмотку | |
1.1. В настоящем приложении изложенрекомендуемый порядок диагностирования гидравлических систем перегрузочныхмашин морских портов.
1.2. Диагностирование должнопроизводиться при техническом обслуживании (ТО-2) и ремонте перегрузочных машини обеспечивать их проведение по фактическому состоянию объектов гидросистемы(ОГ). Диагностирование может производиться в период эксплуатации перегрузочныхмашин при возникновении отказа ОГ.
1.3. Устанавливаются 2 видадиагностирования по объему выполненных работ - общее и локальное, причемпоследнее может быть частичным или полным.
1.4. Общее диагностирование должнопроизводиться перед каждым очередным ТО-2 по параметрам работы (см. подраздел2.3) отдельных гидроприводов.
1.5. Частичное локальное диагностированиедолжно производиться после общего диагностирования в случае выявленияотклонений в работе гидропривода, а полное локальное диагностирование - приремонте. При локальном диагностировании осуществляют проверку с выявлениемместа неисправности на уровне ОГ без его разборки и снятия.
1.6. При диагностировании рекомендуетсяиспользовать средства измерений согласно таблице 1 или аналогичные им поназначению (гидротестер или манометр, счетчик жидкости, дроссель и динамометр)в зависимости от параметров (давление, расход и сила) гидросистем конкретныхтипов и моделей перегрузочных машин.
Все средства измерений, включаявстроенные в агрегаты и механизмы машин, должны пройти государственныеиспытания или метрологическую аттестацию и иметь действующие свидетельства(клейма) о проверке.
1.7. По результатам локальногодиагностирования должно составляться заключение о необходимости ремонта тогоили иного ОГ, а также замены рабочей жидкости гидросистемы с соответствующейзаписью в документе, указанном в разделе5.
Таблица1. Характеристика средств измерений
| Условное обозначение согласно ГОСТу, ОСТу или ТУ | Пределы измерений |
| Термометр, ГОСТ 28498-90 | от 0 до +100 °С |
| Линейка измерительная | от 0 до 500 мм |
| Секундомер | от 0 до 60 с |
| Манометр образцовый | от 0 до 2,5 МПа |
| Манометр, ГОСТ 2405-88 | от 0 до 25 МПа |
| Вакуумметр, ГОСТ 2405-88 | от 0 до 0,1 МПа |
| Счетчик жидкости, ГОСТ 28066-89 | от 0,11 до 1,2 л/с |
| Счетчик жидкости, ГОСТ 28066-89 | от 0,5 до 5,5 л/с |
| Гидротестер | от 0,5 до 5,0 л/с |
| Дроссель | от 0 до 30 МПа |
| Дроссель-расходомер | от 0 до 1,5 л/с |
| Прибор КИ-562 ГОСНИИТИ для испытания форсунок | от 0 до 40 МПа |
| Прибор НИИАТ К-402 для проверки рулевого управления | от 0 до 12 кгс |
| Динамометр, ГОСТ 13837-79 | от 0 до 10 кгс |
| Прибор ПКС-7 для проверки усилия сжатия захвата | от 0 до 10000 кгс |
Примечание.
1.Все используемые для диагностирования средства измерений должны быть выпущены вобращение в соответствии с ГОСТом ПР50.2.009-94, а также иметь действующие отметки о поверке по ГОСТу ПР50.2.002-94.
2.Наличие гидротестера исключает необходимость в счетчиках жидкости, дросселях иманометрах, приведенных в таблице.
3.Прибор НИИАТ и динамометр взаимозаменяемы.
2.1. Перед выполнением операций подиагностированию необходимо прежде всего убедиться в исправности других систем(механических, электрических и пневматических), с которыми связан гидропривод.
2.2. Температура рабочей жидкости переддиагностированием должна быть в пределах 40-50 °С для объемной передачи и 80-90°С для гидродинамической передачи (трансмиссии с гидротрансформатором).
На трубопроводах и в местах ихподсоединений не должно быть утечек. Уровень рабочей жидкости должен соответствоватьконтрольной отметке.
2.3. При общем диагностированиигидросистем производят проверку действия и параметров работы исполнительныхмеханизмов, оснащенных гидроприводами. Примерный перечень проверяемыхпараметров указан в таблице 2.
Таблица 2. Примерный перечень проверяемых параметровработы исполнительных механизмов
| Проверяемый параметр работы | |||
| Тип перегрузочной машины | Наименование | Допустимое значение в % от номинального | Условие проверки |
| Погрузчик, тягач, контейнерный перегружатель, козловой кран | Скорость подъема номинального груза, не менее | 80 | Частота вращения двигателя, (об/мин.), согласно требованиям заводской и фирменной документации |
| Скорость опускания каретки (седла) с грузом, не более | 120 | То же | |
| То же без груза, не менее | 80 | -"- | |
| Скорость втягивания штока цилиндра наклона, не менее | 80 |
| |
| Уменьшение усилия сжатия груза на захвате за 10 мин. выдержки, не более | 10 | Прибор ПКС-7 устанавливается между щеками захвата | |
| Усилие поворота на ободе колеса на средних оборотах двигателя, не более | 110 | Динамометр или прибор НИИАТ К-402 закрепляется на ободе колеса | |
| Скорость передвижения погрузчика с гидротрансформатором, не менее | 80 | На горизонтальном участке дороги без груза | |
| Реклаймер углеперегрузочного комплекса | Снижение скорости вращения роторного колеса, не более | 15 | Без нагрузки |
| Снижение скорости поворота стрелы, не более | 15 | Без нагрузки | |
| Изменение давления по показаниям штатных манометров | 10 | С полной нагрузкой роторного колеса и стрелы | |
2.4. При обнаруженииотклонений проверяемых параметров от допустимых значений, а такженеисправностей, указанных в таблицах 3-7, производят локальное диагностированиев соответствии с требованиями раздела 3.
3.1. Проведение локальногодиагностирования должно включать:
определение перечня и осмотр ОГ, которыемогут быть неисправными;
установление последовательности проверкивыбранных ОГ в случае предположения неисправности двух и более агрегатов;
проверку выбранных ОГ.
3.2. Объекты гидросистемы, которые должны бытьосмотрены и проверены, выбирают в зависимости от проявления неисправности и всоответствии с принципиальной гидравлической схемой с учетом таблиц 3.1-3.5.
Осмотр выбранных для проверки ОГ проводят длявыявления возможных внешних утечек, трещин корпуса, повышенного шума, нагрева,ослабления креплений и вибрации при работе. ОГ с указанными неисправностямидолжны проверяться в первую очередь.
Таблица 3. Примерный переченьнеисправностей, их причин и объектов диагностирования гидроприводов причальныхи тыловых контейнерных перегружателей
| Внешнее проявление неисправности | Объект диагностирования | Вероятная причина неисправности объекта диагностирования |
| Гидроприводы спредера | ||
| 1. Отсутствие движения: |
|
|
| всех приводов | Рабочая жидкость | Загрязнение, понижение уровня или вязкости |
| Фильтры всасывающий и напорный | Засорение, заклинивание перепускного клапана | |
| Распределитель общего подключения | Не переключается в рабочее положение | |
| Клапан предохранительный | Негерметичность, давление срабатывания ниже установленного технической документацией | |
| Насос | Износ | |
| привода поворотных штыков | Клапан редукционный | Негерметичность, ослабла пружина клапана |
| Дроссель | Засорение проходного канала, нарушена регулировка | |
| Гидрозамок | Заклинивание поршня | |
| Гидродвигатель (цилиндр) | Износ, внутренние утечки | |
| Распределитель | Утечки в рабочем положении | |
| привода подъема угловых направляющих | Дроссель | Засорение проходного канала, нарушена регулировка |
| Клапан предохранительный | Негерметичность, давление срабатывания ниже установленного | |
| Гидрозамок | Заклинивание поршня | |
| Гидродвигатель (цилиндр) | Износ, внутренние утечки | |
| Распределитель | Утечки в рабочем положении, не переключается в рабочее положение | |
| привода выдвижения и фиксации консоли спредера | Гидромотор (цилиндр) | Износ и внутренние утечки |
| Распределитель | Утечки в рабочем положении | |
| Клапан редукционный | Негерметичность, ослабла пружина клапана | |
| Дроссель | Нарушена регулировка | |
| привода раздвижения спредера | Клапан редукционный | Ослабла пружина клапана |
| Дроссель | Засорение проходного канала | |
| Цилиндр | Износ, внутренние утечки | |
| Клапан предохранительный | Негерметичность, давление срабатывания ниже установленного | |
| Распределитель | Утечки в рабочем положении | |
| привода раздвижения блоков успокоения качения | Гидрозамок | Заклинивание поршня или клапана |
| Дроссель | Засорение проходного канала, нарушена регулировка | |
| Клапан предохранительный | Негерметичность, давление срабатывания ниже установленного | |
| Цилиндр | Износ, внутренние утечки | |
| Распределитель | Утечки в рабочем положении | |
| привода поворота спредера | Дроссель | Засорение проходного отверстия, нарушена регулировка |
| Клапан предохранительный | Негерметичность, давление срабатывания ниже установленного | |
|
| Гидромотор (цилиндр) | Износ, внутренние утечки Внутренние утечки в рабочем положении |
| Распределитель | Давление срабатывания ниже установленного | |
| привода фиксации поворота спредера | Цилиндр | Износ, внутренние утечки |
| Распределитель | Внутренние утечки в рабочем положении | |
| привода продольного наклона спредера | Фильтр напорный | Засорение |
| Дроссель | Засорение проходного канала, нарушена регулировка | |
| Клапан предохранительный | Давление срабатывания ниже установленного | |
| Гидрозамок | Заклинивание поршня | |
| Цилиндр | Износ, внутренние утечки | |
| Распределитель | Не переключается в рабочее положение | |
| привода наклона спредера (смещение центра тяжести) | Дроссель | Засорение проходного канала, нарушена регулировка |
| Цилиндр | Износ, внутренние утечки | |
| Гидрозамок | Заклинивание поршня | |
| привода поперечного наклона спредера | Дроссель | Нарушена регулировка |
| Гидрозамок | Негерметичность | |
| Цилиндр | Износ, внутренние утечки | |
| Распределитель | Внутренние утечки в рабочем положении | |
| 2. Перекос спредера при включении цилиндров наклона | Делитель потока | Нарушена симметричность исходного положения золотника |
| 3. Самопроизвольное опускание угловых направляющих | Гидрозамок | Негерметичность |
| Гидропривод натяжения канатов на перегружателе | ||
| 4. Отсутствие или слабое натяжение канатов | Рабочая жидкость | Загрязнение, снижение уровня или вязкости |
|
| Фильтр всасывающий | Засорение |
| Цилиндр | Износ и внутренние утечки | |
| Клапан предохранительный | Негерметичность, давление срабатывания ниже установленного | |
| Насос | Износ | |
| Распределитель | Утечки в рабочем положении | |
| 5. Не происходит ослабления натяжения канатов | Клапан предохранительный | Клапан отрегулирован на срабатывание при давлении большем, чем установленное |
| Распределитель | Не переключается в рабочее положение | |
| 6. Канат вибрирует при натяжении | Дроссель | Нарушена регулировка |
| Гидропривод успокоения качания спредера на перегружателе | ||
| 7. Отсутствие движения цилиндров раздвижения блоков: |
|
|
| в сторону раздвижения блоков: | Рабочая жидкость | Снижение уровня или вязкости |
| Фильтр всасывающий | Засорение | |
| в сторону сближения блоков | Насос | Износ |
| Клапан предохранительный | Негерметичность | |
| Распределитель | Утечка в рабочем положении | |
| Дроссель | Нарушена регулировка | |
| 8. В контуре гидроамортизатора: |
|
|
| жесткая работа цилиндров | Рабочая жидкость | Высокая вязкость, загрязнение, засорение канала |
| мягкая работа цилиндров | Дроссель | Нарушена регулировка и засорение канала |
| Рабочая жидкость | Снижение вязкости | |
| Дроссель | Нарушена регулировка | |
| Рабочая жидкость | Наличие воздуха | |
| Клапан обратный в сливной линии | Ослабла пружина и отсутствует подпор давления канала | |
| 9. Отсутствует успокоение качания на всех канатах (перегружатель "Коне") | Рабочая жидкость | Снижение уровня или вязкости, загрязнение |
| Насос подпитки | Износ | |
| Реле давления | Не включается при установленном давлении | |
| Клапан разгрузочный | Золотник заклинивает в положении открытия | |
| Охладитель рабочей жидкости | Не работает вентилятор | |
| 10. Не происходит опускание крюков запорного устройства | Насос | Не отключается насос |
| Цилиндр | Заклинивание поршня | |
| Распределитель | Утечки в рабочем положении | |
| Гидропривод аварийного тормоза подъема консоли на перегружателе "Коне" | ||
| 11. При включении насоса растормаживания не происходит | Рабочая жидкость | Снижение уровня или вязкости, загрязнение |
| Клапан предохранительный, реле давления | Давление срабатывания ниже установленного | |
| Насос | Износ | |
| 12. Резкое торможение после отключения насоса | Аккумулятор | Давление газа в разделительном мешке ниже установленного |
| Дроссель | Нарушена регулировка, засорение проходного канала | |
| Клапан обратный | Негерметичность | |
| 13. Тормоз не удерживает при отключенном насосе | Клапан предохранительный в цепи подготовки к растормаживанию | Ослабла пружина, давление срабатывания ниже установленного |
| Цилиндр | Не вращается вертушка и не происходит компенсация износа фрикционных накладок тормоза | |
| Насос главный | Снижение рабочего давления ниже номинального | |
| Регулятор "Мооринг" | Заклинивает цилиндр управления насосом | |
| Клапан предохранительный | Давление срабатывания выше установленного | |
| На одном канате | Гидромотор | Износ, внутренние утечки |
|
| Клапан ограничения давления (клапан "Серво") | Нарушена регулировка открытия клапана на слив |
| при подъеме спредера | Распределитель | Золотник не переключается от давления управления |
| 14. Канат успокоения качания образует слабину | Клапан предохранительный | Давление срабатывания ниже установленного |
| Гидропривод фиксации подъемной консоли на перегружателе "Мицуи-Пасеко" | ||
| 15. Не происходит подъема крюков запорного устройства | Рабочая жидкость | Загрязнение, снижение уровня или вязкости |
| Фильтр всасывающий | Засорение | |
| Цилиндр | Износ и внутренние утечки | |
| Клапан предохранительный | Негерметичность, давление срабатывания ниже установленного | |
| Насос | Износ | |
| Распределитель | Утечки в рабочем положении | |
| Гидропривод рельсового захвата | ||
| 16. Захват не открывается | Рабочая жидкость | Снижение уровня или вязкости, загрязнение |
| Фильтр всасывающий | Засорение | |
| Вентиль гидроаккумулятора | Находится в открытом положении | |
| Насос | Износ | |
| Реле давления | Не замыкается контакт включения соленоида распределителя или привода насоса | |
| Дроссель | Нарушена регулировка | |
| Цилиндр | Износ, внутренние утечки | |
| Клапан предохранительный | Негерметичность, давление срабатывания ниже установленного | |
| Насос | Не отключается насос | |
| Клапан предохранительный | Отрегулирован на давление выше установленного | |
| Дроссель | Нарушена регулировка | |
| Фильтр сливной | Засорение | |
| 17. Перегрев рабочей жидкости, насос быстро изнашивается | Реле давления | Не выключает привод насоса при давлении выше установленного |
| Гидроаккумулятор | Давление газа в разделительном мешке ниже установленного | |
Таблица 4. Примерный перечень неисправностей, их причин иобъектов диагностирования гидроприводов портовых тягачей и погрузчиков(вилочных и ковшевых)
| Внешнее проявление неисправности | Объект диагностирования | Вероятная причина неисправности объекта диагностирования |
| 1. Отсутствие или замедление подъема седла тягача | Насос | Износ, не развивает давления |
| Распределитель | Внутренние утечки в рабочем положении | |
| Дроссель (регулятор расхода) | Заклинило золотник в клапане в закрытом состоянии | |
| Предохранительный клапан | Не герметичен | |
| 2. Скорость спуска груза на седле тягача мала | Дроссель (регулятор расхода) | Ослабла пружина золотника |
| 3. Скорость спуска тяжелого груза на седле тягача велика | Дроссель (регулятор расхода) | Заклинило золотник в клапане в открытом состоянии |
| 4. Тяжелый груз на седле тягача опускается самопроизвольно | Распределитель | Внутренние утечки в нейтральном положении |
| Цилиндр | Наружные утечки | |
| 5. Отсутствие или замедление движения всех цилиндров грузоподъемника | Рабочая жидкость | Снижение уровня или вязкости, загрязнение |
| Насос | Износ | |
| Клапаны предохранительный или перепускной | Негерметичность, ослабла пружина | |
| 6. Снижение скорости подъема груза | Фильтр сливной и всасывающий | Засорение |
| Клапан разгрузочный | Ослабла пружина, внутренние утечки | |
| Клапан обратный | Заклинивает плунжер клапана при открывании | |
| Насос | Износ | |
| Делитель потока | Заклинило поршень | |
| Распределитель | Износ и внутренние утечки | |
| 7. При включении подъема движется только шток подъема рамы "Тоета" | Цилиндр подъема каретки Направляющие каретки подъема | Погнут шток или износ уплотнений поршня Изгиб направляющих и заклинивание каретки |
| 8. Отсутствие подъема на повышенных оборотах двигателя | Клапан перепускной | Износ, ослабла пружинка |
| 9. Скорость спуска тяжелого груза велика, а каретки без груза мала | Регулятор расхода | Ослабла пружина или заклинило поршень |
| 10. Самопроизвольное опускание груза (4045) | Клапан обратный или управляемый | Негерметичность в закрытом состоянии |
| Распределитель | Износ золотника и внутренние утечки в нейтральном положении | |
| Цилиндр | Износ уплотнений поршня | |
| 11. При включении подъема на холостых оборотах двигателя груз опускается (4045) | Клапан обратный | Негерметичность |
| 12. Отсутствует наклон грузоподъемника или ковша назад | Клапан запорный или разгрузочный | Заклинивает золотник клапана в открытом положении |
| 13. Отсутствует наклон грузоподъемника или ковша вперед | Клапан запорный | Заклинивает золотник клапана в закрытом положении |
| 14. Снижение скорости наклона грузоподъемника или ковша | Цилиндр | Износ, внутренние утечки |
| Распределитель | Износ, внутренние утечки | |
| 15. Самопроизвольный наклон грузоподъемника или ковша с грузом вперед | Клапан запорный | Негерметичность |
| Распределитель | Внутренние утечки в нейтральном положении | |
| Цилиндр | Износ уплотнений | |
| 16. В гидроприводе рулевого управления: |
|
|
| - увеличение усилия поворота рулевого колеса с гидроусилителем следящего типа | Фильтр сливной | Засорение |
| Клапан предохранительный, перепускной или обратный в блоке клапана управления | Ослабла пружина, негерметичность | |
| Клапан разгрузочный | Негерметичность | |
| Насос | Износ | |
| Цилиндр гидроусилителя | Износ и внутренние утечки | |
| Клапан управления | Внутренние утечки в рабочем положении золотника | |
| - при вращении рулевого колеса машины не разворачиваются или разворачиваются с опозданием | Насос Распределитель типа "Орбитрол" | Износ Износ насосной пары, негерметичен шариковый клапан в "Орбитроле" |
| Цилиндр | Износ, внутренние утечки | |
| Клапан предохранительный | Не герметичен | |
| - самопроизвольный разворот колес | Распределитель типа "Орбитрол" | Заедание роторных золотников "Орбитрола" или повреждение центровочной пружины |
| - руль стремится вращаться в направлении, обратном требуемому | Распределитель типа "Орбитрол" | Неправильно установлен поворотный валик "Орбитрола" |
| 17. В захвате для кип: |
|
|
| лапы захвата не расходятся | Гидрозамок | Заклинило золотник управления |
| лапы захвата не прижимают груз | Гидрозамок | Заклинило обратный клапан |
| Клапан разгрузочный | Негерметичность, ослабла пружина | |
| Клапан запорный | Заклинило золотник управления | |
| самопроизвольное отжатие лап захвата от груза при транспортировке | Цилиндры | Износ уплотнений поршня |
| Гидрозамок | Негерметичность обратного клапана | |
| 18. В захвате кантователя: |
|
|
| захват не прижимает груз | Цилиндр | Износ уплотнений поршня |
| Гидрозамок | Негерметичность | |
| захват не разворачивается | Гидрораспределитель | Внутренние утечки в рабочем положении |
| Гидромотор | Износ и внутренние утечки | |
|
| Гидрораспределитель | Тоже |
| 18*. В гидроприводе сталкивателя: |
|
|
| сталкиватель не развивает необходимое усилие | Цилиндры | Износ уплотнений поршня |
| Гидрораспределитель | Износ и внутренние утечки |
______________________________
* Нумерациясоответствует оригиналу.
Таблица 5. Примерный перечень неисправностей, их причин иобъектов диагностирования гидроприводов портальных конвейерных погрузчиков
| Внешнее проявление неисправности | Объект диагностирования | Вероятная причина неисправности объекта диагностирования |
| 1. В гидроприводе подъема: |
|
|
| снижение скорости подъема с грузом | Рабочая жидкость | Снижение вязкости, загрязнение |
| Фильтр сливной | Засорение | |
| Цилиндры | Износ уплотнений поршня | |
| Предохранительный клапан | Ослабла пружина, внутренние утечки | |
| Насос | Износ, внутренние утечки | |
| Распределитель | Внутренние утечки в положении подъема | |
| Тормозной клапан ("Пайнер") | Смещение золотника в положение слива | |
| перекос при подъеме спредера с грузом с механической синхронизацией | Цилиндры | Повышенный износ и внутренние утечки в одном из цилиндров |
| Гидрозамок | Повышение сопротивления открытию обратного клапана | |
| механическая система синхронизации | Неравномерное удлинение цепей подъема, большая эксцентричность нагрузки на спредере | |
| самопроизвольное опускание или перекос поднятого спредера с грузом | Гидрозамок | Негерметичность обратного клапана |
| Цилиндры | Износ уплотнений поршня | |
| перекос при подъеме спредера с гидравлической синхронизацией | Перепускные (выравнивающие) клапаны | Нарушение нейтральной установки золотника |
| Делитель потока | Неравномерность распределения потока по секциям | |
| Цилиндры | Повышенный износ и внутренние утечки в одном из цилиндров | |
| 2. В гидроприводе рулевого управления: |
|
|
| колеса не разворачиваются или разворачиваются с запаздыванием | Насос | Износ, внутренние утечки |
| Клапан управления "Орбитрол" | Износ насосной пары в "Орбитроле" | |
| Цилиндр 5 | Негерметичность обратного клапана Износ уплотнений поршня | |
| самопроизвольный разворот колес или разворот рывками | Клапан управления "Орбитрол" | Заедание внутреннего и внешнего золотника или повреждение центровочной пружины |
| Насос | Не создает давления Погнут шток | |
| тяжелый поворот руля | Цилиндр |
|
| 3. В гидроприводе спредера: |
|
|
| не действуют все цилиндры управления | Насос | Износ, внутренние утечки |
| Распределитель общего подключения | Заело золотник в положении слива рабочей жидкости | |
| не действует цилиндр поворота передней (задней) части спредера | Цилиндр | Износ уплотнений поршня |
| Распределитель | Износ и утечки в рабочем положении | |
| не действуют цилиндры поворота штыков на 20 (40) - футовом спредере | Цилиндры | Износ уплотнений поршня |
| Распределитель | Износ и утечки в рабочем положении | |
| 4. В гидроприводе передвижения ("Пайнер"): |
|
|
| снижение скорости передвижения | Насос основной или подпитки | Снижение подачи и давления из-за износа |
| Гидромоторы | Износ, увеличение утечек в дренажную линию | |
| Предохранительный клапан | Негерметичность, ослабла пружина | |
| не включается блокировка гидромоторов (блокировка дифференциала) | Насос блокировки | Износ |
| Распределитель блокировки | Нарушение положения золотника |
Таблица 6. Примерный перечень неисправностей, их причин иобъектов диагностирования гидродинамических передач перегрузочных машин
| Внешнее проявление неисправности | Объект диагностирования | Вероятная причина неисправности объекта диагностирования |
| 1. Повышенный нагрев рабочей жидкости в трансмиссии | Рабочая жидкость | Снижение уровня или загрязнение |
| Маслоохладитель | Засорение | |
| Гидротрансформатор | Проскальзывание муфты свободного хода статора | |
| 2. Отсутствует или замедлено передвижение машины: |
|
|
| в направлении вперед назад или | Коробка передач, муфты сцепления | Износ и негерметичность шарикового клапана, износ уплотнения на поршне сцепления или на ведущем валу |
| в обоих направлениях | Диски сцепления | Износ |
| Рабочая жидкость | Снижение уровня или вязкости, загрязнение | |
| Клапан медленного движения | Заедание золотника в открытом состоянии | |
| Клапан регулирующий | Ослабла пружина | |
| Насос | Износ | |
| Фильтры всасывающий и сливной | Засорение | |
| Гидротрансформатор | Износ внутренних уплотнений, повреждение рабочих колес, износ муфты свободного хода статора | |
| 3. Неплавное включение сцепления гидротрансмиссии | Регулятор или клапан разгрузочный | Заедание золотника клапана в закрытом состоянии |
| Клапан регулирующий | Тоже | |
| 4. Задержка при трогании с места ("Тоета") | Регулятор установки давления | Заедание золотника клапана в открытом состоянии |
| 5. Невозможность медленного передвижения при работе на высокой частоте вращения двигателя | Клапан "медленного движения" | Золотник клапана не перемещается при нажатии на педаль "медленного движения" и не сбрасывает давления |
| Внешнее проявление неисправности | Объект диагностирования | Вероятная причина неисправности объекта диагностирования |
| 1. Снижение скорости вращения роторного колеса или поворота стрелы | Рабочая жидкость | Загрязнение, понижение уровня или вязкости, охлаждение ниже установленной температуры (неисправен нагреватель либо терморегулятор; неисправности в системе предварительного подогрева) |
| Фильтры напорный и всасывающий | Засорение | |
| Клапан предохранительный | Негерметичность, срабатывание при давлении меньшем, чем установленное | |
| Насос подпитки | Износ | |
| Насос главной системы | Тоже | |
| Обратный клапан подпитки | Заедание в закрытом состоянии | |
| Гидромоторы | Износ и внутренние утечки | |
| Гидрораспределитель управления насосом | Утечки в рабочем положении | |
| 2. Не включается один из гидромоторов привода | Гидрораспределитель управления гидромотором | Заклинивание золотника распределителя, не срабатывает электромагнит (отсутствие напряжения на клеммах или обрыв в катушке) |
| 3. Скорость вращения роторного колеса (стрелы) изменяется очень медленно или изменяется рывками | Дроссель контрольной системы насоса | Засорение проходного канала, нарушена регулировка |
3.3. В случае, если при осмотре ОГ небудет обнаружено внешнего проявления неисправности, то проверку выбранногоперечня ОГ рекомендуется устанавливать в последовательности, указанной втаблицах 3-7в графе "Объект диагностирования", в зависимости от типа машины.
3.4. Приведенный в таблицах 3-7перечень объектов диагностирования является примерным (обобщенным по основнымтипам машин, находящихся в эксплуатации в морских портах) и должен бытьсокращен или дополнен в зависимости от особенностей устройства гидроприводовконкретных типов и моделей машин.
3.5. Диагностирование отдельных ОГ производят всоответствии с указаниями раздела 4 и с учетом подразделов 2.1 и 2.2.Подключение приборов должно производиться с помощью переходных устройств вусловиях, исключающих попадание загрязнений в гидросистему. При этомрекомендуется применить быстроразъемные запорные муфты.
3.6. При обнаружении первого же неисправного ОГпроизводят его замену или ремонт. Затем повторно делают необходимую проверкудействия исполнительного механизма с гидроприводом. Если механизм работаетисправно, то диагностирование заканчивают. В противном случае продолжаютпоследовательную проверку ОГ. При составлении заключения о ремонте неисправногоОГ необходимо учитывать причину неисправности, указанную в таблицах 3-7.
4.1. Рабочую жидкость проверяют на загрязнение ивязкость в специализированной лаборатории по ГОСТу 6370-83и ГОСТу 33-2000.Пробу рабочей жидкости объемом не менее 0,4 л отбирают в чистую посуду из бакапри непрерывной циркуляции в гидросистеме. Допустимое содержание механическихпримесей по массе не должно превышать 0,005 %. Кинематическая вязкость,определенная при температуре рабочей жидкости 50 °С, не должна выходить запределы, указанные в таблице 8.
Таблица 8. Предел кинематической вязкости рабочейжидкости
| Тип гидропривода | Допустимый предел кинематической вязкости рабочей жидкости, мм2/с (сСт) |
| Объемный гидропривод | 10-30 |
| Гидродинамическая трансмиссия | 25-30 |
Состояние фильтровпроверяют по штатным указателям загрязнения. При их отсутствии фильтры тонкойочистки необходимо промывать, а сменные элементы заменять без проверки, если ихнаработка (в машино-часах) составляет больше половины допускаемой. Состояниевсасывающих фильтров проверяют косвенно путем прослушивания и осмотравсасывающего трубопровода при работе двигателя на номинальных оборотах.Повышенный шум, хлопки и вибрация всасывающего трубопровода являютсяпоказателем засоренности фильтра. Сетчатые элементы всасывающих фильтровследует осматривать и промывать, если снятие их не вызывает затруднений и приэтом исключается попадание загрязнений в гидросистему. Проверку фильтров можнопроизводить также с помощью манометра и вакуумметра в соответствии с таблицей 9при номинальной частоте вращения двигателя.
Таблица 9. Схемы проверки фильтров
| Тип фильтра | Используемый прибор и место его установки | Измеряемый параметр | |
| Наименование | Величина МПа, не более | ||
| Всасывающий, сетчатый | Вакуумметр на всасывающей линии насоса | Разряжение по вакуумметру | 0,03 |
| Напорный, тонкой очистки | Манометр перед входом и на выходе из фильтра | Перепад давления | 0,2 |
| Сливной, тонкой очистки | Манометр перед входом рабочей жидкости в фильтр | Давление по манометру | 0,3 |
4.2. Насосы проверяют подавлению, измеряемому манометром, установленным на напорной линии. Давление,развиваемое насосом при максимальной нагрузке, должно составлять не менее 90 %от номинального рабочего. Если это условие не выполняется, то насосрекомендуется дополнительно проверить на подачу с помощью гидротестера,состоящего из нагрузочного дросселя с манометром и расходомера. Гидротестерподключают в напорную линию насоса после предохранительного клапана, какпоказано на рис. 1. При наличии штатного дросселя в напорную линию следуетподключить манометр и расходомер. Вместо дросселя можно использовать длясоздания нагрузки штатный разгрузочный (предохранительный) клапан. При этомрекомендуется на время проверки снизить давление разгрузки этого клапана на20-25 %, а расходомер подключить к сливной линии, как показано на рис. 2.
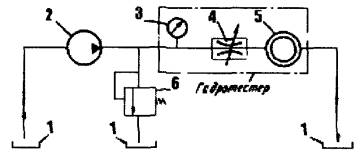
1 - бак; 2 - насос;3 - манометр; 4 - дроссель; 5 - расходомер; 6 - клапанразгрузочный
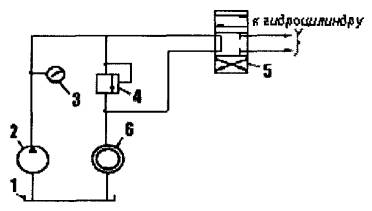
1 - бак; 2 -насос; 3 - манометр; 4 - клапан разгрузочный; 5 -распределитель; 6 - расходомер
Проверкуподачи производят в 2 приема при одной и той же частоте вращения двигателя.Сначала проверяют подачу насоса без нагрузки, т.е. при полностью открытомдросселе 4 или нейтральном положении распределителя (при проверке бездросселя). Затем создают нагрузку, поднимая давление до номинального рабочегоплавным поворотом регулировочной головки дросселя или установкой распределителяв рабочее положение (при проверке без дросселя). Подача насоса под нагрузкой порасходомеру должна составлять не менее 60 % от подачи без нагрузки. При наличиив гидросистеме сдвоенных насосов следует проверять каждый из них отдельно. Дляэтого линия подачи насоса, который не проверяется, должна быть переведена навозврат в гидробак. Отключенный трубопровод необходимо заглушить. Для насосов сноминальной подачей до 0,7 л/с вместо расходомера допускается измерять подачунасоса с помощью мерной емкости, устанавливаемой на сливной линии передгидробаком. Необходимо учитывать, что в случае измерения подачи мерной емкостьюнельзя допускать опорожнения гидробака и оголения всасывающего трубопровода.Поэтому насос можно включать на время не более 15 с и сливать рабочую жидкостьиз емкости обратно в бак перед следующим включением насоса.
Есличастота вращения двигателя во время диагностирования будет отличаться отвеличины, соответствующей номинальной подаче насоса, то необходимо учитывать,что подача насоса изменяется пропорционально изменению частоты его вращения иможет быть вычислена по формуле:
Q=Qномn/nном, (1)
где Q - фактическая подача насоса,л/с; Qном - номинальная подача насоса; n -частота вращения двигателя при диагностировании, с-1; nном - частота вращения двигателя, соответствующая номинальнойподаче насоса, с-1.
Следует иметь в виду, что насосы на портальныхконтейнеровозах и других машинах могут иметь номинальную подачу до 4-6 л/с. Вто же время существующие расходомеры (гидротестеры) имеют предел измерения до3-5 л/с. Поэтому такие насосы можно проверять только на пониженной частотевращения с учетом того, чтобы фактическая подача не превышала предел измеренияприбора. При больших подачах насосы могут иметь дренажную линию, через которуюотводятся внутренние утечки. Такие насосы можно проверять непосредственно поэтим утечкам с помощью мерной емкости или расходомера. Утечки в дренажную линиюнасоса при номинальной загрузке гидропривода не должны превышать 10 % от подачинасоса.
4.3. Клапаны предохранительные(разгрузочные) и редукционные проверяют с помощью манометра, установленного нанапорной линии насоса. При этом распределитель проверяемого контураустанавливают в рабочее положение, а рабочий орган перемещают до упора вкрайнее положение. В момент остановки рабочего органа фиксируют давлениесрабатывания клапана, которое должно быть в пределах 95-105 % от номинальногозначения. В контуре гидроусилителя руля проверка давления срабатывания клапанапроизводится после поворота рулевого колеса до упора. Более точная проверкаклапана, а также проверка в случае, если насос изношен и не развиваетнеобходимого давления, может быть произведена специальным ручным насосом. Дляэтого при неработающем насосе отсоединяют и заглушают трубопроводы на входе,выходе и дренажном отверстии клапана. Входное отверстие клапана соединяется снагнетательной секцией переносного ручного насоса с манометром. С этой цельюможно использовать прибор для испытания топливных форсунок типа КИ-562 ГОСНИТИили другой аналогичного назначения. Создавая давление ручным насосом, поманометру проверяют давление срабатывания клапана. Герметичность клапанапроверяют путем измерения утечек через его выходное отверстие. Для этого втечение 5-10 с необходимо поддержание давления примерно на 10 % ниже, чемдавление срабатывания клапана. Утечки не должны превышать 1 % от подачи насоса.
4.4. Гидроцилиндры двустороннего действия проверяют, какправило, по схеме, приведенной на рис. 3. При этом шток цилиндра выдвигают доотказа. Привод насоса останавливают. Отсоединяют и заглушают трубопроводштоковой полости цилиндра. Вместо него подсоединяют короткий шланг, второйконец которого опускают в мерную емкость.
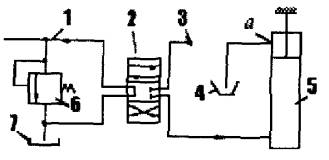
1- подача от насоса; 2 - гидрораспределитель; 3- заглушка трубопровода, отключенного от точки а; 4 - мерная колба; 5- цилиндр; 6 - клапан разгрузочный; 7 -бак
Включают привод на холостых оборотах принейтральном положении гидрораспределителя. Затем включают подачу рабочейжидкости в надпоршневую полость цилиндра и увеличивают обороты привода дономинальных. Объем утечек в кубических сантиметрах через уплотнения поршня,замеряемых в течение 15 с, не должен превышать величины 0,12D2, где D - внутренний диаметр цилиндра в сантиметрах.Цилиндры одно- и двустороннего действия механизма подъема груза погрузчиков имеханизма подъема седла портовых тягачей проверяют по скорости усадки штокапоршня или плунжера под действием поднятого номинального груза при нейтральномположении гидрораспределителя подъема после остановки насоса. Сливное отверстиегидрораспределителя при этом необходимо заглушить. Скорость усадки штока поршняили плунжера цилиндра не должна превышать 16´10-5 м/с (1 см/мин.), если взаводской или фирменной документации не указана меньшая предельно допустимаявеличина данного параметра. Гидроцилиндры двустороннего действия можно такжепроверять с помощью гидротестера по схеме, приведенной на рис. 4. При этом штокцилиндра устанавливают в крайнее положение, включают распределитель в положение1 и поднимают давление с помощью дросселя до номинального рабочего.Расходомером измеряют расход рабочей жидкости и сравнивают его с номинальнойподачей насоса при одинаковой частоте вращения. Разница в расходах определяетутечки в цилиндре.
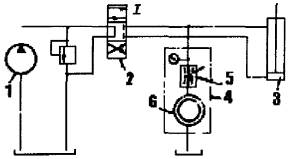
1 - насос; 2 - гидрораспределитель; 3- гидроцилиндр; 4 -гидротестер; 5 - дроссель; 6 - расходомер
4.5. Гидрораспределитель проверяютразличными способами в зависимости от типа машины, наличия средств измерения,вида неисправности и компоновки самого распределителя:
а) гидрораспределители механизма подъема погрузчикови портальных контейнерных погрузчиков можно проверить по скоростисамопроизвольного опускания груза;
Для проверки в рабочем положениинеобходимо выполнить следующие операции:
зафиксировать в открытом положенииобратные клапаны в гидрозамках (при их наличии);
поднять номинальный груз на высоту 0,5-1м и остановить двигатель при нейтральном положении распределителя;
отключить от распределителя напорныйтрубопровод со стороны насоса и заглушить отверстие для подсоединения этоготрубопровода на распределителе;
установить золотник распределителя вположение "подъем" и замерить скорость опускания груза. Если скоростьсамопроизвольного опускания груза в рабочем положении распределителя будетболее 0,01 м/с, то распределитель считается неисправным;
б) в случае самопроизвольного опусканияноминального груза на нейтральном положении распределителя со скоростью более33´10-3 м/с (2 см/мин.) требуетсяпроверка распределителя в нейтральном положении. Для этого сначала определяютскорость усадки штока цилиндра подъема под грузом, как указано в пункте4.4, и соответствующую этой усадке скорость опускания груза. Затем из общейскорости самопроизвольного опускания груза вычитают скорость опускания из-заусадки штока. Разница этих скоростей косвенно характеризует утечки внейтральном положении распределителя и не должна превышать 16´10-5 м/с (1 см/мин.);
в) распределители гидроприводов, которые не могутбыть загружены постоянной статической нагрузкой, можно проверить по схеме, приведеннойна рис. 5, также без специальных приборов. Для этого отделяют сливную линиюраспределителя 4 от общей сливной линии 7, устанавливают в конце сливноготрубопровода гибкий шланг 6 и направляют его в заливную горловину гидробака 1машины. Затем при работе насоса 2 включают распределитель в рабочее положение Iи II и после остановки поршня цилиндра 5 вынимают шланг 6 из гидробака изамеряют утечки мерным резервуаром 8 в режиме срабатывания предохранительногоклапана 3.
Необходимо учитывать, что работа насоса в режимесрабатывания предохранительного клапана может продолжаться не более 15 с.
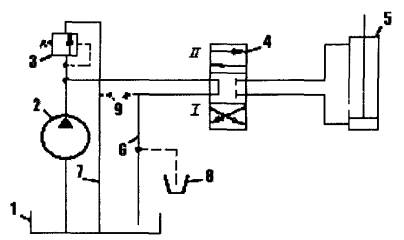
1-бак; 2 - насос; 3 - клапан предохранительный; 4 - распределитель;5 - гидроцилиндр; 6,7- сливная линия; 8 - мерная емкость; 9- заглушка
Утечки, собранные в резервуаре 8, за вычетомзамеренных ранее утечек в цилиндре (см. пункт4.4) не должны превышать 5 % от подачи насоса за одно и то же время;
г) при наличии гидротестера любой распределительможно проверить по схеме, приведенной на рис. 6.
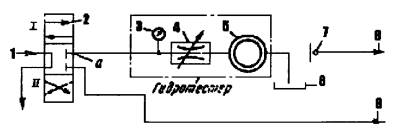
1- подача от насоса; 2 - гидрораспределитель; 3 - манометр; 4- дроссель; 5 - расходомер; 6 - бак; 7 - заглушкатрубопровода, отключенного от точки а; 8 - питание трубопровода кисполнительным цилиндрам
При этом гидротестер или средства, его заменяющие,подключают на выходе из распределителя. Затем при работающем насосеустанавливают золотник распределителя 2 в рабочее положение I или II и, вращаяголовку дросселя 4, создают номинальное давление, контролируя его по манометру3, и измеряют расход расходомером 5.
Частота вращения двигателя и средства измерениядолжны быть аналогичными, как и при проверке насоса в данном контуре.
Исправность распределителя определяется по егообъемному КПД, который определяется по формуле
КПД=Qр/Qн,
где Qн - расход на входе распределителя приноминальном давлении, л/с;
Qр- подача насоса, определенная при проверке насоса (см. пункт 4.2) при том жедавлении и на той же частоте вращения двигателя, что и Qр, л/с.
Значение объемного КПД должно быть нениже 0,7.
4.6. Гидрозамки проверяют с учетом следующих требований:
а) для проверки одностороннего гидрозамкав контуре подъема необходимо поднять номинальный груз на высоту 0,5-1 м иостановить двигатель. Затем отсоединяют трубопровод в любом месте междугидрозамком и распределителем подъема. Если со стороны гидрозамка черезотключенный трубопровод (после слива остатка рабочей жидкости, находящейся внем выше места отключения) будет наблюдаться утечка, то гидрозамок считаетсянеисправным;
б) если компоновка агрегатов позволяетпроизводить подключение приборов, то двусторонний гидрозамок проверяют в 2приема с помощью ручного насоса с манометром. Для этого после отсоединения отгидроагрегата всех трубопроводов заглушают выходное отверстие клапана 5 в точке4 (рис. 7), а к отверстию в точке 8 подсоединяют ручной гидронасос и создаютрабочее давление. Через отверстие в точке 2 продувают (например, шиннымнасосом) воздух, проверяя открытие клапана 6 на выходе отверстия в точке 1.
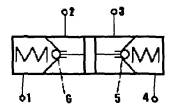
Затем заглушают выходное отверстиеклапана 6 в точке 1 и подводят давление к отверстию в точке 2. Через отверстиев точке 8 продувают сжатый воздух, проверяя открытие клапана 5. Проверкуодностороннего гидрозамка (обратного клапана с гидроуправлением) производятаналогично в один прием. При этом заглушать отверстие не требуется. Если припроверке окажется, что давление не поднимается или быстро падает, то этоозначает, что имеется износ поршня или цилиндра. Требуется ремонт или заменавсего агрегата. Если при рабочем давлении воздух не продувается, то этоозначает, что заклинивает поршень. Требуется разобрать и промыть цилиндр ипоршень. Если воздух продувается без создания давления на поршень, то этоуказывает на негерметичность клапана. Требуется разобрать, промыть и притеретьседло и запорный элемент клапана;
в) если компоновка агрегатов не позволяетподключить ручной насос непосредственно к гидрозамку, а также проверить его,как указано в пункте 4.6, торучной насос следует подключить к цилиндру, связанному с гидрозамком. При этомручной насос подключают к цилиндру таким образом, чтобы давление, создаваемоеэтим насосом, передавалось через поршень цилиндра на гидрозамок. Проверкупроизводят при отключенном штатном насосе. Если после создания номинальногодавления усадка штока поршня будет превышать 16´10-5 м/с (1 см/мин.), тоделается заключение о неисправности гидрозамка.
4.7. Гидромотор проверяют измерениемутечек через дренажную линию при работе с номинальной нагрузкой. Утечки недолжны превышать 10 % от подачи насоса. Если для диагностирования нельзясоздать постоянную номинальную нагрузку на исполнительном органе, то для этогов сливную линию гидромотора подключают дроссель (или гидротестер с дросселем),как показано на рис. 8.
1- гидромотор; 2 - гидротестер; 3 - дроссель
Создание нагрузки при этом достигается путемустановления номинального давления на выходе гидромотора. При использованиигидротестера утечки можно определить как разницу между подачей насоса ирасходом на выходе гидромотора.
При отсутствии гидротестера утечкизамеряют с помощью мерной емкости, если в схеме не предусмотрены штатныеиндикаторы утечек.
4.8. Делитель потока проверяют поочереднымподключением гидротестера или расходомера на каждом выходе из делителя потока.Схема подключения приборов должна быть аналогична указанной на рис. 1 и 2. Приэтом выход из делителя потока, который на момент диагностирования непроверяется, должен иметь свободный слив в бак. Расход замеряют при номинальнойчастоте вращения насоса и номинальном давлении. Соотношение расходов на выходахагрегата должно соответствовать значению, указанному в техническойдокументации. При отсутствии таких данных следует учитывать, что расход в линиюгидроусилителя руля и грузоподъемника на автопогрузчиках должен составлятьсоответственно 40 и 60 % от подачи насоса. На портальных контейнерныхпогрузчиках расход в контур гидроусилителя и в контур управления спредеромдолжен быть примерно одинаковым.
4.9. Регулятор расхода проверяют путемсравнения скоростей движения связанного с ним цилиндра без нагрузки и сноминальной нагрузкой. При исправном регуляторе обе скорости должны бытьпримерно одинаковыми. Для цилиндров подъема автопогрузчиков регулятор расходаработает только в сторону опускания груза.
4.10. Дроссель проверяют в процесседвижения цилиндра, связанного с ним, производя вращение регулировочной головкидросселя. Изменение скорости движения цилиндра должно происходить плавно,неравномерное движение (рывками) не допускается.
4.11. Гидродинамическую передачу проверяютв следующем порядке:
разгрузочный (регулирующий) клапан имуфты сцепления в коробке передач можно проверить по давлению. Для этогоманометр устанавливают на блоке клапанов управления в предусмотренное заводскойинструкцией место. Измерение давления производят на номинальной частотевращения двигателя. Разгрузочный клапан проверяют при нейтральном положенииселекторного клапана, муфты сцепления - при включении скорости;
остальные агрегаты блока клапановуправления можно проверить по характеру включения сцепления и скорости разгонамашины;
исправность гидротрансформатора можнопроверить по критической частоте вращения двигателя в так называемом"стоповом режиме". Для этого сначала убеждаются в исправностидвигателя по скорости подъема номинального груза. Если двигатель исправен, топод колеса машины устанавливают упорные колодки и включают стояночный тормоз.Затем включают любую скорость в коробке передач и нажимают до отказа на педальгаза. Если частота вращения двигателя при этом не достигает критическогозначения (предусмотренного технической документацией), то гидротрансформаторсчитается неисправным.
5.1. Работы по диагностированию должныпланироваться в соответствии с графиками вывода машин на техническое обслуживаниеТО-2.
5.2. Для выполнения работ подиагностированию требуется слесарь шестого разряда (из числа рабочих потехническому обслуживанию машин) и рабочий, управляющий перегрузочной машиной(машинист крана, перегружателя, реклаймера или водитель погрузчика). Слесарь подиагностированию должен знать технологию и порядок проверки не толькогидросистемы, но и других систем, функционально связанных с ней (см. пункт2.1). Работу слесаря по диагностированию должен контролировать групповоймеханик.
5.3. Результаты диагностирования должныотражаться в контрольно-диагностическом журнале, либо вахтенном журнале машины.Форма и пример заполнения журнала указаны в таблице 10.
Таблица 10. Примерзаполнения контрольно-диагностического журнала на
перегрузочную машину_________________________________, инв. N
(наименование, модель)
| Дата | Наработка, маш.-ч | Неисправность, обнаруженная при общем диагностировании | Результат локального диагностирования | ||
| Объект проверки | Замеряемый параметр и его величина | Заключение о состоянии объекта проверки | |||
| Пример заполнения | |||||
| 12.10.97 | 2550 | Не работает цилиндр поворотных штыков | Редукционный клапан | Давление срабатывания клапана 5МПа | В норме |
|
|
|
| Цилиндр | Утечки через уплотнение поршня 1 см3/с | Не исправен |
| Диагностирование провел (подпись) | |||||
Записи в журналепроизводятся слесарем по диагностированию. На основании этих записей групповоймеханик определяет необходимость заказа запасных частей для выполненияремонтных работ.
5.4. Организация диагностированияперегрузочных машин регламентирована РД 31.44.35-88 "Положение отехническом диагностировании перегрузочных машин морских портов".
6.1. При проведении работ подиагностированию должны соблюдаться общие и специальные требования побезопасности труда в соответствии с ГОСТом 12.1.004-91, ГОСТом 12.3.002-75.Работы по диагностированию погрузчиков должны проводиться в помещении,оборудованном приспособлениями для безопасного осмотра и проверки агрегатов сучетом ГОСТа 26887-86.
Диагностирование машин, передвигающихсяпо рельсовым путям (перегружатели, краны и реклаймеры), должно производитьсянепосредственно на местах их установки.
6.2. Разъединение трубопроводов иподключение приборов (манометра, расходомера и т.п.) должно производиться принеработающем насосе. При этом необходимо использовать трубопроводы,рассчитанные на соответствующее давление нагрузки. Поднимать давление нагрузкидросселем можно только после прогрева рабочей жидкости до температуры,указанной в пункте 2.2.
6.3. Во время диагностированиязапрещается:
полностью закрывать нагрузочный дроссель;
устанавливать давление рабочей жидкостивыше величин, указанных в настоящем документе.
1.1. Настоящая Типовая инструкцияопределяет права и обязанности инженерно-технических работников, ответственныхза содержание перегрузочных машин, лифтов, грузозахватных органов,установленных на перегрузочных машинах и комплексах котлов и сосудов,работающих под давлением, грузозахватных приспособлений, средств укрупнения ирельсовых крановых путей в исправном состоянии*.
1.2. На основании Типовой инструкции впорту должна быть разработана с учетом местных условий и утверждена начальникомпорта инструкция для инженерно-технических работников, ответственных засодержание перегрузочных машин, грузозахватных приспособлений, средствукрупнения рельсовых крановых путей в исправном состоянии**.
1.3. Лиц, ответственных за содержаниеперегрузочных машин, грузозахватных приспособлений, средств укрупнения ирельсовых крановых путей в исправном состоянии, назначают приказом начальникагрузового района в зависимости от вида оборудования в соответствии с пунктом1.4 после проверки знаний правил и других нормативных документов, перечисленныхв пункте 2.1, выдачи соответствующего удостоверения и инструкции, составленнойв соответствии с пунктом 1.2.
1.4. Ответственными за содержание висправном состоянии назначаются:
- по перегрузочным машинам грузовыхрайонов - механики, групповые механики (электромеханики);
- по перегрузочным машинам другихподразделений порта - инженерно-технические работники этих подразделений;
- по грузозахватным приспособлениям -инженеры-технологи грузового района;
- по средствам укрупнения, находящимся введении грузовых складов, - начальники этих складов, а находящимся в введенииинвентарных (такелажных) складов, - помощник (заместитель) начальника грузовогорайона по хозяйственной части;
- по рельсовым крановым путям -инженерно-технические работники подразделения, на балансе которого находятсяпричалы и тыловые площадки с рельсовыми крановыми путями.
1.5. Лица, ответственные за содержаниеперегрузочных машин в исправном состоянии, одновременно являются ответственнымиза содержание в исправном состоянии грузозахватных органов, закрепленных заданной машиной или за группой машин.
1.6. Рабочие по обслуживанию и ремонтуперегрузочных машин находятся в подчинении лиц, ответственных за содержаниемашин в исправном состоянии. Рабочие комплексных бригад в период управлениямашинами или выполнения технического обслуживания машин также подчиняются вчасти технической эксплуатации перегрузочных машин лицам, ответственным засодержание этих машин в исправном состоянии.
1.7. Номер и дата приказа о назначениилиц, ответственных за содержание перегрузочных машин в исправном состоянии, атакже занимаемые ими должности, фамилии, имена, отчества и подписи должнысодержаться в паспортах закрепленных за этими лицами машин. Эти сведения должнывноситься в паспорта машин до их регистрации в органах Госгортехнадзора России,а также каждый раз после назначения новых ответственных лиц.
При передаче машин в аренду организация,отвечающая за содержание их в исправном состоянии, должна быть указана вдоговоре на передачу машин в аренду. Если ответственность возлагается наарендатора, он должен организовать надзор и обслуживание в соответствии с требованиямиПравил Госгортехнадзора России и Правил технической эксплуатацииподъемно-транспортного оборудования морских торговых портов (далее - ПТЭ), атакже издать приказ о назначении лиц, ответственных за содержание перегрузочныхмашин в исправном состоянии.
1.8. При назначении лиц, ответственных засодержание перегрузочных машин в исправном состоянии, в приказе поподразделению порта указывают инвентарные номера машин, закрепленных заответственным лицом. Ознакомление с содержанием этого приказа должно быть подтвержденоподписью ответственного лица на подлиннике приказа, а выписка из приказа должнабыть вклеена в журнал группового механика (электромеханика).
1.9. На время отпуска, командировки,болезни или в других случаях временного отсутствия лиц, ответственных засодержание перегрузочных машин, грузозахватных приспособлений, средствукрупнения и рельсовых крановых путей в исправном состоянии, их обязанностивозлагаются приказом (распоряжением) на другого инженерно-техническогоработника, заменившего его по должности (без занесения его фамилии в паспортперегрузочной машины).
1.10. Периодическую проверку знаний лиц,ответственных за содержание перегрузочных машин, грузозахватных приспособлений,средств укрупнения и рельсовых крановых путей в исправном состоянии, производятне реже одного раза в три года.
1.11. Руководство порта обязано создатьусловия для выполнения лицами, ответственными за содержание перегрузочныхмашин, грузозахватных приспособлений, средств укрупнения и рельсовых крановыхпутей в исправном состоянии, возложенных на них обязанностей и установитьнадзор за содержанием перегрузочных машин, съемных грузозахватныхприспособлений, средств укрупнения и рельсовых крановых путей в исправномсостоянии и их безопасной эксплуатацией.
2.1. Лица, ответственные за содержание перегрузочных машин,грузозахватных приспособлений, средств укрупнения и рельсовых крановых путей висправном состоянии, должны наряду с ПТЭ знать правила и другие документы, изчисла перечисленных ниже и соответствующих функциям ответственности конкретногоработника***:
а) документы Госгортехнадзора России:
- Правила устройства и безопаснойэксплуатации грузоподъемных кранов (ПБ10-382-00),
- Правила устройства и безопаснойэксплуатации подъемников (вышек) (ПБ10-256-98),
- Правила устройства и безопаснойэксплуатации лифтов (ПБ 10-06-92);
- Правила устройства и безопаснойэксплуатации паровых и водогрейных котлов (ПБИ-10-370-00),
- Правила устройства и безопаснойэксплуатации сосудов, работающих под давлением (ПБ10-115-96),
- Правила устройства и безопаснойэксплуатации трубопроводов пара и горячей воды (ПБ03-75-94),
- Комплексное обследование крановых путейгрузоподъемных машин. Часть I. Общие положения. Методические указания (РД10-138-97),
- Требования к устройству и безопаснойэксплуатации рельсовых путей козловых кранов (РД10-117-95),
- Стропы грузовые общего назначения.Требования к устройству и безопасной эксплуатации (РД10-33-93),
- Стропы грузовые общего назначения натекстильной основе. Требования к устройству и безопасной эксплуатации (РД24-СЗК-01-01);
- Инструкция по надзору за изготовлением,ремонтом и монтажом подъемных сооружений (РД10-08-92),
- другие руководящие документы,инструкции, методические указания, информационные письма,
б) документы Минэнерго России иГосэнергонадзора России:
- Правила устройства электроустановок,
- Межотраслевые правила по охране труда(правила безопасности) при эксплуатации электроустановок (ПОТРМ-016-2001, РД 153-34.0-03.150-00),
- Правила эксплуатации электроустановокпотребителей,
в) руководящие документы Минтранса Россиипо охране труда:
- Правила охраны труда в морских портах (ПОТ РО152-31.82.03-96),
- Правила техники безопасности ипроизводственной санитарии на промышленных предприятиях морского транспорта (РД31.83.04-89),
- Положение об обучении и инструктаже поохране труда работников предприятий, организаций и учреждений морскоготранспорта (РД31.87.03-95),
- Сборник типовых инструкций по охранетруда для рабочих профессий докеров-механизаторов морских портов (ТОИ РД31.82.05-95),
- Контейнеры крупнотоннажныеуниверсальные. Правила технической эксплуатации и безопасности труда в морскихпортах (РД 31.44.04-80),
- приказы, инструктивные письма,указания.
2.2. Лица, ответственные за содержаниеперегрузочных машин, грузозахватных приспособлений, средств укрупнения ирельсовых крановых путей в исправном состоянии, обязаны обеспечить:
- содержание перегрузочных машин,грузозахватных приспособлений, средств укрупнения и рельсовых крановых путей висправном состоянии путем проведения регулярных осмотров и ремонтов вустановленные сроки, систематического контроля правильности ведения вахтенныхжурналов перегрузочных машин и вахтенных журналов сменных механиков, журналовучета и осмотра грузозахватных приспособлений и средств укрупнения;
- управление, техническое обслуживание иремонт перегрузочных машин, грузозахватных приспособлений, средств укрупнения ирельсовых крановых путей обученным и аттестованным персоналом, имеющимнеобходимые знания и достаточные навыки для выполнения возложенных на нихработ. Эти лица обязаны участвовать в периодической проверке знанийобслуживающего персонала (не реже, чем через 12 месяцев) и его систематическийинструктаж;
- проверку наличия и выполненияпроизводственных инструкций у рабочих, управляющих перегрузочными машинами,рабочих по техническому обслуживанию и ремонту перегрузочных машин,грузозахватных приспособлений и средств укрупнения и выполнения этими рабочимиуказанных инструкций;
- своевременное выполнение предписанийорганов Госгортехнадзора России, Госэнергонадзора России, Государственнойинспекции труда и лиц, осуществляющих надзор за содержанием перегрузочныхмашин, грузозахватных приспособлений, средств укрупнения и рельсовых крановыхпутей в исправном состоянии;
- контроль за ведением и хранениемтехнической документации на перегрузочные машины, грузозахватные приспособленияи средства укрупнения.
2.3. В случае установления нарушенийправил технической эксплуатации перегрузочных машин, грузозахватныхприспособлений и средств укрупнения с ведома лиц, ответственных за безопасноепроизводство работ по перемещению грузов перегрузочными машинами, лицо,ответственное за исправное состояние, должно остановить работу и поставить обэтом в известность руководство грузового района.
2.4. Лица, ответственные за содержание перегрузочных машин,съемных грузозахватных приспособлений, средств укрупнения и рельсовых крановыхпутей в исправном состоянии, должны присутствовать при контрольных проверках,проводимых инспекторами Госгортехнадзора России, Госэнергонадзора России иинженерно-техническими работниками по надзору за безопасной эксплуатациейперегрузочных машин, съемных грузозахватных приспособлений, средств укрупненияи рельсовых крановых путей в порту.
2.5. В обязанности лиц, ответственных засодержание перегрузочных машин в исправном состоянии, входит, кроме указанных впунктах 2.1-2.4,обеспечение организационных и технических мероприятий, приведенных в пунктах 2.5.1-2.5.23.
2.5.1. Лицо, ответственное за содержаниеперегрузочных машин в исправном состоянии, обязано:
- обеспечивать своевременную подготовкуперегрузочной машины к техническому освидетельствованию и принимать в немучастие;
- обеспечивать вывод перегрузочной машинына ремонт и ввод ее в эксплуатацию в соответствии с утвержденными графикамиремонта;
- систематически проводить инструктажрабочих по техническому обслуживанию и ремонту и рабочих, закрепленных заперегрузочными машинами, по вопросам содержания машин в исправном состоянии,разбирать причины аварий и случаи нарушения правил эксплуатации машин ипринимать меры к недопущению их в дальнейшем;
- вести контроль за соблюдением установленногов порту порядка приема-сдачи смены рабочими, управляющими перегрузочнымимашинами;
- обеспечивать закрепление машин зарабочими по техническому обслуживанию и ремонту;
- участвовать в разработке графиковпериодических осмотров перегрузочных машин;
- организовывать и участвовать впроведении оперативных и периодических осмотров перегрузочных машин;
- обеспечивать наличие на перегрузочныхмашинах необходимых четко выполненных надписей, знаков и т.д. в соответствии стребованиями ПТЭи Правил охраны труда в морских портах;
- не допускать перестановки или снятияприспособлений, обеспечивающих безопасность производства работ (тупиковыхупоров, ограждений, знаков, сигналов и т.п.), а также перестановки ирегулирования приборов безопасности без его указания.
2.5.2. Лицо, ответственное за содержаниекранов в исправном состоянии, подготавливает кран к техническомуосвидетельствованию, во время которого в соответствии с ПравиламиГосгортехнадзора России по кранам и с учетом требований РД 31.44.37-89 проверяютсяи осматриваются:
а) механизмы, электрооборудование,приборы безопасности, тормоза и аппараты управления;
б) освещение, сигнализация ирегламентированные Правилами Госгортехнадзора России по кранам габаритыприближения грузов и строений;
в) состояние металлоконструкций и ихсварных соединений (отсутствие трещин, деформаций, утончения стенок вследствиекоррозии, ослабления клепаных соединений и т.п.), а также состояние кабины,лестниц (трапов), площадок и ограждений;
г) состояние крюка, деталей его подвески(износ и отсутствие трещин в зеве, в нарезной части и других местах). Износкрюка в зеве не должен превышать 10 % первоначальной высоты сечения крюка взоне износа;
д) состояние канатов и их крепления.Выбраковка канатов производится согласно требованиям Правил ГосгортехнадзораРоссии по кранам;
е) состояние механизмов, блоков, осей идеталей их крепления, а также элементов подвески стрелы;
ж) состояние заземления электрическогокрана с определением сопротивления растеканию тока;
з) соответствие массы противовеса ибалласта значениям, указанным в паспорте;
и) состояние рельсового кранового пути иего соответствие требованиям Правил Госгортехнадзора России по кранам и ПТЭ.
Работы, предусмотренные в подпунктах в,ж,з,и,могут быть выполнены до технического освидетельствования лицами, ответственнымиза содержание кранов в исправном состоянии. В этом случае результаты осмотра ипроверок по подпунктам в, ж, з должны быть оформлены актами за подписьюзаместителя начальника района по механизации и лиц, ответственных за содержаниекрана в исправном состоянии (групповой механик и электромеханик).
Акт по рельсовым крановым путямсоставляет отдел гидротехнических и инженерных сооружений порта.
2.5.3. Лицо, ответственное за содержаниекрана в исправном состоянии, не должно допускать к эксплуатации вновьсмонтированный или перенесенный на новое место кран без проведения инспекторомГосгортехнадзора России технического освидетельствования крана и записи в егопаспорте, сделанной инспектором, разрешающей эксплуатацию крана, а для машин,не регистрируемых в органах Госгортехнадзора России, - без техническогоосвидетельствования и разрешения инженерно-технического работника по надзору.
2.5.4. Лицо, ответственное за содержаниекрана в исправном состоянии, должно контролировать выполнение установленногоПравилами Госгортехнадзора России по кранам порядка доступа на рельсовыекрановые пути с целью производства ремонтных и других работ. Допуск долженосуществляться по наряду-допуску, определяющему условия безопасного производстваработ.
2.5.5. При эксплуатации кранов настроительстве лицо, ответственное за содержание крана в исправном состоянии,должно потребовать наличие:
- на участке производства работ - таблицмассы перемещаемых строительных деталей, схем строповки и обвязки грузов инеобходимых предупредительных надписей и плакатов;
- на местах производства - плакатов суказанием лиц, ответственных за безопасное производство работ по перемещениюгрузов кранами, и стропальщиков. На башенных кранах должны быть опломбированы илизаперты двери защитных панелей.
2.5.6. Лицо, ответственное за содержаниекранов в исправном состоянии, обязано:
- производить в соответствии сутвержденным графиком периодическую проверку ограничителей грузоподъемностикранов с записью результатов проверки в журнал группового механика(электромеханика);
- обеспечивать краны приспособлениями длязапирания дверей кабин и контролировать их запирание;
- не допускать без своего разрешенияустановку в кабинах крановщиков электрических и других отопительных приборов;
- направлять стреловые самоходные краныдля производства работ сторонними организациями и на строительно-монтажныеработы только по письменной заявке, в которой должны быть указаны: фамилиялица, ответственного за безопасное производство работ по перемещению грузовкранами, фамилии стропальщиков и номера их удостоверений. При необходимостипроизводства работ вблизи линии электропередачи должно быть указано напряжениелинии электропередачи и расстояние от нее до места производства работ.Указанные данные должны быть вписаны в путевой лист, а при необходимостипроизводства работ вблизи линии электропередач эти данные должны быть занесеныв наряд-допуск. В путевом листе должно быть также указано, что кран находится висправном состоянии;
- обеспечивать на стреловых самоходныхкранах наличие предупредительных надписей ("Не стой под грузом истрелой", "Запрещается работа вблизи линии передач","Берегись поворота крана" и т.п.);
- производить осмотр кранов передвыпуском их из гаража и обеспечивать устранение обнаруженных неисправностей.При этом особое внимание должно быть уделено осмотру и проверке тормозовмеханизмов подъема и стрелы.
2.5.7. При выявлении неисправностей краналицо, ответственное за его содержание в исправном состоянии, должно принятьмеры к их устранению. В частности, не должна допускаться работа крана приналичии:
- трещин в металлоконструкциях имеханизмах крана;
- ослаблений креплений в стыкахметаллоконструкций или деталей механизмов;
- неисправности механизмов илинедопустимого износа их деталей, канатов и крюков;
- неисправности (отсутствии) ограничителягрузоподъемности, концевых выключателей механизма подъема груза или изменениявылета стрелы, указателей изменения вылета и грузоподъемности на данном вылете,неисправности сигнальных приборов.
Кран не должен допускаться к работе безразрешения органов Госгортехнадзора России в случаях, предусмотренных ПравиламиГосгортехнадзора России по кранам, а также без разрешения лиц, осуществляющихместный технический надзор за содержанием кранов в исправном состоянии, поистечении срока до очередного технического освидетельствования, а для кранов,отработавших нормативный срок, без проведения обследования и полученияразрешения на дальнейшую эксплуатацию такого крана. В случаях, когда кран органамиГосгортехнадзора России останавливается принудительно с опломбированием, пломбаможет быть снята только с разрешения этих органов, а сохранность ее с моментапостановки до момента снятия обеспечивается лицом, ответственным за содержаниекрана в исправном состоянии.
2.5.8. Вывод крана на ремонт долженпроизводиться лицом, ответственным за содержание крана в исправном состоянии, всоответствии с утвержденным графиком и приказом по грузовому району или попорту. В случае необходимости досрочного вывода крана на ремонт лицо,ответственное за содержание крана в исправном состоянии, должно поставить обэтом в известность руководство грузового района. Дата и время вывода крана наремонт должны быть указаны в графике ремонта и записаны в вахтенном журналеперегрузочной машины и в журнале группового механика.
2.5.9. Использовать краны, находящиеся времонте, для производства перегрузочных работ запрещается.
2.5.10. После ремонта или реконструкциикрана лицо, ответственное за содержание крана в исправном состоянии, должнообеспечить хранение документов, подтверждающих качество металла, электродов исварки, применявшихся при ремонте.
2.5.11. Ввод крана в эксплуатацию послеремонта производится в порядке, предусмотренном ПТЭ. Дата и времяввода в эксплуатацию заносятся в вахтенный журнал перегрузочной машины, журналсменного механика и журнал группового механика (электромеханика) лицом,ответственным за содержание крана в исправном состоянии.
2.5.12. Лицу, ответственному засодержание лифтов в исправном состоянии, должны быть подчинены электромеханикпо лифтам, лифтеры и рабочие по техническому обслуживанию и ремонтуперегрузочных машин.
2.5.13. Лифт может быть допущен кэксплуатации только по назначению и в пределах его номинальнойгрузоподъемности.
2.5.14. Осмотр лифта для определения егосостояния должен сопровождаться проверкой работы механизмов иэлектрооборудования, системы управления, сигнализации, дверных замков, дверныхконтактов, концевых выключателей и других предохранительных устройств, а такжеосвещения. При осмотре лифта должны быть проверены состояние кабины,противовеса, направляющих, канатов, ограждений.
2.5.15. Эксплуатация лифта, у которогоистек указанный в его паспорте срок очередного освидетельствования, недопускается.
2.5.16. Лица, ответственные за содержаниесосудов, работающих под давлением, в исправном состоянии, должныруководствоваться в своей работе указаниями Правил устройства и безопасностисосудов, работающих под давлением, Правил устройства и безопасной эксплуатациитрубопроводов пара и горячей воды, а также дополнительными указаниями, которыедолжны быть разработаны в порту с учетом заводских инструкций, условий работы иконструктивных особенностей сосудов, работающих под давлением.
2.5.17. Лица, ответственные за содержаниекотлов в исправном состоянии, должны руководствоваться в своей работеуказаниями Правил устройства и безопасной эксплуатации паровых и водогрейныхкотлов и Правил устройства и безопасной эксплуатации трубопроводов пара игорячей воды, а также дополнительными указаниями, которые должны бытьразработаны в порту с учетом заводских инструкций, условий работы иконструктивных особенностей сосудов, работающих под давлением.
2.5.18. Лица, ответственные за содержаниеперегрузочных машин в исправном состоянии, должны следить за тем, чтобы сдача иприем машин во время смены производились в соответствии с установленным в портупорядком.
Сдача и прием машин производятсярабочими, управляющими перегрузочными машинами, через сменного механикагрузового района и оформляются в вахтенном журнале сменного механика грузовогорайона подписями лиц, сдающих и принимающих машину, с указанием о ее готовностик работе. В тех случаях, когда на машине ведется вахтенный журнал перегрузочноймашины, прием и сдача смены оформляются в этом журнале. Ответственность задопуск к работе рабочих, не имеющих удостоверения на право управления машинами(или с просроченными удостоверениями), несут сменные механики.
2.5.19. Лица, ответственные за содержаниеперегрузочных машин в исправном состоянии, должны обеспечивать соблюдениеустановленного ПТЭ порядка оперативного и длительного хранения машин, неиспользуемых в работе.
2.5.20. Оперативному хранению подлежатмашины, предназначенные для выполнения сменно-суточного плана. Такое хранениедолжно осуществляться в помещениях или на специально предназначенных для этойцели и оборудованных площадках.
Длительному хранению подлежат машины, неиспользуемые в течение месяца и более или находящиеся в ожидании ремонта.Длительное хранение машин внутрипортового транспорта должно осуществляться наскладах, под навесом или под водонепроницаемыми чехлами. В необходимых случаяхдолжна быть выполнена консервация машин в соответствии с указаниями заводскихинструкций.
2.5.21. Лица, ответственные за содержаниемашин внутрипортового безрельсового транспорта в исправном состоянии, обязанынемедленно запретить работу машин при обнаружении следующих неисправностей:
а) тормоза:
- рабочий тормоз не обеспечиваетравномерного торможения колес,
- не обеспечивается эффективностьторможения, установленная заводской инструкцией,
- нарушена герметичность системыпневматических тормозов, что вызывает падение давления воздуха при неработающемдвигателе более 1 кг/см2 в час или подтекает жидкость вгидравлической системе тормозов,
- не работает манометр системыпневматических тормозов,
- компрессор не обеспечиваетустановленного давления воздуха в системе пневматических тормозов,
- рычаг (рукоятка) стояночного тормоза неудерживается запирающим устройством,
- стояночный тормоз не удерживает машинунезависимо от ее нагрузки на подъеме или спуске с уклоном 16°;
б) рулевое управление:
- величина люфта рулевого управленияпревышает норму, установленную заводом-изготовителем. Если эта норма неустановлена, люфт, замеренный на ободе рулевого колеса, не должен превышать25°,
- затруднено вращение рулевого колеса,
- не закреплены, не зашплинтованы,отсоединились либо повреждены детали рулевого управления,
- не исправен гидроусилитель руля;
в) колеса и шины:
- протектор шины имеет глубину менее 1мм,
- шина имеет сквозное повреждение илиразрыв нитей корда,
- колесо ненадежно закреплено на ступице;
г) двигатель и трансмиссия:
- подтекает топливо из системы питания,
- неисправен или отсутствует глушитель,
- не выключается или самопроизвольновыключается передача,
- поврежден или вибрирует карданный вал,
- неисправности автоматической коробки,указанные в инструкции,
- загазованность в кабине водителя;
д) внешние световые приборы:
- неисправны или отсутствуютпредусмотренные заводом-изготовителем внешние световые приборы;
е) кабина, дополнительное оборудование,сигнализация:
- отсутствует или неправильно установленопредусмотренное инструкцией зеркало заднего вида машины,
- неисправен звуковой сигнал;
- неисправны замки дверей кабины,
- отсутствует предусмотренный инструкциейгрязезащитный фартук колеса;
ж) электрооборудование:
- перегревается или искритэлектрооборудование,
- неисправны защитные и блокировочныеустройства,
- неисправны либо не отрегулированыограничители;
з) гидравлическая система игидроподъемник:
- подтекание рабочей жидкости,
- признаки попадания воздуха вгидросистему,
- падение давления рабочей жидкости нижедопустимой величины,
- наличие трещин в металлоконструкциирамы и каретки грузоподъемника;
и) сменные грузозахватные органы:
- поломки и неисправности, угрожающиебезопасности труда и сохранности груза.
2.5.22. Лица, ответственные за содержаниемашин непрерывного транспорта в исправном состоянии, обязаны немедленнозапретить работу машины при следующих неисправностях:
- появление ненормального шума вмеханизмах, нарушение плотности стыковых соединений всасывающих трубопроводов ишлюзового устройства с вакуумной камерой,
- ненормальный нагрев узлов механизма илиэлектрооборудования,
- значительный боковой сдвиг ленты,скребков, ковшей и другие смещения, вызывающие истирание их кромок онеподвижные детали станины или осыпание груза на сторону,
- появление на ленте надрывов илипорезов, а на других рабочих органах трещин, деформаций, разрывов и другихдефектов,
- появление неисправностей заземляющих иограждающих устройств,
- неисправность конечных выключателей,системы электрической защиты, сигнальных и осветительных приборов,
- частое срабатывание электромагнитнойили тепловой защиты электропривода,
- возникновение опасности для людей приработе машин.
2.5.23. Лица, ответственные за содержание висправном состоянии рельсовых крановых путей, должны проводить повседневнотехнические осмотры и присутствовать при проведении периодических осмотров,проводимых инженерно-техническими работниками отдела гидротехнических иинженерных сооружений.
При повседневном техническом осмотреследует проверять состояние:
- рельсов и шпал крановых путей,
- прирельсовых канавок,
- водоотводящих устройств,
- концевых упоров,
- заземляющих устройств.
При осмотре рельсовых крановых путей,уложенных на бетонном основании, следует особое внимание уделять состояниюстыков, заметная осадка которых при прохождении над ними крана указывает наразрушение бетона.
При обнаружении дефектных рельсов (свыколом головки, поперечным изломом и т.п.) следует запретить работу крана нарасстоянии менее 3 м от оси ближайшего колеса до дефектного места при шпальномосновании и менее 1м - при жестком основании.
При эксплуатации рельсовых крановых путейдолжны соблюдаться допуски на укладку путей, приведенные в ПравилахГосгортехнадзора России по кранам и с учетом требований в части разновысотностиотметок, приведенных в РД31.35.10-86. Инструментальная проверка укладки рельсов проводится отделомгидротехнических и инженерных сооружений, в обязанности которого входит надзорза содержанием рельсовых крановых путей в исправном состоянии.
2.6. В обязанности лиц, ответственных засодержание грузозахватных приспособлений и средств укрупнения в исправномсостоянии, входит, кроме указанных в пунктах 2.1-2.4,обеспечение организационных и технических мероприятий, приведенных в пунктах 2.6.1-2.6.2.
2.6.1. Лицо, ответственное за содержаниегрузозахватных приспособлений и средств укрупнения в исправном состоянии,обязано:
а) следить за тем, чтобы
- все используемые грузозахватныеприспособления имели клейма или прочно прикрепленные металлические бирки суказанием инвентарного номера, грузоподъемности и даты испытания, а насредствах укрупнения были указаны товарный знак завода-изготовителя,грузоподъемность, номер партии и дата изготовления,
- соблюдался установленный в порту всоответствии с ПТЭпорядок выдачи, хранения и технического обслуживания грузозахватныхприспособлений и средств укрупнения;
б) проводить периодический осмотр сзаписью результатов в журнал учета и осмотра грузозахватных приспособлений исредств укрупнения:
- стропов - через каждые 10 дней,
- траверс, балансиров, клещей и различныхзахватов для кип, рулонов, бочек, мешков, ящиков, металлов и других грузов -через месяц.
Редко используемые грузозахватныеприспособления (реже, чем один раз в месяц) должны подвергаться осмотру передкаждой выдачей их в работу.
Осмотр должен производиться в соответствиис инструкцией, определяющей порядок и методы осмотра, браковочные показатели, атакже методы устранения обнаруженных повреждений. Такая инструкция должна бытьпоставлена в составе технической документации завода-изготовителя илиразработана портом в соответствии с рекомендациями, приведенными в ПравилахГосгортехнадзора России по кранам.
2.6.2. Разрешение на эксплуатациюгрузозахватных приспособлений и средств укрупнения после изготовления и ремонтавыдается лицом, ответственным за их содержание в исправном состоянии, наосновании соответствующей документации и результатов техническогоосвидетельствования на заводе (в мастерской порта) и оформляется записью иподписью в журнале учета и осмотра грузозахватных приспособлений и средствукрупнения.
Лица, ответственные за содержаниеперегрузочных машин, грузозахватных приспособлений, средств укрупнения ирельсовых крановых путей в исправном состоянии, имеют право:
- запрещать эксплуатацию перегрузочных машин,грузозахватных приспособлений, средств укрупнения и рельсовых крановых путей,техническое состояние которых может повлечь за собой аварию или угрожать жизнии здоровью людей;
- предупреждать рабочих и делатьпредставления о наложении взысканий на рабочих, управляющих перегрузочнымимашинами, и на рабочих по техническому обслуживанию и ремонту при нарушении имиинструкций;
- представлять рабочих своей группы кпоощрению и наложению взысканий.
______________________________
* В дальнейшем под перегрузочными машинами вслучаях, когда не требуется разделения, будут подразумеваться перегрузочныемашины, лифты, грузозахватные органы, а также установленные на перегрузочныхмашинах и комплексах котлы и сосуды, работающие под давлением.
**В дальнейшем эти работники будут именоваться лицами, ответственными засодержание перегрузочных машин, грузозахватных приспособлений, средствукрупнения и рельсовых крановых путей в исправном состоянии.
***Перечень документов, из числа приведенных ниже, которые должен знатьинженерно-технический работник, определяется видом оборудования, за содержаниекоторого в исправном состоянии несет ответственность этот работник.
1.1. Настоящая Типовая инструкцияопределяет права и обязанности инженерно-технических работников по надзору засодержанием в исправном состоянии перегрузочных машин, лифтов, грузозахватныхорганов, установленных на перегрузочных машинах и комплексах котлов и сосудов,работающих под давлением*,грузозахватных приспособлений, средств укрупнения и рельсовых крановых путей, атакже по надзору за безопасным производством работ по перемещению грузовперегрузочными машинами**.
На основании Типовой инструкции в портудолжны быть разработаны с учетом местных условий и утверждены начальником портаинструкции для инженерно-технических работников по надзору с конкретизациейфункций надзора.
1.2. Инженерно-технические работники понадзору назначаются приказом по порту после проверки знаний правил и другихнормативных материалов, перечисленных ниже (см. пункт 2.1), выдачи соответствующегоудостоверения и инструкции, разработанной в соответствии с пунктом 1.1.
Периодическая проверка знанийинженерно-технических работников по надзору должна производиться не реже одногораза в три года.
1.3. Функции надзора распределяются междуотделами и подразделениями порта следующим образом:
- отдел механизации обеспечивает надзорза содержанием в исправном состоянии перегрузочных машин, грузозахватныхорганов, сосудов под давлением, электрических колонок;
- технологический отдел (группа)обеспечивает надзор за производством работ по перемещению грузов перегрузочнымимашинами, за соблюдением технологической дисциплины, за содержаниемгрузозахватных приспособлений и средств укрупнения в исправном состоянии;
- отдел гидротехнических и инженерныхсооружений обеспечивает надзор за содержанием рельсовых крановых путей висправном состоянии.
1.4. Инженерно-технические работники понадзору должны работать по планам, утвержденным главным инженером порта.
1.5. На инженерно-технических работниковпо надзору не могут быть возложены обязанности лиц, ответственных за содержаниеперегрузочных машин в исправном состоянии, и лиц, ответственных за безопасноепроизводство работ по перемещению грузов перегрузочными машинами.
1.6. Во время отпуска, командировки,болезни и в других случаях отсутствия инженерно-технического работника понадзору выполнение его обязанностей должно быть возложено приказом по порту надругого инженерно-технического работника, прошедшего соответствующую проверку знаний.
2.1. Инженерно-технические работники понадзору должны наряду с Правилами технической эксплуатацииподъемно-транспортного оборудования морских портов (далее - ПТЭ) знать ируководствоваться правилами и другими документами, из числа перечисленных нижеи соответствующих функциям надзора конкретного работника:
а) документы Госгортехнадзора России:
- Правила устройства и безопаснойэксплуатации грузоподъемных кранов (ПБ10-382-00),
- Правила устройства и безопаснойэксплуатации подъемников (вышек) (ПБ10-256-98),
- Правила устройства и безопасной эксплуатациилифтов (ПБ 10-06-92),
- Правила устройства и безопаснойэксплуатации паровых и водогрейных котлов (ПБИ-10-370-00),
- Правила устройства и безопаснойэксплуатации сосудов, работающих под давлением (ПБ10-115-96),
- Правила устройства и безопаснойэксплуатации трубопроводов пара и горячей воды (ПБ03-75-94),
- Комплексное обследование крановых путейгрузоподъемных машин. Часть I. Общие положения. Методические указания (РД10-138-97),
- Требования к устройству и безопаснойэксплуатации рельсовых путей козловых кранов (РД10-117-95),
- Стропы грузовые общего назначения.Требования к устройству и безопасной эксплуатации (РД10-33-93),
- Стропы грузовые общего назначения натекстильной основе. Требования к устройству и безопасной эксплуатации (РД24-СЗК-01-01),
- Инструкция по надзору за изготовлением,ремонтом и монтажом подъемных сооружений (РД10-08-92),
- другие руководящие документы,инструкции, методические указания, информационные письма;
б) документы Минэнерго России иГосэнергонадзора России:
- Правила устройства электроустановок,
- Правила эксплуатации электроустановокпотребителей,
- Межотраслевые правила по охране труда(правила безопасности) при эксплуатации электроустановок (ПОТРМ-016-2001, РД 153-34.0-03.150-00);
в) руководящие документы Минтранса Россиипо охране труда:
- Правила охраны труда в морских портах (ПОТ РО152-31.82.03-96),
- Правила техники безопасности ипроизводственной санитарии на промышленных предприятиях морского транспорта (РД31.83.04-89),
- Положение об обучении и инструктаже поохране труда работников предприятий, организаций и учреждений морскоготранспорта (РД31.87.03-95),
- Сборник типовых инструкций по охранетруда для рабочих профессий докеров-механизаторов морских портов (ТОИ РД31.82.05-95),
- Контейнеры крупнотоннажныеуниверсальные. Правила технической эксплуатации и безопасности труда в морскихпортах (РД 31.44.04-80),
- приказы, инструктивные письма,указания.
2.2. Инженерно-технические работники по надзору за содержаниемв исправном состоянии перегрузочных машин, грузозахватных приспособлений,средств укрупнения и рельсовых крановых путей, обязаны:
- осуществлять надзор за техническимсостоянием и безопасной эксплуатацией перегрузочных машин, грузозахватныхприспособлений, средств укрупнения, крановых рельсовых путей и принимать мерыпо предупреждению нарушений правил безопасности;
- обеспечивать наличие и соответствиеПравилам Госгортехнадзора России, Госэнергонадзора России и ПТЭ техническойдокументации на перегрузочные машины, грузозахватные приспособления, средстваукрупнения, крановые рельсовые пути и соблюдать установленный ПТЭ порядок вводаих в эксплуатацию;
- проверять соблюдение установленного впорту порядка назначения инженерно-технических работников, ответственных засодержание перегрузочных машин, грузозахватных приспособлений, средствукрупнения, крановых рельсовых путей в исправном состоянии, и лиц,ответственных за безопасное производство работ по перемещению грузов;контролировать наличие у этих работников удостоверений и должностныхинструкций;
- проверять выполнение своих обязанностейинженерно-техническими работниками, ответственными за содержание перегрузочныхмашин, грузозахватных приспособлений, средств укрупнения, крановых рельсовыхпутей в исправном состоянии, и лицами, ответственными за безопасноепроизводство работ по перемещению грузов;
- проверять выполнение своих предписаний,предписаний органов Госгортехнадзора России, Госэнергонадзора России,Российского Морского Регистра Судоходства и Государственной инспекции труда, атакже установленного в порту порядка проведения мероприятий местноготехнического надзора - выполнения графиков оперативных и периодическихосмотров, технических обслуживании и ремонта перегрузочных машин,грузозахватных приспособлений, средств укрупнения и рельсовых крановых путей;
- производить в соответствии с ПТЭпервичные, очередные и внеочередные технические освидетельствованияперегрузочных машин, грузозахватных приспособлений, средств укрупнения ирельсовых крановых путей, записывая результаты освидетельствования всоответствующие технические документы: паспорта перегрузочных машин, журналыгрупповых механиков (электромехаников) и т.д.;
- оказывать помощь подразделениям порта ворганизации своевременного обследования кранов, отработавших нормативный срок,специализированными организациями и контролировать выполнение предписаний порезультатам обследования;
- вести учет перегрузочных машин,грузозахватных приспособлений и средств укрупнения, если эти обязанности невозложены на других лиц;
- присутствовать при обследовании иосмотрах перегрузочных машин, грузозахватных приспособлений, средствукрупнения, рельсовых крановых путей представителями Госгортехнадзора России,Госэнергонадзора России;
- проводить не реже одного раза в 3месяца совещания по вопросам безопасной эксплуатации перегрузочных машин нагрузовых районах (в подразделениях) порта с обслуживающим персоналом иинженерно-техническими работниками, связанными с эксплуатацией перегрузочныхмашин;
- участвовать в расследовании аварий инесчастных случаев, связанных с эксплуатацией перегрузочных машин, грузозахватныхприспособлений и средств укрупнения, а также связанных с нарушениемтехнологической дисциплины и установленного порядка производства работ;участвовать в разработке мероприятий по их предотвращению;
- контролировать качество выполненияремонтных работ, соблюдение правил их производства и порядка допуска рабочих кпроизводству работ;
- участвовать в комиссии по проверкезнаний инженерно-технических работников, ответственных за содержание висправном состоянии перегрузочных машин, грузозахватных приспособлений, средствукрупнения и рельсовых крановых путей, и по проверке знаний лиц, ответственныхза безопасное выполнение работ по перемещению грузов перегрузочными машинами.
2.3. В обязанности инженерно-техническихработников по надзору за содержанием перегрузочных машин в исправном состояниивходит, кроме указанного в пункте 2.2,обеспечение организационных и технических мероприятий, приведенных в пунктах 2.3.1-2.3.8.
2.3.1. Инженерно-технические работники понадзору за содержанием перегрузочных машин в исправном состоянии обязаны:
- проверять соблюдение установленного впорту порядка допуска рабочих к управлению, техническому обслуживанию и ремонтуперегрузочных машин;
- контролировать соблюдение системынарядов-допусков при выполнении работ вблизи электропередач и на крановых путяхмостовых и консольных передвижных кранов;
- контролировать выполнениеустановленного в порту порядка выделения перегрузочных машин сторонниморганизациям;
- организовывать периодическую проверкузнаний инженерно-технических работников, ответственных за содержаниеперегрузочных машин в исправном состоянии;
- участвовать в комиссиях по аттестации ипериодической проверке знаний докеров-механизаторов и рабочих по техническомуобслуживанию и ремонту и проверять их знания на рабочих местах;
- осуществлять надзор за монтажомперегрузочного оборудования и участвовать в работе комиссий по приемке его вэксплуатацию.
2.3.2. Инженерно-технические работники понадзору за содержанием перегрузочных машин в исправном состоянии не должныдопускать к эксплуатации перегрузочные машины, если:
- обслуживание машин производитсянеаттестованным персоналом;
- не назначены инженерно-техническиеработники, ответственные за содержание перегрузочных машин в исправномсостоянии, а также лица, ответственные за безопасное производство работ;
- истек срок техническогоосвидетельствования;
- отсутствует паспорт установленной формыили он не содержит необходимых сведений;
- не выполнены выданные им предписанияили предписания органов Госгортехнадзора России, Госэнергонадзора России,Государственного инспектора труда;
- на перегрузочной машине выявленынеисправности, которые свидетельствуют об отсутствии надлежащего местноготехнического надзора на грузовом районе (в подразделении) порта и могутпривести к аварии или несчастному случаю;
- применяемые грузозахватныеприспособления и средства укрупнения не соответствуют массе и характеруперемещаемых грузов.
2.3.3. Инженерно-технические работники понадзору за содержанием грузоподъемных кранов в исправном состоянии не должныдопускать к эксплуатации краны и грузозахватные органы, если обнаруженынарушения, указанные в пункте2.3.2, а также, если:
- выявлены неисправности тормозов,канатов и их креплений, цепей, крюков, лебедок, ходовых колес, блокировочныхустройств и приборов безопасности, ограничителя грузоподъемности, а такженесоответствие электрической схемы крана его проекту;
- имеются трещины или недопустимыедеформации и коррозия в несущих металлоконструкциях;
- не исправны механизмы,электрооборудование или заземление крана;
- выявлены неисправности рельсовогокранового пути;
- не проведены первичное или повторныеобследования крана со сроком службы более установленного ПравиламиГосгортехнадзора России по кранам.
2.3.4. Инженерно-технические работники понадзору за содержанием лифтов в исправном состоянии не должны допускать лифты кэксплуатации, если обнаружены нарушения, указанные в пункте2.3.2, а также, если:
- обслуживание лифтов не соответствуеттребованиям Госгортехнадзора России, приведенным в Правилах устройства ибезопасной эксплуатации лифтов;
- повреждено ограждение шахты;
- отсутствуют или неисправны замки дверейшахты и кабины, концевые выключатели, подпольные контакты, другие блокировочныеконтакты или предохранительные устройства;
- понижено сопротивление изоляциипроводки и аппаратуры;
- неисправны звуковая и световаясигнализации;
- отсутствует освещение шахты, кабины,машинного помещения, площадки перед дверью шахты;
- имеют место случаи самопроизвольногодвижения кабины лифта;
- имеются другие неисправности, которыемогут вызвать аварию или несчастный случай.
2.3.5. Инженерно-технические работники понадзору за содержанием сосудов, работающих под давлением, в исправном состояниидолжны руководствоваться в своей работе указаниями Госгортехнадзора России,приведенными в Правилах устройства и безопасной эксплуатации сосудов,работающих под давлением, и Правилах устройства и безопасной эксплуатациитрубопроводов пара и горячей воды.
2.3.6. Инженерно-технические работники понадзору за содержанием котлов в исправном состоянии должны руководствоваться всвоей работе требованиями Госгортехнадзора, приведенными в Правилах устройстваи безопасной эксплуатации паровых и водогрейных котлов и в Правилах устройстваи безопасной эксплуатации трубопроводов пара и горячей воды.
2.3.7. Инженерно-технические работники понадзору за содержанием в исправном состоянии машин внутрипортовогобезрельсового транспорта не должны допускать к эксплуатации эти машины, еслиобнаружены нарушения, указанные в пункте2.3.2, а также, если:
- неисправны: рулевое управление,тормозная система, сигнальные и осветительные приборы;
- неисправны: рессорная подвеска,аппаратура управления, устройства гидросистемы;
- неисправен грузозахватный орган;
- появился ненормальный шум;
- наблюдается подтекание топлива,искрение электрооборудования или его перегрев, тяговые аккумуляторы разряженыниже нормы;
- выявлены другие неисправности, которыене обеспечивают безопасного производства работ или могут привести к поломкамили авариям.
2.3.8. Инженерно-технические работники понадзору за содержанием в исправном состоянии машин непрерывного транспорта недолжны допускать к эксплуатации эти машины, если обнаружены нарушения,указанные в пункте2.3.2, а также, если неисправны:
- привод машины, редукторы и механизмы;
- рабочий орган, приемные, сбрасывающие изаборные устройства;
- ходовая часть, приборы освещения исигнализации;
- система управления,электрооборудование, заземление, система блокировки.
2.4. В обязанности инженерно-техническихработников по надзору за безопасным производством работ по перемещению грузовперегрузочными машинами, за соблюдением технологической дисциплины, засодержанием грузозахватных приспособлений и средств укрупнения в исправномсостоянии входит, кроме перечисленного в пункте 2.2,обеспечение организационных и технических мероприятий, приведенных в пункте 2.4.1.
2.4.1. Инженерно-технические работники понадзору за безопасным производством работ по перемещению грузов перегрузочнымимашинами, за соблюдением технологической дисциплины, за содержаниемгрузозахватных приспособлений средств укрупнения в исправном состоянии обязаны:
а) проверять соблюдение установленного впорту порядка допуска к работе стропальщиков и сигнальщиков;
б) организовывать периодическую проверкузнаний рабочих комплексных бригад, выполняющих функции стропальщиков исигнальщиков, и участвовать в комиссиях по аттестации и периодической проверкезнаний этих рабочих;
в) проверять выполнение правилбезопасного производства работ при перемещении груза перегрузочными машинами,обращая особое внимание на соблюдение:
- правил производства работ: правильностьзастропки, состояние и соответствие виду и массе груза грузозахватныхприспособлений и средств укрупнения, выполнение требований рабочихтехнологических карт,
- системы нарядов-допусков при выполненииработ вблизи линии электропередач,
- габаритов складируемого груза работ поперемещению грузов;
г) не допускать производства работперегрузочными машинами, если:
- обслуживание перегрузочных машинпроизводится неаттестованными стропальщиками и сигнальщиками,
- не назначены лица, ответственные забезопасное производство работ по перемещению грузов, за соблюдениетехнологической дисциплины, за содержание грузозахватных приспособлений исредств укрупнения в исправном состоянии,
- в работе применяются неосвидетельствованные,немаркированные и неисправные грузозахватные приспособления и средстваукрупнения.
2.5. В обязанности инженерно-техническихработников по надзору за содержанием рельсовых крановых путей в исправномсостоянии входит, кроме указанного в пункте 2.2,своевременное составление и обеспечение исполнения графиков нивелировкирельсовых крановых путей и их ремонта по результатам нивелировки, а такжеремонта по результатам ежедневных осмотров, периодических и внеочередныхинструментальных наблюдений.
Инженерно-технические работники понадзору имеют право:
- в любое время суток посещать любые подразделенияпорта и проверять состояние и условия эксплуатации перегрузочных машин,грузозахватных приспособлений, средств укрупнения и рельсовых крановых путей, атакже проверять знание требований безопасности докерами-механизаторами ирабочими по техническому обслуживанию и ремонту;
- останавливать работу перегрузочныхмашин и применение грузозахватных приспособлений и средств укрупнения приобнаружении неисправностей, которые могут повлечь аварию или травмированиелюдей;
- требовать от инженерно-техническихработников, ответственных за содержание перегрузочных машин, грузозахватныхприспособлений, средств укрупнения и рельсовых крановых путей, а также от лиц,ответственных за безопасное производство работ по перемещению грузов,предъявления для проверки документов по вопросам, связанным с безопасностьюработы;
- давать администрации грузовых районов идругих подразделений порта обязательные для выполнения предписания иустанавливать сроки устранения выявленных нарушений;
- ставить вопрос перед администрациейгрузовых районов и других подразделений порта об отстранении от работынеобученных и неаттестованных лиц, а также лиц, нарушивших свои должностные ипроизводственные инструкции и правила охраны труда;
- ставить вопрос перед администрациейгрузовых районов и других подразделений порта о наказании виновных в нарушенииправил эксплуатации, обслуживания и ремонта перегрузочных машин, грузозахватныхприспособлений, средств укрупнения и рельсовых крановых путей, а также виновныхв несоблюдении технологической дисциплины и безопасных приемов работ;
- ходатайствовать перед администрациейпорта о поощрении инженерно-технических работников, ответственных за содержаниеперегрузочных машин, грузозахватных приспособлений, средств укрупнения ирельсовых крановых путей, а также о поощрении лиц, ответственных за безопасноепроизводство работ.
______________________________
*В дальнейшем в настоящей инструкции перегрузочные машины, лифты, грузозахватныеорганы, установленные на перегрузочных машинах котлы и сосуды, работающие поддавлением, в случаях, когда не требуется разделения, будут именоватьсяперегрузочными машинами.
**В дальнейшем, если не требуется конкретизации функций надзора, такие работникибудут именоваться инженерно-техническими работниками по надзору.
1.1. Настоящая Типовая инструкцияопределяет права и обязанности лиц, ответственных за безопасное производстворабот по перемещению грузов перегрузочными машинами в морских портах. Наосновании данной Типовой инструкции, а также Типовой инструкция для лиц,ответственных за безопасное производство работ кранами (РД10-34-93) (см. пункт 7.49 таблицы 1 приложения 1),в порту должна быть разработана с учетом местных условий и утвержденаначальником порта инструкция для лиц, ответственных за безопасное производстворабот по перемещению грузов перегрузочными машинами.
1.2. Лица, ответственные за безопасноепроизводство работ по перемещению грузов перегрузочными машинами, назначаютсяиз числа инженерно-технических работников, а также бригадиров (звеньевых)приказом по порту с учетом и после проверки знаний правил и других нормативныхактов, приведенных в пунктах 4.4.2 и 9.2.1Правил технической эксплуатации подъемно-транспортного оборудования морскихторговых портов (далее - ПТЭ), выдачи им соответствующего удостоверения иинструкции, разработанной в соответствии с пунктом 1.1. Периодическая проверказнаний лиц, ответственных за безопасное производство работ по перемещениюгрузов перегрузочными машинами, должна производиться не реже одного раза в тригода.
2.1. Лица, ответственные за безопасноепроизводство работ по перемещению грузов перегрузочными машинами*,должны знать соответствующие разделы Правил Госгортехнадзора России по кранам,Правил охраны труда в морских портах, ПТЭ, Правил морской перевозки опасныхгрузов и других документов, из числа перечисленных в пунктах 4.4.2 и 9.2.1ПТЭ, а также знать производственные инструкции докеров-механизаторов и рабочихпо техническому обслуживанию и ремонту и руководствоваться ими.
2.2. При производствепогрузочно-разгрузочных работ с применением перегрузочных машин производительработ обязан:
- организовывать производство работ напорученных ему участках с соблюдением правил и мер безопасности труда,руководствуясь утвержденными рабочими технологическими картами (РТК),временными технологическими инструкциями (ВТИП), а при ихотсутствии - планами организации работ,
- не допускать к управлениюперегрузочными машинами и к производству работ персонал, не имеющийсоответствующих удостоверений,
- назначать сигнальщиков из числарабочих, имеющих удостоверение на право работать сигнальщиком. Сигнальщикидолжны быть одеты в отличительные жилеты оранжевого цвета с надписью"Сигнальщик",
- инструктировать рабочих по безопаснымприемам ведения работ, связанных с перемещением грузов, непосредственно нарабочих местах,
- требовать выполнения рабочими своихпроизводственных инструкций и в случае необходимости инструктировать ихповторно,
- перед началом работы проверитьисправность грузозахватных приспособлений,
- перед началом, в процессе и поокончании работы обеспечивать чистоту и порядок на рабочих местах,
- перед началом работ по загрузке(разгрузке) судов и при изменении условий работы лично спуститься в трюм судна,чтобы убедиться на месте в безопасности выполняемых работ; после этого датьинструктаж рабочим с указанием конкретных мер безопасности труда,
- не допускать на местах производстваработ по перемещению грузов перегрузочными машинами, а также на самих машинахнахождения лиц, не имеющих прямого отношения к производимой работе,
- не допускать нахождения людей междуподнимаемым (опускаемым) грузом и препятствием, если груз установлен(устанавливается) вблизи стены, штабеля, железнодорожного вагона или иногопрепятствия,
- не допускать погрузки (выгрузки)автомобилей, если в кабине, кузове или на прицепе (полуприцепе) находятся люди,
- запрещать нахождение рабочих нажелезнодорожных платформах при подъеме (опускании) на них длинномерных грузов икрупнотоннажных контейнеров. Для раскантовки груза рабочие должны бытьобеспечены баграми и оттяжками. При раскантовке контейнеров следуетпользоваться баграми с мягкими наконечниками,
- прекращать работу перегрузочной машиныпри недостаточной освещенности, снегопаде, тумане и в других случаях, когдарабочий, управляющий перегрузочной машиной, плохо различает подаваемые емусигналы, а также, когда плохо виден перемещаемый груз,
- допускать перегрузку вредных, ядовитых,взрывоопасных, легковоспламеняющихся грузов и кожевенного сырья только наспециально отведенных и оборудованных для этих целей причалах,
- наблюдать, чтобы при штабелированиигрузов перегрузочными машинами была гарантирована безопасность производстваработ и обеспечена сохранность грузов. Способы укладки и разборки штабелей вкаждом отдельном случае определяются соответствующими рабочими технологическимикартами, планами организации или проектом производства работ,
- производить закрытие (укрытие) штабелейгрузов брезентами, специальными крышками и т.п. при ветре более 4 баллов подсвоим личным руководством или под руководством сменных начальников складов,
- контролировать соответствие применяемыхстропов массе поднимаемого груза и контролировать способы застропки груза.Длина стропов должна быть такой, чтобы угол между ветвями стропов после застропкигруза не превышал 90°,
- проверять, чтобы застропкапроизводилась с учетом знаков на средстве укрупнения или грузе и схем застропкигрузов,
- немедленно прекратить работу приобнаружении неисправности перегрузочной машины, грузозахватного органа, грузозахватногоприспособления, средства укрупнения и рельсовых крановых путей; при появлениилюдей в опасной зоне работающих перегрузочных машин, а также при угрозенесчастного случая или аварии,
- при авариях и несчастных случаяхнемедленно уведомить администрацию и обеспечить сохранность обстановки аварииили несчастного случая, если это не представляет опасности для жизни и здоровьялюдей. При невозможности сохранить обстановку аварии или несчастного случаядолжен быть составлен акт осмотра места происшествия,
- следить, чтобы при работе перегрузочноймашины назначенный для руководства ее работой сигнальщик находился в безопасномдля него месте, с которого ему хорошо видна зона перемещения груза, а сам оннаходился постоянно в зоне видимости рабочего, управляющего перегрузочноймашиной,
- не разрешать пользоваться в работенемаркированными и не соответствующими массе и характеру перерабатываемогогруза грузозахватными приспособлениями и средствами укрупнения,
- не допускать, чтобы на рабочих местахнаходились грузозахватные приспособления и средства укрупнения, непредусмотренные технологической документацией (РТК, ВТИП),
- следить, чтобы после окончания работыили в перерывах груз, грузозахватный орган (кроме крюка) или грузозахватноеприспособление были опущены на землю. Оставлять груз или грузозахватноеприспособление на весу запрещается,
- контролировать, чтобы массаподнимаемого груза с учетом массы грузозахватного органа, грузозахватногоприспособления и средства укрупнения не превышала грузоподъемностиперегрузочной машины.
За правильность определения массы грузанесет ответственность производитель работ.
За сознательный перегруз перегрузочноймашины несет ответственность рабочий, управляющий перегрузочной машиной.
2.3. При производстве работ с применениемкранов и лифтов производитель работ обязан выполнять указания, приведенные в пункте 2.2,а также:
а) не допускать перемещения грузовкранами при нахождении людей под грузом или в зоне возможного опускания стрелы.В тех случаях, когда в силу производственной необходимости перемещение грузаили стрелы крана над перекрытиями, под которыми размещены производственные,жилые или служебные помещения, где находятся люди, является неизбежным,перемещение груза допускается только после разработки мероприятий, обеспечивающихбезопасное выполнение работ, и на основании письменного разрешения руководствапорта;
б) контролировать, чтобы работа крановвелась по командам сигнальщиков. В случаях, когда отсутствует прямая зрительнаясвязь между машинистом крана (крановщиком) и сигнальщиком, должен быть назначенвторой сигнальщик, находящийся в зоне зрительной связи с крановщиком и первымсигнальщиком. Как исключение, допускается работа без сигнальщиков приперегрузке навалочных грузов грейферами, а также грузовыми электромагнитами приусловии хорошей видимости всей зоны перемещения груза;
в) контролировать, чтобы при работекранов сигнализация велась только жестами по установленной системе сигналов; недопускать, чтобы машинисты кранов (крановщики) выполняли команды, подаваемыеголосом или сигналами неустановленной системы. Допускается также двухсторонняясвязь между машинистом крана (крановщиком) и сигнальщиком посредством телефонаи радиотелефона;
г) при всех видах работ, за исключениемперегрузки грузов грейферами, не допускать одновременной работы двух кранов наодин трюм, если ширина люка менее 8 м, а его длина менее 9 м. При этом работадолжна вестись только в светлое время суток, краны должны работать поочередно,а движение их стрел не должно быть встречным. Работа кранов должнапроизводиться только по командам сигнальщика, назначенного из числа наиболееопытных рабочих комплексных бригад, имеющих квалификацию не ниже третьегокласса. В случае, если один сигнальщик не может обеспечить руководство работойдвух кранов, необходимо выделить двух сигнальщиков, один из которых назначаетсястаршим. В этом случае работа кранов производится по командам старшегосигнальщика. Люки длиной от 20 м и более, а также парные люки должнырассматриваться как два самостоятельных люка. Работа на таких трюмах можетпроизводиться в любое время суток при обязательном соблюдении изложенных вышеусловий и установленной нормы искусственного освещения (в темное время суток)рабочих мест, как при перегрузочных работах в условиях повышенной опасности;
д) не допускать работ по перемещениюгрузов тельферами и передвижными грузоподъемными кранами, управляемыми с пола,если не обеспечен свободный безопасный проход лицам, управляющим этимимашинами;
е) не допускать производства каких-либоработ и нахождения людей в зоне действия кранов, оборудованных электромагнитомили грейфером. Зона перемещения грузов этими кранами должна быть ограждена идолжны быть вывешены предупредительные надписи: "Проход запрещен! Работагрейфером (или электромагнитом)".
Рабочие, обслуживающие краны,оборудованные электромагнитом или грейфером, допускаются в зону действия этихкранов только после того, как магниты или грейфер опущены на землю;
ж) запрещать использование грузозахватныхорганов, грузозахватных приспособлений и средств укрупнения для перемещениялюдей или выполнения работ, для которых они не предназначены;
з) наблюдать, чтобы при подъеме грузамассой, близкой к предельной грузоподъемности крана на данном вылете стрелы,груз для проверки надежности строповки и действия тормозов был предварительноподнят на высоту не более 0,1 м, а при подъеме длинномерных грузов - на высотуне более 0,3 м;
и) производить перегрузку тяжеловесных идлинномерных грузов, перемещаемых в наклонном положении, под своимнепосредственным наблюдением. Застропку длинномерных грузов, перемещаемых вгоризонтальном положении, следует производить двумя стропами "в удав"или способом "двойной обхват". Застропку длинномерных грузов,перемещаемых в наклонном положении, следует производить двойным охватом "вудав", прибегая к мерам предупреждения выскальзывания груза, для чегоиспользовать прокладки или зачалки за торец. При температуре окружающеговоздуха ниже -15 °С запрещаются использование цепных стропов и застропка груза"в удав" стальными стропами без применения роликовых скоб. Способстроповки ("в люльку" или "в удав") металлопроката изаготовки, в том числе в связках, определяется в каждом конкретном случаерабочими технологическими картами на погрузочно-разгрузочные работы, либо схемамистроповки, указанными отправителем;
к) не допускать перемещения грузов вгоризонтальной плоскости на высоте менее 1 м над встречающимися на путиперемещения препятствиями;
л) прекратить работы, если при загрузке(разгрузке) железнодорожных полувагонов и платформ машинист крана (крановщик)не видит находящихся в них людей или если люди не имеют возможности отойти набезопасное расстояние от груза (5 м - для полувагона и 2 м - для платформ);
м) не допускать нахождения рабочих вполувагонах и на железнодорожных платформах при работе грейферами иэлектромагнитами, а также при перегрузке длинномерных, тяжеловесных иликрупногабаритных грузов;
н) при загрузке (разгрузке) полувагоновконтролировать, чтобы количество рабочих и порядок проведения работсоответствовали предусмотренным в рабочей технологической документации (РТК, ВТИП,МИТС),а также контролировать соблюдение мер безопасности;
о) следить, чтобы спаренная работа крановпо перегрузке тяжеловесных грузов производилась с применением балансиров, ируководить этой работой совместно со сменным механиком. При этом совмещениеподъема (опускания) груза с другими рабочими движениями кранов не допускается.Грузовые канаты обоих кранов во время перемещения груза не должны отклонятьсяот вертикального положения более чем на 3°. Перед началом работ сменный механикдолжен проверить исправность кранов и грузозахватных органов, провестиинструктаж машинистов крана (крановщиков) и сигнальщиков об особенностяхпредстоящей работы и дать разрешение на производство работ, о чем сделать записьв вахтенный журнал кранов. К управлению кранами допускаются рабочие со стажемработы не менее одного года на кране данного типа. Ответственность заправильность застропки и перемещение груза возлагается на производителя работ.В случае единичных подъемов груза допускается спаренная работа кранов безтраверсы при условии принятия мер для соответствующего распределения нагрузокна работающие в паре краны. В этих случаях спаренная работа должна вестись поднепосредственным наблюдением сменного (группового) механика грузового района;
п) прекращать работу кранов при скоростиветра больше допустимой. Максимальная скорость ветра, при которой работакранами при участии людей в застропке-отстропке груза должна быть прекращена,составляет 15 м/с и более, а в случае, когда кран работает без участия людей взастропке-отстропке груза, максимально допустимая скорость ветра должна бытьуказана в приказе по порту.
р) не допускать работу пневмоколесных иавтомобильных кранов при грозе, устанавливать железнодорожные, автомобильные,пневмоколесные и гусеничные краны так, чтобы при их работе расстояние междуповоротной частью крана при любом ее положении и штабелями грузов и другимипрепятствиями было не менее 1 м;
с) следить, чтобы расстояние погоризонтали между выступающими частями кранов, передвигающихся по наземнымрельсовым путям, и строениями, штабелями грузов, корпусами судов и другимипрепятствиями, расположенными на высоте до 2 м от уровня земли или рабочихплощадок, было не менее 700 мм, а на высоте более 2 м - не менее 400 мм. Грузыдолжны быть уложены не ближе 2 м от головки ближайшего рельса железнодорожногопути при высоте складирования до 1,2 м, а при высоте складирования свыше 1,2 м- не ближе 2,5 м;
т) следить, чтобы при установке стреловыхпередвижных кранов на выносные опоры кран был установлен на все имеющиеся унего выносные опоры. Под выносные опоры должны быть подложены прочныеустойчивые подкладки, являющиеся инвентарной принадлежностью крана;
у) не допускать, чтобы установка дляработы автомобильных, пневмоколесных, гусеничных кранов и кранов-экскаваторовпроизводилась на свеженасыпанном не утрамбованном грунте, а также на площадкахс уклоном более указанного в паспорте устанавливаемой машины. Устанавливатьперечисленные машины на краю откоса или канавы можно только при условии, чтогрунт не насыпной и расстояние от бровки откоса до ближайшей опоры будет большеприведенных в таблице.
Минимальное расстояние от бровки откосадо ближайшей опоры, метры
| Глубина котлована (канавы), м | Грунт | ||||
| песчаный и гравийный | супесчаный | суглинистый | глинистый | лессовый сухой | |
| 1 | 1,5 | 1,25 | 1,2 | 1,0 | 1,0 |
| 2 | 3,0 | 2,4 | 2,0 | 1,25 | 2* |
| 3 | 4,0 | 3,6 | 3,25 | 1,75 | 2,5 |
| 4 | 5,0 | 4,4 | 4,0 | 3,0 | 3,0 |
| 5 | 6,0 | 5,3 | 4,75 | 3,5 | 3,5 |
______________________________
* Соответствуеторигиналу.
ф) не допускать производства работкранами на расстоянии ближе 30 м от подъемной (выдвижной) части крана в любомее положении, а также от груза до вертикальной плоскости, образуемой проекциейна землю ближайшего провода воздушной линии электропередачи, находящейся поднапряжением свыше 42 В. При необходимости производства работ на расстояниименее 30 м крановщику должен быть выдан наряд-допуск, определяющий безопасныеусловия работы. Наряд-допуск должен быть подписан главным инженером или главнымэнергетиком порта. При работе кранов в сторонних организациях наряд-допускдолжен быть оформлен этой организацией. В этом случае в нем должна быть указанафамилия ответственного за безопасное производство работ из числаинженерно-технических работников этой организации. Производство работ кранаминепосредственно под линией электропередач или в условиях, когда кран можетзадеть провода электропередачи любого напряжения, запрещается;
х) следить за тем, чтобы передвижениежелезнодорожных, гусеничных, автомобильных и пневмоколесных кранов с поднятым грузомпроизводилось только при положении стрелы крана вдоль пути его движения и приусловии, если это разрешено инструкцией по эксплуатации данного крана;
ц) обеспечивать при перегрузке лесныхгрузов выполнение следующих требований и условий:
- выгрузка короткомерного круглого леса идров без штабелирования ("навалом" и "конусом") должнапроизводиться только с помощью автоматических грузозахватных приспособлений приусловии назначения лиц, ответственных за производство этой работы, а такжеограждения опасной зоны в месте перемещения груза вывешеннымипредупредительными надписями, запрещающими проход людей по этой зоне. Возможноприменение других безопасных способов перегрузки лесных грузов, допускаемых вПравилах охраны труда в морских портах;
- допускается перегрузка короткометражныхдров с помощью многочелюстных грейферов, при этом рабочая зона должна бытьограждена и должны быть вывешены предупредительные надписи;
- застропка круглого леса, шпал и другихлесных грузов длиной до 3 м допускается одним стропом "в удав" сприменением роликовых скоб. Лесные грузы длиной более 3 м необходимо стропитьтолько двумя стропами "в удав" и только с применением роликовых скоб;
- выгрузка длинномерного круглого леса"навалом" или "конусом" запрещается;
- при перегрузке плотового леса массу"подъема" следует определять по объему и удельной массе сплавнойдревесины и по сплоточной ведомости;
ч) учитывать, что поднимать людей изтрюмов судов разрешается только при эвакуации пострадавших. При этом должныбыть приняты все меры предосторожности. Не разрешается использовать для подъемалюдей, а также ядовитых, взрывоопасных, легковоспламеняющихся грузов и сосудов,находящихся под давлением, грузоподъемные краны, механизмы подъема которыхоборудованны фрикционными и кулачковыми муфтами включения. В грузовых лифтах спроводником, используемых также для перевозки людей, одновременная перевозкалюдей и грузов должна быть запрещена. В грузовых лифтах без проводникаперевозка людей категорически запрещается;
ш) следить за тем, чтобы перед опусканиемв трюм судна погрузчика груз в трюме был выбран до пайола на площади,достаточной для маневрирования погрузчика и укрытий его в подпалубномпространстве при подъеме (опускании) груза краном. Во время подъема и опусканиягруза должна быть обеспечена безопасность людей и перегрузочных машин;
щ) следить за тем, чтобы лифтиспользовался только по назначению и в пределах номинальной грузоподъемности.
2.4. При производстве работ с применениеммашин внутрипортового безрельсового транспорта производитель работ обязанвыполнять указания, приведенные в пункте 2.2,а также:
а) контролировать, чтобы при выездеавтомобильных и пневмоколесных кранов, а также автопогрузчиков за пределырежимной территории порта машинисты кранов (крановщики) и водители погрузчика,кроме удостоверений на право управления ими, имели водительское удостоверение всоответствии с требованиями Государственной автомобильной инспекции;
б) контролировать, чтобы скоростьдвижения машин внутрипортового безрельсового транспорта по дорогам порта и наоткрытых площадках не превышала значений, которые должны быть установленыадминистрацией порта в зависимости от конструкции машин, качества дорожногопокрытия и интенсивности движения. Рекомендуются следующие значения:
- при движении по главным дорогам - 20км/ч,
- при движении по основным проездам,вдоль складов и причалов - 10 км/ч,
- при движении по главным проездам взакрытых складах - 6 км/ч,
- при движении по боковым проездам ирампам в закрытых складах - 3 км/ч,
- при выезде из боковых проездов наглавную дорогу или проезд, при движении задним ходом, при повороте налево,развороте, при подъезде к месту производства работ, при транспортированиидлинномерных, крупногабаритных и опасных грузов - 5 км/ч,
- скорость движения машин пожелезнодорожным переездам не должна превышать 5 км/ч, а электропогрузчиков иаккумуляторных тележек - 3 км/ч,
- во всех случаях скорость передвиженияне должна превышать рекомендованной инструкцией завода-изготовителя машины.
При проезде мимо дверных проемов,проходов, лестничных сходов, вдоль уложенных штабелей грузов, на участках сплохой обзорностью скорость движения машин должна быть уменьшена до величины,обеспечивающей безопасный проезд;
в) наблюдать, чтобы при плохой видимости,на плохо просматриваемых и опасных участках пути независимо от условий скоростьдвижения автомобильных погрузчиков и контейнерных автопогрузчиков с фронтальнымзахватом контейнеров при перемещении груза задним ходом не превышала 3 км/ч иработа производилась под командой сигнальщика. Сигнальщик при этом постояннодолжен находиться в поле зрения водителя машины;
г) следить, чтобы при транспортированиигрузов погрузчиками рама погрузчика была полностью отклонена назад, а захватноеприспособление обеспечивало бы пронос груза от земли на высоте не менее размерадорожного просвета (клиренса) данной машины в соответствии с ее заводскойинструкцией (в пределах 200-500 мм). При встрече на пути следования препятствийдопускаются кратковременный подъем груза и медленное передвижение погрузчика.После проезда препятствия груз должен быть опущен до транспортного положения.Поддерживать грузы руками при транспортировании их на вилах погрузчиковзапрещается;
д) следить за тем, чтобы притранспортировании длинномерных грузов автомобильными погрузчиками исключаласьвозможность развала связки груза или падения его на сторону. Транспортироватьдлинномерные грузы автомобильными погрузчиками разрешается только на открытыхтерриториях с ровным дорожным покрытием;
е) контролировать, чтобы при захватегруза вилами погрузчика соблюдались следующие условия:
- груз размещается вплотную квертикальной части вил, чтобы грузовой момент был наименьшим;
- нагрузка распределялась на вилахравномерно, за пределы вил груз может выступать вперед не свыше одной трети егодлины, причем грузовой момент не должен превышать номинальный для данного типапогрузчика;
- груз располагается на вилах так, чтобыверхнее место груза не выступало над вертикальной (опорной) частью вил илиограждающей решеткой более чем на одну треть своей высоты;
- верхняя кромка крупногабаритных грузовможет выступать выше ограждающей решетки более чем на одну треть своей высоты,при этом допускается перевозка не более одного места, а при движении машины впроездах и при укладке груза должен быть выделен сигнальщик для подачи командводителю погрузчика с целью руководства движением машины;
ж) запрещать водителям погрузчиковпроизводить работы на железнодорожных путях, предназначенных длязагрузки-разгрузки вагонов, без принятия мер по предупреждению выезда локомотиваили вагона. С получением уведомления от производителя работ о подаче или выводежелезнодорожного состава водитель погрузчика должен вывести машину в безопаснуюзону;
з) следить, чтобы спаренная работапогрузчиков при штабелировании и транспортировании длинномерных грузов веласьтолько опытными водителями, проработавшими на данном типе машин не менее одногогода, под непосредственным руководством производителя работ. Для спареннойработы должны применяться погрузчики с одинаковыми характеристиками. Примассовой перегрузке таких грузов и наличии в порту РТК руководить этимиработами разрешается опытным сигнальщикам;
и) не допускать подъема людейпогрузчиками без специальных люлек. Способ подъема людей в люльках длявыполнения необходимых работ должен быть определен инструкцией, разработаннойотделом механизации и службой охраны труда порта;
к) не разрешать использовать погрузчикина рампах складов, эстакадах, причалах, грузовых столах, если кромки необорудованы защитными устройствами, исключающими падение погрузчиков. Натвиндечных палубах работа погрузчика, не имеющего дистанционного управления,разрешается только при закрытых люках или при принятии других мер, исключающихпадение погрузчиков в трюм;
л) не допускать подтаскивания илистаскивания прицепа (полуприцепа), трейлера (ролл-трейлера), а также груза соштабеля или платформы при работе погрузчика со стрелой или другимгрузозахватным органом. Груз следует сначала поднять, а затем перенести. Вседвижения погрузчика следует производить плавно, без резких поворотов, резкихторможений, резкого трогания с места и без раскачивания груза;
м) не допускать загрузки (разгрузки)автомашин погрузчиком, пока автомашина не поставлена на тормоз, а шофернаходится в ее кабине;
н) при опускании (подъеме) погрузчика втрюм судна, при установке его на рабочем месте (судно, вагон и т.д.) следить затем, чтобы рама грузоподъемника была полностью отклонена назад, вилы подняты навысоту 1 м, погрузчик поставлен на тормоз и выключен его привод. После этогонеобходимо завести специальные стропы или захваты в установленные местазастропки погрузчика и вывесить его с целью проверки правильности застропки.Организация опускания (подъема) погрузчика в трюм судна и установки его нарабочем месте является обязанностью производителя работ;
о) не допускать работы погрузчиков нанеисправных и ненадежных покрытиях пайолов, твиндечных палуб и люковых крышек.В указанных случаях водитель погрузчика не должен приступать к работе илидолжен прекратить ее и вызвать к месту работы производителя работ и сменногомеханика;
п) наблюдать, чтобы сцепка тягачей сприцепами (полуприцепами) и трейлерами была обязательно жесткой;
р) следить, чтобы при погрузке груза вкузов автомобиля, аккумуляторной тележки, прицепа (полуприцепа), трейлера(ролл-трейлера), находящихся в сцепе с тягачом, при помощи крана или погрузчикаводитель автомобиля, аккумуляторной тележки находился вне кабины и зоныперемещения груза. Следить, чтобы укладка груза краном непосредственно нагрузозахватный орган погрузчика не производилась, если грузозахватный органпогрузчика не опирается на прочное основание. При этом водитель погрузчикадолжен покинуть кабину и находиться вне зоны перемещения груза;
с) не допускать перевозки людей наплатформах аккумуляторных тележек, прицепах (полуприцепах), ролл-трейлерах итрейлерах. Разрешается перевозка людей только в кабинах тягачей и погрузчиков впределах числа мест, предусмотренного конструкцией машины, и припроизводственной необходимости;
т) не допускать, чтобы машины оставалисьбез присмотра в процессе рабочей смены, когда рабочий комплексной бригады -водитель погрузчика выполняет другую работу. При уходе на обед или в другихнеобходимых случаях водитель погрузчика обязан поставить машину вне зоныдвижения транспорта и производства перегрузочных работ, взять с собой ключзамка зажигания или цепи управления. Машина должна быть поставлена на ручнойтормоз. Машины с двигателями внутреннего сгорания, кроме того, должны бытьпоставлены на включенную скорость;
у) не разрешать оставлять машины наподъемах и спусках, в дверях складов, на железнодорожных путях, переездах и вих габаритах, а также с поднятой кареткой грузоподъемника и с грузом на вилах.Следить за тем, чтобы водители погрузчиков (тягачей) прекращали работу, еслидвижение или работа машины представляет угрозу для окружающих, для самоговодителя или ведет к порче груза, до устранения опасных условий работы илипричин, могущих повлечь за собой порчу груза; не передавали управление машинойдругому лицу в течение рабочей смены. Передача машины другому лицу должнапроизводиться только через сменного механика в порядке, установленном ПТЭ;
ф) запрещать выполнение погрузчикомследующих работ:
- перемещение грузов волоком,
- открывание и закрывание дверейжелезнодорожных вагонов,
- перемещение грузов в загроможденных изахламленных местах, а также на обледенелых, скользких, не посыпанных пескомили шлаком и не очищенных от снега площадках и дорогах,
- работу под грузом и под стрелой крана,
- подъем и перемещение плохо уложенныхгрузов, если имеется угроза их падения,
- кантование груза без кантователя икогда груз плохо обжат захватом (кантователем),
- отрывание примерзших или защемленныхгрузов,
- подвод вил под груз при отсутствии подним просвета, необходимого для свободного прохода вил,
- укладку груза краном непосредственно назахватное устройство погрузчиков, за исключением случаев, когда вилы опираютсяна прочное основание,
- захватывание груза одной вилой, заисключением случаев, предусмотренных РТК,
- толкание и подтягивание вагонов, за исключениемслучаев, когда имеется технология или инструкция проведения работ,согласованная с соответствующими службами железной дороги, и при условии, чтопогрузчик оборудован специальным сцепным устройством,
х) следить, чтобы при работе вжелезнодорожном вагоне:
- въезд (выезд) погрузчика производилсятолько с рампы склада, эстакады или грузового стола по специальному трапу,который должен опираться на рампу и пол вагона и быть закрепленным за вагон.Проезд по неисправному, ненадежно установленному и плохо закрепленному трапузапрещается,
- водитель погрузчика не производилкаких-либо движений погрузчика во время укладки (разборки) груза нагрузозахватное устройство,
- водитель погрузчика прекращал работу вслучае обнаружения неисправностей пола вагона, настила, отсутствия илинеисправности оградительного яруса (колесоотбойного устройства), вагонногомостика, отсутствия оградительного устройства или недостаточной высоты его,неисправности эстакады, грузового стола и сообщал об этом прорабу;
- водитель погрузчика производилскатывание рулонов и бочек наклоном грузоподъемника вперед только после того,как рабочие отойдут от дверного проема вагона в безопасное место,
- работа погрузчика ковшом производиласьтолько на погрузке мелкокусковых сыпучих грузов - угля, торфа, шлака, песка,зерна и других с крупностью куска не более 80´80 мм,
ц) обеспечивать правильную укладку грузана платформу аккумуляторной тележки, прицепа (полуприцепа), трейлера(ролл-трейлера) или на поддон. Водители погрузчиков (тягачей) имеют правоотказаться от перевозки грузов, если они уложены неправильно, а также вслучаях, когда дорожные покрытия на пути следования не соответствуюттребованиям безопасного транспортирования. При транспортировании грузов наприцепах (полуприцепах) и трейлерах с поддонами габариты последних должнысоответствовать ширине проездов.
2.5. При производстве работ с применениеммашин непрерывного транспорта производитель работ обязан выполнять указания,приведенные в пункте 2.2, а также:
а) не допускать пуска машины непрерывноготранспорта под нагрузкой, когда на ее рабочем органе находится груз. Остановкамашины должна производиться также при освобожденном от груза рабочем органе,кроме экстренных случаев остановки (аварийная ситуация, несчастный случай ит.п.);
б) следить за тем, чтобы при опускании(подъеме) машины в трюм судна или установке ее на рабочем месте (вагон, склад ит.п.) привод машины был выключен; для подъема машины необходимо использоватьтолько специально предназначенные для этой цели захваты. Организация правильнойстроповки, опускания (подъема) в трюм судна и установки машины на рабочем местеявляется обязанностью производителя работ, который должен следить за тем, чтобымашины с электрическим приводом включались в питающую сеть только после ихустановки на рабочее место (в трюме, вагоне, на складе и т.д.) и видимогозаземления их корпусов, если они не оборудованы защитным отключающимустройством. Заземление снимается только после отключения питания машины отсети. Перестановка машин краном или другой грузоподъемной машиной приработающем двигателе внутреннего сгорания или включенном в электрическую сетьпитающем кабеле запрещается. Кабель машины при питании от берегового источникадолжен иметь дополнительную жилу, соединяющую корпус машины с шиной заземлениябереговой колонки. В местах, где возможно повреждение питающего машину кабеля,он должен быть защищен от механических повреждений. В местах прохода людей ипроезда транспорта над кабелем следует устанавливать мостки;
в) не разрешать производить работумашинами, не имеющими дистанционного управления, если по условиям работыводитель или машина могут оказаться под грузом или стрелой крана;
г) не допускать производства каких-либоремонтных и регулировочных работ на работающей машине;
д) не допускать нахождения рабочих передрушителями машины и подгребающими органами;
е) не допускать, чтобы рабочиекомплексных бригад, в том числе и рабочие, управляющие машинами, открывалираспределительные электрощиты;
ж) следить за тем, чтобы при перегрузкесыпучих грузов пневмоустановками на палубе судна выставлялись наблюдающие длясвязи работающих в трюмах или танках судна с машинистами пневмоустановок;
з) не допускать отлучек рабочих,управляющих машинами непрерывного транспорта, без своего разрешения;
и) следить, чтобы при уходе рабочих,управляющих машинами непрерывного транспорта, на обеденный перерыв или в другихнеобходимых случаях рабочие органы машины были освобождены от груза, после чегомашина должна быть выключена (остановлен двигатель внутреннего сгорания). Приуходе рабочий должен забрать с собой ключ цепи управления (замка зажигания);
к) контролировать, чтобы подключение иотключение машин с электрическим приводом, а также проверку состояниязаземления и электрооборудования производили только электромонтеры. Выполнятьэти работы рабочим, управляющим машинами, запрещается. После окончания работыпроизводитель работ обязан вызвать электромонтера для отключения машины отэлектрической сети.
2.6. При перегрузке крупнотоннажныхконтейнеров производитель работ обязан выполнять указания, приведенные впунктах 2.2-2.4,а также:
а) запрещать перемещение как груженых,так и порожних крупнотоннажных контейнеров на вилах автомобильных погрузчиков,если контейнеры не имеют специальных вилочных проемов в днищевой раме. Разрешаетсятранспортировать на вилах погрузчиков крупнотоннажные контейнеры типов 1D (10футов) и 1С (20 футов) как порожние, так и груженые, имеющие специальныевилочные проемы в днищевой раме;
б) контролировать, чтобы движениеавтоконтейнеровозов на контейнерных пунктах осуществлялось по утвержденнойсхеме одностороннего движения. Встречный въезд портальных автоконтейнеровозов водин и тот же штабель складской и сортировочной зон не допускается. Маршрутыдвижения должны быть обозначены дорожными знаками установленного образца,освещенными в темное время суток. Оперативная зона в районе крановых рельсовыхпутей должна быть размечена белой (лучше светящейся в темноте) краской дляобозначения трасс движения портальных автоконтейнеровозов и автотранспорта;
в) следить, чтобы автоконтейнеровозы,автопогрузчики и другие средства транспортирования на контейнерных пунктахуступали дорогу причальным и козловым контейнерным перегружателям иперемещаемому ими спредеру, как с грузом, так и без него;
г) не допускать нахождения лицпроизводственного персонала при производстве погрузочно-разгрузочных работ сконтейнерами в зоне складирования контейнеров и зонах маневрированияавтоконтейнеровозов. В период отсутствия перегрузочных работ допускаетсянахождение лиц производственного персонала в зоне складирования контейнеровтолько при наличии устройств, предупреждающих водителей автоконтейнеровозов оприсутствии людей на складе. К таким устройствам относится сигнальнаялампа-мигалка на шесте, которая может быть ранцевой, установленной на ручнойтележке или на самоходном шасси, а также ранцевый ультразвуковой илиэлектромагнитный передатчик и др. В случае отсутствия таких устройств проходымежду штабелями контейнеров, в которых находятся люди, должны быть ограждены собоих концов переносными штакетниками с предупреждающими знаками, освещенными втемное время суток;
д) следить, чтобы средстватранспортирования и перегрузочные машины на контейнерных пунктах былиобеспечены радиостанциями или другой аппаратурой для поддержания двустороннейсвязи;
е) наблюдать за тем, чтобы прискладировании контейнеров автоконтейнеровозами оставлялись разрывы по длинеряда, равные 0,7 м, через каждые 2 контейнера типа 1С или один контейнер типа1А (1АА) для обеспечения безопасного укрытия людей в случае чрезвычайныхпроисшествий;
ж) не допускать к перегрузкекрупнотоннажные контейнеры, имеющие:
- значительные остаточные деформацииэлементов каркаса, могущие повлечь потерю прочности контейнера;
- нарушение межфитинговых расстояний;
- трещины и разрывы в элементах каркаса ифитингах;
- проломы днища и пола;
з) следить за тем, чтобы территорияконтейнерных причалов (пунктов) была ограждена. При производстве работнахождение людей в зонах перемещения и складирования крупнотоннажныхконтейнеров, а также в зонах маневрирования перегрузочных машин-контейнеровозовзапрещается;
и) контролировать, чтобы к выполнениюработ по перегрузке крупнотоннажных контейнеров перегрузочными машинамидопускались лица, прошедшие обучение в учебно-курсовых комбинатах поспециальной программе обучения рабочих по перегрузке контейнеров и безопаснымметодам выполнения этих работ;
к) во всех случаях перегрузкикрупнотоннажных контейнеров универсальными грузоподъемными кранами выделятьсигнальщиков. При перегрузке крупнотоннажных контейнеров кранами, имеющимипеременную грузоподъемность на различных вылетах стрелы, сигнальщик обязансообщать машинисту крана (крановщику) по телефону, радиотелефону или инымспособом массу брутто перегружаемого контейнера;
л) следить, чтобы для перемещения крупнотоннажныхконтейнеров применялись автоматические захватные механизмы - спредеры.Использование грузозахватных приспособлений с ручной заводкой штыковых замковдопускается в том случае, если оно предусмотрено в рабочей технологическойдокументации (РТК, ВТИП), предусматривающей безопасные приемы выполнения работпо застропке (отстропке) контейнеров. Автоматические грузозахватныемеханизмы-спредеры должны иметь световую, либо иную сигнализацию, показывающуюположение поворотных штыковых замков. Перемещение контейнера можно производитьтолько после установки штыковых замков в положение "подъем" во всехчетырех фитингах контейнера. Перемещение кранами контейнеров, застропленных за2 фитинга, запрещается. При подъеме контейнеров за 4 верхних фитинга разрешаетсяиспользовать стропы только для груженых и порожних контейнеров типа ID (10футов). При строповке необходимо следить за тем, чтобы угол наклона стропов квертикали не превышал 30°;
о) следить, чтобы строповка контейнеровза 4 нижних фитинга производилась подвеской со стропами, имеющими поперечнуюраспорную балку длиной не менее ширины контейнера. При этом угол между стропамии горизонталью должен составлять для различных типов контейнеров:
- 1А или 1АА (40 фут) - 30°,
- 1В (30 фут) - 37°,
- 1С (20 фут) - 45°,
- 1D (10 фут) - 60°;
п) контролировать, чтобы перед началомперемещения контейнеров в зимнее время была проверена опробованием в работенадежность поворотных штыревых замков спредеров и грузоподъемных рам совстроенными штыковыми замками,
п)** запрещать одновременноевыполнение работ по погрузке-выгрузке и креплению (отдаче креплений)контейнеров на смежных участках палубы и в трюмах судов (одновременную работудвух перегружателей или кранов),
р) следить, чтобы в период выполнениясудном швартовных операций причальные контейнерные перегружатели былиустановлены в положение, соответствующее нерабочему состоянию, а их консолиподняты,
с) контролировать порядок загрузки(разгрузки) автотранспорта на контейнерных пунктах (причалах). Автотранспорт,ожидающий загрузки (разгрузки), должен находиться на обозначенных стоянках.Подъезжать к месту загрузки (разгрузки) разрешается только по распоряжениюдиспетчера или производителя работ. При установке (снятии) контейнеров наприцепы (полуприцепы), соединенные с тягачами, водитель должен выйти из кабиныи находиться в безопасном месте, в зоне видимости машиниста (крановщика)контейнерного перегружателя или крана,
т) контролировать, чтобы застропка(отстропка) крупнотоннажных контейнеров спредером автоконтейнеровоза сфронтальным грузоподъемником производилась только после постановкиавтоконтейнеровоза на ручной тормоз. Застропку (отстропку) крупнотоннажныхконтейнеров спредером автоконтейнеровоза с боковым грузоподъемником разрешаетсяпроизводить только после постановки автоконтейнеровоза на аутриггеры, атранспортирование контейнеров - только после установки их на платформуавтоконтейнеровоза.
2.7. При производствепогрузочно-разгрузочных работ с применением судовых стреловых крановпроизводитель работ обязан:
а) провести инструктаж на рабочем местекрановщика судового крана (лебедки, грузовой стрелы) по безопасным методамработы, о чем сделать запись в наряде-задании. Крановщик судового крана(лебедки, грузовой стрелы) подчиняется представителю администрации судна и выполняетвсе его указания, связанные с технической эксплуатацией судового крана(лебедки, грузовой стрелы). В оперативном отношении крановщик подчиняется лицу,ответственному за безопасное производство работ кранами (стивидору и т.п.),
б) перед началом работы убедиться, что напалубах, над которыми в процессе грузовых операций перемещается груз, вывешенытаблички с надписью: "Проход воспрещен". Убедиться, что на стрелеимеется маркировка о ее рабочей нагрузке и срок испытания,
в) следить, чтобы при обнаружениинеисправностей при приемке или во время работы крана крановщик не начинал, либопрекращал работу судового крана (лебедки, грузовой стрелы). Кран может бытьиспользован для работы только после устранения неисправностей и полученияразрешения администрации судна,
г) при работе тяжеловесногогрузоподъемного устройства с предельной или близкой к ней нагрузкой запрещаетсяодновременная работа шкентелем и топенантом, т.е. подъем или спуск грузашкентелем при одновременном протравливании или выбирании топенанта, а такжеодновременный поворот грузоподъемного устройства,
д) после окончания работы производительработ обязан вызвать крановщика и выяснить, какие неполадки были обнаружены вработе.
3.1. Производитель работ имеет право:
- требовать от администрации портасоздания условий для выполнения возложенных на него обязанностей;
- делать предупреждения рабочим ипредложения администрации о наложении взыскания на докеров-механизаторов идругих подчиненных ему лиц, связанных с эксплуатацией перегрузочных машин, занесоблюдение ПТЭ, нарушение технологии перегрузочных работ, несоблюдение имидолжностных и производственных инструкций;
- представлять администрации грузового района портадля поощрения лиц, обслуживающих перегрузочные машины и управляющих ими, атакже лиц, связанных по работе с эксплуатацией перегрузочных машин, забезопасное и успешное выполнение производственных заданий.
______________________________
*В дальнейшем в настоящей инструкции лица, ответственные за безопасноеперемещение грузов перегрузочными машинами, будут именоваться производителямиработ.
** Соответствует оригиналу.
| Формат 210´297 мм, в жесткой обложке Лицевая сторона _________________________________________________________________________ (порт) ПАСПОРТ _________________________________________________________________________ (наименование перегрузочной машины) Инвентарный N ___________________________________________________________ Регистрационный N _______________________________________________________ Перегрузочная машина подлежит регистрации в отделе механизации порта. При передаче перегрузочной машины другому владельцу вместе с машиной должен быть передан настоящий паспорт Страница 1 и последующие _________________________________________________________________________ (наименование машины) заводской N ______________________________________________________________ транс N __________________________, контракт N _____________________________ изготовлена ______________________________________________________________ _________________________________________________________________________ _________________________________________________________________________ (дата изготовления, наименование завода-изготовителя и его адрес) Характеристика перегрузочной машины 1. Тип __________________________________________________________________ 2. Назначение ___________________________________________________________ 3. Исполнение ___________________________________________________________ (нормальное, взрывозащитное, северное) 4. Грузоподъемность (производительность) ____________________________ т 5. Высота подъема ___________________________________________________ м 6. Скорость подъема _________________________________________________ м/с 7. Скорость передвижения: с грузом _________________________________ м/с без груза _________________________________ м/с 8. Габариты машины: длина __________________________________________ мм ширина __________________________________________ мм высота __________________________________________ мм дорожный просвет (клиренс) ______________________ мм 9. Коэффициент устойчивости: грузовой____________________________________ собственный_________________________________ 10. Масса машины ____________________________________________________ т 11. Нагрузка на ось _____________________________________________ кН (тс) давление гусениц на грунт _________________________________ МПа (кгс/см2) нагрузка от выносных опор _______________________________________ кН (тс) 12. Характеристика тормозов _____________________________________________ (число и тип тормоза, тип привода, _________________________________________________________________________ коэффициент торможения, путь торможения механизма) 13. Приборы безопасности: а) концевые выключатели ______________________________________________ _______________________________________________________________________ б) ограничители, указатели_____________________________________________ _______________________________________________________________________ в) противоугонные устройства__________________________________________ _______________________________________________________________________ г) блокировочные устройства___________________________________________ _______________________________________________________________________ д) сигнальные приборы ________________________________________________ _______________________________________________________________________ 14. Род привода и его характеристика_______________________________________ _______________________________________________________________________ 15. Прочие сведения: допустимое при работе машины давление ветра _______ МПа (кгс/см2, м/с) допускается работа машины при температуре не ниже минус________________°С допустимый при работе наклон машины (относительно горизонта): ______ ° 16. Характеристика рабочего органа _________________________________________ (тип, конструкция, размер и др.) _________________________________________________________________________ _________________________________________________________________________ 17. Грузозахватные приспособления__________________________________________ (тип и характеристика) _________________________________________________________________________ _________________________________________________________________________ 18. Сведения об основных элементах металлоконструкции машины _________________________________________________________________________ (наименование элементов, марка стали) _________________________________________________________________________ _________________________________________________________________________ 19. Условия испытания машины____________________________________________ вид испытания, нагрузка и другие условия) _______________________________________________________________________ _______________________________________________________________________ _______________________________________________________________________ 20. Прочие сведения _____________________________________________________ _______________________________________________________________________ _______________________________________________________________________ Главный инженер порта или предприятия-изготовителя Начальник отдела механизации или начальник ОТК Паспорт должен включать: 1) чертеж машины с указанием основных размеров, 2) кинематическую схему механизмов, 3) принципиальную электрическую схему, включая цепи сигнализации и освещения, а также указания по заземлению, 4) чертеж (схему) укладки балласта и противовеса.
|
С.
(одна страница)
Сведения о местонахождении машины
| Владелец | Грузовой район (подразделение) | Дата установки (получения) |
|
|
|
|
|
|
|
|
|
|
|
|
С.
(одна страница)
Лицо, ответственное за содержание машиныв исправном состоянии
| Номер и дата приказа о назначении | Должность, фамилия, имя и отчество | Подпись |
|
|
|
|
|
|
|
|
|
|
|
|
Сведения о ремонте и замене механизмов,агрегатов, узлов, рабочих органов, грузозахватных органов, металлоконструкций
| Дата | Сведения о замене и ремонте | Подпись лица, ответственного за содержание машины в исправном состоянии |
|
|
|
|
|
|
|
|
|
|
|
|
С.
(не менее 10 страниц)
Запись результатов освидетельствования
| Дата освидетельствования | Результаты освидетельствования | Срок следующего освидетельствования |
|
|
|
|
|
|
|
|
С.
(одна страница)
Регистрация
Машина зарегистрирована за N ________ вотделе механизации порта.
В паспорте пронумеровано ____ страниц ипрошнуровано всего_____листов,
в том числе чертежей (схем) на__________листах.
_________________________________________________________________________
(должность и подпись регистрирующего лица)
М.П. "____"____________20_____г.
Приложение: 1. Чертеж машины суказанием основных размеров.
2. Кинематическаясхема.
3. Принципиальнаяэлектрическая схема.
| Формат 145´210 мм, в жесткой обложке Лицевая сторона _________________________________________________________________________ (порт) ПАСПОРТ _________________________________________________________________________ (наименование устройства) Инвентарный N ______________________________________________________________ Регистрационный N _______________________________________________________ Грузозахватный орган, грузозахватное приспособление и средство укрупнения подлежат до пуска в работу регистрации в отделе механизации порта или учету в инвентарных (такелажных) складах порта. При передаче устройства другому владельцу вместе с ним должен быть передан настоящий паспорт. Страница 1 и последующие _________________________________________________________________________ (наименование) заводской N _____________________________________________________________ изготовлен ______________________________________________________________ _________________________________________________________________________ (дата изготовления, наименование завода-изготовителя и его адрес) Характеристика 1.Тип ___________________________________________________________________ 2. Назначение ___________________________________________________________ 3. Грузоподъемность (производительность)___________________________ т 4. Габариты _______________________________________________________ м 5. Масса __________________________________________________________ кг 6. Сведения об основных элементах металлоконструкции _________________________________________________________________________ _________________________________________________________________________ (наименования элементов, марки стали) 7. Условия осмотра и испытания _____________________________________________ _________________________________________________________________________ _________________________________________________________________________ (вид испытания, нагрузки и другие условия) Начальник отдела механизации (технологии) или главный инженер предприятия-изготовителя Начальник КБ или начальник ОТК Паспорт должен включать чертеж устройства с указанием основных размеров.
|
С.
(одна страница)
Сведения о местонахождении
| Владелец | Грузовой район (участок), склад | Дата установки (получения) |
|
|
|
|
|
|
|
|
|
|
|
|
С.
(одна страница)
Лицо, ответственное за содержание грузозахватного органа,грузозахватного приспособления или средства укрупнения в исправном состоянии
| Номер и дата приказа о назначении | Должность, фамилия, имя и отчество | Подпись |
|
|
|
|
|
|
|
|
|
|
|
|
С.
(5 страниц)
Сведения о ремонте и замене рабочих органов
| Дата | Сведения о замене и ремонте | Подпись лица, ответственного за содержание устройства в исправном состоянии |
|
|
|
|
|
|
|
|
|
|
|
|
С.
(не менее 8 страниц)
Запись результатов освидетельствования или осмотра
| Дата проведения | Результаты освидетельствования или осмотра | Срок следующего осмотра |
|
|
|
|
|
|
|
|
|
|
|
|
С.
(одна страница)
| Регистрация Грузозахватный орган, грузозахватное устройство, средство укрупнения зарегистрированы за N___________ в ______________________________________ (указать место регистрации) В паспорте пронумеровано ______ страниц и прошнуровано всего______листов, в том числе чертежей (схем) на______листах. _________________________________________________________________________ (должность и подпись регистрирующего лица) М.П. "___" __________20____г. Приложение. Чертеж грузозахватного органа, грузозахватного приспособления или средства укрупнения с указанием основных размеров
|
| Форма 1. Вахтенный журнал перегрузочной машины Форма журнала для машин, не подконтрольных Госгортехнадзору России. Для машин, подконтрольных Госгортехнадзору России, - по согласованию с округом Госгортехнадзора России. _________________________________________________________________________ (порт) Машина ____________________________________________________________________ Инвентарный номер __________________________________________________________ Грузовой район ______________________________________________________________ Контроль за ведением журнала осуществляет: ____________________________________ ____________________________________________________________________________ (должность, фамилия, имя, отчество) Начат: ___________________ Окончен: _________________ |
Инструкция
по ведению вахтенного журнала перегрузочной машины
1. Вахтенный журнал хранится на машине ипередается по сменам.
2. При экипажном обслуживании в вахтенномжурнале должно быть указано распределение обязанностей по техническомуобслуживанию.
3. В вахтенном журнале должен бытьприведен разработанный портом перечень работ по ТО-1 для данного типа машины.
4. Записи сменного и группового механиков, а такжедругих лиц, осуществляющих осмотр, и записи о выводе машин на ремонт и вводе ихв эксплуатацию лицом, ответственным за их содержание в исправном состоянии,производятся в вахтенном журнале через всю страницу, без соблюдения граф иподписываются.
5. Вахтенный журнал должен быть пронумерован,прошнурован и скреплен печатью.
6. После заполнения вахтенный журналхранится в течение одного года в подразделении, к которому приписана машина.
Форма вахтенного журнала перегрузочной машины
| Дата записи (смена, число, месяц) | Состояние машины, наличие топлива, смазки, воды и инвентаря при сдаче- приемке смены | Неисправности, обнаруженные в течение смены; подписи лиц, их выявивших | Записи о техническом обслуживании и устранении неисправностей, обнаруженных в течение смены; подпись лица, проводившего работы |
| Пример заполнения | |||
| 8-16, 12 мая | Машину принял в исправном состоянии. Инвентарь в наличии согласно описи. | Ослабли болты подшипников вертикального вала механизма поворота | Работы ТО выполнены в полном объеме. Обжал болты подшипников вертикального вала механизма поворота (Иванов А.А.) |
| Смену сдал: (Иванов А.А.) | |||
| Смену принял: (Петров В.В.) | |||
Форма 2. Вахтенный журнал сменного механика
_________________________________________________________________________
(порт)
Начат:___________________
Окончен:_________________
Инструкция
по ведению вахтенного журнала сменного механика
1. Вахтенный журнал хранится в служебном помещениисменных механиков и передается по смене.
2. Вахтенный журнал отражает использованиеперегрузочных машин и их техническое состояние.
3. Вахтенный журнал после заполнения хранится втечение трех лет.
4. Сведения, не предусмотренные графами,записываются без соблюдения столбцов.
Форма вахтенного журнала сменного механика
| Дата записи и смена | Инвентарный номер машины | Фамилия, имя, отчество рабочего, управляющего машиной | Номер наряда или бригады | Вид и время работы | Подпись рабочего в получении исправной машины и инструктажа | Сведения о неисправностях и времени простоя машины и об устранении неисправностей | Машины, не допущенные к использованию на смене (ремонт, консервация, неисправность) | ||
| Основные, подготовительно-хозяйственные, внепортовые | Выдача машины | Сдача машины | |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Форма 3. Вахтенный журнал сменного аккумуляторщика
_________________________________________________________________________
(порт)
Контрольза ведением журнала осуществляет: ______________________________
_________________________________________________________________________
(должность, фамилия,имя, отчество)
Начат:___________________
Окончен:_________________
Инструкция
по ведению вахтенного журнала сменного аккумуляторщика
1. В вахтенном журнале фиксируется весьрежим заряда аккумуляторных батарей, а также все работы, связанные сустранением неисправностей, выявившихся в процессе эксплуатации батарей.
2. Журнал хранится в помещении заряднойстанции и передается по сменам. Заполненный журнал хранится на зарядной станциив течение одного года.
Примечание.
1. Результаты замеров плотности электролита инапряжения на зажимах элементов батарей до и после заряда, которые производятсяпериодически не реже, чем при производстве уравнительного заряда, заносятся вжурнал в строчку без соблюдения граф.
2.В случае, если заряд ведется током одной ступени (щелочные батареи), графа 4 незаполняется.
3.Приемку-сдачу смены оформляют записью фамилий зарядчиков и их подписью встрочку без соблюдения граф.
Форма вахтенного журнала аккумуляторщика
| Дата (число, месяц, год), смена | N батареи, N заряда | Начало заряда током I ступени (ч, мин., А) | Начало заряда током II ступени (ч, мин., А) | Окончание заряда (ч, мин.) | Напряжение, плотность электролита после заряда | Обнаруженные неисправности и их исправление | Подпись аккумуляторщика |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Форма 4. Журнал группового механика (электромеханика)
_________________________________________________________________
(порт)
__________________________________________________________________
(фамилия, имя, отчество ответственного за группу машин)
Начат:___________________
Окончен:_________________
Инструкция
по ведению журнала группового механика (электромеханика)
1. Журнал хранится в служебном помещенииу групповых механиков (электромехаников).
2. Журнал ведет групповой механик(электромеханик) отдельно на каждую группу машин, закрепленную за ним (как заинженерно-техническим работником, ответственным за содержание машин в исправномсостоянии).
Журнал может вестись по любым типаммашин, включая портальные краны, но для последних рекомендуется журнал по форме5.
3. Записи в журнале ведутся раздельно длякаждой машины, для чего на каждую машину отводится часть журнала.
4. На первой странице сверху в частижурнала, отведенной для конкретной машины, записывается наименование машины, еегрузоподъемность, инвентарный и заводской номера.
5. После записи результатов осмотра лицо,производившее осмотр, должно расписаться и привести расшифровку подписи (безсоблюдения граф).
6. По окончании журнал хранится в течениетрех лет.
Форма журнала группового механика (электромеханика)
| Дата | Результаты осмотра: обнаруженные неисправности, заключение о состоянии механизмов и машины в целом | Принятые меры для устранения неисправностей, что необходимо сделать при техническом обслуживании и ремонте | Примечания |
| 1 | 2 | 3 | 4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Форма 5. Журнал группового механика (электромеханика)портальных кранов
_________________________________________________________________
(порт)
__________________________________________________________________
(фамилия, имя, отчество ответственного за группу машин)
Начат:___________________
Окончен:_________________
Инструкция
по ведению журнала группового механика (электромеханика) портальных кранов
1. Настоящий журнал ведет групповоймеханик (электромеханик), ответственный за содержание портальных кранов висправном состоянии.
2. Записи в журнале ведутся раздельно покаждому крану, для чего на каждый кран отводится часть журнала.
3. На первой странице сверху в частижурнала, отведенной для конкретного крана, записывается наименование крана,инвентарный и заводской номера.
4. В журнал заносят результаты осмотракранов и сведения о неисправностях, вызвавших простой крана не менее 30 мин., атакже о ремонтных работах, выполненных как в плановом, так и в неплановомпорядке.
5. Результаты оперативного осмотра,заключение комиссии по результатам периодического осмотра крана, а такжерешение о допуске крана к работе или о ее запрещении групповой механикзаписывает в журнал без соблюдения граф и расписывается.
Групповой механик при выполнении осмотракрана проверяет механизмы, тормоза, металлоконструкции, канаты, ванты,подкрановые пути.
Электромеханик при проведении осмотрапроверяет состояние и работу силового электрооборудования, аппаратурыуправления, действие приборов безопасности, сигнализации, состояние заземления.
6. Запись сведений о неисправностях кранапроизводят в соответствии с пояснениями, приведенными в заголовке граф журнала,и в соответствии с примером заполнения формы журнала.
7. В графе 1 (Дата) указывается датавыявления неисправности, а в случае планового ремонта - даты его начала иокончания.
8. В графе 2 в виде кода, приведенного взаголовке графы, указываются условия выявления неисправности.
9. В графе 3 (Неисправность) с цельюсокращения объема записи рекомендуется кодировать наименование механизмов,используя следующие кодовые обозначения:
общекрановое оборудование - 0;
механизм подъема, поддерживающая лебедка- 1;
механизм подъема, замыкающая лебедка - 2;
механизм поворота - 3;
механизм изменения вылета стрелы - 4;
механизм передвижения - 5;
металлоконструкция, крюковая подвеска -6;
противоугонный захват - 7;
кабельный барабан - 8;
устройство поворота электромагнитногозахвата - 9;
спредер - 10.
10. В графе 3 при замене агрегатов идеталей следует подчеркивать заменяемую часть.
11. В заголовке граф журнала содержатсякодированные обозначения характера неисправности (графа 3) и причинынеисправности (графа 4), а также способа восстановления (графа 5). Привыполнении записи соответствующие обозначения приводятся в графах журнала.Например, при обнаружении поломки ходового винта противоугонного захвата вэксплуатации крана в журнале производится следующая запись: Э (неисправностьвыявлена при эксплуатации); 7 (код противоугонного захвата; ходовой винт - П(поломка); Э (причина - неправильная эксплуатация); 3 (винт заменен).
При отсутствии в заголовке граф журналаусловных обозначений характера неисправности, причины неисправности или способавосстановления следует делать записи без применения условных обозначений.
12. В графе 6 указаны трудозатраты навосстановление, которые определяют двумя показателями: полным календарнымвременем простоя крана в часах (в числителе) и трудозатратами в человеко-часах(в знаменателе).
Полное календарное время простоя кранавключает время на поиск и устранение неисправности, а также время на ожиданиеремонта и по другим организационным причинам.
Трудозатраты определяются какпроизведение времени устранения неисправности на количество человек,устранявших неисправность. Общие трудозатраты состоят из трудозатрат наотдельные операции.
13. В графе 7 приводятся показаниясчетчика машинного времени (при его наличии) на момент проведения оперативногоосмотра или начала планового ремонта.
14. Журнал хранится в служебном помещенииу групповых механиков (электромехаников).
15. По окончании журнал хранится втечение трех лет, после чего передается в архив.
Форма журнала группового механика (электромеханика)портальных кранов
| Дата (число, месяц, год) | Неисправность выявлена: при эксплуатации - Э; при техническом обслуживании ТО-1, ТО-2: при ремонте - Р | Неисправность (механизм, сборочная единица, деталь - заменяемое подчеркнуть). Характер неисправности (трещина - Тр, поломка - П, износ - И, деформация - Д, разрегулирование - Рг, обрыв - О, перегорание - Г, залипание - Л, примерзание - М) | Причина неисправности (конструкция - К, некачественное изготовление - НИ, некачественный ремонт - HP, неправильная эксплуатация - Э, выработка ресурса - Рс, не установлена - Н) | Способ восстановления Числитель: ремонт - Р или замена - З. Знаменатель: источник получения заменяющего изделия (фирма - Ф, заказ на заводе - З, портовые мастерские - ПМ) | Затраты на восстановление (часы /чел.- часы) | Показания счетчика (часы) |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Пример заполнения | ||||||
| 22.03.02 | Э | 7. Ходовой винт - П | Э | Р/Ф | 8/16 | 1455 |
Пример заполнения:
10.04.02 Краносмотрен по инструкции. Допущен к работе. Подпись
Форма 6. Журнал регистрации перегрузочных машин порта
_________________________________________________________________
(порт)
__________________________________________________________________
(фамилия, имя, отчество ответственного за группу машин)
Начат:___________________
Окончен:_________________
Инструкция
по ведению журнала регистрации перегрузочных машин порта
1.Журнал предназначен для регистрации всех перегрузочных машин.
2.Журнал ведется инженерно-техническим работником отдела механизации.
3.Регистрация перегрузочной машины должна производиться по ее паспорту.
4.Журнал регистрации должен быть пронумерован, прошнурован и скреплен печатью.
5.Журнал хранится в отделе механизации порта и по его заполнении сохраняется втечение 5 лет, после чего сдается в архив.
Форма журнала регистрации перегрузочных машин порта
| N п/п | Номер по учету в отделе механизации | Номенклатурный номер | Наименование перегрузочной машины | Завод-изготовитель | Номер заводской, транспортный, заказа | Модель машины, номер чертежа общего вида | Краткая техническая характеристика | Дата изготовления | Дата ввода в эксплуатацию | Регистрационный номер в органах Госгортехнадзора России | Место нахождения машины | Примечание |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Форма 7. Журнал учета изготовленных грузозахватныхорганов, грузозахватных приспособлений и средств укрупнения
_________________________________________________________________________
(порт)
Ответственный заведение журнала ________________________________________
_______________________________________________________________________
(фамилия, имя,отчество, должность)
Начат:___________________
Окончен:_________________
Инструкция
по ведению журнала учета изготовленных грузозахватных органов, грузозахватныхприспособлений и средств укрупнения
1.Журнал хранится в подразделении порта-изготовителя грузозахватногоприспособления и средств укрупнения.
2.Журнал ведет работник предприятия или мастерской порта, осуществляющий контролькачества изготовления и производящий испытание продукции.
Форма журнала учета изготовленных грузозахватных органов,грузозахватных приспособлений и средств укрупнения
| Дата выпуска продукции (число, месяц, год) | Грузозахватное приспособление или средство укрупнения | Характеристика (грузоподъемность, вместимость, основные размеры и т.п.) | По какому документу изготовлено (нормаль, техн. условия, N технологической карты, N чертежа) | N сертификата на примененный материал | Результаты проверки качества сварки | Результаты испытания грузозахватного приспособления или средства укрупнения | Примечание |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|
|
|
|
|
|
|
|
|
Форма 8. Журнал учета и осмотра грузозахватныхприспособлений и средств укрупнения
_________________________________________________________________________
(порт)
Ответственный заведение журнала ________________________________________
_________________________________________________________________________
(фамилия, имя,отчество, должность)
Начат:___________________
Окончен:_________________
Инструкция
по ведению журнала учета и осмотра грузозахватных приспособлений и средствукрупнения
1.Журнал хранится на инвентарном (такелажном) и грузовом складах.
2.Журнал ведется инженерно-техническими работниками, ответственными за содержаниегрузозахватных приспособлений и средств укрупнения в исправном состоянии.
3.По окончании журнал хранится в течение одного года.
4.По каждому вновь поступившему грузозахватному приспособлению и средствуукрупнения в журнале, в графе 1, должна быть сделана запись, разрешающаяэксплуатацию этого устройства или средства укрупнения, с подписьюинженерно-технического работника, ответственного за содержание этого устройстваили средства укрупнения в исправном состоянии.
Форма журнала учета и осмотра грузозахватныхприспособлений и средств укрупнения
| Грузозахватное приспособление | Инвентарный номер | Характеристика (грузоподъемность, вместительность, основные размеры) | Дата первичного освидетельствования или осмотра | Изготовитель | Результаты осмотров | ||||||||||
| Дата и подпись | Дата и подпись | Дата и подпись | Дата и подпись | Дата и подпись | Дата и подпись | Дата и подпись | Дата и подпись | Дата и подпись | Дата и подпись | Дата вывода из эксплуатации | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Форма 9. Журнал формовки и контрольных цикловаккумуляторных батарей
_________________________________________________________________________
(порт)
Ответственный заведение журнала ________________________________________
_________________________________________________________________________
(фамилия, имя,отчество, должность)
Начат:___________________
Окончен:_________________
Инструкция
по ведению журнала формовки и контрольных циклов аккумуляторных батарей
1.В журнале ведется запись режимов формовки и контрольных циклов аккумуляторныхбатарей.
2.При формовке и контрольных циклах кислотных батарей запись производится:
а)в две строки: первая - для заряда током I ступени, вторая - для заряда током IIступени,
б)в графе "Напряжение" делается также запись о плотности электролита.
3.Журнал ведут сменные аккумуляторщики.
4.Ответственный за ведение журнала - старший аккумуляторщик.
5.Журнал хранится на зарядной станции и после заполнения сохраняется в течениеодного года.
Форма журнала формовки и контрольных циклов аккумуляторныхбатарей
| N батареи | Заряд | Разряд | Плотность электролита | Подпись аккумуляторщика | ||||||||||
| начало | окончание | начало | окончание | |||||||||||
| время (ч, мин.) | напряжение, В | ток, А | время (ч, мин.) | напряжение, В | ток, А | время (ч, мин.) | напряжение, В | ток, А | время (ч, мин.) | напряжение, В | ток, А | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Форма 10. Журнал периодической проверки знанийдокеров-механизаторов и рабочих по техническому обслуживанию и ремонту
| N п/п | Фамилия, имя, отчество | Специальность | Перегрузочные машины, обслуживаемые рабочим | Результат проверки (оценка) | Подпись проверяемого | Примечание |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Инструкция по ведению журнала
1.Дата проверки знаний записывается без соблюдения граф.
2.В конце записей на каждую дату производятся подписи председателя и членовкомиссии.
| УТВЕРЖДАЮ Начальник отдела механизации "__"________20__ г.
AKT N ____ |
Таблица 1. Примерный состав проверок при периодическомтехническом обслуживании конвейера
| Объект проверки | Вид, периодичность технического обслуживания. Способ проверки | Признаки исправного состояния |
| 1. Конвейер, бункер, питатель, сбрасывающая тележка | Ежесменно. Визуальный осмотр конвейера, уборка настила, трапов и площадок | Отсутствие завалов груза в местах пересылок, на ленте, под холостой ветвью конвейера, в местах расположения приводной и натяжной станций |
| 2. Лента | Ежесменно. Визуальный осмотр ленты и ее стыков Проверка натяжения ленты опробованием конвейера вхолостую | Отсутствие порезов и порывов по всей длине ленты. Отсутствие заметного износа торцов ленты. Отсутствие жидкой и консистентной смазки на ленте Отсутствие проскальзывания ленты на барабанах. Отсутствие ударов ленты по роликам. Касание всех роликов на рабочей и холостой ветвях |
| Через месяц. Визуальный осмотр ленты и проверка с помощью мерительного инструмента* | Отсутствие смещения ленты на величину, больше указанной в заводской (фирменной) технической документации. При отсутствии таких данных следует отрегулировать прямолинейность хода ленты так, чтобы величина схода ленты в поперечном направлении была не более 40 мм на сторону при условии отсутствия касания ее металлоконструкции | |
| 3. Лентоочиститель | Ежесменно. Визуальный осмотр лентоочистителя и мест касания его рабочего органа ленты | Касание рабочего органа лентоочистителя ленты по всей ее ширине |
| Через месяц. Визуальный осмотр лентоочистителя | Отсутствие вибрации лентоочистителя. Износ контактного элемента не должен мешать очистке ленты | |
| 4. Скребок для очистки барабана | Ежесменно. Визуальный осмотр скребка и мест его касания барабана | Касание рабочего органа скребка по всей длине барабана. Возможность регулировки зазора в месте касания |
| 5. Ролики и роликоопоры | Ежесменно. Визуальный осмотр роликов | Отсутствие шума, люфта, заедания и биения при вращении роликов |
| Через месяц. Визуальный осмотр роликоопор | Отсутствие ослабления роликоопор | |
|
| Проверка состояния роликов с помощью термощупа | Температура подшипниковых узлов не должна превышать значений, указанных в заводской (фирменной) технической документации. При отсутствии таких данных температура должна быть не более 60°С |
| 6. Приводной, концевой и отклоняющий барабаны | Ежесменно. Визуальный осмотр | Отсутствие: - износа и повреждений футуровки; - трещин на цилиндрической части, ступицах, ребордах; посторонних шумов, повышенной вибрации, биений и заеданий при вращении барабана; нагрева футуровки вследствие проскальзывания ленты |
| Через месяц. Проверка барабанов с помощью мерительного инструмента | См. Приложение 19 | |
| 7. Металлоконструкция | Ежесуточно. Визуальный осмотр: металлоконструкций роликоопор; - отклоняющих, приводного и натяжного барабанов; - станин конвейеров; рельсов натяжных и сбрасывающих тележек; - лееров, лестниц и ограждений | Отсутствие просадок фундаментов металлоконструкций и деформаций элементов металлоконструкций |
| Через месяц. Проверка металлоконструкций с помощью мерительного инструмента |
| |
| 8. Приводная станция | Ежесменно. Визуальный осмотр приводной станций | Отсутствие вибрации и постороннего шума в двигателях и редукторах |
| 8.1. Крепежные соединения | Через месяц. Проверка затяжки высокопрочных болтов с помощью динамометрического ключа | Усилие затяжки высокопрочных болтов должно соответствовать требованиям заводской (фирменной) технической документации |
| 8.2. Узлы подшипников качения | Через месяц. Визуальный осмотр узлов | Отсутствие посторонних шумов. Наличие и поступление смазочного материала |
| 8.3. Уплотнения | Через месяц. Визуальный осмотр уплотнений | Отсутствие повреждений и подтеков масла |
| 8.4. Открытые валы и оси | Через месяц. Визуальный осмотр валов и осей | См. Приложение 19 |
| 8.5. Отверстие под пальцы и оси | Через месяц. Проверка отверстий под пальцы и оси с помощью мерительного инструмента | См. Приложение 19 |
| 8.6. Шпоночные соединения | Через месяц. Визуальный осмотр С помощью набора щупов | См. Приложение 19 |
| 8.7. Открытая зубчатая передача | Ежесуточно. Визуальный осмотр передачи | Отсутствие посторонних шумов, стуков и ослабления посадки |
| Через месяц. Проверка с помощью мерительного инструмента, прибора для измерения зазоров, краской (по пятну касания) | См. Приложение 19 | |
| 8.8. Редуктор (закрытая зубчатая передача) | Ежесуточно. Визуальный осмотр редуктора | Отсутствие посторонних шумов, повышенной вибрации. Наличие смазочного материала |
| 8.9. Блоки | Ежесуточно. Визуальный осмотр блоков | Отсутствие трещин на ребордах и ступицах |
| Через месяц. Визуальный осмотр и с помощью мерительного инструмента | См. Приложение 19 | |
| 8.10. Тормоз привода | Через месяц. Проверка действия тормоза при движении ленты | Загруженная лента наклонного конвейера не должна перемещаться при отключенном двигателе привода |
| 9. Натяжная станция | Ежесменно. Визуальный осмотр натяжной станции | Отсутствие видимых повреждений и износов отдельных элементов станции |
| Еженедельно. Проерка винтовых натяжных устройств, направляющих катков ходовых тележек, грузовых устройств и их креплений, предохранительных устройств и ограждений. Проверка производится визуально и с помощью мерительного инструмента | Плавность хода ползунов, отсутствие заеданий натяжных винтов. Передвижение рамы натяжного барабана в направляющих должно быть свободным, без заеданий и заклиниваний. Ход натяжного барабана должен быть достаточным и выбираться согласно требованиям технической документации завода-изготовителя для предотвращения срабатывания конечного выключателя при подъеме груза натяжного устройства в момент запуска конвейера. См. Приложение 19 | |
| 10. Канат стальной | см. Приложение 5 | См. Правила Госгортехнадзора по кранам |
| 11. Электрическое оборудование | ТО-2 При отрицательных температурах ежесменно проводить визуальный осмотр и опробование в работе обогрева бункеров | См. Приложение 6 Повышение температуры стенок бункера при включении системы обогрева. Отсутствие поврежденных элементов системы обогрева |
| 12. Бункер, загрузочная воронка | Ежесменно. Визуальный осмотр рабочей поверхности металлоконструкций и опорных узлов | Наличие футуровки на рабочих поверхностях, по которым движется груз в бункере и в воронке. Отсутствие трещин и поврежденных сварных швов. |
| Опробование в работе шиберных затворов согласно требованиям заводской (фирменной) технической документации | Отсутствие смещений и ослабления креплений опорных узлов бункеров. Возможность регулирования положения шиберных затворов | |
| Через месяц. Визуальный осмотр и проверка с помощью мерительного инструмента | Отсутствие вмятин, повреждений и искривлений, выходящих за пределы допустимых. Отсутствие трещин и повреждений сварных швов металлоконструкции питателя. Отсутствие трещин, коррозии и предельного механического износа. Плотная посадка заклепок, отсутствие ослабления затяжки болтовых соединений | |
| 13. Вибропитатель | Ежесменно. Визуальный осмотр и опробование в работе вибропитателя | Отсутствие трещин и повреждений сварных швов металлоконструкции питателя. Отсутствие ослабления крепления питателя к металлоконструкции бункера. Отсутствие заеданий и посторонних шумов при работе |
| Через месяц. Визуальный осмотр и проверка металлоконструкции питателя с помощью мерительного инструмента | Отсутствие повреждений и искривлений, выходящих за пределы допуска, а также коррозии, трещин и предельного механического износа. Плотная посадка заклепок, отсутствие ослабления затяжки болтовых соединений | |
| Проверка режимов работы вибропитателя в соответствии с требованиями заводской (фирменной) документации | Обеспечение заданной производительности вибропитателя на всех режимах работы | |
| 14. Катучие конвейеры (челночные) | Ежесменно. Визуальный осмотр бортовых направляющих, амортизирующих роликоопор рельсового пути и механизма передвижения. Опробование вхолостую | Касание бортовых направляющих по всей длине. Отсутствие зазоров в стыках рельсов и ослабления крепления рельсового пути. Отсутствие посторонних шумов при передвижении конвейера |
| Через месяц. Визуальный осмотр бортовых направляющих. Визуальный осмотр и проверка металлоконструкций питателя с помощью мерительного инструмента | Суммарный зазор между ребордами колес и головками рельсов от 2 до 5 мм. Технические требования и признаки исправного состояния по ленте, лентоочистителю, скребку для барабана, барабанам, металлоконструкции, приводной и натяжной станциям - см. пункты 2-9. Разновысотность отметок головок рельсовых путей в одном поперечном сечении не должна превышать значений, указанных в заводской документации | |
| 15. Сигнальные, блокировочные устройства, аварийные и концевые выключатели | Еженедельно. Проверка концевого выключателя ограничения хода натяжного устройства производится при запуске конвейера | Технические требования и признаки исправного состояния - см. пункт 9 |
| Проверка концевого выключателя ограничения схода ленты производится при работе конвейера | При сходе ленты и срабатывании концевых выключателей конвейер должен остановиться | |
| Проверка аварийного выключателя привода конвейера производится при работе конвейера | Привод конвейера должен отключаться при срабатывании аварийного выключателя | |
| Проверка датчика обнаружения металлических включений в грузе производится при работе конвейера | При нормальной работе конвейера датчик должен включать магнитный сепаратор при появлении металлических включений | |
| Ежесуточно. Проверка датчика заполнения бункера (пересыпного устройства) | Датчик срабатывает при заполнении бункера (пересыпного устройства) грузом, доходящим до уровня, указанного в заводской (фирменной) документации | |
| Через месяц. Визуальный осмотр и проверка с помощью измерительных инструментов концевых выключателей хода катучих конвейеров и датчиков положения катучих конвейеров | Концевые выключатели ограничения хода должны останавливать механизм передвижения в 300-500 мм от концевых упоров с учетом тормозного пути. Датчики положения должны срабатывать в положении конвейера, указанном в заводской (фирменной) документации | |
| Ежесменно. Проверка сигнализации при работе конвейера | При запуске конвейера должна срабатывать предусмотренная проектом звуковая и световая сигнализации на рабочем месте и на пульте управления | |
| Проверка системы промышленного телевидения производится при работе конвейера | Система должна обеспечивать полный обзор с пульта управления зоны работы оборудования и галерей | |
| Проверка последовательности остановок машин, работающих в составе маршрута | При отключении перегрузочной машины (при срабатывании реле скорости ленты) должны остановиться все машины, подающие груз на данную машину | |
| 16. Трущиеся детали и узлы | По потребности согласно карте смазки. Визуальный осмотр мест смазки трущихся деталей и узлов | Отсутствие повреждений в системе смазки. Технические требования и признаки исправного состояния смазываемых узлов и деталей должны соответствовать требованиям заводской документации |
Таблица 2. Примерный состав проверок при периодическомтехническом обслуживании судопогрузочных машин, стакеров, реклаймеров
| Объект проверки | Вид, периодичность технического обслуживания. Способ проверки | Признаки исправного состояния |
| 1. Рельсовые пути | Ежесменно. Визуальный осмотр рельсового пути на участке передвижения машины | Отсутствие груза, льда и снега на рельсах и в прирельсовых канавках. Отсутствие ослабленных креплений рельсов |
| 2. Оборудование для электроснабжения машины | Ежесменно. Визуальный осмотр шланговых кабелей, их расположения относительно рельсовых путей и укладки на специальных конструкциях или на отведенных местах | Отсутствие повреждений оболочки питающего и контрольного кабелей и их расположение на конструкциях или местах согласно заводской (фирменной) инструкции |
| 3. Противоугонные устройства (рельсовые захваты) | Ежесменно. Визуальный осмотр и опробование в работе | Плотное прилегание губок захвата к рельсу. Свободное опускание штыря |
| 4. Гидросистема |
| В соответствии с заводскими инструкциями, а при их отсутствии - согласно настоящей таблице и указаниям Приложения 6 |
| 4.1. Гидропривод механизмов поворота, роторного колеса | Ежесменно. Визуальный осмотр цепей питания, управления, силовой гидросистемы, бака, насосов, гидрошлангов, трубопроводов, гидродвигателей | Наличие необходимого количества рабочей жидкости в баке. Отсутствие повреждений оболочки гидрошлангов. Отсутствие течи и ослабления резьбовых соединений |
| Через месяц. Визуальный осмотр и опробование в работе (включая опробование при перекрытом вентиле высокого давления), цепей питания, управления и силовой цепи гидросистемы, бака, насосов, трубопроводов, терморегулятора, нагревателя, клапанов, фильтров, насосов, регуляторов производительности, распределителей и золотников | Соответствие показаний контрольно-измерительных приборов данным, приведенным в заводской (фирменной) документации. Срабатывание предохранительного клапана системы при давлении, указанном в заводской (фирменной) документации. Отсутствие резких толчков и защита гидравлической системы от перегрузок в момент включения управления. Возможность плавной регулировки скорости поворота в пределах, указанных в заводской (фирменной) документации. Осуществление реверса гидродвигателя механизма поворота | |
| 4.2. Гидропривод механизма подъема стрелы | Ежесменно. Визуальный осмотр гидросистемы: бака, насосов, гидрошлангов, трубопроводов, гидроцилиндров | Наличие необходимого количества рабочей жидкости в баке. Отсутствие: - повреждений трубопроводов, внешней оболочки гидрошлангов, гидроцилиндров, - течи, - ослаблений резьбовых соединений |
| Через месяц. Визуальный осмотр и опробование в работе, включая опробование при перекрытом вентиле высокого давления, гидросистемы: бака, насосов, трубопроводов, гидроцилиндров, клапанов, распределителей | Соответствие показаний контрольно-измерительных приборов данным, приведенным в заводской (фирменной) технической документации. Срабатывание предохранительного клапана системы при давлении, указанном в заводской (фирменной) документации. Срабатывание распределителей и клапанов в соответствии с функциональной схемой работы | |
| 5. Муфта гидравлическая | Ежесменно. Визуальный осмотр с целью выявления утечек рабочей жидкости | Отсутствие течи рабочей жидкости через уплотнения, наличие необходимого объема масла в муфте |
| 6. Роторное колесо | Ежесменно. Визуальный осмотр роторного колеса, привода, ковшей | Отсутствие трещин и деформаций конструкций |
| Через месяц. Визуальный осмотр и проверка с помощью мерительного инструмента боковых прокладок, подшипников, осей вращения и их крепления, зазора между направляющей прокладкой и ковшом колеса | Отсутствие ослаблений крепежных соединений. Наличие и поступление смазочного материала. Износ зубьев по длине не должен превышать 20 %. Величина зазора между направляющей прокладкой и ковшом колеса не должна превышать 10 мм | |
| 7. Взвешивающие устройства | Через месяц. Проверка правильности показаний приборов при помощи грузов в соответствии с заводской (фирменной) документацией | Точность показаний должна быть в пределах, указанных в заводской (фирменной) документации |
| 8. Механизм выдвижения телескопической трубы и передвижения ее тележки | ежесуточно Визуальный осмотр и опробование механизмов в работе | Равномерное движение секций трубы при их опускании и подъеме Равномерное передвижение грузовой тележки телескопической трубы на всех предусмотренных скоростях |
| Через месяц. Визуальный осмотр и проверка с помощью мерительного инструмента шарниров ходовых катков, направляющих качения, блоков и каната полиспаста | См. Приложение 19 | |
| 9. Механизм выдвижения телескопической стрелы | Ежесуточно. Визуальный осмотр и опробование механизма в работе | Отсутствие повреждений узлов. Равномерное перемещение стрелы |
| Через месяц. Визуальный осмотр и проверка с помощью мерительного инструмента ходовых катков, направляющих, блоков каната полиспаста, крепления противовеса | См. Приложение 19 | |
| 10. Ленточный конвейер на стреле | см. таблицу 1 настоящего приложения |
|
| 11. Механизмы и оборудование: |
|
|
| 11.1. Контроллеры, командоаппараты, управляющие работой механизмов с гидроприводом | Ежесменно. Проверка режимов работы механизмов гидросистем (гидроаппаратуры) | Отсутствие заедания командоаппаратов, контроллеров при переключении. Скорость движения исполнительных механизмов при установке контроллеров, командоаппаратов в конкретное положение должна соответствовать требованиям заводской (фирменной) документации. Отсутствие шума и вибрации, отличных от имеющих место в нормальных условиях эксплуатации |
| 11.2. Дистанционный пульт управления судопогрузочной машиной | Через месяц. Опробование в работе дистанционного пульта | Срабатывание механизмов машины в соответствии с их назначением |
| 11.3. Тормоза | Через месяц. Проверка тормоза механизма подъема стрелы при выполнении подъема и опускания стрелы на высоту не менее 1 м относительно последней остановки. Замеры пути торможения производить на канате механизма подъема стрелы | Тормозной путь должен соответствовать требованиям заводской (фирменной) документации. Если тормозной путь в технической документации не указан, он должен быть в пределах от 0,5 до 1 м |
| Проверка тормоза механизма поворота при вращении поворотной части на угол не менее 45° | Угол поворота платформы после выключения привода должен соответствовать требованиям заводской (фирменной) документации | |
| Проверка тормоза механизма передвижения путем торможения машины при движении (при наличии ветра движение следует производить в направлении ветра) | Тормозной путь должен соответствовать требованиям заводской (фирменной) документации. Если тормозной путь в технической документации не указан, он должен быть не более 1 м | |
| 11.4. Концевые выключатели | Ежесменно. Проверка срабатывания концевых выключателей ограничения подъема и опускания стрелы путем изменения угла наклона стрелы | Концевые выключатели должны срабатывать в положениях, указанных в заводской (фирменной) документации |
| Проверка срабатывания концевых выключателей механизма передвижения для предотвращения столкновения при работе нескольких машин на одних путях | Концевые выключатели должны останавливать машины при расстоянии между ними не менее 2 м |
Таблица 3. Примерный состав проверок при периодическомтехническом обслуживании кратцер-крана
| Объект проверки | Вид, периодичность технического обслуживания. Способ проверки | Признаки исправного состояния |
| 1. Стрела главная | Через месяц. Визуальный осмотр и проверка с помощью мерительного инструмента металлоконструкции стрелы, направляющих цепей, сменных планок, болтовых соединений | Отсутствие видимых повреждений сварных швов, направляющих цепи, сменных планок, болтовых соединений |
| 2. Натяжное устройство цепи конвейера главной стрелы | Еженедельно. Визуальный осмотр натяжных звездочек, осей, ползунов с прокладками, ходовых винтов | Плавность хода ползунов, надежность зацепления звездочек с цепями. Отсутствие звездочек с изношенными или поломанными зубъями |
| 3. Цепь приводная конвейера главной стрелы | Еженедельно. Визуальный осмотр: пластин, рабочих поверхностей, втулок, стопорных болтов, сварных швов крепления сменных планок и уголков | Отсутствие видимой деформации и трещин пластин, втулок, болтов, поврежденных сварных швов, изношенных и поломанных зубьев сменных планок |
| - скребков со сменными планками с зубьями | Надежность стопорения болтов, крепящих скребок к уголкам и сменных планок к скребкам. Плотность прилегания цепи к направляющей | |
| ТО-2, через месяц | См. Приложение 19 | |
| Проверка шага цепи с помощью мерительного инструмента |
| |
| 4. Привод цепи конвейера главной стрелы | Ежесуточно. Визуальный осмотр приводного вала, приводных звездочек со сменными сегментами, муфт, редуктора, электродвигателя, крепления привода | Плавность разгона цепи, надежность зацепления звездочек с цепью. Отсутствие повреждений зубчатых сегментов, подшипников опор приводного вала, крепления привода. Отсутствие постороннего шума при работе привода, наличие смазочного материала в соответствии с требованиями заводской (фирменной) документации |
| Через месяц. Проверка с помощью мерительного инструмента верхних и нижних обводных блоков подвесного вала, подъемного каната | См. Приложение 19 и Правила Госгортехнадзора по кранам | |
| 5. Вспомогательная стрела | Через месяц. | См. пункт 1 |
| 6. Натяжное устройство цепей конвейера вспомогательной стрелы | Еженедельно. | См. пункт 2 |
| 7. Цепь приводная конвейера вспомогательной цепи | Еженедельно. | См. пункт 3 |
| 8. Привод цепи конвейера вспомогательной стрелы | Ежесуточно. | См. пункт 4 |
| 9. Устройство контроля прямого хода | Ежесуточно. Визуальный осмотр и опробование в работе защитного корпуса, шарнирного рычага, кулачков переключателя, концевых выключателей | Отсутствие повреждений защитного корпуса, износов шарнирного рычага, кулачков и роликов концевых выключателей, нарушающих работу устройства контроля. Концевые выключатели должны корректировать положение кратцер-крана либо отключать привод механизма при перекосе портала |
| 10. Направляющий желоб и роликовый стол | Ежесуточно. Визуальный осмотр желоба, боковых направляющих, сменных футеровочных листов, роликов | Отсутствие повреждений желобов и боковых направляющих, нарушающих работоспособность объектов проверки. Наличие футуровочных листов на всей площади контакта груза с желобом и направляющими. Отсутствие не вращающихся роликов |
| 11. Металлоконструкции | Ежесуточно. Визуальный осмотр портала, подвижной и неподвижной концевых балок, мостков, площадок для обслуживания и ремонта, лестниц, решетчатых настилов | Отсутствие деформаций и трещин |
| 12. Механизм передвижения | Ежесуточно. Визуальный осмотр направляющих катков, зубчатого зацепления открытой передачи, тормозов и опробование в работе | Наличие зазора между направляющими катками и рельсами. Отсутствие повреждения зубчатого зацепления. Срабатывание тормозов в соответствии с требованиями заводской (фирменной) документации |
| 13. Трущиеся детали и узлы | По потребности согласно карте смазки. Визуальный осмотр | Технические требования и признаки исправного состояния смазываемых узлов и деталей должны соответствовать требованиям заводской (фирменной) документации |
Таблица 4. Примерный состав проверок при периодическомтехническом обслуживании вагоноопрокидывателя
| Объект проверки | Вид, периодичность технического обслуживания. Способ проверки | Признаки исправного состояния |
| 1. Рельсовый путь | Ежесменно. Визуальный осмотр и проверка с помощью мерительного инструмента положения рельсов платформы относительно подводящих рельсов железнодорожного пути. Осмотр крепления рельсов к платформе | Соответствие отклонений высотных отметок рельсов платформы и подводящих путей требованиям заводской (фирменной) документации. При отсутствии таких требований отклонения в уровнях не должны превышать 5 мм. Отсутствие ослаблений крепления рельсового пути к платформе. Зазор между рельсами на платформе и подводящими рельсами железнодорожного пути, а также между рельсами двух платформ должен соответствовать требованиям заводской (фирменной) документации. При отсутствии таких требований зазор между рельсами на платформе и подводящими рельсами железнодорожного пути должен быть в пределах от 8 до 12 мм, а зазор между рельсами двух платформ в пределах от 20 до 25 мм |
| Ежесуточно. Проверка рельсового пути и проведение замеров с помощью путеизмерительного шаблона ЦУП | Соответствие рельсового пути Правилам технической эксплуатации железных дорог | |
| 2. Металлоконструкция вагоноопро- кидывателя | Через месяц. Визуальный осмотр и проверка с помощью мерительного инструмента болтовых соединений, фундаментных болтов, опорных катков, горизонтальных катков, торцевых катков, опорной стенки с амортизирующими подушками, люльки и платформы с пружинными буферами, вибрационных устройств | Отсутствие ослаблений болтовых соединений, фундаментных болтов, плотное прилегание опорных катков к дискам вагоноопрокидывателя. Отсутствие и* трещин металлоконструкций, изломов и трещин в пружинах. Износ амортизирующих подушек не более указанного в заводской (фирменной) технической документации. При отсутствии таких данных предельная величина износа не должна превышать 25 % от первоначального размера |
| 3. Механизмы вагоноопрокидывателя | Ежесменно. Визуальный осмотр элементов вагоноопрокидывателя в исходном положении платформы и с порожним вагоном. Проверка срабатывания механизмов вагоноопрокидывателя в процессе поворота и опробования вхолостую | Соответствие положения вагона на платформе указаниям заводской (фирменной) документации. Отсутствие зазора между катками люльки и опорными кронштейнами дисков ротора. Срабатывание позиционера. Плавное движение платформы. Прилегание вагона к амортизирующим подушкам боковой привалочной стенки люльки. Плавное движение катков люльки. Прилегание боковой стенки вагона к вертикальным привалочным стенкам и рамам вибратора при срабатывании гидрозажимов при угле поворота, указанном в заводской (фирменной) документации. Изменение скорости вращения в зависимости от угла поворота в соответствии с указаниями заводской (фирменной) документации. Синхронное срабатывание тормозов. Отсутствие ударов при торможении |
| 4. Привод вагоно- опрокидывателя | Через месяц. Проверка с помощью мерительного инструмента цепной, канатной, зубчатой, цевочной передач. Визуально и с помощью мерительного инструмента проверка тормозов, предохранительных и соединительных муфт | Стрелка провеса приводной цепи должна соответствовать требованиям заводской (фирменной) документации. При отсутствии таких данных стрела провеса цепи не должна вызывать рывков при работе привода в неустановившемся режиме. См. Приложение 19 |
| 5. Гидросистема | См. пункт 4 таблицы 2 настоящего приложения | См. Приложение 8 |
| 6. Электрическое оборудование |
| |
| 7. Автоматические предохранительные устройства | Ежесменно. Визуальный осмотр и опробование в работе действия концевых выключателей положения платформы, зажимов вагона | Срабатывание механизмов позиционера, вагонозамедлителей, гидрозажимов; изменение скорости вращения вагоноопрокидывателя при определенных углах поворота в соответствии с указаниями заводской (фирменной) документации. Появление соответствующих сигналов на пульте управления |
| Ежесменно. Визуальный осмотр и опробование в работе действия фотоэлементов, фиксирующих наличие вагона и подход его к позиционеру | Включение замедлителей и позиционера при срабатывании фотоэлементов. Появление соответствующих сигналов на пульте управления | |
| Ежесменно. Визуальный осмотр и опробование в работе действия концевых выключателей дробильно-фрезерной машины (ДФМ) в крайних положениях | Изменение направления движения (ДМФ) при подходе к крайним положениям | |
| Визуальный осмотр и опробование в работе действия предохранительного устройства двухвалковой дробилки | Остановка дробилки при нажатии концевого выключателя | |
| Визуальный осмотр и опробование в работе действия блокировки, исключающей возможность: |
| |
| - опрокидывания вагона без подачи предупредительного сигнала | Невозможность опрокидывания вагона без подачи предупредительного сигнала | |
| - включения электротележки толкателя при нахождении вагоноопрокидывателя не в исходном положении | Невозможность включения электротележки толкателя до занятия вагоноопрокидывателем исходного положения | |
| - включения пылеулавливателя при нахождении груженого вагона в исходном положении | Невозможность включения вентиляционных и аспирационных устройств до момента начала разгрузки вагона | |
| - включение ДФМ при разгрузке вагона | Невозможность включения ДМФ до окончания разгрузки вагона | |
| - работы вибропитателей при срабатывании датчиков заполнения бункеров | Невозможность включения вибропитателя при срабатывании датчиков заполнения бункера | |
| - опрокидывания груженого вагона при срабатывании датчика заполнения бункеров | Невозможность опрокидывания груженого вагона при срабатывании датчика заполнения бункера | |
| - запуск турбовентилятора пылеуловителя при температуре и давлении масла в системе смазки ниже пределов срабатывания включения системы управления турбовентилятором | Невозможность запуска турбовентилятора пылеуловителя при температуре и давлении масла в системе смазки ниже пределов срабатывания включения системы управления турбовентилятором | |
| - запуск турбовентилятора при срабатывании датчика заполнения бункера- накопителя пыли | Невозможность запуска турбовентилятора при срабатывании датчика заполнения бункера-накопителя пыли | |
| 8. Система смазки | Через месяц Осмотр системы централизованной смазки (питателей, насоса, трубопроводов) | Нормальная подача смазки во все точки смазки при срабатывании питателей. Питатели должны быть очищены и отрегулированы на давление срабатывания |
| По потребности. Визуальный осмотр наличия смазки на деталях и узлах роликоопор, катков, цапф люлек, блоков, приводных шестерен и др. | Наличие смазки на проверяемых деталях и узлах в соответствии с заводской (фирменной) документацией | |
| 9. Вибрационное устройство | Через месяц. Визуальный осмотр металлоконструкций. | Отсутствие трещин на вибрационном листе, ослабленных соединений. Время включения должно соответствовать требованиям заводской (фирменной) документации |
| Проверка с помощью секундомера устройства для ограничения продолжительности включения |
| |
| 10. Дробильно- фрезерная машина (ДФМ) | Через месяц. Визуальный осмотр и проверка с помощью мерительного инструмента рельсового пути, металлоконструкций, режущих органов дробильного барабана, устройств для реверсирования направления движения, электрооборудования | Отсутствие ослабления крепления и трещин в рельсах, трещин и деформаций в элементах металлоконструкций. Отсутствие поврежденных режущих органов. Обеспечение возвратно-поступательного движения ДМФ на заданную величину хода. Технические требования и признаки исправного состояния электрооборудования - см. приложение 7 |
| 11. Дробилка | Через месяц. Визуальный осмотр металлоконструкций, дробящих рабочих органов, передач, механизма регулирования зазора между дробящими рабочими органами, электрооборудования | Отсутствие деформаций и трещин в элементах металлоконструкции. Технические требования и признаки исправного состояния механизма регулярного зазоров должны соответствовать указаниям заводской (фирменной) документации |
| 12. Электротележка-толкатель |
|
|
| 12.1. Механизм передвижения | Ежесменно. Визуальный осмотр редуктора, тормоза, колесной пары, букс, подшипниковых узлов | Отсутствие повреждений деталей и узлов |
| Через месяц. Проверка с помощью мерительного инструмента тормозной ленты, шкива, подшипников качения ходовых колес | Технические требования и признаки исправного состояния должны соответствовать указаниям заводской (фирменной) документации. При отсутствии таких данных не допускается: - толщина тормозной ленты менее 3 мм, - износ обода шкива по толщине более 7 мм, - коррозия, износ колец, поломка сепаратора, трещины в подшипниках качения, - износ круга катания ходовых колес более 5 мм, - износ реборды колеса более 20 мм | |
| 12.2. Металлоконструкции | Через месяц. Проверка ходовой рамы, кабины, короба для балласта, болтовых соединений | Отсутствие деформаций и трещин в элементах металлоконструкций |
| 12.3. Установка песочниц | Ежесменно. Проверка песочниц: компрессора, подводящей магистрали, электрораспределителя, форсунок, бункера с песком, регулятора давления визуально, а также путем включения компрессора по показаниям манометра | Давление воздуха в подводящей магистрали должно обеспечивать истечение песка из бункера через форсунку. Электропневмораспределитель должен подавать воздух в форсунку без видимых потерь. Регулятор давления должен поддерживать необходимый уровень давления воздуха в системе |
| 12.4. Приборы и средства безопасности | Ежесменно. Визуальный осмотр и опробование в работе световых фонарей и звонка громкого боя | Отсутствие разбитых фонарей. Наличие необходимой видимости машинисту вагоноопрокидывателя и освещенности пути перед электротележкой-толкателем. Включение звонка громкого боя при движении электротележки-толкателя |
| 12.5. Электрическое оборудование | ТО-2 | См. Приложение 6 |
| 12.6. Концевые выключатели | Ежесменно. Визуальный осмотр и опробование в работе концевых выключателей, предназначенных для автоматического переключения скоростей движения электротележки-толкателя | Изменение скорости электротележки-толкателя при срабатывании концевых выключателей, установленных на рельсовых путях, в соответствии с требованиями заводской (фирменной) документации |
| 12.7. Блокировка | Ежесменно. Визуальный осмотр и опробование в работе блокировки, исключающей пуск вагоноопрокидывателя при движении толкателя | Невозможность запуска вагоноопрокидывателя при передвижении электротележки-толкателя и невозможность движения электротележки-толкателя при включенном приводе вагоноопрокидывателя |
| 12.8. Система смазки | По потребности. Визуальный осмотр на наличие смазки во всех смазываемых узлах, редукторах, зубчатых муфтах и др. | Отсутствие повреждений в системе смазки, вызывающих течь масла. Наличие смазки в проверяемых узлах в соответствии с указаниями заводской (фирменной) документации |
| 13. Устройство маневровое для сбора порожних вагонов |
|
|
| 13.1. Лебедка |
| Отсутствие провисания каната, повреждений деталей, ослабленных болтовых соединений и креплений |
| 13.2. Рычажная система тележки | Ежесменно. Проверка срабатывания рычагов при движении тележки вперед и назад | Свободное вращение рычагов при неподвижной рамке с ползунами |
| 13.3. Рама подвижная | через месяц Визуальный осмотр и опробование в работе концевых выключателей | Реверсирование вращения двигателя лебедки при срабатывании концевого выключателя хода тележки маневрового устройства в конце пути откатки. Остановка тележки при срабатывании концевого выключателя хода в начале пути откатки |
| 13.4. Концевые выключатели | Ежесменно. Визуально и с помощью мерительного инструмента проверка подвижной рамы | В соответствии с указаниями заводской (фирменной) документации |
| 13.5. Система смазки | по потребности Визуальный осмотр на наличие смазки во всех смазываемых узлах | Отсутствие повреждений в системе смазки, вызывающих течь масла. Наличие смазки в проверяемых узлах в соответствии с указаниями заводской (фирменной) документации |
______________________________
* Текст соответствуеторигиналу.
Таблица 5. Примерный состав проверок при периодическомтехническом обслуживании машины МВС
| Объект проверки | Вид, периодичность технического обслуживания. Способ проверки | Признаки исправного состояния |
| 1. Внешний вид машины | Ежесуточно. Визуальный осмотр машины, ее рабочих органов. Очистка от грязи и остатков груза с помощью метлы, щетки, скребка, ветоши | Отсутствие грязи и завалов груза на рабочих органах, шнеках, ковшах, цепи, звездочках, барабанах, роликах, ленте, электрооборудовании |
| 2. Электрооборудование | Ежесменно. Визуальный осмотр кабелей и электроаппаратуры | См. приложение 7 Отсутствие трещин изоляции и оголенных участков кабелей, повреждения корпусов электроаппаратуры |
| Через месяц. Опробование электродвигателей в работе и вхолостую | Наличие равномерного шума при вращении ротора | |
| Через месяц. Визуальный осмотр пускозащитной аппаратуры и других контактов | Отсутствие пятен и пригаров на контактах | |
| 3. Корпуса подшипников рабочих органов, рам крепления электродвигателей | Ежесменно. Визуальный осмотр корпусов подшипников шнеков рушителя, ведущего и ведомого валов заборного устройства, ведущего и ведомого барабанов отгружающего конвейера, рам крепления электродвигателей | Отсутствие трещин на корпусах и рамах |
| 4. Шнеки рушителя и заборного устройства | Ежесуточно. Визуальный осмотр и проверка с помощью мерительных инструментов рабочих поверхностей шнеков рушителя и заборного устройства | Стрелка прогиба шнека не более 10 мм |
| 5. Отгружающий ленточный конвейер | ТО-2, см. таблицу 1 |
|
| 6. Цепи привода заборного устройства | Ежесуточно. Визуальный осмотр и проверка с помощью мерительных инструментов натяжения цепей привода заборного устройства и элеватора | Нормальное провисание цепи в пределах от 40 до 45 мм. Отсутствие касания ковшами элеватора корпуса |
| 7. Гусеницы | Через месяц. Визуальный осмотр и проверка натяжения гусениц | Нормальное провисание гусениц в пределах от 15 до 20 мм |
| 8. Система смазки | По потребности. Визуальный осмотр на наличие смазки во всех смазываемых узлах | Отсутствие повреждений в системе смазки, вызывающих течь масла. Наличие смазки в проверяемых узлах в соответствии с заводской (фирменной) документацией |
| 9. Лакокрасочное покрытие | По потребности. Визуальный осмотр лакокрасочного покрытия | Наличие лакокрасочного покрытия в соответствии с картой окраски, имеющейся в заводской (фирменной) технической документации |
____________________________________________________________________порт
Начат___________________
Окончен___________________
Форма вахтенногожурнала
оператора СККН
Сменный механик_______________________ Дата ______________
Сменныйэлектромеханик ________________ Смена _____________
Оператор_____________________________
Бригадир____________
| Наименование судна, номер трюма | Вариант работы | Состав (номер) маршрута | Время работы, часы и минуты: начало конец | Наименование поломавшейся машины (механизма) | Причина простоя машин | Время простоя машин, часы и минуты: начало конец | Кол-во груза, загруженного (выгруженного) в трюм, тыс. тонн | Кол-во вагонов, загруженных (выгруженных) по прямому варианту | Кол-во вагонов загруженных (выгруженных) через склад | Номер счетчика | Показания счетчика нарастающим итогом: машино-часы, число включ. | Наработка в смену по счетчику: машино-часы, число включ. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| ПРИМЕР ЗАПОЛНЕНИЯ | ||||||||||||
| "Русь" |
|
|
|
| Перетяжка судна | 9.35 10.00 |
|
|
|
|
|
|
| 3-й трюм | Склад- судно | (1-КЛ1-КЛ2- КЛ4-СПМ1) N 1 | 8.00 9.35 |
|
|
| 0,8 |
|
|
|
|
|
| 4-й трюм | Вагон- судно | (В/О1-КЛ20- КЛ11-КЛ8- CПM3) N 3 | 10.00 11.20 | В/01 | Отказ электродвигателя передвижения | 11.20 12.30 | 0,6 | 20 |
|
|
|
|
| 4-й трюм | Склад- судно | (2-КЛЗ-КЛ- КЛ7-КЛ9 - СПМЗ) N 2 | 11.25 13.00
14.00 15.00 |
| Проверка маршрута N 3
Обед | 11.20 11.25
13.00 14.00 | 0,8 |
|
|
|
|
|
| 4-й трюм | Вагон- судно | (В/01-КЛ12- КЛ-13-Кл14- КЛ19-СПМЗ) N 4 | 15.00 19.00 |
|
|
|
|
| 15 |
|
|
|
|
|
|
|
|
| Передача смены | 19.00 20.00 |
|
|
|
|
|
|
Форма 1
Утверждаю
Начальникпорта
_________________
"___"__________г.
Календарныйплан-график
ремонта перегрузочных машинна________год
____________________________________________________________________порта
| Инв. N | Наим. машины | Грузоподъемность, т | Категория ремонта | Объем работ, чел-ч | Продолж. работ, рабочие сутки | Сроки ремонта по месяцам, календарные сутки | |||||||||||
| I | II | III | IV | V | VI | VII | VIII | IX | X | XI | XII | ||||||
| Пример заполнения | |||||||||||||||||
| 45 | Порт. кран "Ганц" | 5/6 | Т | 500 | 10 | 10 | 21 |
|
|
|
|
|
|
|
|
|
|
Согласовано:
Главный инженер________________________________________________________
Заместительначальника порта по эксплуатации_______________________________
Начальник отделамеханизации ____________________________________________
Примечание:в календарные сутки включаются выходные и праздничные дни.
Форма 2
Утверждаю
Начальникпорта
_________________
"___"__________г.
График
ремонта перегрузочных машинна_____________квартал____________года
____________________________________________________________________порта
| Инв. N | Наим. машины | Грузоподъемность, т | Положение машины в ремонтном цикле* | Категория очередного ремонта | Плановый объем работ чел. ч | Сроки ремонта, календарные дни | |||
|
| Январь | Февраль | Март | ||||||
| Плановые |
|
|
| ||||||
| Фактические |
|
|
| ||||||
| Пример заполнения | |||||||||
| 2481 | Порт, кран "Альбатрос" | 10 | Т_2 43000 т | Т_3 | 2840 | Плановые, фактические | c 1 по 31 с 5 по 31 | c 1 по 15 c 1 по 10 |
|
______________________________
*В числителе - категория ремонта; в знаменателе - количество обработанных тонн кмоменту составления графика.
Согласовано:
Главный инженер_________________________________________________________
Заместительначальника порта по эксплуатации ____________________________
Начальник отделамеханизации ____________________________________________
Форма 3
Типовая ремонтная ведомость
на __________________ ремонт ____________________________________________
(видремонта) (наименованиеи инвентарный номермашины)
| Состав работ | Обозначение чертежа или основные размеры | Количество единиц | Источник норм | Рабочая сила | Материал, оборудование | Примечание | |||
| Специальность | Разряд | Норма времени навсю работу, чел.-ч | Наименование (марка) | Кол-во, (шт, кг) | |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Форма 4
Утверждаю
Начальникотдела
механизациипорта
_________________
"___"_______20__ г.
_________________________________________________________________________
(наименование и инвентарныйномер машины, категория ремонта)
| Наименование составной части и дефекта | Количество | Состав работ по устранению дефекта | Примечание |
| Редуктор поворота, износ червяка | 1 | Замена червяка |
|
Групповой механик_______________________________________________________
Групповойэлектромеханик ________________________________________________
Форма 5
1. Наименование детали, обозначение чертежа.
2. Для какой машины.
3. Масса 1 шт.
4. Стоимость 1 шт.
5. Учет движения.
Ячейка N ______
| Получено | Израсходовано | Остаток | Примечание | |||||
| Обозначение документа | Дата | Кол-во | Обозначение документа | Инвентарный номер машины | Дата | Кол- во | ||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Форма 6
Карточка учета
оборотной сборочной единицы (агрегата, узла),
инвентарный номер__________
| Поступил | Выдан | ||||||
| Дата | Наименование и N документа, заводской N сборочной единицы | Откуда поступил | Отработал часов | Категория требуемого ремонта | Дата | Наименование и N документа | Куда выдан |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Пример заполнения | |||||||
| 26.12.1995 | Наряд N 3545, заводской N 430019 | Первый р-н. Погрузчик N 36 | 2000 | К | 01.02. 1996 | Накладная N 31 | Ремонтный завод |
| 05.01.1996 | Наряд N 4567, заводской N 548999 | Ремонтный завод |
| После ремонта | 10.03. 1996 | Накладная N 67 | Первый р-н, погрузчик N 26 |
Примечание:
данные по графам 4 и 5представляет групповой механик (электромеханик) одновременно со сдачейсборочной единицы на склад для последующего ремонта.
| Форма 7 Утверждаю Начальник отдела механизации порта Акт N_____ "__"______20__ г. _________________________________________________________________________ _________________________________________________________________________ (наименование и инвентарный номер машины) Техническая комиссия в составе: _________________________________________________________________________ _________________________________________________________________________ _________________________________________________________________________ назначенная приказом по району (порту) от "___"_________ 20____ г. N____, произвела осмотр, проверку и испытание механизмов (агрегатов) машины после выполнения_________________________________________________ремонта. (наименование ремонта) Ремонт произведен _________________________________________________________________________ _________________________________________________________________________ (указать исполнителей) Место приемки _________________________________________________________________________ Объем ремонта согласно ремонтной ведомости _______________________ чел.-ч на сумму ___________________________________________________________ руб. Полный срок ремонта с__________по_________, всего дней __________________ Фактический объем ремонта____________чел.-час на сумму_______________руб. Фактическая продолжительность ремонта с_______по______, всего дней______. Содержание ремонта _________________________________________________________________________ (указать основные работы, выполненные _________________________________________________________________________ во время ремонта, и их соответствие данным ремонтной ведомости) _________________________________________________________________________ _________________________________________________________________________ Заключение комиссии: 1. Общая оценка качества работы _________________________________________________________________________ 2. Особые замечания _________________________________________________________________________ _________________________________________________________________________ _________________________________________________________________________ _________________________________________________________________________ _________________________________________________________________________ Председатель комиссии Члены комиссии
|
1.1.1. Дефектация.
Подлежат замене или ремонту подшипникискольжения, имеющие следующие дефекты:
- трещины в теле подшипника;
- трещины, выкрашивания или отслаивания вантифрикционной заливке;
- риски и задиры, превышающие 5 % рабочейповерхности;
- величину масляного зазора, превышающуюдопустимую величину, приведенную в таблице 1.
Таблица 1. Предельно допустимый зазорподшипника скольжения, мм
| Наименование подшипника | Номинальный диаметр, мм | ||||
| 30 - 50 | 50 - 80 | 80 - 120 | 120 - 180 | 180 - 260 | |
| Исходный монтажный зазор посадки, мм | |||||
| 0,150 | 0,180 | 0,210 | 0,245 | 0,285 | |
| Подшипники редукторов и открытых конических передач | 0,3 | 0,5 | 0,6 | 0,8 | 1,0 |
| Подшипники открытых передач, работающие при знакопеременной нагрузке, втулки барабанов с коническими фрикционами | 0,6 | 1,0 | 1,2 | 1,4 | 1,6 |
| Подшипники открытых передач, работающих под нагрузкой одного знака, втулки барабанов | 0,9 | 1,3 | 1,6 | 1,8 | 2,5 |
| Втулки ходовых колес механизма передвижения и поворота крана | 1,2 | 1,5 | 2,0 | 2,4 | 3,0 |
| Втулки блоков, катков механизма поворота, стреловых шарниров, простых и шарнирно-сочлененных укосин | 1,8 | 2,5 | 3,2 | 3,6 | 4,0 |
1.1.2. Техническиетребования на ремонт.
Выработку вкладышей разъемных подшипниковвосстанавливают заливкой антифрикционным сплавом с последующей расточкой ипришабриванием по валу. Плотность шабровки - не менее четырех пятен касания на1 см2 для валов, вращающихся со скоростью более 300 об/мин., и неменее двух пятен для валов, вращающихся со скоростью менее 300 об/мин. Вподшипниках, работающих при знакопеременных нагрузках, пришабриваются иверхний, и нижний вкладыши. Толщину слоя антифрикционной заливки в зависимостиот диаметра вала принимают 3-6 мм. Исключение составляют биметаллическиевкладыши, у которых толщина антифрикционного слоя составляет 0,5-2 мм.
Корпуса подшипников, имеющих сквозныетрещины, заваривать не разрешается. Задиры, не превышающие 5 % поверхностискольжения, устраняются шабровкой. Две-три раковины диаметром до 3 ммразрешается запаивать.
1.2. Подшипники качения
1.2.1. Дефектация.
Подшипники качения подлежат выбраковкепосле появления следующих дефектов:
- цветов побежалости;
- сколов и трещин любых размеров ирасположения;
- отпечатков шариков или роликов надорожках качения;
- отслаивания или раковин усталостноговыкрашивания в шариках, роликах, или дорожках качения колец;
- забоин и вмятин на сепараторе,препятствующих плавному вращению подшипника;
- недопустимого радиального или осевогозазора вследствие износа.
Подшипники, годные по проверке налегкость вращения и шум, подвергаются контролю на величину радиального иосевого зазоров. Замена недостающих или поврежденных деталей подшипникадеталями, взятыми из других подшипников, не допускается.
Величина нормального осевого зазора дляподшипников, устанавливаемых без натяга, принимается по таблице 2.
Таблица 2. Величина осевого зазораподшипника, мм
| Внутренний диаметр подшипника d, мм | Тип подшипника | |||||
| Конический | Радиально-упорный | Двойной упорный | ||||
| Легкая серия | Легкая, широкая и средняя широкая серии | Легкая серия | Легкая, широкая и средняя широкая серии | Легкая серия | Средняя и тяжелая серии | |
| До 30 | 0,03-0,01 | 0,04-0,11 | 0,02-0,06 | 0,03-0,09 | 0,03-0,08 | 0,05-0,11 |
| 30-50 | 0,04-0,11 | 0,05-0,13 | 0,03-0,09 | 0,04-0,10 | 0,04-0,10 | 0,06-0,12 |
| 50-80 | 0,05-0,13 | 0,06-0,15 | 0,04-0,10 | 0,05-0,12 | 0,05-0,12 | 0,07-0,14 |
| 80-120 | 0,08-0,15 | 0,07-0,18 | 0,05-0,12 | 0,06-0,15 | 0,08-0,15 | 0,10-0,18 |
| 120-180 | 0,10-0,20 | 0,20-0,30 | 0,08-0,15 | 0,10-0,20 |
|
|
К установке допускаются подшипники качения при условии,что величина радиального зазора не превышает значений, приведенных в таблице 3.
Таблица 3. Величина радиального зазораподшипника
| Диаметр шейки, мм | Радиальный зазор, мм |
| 20-30 | 0,1 |
| 35-50 | 0,15 |
| 55-80 | 0,2 |
| 85-120 | 0,25 |
Новые войлочные кольцаперед постановкой необходимо пропитать расплавленной консистентной смазкой.
Обуглившиеся фетровые, кожаные и войлочныеуплотнительные кольца подлежат замене.
1.3. Валы и оси
1.3.1. Дефектация.
Основными дефектами осей и валов являются:
- погнутости и скручивание;
- износ и смятие поверхностей трения, мест подпосадку деталей;
- трещины и поломки;
- смятие шпоночных канавок и износ шлицов.
Валы подлежат выбраковке при достижении прогиба,приведенного в таблице 4.
Таблица 4. Предельно допустимый прогибвала
| Частота вращения, об/мин | Допустимый прогиб вала, мм | |
| на 1 м длины | на всю длину | |
| Более 500 | 0,10 | 0,20 |
| Менее 500 | 0,15 | 0,30 |
Валы, на которых не можетбыть получена нормальная плотность посадки муфт и зубчатых колес, подлежатремонту.
Задиры, вмятины и неглубокие риски на рабочих шейкахвалов подлежат устранению.
Предельный износ осей и валов, установленных наподшипниках скольжения, приводится в таблице 5.
Таблица 5. Предельный износ осей и валов,установленных на подшипниках скольжения, мм
| Назначение осей и валов | Номинальный диаметр, мм | ||||
| 20-50 | 50-80 | 80-120 | 120-180 | 180-200 | |
| Для зубчатых колес и барабанов | 0,3 | 0,4 | 0,6 | 0,8 | 1,0 |
| Для ходовых колес и опорных роликов механизмов поворота и передвижения. Оси канатных блоков и пальцы стреловых шарниров | 0,5 | 0,7 | 1,0 | 1,2 | 1,4 |
Примечание. Величина износа D определяется разностьюмежду диаметрами неизношенной и изношенной частей вала.
1.3.2. Технические требования на ремонт.
Уменьшение диаметра шеек валов послепроточки допускается до 5 % от номинального; возможность дальнейшего уменьшениядиаметра шейки можно установить только расчетом.
Овальность, конусность, и биение шеекосей и валов не должны превышать допуска на диаметр.
Рабочие шейки валов механизмов поворота ипередвижения в случае необходимости могут восстанавливаться (см. раздел8 "Восстановление изношенных деталей"); в механизмах подъема иизменения вылета восстановлению следует подвергать ступицы колес и шестерен, ане шейки валов.
Наварка чугунных ступиц не допускается.
Применять прокладки для уплотненияпосадки в ступицах не допускается.
Производить кернение или засечкипосадочных мест не допускается.
Восстановление шпоночных пазов допускаетсяпроизводить наплавкой, металлизацией или другими методами с последующимфрезерованием с увеличением паза не более чем на 15 % от номинального размера.
Прогибы до 0,01 мм на всей длине валаустраняют правкой под прессом. При больших прогибах правка валов производится сподогревом от 850 до 950 °С.
Вал можно подвергать правке, если егопрогиб не превышает величины, указанной в таблице 6.
Таблица 6. Допустимый прогиб вала
| Частота вращения, об/мин | Допустимый прогиб вала, мм | |
| на 1 м длины | на всю длину | |
| Более 500 | 0,1 | Не более 0,2 |
| Менее 500 | 0,15 | Не более 0,3 |
После всех видов правкивалы обязательно проверяются на станке и при необходимости подвергаютсяпоследующей обработке.
Непараллельность и перекос валов цилиндрическихзубчатых передач не должен превышать величин, указанных в таблице 7 всоответствии с ГОСТом 1643-81.
Таблица 7. Допуск на непараллельность (fx) и на перекос вала (fу), мм
| Степень точности | Обозначение | Модуль m, мм | Ширина зубчатого венца, мм | |||||
| до 40 | 40-100 | 100-150 | 150-250 | 250-400 | 400-630 | |||
| 7 | f_x | 1-25 | 0,011 | 0,016 | 0,020 | 0,025 | 0,028 | 0,032 |
| f_y | 0,006 | 0,008 | 0,010 | 0,012 | 0,014 | 0,016 | ||
| 8 | f_x | 1-40 | 0,018 | 0,025 | 0,032 | 0,040 | 0,045 | 0,056 |
| f_y | 0,009 | 0,012 | 0,016 | 0,020 | 0,022 | 0,028 | ||
| 9 | f_x | 1-55 | 0,028 | 0,040 | 0,050 | 0,063 | 0,071 | 0,090 |
| f_y | 0,014 | 0,020 | 0,025 | 0,030 | 0,036 | 0,045 | ||
Предельное отклонениемежосевого расстояния зубчатых цилиндрических колес приводится в таблице 8 всоответствии с данными ГОСТа 1643-81.
Таблица 8. Предельное отклонениемежосевого расстояния, fа
| Предельное верхнее (положительное) отклонение межосевого расстояния | Межцентровое расстояние, мм | ||||||||||
| до 80 | 80-125 | 125-180 | 180-250 | 250-315 | 315-400 | 400-500 | 500-630 | 630-800 | 800-250 | 125-200 | |
| f_a, мм | 0,10 | 0,11 | 0,12 | 0,14 | 0,16 | 0,18 | 0,20 | 0,22 | 0,25 | 0,35 | 0,45 |
Предельные отклонениямежосевого расстояния межосевого угла червячных передач в соответствии с ГОСТ3675-81 приводится в табл. 9 и 10.
Таблица 9. Предельное отклонениемежосевого расстояния
| Степень точности | Межосевое расстояние, мм | ||||||||||
| до 80 | 80-120 | 120-180 | 180-250 | 250-315 | 315-400 | 400-500 | 500-630 | 630-800 | 800-1000 | 1000-1250 | |
| Предельное верхнее (положительное) отклонение межосевого расстояния, мм | |||||||||||
| 7 | 0,045 | 0,050 | 0,060 | 0,067 | 0,075 | 0,080 | 0,085 | 0,090 | 0,095 | 0,105 | 0,118 |
| 8 | 0,071 | 0,80 | 0,090 | 0,105 | 0,110 | 0,125 | 0,130 | 0,140 | 0,160 | 0,170 | 0,180 |
| 9 | 0,110 | 0,130 | 0,150 | 0,160 | 0,180 | 0,200 | 0,210 | 0,240 | 0,250 | 0,260 | 0,280 |
Таблица 10. Предельное отклонениемежосевого угла
| Степень точности | Предельное верхнее (положительное) отклонение межосевого угла | Ширина зубчатого венца червячного колеса, мм | ||||
| до 63 | 63-100 | 100-160 | 160- 250 | свыше 250 | ||
| 7 | f_сумма | 0,012 | 0,017 | 0,024 | 0,032 | 0,048 |
| 8 | f_сумма | 0,016 | 0,022 | 0,030 | 0,042 | 0,063 |
| 9 | f_сумма | 0,022 | 0,028 | 0,040 | 0,056 | 0,080 |
Предельные отклонениямежосевого расстояния и межосевого угла зубчатых конических передач,определяемые по ГОСТ1758-81, приводятся в таблицах 11 и 12.
Таблица 11. Предельное отклонениемежосевого расстояния
| Степень точности | Среднее конусное расстояние R, мм | ||||||
| до 50 | 50-100 | 100-200 | 200-400 | 400-800 | 800-1600 | свыше 1600 | |
| Предельное верхнее (положительное) отклонение межосевого расстояния, мм | |||||||
| 7 | 0,018 | 0,020 | 0,025 | 0,030 | 0,036 | 0,050 | 0,067 |
| 8 | 0,028 | 0,030 | 0,036 | 0,045 | 0,060 | 0,085 | 0,100 |
| 9 | 0,036 | 0,045 | 0,055 | 0,075 | 0,090 | 0,130 | 0,160 |
Таблица Ц.1.12* Предельное отклонение межосевогоугла
| Предельное отклонение межосевого угла | Среднее конусное расстояние R, мм | |||||
| до 50 | 50-100 | 100-200 | 200-400 | 400-800 | 800-1600 | |
| f_сумма | 0,080 | 0,095 | 0,125 | 0,160 | 0,220 | 0,320 |
1.4. Отверстия под оси
1.4.1. Дефектация
Отверстия в металлических конструкциях инесущие неподвижные оси подлежат восстановлению до первоначальных размеров,если в результате износа соединения увеличивается диаметр отверстия(ремонтируется отверстие) или зазор (заменяется или ремонтируется ось) противноминала на величину, указанную в таблицах 13, 14 и 15. Замер величиныотверстия производится штангенциркулем при вынутой оси. Замер зазора производитсящупом.
Таблица 13. Предельный допустимый износотверстий в рамах и станинах для осей свободно сидящих зубчатых колес ибарабанов, а также в рамах тележек механизмов передвижения и поворота для осейходовых тележек
| Номинальный диаметр, мм | ||||
| 30-50 | 50-80 | 80-120 | 120-180 | 180-200 |
| Зазор в неизношенной паре, мм: | ||||
| 0,032-0,27 | 0,04-0,32 | 0,05-0,37 | 0,06-0,425 | 0,075-0,495 |
| Предельные допустимые: увеличение против номинала диаметра изношенного отверстия (в числителе) и зазор (в знаменателе): | ||||
| 0,5/0,6 | 0,6/0,7 | 0,7/0,8 | 0,8/0,9 | 0,9/1,0 |
Таблица 14. Предельный допустимый износотверстий в раме поворотной части крана, фиксирующих положение корпуса колонкизвездочки цевочного (зубчатого) венца, а также в шарнирах тяг уравновешенныхмеханизмов изменения вылета стрелы
| Номинальный диаметр, мм | ||||
| 30-50 | 50-80 | 80-120 | 120-180 | 180-200 |
| Зазор в неизношенной паре, мм: | ||||
| 0,032-0,27 | 0,04-0,32 | 0,05-0,37 | 0,06-0,425 | 0,075-0,495 |
| Предельные допустимые: увеличение против номинала диаметра изношенного отверстия (в числителе) и зазор (в знаменателе) | ||||
| 0,8/1,0 | 1,0/1,2 | 1,2/1,3 | 1,3/1,5 | 1,5/1,7 |
Таблица 15. Предельный допустимый износотверстий в главной раме поворотной части крана для нижних шарниров стрелы(пятки стрелы), а также в щеках блочных обойм, серег и тяг полиспастов,канатных блоках
| Номинальный диаметр, мм | ||||
| 30-50 | 50-80 | 80-120 | 120-180 | 180-200 |
| Зазор в неизношенной паре, мм | ||||
| 0,032-0,27 | 0,04-0,32 | 0,05-0,37 | 0,06-0,425 | 0,075-0,495 |
| Предельные допустимые: увеличение против номинала диаметра изношенного отверстия (в числителе) и зазор (в знаменателе) | ||||
| 1,6/2,0 | 2,0/2,4 | 2,4/2,6 | 2,6/3,0 | 3,0/3,4 |
1.5. Шпоночные соединения
1.5.1. Дефектация
Шпоночные пазы подлежат ремонту, если поднагрузкой слышен стук или если смяты кромки шпоночного паза.
Увеличение ширины шпоночного пазадопускается не свыше 15 % номинальной.
1.5.2. Технические требования на ремонт
Зазор по ширине между пазом вала(ступицы) и клиновой шпонкой в собранном соединении не должен превышатьвеличин, приведенных в таблице 16.
Таблица 16. Допустимый зазор
| Номинальный размер шпонки | Зазор, мм | |
| ширина, мм | высота, мм | |
| 12-18 | 5-11 | 0,36 |
| 20-28 | 8-16 | 0,42 |
| 32-50 | 11-28 | 0,51 |
| 60-100 | 32-50 | 0,60 |
Шпоночные пазы ремонтируютраспиливанием или фрезерованием до получения ремонтного размера.
Изношенные шпоночные пазы на стальныхдеталях можно наплавлять с последующим выполнением паза нормального размера.
Наплавка канавок допускается только приподогреве вала не менее чем на 200 °С с последующим медленным охлаждением.
1.6. Передачи зубчатые
1.6.1. Дефектация.
Зубчатые колеса цилиндрических иконических передач механизмов подлежат выбраковке после появления следующихдефектов:
- трещин в зубьях (как правило, восновании зуба), в спицах или в ступице;
- усталостного выкрашивания (питтинга),превышающего 30 % площади рабочей поверхности зуба, при условии, что глубинаямок выкрашивания превосходит 10 % толщины зуба;
- ослабления посадки венца на дискебандажированного колеса;
- износа зуба по толщине до значений,приведенных в таблице 17.
Таблица 17. Предельный допустимый износзубчатого колеса в процентах от толщины зуба по делительной окружности
| Место установки передачи | Предельный износ, % |
| Механизмы подъема и изменения вылета стрелы | 15 |
| Открытые передачи механизмов поворота и передвижения | 30 |
| Зубчатые колеса редукторов механизмов поворота и передвижения | 25 |
Примечание. 1. Замер толщинызубьев производится зубомером.
2.Шестерни зубчатых пар с предельным износом зубьев подлежат замене, а парные сними зубчатые колеса с износом зубьев до 50 % предельно допустимого износамогут не заменяться.
3. При замене зубчатыхколес работающие с ними в паре шестерни заменяются независимо от величины ихизноса.
Замена изношенных колес быстроходныхступеней редукторов, работающих с окружной скоростью более 8 м/с, должнапроизводиться парами. Расположение пятен касания на головках зубьев вышеначальной окружности или на ножках ниже начальной окружности соответственноуказывает на увеличение или уменьшение межцентрового расстояния валов противдопустимого.
Расположение пятен касания как нарабочем, так и на нерабочем профилях у одного или противоположных краев зубьевпри вращении зубчатой пары в обоих направлениях соответственно указывает нанепараллельность или перекос валов.
Повышенный износ головок зубьев и ихдеформация являются признаком нарушения бокового зазора.
При неравномерном износе зубьев по длинеследует проверить правильность положения валов зубчатой передачи, а также ихкривизну.
Бандажированные зубчатые колеса сослабленной посадкой венца (обода) на диске перепрессовываются с постановкойнового венца.
При обнаружении необычного шума,повышения температуры свыше допустимых пределов и других ненормальных явленийредуктор следует вскрыть и устранить обнаруженные дефекты.
1.6.2. Технические требования на ремонт.
При ремонте зубчатых колес разрешаетсявосстановление изношенных по толщине зубьев наплавкой. Наплавленный металлдолжен соответствовать материалу шестерни. Шестерни, восстановленные наплавкойзуба, обязательно подвергаются термообработке.
На зубчатом колесе допускается не более25 % заваренных спиц, разделенных одной и более целой спицей.
Вставные зубья на шестернях и зубчатыхколесах основных механизмов крана не допускаются.
Заварка трещин в ободе и спицах стальныхколес допускается при условии применения технологии, исключающей появлениеусадочных напряжений.
Заварка трещин в чугунных колесахдопускается только с общим подогревом и специальными электродами.
Правка ободов литых зубчатых колесдопускается для стальных колес, работающих с окружной скоростью не выше 2 м/с,при условии применения подогрева (не ниже 850 °С).
Величины пятен касания в процентах отвеличины элементов зуба должны быть не менее значений, указанных в таблице 18.
Таблица 18. Величина пятна касаниязубчатых зацеплений, %
| Вид передачи и направление измерения | Класс точности | ||
| 7 | 8 | 9 | |
| Цилиндрические передачи: |
| ||
| по длине зуба | 65 | 50 | Отдельные пятна |
| по высоте зуба | 60 | 60 | Отдельные пятна |
| Конические передачи: |
| ||
| по длине зуба | 60 | 50 | 40 |
| по высоте зуба | 40 | 30 | 20 |
Детали зубчатых передачдолжны соответствовать рабочим чертежам и отвечать требованиям ГОСТа 9563-60,ГОСТа 14186-69,ГОСТа 13754-81,ГОСТа 13755-81,ГОСТа 15023-76.
1.7. Передачи червячные
1.7.1. Дефектация.
Червячные передачи следует выбраковыватьпосле появления следующих дефектов:
- трещин в зубьях червячного колеса или ввитках червяка;
- износа зубьев червячного колеса иливитков червяка, превышающего предельно допустимый износ;
- значительного повреждения усталостнымвыкрашиванием поверхности червячной пары;
- ослабления посадки венца.
Для нормальной работы червячной передачибольшое значение имеет положение рабочего пятна на зубьях колеса. Пятно касаниядолжно размещаться на оси симметрии червячного колеса, перпендикулярной осивращения.
Уменьшение и смещение пятна касанияуказывают на непараллельность или перекос валов.
Предельно допустимый износ зубьев червячного колеса Dч.к.и витков червяка Dв.ч.рассчитывается по формуле:
Dч.к.= Dв.ч.=Сm, (1)
где m - модуль, мм;
С - коэффициент, определяемый по таблице 19.
Таблица 19. Значение коэффициента С
| Величина модуля, мм | |||
| 1,0-3,5 | 3,5-5,0 | 5,0-10,5 | Больше 10,0 |
| Коэффициент С | |||
| 0,11-0,085 | 0,080-0,070 | 0,065-0,045 | 0,040-0,030 |
1.7.2. Техническиетребования на ремонт.
Червячные передачи должны быть выполненыв соответствии с ГОСТ3675-81.
При ремонте, как правило, заменачервячной передачи должна быть парной.
Непарная замена допускается какисключение.
Величины пятен касания в червячномзацеплении в процентах от величины элементов зуба должны соответствоватьзначениям, приведенным в таблице 20.
Таблица 20. Величина пятна касаниячервячных зацеплений, %
| Направление измерения | Класс точности | ||
| 7 | 8 | 9 | |
| По длине зуба | 65 | 50 | 35 |
| По высоте зуба | 60 | 60 | 50 |
Осевое смещение червяка(люфт), измеренное индикатором, не должно превышать 0,2 мм.
Перекос осей червячной передачи не долженпревышать 0,15 мм на 1000 мм длины вала червяка.
Мертвый ход червяка, определяемый угломперемещения последнего при неподвижном колесе, не должен превышать дляоднозаходного 8-10° и двухзаходного 4-6°. Червячная передача после сборкиподлежит проверке на легкость проворачивания. Крутящие моменты, необходимые длявращения червяка, при любом положении червячного колеса должны быть одинаковымиили отличаться не более чем на 10-20 % в зависимости от степени точностиизготовления.
1.8. Тормоза
1.8.1. Дефектация.
Тормоз необходимо заменить(отремонтировать), если, несмотря на его регулировку, минимальное расстояниемежду тормозной обкладкой и тормозным шкивом при полном растормаживании будетменьше 0,001 Dв (Dв - диаметр тормозного шкива) или если при закрытом тормоземомент торможения недостаточен. Тормозные шкивы следует выбраковывать приналичии следующих дефектов:
- трещин на ободе или ступице;
- ослабления посадки шкива на валу;
- износа рабочей поверхности тормозногошкива в результате местного срабатывания (канавки), превышающего 1 мм;
- уменьшения толщины обода шкива болеечем на 25 % от первоначального размера в результате проточек и износа.
Рабочая поверхность тормозного шкивапосле проточки, шлифовки, наплавки должна быть закалена на глубину не менее 4мм. Тормозную обкладку необходимо сменить при появлении сквозных поперечныхтрещин и при условии недопустимого износа обкладки по толщине. При креплениитормозных обкладок с помощью заклепок минимально допустимая толщина обкладкидолжна превышать высоту заклепок на 1 мм. При креплении тормозных обкладок безприменения заклепок минимально допустимая толщина средней части обкладкисоставляет 30 % от ее номинальной толщины.
Колодки тормозов следует выбраковыватьпри появлении в них поперечных трещин. Шарниры рычажных передач тормозовследует ремонтировать при достижении ими предельного износа, определяемого потаблице 21.
Таблица 21. Предельный износ шарнировтормозов, мм
| При диаметрах шарниров, мм | Увеличение зазоров против номинального | |
| 10-18 | 18-30 | |
| Номинальные зазоры сопряжения, мм | ||
| 0,020-0,105 | 0,025-0,030 | В два раза |
При восстановлениишарнирных соединений тормозных тяг и рычагов необходимо соблюдать посадку H0/f0, при этомпальцы должны подвергаться поверхностной закалке и шлифовке. Пружины тормозные,получившие остаточную деформацию, подлежат замене.
1.8.2. Технические требования на ремонт
Чистота рабочей поверхности шкива должнабыть не ниже 7-го класса (Ra=1,25) по ГОСТу 2789-73.Твердость поверхности стального тормозного шкива после термической обработкидолжна быть HRC 45 на глубине не менее 4 мм. На трущихся поверхностях шкивов идисков не допускаются раковины, задиры, забоины и другие дефекты. На трущихсяповерхностях шкивов допускается заварка раковины металлом, менее твердым, чемметалл данного шкива, с последующей обработкой до указанной в чертеже степеничистоты.
Диаметр завариваемых раковин не долженпревышать 8 мм, глубина не более 1/4 толщины стенки, допускается не более однойраковины на 200 мм длины окружности, а мелких раковин - не более 5 на всейдлине окружности шкива. Заварка трещин допускается только на дисках стальныхшкивов.
Допускается заварка сквозных трещин междуободом и ступицей стальных тормозных шкивов по количеству не более двух,расположенных не ближе 300 мм одна от другой. Несквозные трещины завариваются спредварительной разделкой на 5-12 мм и углублением на 1-2 мм сверх глубинытрещины. Технические требования на изготовление тормозных шкивовустанавливаются в соответствии с ТУ 24.09.579-83.
Прилегание обкладок колодок к тормозномушкиву должно составлять не менее чем 75 % общей поверхности контакта.
Свободный ход системы тяг и рычаговэлектромагнитного тормоза не должен требовать более чем 10 % полного хода якоряэлектромагнита.
Головки заклепок должны быть утоплены вофрикционной обкладке не менее чем на 0,25 ее толщины.
Головки болтов, соединяющие тормозныеколодки с тормозной лентой, должны быть утоплены не менее чем на 0,4 толщиныобкладки.
Заварка трещин в тормозных и фрикционныхлентах не допускается, но разрешаются их поперечная разрезка и последующаяклепка или сварка лент на обкладках. Хвостовики тормозных и фрикционных лент недолжны иметь подрезов у галтелей и в резьбе. Зазор между тормозной илифрикционной лентой и поверхностью тормозного шкива в разомкнутом состояниидолжен быть не менее 0,25 мм и не более 1,25 мм для ленточного тормоза и неболее 1,0 мм для колодочного тормоза.
1.9. Муфты соединительные
1.9.1. Дефектация.
Подлежат замене муфты соединительные,имеющие:
- осевое смещение и ослабленную посадкуполумуфт на валах;
- неполное число пальцев с ослабленной посадкойв гнездах для втулочно-пальцевых муфт;
- трещины в полумуфтах или обоймах(обнаруживаются при простукивании молотком или по масляным подтекам);
- износ кулачков более 30 %первоначальной толщины. Подлежат замене подтекающие сальники зубчатых муфт.
Сумма диаметральных зазоров междуотверстием и эластичной втулкой и между эластичной втулкой и пальцем должнабыть не более 0,1 D (D - диаметр отверстия полумуфты).
При односторонней и незначительнойвыработке эластичных колец допускается их повторная установка. Эластичныекольца выбраковываются при наличии остаточной деформации.
1.9.2. Технические требования на ремонт.
Конструкции и основные параметры зубчатыхмуфт должны соответствовать ГОСТу Р 50895-96. Во втулочно-пальцевыхмуфтах с промежуточным диском величина относительного смещения валов,измеренная в четырех диаметрально расположенных точках наружной поверхностиполумуфт, не должна превышать 0,3 мм, а наибольшая разность зазоров междуплоскостями разъема в диаметрально противолежащих точках - 0,001 наружногодиаметра полумуфты. В муфтах с промежуточным диском величина зазора междубоковыми поверхностями выступов диска и впадин полумуфт в зависимости отразмера муфт и места их установки не должна превышать 0,5-2 мм. При ремонтемуфт следует производить их соединение по рискам. Смещение одной полумуфты порадиусу относительно другой приведет к соединению с усилием, а следовательно, кперегрузке отдельных пальцев. Повторная установка эластичных колец содносторонней и незначительной выработкой допускается только с поворотом их на180°. Износ резиновых или кожаных колец втулок пальцев проверяют вращением валадвигателя при затянутом тормозе. Величину износа втулок измеряют при вынутыхпальцах. Не допускается, чтобы при износе втулок стальные пальцы или их шайбы игайки непосредственно касались тормозной полумуфты. Радиальное и торцевоебиение полумуфт не должно превышать величин, указанных в таблице 22.
Таблица 22. Допустимое радиальное иторцевое биение
| Диаметр муфты, мм | Число оборотов вала, об/мин | Величина биения, мм |
| До 200 | 750-1500 | 0,15-0,1 |
| Более 200 | 750-1500 | 0,2-0,15 |
Установка прокладок междувалом и отверстием ступицы полумуфты, а также кернение вала для обеспеченияплотности посадки не допускаются.
В кулачковых муфтах допускается:
- зачистка (опиловка) кулачков при износедо 10 % от первоначальной толщины;
- наплавка кулачков при износе более 10%, но не более 30 % от первоначальной толщины.
Смещение и перекос осей валов,соединяемых зубчатыми (не удлиненными) муфтами, не должны превышать величин, указанныхв таблице 23.
Таблица 23. Предельное значение смещенияи перекоса вала
| Диаметр вала, мм | Наибольший перекос (без смещения) | Наибольшее смещение, (без перекоса), мм | Предельное значение смещения, при наличии перекоса, мм | ||||
| 0°20' | 0°40' | 1°00' | 1°20' | 1°40' | |||
| 40 | 1°44' | 1,41 | 1,13 | 0,85 | 0,57 | 0,29 | 0,03 |
| 50 | 1°16' | 0,98 | 0,72 | 0,46 | 0,20 | - | - |
| 60 | 1°46' | 2,27 | 1,85 | 1,41 | 0,99 | 0,55 | 0,13 |
| 70 | 1°33' | 1,89 | 1,48 | 1,03 | 0,68 | 0,27 |
|
| 80 | 1°93' | 2,28 | 1,73 | 1,19 | 0,97 | 0,42 |
|
| 90 | 1°41' | 2,70 | 2,16 | 1,62 | 1,08 | 0,55 |
|
| 100 | 1°26' | 3,00 | 2,30 | 1,61 | 0,92 | 0,21 |
|
| 110 | 1°26' | 3,00 | 2,30 | 1,61 | 0,92 | 0,21 |
|
| 120 | 1°16' | 2,53 | 1,91 | 1,22 | 0,54 |
|
|
| 140 | 1°11' | 3,06 | 2,20 | 1,35 | 0,50 |
|
|
| 160 | 1°00' | 2,46 | 1,60 | 0,81 | - |
|
|
| 180 | 1°05' | 3,34 | 2,30 | 1,28 | 0,26 |
|
|
| 200 | 1°05' | 3,34 | 2,30 | 1,28 | 0,26 |
|
|
Плотность посадки муфт навалах для механизмов подъема, поворота и изменения вылета в случае ееослабления подлежит восстановлению.
1.10. Муфты предельного момента
1.10.1. Дефектация.
Муфты предельного момента подлежатремонту в случаях:
- износа трущихся поверхностей болеедопустимого предела, при этом диски или фрикционные накладки подлежат замене;
- наличия задиров или следов прикипанияна трущихся поверхностях;
- нагрева трущихся поверхностей свыше 120°С или интенсивного выделения паров пропитки из-за перегрева асбестовыхфрикционных обкладок дисков;
- наличия механических повреждений;
- заедания или наличия коробленияметаллических дисков в результате перегрева;
- обугливания фрикционных обкладок врезультате перегрева;
- наличия трещин в дисках муфты.
Упорные подшипники, имеющие значительныйизнос, а также пружины, имеющие остаточную деформацию или потерявшие первичнуюжесткость, подлежат замене.
1.10.2. Технические требования на ремонт.
Чистота обработки трущихся поверхностейдисков должна быть не ниже 7-го класса (Ra=1,25) по ГОСТу 2789-73.Трущиеся поверхности стальных дисков после обработки подлежат поверхностнойзакалке на глубину не менее 1 мм и последующей шлифовке. На трущихсяповерхностях не допускаются трещины, черновины, раковины, глубокие риски изабоины.
Радиальное биение поверхности тренияконических дисков допускается не более 0,05 мм на 100 мм диаметра.Непараллельность поверхностей трения в дисковых муфтах допускается не более0,03 мм на 100 мм диаметра. Коэффициент трения между поверхностями дисковыхмуфт должен быть не менее: при накладках из асбестовой ленты - 0,35, принакладках из вальцованной ленты - 0,37.
1.11. Блоки
1.11.1. Дефектация.
Блоки подлежат замене при:
- износе ручья блока более 40 %первоначального радиуса ручья (требование приведено в качестве признакавыбраковки блока в Правилах Госгортехнадзора России по кранам);
- уменьшении толщины стенки ручья на15-20 % от первоначальной толщины;
- износе поверхности ручья к центру блокана величину свыше 25 % диаметра каната;
- обнаружении трещин в ступице, наребордах или спицах;
- сколах на ребордах или отпечаткахканата в ручье.
1.11.2. Технические требования на ремонт
Проточка ручьев блоков допускается впределах 30 % толщины обода в месте дна ручья. Проверка проточенных ручьевпроизводится по шаблону, соответствующему номинальному профилю ручья.Допускаемый зазор между шаблоном и профилем ручья - не более 0,5 мм (снизу илис одной стороны).
Блоки, как изготовленные заново, так ипосле ремонта, за исключением тех, обод которых вращается с линейной скоростьюменее чем 1 м/с, подлежат статической балансировке.
Радиальное биение обода блока и выточекуплотнения должно быть в пределах половины допуска на соответствующий диаметр.Разность толщин стенки обода блока, измеренная на участке внешнихнеобработанных поверхностей на равных радиусах, должна быть не более 1/10 еетолщины.
Небольшие сколы по краю профиля ручья иместные отдельные раковины диаметром не более 8 мм и глубиной, равной 1/2толщины стенки, разрешается заваривать с последующей зачисткой.
Наплавка ручья и реборд чугунных блоковне допускается.
1.12. Барабаны
1.12.1. Дефектация.
Подлежат замене барабаны, имеющие:
- трещины любых размеров или износ ручьяпо профилю более 2 мм (требование приведено в Правилах Госгортехнадзора Россиипо кранам);
- износ толщины стенки канавки барабанаболее 10 % от первоначального значения.
Срезанный гребень канавки, если срез непревышает 1/3 длины одного витка, разрешается наварить с последующей обработкойдо требуемого профиля. Не допускаются к эксплуатации барабаны, имеющиенеисправные зажимные устройства.
1.12.2. Технические требования на ремонт
Разность толщины стенки цилиндрическойчасти барабана допускается не более 15 %. Для проверки толщины стенкидопускается сверление отверстий d = 6 мм по концам и середине барабана. Профильканавок и их шаг проверяются шаблонами. Допустимый зазор между шаблонами ипрофилем канавки - не более 0,5 мм. Биение цилиндрической поверхностиотносительно оси ступицы должно быть в пределах половины допуска на наружныйдиаметр барабана (проверяется на обоих концах барабана).
Торцевое биение присоединительныхповерхностей барабана относительно геометрической оси должно быть не более 0,1мм на каждые 500 мм диаметра барабана. Восстановление канавок барабанов допускаетсяпутем проточки, причем первая допускается во всех случаях, а последующие -только после установления толщины стенок засверловкой и проверки стенокрасчетом. Заварка трещин в местах перехода обечайки барабана к фланцам длябарабанов с многослойной укладкой каната допускается только после прогревавсего барабана.
1.13. Рельс поворотного круга
1.13.1. Дефектация.
Основные дефекты:
- раскатывание поверхности рельса;
- потеря формы рабочей поверхности;
- усталостные трещины в сварных швахрельса;
- сдвиг рельса от первоначальногоположения.
1.13.2. Технические требования на ремонт
Круговые рельсы должны быть выполнены изстали 60Г или 65Г по ГОСТ1050-88 с поверхностной закалкой до твердости не менее чем НВ 223.Отклонение рабочей поверхности кругового рельса от горизонтальной плоскости накранах с вертикальным расположением катков допускается не более чем 0,5 мм всторону от оси поворотных катков и не более 1,5 мм в направлении опорнойповерхности рельса. Допускается перепад по высоте в стыках кругового рельса неболее 0,5 мм. В стыках кругового рельса допускаются зазоры не более 2 мм,острые кромки в стыках должны быть сняты. Отклонение формы кругового рельсадолжно находиться в пределах допуска на диаметр. В случае крепления круговогорельса к основанию (фундаменту) при помощи сварки не допускаются зазоры междуопорной поверхностью кругового рельса и основанием. Выявленные зазоры передсваркой должны быть устранены с помощью металлических прокладок. Смещение осикруга относительно оси вращения крана допускается не более 2 мм.
1.14. Цепи грузовые
1.14.1. Дефектация.
Грузовые цепи, применяемые как дляподвески грузозахватного органа, так и в составе грузозахватного приспособленияподлежат замене при:
- удлинении звена цепи на 3 % противноминального или уменьшении первоначального диаметра сечения звена цепи на 10 %(в соответствии с требованиями, приведенными в приложении15 к Правилам Госгортехнадзора России по кранам);
- наличии трещин и расслоений в звеньяхцепи.
1.14.2. Технические требования на ремонт.
Сварные цепи, применяемые в качествегрузовых или для изготовления стропов, должны соответствовать ГОСТу 228-79.
Цепь, применяемая на перегрузочных машинахи для изготовления стропов, должна быть принята техническим контролемпредприятия-изготовителя, о чем составляется документ, содержащий:
- товарный знак предприятия-изготовителя;
- наименование и обозначение цепи;
- результаты проверок качества цепей;
- дату выпуска цепей;
- номер стандарта.
В случае отсутствия вышеуказанногодокумента использование цепи на грузоподъемной машине и для изготовлениястропов не допускается.
Сращивание цепей допускаетсяэлектрической сваркой новых вставных звеньев или с помощью специальныхсоединительных звеньев. Материал вставных звеньев должен соответствовать ГОСТу 228-79.Электрическую сварку следует производить контактным методом или методом дуговойэлектросварки. В отдельных случаях допускается кузнечно-горновая сварка. Вместах сварки не должно быть непроваров, расслоений, загрязненности, а такжеутолщений, препятствующих сопрягаемости и взаимоподвижности деталей инарушающих размеры и шаг звеньев. Выжиги и выплавы металла при электрическойсварке не допускаются. Электросварные швы дуговой сварки должны иметь плотныйнаплавленный материал без пор, раковин и шлаковых включений. Кромки и вершинышва должны быть проварены полностью с соблюдением катета шва по всемупериметру. Поверхность шва должна быть гладкая или равномерно чешуйчатая, безподрезов, свищей, открытых кратеров и других дефектов. Смычки цепей, а такжеотдельные детали и узлы после электрической сварки должны быть подвергнутытермической обработке. Режим термообработки устанавливаетсязаводом-изготовителем. Диаметр прутка в местах сварки звеньев не должен бытьменьше диаметра исходного материала и не должен превышать его более чем на 10%.
После сращивания цепь должна бытьиспытана нагрузкой, в 1,25 раза превышающей ее номинальную грузоподъемность.
1.15. Скобы соединительные
1.15.1. Дефектация.
Скобы соединительные подлежат замене илиремонту при обнаружении:
- трещин и погнутости скобы или штыря;
- срыва резьбы штыря;
- отсутствия маркировки на скобе и штырео допускаемой нагрузке.
1.15.2. Технические требования на ремонт
Заварка трещин на скобах не допускается.Сломанные шплинты и штыри с сорванной резьбой должны быть заменены. Скобыдолжны быть изготовлены свободной ковкой или штамповкой с последующейнормализацией (до механической обработки). Для изготовления скоб и штырейприменяется материал согласно ГОСТу 380-94: Ст3 - дляскоб и Ст4 - для штырей.
Новые скобы со штырями до их эксплуатациидолжны быть испытаны нагрузкой, в 1,25 раза превышающей их номинальнуюгрузоподъемность, после чего на них выбиваются допустимая нагрузка и датаиспытания. Скобы и штыри, не имеющие маркировки, к эксплуатации не допускаются.
Скобы и штыри должны иметь запаспрочности не менее пяти по отношению к разрушающей нагрузке.
1.16. Крюки грузовые
1.16.1. Дефектация.
Крюки грузовые подлежат замене приобнаружении следующих дефектов:
- трещин, надрывов или волосовин на ихповерхности;
- износа зева крюка более 10 % отпервоначальной высоты вертикального сечения;
- остаточной деформации (изгиба) телакрюка в опасных сечениях и в местах перехода к шейке;
- деформированных ниток резьбы как накрюке, так и в гайке;
- изгиба крюка (нарушение первоначальнойформы).
Ось (палец) траверсы при износе более 3 %от номинального диаметра подлежит замене. При обнаружении усталостных трещин вдеталях крепления крюка эти детали подлежат немедленной замене.
1.16.2. Технические требования на ремонт.
Поверхность крюка должна быть чистая;заусенцы, плены, острые углы, волосовины, трещины, закаты, а также подрезы наобработанной хвостовой части крюка не допускаются. Допускается зачистка местныхпороков (не вызывающая снижения прочности крюка). Заварка или заделка дефектовкрюка не допускается. Резьба крюка должна быть чистая, без заусенцев, сорванныхниток и вмятин. Каждый крюк должен быть испытан на прочность в течение 10 мин.нагрузкой, превышающей его номинальную грузоподъемность на 25 %.
Каждый принятый ОТК крюк должен иметьпаспорт (сертификат) с указанием номера и грузоподъемности крюка, его материалаи результатов испытания.
1.17. Грейферы
1.17.1. Дефектация.
Грейферы подлежат ремонту при обнаруженииследующих дефектов:
- трещин в сварных швах и в элементахметаллоконструкций;
- заедания и заклинивания блоковполиспаста грейфера, которые должны свободно проворачиваться от руки приотсутствии в них нагрузок;
- деформации тяг, режущих кромокчелюстей;
- заедания шарнирных соединений прираскрытии порожнего грейфера;
- образования недопустимого зазора междурежущими кромками челюстей закрытого двухчелюстного грейфера в результатеизноса и деформации кромок. Допускается зазор не более 5 мм на отдельныхучастках суммарной длиной не более 40 % от длины линии разъема кромок, а такжеотносительное смещение кромок по высоте в сомкнутом положении в пределах 20 %толщины ножа. Дефектация подшипников и блоков производится в соответствии срекомендациями настоящего приложения. Дефектация шарнирных соединений элементовгрейфера производится при износе пальцев и втулок, превышающем 20 % отноминальных размеров.
1.17.2. Технические требования на ремонт.
При ремонте допускается:
- постановка накладок и заплат наметаллоконструкции;
- сварка отдельных частейметаллоконструкций;
- правка вмятин и деформированныхэлементов;
- замена части обшивки челюстей;
- сварка отдельных элементовметаллоконструкции.
Ремонт осей, подшипников и блоков долженпроизводиться по техническим требованиям, изложенным в соответствующих разделахнастоящего приложения.
1.18. Спредеры
1.18.1. Дефектация.
Осмотреть спредер для выявления возможныхвидимых неисправностей.
Проверить:
- на отсутствие течи в элементахгидросистемы;
- на правильность движения направляющихлап;
- свободное вращение направляющихроликов;
- на отсутствие трещин и деформации враме;
- работу штыковых замков и ихвыключателей;
- наличие сигнала о том, что штыковыезамки вошли в угловые фитинги;
- исправность сигнальных ламп;
- правильность показаний манометров;
- уровень масла в насосном агрегате ииндикаторе уровня;
- состояние фильтра.
1.18.2. Технические требования на ремонт.
Заменить строп при износе стальногоканата (обязательна замена всех четырех стропов одновременно). Промытьгидросистему, заменить изношенные и поврежденные трубы и арматуру гидросистемы.Заменить уплотнительные кольца. Отрегулировать балансирный индикатор. Заменитьнеисправные манометры и сигнальные лампы. Отрегулировать или заменить концевыевыключатели. Восстановить или заменить изношенные ролики. Проверить спредер вработе.
1.19. Колеса ходовые и каткиопорно-поворотного устройства
1.19.1. Дефектация.
Подлежат замене колеса и катки, имеющие:
- лыски на ходовой поверхности;
- сколы или трещины на ребордах;
- отогнутые реборды;
- трещины в диске;
- износ поверхности катания более 15 - 20% от первоначальной толщины обода;
- износ реборд колес более 20 % отпервоначальной толщины.
Разность диаметров катков, работающих вобщем сепараторе, не должна превышать 0,2-0,5 мм.
Суммарная площадь местных повреждений напосадочной поверхности не должна превышать 5 % площади поверхности, а находовой части - 3 %.
Вытянутые и изогнутые болты, крепящиезубчатые венцы к ходовом колесам, заменяются.
Разработанные отверстия ходовых ивенцовых зубчатых колес подлежат восстановлению.
Должны также учитываться предельные нормыбраковки элементов грузоподъемных машин, приведенные в приложении15 к Правилам Госгортехнадзора России по кранам.
1.19.2. Технические требования на ремонт.
Твердость поверхности стального литогоходового колеса или катка опорно-поворотного устройства должна быть НВ 269 наглубине не менее 15 мм с плавным переходом к незакаленному слою.
Непараллельность геометрических осейходовых колес и осей, соединяющих ходовые тележки с балансирами и балансиры спорталом, не должна превышать 0,5 мм на 1000 мм условной длины осей.
Вертикальные плоскости симметрии всехходовых колес одной ходовой тележки должны лежать на одной плоскости, разностьгоризонтальных зазоров между упорными поверхностями в каждом шарнире не должнапревышать 5 мм. Торцевая поверхность каждого ходового колеса должна бытьперпендикулярна к плоскости, в которой лежат головки обоих рельсов; отклонениеот перпендикулярности не должно быть более 1 мм на 1000 мм. Оси ходовых колеспо длине крана должны находиться на одной прямой, смещение допускается в пределах1 мм. Непараллельность осей ходовых колес допускается: для ведущих колес - 1мм, для ведомых колес - 2 мм на длине оси колеса; при этом непараллельностьосей симметрично расположенных колес по отношению к основной оси тележки должнабыть направлена в разные стороны.
Соосность осей отверстий и поверхностейкатания крановых ходовых колес обязательна, в связи с этим обработкуповерхности катания и отверстия следует производить с одной установки. Комплектходовых колес, имеющих износ поверхности катания в пределах до 15-20 %,подлежит протачиванию на меньший диаметр с допуском отклонения диаметральныхразмеров не более 0,0005 номинального диаметра. При проточке поверхностикатания необходимо обеспечить ее концентричность относительно оси ступицы. Приразработке (развальцовке) отверстий под болты такие отверстия необходиморазвернуть. В зубчатом венце развертку следует производить совместно с ходовымколесом.
1.20. Рельсовые крановые пути
1.20.1. Дефектация.
Рельсовые крановые пути должнысоответствовать требованиям Правил Госгортехнадзора России. Кроме того, воизбежание превышения паспортной нагрузки на колесо следует проводить проверкуукладки путей по высоте в соответствии с рекомендациями, приведенными в РД31.35.10-86.
Поврежденные сварные швы подлежатвосстановлению. Рельсы с трещинами и изломами подлежат замене.
Накаты на поверхности головок рельсов недопускаются.
Ослабленные, вытянутые и с сорваннойрезьбой крепежные болты подлежат замене.
1.20.2. Технические требования на ремонт.
При ремонте рельсовых крановых путейдолжны быть выдержаны допуски, приведенные в Правилах Госгортехнадзора России.
Накаты на поверхности головок рельсовдолжны быть устранены.
Огневая резка рельсов не допускается.
Поврежденные сварные швы подлежат вырубкеи повторной заварке.
1.21. Сосуды, работающие под давлением
1.21.1. Дефектация.
Сосуды, работающие под давлением,подлежат ремонту при обнаружении неисправностей, указанных в Правилахустройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ10-115-96), утвержденных постановлением Госгортехнадзора России от 18.04.95N 20.
Ремонт металлических конструкций крановследует производить в соответствии с ТУ 24.22.4153-95 "Технические условияна ремонт, изготовление (отдельных элементов), реконструкцию и монтаж кранов сприменением сварки".
3.1. Рама ходовой части
3.1.1. Дефектация.
Подлежат ремонту рамы, имеющие:
- усталостные трещины;
- разработанные отверстия под заклепки иболты;
- погнутые балки;
- ослабленные заклепки.
3.1.2. Технические требования на ремонт.
Трещины в неответственных деталях рамыможно восстанавливать электросваркой без усиления. Во всех других случаяхвосстановление рам при наличии трещин и поломок производится заваркой трещин сусилением восстанавливаемых участков при помощи накладок. Накладки должны иметьплавные переходы к основным деталям рамы. Перед установкой на раму и приваркойк ней усилительных планок необходимо предварительно заварить имеющиеся трещины.Заварка трещин деталей рамы обычно производится по форме стыковых соединений сразделкой кромок по всей толщине металла. Перед установкой усилительных планокна детали рамы сварной шов запиливается заподлицо с плоскостью детали. Рама недолжна иметь перекосов в горизонтальной плоскости более 3 мм. Изменение расстояниямежду правым и левым лонжеронами на параллельных участках допускается впределах 2 мм от номинала. При ремонте рамы все элементы, имеющие в результатедеформации стрелу прогиба более 2/1000, подлежат правке.
3.2. Рама и каретка грузоподъемника
3.2.1. Дефектация.
Подлежат ремонту или замене рамы икаретки грузоподъемника, имеющие:
- усталостные трещины;
- трещины в сварных швах рамы;
- повреждение резьбовых отверстий дляболтов.
Рама подлежит замене при большойпогнутости и развальцовке. В конструкциях опор с выдвижной рамой скользящеготрения износ направляющих планок неподвижной рамы допускается 0,8 мм. Прибольшем износе направляющие планки подлежат замене.
В конструкциях опор с выдвижной рамойтрения качения износ направляющих планок допускается до 1 мм. При большемизносе направляющие планки подлежат замене.
Диаметральный износ профиля каткадопускается до 1 мм, в случае превышения указанного износа каток подлежитзамене. Износ полок выдвижной рамы с внутренней стороны допускается до 2 мм.
3.2.2. Технические требования на ремонт.
Трещины в сварных швах рамы подлежатзаварке. Восстановление сварных швов, имеющих трещины, производится спредварительной вырубкой поврежденного участка шва и засверловкой концовтрещин. Заварка трещин рамы производится с усилением завариваемых участков припомощи планок. Перед установкой усилительной накладки на раму необходимопредварительно заварить имеющиеся трещины встык и зачистить сварной шовзаподлицо с металлом рамы. Направляющие планки привариваются к полкам сплошнымшвом. Поврежденные резьбовые отверстия могут быть отремонтированы нарезаниемремонтной резьбы или заваркой резьбовых отверстий, сверлением и нарезаниемрезьбы номинального размера.
3.3. Вилы
3.3.1. Дефектация.
Отклонение угла загиба от номинального (90°)в сторону увеличения допускается до 3°. Трещины в опасном сечении, а также всварных швах удлинителя вил не допускаются. Не допускается работать припогнутых удлинителях вил.
3.3.2. Технические требования на ремонт.
При увеличении угла загиба вил или припогнутых удлинителях вил их следует править с предварительным нагревом. Трещиныследует заваривать при помощи усилительных планок.
3.4. Мост ведомый (управляемый)
3.4.1. Дефектация.
Изгиб или скручивание балки ведомого(управляемого) моста не допускается. Трещины на балке и кронштейнах заднейподвески не допускаются. Износ шаровых пальцев допускается не более 0,3 мм отноминального размера, при большем износе пальцы подлежат замене. Допустимыйизнос втулок валиков балансирной подвески составляет 0,5 мм на диаметр, прибольшем износе втулки подлежат замене.
3.4.2. Технические требования на ремонт.
Правка балки производится в холодномсостоянии при погнутости не более 25 мм на длине 1 м; при большей погнутостиправка не допускается, так как могут появиться трещины. Трещины на балке икронштейнах подлежат заварке.
3.5. Передачи цепные
3.5.1. Дефектация.
Подлежат замене:
- цепи, имеющие износ звеньев (таблица24);
- трещины в звеньях;
- усталостное разрушение одной из пластинпо проушинам;
- звездочки с изношенными и поломаннымизубьями;
- концевые крепежные болты с трещинами исрезанными нитками резьбы.
Таблица 24. Допустимое увеличение шагацепей при износе в % от номинального размера
| Конструкция цепи | Число зубьев звездочки | |||||||||||||
| 25 | 30 | 35 | 40 | 45 | 50 | 60 | 70 | 80 | 90 | 10 | 11 | 12 | 14 | |
| Зубчатая | 7,6 | 6,3 | 5,4 | 4,7 | 4,2 | 3,8 | 3,1 | 2,7 | 2,3 | 2,1 | 1,9 | 1,7 | 1,6 | 1,3 |
| Втулочно-роликовая | 6,4 | 5,3 | 4,6 | 4,0 | 3,5 | 3,2 | 2,6 | 2,3 | 2,0 | 1,7 | 1,6 | 1,4 | 1,3 | 1,1 |
| Втулочная | 4,8 | 4,0 | 3,4 | 3,0 | 2,6 | 2,4 | 2,0 | 1,7 | 1,5 | 1,3 | 1,2 | 1,1 | 1,0 | 0,8 |
3.6. Рулевое управление
3.6.1. Дефектация.
Не допускаются обломы и трещины на:
- картере;
- рулевой сошке;
- валу рулевой сошки;
- резьбовых отверстиях бобышек крышки.
Износ отверстия под втулку вала рулевойсошки допускается не более 0,07 мм от номинального. При большем износе следуетпоставить втулку большего диаметра. Износ отверстий во втулках под вал рулевойсошки допускается не более 0,04 мм от номинального. При большем износе втулкуследует заменить. Червяк подлежит замене при выкрашивании и отслаивании металлана рабочей поверхности червяка, а также при раковинах на конусах червяка. Роликподлежит замене при выкрашивании или отслаивании цементированного слоя нарабочей поверхности.
Биение вала в средней части допускаетсяне более 0,7 мм. Износ или срыв шлицев под вал рулевой сошки не допускается. Натрубе рулевой сошки необходимо устранить вмятины, погнутости и трещины. Напластмассовом руле должны быть заделаны трещины и выбоины.
3.6.2. Технические требования на ремонт.
Обломы и трещины на картере, ушкахкрышки, валу рулевой сошки, рулевой сошке, резьбовых отверстиях бобышек крышкизаваривать не допускается, а перечисленные части подлежат замене. Ось отверстийво втулках под вал рулевой сошки должна быть перпендикулярна оси отверстий вкартере под подшипники червяка с точностью 0,5 мм на длине 100 мм. Биение торцарезьбовой бобышки картера рулевого механизма относительно оси отверстий вовтулках под вал рулевой сошки допускается не более 0,05 мм. Осевой зазор роликав проушине вала рулевой сошки должен быть не более 0,04 мм, что достигаетсяподбором деталей и постановкой упорных шайб соответствующей толщины. Ось роликадолжна быть запрессована со стороны большего отверстия вала рулевой сошки.После запрессовки оси ролик должен вращаться свободно и без заеданий. Затем осьролика должна быть приварена к валу сошки в одной точке с двух сторон. Зазор взацеплении ролика с червяком в среднем положении, соответствующем движению попрямой, должен быть в пределах 0-0,05 мм. При этом люфт рулевой сошки долженотсутствовать или не должен превышать 0,2 мм на конце сошки, а усилие,необходимое для поворачивания вала, приложенное на плече, равном радиусурулевого колеса, должно быть в пределах 1,5-2,5 кгс. Зазор в зацеплении роликас червяком и усилие, необходимое для поворачивания вала, регулируются регулировочнымишайбами.
Примечание. Пункт 3.6.2 в частиразмеров распространяется на погрузчики следующих типов: 4043, 4045, 4046,4003, 4006, 4008 и 4009.
3.7. Тормозная система
3.7.1. Дефектация.
Заменить:
- пружины стяжные при обнаружении трещини уменьшении рабочего усилия;
- бобышки под болты крепления;
- износившиеся, с трещинами и обломамицилиндры;
- поршни цилиндра при износе и окисленииповерхности;
- барабаны с трещинами и обломами;
- обломанные пружины поршня;
- обломанные скобы колодки тормоза.
Не допускается погнутость:
- направляющей скобы колодки тормоза;
- рулевого эксцентрика колодки тормоза;
- тормозной колодки;
- диска;
- педали.
Не допускаются задиры и кольцевые рискина рабочей поверхности барабана; барабан подлежит расточке до ремонтногоразмера.
Разработанные отверстия под эксцентрикопорного пальца подлежат восстановлению.
3.7.2. Технические требования на ремонт.
Раковины на рабочей поверхности барабана недопускаются. Между приклепанной накладкой и ободом колодки щуп 0,25 мм недолжен проходить более 20 мм. Головки заклепок должны быть ниже фрикционнойнакладки не менее чем на 2,5 мм. Допускается ремонт тормозных колодок путемнаклеивания фрикционных накладок с помощью клея ВС-10Т. Приклеивание накладоквыполняется по следующей технологии. Изношенную (приклеенную) фрикционнуюнакладку можно удалять механическим, химическим и термическим путем.Механический способ состоит в срезании приклеенной накладки резцом. Химическийспособ заключается в том, что колодку помещают в горячий щелочной раствор илиподогретую муравьиную кислоту, которая размягчает клеевой шов и позволяет легкоотделить фрикционную накладку. Термический способ заключается в нагревенакладок до температуры 300-320 °С, после чего они обугливаются и легкоудаляются. Колодки промывают в 10 % растворе каустической соды и просушиваютпри температуре 20 °С. Поверхностям склеивания (дисков и накладок) придаютшероховатость, обезжиривают ацетоном или бензином и просушивают на стеллажах10-20 мин. На склеиваемые поверхности наносят первый слой клея и выдерживаютпри комнатной температуре 20-30 мин. Окончание сушки определяется резиновымбруском, который не должен прилипать к слою клея. Клей наносится при помощимягкой кисти. После окончания сушки первого слоя наносится второй и просушиваетсяв течение 10-15 мин. Затем на стальной диск или тормозную колодку укладываютфрикционные накладки и зажимают их в специальных приспособлениях. Удельное 2давление прижатия должно быть 0,3-0,4 МПа (3-4). Для повышения качествасклеивания детали помещают в электросушильный шкаф, медленно (скорость нагрева2-3 °С в минуту) нагревают до температуры 170-190 °С и выдерживают 1,5-2 ч.Качество склеивания определяется постукиванием легким молотком (100 г): звукдолжен быть ровным и недребезжащим. Диск после склеивания проверяют на торцевоебиение и коробление. Если биение будет более 0,5 мм, а коробление - более 1 мм,то диск протачивают на токарном станке. Раковины, риски, задиры на поверхностяхтормозных цилиндров не допускаются. Конусность и овальность должны быть неболее 0,02 мм. Главные тормозные цилиндры должны проверяться на герметичностьпод 2 давлением 9 МПа (90). Давление создается нажатием на толкатель поршня.При проверке в течение 3 мин. не допускается подтекание тормозной жидкости приперемещении поршня.
Примечание. Пункт 3.7.2 в частиразмеров распространяется на погрузчики типов: 4043, 4045, 4046, 4006 и 4009.
4.1. Испытание изоляции
Величины сопротивления изоляции элементовэлектрооборудования напряжением до 1000 В должны соответствовать данным таблицы25.
Таблица 25. Наименьшая величинасопротивления изоляции электрических машин, аппаратов, вторичных цепей иэлектропроводки напряжением до 1000 В
| Электрооборудование | Напряжение мегомметра, В | Наименьшая величина сопротивления изоляции, МОм | Примечание |
| Катушки контакторов, магнитных пускателей и автоматов | 500 - 1000 | 0,5 |
|
| Вторичные цепи управления, защиты, измерения и т.п.: |
|
|
|
| - шинки постоянного тока и шинки напряжения на щите управления (при отсоединенных цепях); | 500 - 1000 | 10 |
|
| - каждое присоединение вторичных цепей и цепей питания приводов выключателей и разъединителей; | 500 - 1000 | 1,0 | Производится со всеми присоединенными аппаратами (катушки приводов, контакторы, реле, приборы, вторичные обмотки трансформаторов тока и напряжения и т.п.) |
| - цепи управления, защиты и возбуждения машин постоянного тока напряжением 500 - 1000 В, присоединенных к цепям главного тока | 500 - 1000 | 1,0 |
|
| Силовые и осветительные электропроводки | 1000 | 0,5 | Сопротивление изоляции при снятых плавких вставках измеряется на участке между смежными предохранителями или за последними предохранителями между любым проводом и землей, а также между двумя любыми проводами При измерении сопротивления в осветительных цепях лампы должны быть вывинчены, штепсельные розетки, выключатели и групповые щиты присоединены |
| Распределительные устройства, щиты и токопроводы | 1000 | 0,5 | Для каждой секции распределительного устройства |
| Обмотки электродвигателей переменного тока напряжением до 0,66 кВ: |
|
|
|
| в холодном состоянии двигателя | 1000 | 1,0 |
|
| - при температуре двигателя 60 °С | 1000 | 0,5 |
|
| Обмотки машин постоянного тока | 500 | 0,5 |
|
Определение прочностиизоляции элементов электрооборудования повышенным напряжением производится всоответствии с "Правилами технической эксплуатации электроустановокпотребителей", утвержденными приказом Минэнерго России от 13 января 2003г. N 6.
4.2. Электрические машины
4.2.1. Дефектация.
К механическим повреждениям относятся:
- выплавка баббита в подшипниках скольжения;
- разрушение сепаратора, кольца, шарикаили ролика в подшипниках качения;
- деформация вала ротора (якоря);
- образование глубоких выработок(дорожек) на поверхности коллекторов;
- ослабление крепления полюсов илисердечника статора к станине;
- ослабление прессовки сердечника ротора(якоря) и др.
Наиболее часто встречающиесяэлектрические неисправности и способы их устранения приведены в приложении Д.
Некоторые неисправности электрическихмашин (витковые замыкания в обмотках, пробой изоляции на корпус, замыканиепластин коллекторов и др.) носят скрытый характер и могут быть обнаруженытолько с помощью соответствующих испытаний (измерение сопротивления изоляции,определение электрической прочности изоляции, измерение сопротивлений обмотокпостоянному току и т.п.).
При проверке состояния коллектора и щетокследует учитывать следующее:
- риски и неровности на контактныхкольцах и коллекторе, а также нагар на изоляции между контактными кольцами недопускаются;
- контактные кольца, имеющие радиальноебиение свыше 0,04 мм, подлежат проточке;
- пружины щеткодержателя подлежат замене,если они не обеспечивают нормальное нажатие на щетку;
- искрение на коллекторе электрическоймашины должно оцениваться по степени искрения под сбегающим краем щетки всоответствии со шкалой классов коммутации, приведенной в таблице 26.
Таблица 26. Шкала классов коммутации
| Степень искрения (класс коммутации) | Характеристика степени искрения | Состояние коллектора и щеток |
| 1 | Отсутствие искрения (темная коммутация) | Отсутствие почернения на коллекторе и нагара на щетках |
| 1 1/4 | Слабое искрение под небольшой частью щетки | Тоже |
| 1 1/2 | Слабое искрение под большей частью щетки | Появление следов почернения на коллекторе, легко устраняемых протиранием поверхности коллектора бензином, а также появление следов нагара на щетках |
| 2 | Искрение под всем краем щетки. Допускается только при кратковременных толчках нагрузки и при перегрузке | Появление следов почернения на коллекторе, не устраняемых протиранием поверхности коллектора бензином, а также появление следов нагара на щетках |
| 3 | Значительное искрение под всем краем щетки с наличием крупных вылетающих искр. Допускается только для моментов прямого (без реостатных ступеней) включения или реверсирования машин, если при этом коллектор и щетки остаются в состоянии, пригодном для работы | Значительное почернение коллектора, не устраняемое протиранием поверхности коллектора бензином, а также подгар и разрушение щеток |
Щетки, расположенные на одном пальце илина одном щеточном болте машины постоянного тока, могут иметь отклонение нажатияне более 10 % от номинального.
Величина удельного нажатия щеток зависитот марки щетки и конструкции машины.
Не допускается заклинивание щеток вобоймах щеткодержателей.
У асинхронных электродвигателей щетка поширине и толщине должна быть на 0,2 мм меньше соответствующего размера обоймы.
У двигателей постоянного тока зазор междущеткодержателем и щеткой в направлении длины коллектора допускается 0,1-0,35 мми в направлении окружности коллектора - 0,2 мм.
Предельно допустимый износ подшипниковэлектродвигателей не должен превышать 0,2-0,3 величины первоначальноговоздушного зазора; допустимые зазоры в подшипниках приведены в таблицах 27 и28.
Таблица 27. Предельная величина зазора в подшипникахскольжения электродвигателя, мм
| Номинальный диаметр вала, мм | Зазор при частоте вращения, мин. (-1) | ||
| до 1000 | 1000 - 1500 | свыше 1500 | |
| 18-30 | 0,04-0,093 | 0,06-0,13 | 0,14-0,28 |
| 30-50 | 0,05-0,112 | 0,075-0,16 | 0,17-0,34 |
| 50-80 | 0,065-0,135 | 0,095-0,195 | 0,20-0,40 |
| 80-120 | 0,08-0,160 | 0,12-0,235 | 0,23-0,46 |
| 120-180 | 0,10-0,195 | 0,15-0,285 | 0,26-0,53 |
| 180-260 | 0,12-0,225 | 0,18-0,30 | 0,30-0,60 |
| 260-360 | 0,14-0,25 | 0,21-0,38 | 0,34-0,68 |
| 360-600 | 0,17-0,305 | 0,25-0,44 | 0,38-0,76 |
Таблица 28. Допустимая величина зазора в подшипникахкачения электродвигателя, мм
| Подшипники | Радиальный зазор при внутреннем диаметре подшипника, мм | |||
| 20-30 | 35-50 | 55-80 | 85-120 | |
| Новые шариковые | 0,01-0,02 | 0,01-002 | 0,01-0,02 | 0,02-0,03 |
| То же, роликовые | 0,03-0,05 | 0,05-0,07 | 0,06-0,08 | 0,08-0,1 |
| Бывшие в употреблении (наибольший допустимый зазор) | 0,1 | 0,2 | 0,2 | 0,3 |
Величины воздушных зазоровмежду полюсами (статором) и якорем (ротором) не должны отличаться друг от другав диаметрально противоположных точках более чем на 1 % от средней величинызазора. Измерения проводятся, если позволяет конструкция машины.
Осевой разбег ротора электродвигателядолжен быть не более 4 мм (для подшипников скольжения).
Предельная величина вибрации подшипниковэлектродвигателя должна быть не более значений, приведенных в таблице 29.
Таблица 29. Допустимая амплитуда вибрации подшипников электродвигателя
| Синхронная частота вращения, мин. (-1) | 3000 | 1500 | 1000 | 750 и ниже |
| Допустимая амплитуда вибрации, мм | 0,05 | 0,1 | 0,13 | 0,16 |
Отклонения в величинесопротивления отдельных фаз не должны превышать ~ 2 %.
4.2.2. Технические требования на ремонт.
Риски и неровности на коллекторах и контактныхкольцах устраняются проточкой и шлифовкой на станках. Биение коллектора послепроточки не должно превышать 0,04 мм, а контактных колец - 0,02-0,03 мм.Шероховатость и пятна на поверхности контактных колец и коллектора устраняютсяшлифовкой. Биение коллектора (контактных колец), измеренное индикатором принагретом коллекторе, не должно превышать величин, приведенных в таблице 30.
Таблица 30. Допустимое биение коллектора (контактныхколец)
| Частота вращения двигателя, мин. (-1) | Биение коллектора, мм | |
| предельно допустимое значение | после проточки коллектора | |
| До 1000 | 0,15 | 0,05 |
| 1000-1500 | 0,10 | 0,30 |
| 1500-4000 | 0,08 | 0,30 |
Продороживание коллектораследует производить на глубину 0,8-1 мм специальной пилой. После продороживаниякрая пластин коллектора необходимо скосить под углом 45° на глубину 0,5 мм, азатем произвести полировку коллектора с последующей очисткой машины от пыли.Установка щеток должна удовлетворять следующим требованиям:
- у асинхронных электродвигателей щеткине должны выступать за край кольца;
- у двигателей постоянного тока осиболтов щеткодержателей должны быть строго параллельны пластинам коллектора;
- расстояние между всеми щетками поокружности коллектора должно быть одинаковым. Расхождение допускается не более1-1,5 мм. При большем расхождении необходимо изменить расстояние между осямиотдельных болтов щеткодержателей.
Щетки крайних щеткодержателей не должнывыступать за наружный край коллектора или ударяться о его заточку. Вновьустановленные щетки до начала работы должны быть притерты стеклянной бумагой кколлектору и контактным кольцам и иметь зеркально блестящую поверхность на всейплощади соприкасания. Щетки должны входить в щеткодержатели свободно, но беззначительной слабины. Щеткодержатели на щеточных болтах следует устанавливать стаким расчетом, чтобы расстояние от обоймы щеткодержателя до кольца иликоллектора составило 2-3 мм.
Допускается наплавка газовой горелкойизношенных щеткодержателей бронзой или латунью с последующей их обработкой до необходимыхразмеров. После ремонта щеткодержателей пружины подлежат замене.
Давление всех пружин должно бытьодинаковым. Постановка пружин от двигателей других габаритов или несоответствующих заводскому типу категорически запрещается. Прохождение тока черезпружины или шарниры щеткодержателя не допускается.
Бандажи должны туго облегать обмотку ибыть надежно закреплены, а также иметь прочно заделанные концы. Отводы иотпайки от обмотки к кольцам и коллектору должны иметь надежный контакт. Следынагара и капли припоя надлежит удалить. Гибкие проводники щеток должны бытьнадежно закреплены в щетках и щеткодержателях.
Электрические машины, имеющиесопротивление изоляции ниже нормы, необходимо подвергать сушке. Перед сушкоймашину следует тщательно очистить и продуть воздухом. Электрическим токомследует сушить только те машины, у которых сопротивление изоляции составляет неменее 0,01 МОм. При сушке током корпус машины должен быть надежно заземлен. Прилюбых способах сушки (внешний обогрев, током, индукционный нагрев) нагреваниене должно производиться быстро во избежание местных перегревов, вызывающихмеханические напряжения в изоляции и ускорение ее старения. Сушку прекращают,если сопротивление изоляции при постоянной температуре будет практическинеизменным в течение 2-3 ч. В процессе сушки необходимо контролироватьтемпературу обмоток, частей машины и обогревающего воздуха.
Минимальный объем электрическихиспытаний, проводимых при приемке двигателей после их капитального ремонта иремонта обмоток, включает:
а) измерение сопротивления изоляцииобмоток двигателей и пускорегулирующей аппаратуры;
б) испытание на электрическую прочностьизоляции обмоток повышенным напряжением;
в) проверку двигателей на нагрев;
г) испытания на холостом ходу.
Минимальный объем профилактическихэксплуатационных мероприятий включает испытания электродвигателей лишь всоответствии с подпунктами а) и г).
4.3. Тормозные электроприводы
4.3.1. Дефектация.
У тормозных электромагнитов проверяютпутем внешнего осмотра состояние изоляции катушки. Отсутствие обрыва провода вобмотке катушки проверяют прозвонкой или при помощи контрольной лампы.Сопротивление изоляции обмотки катушки, испытанное мегомметром на 1000 В,должно быть не ниже 0,5 МОм; при более низком сопротивлении катушку сушат в шкафудо восстановления изоляции. Площадь прилегания якоря к сердечнику должнасоставлять не менее 70 % площади сердечника, в противном случае якорь исердечник шабрят вдоль листов пакета стали. Витки растянутой пружины должныбыть отдалены друг от друга на равные расстояния, а на их поверхности не должнобыть трещин и вмятин. Все подвижные детали электромагнита должны быть надежнозакреплены и легко перемещаться в заданных пределах. Крепежные резьбовые деталине должны иметь поврежденных участков резьбы. У электрогидравлическихтолкателей шток поршня должен быть покрыт графитовой смазкой. Поршень вцилиндре должен перемещаться без перекосов. Рабочая жидкость в толкателе должнасоответствовать марке, указанной в паспорте; воздух из гидросистемы должен бытьудален. Уплотнения не должны пропускать рабочую жидкость. В системах тяг ирычагов не должно быть заеданий. Наиболее часто встречающиеся неисправности испособы их устранения приведены в приложении8.
4.3.2. Технические требования на ремонт.
По мере износа тормозных обкладок, атакже после замены их новыми следует производить регулирование тормоза,восстанавливая минимальный зазор между тормозными обкладками и шкивом, т.е.начальный ход электромагнита или злектрогидравлического толкателя. Обеспечениевозможно наименьшего зазора между тормозными обкладками и шкивом исключаетнеобходимость в частом регулировании тормоза. Подвижная часть электромагнита должнаплотно прилегать к неподвижной части. Наличие зазора, а также заеданий иперекосов, замедляющих перемещение подвижной системы, не допускается.
После ремонта перед вводом в эксплуатациютормозной электропривод необходимо проверить, подключив его к сети. Этоособенно необходимо для электромагнитов переменного тока, которые при наличииперекосов магнитной системы могут издавать при включении повышенное гудение.
Длительность времени срабатыванияэлектромагнита при проверке должна составлять около 0,5 с.
Тормозные электроприводы регулируютсяодновременно с тормозом после пробного пуска. При регулировании тормозов всешарнирные соединения следует смазывать солидолом.
При ремонте необходимо вскрыть, промыть исмазать поршневую коробку электромагнита. После сборки электромагнита,снабженного демпфером, необходимо проверить, чтобы включения и отключения егоне были слишком резкими. Ослабление компрессии в результате износа направляющихвтулок устраняется подвинчиванием демпферного винта. Шабровку соприкасающихсяповерхностей магнитопровода следует производить вдоль слоев шихтовки.Поперечная шабровка запрещается.
При ремонте тормозных электроприводовследует обращать внимание на степень износа направляющих втулок и штоков,состояние подшипников и других деталей, подверженных износу. Дефектные деталиподлежат ремонту или немедленной замене. После сборки тормозногоэлектропривода, перемотки электродвигателя или замены катушки требуютсяизмерение сопротивления изоляции обмотки, проверка аппарата на тяговое усилие инагрев.
В случае удовлетворительных результатовзамеров и проверки аппарат должен быть очищен и при необходимости окрашен исмазан маслом (окраске и смазке подвергаются соответствующие поверхности идетали).
4.4. Командоаппараты
4.4.1. Дефектация.
К командоаппаратам относятся контроллеры(барабанные и кулачковые), командоконтроллеры, конечные и ножные выключатели,кнопки управления.
На рабочих поверхностях контактов недолжно быть капель металла, больших оплавлений и выбоин. Должна быть обеспеченачеткая фиксация аппаратов в рабочих, крайних и нейтральном (нулевом)положениях. Поврежденные гибкие соединения и неисправные дугогасящие устройства(камеры, перегородки, катушки) должны заменяться. Касание контактов по линиидолжно быть в пределах 2/3-3/4 их ширины. Максимальный износ медных контактовдопускается примерно до половины их толщины. Для контактов с серебряными иметаллокерамическими напайками износ контактов ограничивается износом самихнапаек.
Значения провалов и растворов (ГОСТ14312-79) контактов должны быть в заданных пределах, определяемыхконкретной конструкцией аппарата. Величина нажатия контактов должнасоответствовать данным таблицы 31.
Таблица 31. Допустимая величина нажатия контактов
| Ширина контакта, мм | Величина нажатия, Н | |
| не более | не менее | |
| 12 | 13 | 7 |
| 15 | 16 | 10 |
| 20 | 22 | 14 |
| 25 | 27 | 16 |
| 30 | 33 | 20 |
4.4.2.Технические требования на ремонт.
Ремонт командоаппаратов сводится главнымобразом к своевременной замене изношенных и дефектных узлов и деталей споследующей проверкой растворов, провалов и нажатий контактов.
Если главная и притирающая пружиныкулачковых элементов не обеспечивают начального и конечного нажатий контактов,то их следует заменить.
При регулировании величины раствораконтактов следует устанавливать ее минимальное значение, так как по мере износаконтактов величина раствора увеличивается.
При зачистке или запиливании контактовобеспечить линию их касания до 2/3-3/4 ширины контактов. Перед сборкойкомандоаппарата после ремонта произвести смазку трущихся поверхностей, втулок иподшипников. Собранный и отрегулированный контроллер должен выдержать не менее20 циклов включений и отключений без признаков нарушения регулировки инеисправностей.
4.5. Контакторы и реле
4.5.1. Дефектация.
Контакторы и реле должны быть сухими ичистыми, с подтянутыми крепежными соединениями. Особенно тщательно следуетследить за состоянием электрических контактов, которые должны иметь:
- чистые контактные поверхности безоплавлений, копоти, нагара, окислений, масла, пыли и т.п.;
- хорошо соприкасающиеся контактныеповерхности без существенных перекосов и просветов; перекос (смещение)контактов по ширине допускается не более 1 мм;
- значения провалов и растворов впределах допусков, определяемых конкретной конструкцией контактора (реле);
- номинальные значения начальных иконечных контактных нажатий, соответствующие данным таблицы 32. Максимальныйизнос медных контактов допускается до 1/3-1/2 их толщины. Для контактов ссеребряными и металлокерамическими напайками износ контактов регламентируетсяизносом самих напаек. Величина провала при изношенных контактах не должна бытьменьше половины первоначального значения.
Таблица 32. Значение нажатий на контакты
| Тип аппарата | Серебряные и металлокерамические контакты | Медные контакты | ||
| Величина нажатия, 10(-2) Н/А | ||||
| начальное | конечное | начальное | конечное | |
| Реле постоянного и переменного тока | 3-5 | 4-6 | - | - |
| Контакторы постоянного тока: |
|
|
|
|
| главные контакты | 6-8 | 10-12 | 10-15 | 20-25 |
| вспомогательные контакты | 3-5 | 4-6 | - | - |
| Контакторы переменного тока: |
|
|
|
|
| главные контакты | 10-12 | 14-17 | 15-20 | 21-25 |
| вспомогательные контакты | 3-5 | 4-6 | - | - |
Поврежденные гибкиесоединения и неисправные дугогасящие устройства (камеры и катушки) должнызаменяться.
Дугогасительные камеры должны бытьустановлены без перекосов и прочно укреплены по месту; они не должныпрепятствовать свободному ходу контактов. Соприкасающиеся плоскости магнитнойсистемы должны соприкасаться по величине не менее 70 % их площади. Соприкасаниетолько по краю плоскостей недопустимо.
Наличие грязи и ржавчины на шлифованныхторцах магнитной системы, а также перекос торцов магнитной системы недопустимы.Поврежденный короткозамкнутый виток должен быть заменен новым.
Изоляционный лаковый покров катушки недолжен размягчаться, пропиточный состав не должен вытекать; если катушка издаетрезкий запах, а ее цвет местами заметно изменился, необходимо принять меры кустранению ненормального нагревания катушки. Детали, фиксирующие уставку реле,должны быть хорошо закреплены. Работа контактора (реле) при сильном гуденииэлектромагнита не допускается.
4.5.2. Технические требования на ремонт.
Ремонт контакторов и реле состоит главнымобразом в своевременной замене изношенных и дефектных узлов и деталей споследующей регулировкой значений провалов, растворов и контактных нажатий.Если нажимные и отключающая пружины не обеспечивают необходимых нажатий главныхи блокировочных контактов, а также четкое отключение аппарата при обесточиваниивтягивающей катушки, то эти пружины следует заменить.
При установке новой пружины следуетпроверить, чтобы при любом положении контакта пружина не была сжата до полногосмыкания витков между собой. Профиль нового контакта должен соответствоватьпервоначальному (неизношенному) профилю заменяемого контакта. Поверхностьконтактов зачищают мелкой стеклянной (но не наждачной) бумагой или бархатным(личным) напильником. После обработки контакты следует протереть чистойветошью. Полировка контактных поверхностей не требуется. Серебряные контакты необрабатываются напильником, а при обгорании протираются замшей.
Контакты должны касаться линейно по всейширине без просветов как в момент начального прикосновения, так и во включенномположении. При включении контакты должны касаться сначала верхними, а затемнижними частями, постепенно перекатываясь с незначительным скольжением, приотключении - наоборот. Величина неодновременности замыкания контактов умногополюсных контакторов не должна превышать 1 мм.
Немагнитные прокладки не должны иметьискривлений, в противном случае прокладки не выпрямляют, а заменяют новыми. Привскрытии и разборке контакторов (реле) следует принять меры, исключающиевозможность повреждения изоляции катушек.
Заменяя гибкое соединение, нужнопроверить, чтобы деформация его при включении и выключении аппарата была повозможности равномерной по всей длине. Гибкое соединение не должнопрепятствовать полному прилеганию якоря магнитопровода к ярму.
При замене втягивающей катушки необходимообращать особое внимание на ее крепление. После замены катушки аппарат следуетпроверить на включение при 85 % номинального напряжения. Контактор должен четковключаться, без заеданий и заметных замедлений.
Шабровку соприкасающихся поверхностеймагнитной системы следует производить вдоль слоев шихтовки, снимая тонкий слойметалла.
Смазка и окраска торцевых поверхностеймагнитопровода не допускается. При сборке аппарата после ремонта произвестисмазку трущихся поверхностей, втулок, подшипников, затем проверить от рукилегкость включения аппарата, обращая особое внимание на отсутствие перекосов,чрезмерного смещения подвижной системы магнитопровода и подвижных контактовотносительно неподвижных, заеданий, задеваний и т.д.
После ремонта изоляцию аппаратовиспытывают мегомметром на 500 В, проверяя ее сопротивление между токопроводящимичастями аппарата и элементами, нормально не находящимися под напряжением.Сопротивление изоляции должно быть не ниже 0,5 МОм. Омическое сопротивлениеобмотки катушки аппарата, измеренное при 20 °С, должно отличаться от паспортныхданных не более чем на 10 %. При работе аппарата не должно быть повышенногонагрева катушки и контактов, а также сильного гудения электромагнитной системы.
4.6. Панели магнитных контроллеров и распределительныеустройства
Ремонт панелей и распределительныхустройств состоит в основном в ремонте и своевременной замене установленных наних аппаратов: контакторов, реле, рубильников, переключателей, выпрямительныхблоков, клеммных зажимов, колодок и т.д.
Ремонт непосредственно панелей ираспределительных устройств включает: восстановление маркировки и надписей,частичную замену монтажа, подтягивание механических креплений и электрическихсоединений, окраску и т.д.
4.7. Пусковые и пускорегулирующие резисторы
4.7.1. Дефектация.
Наличие перегоревших, поломанных ипокоробленных элементов, а также коротких замыканий между элементами недопускается. Поврежденные изоляторы, изоляционные втулки, шайбы и прокладкиподлежат замене. Обгоревшие выводные зажимы подлежат зачистке или замене.Искрообразование под нагрузкой свидетельствует о плохом контакте междуэлементами резисторов; следует очистить контактные поверхности и обеспечитьплотный контакт. При низком сопротивлении изоляции резисторов - заменитьизоляционные детали.
4.7.2. Технические требования на ремонт.
Ремонтировать элементы механическимсоединением, сваркой или пайкой запрещается; неисправные элементы подлежатзамене новыми. При замене отдельных элементов и ящиков резисторов омическаяразбивка сопротивлений по ступеням не должна отличаться более чем на 10 % отрасчетных величин. Замкнутые накоротко элементы сопротивления должны бытьразъединены путем устранения перекосов и установки асбестовых прокладок, еслизамыкание произошло в результате коробления элементов. Перекосы устраняютсяустановкой между элементами компенсирующих стальных оцинкованных шайб.
После переборки резисторов должна бытьсохранена первоначальная схема соединений в соответствии с монтажной схемой.Выводные зажимы должны быть плотно подтянуты и промаркированы.
4.8. Грузоподъемные электромагниты
4.8.1. Дефектация.
Электромагнит тщательно очищают, а затемпроверяют путем внешнего осмотра и электрических испытаний. При осмотрепроверяют наличие и характер механических повреждений, подлежащих устранению впроцессе ремонта. При электрических испытаниях измеряют сопротивление изоляциии сопротивление катушки постоянному току. Если сопротивление изоляции холодногоэлектромагнита, измеренное мегомметром на 1000 В, выше 10 МОм, а сопротивлениекатушки отличается не более чем на 10 % от паспортных данных, то дополнительно испытываютэлектрическую прочность изоляции. Прочность изоляции проверяется в течение 1мин. напряжением 2500 В, частотой переменного тока 50 Гц. Приудовлетворительных результатах указанных проверок и испытаний, а также приотсутствии механических повреждений электромагнит признают годным к работе.
4.8.2. Технические требования на ремонт.
В комплекс проверок и испытанийотремонтированных электромагнитов входят:
- проверка прочности болтовых креплений иэлектросварных соединений;
- измерение омического сопротивленияобмотки катушки постоянному току;
- испытание электрической прочностиизоляции внутренних деталей электромагнита (катушки от корпуса) приложением втечение 1 мин. переменного тока частотой 50 Гц, напряжением 3 кВ;
- проверка сопротивления изоляции,которое при 100-120 °С должно быть не ниже 2 МОм у электромагнитов,подвергшихся частичному ремонту (наварка полюсов наконечников, ремонт корпуса,ремонт коробки вводов и т.п.), и 5 МОм у электромагнитов, капитальноотремонтированных с заменой катушки или модернизацией;
- проверка величины рабочего тока катушкипри режиме работы, указанном в паспорте электромагнита (допускается отклонениеот паспортных данных не более чем на 10 %).
Отремонтированные электромагниты хранят всухом отапливаемом помещении при температуре не ниже 10 °С; поверхностиэлектромагнитов покрывают антикоррозионной смазкой. При сопротивлении изоляциикатушки поступившего в ремонт электромагнита ниже 10 МОм электромагнит сушат вэлектрической печи при температуре около 180 °С. В процессе сушки сопротивлениеизоляции проверяют мегомметром напряжением на 500 В через каждые 2-3 ч. Сушкасчитается законченной и состояние изоляции - удовлетворительным, если в концесушки в течение 6 ч ее сопротивление при температуре около 120 °С остается неизменными составляет не менее 0,5 МОм. При капитальном ремонте электромагнитовустаревших конструкций следует выполнять работы по их модернизации дляповышения эксплуатационной надежности и увеличения межремонтного срока ихработы.
4.9. Полупроводниковая аппаратура
4.9.1. Дефектация.
Проверка исправного состояния аппаратуры,как правило, осуществляется при первом включении в работу, после ремонта илидлительного перерыва в работе, а также при обнаружении неисправностей(срабатывание защиты и сигнализации, отклонение выходных параметров от заданныхвеличин и т.п.). Основными причинами отказов элементов электроники являются:перенапряжения, перегрузки по току, повышенные температура и влажностьокружающей среды, недопустимая вибрация, старение.
Поиск неисправного элемента в блокеследует начинать после предварительной проверки предохранителей, выключателей исигнальных ламп, схемы питания, внешних устройств (датчиков, конечныхвыключателей и т.д.). Затем необходимо выполнить измерения основных параметров(напряжение, ток) в контрольных точках проверяемого блока в соответствии стехнической документацией. При отсутствии необходимых данных поиск можетпроизводиться путем сравнения результатов измерений на аналогичных элементахзаведомо исправного (запасного) и неисправного блоков. Измерение напряжений всхемах с полупроводниковой аппаратурой рекомендуется выполнять с помощьюэлектронных вольтметров и осциллографов или вольтметров с высоким внутреннимсопротивлением. Внутреннее сопротивление вольтметра должно быть не менее 1кОм/В для измерений в цепях переменного тока и не менее 20 кОм/В - в цепяхпостоянного тока. Для ускорения процесса проверки (отбраковки) электронныхблоков и узлов в целом следует пользоваться специальными имитаторами. Привнешнем осмотре элементов электроники следует обращать внимание на:
- нарушение защитных и изоляционныхпокрытий;
- изменение цвета;
- наличие потемнений, вздутий и трещин;
- исправность креплений, контактныхповерхностей, соединений и паек.
Элементы с внешними признаками неисправностиподлежат проверке в первую очередь.
4.9.2. Основные методы обнаружениянеисправностей элементов полупроводниковой аппаратуры.
Резисторы. Неработоспособный резисторможет быть определен посредством омметра, моста постоянного тока или методомвольтметра-амперметра. Резкие отклонения (броски) стрелки малоинерционногоприбора, включенного между средним и одним из крайних выводов переменногорезистора, при медленном перемещении подвижного контакта свидетельствуют онарушении контакта. Исправность терморезисторов, используемых в качестведатчиков температуры, может быть приближенно определена сравнением величины ихсопротивления при температуре окружающей среды и при повышенной температуре.Определение исправности фоторезисторов выполняется измерением сопротивленияосвещенного и затемненного фоторезистора.
Конденсаторы. Неработоспособныйконденсатор может быть определен с помощью омметра, специального прибора дляизмерения емкости или проверочной схемы. Обрыв внутри конденсатора определяетсяпосредством схемы измерения, состоящей из последовательно включенныхконденсатора, амперметра переменного тока и резистора, ограничивающего токчерез прибор. Схема включается на источник переменного тока, напряжениекоторого не должно превышать 20 % номинального напряжения конденсатора.Отсутствие тока в цепи указывает на обрыв. Увеличение тока утечки определяетсяповторным подключением омметра к выводам конденсатора. При первом подключениистрелка прибора отклонится за счет тока заряда, а потом вернется в исходное положение.Если при последующих подключениях, повторяемых с интервалом в несколько секунд,отклонения стрелки повторяются, то это значит, что конденсатор имеет повышенныйток утечки. Уменьшение величины емкости, возникающее наиболее часто уэлектролитических конденсаторов, определяется сопоставлением величины емкости сфактической, измеренной посредством специальных мостов, схем и некоторых типовтестеров.
Диоды. Неработоспособный диод может бытьопределен с помощью омметра путем измерения сопротивления диода в обоихнаправлениях. У исправных диодов различных типов величина сопротивленияколеблется в пределах от единиц до сотен ом в прямом направлении и от сотен(десятков) килоом до десятков мегаом в обратном направлении. Неработоспособныйдиод в схеме выпрямления, находящейся под напряжением, может быть определен спомощью вольтметра путем измерения напряжения на всех диодах. Нагрузка схемыдолжна быть включена, а емкостный фильтр на выходе схемы отключен. При сгораниидиода напряжение на нем будет всегда больше, чем на исправном; при пробоенапряжение будет равно нулю или мало отличаться от нуля.
Динисторы. Пробой динистора может бытьопределен с помощью омметра путем измерения сопротивления динистора в прямом иобратном направлениях. В случае пробоя в одном из направлений соответствующиепоказания будут равны или близки к нулю. Неработоспособный динистор в цепи,находящейся под напряжением переменного тока, может быть определен с помощьювольтметра. Если вольтметр показывает полное напряжение питания, это означает,что произошло сгорание динистора; если половину - произошел пробой в прямомнаправлении; если менее одной трети - произошел пробой в обратном направлении.Напряжение на исправном динисторе при протекании через него номинального токане превышает обычно 1,5 В. Сгорание динистора может быть определено с помощьюпроверочной схемы, состоящей из последовательно включенных динистора,амперметра переменного тока и балластного резистора. При постепенном повышениинапряжения динистор должен включиться, что контролируется амперметром.Невозможность включения динистора свидетельствует о его сгорании.
Тиристоры. Неработоспособный тиристор вцепи, находящейся под напряжением переменного тока, в общем случае может бытьопределен с помощью вольтметра. Как правило, при обрыве цепи внутри тиристора(сгорание) напряжение на нем будет выше, а при пробое - ниже, чем уаналогичного работоспособного тиристора. С помощью омметра тиристоры могут бытьпроверены так же, как и динисторы. Проверка тиристора и его управляющего переходана сгорание может быть выполнена одновременным измерением токов и напряжений вцепях "управляющий электрод - катод" и "анод-катод".
Транзисторы. Неработоспособный транзисторв цепи, находящейся под напряжением, может быть определен с помощью вольтметра постоянноготока. Эффективность поиска в этом случае зависит от уровня техническойинформации по неисправному блоку (карты напряжений, данных контрольных точек ит.п.) и возможности сравнения измерений, выполняемых на несколькихтранзисторах, осуществляющих одинаковые функции. Транзистор может быть проверенс помощью омметра путем измерения переходов в прямом и обратном направлениях. Вслучае пробоя сопротивление его перехода будет равно нулю. При сгораниитранзистора сопротивления переходов в обоих направлениях будут равны.Ориентировочные значения сопротивлений переходов исправных транзисторовнаходятся в указанных ниже пределах:
а) транзисторы малоймощности, низкочастотные, германиевые, типа р-n-р:
| +Б-К: сотни килоом; | -Б+К: десятки ом; |
| +К-Э: десятки килоом; | -К+Э: десятки ом; |
| +Э-Б: десятки ом; | -Э+Б: сотни килоом; |
б) транзисторы большой мощности, низкочастотные,германиевые типа р-и-р:
| +Б-К: десятки килоом; | -Б+К: единицы (десятки) ом; |
| +К-Э: десятки килоом; | -К+Э: единицы килоом; |
| +Э-Б: десятки (единицы) ом; | -Э+Б: сотни (десятки) килоом |
Примечание. В обозначениях приняты: Б - база, К - коллектор, Э- эмиттер, знаки "+" и "-" означают полярность зажимовомметра. Значения, указанные в скобках, менее вероятны.
4.9.3. Технические требования на ремонт.
При замене любого элемента следуетучитывать не только номинальные значения его рабочих параметров, но и ихдопустимые отклонения. Пайку выводов полупроводниковых элементов, особенномаломощных, рекомендуется производить на расстоянии не менее 10 мм от корпуса.Мощность паяльника не должна превышать 60 Вт, продолжительность пайки должнабыть не более 2-3 с. После пайки место соединения следует покрыть защитнымлаком. Монтаж и демонтаж элементов необходимо осуществлять при выключенномнапряжении питания. Замена проектных предохранителей на другие типы и номиналыв блоках с полупроводниковой аппаратурой категорически запрещается. Приизмерении сопротивления изоляции устройств, имеющих встроенныеполупроводниковые элементы, последние должны быть отключены.
4.10. Кольцевой токоприемник, кабельный барабан,троллейное устройство
Износ колец допускается на 1/3 ихактивного сечения, щеток - до половины их высоты. Перекосы и задиры в щеточноммеханизме токоприемника, а также в токосъемнике троллейного устройстванедопустимы. Пружины щеточного механизма токоприемника и токосъемникатроллейного устройства должны обеспечивать необходимое контактное давление.Дефектные пружины следует заменять немедленно. При замене щеток рекомендуетсяприменять угольные или медно-графитные щетки (за исключением щеток сохватывающим токосъемом). Вновь устанавливаемые щетки должны бытьпредварительно обработаны и притерты по рабочей поверхности кольца. Поверхностиколец не должны иметь следов подгорания, шероховатости и выбоин. Перекостокоприемной колонки, а также смещение щеток относительно колец недопустимы.Поврежденные изоляционные втулки, шайбы и гибкие соединения следует заменятьновыми.
4.11. Кабели и провода
При осмотре следует проверять:
- качество крепления кабелей и проводов;
- целостность защитных оболочек,отсутствие в них прожогов, трещин и вмятин;
- наличие защитных кожухов и ихсостояние;
- состояние маркировки;
- качество опрессовки и припайкинаконечников;
- состояние втулок, защищающих кабели отперетирания в местах прохода их через металлические конструкции.
Поврежденные участки кабелей и проводовследует заменять новыми или ремонтировать.
5.1. Насосы гидравлические
5.1.1. Насосы шестеренные
5.1.1.1. Дефектация.
Наиболее часто встречающиеся дефекты шестеренныхнасосов: износ бронзовых втулок, торцевых поверхностей, зубьев шестерен, шееквалов, резьбы в отверстиях и на болтах крепления, резиновых манжет иуплотняющих резиновых колец, корпусов насосов.
Детали насоса не подлежат ремонту, еслиони имеют следующие дефекты:
- трещины на корпусе, фланце, крышке;
- сколы на посадочных поверхностях;
- вмятины и срывы резьбы в крепежныхотверстиях. Резинотехнические изделия ремонту не подлежат и заменяются новыми.
5.1.1.2. Технические требования наремонт.
Изношенные внутренние поверхности корпусанасоса. Восстанавливаются наплавкой латунью и расточкой до размеров, указанныхв чертежах для новых насосов. Торцы корпуса перед расточкой шлифуются ссоблюдением параллельности плоскостей по всей длине, непараллельностьдопускается не более 0,02 мм. Наибольший износ корпуса насоса возникает в зонеработы шестерен со стороны нагнетания. Работоспособность насоса можновосстановить, превратив камеру нагнетания в камеру всасывания. При этомнеобходимо залить баббитом соединительный канал, а на противоположной сторонесделать новый соединительный канал. Неперпендикулярность посадочныхповерхностей подшипников вала шестерни к торцевым плоскостям присоединениякрышек не должна превышать 0,02 мм на длине 100 мм. Шлифовка торцов корпуса ишестерни производится совместно. Развертка отверстий под контрольные штифтыпроизводится совместно с фланцем. Расточка корпуса после наплавки и последующейшлифовки торцов производится совместно с передней крышкой для соблюдения ихсоосности.
Шестерни. Изношенные шестерни подлежатзамене. При износе только торцов зубьев шестерни восстанавливаются шлифованиемторцов зубьев до устранения следов износа совместно с корпусом. Торцы не должныиметь следов глубокой шлифовки. Непараллельность зубцов к оси отверстиядопускается до 0,03 мм. Биение по наружному диаметру не должно превышать 0,03мм. Биение по торцу на диаметре 40 мм не должно превышать 0,015 мм. Новыешестерни изготовляются из стали 40Х с последующей закалкой до твердости HRC33-37. Окончательная шлифовка торцов производится совместно с корпусом насосапосле нарезания зубцов.
Во втулках изнашиваются торцы стыковыхплоскостей, наружные и внутренние поверхности под цапфы шестерен. Втулкиремонтируют заливкой слоем баббита толщиной 3 мм с последующей обработкой подноминальный или ремонтный размер. Цапфы шестерен шлифуют до получения зазора всопряжении "цапфа-втулка" 0,06-0,07 мм.
Прокладки. Изношенные плоскости состороны шестерен восстанавливаются шлифовкой до устранения следов износа свыдержкой параллельности плоскостей до 0,01 мм. Плоскости прокладок не должныиметь следов грубой шлифовки. После шлифовки плоскостей производитсявосстановление канавок. Новые прокладки изготавливаются из чугуна.
Сборка насоса. Зазор между окружностьювыступов шестерен и отверстием корпуса допускается в пределах 0,03-0,07 мм.Суммарный торцевой зазор между прокладками и шестернями должен быть не менее0,03 и не более 0,07 мм. Торцевые плоскости крышки и фланца, прилегающие кпрокладкам, не должны иметь выбоин и неровностей. Проверка производится покраске на плите. После сборки шестеренные насосы обкатываются и испытываются настенде.
5.1.2. Насосы лопастные
5.1.2.1. Дефектация.
У лопастных насосов, как правило,изнашиваются статор, пазы и торцы ротора, лопатки, боковые диски, подшипники.Реже происходят поломки вала, трещины и сколы в корпусе и крышках. При наличииглубоких задиров и рисок на зеркале статора, уменьшении ширины ротора посравнению с шириной статора на 0,25 мм, появлении трещин и сколов детали выбраковываются.
5.1.2.2. Технические требования наремонт.
Статор. Риски и задиры на зеркале статораглубиной до 0,25 мм удаляются перешлифовкой. Новый статор рекомендуетсяизготовлять из шарикоподшипниковой стали ШХ15 или стали ХВГ с последующейзакалкой его до твердости HRC 60-64.
Расточка профиля по контуру производитсяпо копиру с припуском на шлифовку в пределах 0,3-0,4 мм на сторону. Проверкапрофиля после обработки производится шаблоном на просвет. Шлифовку наружногодиаметра и одного торца (предварительно) следует производить на специальнойоправке, изготовленной по максимальному диаметру профиля. Все поверхностидолжны быть чистыми, гладкими, без следов грубой шлифовки и дробленияшлифовального камня. После шлифовки торцов статор надлежит размагнитить. Ширинастатора должна быть больше ширины ротора в пределах 0,005-0,01 мм. Осиотверстий под штифты должны лежать на половине дуги малого диаметра профиля;допускается отклонение до 2°. Геометрические оси внешнего диаметра ивнутреннего профиля должны совпадать, отклонение не должно превышать 0,02 мм.Внутренний профиль должен быть перпендикулярен к плоскости торца в пределах0,01 мм. Непараллельность торцов допускается в пределах до 0,01 мм.
Диски. Диски, имеющие риски,неравномерную выработку втулочных отверстий более чем 0,1 мм, притирают илипротачивают и притирают. При этом толщина диска не должна снижаться более чемна 1 мм против первоначальных заводских размеров. Реставрацию дисков производятрасточкой отверстия на 3 мм больше номинала и запрессовкой бронзовой втулки споследующей расточкой с допуском по системе отверстия 2-го класса точности,принимая за номинал диаметр прошлифованных шеек ротора. Диаметральный зазормежду шейкой ротора и отверстием в диске должен быть в пределах 0,02-0,05 мм.Новые диски изготовляются из бронзы ОФ10-1 или АЖМц10-3-1,5. Отверстие и шейкадиска должны быть соосны, допускается биение не более 0,01 мм. Торцевыеповерхности должны быть перпендикулярны к оси отверстия, биение не должнопревышать 0,02 мм. Торцевые плоскости должны быть параллельны; отклонение навнешнем диаметре не должно превышать 0,01 мм. На торцевых плоскостяхсоприкасания с ротором и статором допускается вогнутость в пределах 0,02 мм,что обеспечивает надежное уплотнение между статором и диском, а также нормальныезазоры между диском и ротором. Кромки окон должны быть притуплены.
Лопатки. Лопатки могут работать до износапо высоте на 1/3 их длины. Толщина лопаток должна быть на 0,015-0,02 мм меньшеширины паза ротора. Поверхности рабочих кромок должны быть прямолинейны иперпендикулярны к сторонам лопатки, непараллельность сторон не должна превышать0,01 мм. Ширина лопатки должна быть меньше ширины ротора на 0,01 мм. Новыелопатки изготовляются из профилированной быстрорежущей стали Р18. Материалпосле ковки отжигается, а затем предварительно обрабатывается (строжка, резка,шлифовка первая) с последующей ступенчатой закалкой до твердости HRC 62-64 ивторой шлифовкой плоскостей. Окончательная шлифовка и доводка плоскостей каждойлопатки производится по месту. Лопатки после шлифовки подлежат размагничиванию.
Ротор. Риски на шейках и торцах недопустимы иустраняются шлифовкой их поверхностей. Восстановление изношенных шеек донеобходимых размеров производится хромированием с последующей шлифовкой. Передхромированием шейки необходимо отшлифовать и отполировать. Пазы ротора приширине более 0,1 мм восстанавливаются перешлифовкой. При износе пазов нанесколько десятых миллиметра ротор подлежит замене. Новые роторы рекомендуетсяизготавливать: из стали 40Х с последующей закалкой до твердости HRC 48-52, изстали 20Х с последующей цементацией на глубину 0,8-1,2 мм и закалкой дотвердости HRC 58-62 или из стали 38ХМ10А с закалкой до твердости HRC 28-33 ипоследующим азотированием глубиной 0,64-0,7 мм. На всех поверхностях ротора недолжно быть черновин. Пазы ротора по ширине могут различаться в пределах 0,05мм. В пазах допускаются риски длиной до половины ширины паза; площадь,захваченная рисками, не должна превышать 1/4 площади плоскости паза. Завалкраев паза со стороны наибольшего диаметра ротора допускается до 0,25 мм;острые края пазов должны быть зачищены абразивным бруском. Непараллельностьстенок паза допускается в пределах до 0,02 мм. Шейки ротора должны быть соосныв пределах до 0,02 мм. Торцы ротора должны быть перпендикулярны шейкам,допускается биение на диаметре 40 мм в пределах 0,015 мм. Торцы ротора должныбыть плоскими, или допускается вогнутость до 0,01 мм. Непараллельность торцовротора не должна превышать 0,02 мм.
Сборка насоса. Диски должны иметь чистыеповерхности и правильно прилегать к ротору, а наружные торцы - плотно прилегатьк корпусу и задней крышке. Установка дисков, статора и задней крышки должнафиксироваться двухступенчатым штифтом. Для получения надлежащего обжатияпрокладки и тугого поворота ротора после ремонта необходимо произвести подрезкуторца задней крышки на суммарное утонение дисков и статора с сохранениемперпендикулярности торцевой плоскости оси расточки.
5.1.3. Аксиально-поршневые насосы
5.1.3.1. Дефектация.
У аксиально-поршневых насосовизнашиваются шлицы вала, подшипники и посадочные места для них, цилиндры блока,поршни, сегменты, пальцы и упоры кардана, втулки. Детали насоса не подлежатремонту, если они имеют следующие дефекты:
- сколы на посадочных поверхностях,вмятины и срывы резьбы в крепежных отверстиях;
- блок - задиры по торцам глубиной более1 мм;
- посадочное гнездо под подшипник - износболее 0,06 мм;
- выходной вал - срез шлицев, кривизнуболее 0,3 мм на длину;
- забоины по фланцу глубиной более 1,5мм;
- износ отверстий кардана более 0,1 мм.
Резинотехнические изделия ремонту неподлежат и заменяются новыми.
5.1.3.2. Технические требования наремонт.
Блок. В процессе работы в блоке насосаизнашиваются поверхность плоскости торца, центральное отверстие в месте установкиподшипника. Центральное отверстие при износе развертывают под ремонтный размер.При установке блока максимальное отклонение допускается в пределах 0,03 мм.Торцевую плоскость шлифуют после расточки центрального отверстия. Послешлифования производится притирка до получения чистоты по 12-му классу.Отверстия блока при износе более 0,05 мм развертывают под ремонтный размер ипритирают разрезными цилиндрическими чугунными притирками. После притиркиовальность и конусность отверстий не должны превышать 0,008 мм.
Крышка насоса. Ремонт торцевойповерхности крышки насоса выполняется аналогично ремонту торцевой поверхностиблока.
Шатуны. При ремонте шатунов производитсяпритирка сферических поверхностей до получения правильной геометрической формы.Отклонение сферических поверхностей головок шатунов от правильнойгеометрической формы допускается не более 0,04 мм. Новые шатуны изготовляют изстали 20Х. После изготовления шатуны подвергают цементации на глубину 0,6-0,8мм и закалке до HRC 56-62.
Поршни и вкладыши. Вкладыши вала и поршнивосстановлению не подлежат, и при ремонте насосов их заменяют новыми. Ихизготовляют из бронзы ЛЖ9-4 по ГОСТу 493-79. Проверка сферическихповерхностей вкладышей и поршней проводится с помощью сферы шатуна, покрытойтонким слоем краски. Пятно касания должно составлять не менее 70 % сопрягаемойповерхности. После завальцовки каждый шатун должен поворачиваться в поршне иливкладыше вала от собственной массы или под действием груза, не превышающего 0,5кг, приложенного на конце шатуна.
Вал. Шлицы и шейки вала ремонтируютсянаплавкой металла с последующей механической обработкой. Посадочные места подподшипники восстанавливают металлизацией. Изношенные подшипники подлежат замене.Дефектация и ремонт цилиндров производятся по данным, приведенным в пункте 6.4.
5.2. Гидрораспределители
5.2.1. Дефектация.
Наибольшему износу у гидрораспределителейподвержены поверхности золотниковых и дроссельных отверстий корпуса, а такжеповерхности золотников и дросселей.
5.2.2. Технические требования на ремонт.
Разборка секционных гидрораспределителейна отдельные секции запрещается. Нормальные диаметральные зазоры между пояскамизолотника и стенками отверстий должны быть в пределах 0,008-0,02 мм. Износзолотника допускается до зазора между его поясками и стенками отверстий 0,04мм. При большем зазоре пояски восстанавливаются хромированием с последующейдоводкой по месту. Новые золотники изготовляются из цементируемой стали 20Х.После цементации на глубину 1,2-1,4 мм производится закалка до твердости HRC56-62.
Овальность и конусность золотника недолжны превышать 0,01 мм.
Шлифовка золотника производится поразмеру отверстия по плотной посадке, а притирка - совместно с отверстием поскользящей посадке 1-го класса точности.
Гидрораспределители при работе наиндустриальном масле 20 и температуре масла 293 - 323 К (20-40 °С) должныобеспечивать:
- отсутствие внешних утечек при давлениив рабочих каналах до 12 МПа (120 ) или в 2 линии слива до 0,3 МПа (3 );
- утечки в каналы слива не более 100 придавлении масла в одном из каналов 5 МПа (50 ) и не более 20 при нейтральномположении золотников и давлении 7,0 МПа (70 ).
Пружины подлежат замене при наличииостаточных деформаций.
5.3. Клапаны предохранительные
Пружины подлежат замене при поломке илиналичии остаточных деформаций.
Клапан и седло должны быть совместнопригнаны. Утечка рабочей жидкости более 5 при давлении не менее 85 %номинального не допускается.
Внешние утечки при давлении в рабочейполости в полуторном размере от номинального и в линии слива до 0,3 МПа (3) вотдельно поставленных предохранительных клапанах не допускаются.
5.4. Цилиндры, поршни и плунжеры
5.4.1. Дефектация.
Наиболее часто подлежат ремонту втулкипередней крышки, штоки, поршни и трубы. Резиновые манжеты, грязесъемники иуплотнительные кольца заменяются новыми.
5.4.2. Технические требования на ремонт.
Трещины в цилиндрах не допускаются.Овальность и конусность цилиндров, работающих с металлическими поршневымикольцами, в результате износа не должны превышать 0,05 мм, а для цилиндров,работающих с манжетами, - 0,1 мм.
Цилиндры подвергаются ремонту привнутренних утечках (произвольный спуск вил и наклон рамы вперед при нагруженныхвилах) свыше нормы.
При рабочем давлении допускаются утечкииз одной полости в другую не более 5 при диаметре цилиндра до 100 мм и не более10 при диаметре свыше 100 мм.
Внутренняя поверхность после расточкихонингуется с точностью до 10 мк. Эллиптичность цилиндра после хонингования недолжна превышать 0,02 мм при диаметре до 100 мм и 0,03 мм при диаметре свыше100 мм.
Задиры или царапины на рабочейповерхности цилиндра, плунжера или штока не допускаются. Глубокие задирыустраняются запаиванием с последующей зачисткой заподлицо с цилиндрическойповерхностью.
Боковой зазор между металлическим кольцоми канавкой поршня в результате износа допускается не более 0,04-0,05 мм. Следынебольшого износа у канавок устраняются проточкой, но не более чем на 0,8-1 ммс последующей заменой колец. При больших износах поршневых канавок поршнизаменяются.
Поршневые кольца при износе или пониженииупругости подлежат замене. Поршневые кольца, поставленные в цилиндр, не должныдавать просвета и иметь зазор в стыке более 0,2 мм.
Разница в диаметре цилиндра, включаяконусность и бочкообразность, на длине 1000 мм не должна превышать 0,03 мм придиаметре до 100 мм и 0,04 мм при диаметре свыше 100 мм.
Отклонение внутренней поверхностицилиндра от прямолинейности на длине 500 мм не должно превышать 0,03 мм.
Зазор между поршнем и цилиндромдопускается в пределах 0,08-1 мм.
Несоосность штока и цилиндра допускаетсяв пределах 0,02 мм.
Конусность и овальность штока не должныпревышать 0,03 мм.
Несоосность штока и поршня допускается неболее 0,02 мм.
Шток должен иметь полированную поверхность.Поверхности манжет и уплотнительных колец должны быть гладкими; наливы, пузырии заусенцы не допускаются, уплотнительные кромки должны быть острыми и ровными.Кромки уплотнительных колец должны плотно облегать поверхности плунжеров иштоков; перекосы и морщины при установке уплотнительных колец и манжет недопускаются.
При уплотнении О-образными кольцаминеобходимо обеспечить:
- диаметр канавки на поршне;
- диаметр канавки в цилиндре;
- величину зазора S между поршнем и цилиндром: придавлении до 4 МПа (40 ) S = 0,2 мм, при давлении 4-10 МПа (40-100 ) S =0,1-0,06 мм, при давлении 10-20 МПа (100-200) S = 0,06-0,02 мм;
- закругление внешних кромок канавкирадиусом не более r = (0,02 - 0,04)d мм (меньшие значения для малых диаметров);
- закругление внутренних кромок канавкирадиусом R = 0,5-0,7 мм;
- ширину канавки на поршне а =(1,25-1,3)d,
где - диаметр канавки на поршне, мм;
- диаметр цилиндра, мм;
D - внутренний диаметр кольца, мм;
d - ширина кольца, мм;
k - (0,08 - 0,1)d - величина натяга, мм;
- диаметр канавки в цилиндре, мм;
- диаметр поршня, мм;
а - ширина канавки на поршне, мм.
5.5. Гидроусилители руля
Дефектация и ремонт цилиндров, поршней,поршневых колец, штоков, а также уплотнений производятся по данным, приведеннымв пункте 5.4. Нормальный зазор между поясками золотника и внутренним диаметромгильзы не должен превышать 0,018 мм. Допустимый зазор между поясками золотникаи внутренним диаметром гильзы 0,04 мм. При больших зазорах пояскивосстанавливаются хромированием с последующей доводкой по месту. При осевомзазоре не более 0,1 мм золотник должен свободно вращаться. Внешние утечки маслапри давлении в рабочих каналах до 10 МПа (100) и в линии слива - 3 МПа (3) недопускаются. Наружный и внутренний диаметры гильзы должны быть концентричны;биение одного диаметра относительно другого не должно превышать 0,02 мм. Приэтом распорные шайбы не должны быть деформированы, а пружины не должны иметьостаточных деформаций. Пружины золотника, предохранительного и аварийногоклапанов подлежат замене при поломке или наличии остаточных деформаций.Дефектация и ремонт предохранительного и аварийного клапанов производятся поданным, приведенным в пункте 5.3.
5.6. Трубопроводы
Маслопроводы делаются из бесшовных(цельнотянутых) труб и гибких шлангов высокого давления.
Трещины на стальных трубах недопускаются. Скручивание и резкие изгибы шлангов не допускаются.
Замена отдельных участков маслопроводатрубами или шлангами меньшего диаметра не допускается.
Все трубы перед установкой необходимопромыть и продуть сжатым воздухом, а шланги - прокачать чистым маслом.Установка труб и шлангов без опрессовки не допускается.
Сплющивание труб не допускается.
Изменение наружного диаметра всасывающихшлангов при разрежении до 0,07 МПа (0,7) допускается до 10 % от номинального.
Утечка в местах сопряжения маслопроводовдруг с другом и с машиной не допускается.
5.7. Гидромоторы
5.7.1. Гидромоторы лопастные
5.7.1.1. Дефектация гидромоторованалогична дефектации лопастных насосов.
5.7.1.2. Технология ремонта и техническиетребования на статор (статорное кольцо), ротор и лопатки такие же, как и длялопастных насосов.
Технические требования на ремонт дисков.
Неравномерный износ поверхностей дисков,соприкасающихся с ротором, восстанавливается путем их шлифовки. Неплоскостностьповерхностей дисков, соприкасающихся в сторону вогнутости, не более 0,02 мм,непараллельность поверхностей переднего диска не более 0,02 мм,неперпендикулярность передней плоскости заднего диска к оси вращения не более0,02 мм. Для разделения полостей нагнетания и слива при замене изношенногозаднего диска между кольцевыми выступом заднего диска и отверстием в крышкедолжна быть обеспечена посадка. Новые диски изготовляются из стали 20Х споследующей цементацией и термической обработкой до твердости HRC 60-62.
5.7.2. Гидромоторы аксиально-поршневые
5.7.2.1. Дефектация.
У аксиально-поршневых гидромоторовизнашиваются ротор, опорный диск и поршни. При наличии глубоких задиров и рисокна диске, зазора между цилиндрической поверхностью поршня и отверстием роторабольше 0,03 мм, а также признаков нерабочего состояния, указанных дляаксиально-поршневых насосов, названные детали не подлежат ремонту и заменяются.
5.7.2.2. Технические требования наремонт.
Ротор, изготовленный из железистой бронзы АЖ9-4,имеет наибольший износ торцевой плоскости, сопрягаемой с торцевой поверхностьюдиска. Восстановление торцевой поверхности при больших износах производятшлифованием с последующей притиркой, при незначительных - только притиркой. Приэтом необходимо выбирать материал притира мягче бронзового ротора (например,оловянистую бронзу, красную медь). После шлифования и притирки торец роторадолжен быть перпендикулярен оси отверстия роторов. Опорный диск имеет износ поповерхности сопряжения с ротором. Устраняется износ либо шлифованием с последующейпритиркой, либо только притиркой. При этом необходимо соблюдатьперпендикулярность оси посадочной поверхности диска в корпусе. Шероховатостьсопрягаемых поверхностей ротора и опорного диска должна быть не ниже 0,160.Поршни изготовляют из цементируемой стали, твердость поверхности послетермической обработки HRC 62-64, шероховатость поверхности после шлифования0,32-0,160.
6.1. Компрессоры
6.1.1. Дефектация.
Фланец крепления блока цилиндров подлежитзамене при обнаружении трещин и обломов, захватывающих более двух отверстий.
При обнаружении обломов и трещин накартере его следует заменить.
Разработанные отверстия под подшипникиподлежат восстановлению.
На водяной рубашке блока не допускаютсятрещины длиной более 70 мм и пробоины по площади более 6 . Ремонт следуетпроизводить путем заварки или с помощью эпоксидной смолы.
Цилиндры подлежат замене при обнаружениипробоин, трещин, обломов. Риски и задиры на рабочей поверхности цилиндра ипускового клапана не допускаются. Поверхности прилегания головки цилиндров кблоку цилиндров, подвергнутые короблению, должны быть отшлифованы.
Износ коренных и шатунных шеекколенчатого вала по диаметру более 0,4 мм не допускается, при увеличении износашейки следует восстанавливать накаткой, хромированием, наплавкой или другимметодом.
Коленчатый вал подлежит замене припоявлении на нем трещин.
Изгиб или скручивание шатуна компрессоране допускается. При износе отверстия под втулку верхней головки шатуна следуетзаменить втулку.
6.1.2. Технические требования на ремонт.
Блок цилиндров. Овальность и конусностьзеркала цилиндра допускаются не более половины допуска по 2-му классу точности.Большой диаметр конуса должен быть только в нижней части цилиндра. При износецилиндров более 0,08 мм производится ремонт расточкой и доводкой под ремонтныеразмеры или гильзованием с расточкой и доводкой после запрессовки дономинального размера. Оси цилиндров должны быть перпендикулярны к осиколенчатого вала, отклонения допускаются не более 0,3 мм на длине 100 мм.Цилиндры одного блока должны быть одинакового размера - номинального илиремонтного.
Головка цилиндров. Поверхность сопряженияголовки с блоком должна быть плоской, отклонение не должно превышать 0,05 мм.Трещины, обломы, риски или выработки на поверхности седел клапанов недопускаются. Трещины и обломы в местах крепления головки к блоку цилиндровмогут быть заделаны заваркой с наложением заплат или плотно прилегающимиввертышами.
Вал коленчатый. Трещины и обломы недопускаются. При износе коренных шеек до 0,03 мм против номинала восстановлениеих можно произвести хромированием. Перед хромированием шейки необходимопрошлифовать. При износе шатунных шеек на 0,03-0,05 мм производится их ремонтшлифовкой под ремонтные размеры. Образующие шатунных шеек должны бытьпараллельны осям коренных шеек с точностью до 0,02 мм на длине 100 мм.Конусность и овальность не должны превышать 0,015 мм.
Глубина выработки шейки под сальник недолжна превышать 0,03 мм. Биение шейки под сальник при вале, установленном накоренные шейки, допускается не более 0,05 мм.
Поршень. Трещины, рыхлости, свищи ишлаковые включения не допускаются. Номинальный зазор между стенками цилиндра ипоршнем должен быть в пределах 0,03-0,09 мм. Поршни должны свободно, беззаеданий проходить в цилиндры. Торцы канавок должны быть перпендикулярны к осипоршня, биение допускается 0,1 мм. Отверстие под палец должно бытьперпендикулярно к оси поршня, отклонение не должно превышать 0,03 мм на длине100 мм.
Шатун в сборе. Раскомплектование шатуна икрышки не допускается. Трещины и обломы любого характера и расположения нашатуне и крышке не допускаются. Отверстия в нижней головке должнысоответствовать номинальным и ремонтным диаметрам шеек коленчатого вала.Неперпендикулярность торцевых поверхностей головок шатуна к осям их отверстийдопускается не более 0,05 мм на 100 мм радиуса.
Оси отверстий верхней и нижней головокшатуна должны лежать в одной плоскости, отклонение не должно превышать 0,05 ммна 100 мм длины.
Непараллельность осей головки шатуна недолжна превышать 0,03 мм на длине 100 мм.
6.2. Клапаны управления
6.2.1. Дефектация.
Основными дефектами клапанов являются:износ резиновых уплотнений, ослабление пружин, износ плоскости прилеганияклапанов.
6.2.2. Технические требования на ремонт
Клапан прямого действия. Плоскости прилеганияплоского золотника и корпуса должны быть прошлифованы и притерты; риски,неглубокие задиры и канавки на этих плоскостях не допускаются. Плоскости должныбыть прямолинейными и прилегать друг к другу без зазоров. Прокладки междуотдельными частями корпуса не должны пропускать воздух при максимальном рабочемдавлении в системе. Утечка воздуха через уплотнения в кранах управления срезиновым клапаном при максимальном давлении в системе не допускается. Пружинаподлежит замене в случае поломки или наличия остаточной деформации.
Клапаны дифференциальные. Утечка воздухапри максимальном давлении в системе через уплотнения выпускных клапанов недопускается. Резиновые пластины должны быть надежно прикреплены (приклеены) кклапанам, отрыв резиновых пластин не допускается. Седла клапанов должны бытьровными и гладкими, риски, задиры и канавки на седлах не допускаются.
6.3. Клапаны предохранительные
По своей конструкции клапаныпредохранительные аналогичны соответствующим клапанам гидравлической системы,поэтому их дефектация и ремонт производятся в соответствии с пунктом 5.3.
6.4. Механизмы исполнительные
6.4.1. Рабочие цилиндры.
По своей конструкции рабочие цилиндрыаналогичны цилиндрам гидравлического управления. Дефектация и ремонт рабочихцилиндров производятся в соответствии с пунктом 5.4.
6.4.2. Рабочие аппараты диафрагменногодействия.
Разрыв диафрагмы не допускается;разорванная диафрагма ремонту не подлежит. Материал диафрагмы - резинатвердостью по Шору 50-60 с сопротивлением на разрыв не менее 16 МПа (160),относительным удлинением не менее 500 % и хорошей сопротивляемостью старению.Поломанные и деформированные пружины подлежат замене.
6.5. Трубопроводы
Трубопроводы делаются из бесшовных труб игибких шлангов. Трещины на трубах не допускаются. Сплющивание труб недопускается. Вмятины и другие грубые наружные дефекты на трубах не допускаются.Внутренние поверхности труб должны быть покрыты коррозионностойким покрытием.Установка труб или шлангов без опрессовки не допускается. Ткань гибких шланговдолжна быть морозостойкой, маслостойкой, и при испытании давлением 3 МПа (30)шланги не должны выпучиваться и разрываться. Скручивание и резкие изгибышлангов не допускаются. Утечка воздуха в местах сопряжения трубопроводов друг сдругом и с машиной не допускается.
7.1. Общие положения
Дуговая и газовая сварка металлов широкоприменяется при ремонте подъемно-транспортного оборудования морских портов. Приприменении сварки следует строго руководствоваться требованиями ПравилГосгортехнадзора России по кранам и предписанными этими Правилами нормативнымитехническими документами.
Сварочные материалы должны обеспечиватьмеханические свойства металла шва и сварного соединения (предел прочности, пределтекучести, относительное удлинение, угол загиба, ударную вязкость) не менеенижнего предела указанных свойств основного металла конструкции, установленногодля данной марки стали государственным стандартом или техническими условиями.
Если в одном соединении применены сталиразных марок, то технические свойства наплавленного металла должнысоответствовать свойствам стали с наибольшим пределом прочности.
Марки присадочных материалов, флюсов изащитных газов должны указываться в технических условиях на изготовление,ремонт или реконструкцию перегрузочных машин.
Применяемые сварочные материалы(электроды, сварочная проволока, флюсы) снабжаются заводами-изготовителямисертификатами. При отсутствии сертификатов или недостаточном количествеприведенных в них данных сварочный материал может быть допущен в производствопосле проведения полного комплекса испытаний, необходимых для установлениясоответствия материалов требованиям ГОСТу 9466-75,ГОСТу 2246-70, ГОСТу 9087-81.
Основными характеристиками свариваемостисталей является их склонность к образованию трещин и механические свойствасварного шва.
Стали, обладающие хорошей свариваемостью,не требуют подогрева до и после сварки, а также последующей термообработки.Стали, обладающие удовлетворительной свариваемостью, требуют подогрева досварки и последующей термообработки для предупреждения образования трещин.Стали, характеризующиеся ограниченной свариваемостью, склонны к образованиютрещин и требуют подогрева до сварки, а также термообработки после сварки.Стали, характеризующиеся плохой свариваемостью, необходимо подвергатьтермообработке до и после сварки и подогревать в ходе сварочных работ.Классификация металлов по свариваемости и резанию представлена в таблице 33.
Таблица 33. Характеристика металлов по свариваемости ирезанию
| Наименование металла | Дуговая сварка | Газовая сварка | Газовая резка |
| Низкоуглеродистая сталь (до 0,25 % С) | Сваривается хорошо. Применяется при сварке деталей, толщиной от 3 мм и более | Сваривается хорошо. Применяется как для сварки тонких деталей (2 - 3 мм), так и для деталей большей толщины | Режется хорошо |
| Среднеуглеродистая сталь (0,3 - 0,55 % С) | Сваривается хорошо. Рекомендуются электроды с толстой обмазкой | Сваривается удовлетворительно. Обязателен предварительный подогрев | Режется хорошо |
| Высокоуглеродистая сталь (свыше 0,6 % С) | Сваривается посредственно | Сваривается плохо | Режется плохо |
| Легированная хромистая сталь | Сваривается хорошо. Применяются электроды с толстой обмазкой и легирующими компонентами. Для деталей, имеющих большие сечения, рекомендуется предварительный подогрев до 150 - 200°С | Сваривается хорошо. Применяются флюсы, содержащие титан или ванадий | Режется плохо. Сталь высокохромистая не режется |
| Легированная хромоникелевая сталь | Сваривается удовлетворительно. Рекомендуется толстая обмазка | Сваривается удовлетворительно при обязательном применении флюсов | Сталь низколегированная режется хорошо |
| Чугун | Серый чугун сваривается удовлетворительно как холодным способом стальными электродами с толстой обмазкой, так и горячим способом чугунными электродами. Ковкий чугун сваривается плохо | Серый чугун сваривается хорошо. Применение флюсов обязательно. Присадочный материал - чугунные палочки. При больших габаритах и сложных конфигурациях сварка производится горячим способом | Обычными резаками не режется. Требуется применение специальных резаков |
| Медь и ее сплавы | Сваривается удовлетворительно при применении обмазочных электродов | Сваривается хорошо. Применение флюсов обязательно | Не режется |
| Алюминий и его сплавы | Сваривается удовлетворительно | Сварка чистого алюминия затруднена. Сплавы свариваются хорошо | Не режется |
Тип электродов, механические свойстваметалла шва, наплавленного металла и сварного соединения приведены в таблице34, в которой приняты следующие обозначения:
-напряжение разрыва, МПа; - относительное удлинение, %;
-ударная вязкость; - угол загиба, град.;
в правом столбце (Основное назначение)приняты обозначения:
I - сварка углеродистых инизколегированных сталей с временным сопротивлением разрыву до 500 МПа;
II - сварка углеродистых и низколегированныхсталей с повышенными требованиями по пластичности и ударной вязкости;
III - сварка углеродистых инизколегированных сталей с временным сопротивлением разрыву до 500-600 МПа;
IV - сварка легированных конструкционныхсталей повышенной и высокой прочности с временным сопротивлением разрыву свыше600 МПа.
Таблица 34. Типы электродов, механические свойстваметалла шва, наплавленного металла и сварного соединения
| Тип электрода | Механические свойства при нормальной температуре | Предельное содержание в наплавленном металле, % | Основное назначение | |||||||||
| металл шва или наплавленного металла | сварного соединения, выполненного электродом, диаметром менее 3 мм | серы | фосфора | |||||||||
| группа электродов по ГОСТ 9466 | ||||||||||||
| сигма | эпсилон | альфа | сигма | гамма | 1 | 2 | 3 | 1 | 2 | 3 | ||
| не менее | ||||||||||||
| Э38 | 380 | 14 | 30 | 380 | 60 | 0,045 | 0,040 | 0,035 | 0,050 | 0,045 | 0,040 | I |
| Э42 | 420 | 18 | 80 | 420 | 150 | |||||||
| Э46 | 460 | 18 | 80 | 160 | 150 | |||||||
| Э50 | 500 | 16 | 70 | 500 | 120 | |||||||
| Э42А | 420 | 22 | 150 | 420 | 180 | 0,035 | 0,030 | 0,025 | 0,035 | - | 0,035 | II |
| Э46А | 460 | 22 | 140 | 460 | 180 | |||||||
| Э50А | 500 | 20 | 130 | 500 | 150 | |||||||
| Э55 | 550 | 20 | 120 | 550 | 150 | 0,035 | 0,030 | 0,025 | 0,035 | - | 0,035 | III |
| Э60 | 600 | 18 | 100 | 600 | 120 | |||||||
| Э70 | 700 | 14 | 60 | - | - | 0,035 | 0,030 | 0,025 | 0,350 | - | 0,035 | IV |
| Э85 | 850 | 12 | 50 | - | - |
|
|
|
|
|
|
|
| Э100 | 1000 | 10 | 50 | - | - | |||||||
| Э125 | 1250 | 8 | 40 | - | - | |||||||
| Э150 | 1500 | 6 | 40 | - | - | |||||||
Примечание. Для электродов типа Э70, Э85, Э100, Э125, Э150механические свойства указаны после термической обработки соответственнопаспорту на электрод.
7.2. Сварка стали
При ремонте стальных конструкций сприменением сварки следует руководствоваться ТУ 24.22.4153-95 "Техническиеусловиями на ремонт, изготовление (отдельных элементов), реконструкцию и монтажпортальных кранов с применением сварки".
7.2.1. Ручная дуговая сварка
Тип сварного соединения определяетсяконструктивными особенностями и взаимным расположением свариваемых деталей.Характер сварного шва сварного соединения выбирается по ГОСТу 5264-80в зависимости от формы подготовленных кромок и толщины свариваемых деталей.Сварка углеродистых и легированных конструкционных сталей производитсяметаллическими плавящимися электродами по ГОСТу 9467-75.Условия сварки конструкционных сталей приводятся в таблице 35, в которой вкрайнем левом столбце обозначены группы стали по свариваемости. Таких группчетыре:
группа 1 - хорошо сваривающиеся;
группа 2 - удовлетворительносваривающиеся;
группа 3 - ограниченно сваривающиеся;
группа 4 - плохо сваривающиеся.
Таблица 35. Условия сварки конструкционных сталей взависимости от группы стали
| Группа стали | Тип стали | Марка стали | Условия сварки |
| 1 | Углеродистая | Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, Ст2сп, Ст3кп, Ст3пс, Ст3сп, Ст4кп, Ст4пс, Ст4сп, БСт1кп, БСт1пс, БСт1сп, БСт2кп, БСт2пс, БСт2сп, БСт3кп, БСт3пс, БСт3сп, БСт4кп, БСт4пс, БСт4сп, 15К, 20К, 05, 05кп, 08, 08кп, 10, 10кп, 20, 20кп, 25, 15кп, 20Л, 25Л | Сварка производится без предварительного подогрева в любых условиях и без последующей термообработки |
| Низколегированная | 15Г, 20Г, 10Г2, 09Г2, 14Г2, 15Х, 20Х, 15ХМ, 12ХН2, 20ХН, 12ХН3А, 09Г2С, 10Г2С1, 10ХСНД, 15ХСНД, 18ХГ, 20ХГР, 15ХГНТ, 12ХГС | Сложные конструкции из низколегированной стали при содержании углерода более 0,1 % и толщине свыше 25 мм целесообразно предварительно подогреть до 100-250 °С | |
| 2 | Углеродистая | БСт5сп, БСт5пс, 30, 35, 30Л, 35Л | Сварка возможна при положительных температурах (не ниже +5 °С). Для изделий из металла большой толщины и при жесткой конструкции необходим предварительный подогрев до 200 °С, а после сварки - отпуск при 600-650 °С |
| Низколегированная | 30Г, 30Х, 30ХМ, 20ХН3А, 20ХН, 30ХМА, 12Х2Н4А, 15ХСНД | ||
| 3 | Углеродистая | Ст6пс, Ст6сп, Бст6пс, БСт6сп, 40, 45, 50, 40Л, 45Л, 50Л | При изготовлении небольших изделий элементарной формы сварка ведется без предварительного подогрева с последующим высоким отпуском (650 °С) |
|
| Низколегированная | 5ХНМ, 35Г, 40Г, 35Х, 40Х, 45Х, 50Х, 40ХН, 20ХГСА, 30ХГС, 35ХМ, 20Х22Н4А | При сварке сложных узлов и конструкций с большой жесткостью необходимы предварительный и сопутствующий подогрев до 250-400 °С с последующим высоким отпуском, а для ответственных изделий - термическая обработка в соответствии с маркой стали |
| 4 | Углеродистая | Ст7, 60, 65, 70, 75, 80, 85, 55Л, 65Л | При сварке необходимы предварительный подогрев, общий и сопутствующий подогревы (в зависимости от сложности конструкции или узла - от 250 до 650 °С), после сварки обязательна термическая обработка изделия в зависимости от марки стали |
|
| Низколегированная | 50Г, 50Г2, 60Г, 65Г, 70Г, 35ХГ2, 40ХГ, 50ХГ, 50ХН, 55С2, 60С2А |
Общие требования к электродамрегламентированы ГОСТом 9466-75.Условное обозначение электродов для сварки конструкционных сталей состоит изобозначения марки электрода, его типа, диаметра стержня, типа покрытия и номераГОСТа.
Например, обозначение расшифровываетсяследующим образом:
в числителе: Э46А - тип электрода,
где Э - электрод для дуговой сварки, 46 -минимальный гарантируемый предел прочности шва (в), А - повышенные пластическиесвойства шва;
УОНИИ-13/45 - марка электрода; 3,0 -диаметр (в мм);
У - электрод для сварки углеродистых инизколегированных сталей;
Д2 - толстое покрытие второй группы;
в знаменателе:
Е 43 - временное сопротивление разрывуметалла шва;
2 - относительное удлинение не менее 22%;
5 - ударная вязкость не менее 34,3 притемпературе -40 °С;
Б - основное покрытие;
1 - для сварки в любом пространственномположении;
0 - постоянный сварочный ток обратнойполярности.
Для сталей обычной прочности предназначены электродытипов от Э38 до Э60; для конструкционных сталей повышенной прочности -электроды типов от Э70 до Э150.
Основными параметрами режима ручнойдуговой сварки являются сила сварочного тока и диаметр электрода. При выборедиаметра электрода необходимо учитывать толщину свариваемого металла, типсварного соединения, положение шва в пространстве, размеры изделия (условияотвода тепла от шва), состав свариваемого металла. Примерное соотношение междудиаметром электрода и толщиной свариваемого изделия дано в таблице 36.
Таблица 36. Электроды для ручной дуговой сварки
| Толщина свариваемого металла, мм | 1-2 | 3-4 | 4-10 | 12-24 | 30-60 |
| Диаметр электрода, мм | 2-3 | 3-4 | 4-5 | 5-6 | 6-8 |
При сварке встык металлатолщиной до 4 мм применяют электроды диаметром, равным толщине свариваемогометалла. При сварке металла большей толщины применяют электроды диаметром 4 - 8мм при условии обеспечения провара основного металла. В многослойных стыковыхшвах первый слой выполняют электродом диаметром 3-4 мм, последующие слоивыполняют электродами большего диаметра.
Сварку в вертикальном положениипроизводят с применением электродов диаметром не более 5 мм.
Потолочные швы выполняют электродамидиаметром не более 4 мм.
Силу сварочного тока следует выбирать взависимости от марки и диаметра электрода, при этом необходимо учитывать:положение шва в пространстве, вид соединения, толщину и химический составсвариваемого металла, температуру окружающей среды. При учете всех факторовнеобходимо стремиться работать на максимально возможной силе тока (таблица 37).
Таблица 37. Ориентировочные режимы сварки металлическимиэлектродами
| Диаметр электрода, мм | 1,5 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 |
| Сила сварочного тока, А | 25-40 | 60-70 | 100-140 | 160-200 | 220-280 | 280-360 | 370-450 | 450-560 | 750-850 |
Род и полярность токапринимаются соответственно особенностям покрытия электродов.
При сварке стыковых соединений в нижнемположении рекомендуется руководствоваться режимами сварки, которые приводятся втаблице 38.
Таблица 38. Режимы ручной электродуговой сварки швовстыковых соединений углеродистых и низколегированных сталей в нижнем положении
| Подготовка кромок | Толщина свариваемых деталей, мм | Первый проход шва | Последующие проходы | ||
| диаметр электрода, мм | сила тока, А | диаметр электрода, мм | сила тока, А | ||
| Без скоса кромок | 2 | 2 | 55-60 | - | - |
| 3 | 3 | 90-120 | - | - | |
| 3 | 4 | 100-130 | - | - | |
| 4 | 4 | 160-200 | - | - | |
| 4 | 5 | 200-250 | - | - | |
| Односторонний скос | 5 | 4 | 160-210 | 4 | 160-210 |
| 6 и более | 4 | 160-210 | 5 | 160-210 | |
| Двухсторонний скос | 12 и более | 4 | 160-210 | 4 | 160-210 |
|
|
|
| 5 | 220-280 | |
|
|
|
| 6 | 300-320 | |
Примечание. 1. При сварке вертикальныхи горизонтальных швов сила сварочного тока должна быть уменьшена на 15 - 20 %,а диаметр электрода не должен превышать 4-5 мм.
2. При сварке потолочных швов сила сварочноготока уменьшается на 20-25 %, а диаметр электрода не должен быть более 4 мм.
При выполнении сварки качественнымиэлектродами силу тока следует устанавливать в соответствии с данными,указанными в паспортах или сертификатах на эти электроды. Технология сваркиуглеродистых и низколегированных сталей металлическим плавящимся электродомимеет ряд особенностей.
При ручной дуговой сварке покрытымэлектродом доля основного металла в шве составляет 0,15-0,40 при наплавкеваликов, 0,25-0,50 при сварке корневых швов, 0,25-0,60 при сварке под флюсом.
Участки основного металла свариваемогоизделия, примыкающие к сварному шву, подвергаются при сварке нагреву дотемпературы, вызывающей изменение структуры и свойства металла, и называютсязоной термического влияния. Их размеры зависят от способа сварки,геометрических размеров деталей и теплофизических свойств основного металла.Размеры зон термического влияния при различных способах сварки даны в таблице39.
Таблица 39. Размеры зон термического влияния
| Вид сварки | Средние размеры отдельных зон, мм | Общий размер | ||
| 3-я зона (перегрева) | 2-я зона (нормализации) | 1-я зона (неполной кристаллизации) | зоны термического влияния | |
| Ручная дуговая: |
|
|
|
|
| голым электродом | 1,2 | 0,6 | - 0,7 | 2,5 |
| покрытым электродом | 2,2 | 1,6 | 2,2 | 6,0 |
| Автоматическая дуговая под флюсом | 0,8-1,2 | 1,0-1,6 | 0,7 | 2,5-3,5 |
| Газовая | 20-21 | 3,0-4,0 | 2,0 | 25,0-27,0 |
Низколегированные стали присварке могут подвергаться термическому воздействию в зоне, прилегающей ксварному шву. В результате этого в околошовной зоне металла, особенно погранице шва, может образоваться подкаленная зона повышенной твердости, вотдельных случаях возможно появление трещин. Сварку низколегированных сталейнеобходимо выполнять с применением соответствующих сварочных материалов и притаких режимах, чтобы обеспечивались пластичность и вязкость не тольконаплавленного металла, но и всего сварного соединения, включая зонутермического влияния основного металла. Средне- и высокоуглеродистые стали,содержащие более 0,3 % углерода, чувствительны к закалке околошовной зоны, аиногда и к закалке металла шва. При их сварке рекомендуется:
- перед сваркой подвергать детали изсреднеуглеродистой стали подогреву до 150-200 °С, из высокоуглеродистой стали -до 350-400 °С (для уменьшения скорости охлаждения после сварки);
- вести сварку на малых скоростях;
- выполнять по возможности многослойнуюсварку;
- сварку каждого слоя вести безперерывов;
- не перекрывать "отжигающим"валиком кромки основного металла.
При ручной сварке металлическимплавящимся электродом дугу зажигают коротким замыканием конца электрода насвариваемое изделие и быстрым отрывом электрода на небольшую (3-5 мм) высоту.
Торец электрода должен быть закруглен иперед сваркой очищен от покрытия. Угол наклона электрода и траектория егодвижения принимаются в зависимости от положения шва в пространстве, видасоединения и раздела кромок.
При ручной сварке металлическимплавящимся электродом длина дуги должна быть по возможности более короткой.Наиболее короткой дуга должна быть при сварке электродами с ионизирующимпокрытием. Напряжение на дуге при сварке этими электродами колеблется впределах 18-23 В.
При сварке электродами марки ОММ-5напряжение на дуге должно быть 20-25 В. Покрытие электрода ОММ-5 плавитсябыстрее, чем металлический стержень, поэтому конец стержня при сварке всегда свободенот покрытия. Покрытие УОНИИ-13 более тугоплавко, чем металлический стержень,поэтому при сравнительно одинаковом напряжении дуги (22-26 В) видимая длинадуги значительно меньше. При сварке электродами марки УОНИИ-13 рекомендуетсяопираться на край покрытия.
При сварке на вертикальной плоскости иособенно при потолочной сварке напряжение на дуге должно быть несколько меньше,чем при сварке в нижнем положении. Это требование относится в равной мере кэлектродам всех марок.
Сварка стыковых швов производитсянакладыванием валика с одной или обеих сторон стыка. Для обеспечения проваранеобходимо следить за тщательным расплавлением обеих кромок свариваемыхэлементов по всей толщине. Следует принимать меры предотвращения прожогов -рекомендуются сварка без зазора и применение удаляемых или остающихсяпрокладок.
Сварка встык с V-образной подготовкойкромок в зависимости от толщины свариваемых элементов может производиться водин или несколько слоев. При этом особое внимание следует обращать на заваркукорня шва, где наиболее часто возникают непровары.
Заварку корня шва необходимо выполнятьэлектродом соответствующего диаметра (3-4 мм) при правильно выбранной силетока.
С обратной стороны шва, при наличиидоступа, выполняется подварочный валик. Перед его выполнением корень шва долженбыть удален пневматической рубкой или электродуговой строжкой, а место наплавкидолжно быть очищено от шлака, подтеков и др. В ответственных соединенияхследует сделать небольшой глубины вырубку, которая затем заполняется подварочнымваликом. При выполнении последнего (верхнего) слоя подрезы по границамсплавления не допускаются.
При сварке стыкового шва в несколькослоев необходимо очень тщательно проварить первый слой, особенно есликонструкция изделия не допускает произвести подварку с обратной стороны. Каждыйпоследующий слой наплавляется уширенным валиком, число которых по ширине швавозрастает по мере заполнения его наплавленным металлом. Перед наложениемкаждого нового слоя поверхность предыдущего должна быть тщательно очищена стальнойщеткой и зубилом от шлака и окалины.
В процессе сварки следует следить захорошим расплавлением кромок, не допускать прослоек шлака и тщательнозаваривать кратеры. Сварка встык с Х-образной подготовкой кромок выполняетсяаналогично сварке с V-образной подготовкой.
Для выравнивания термических напряжений иуменьшения короблений рекомендуется накладывание валиков производитьпопеременно с каждой стороны или осуществлять сварку одновременно с обеихсторон (двумя сварщиками, что возможно только при вертикальном положении шва).
Наиболее трудно выполнять сваркугоризонтальных потолочных швов, их сварку необходимо вести на возможно короткойдуге.
Сварка угловых швов выполняется присоединениях внахлестку и втавр. Их сварку следует выполнять в нижнем положениитаким образом, чтобы поверхность одного элемента являлась горизонтальной, адругого - вертикальной.
Тавровые соединения удобнее и лучшесваривать при положении свариваемых плоскостей, называемом "влодочку". В этом случае наплавляемый металл будет накладываться в желоб,образуемый двумя свариваемыми поверхностями, легче всего избегать непроваров ввершине угла и подрезов на одном или обоих свариваемых элементах. За одинпроход свариваются угловые швы с катетом до 8 мм (при положении не "влодочку"). При большом катете угловых швов сварка выполняется в 2 слоя иболее.
В таблицах 40 и 41 приводятся технологическиеуказания по сварке качественных и легированных сталей.
Таблица 40. Технологические указания по сваркекачественных углеродистых сталей
| Марка стали | Тип электрода | Режим подогрева и термообработки | |
| подогрев | последующая обработка | ||
| Группа первая | |||
| 10 | Э42А | Без подогрева | Без термообработки |
| 15 | Э42А | То же | То же |
| 20 | Э42А | " | " |
| 25 | Э50А | " | " |
| 30 | Э50А | 100 - 150 °С | Отпуск при 500 °С |
| 40 | Э50А | 100 150 °С | Отпуск при 500 °С |
| 50 | Э60А | М 200 °С; Б - без подогрева | Отпуск при 650 °С |
| Группа вторая | |||
| 15Г | Э42А | Без подогрева | Без термообработки |
| 20Г | Э42А | То же | То же |
| 30Г | Э50А | М 200 °С; Б - без подогрева | Отпуск при 650 °С |
| 10Г2 | Э42А | Без подогрева | Без термообработки |
| 15Г2 | Э50А | М 200 °С; Б - без подогрева | Отпуск при 650 °С |
| 20Г2 | Э50А | То же | Отпуск при 650 °С |
| 30Г2 | Э60А | М 250 °С | Отпуск при 600 °С |
Примечание. Обозначения, принятые втаблице:
М - угловые швы для сталей малых толщин (меньше или равных 5 мм);
Б - то же для сталей больших толщин (более 5 мм).
Таблица 41. Технологические указания по сваркелегированных конструкционных сталей
| Марка стали | Тип электрода | Подогрев | Термообработка на заданный предел текучести | |
| предел текучести | режим термообработки | |||
| 15Х | Э85 | Без подогрева | 550 °С | Без термообработки |
| 20Х | Э85 | Тоже | 550 °С | то же |
| 30Х | Э85 | 200 °С | 750 °С | Закалка с 880 °С, отпуск при 500 °С |
| 40Х | Э85 | 300 °С | 850 °С | Закалка с 860 °С, отпуск при 500 °С |
| 20ХГ | Э85 | Без подогрева | 750 °С | Отпуск при 180 °С |
По виду применяемогогорючего газа насчитывается 14 разновидностей газовой сварки (ГОСТ 19521-74). В зависимости отиспользуемых газов температура сварочного пламени достигает 2100-3200 °С.
Наибольшее распространение для ремонтныхработ в условиях порта получила ацетилено-кислородная газовая сварка. Основнымрабочим инструментом для выполнения газовой сварки являются горелки. Для сваркиметалла толщиной 0,5-30 мм наибольшее применение получили горелки типа"Москва" и ГС-3, а для сварки металла толщиной 0,2-4 мм применяютсясварочные горелки малой мощности типа ГС-2 и "Звездочка".
Техническая характеристика сварочныхгорелок с комплектом сменных наконечников приведена в таблице 42.
Таблица 42. Техническая характеристика сварочных горелок
| Тип | Номер наконечника | Толщина свариваемого металла (низкоуглеродистая сталь), мм | Расход газа, л/ч | Рабочее давление кислорода, МПа | |
| ацетилен* | кислород | ||||
| "Москва" или ГС-3 | 1 | 0,5-1,5 | 50-135 | 55-135 | 0,1-0,4 |
| 2 | 1,0-3,0 | 120-240 | 130-260 | 0,15-0,4 | |
| 3 | 2,5-4,0 | 230-400 | 260-440 | То же | |
| 4 | 4,0-7,0 | 400-700 | 430-750 | " | |
| 5 | 7,0-11,0 | 670-1100 | 740-1200 | 0,2-0,4 | |
| 6 | 10,0-18,0 | 1050-1700 | 1150-1950 | То же | |
| 7 | 17,0-30,0 | 1700-2800 | 1900-3160 | То же | |
| "Звездочка" или ГС-2 | 0 | 0,2-0,7 | 20-65 | 22-70 | 0,05-0,4 |
| 1 | 0,5-1,5 | 50-125 | 55-135 | 0,05-0,4 | |
| 2 | 1,0-3,5 | 120-240 | 130-260 | 0,05-0,4 | |
| 3 | 2,5-4,0 | 230-400 | 250-440 | 0,2-0,4 | |
______________________________
* Рабочеедавление ацетилена не менее 0,001 МПа
Ацетилено-кислородное пламя сварочнойгорелки может быть нормальным, окислительным или науглероживающим в зависимостиот соотношения в смеси количеств составляющих газов. В таблице 43 приводятсякраткая характеристика видов ацетилено-кислородного пламени и область ихприменения.
Таблица 43. Характеристика видов ацетилено-кислородногопламени
| Вид пламени | Расход кислорода на единицу объема ацетилена | Краткая характеристика пламени и отличительные признаки | Основная область применения |
| Нормальное (восстановительное) | От 0,1 до 1,3 | Четко очерченные ядро пламени, восстановительная зона и факел. Максимальная температура на расстоянии 2-6 мм от конца ядра | Сварка стали всех видов. Сварка меди, бронзы и алюминия |
| Окислительное | Более 1,3 | Укороченное заостренное ядро с нечетким очертанием. Пламя имеет бледную фиолетовую окраску, окисляет свариваемый металл. Температура пламени выше, чем у нормального | Сварка латуни и пайка твердыми припоями |
| Науглероживающее | Менее 1,0 | Ядро увеличенное, расплывчатого очертания, на конце его образуется зеленый венчик. Факел имеет желтую окраску. Температура пламени ниже, чем у нормального | Сварка чугуна |
Эффективность передачитепла сварочного пламени свариваемому металлу изменяется в зависимости от угланаклона мундштука горелки к поверхности металла и достигает наибольшегозначения при угле наклона 90°.
Рекомендуемые углы наклона мундштукагорелки к поверхности металла принимаются в зависимости от толщины свариваемогометалла согласно таблице 44.
Таблица 44. Рекомендуемые углы наклона мундштука горелкик поверхности металла
| Толщина металла, мм | До 1 | 1-3 | 3-5 | 5-7 | 7-10 | 10-15 | Более 15 |
| Угол наклона мундштука, град. | 20 | 30 | 40 | 50 | 60 | 70 | 80 |
Угол наклона мундштукагорелки зависит также от температуры плавления и теплопроводности металла -больший угол наклона мундштука устанавливается для металла с более высокойтемпературой плавления и теплопроводностью. Диаметр сварочной проволоки длягазовой сварки всех сталей подбирается в зависимости от толщины свариваемогометалла. Рекомендуемые диаметры присадочной проволоки в зависимости от толщинысвариваемой малоуглеродистой стали приведены в таблице 45.
Таблица 45. Диаметры присадочной проволоки для сваркималоуглеродистой стали
| Толщина металла, мм | 1-2 | 2-3 | 3-5 | 5-10 | 10-15 | Более 15 |
| Диаметр проволоки, мм | Без проволоки | 2 | 3-4 | 3-5 | 4-6 | 6-8 |
Присадочная проволокавыбирается в зависимости от состава свариваемого металла.
Сварные изделия из низкоуглеродистой сталипоследующей термообработке не подвергаются, так как ее влияние на их качествонесущественно.
Для улучшения механических свойствсварных швов может применяться последующая проковка сварных швов с подогревомих пламенем горелки до красного каления.
Средне- и высокоуглеродистые стали, вособенности последние, рекомендуется сваривать с применением флюса следующегосостава: углекислый натрий - 50 % и двууглекислый натрий - 50 %. Перед сваркойзаготовки рекомендуется отжигать. Сварку следует выполнять с общимпредварительным подогревом до 300-400 °С, а при невозможности общего подогреванеобходимо предварительно подогреть кромки сварочной горелкой, а затемсваривать их с наибольшей возможной скоростью, не допуская перегрева и кипениясварочной ванны.
После сварки необходимо обеспечитьнаиболее медленное, постепенное охлаждение сварного соединения, укрывая егоасбестом или помещая в золу, горячий песок или непосредственно в печь дляотжига.
Для повышения механических свойствсварного шва рекомендуется непосредственно после сварки производить проковкушва в горячем состоянии или с подогревом сварочной горелкой. Во всех случаяхсварки средне- и высокоуглеродистых сталей рекомендуется последующаятермическая обработка в виде отжига, нормализации и закалки с отпуском взависимости от назначения сварного изделия.
Газовую ацетилено-кислородную сваркуразличных сталей следует выполнять в соответствии с указаниями, приведенными втаблице 46.
Таблица 46. Рекомендации по газовой ацетилено-кислороднойсварке различных сталей
| Свариваемый материал | Область применения | Марка присадочной проволоки и флюсы | Режим сварки | Последующая обработка |
| Сталь низкоуглеродистая | Сварка неответственных конструкций | Св-08, Св-08А, Флюс не требуется | Пламя нормальное, расход ацетилена 100 - 150 дм3/ч на 1 мм толщины свариваемого металла | Не требуется |
| Сталь конструкционная общего назначения (среднеуглеродистая) | Сварка ответственных конструкций | Св-08Г, Св-08ГА, Св-10ГА, Св-14ГС | Тоже | Проковка от светло-красного до темно-красного каления и термообработка шва в зависимости от марки стали |
| Сталь низколегированная | То же | Св-08Г, Св-08А, Св-10Г2, Св-10ХГС, Св18ХГСА, флюс не требуется | Пламя нормальное, расход ацетилена 100 - 150 дм3/ч на 1 мм толщины свариваемого металла | Режим термообработки зависит от марки стали |
| Хромистые стали | Сварка стали до 3 мм толщиной | Св-02Х19Н9, Св-04ХН19Н9, Св-06X19Н9Т, флюсы - бура и борная кислота | Пламя нормальное, расход ацетилена 70 дм3/ч на 1 мм толщины свариваемого металла | Предварительный подогрев до 200 - 400 °С. После сварки отжиг |
| Хромоникелевые аустенитные стали | Сварка труб малых диаметров (12-20 мм) | Св-0Х18Н9, Св-0Х18Н9С2, Св-1Х18Н9Т, Св-Х18Н9Б, Св1Х18Н11М флюс марки НЖ-8 (паста) | Пламя строго нормальное, расход ацетилена 75 дм3/ч на 1 мм толщины свариваемого металла | Сваренные детали нагреть до 1050 - 1100 °С с последующим охлаждением в воде. Процесс сварки вести быстро |
Перед выполнением газовойсварки кромки свариваемых деталей и прилегающая к ним зона (на ширину 20-30 ммс каждой стороны) должны быть тщательно зачищены до металлического блеска отокалины, ржавчины, краски, масла и других загрязнений металлическими щетками,напильниками и наждачной бумагой. Зачистку также можно осуществлятьнепосредственно пламенем сварочной горелки.
Свариваемые детали перед сваркой должныбыть соединены друг с другом прихватками. Длина отдельных прихваток ирасстояние между ними зависят от толщины свариваемого металла и длины шва. Присварке небольших узлов и тонкой стали длина прихваток может составлять не более5 мм, а расстояние между ними 50-100 мм.
При сварке толстой стали и призначительной протяженности шва длина прихваток может составлять 20-30 мм прирасстоянии между ними до 300-500 мм. Порядок наложения прихваток выбирается взависимости от толщины металла и протяженности сварного шва.
7.2.2. Кузнечная сварка
Кузнечной сварке хорошо поддаются мягкиесорта стали с содержанием углерода от 0,15 до 0,25 %. Стали с содержаниемуглерода более 0,45 % почти не поддаются сварке.
Температура нагрева металла для сваркидолжна быть выше температуры нагрева для ковки и близка к температуреплавления. Для мягких сталей температура нагрева при кузнечной сварке должнабыть примерно 1300 °С. В качестве флюса при кузнечной сварке применяются чистыйпесок (кремнезем), бура и поваренная соль.
Свариваемость металла зависит от количествасодержащихся в нем примесей:
- углерода 0,2 - 0,3 % (максимум 0,45 %);
- кремния не более 0,2 %;
- марганца 0,6 - 0,8 %;
- серы и фосфора не более 0,03 % (каждогов отдельности).
После кузнечной сварки изделия должныподвергаться отжигу. Качество кузнечной сварки считается хорошим, еслипрочность сварного шва не менее 85 % прочности основного металла. В большинствеслучаев прочность сварного шва после кузнечной сварки составляет 60-80 %прочности основного металла.
7.3. Сварка чугуна
7.3.1. Ручная дуговая сварка
Чугун относится к группе плохосваривающихся металлов, что объясняется высоким содержанием углерода (более 2%), серы (до 0,15 %) и фосфора (до 0,5 %). Чугун можно сваривать дуговойсваркой металлическим или угольным электродом, газовой сваркой, термитнойсваркой и заливкой жидким чугуном.
По состоянию свариваемой детали различаютхолодную (без подогрева свариваемых деталей), полугорячую (при полном илиместном нагреве свариваемых деталей до 300-400 °С), горячую (при полном нагреведо 600-800 °С) сварку чугуна. В условиях портов применяется ручная дуговая игазовая сварка.
В зависимости от сложности формы иразмеров чугунных деталей применяется горячая, полугорячая или холодная ручнаядуговая сварка. Холодная сварка имеет следующие разновидности:
а) Сварка стальными электродами.Применяется при ремонте неответственных чугунных деталей небольших размеров смалым объемом наплавки, не требующих после сварки механической обработки.
Сварное соединение неоднородно поструктуре, часто не обладает достаточной плотностью и имеет низкую прочность.Сварка выполняется электродами с защитно-легирующими покрытиями с V- илиХ-образной разделкой кромок. Для устранения неравномерного разогрева деталисвариваются отдельными участками вразбивку. Длина отдельных наплавленныхучастков сварного шва не должна превышать 100-200 мм. После наплавки отдельныхучастков следует дать им возможность остыть до 60-80 °С.
При сварке изделий толщиной 8-15 ммсварка выполняется с увеличенной шириной усиления шва. Сварку выполняют напостоянном или переменном токе с использованием электродов типов Э42, Э42А, Э50и Э50А по ГОСТ9467-75. При толщине металла до 5 мм используются электроды диаметром 3-4мм, при толщине 5-10 мм - диаметром 4-5 мм. Режимы сварки стальными электродамиприводятся в таблице 47.
Таблица 47. Режимы холодной сваркистальными электродами
| Диаметр электрода, мм | 3 | 4 | 5 |
| Сила тока, А | 90-100 | 130-160 | 180-200 |
б) Сварка чугуннымиэлектродами. Применяется для исправления дефектов чугунного литья - мелкихлитейных пор, рыхлостей, раковин и трещин. Металл сварного шва можно получитьпо химическому составу близким к основному металлу, но в металле сварного шва иприлежащих к нему зонах наблюдается отбел, что затрудняет последующуюмеханическую обработку. Чугунными электродами можно производить сварку только внижнем положении как на постоянном, так и на переменном токе. Режимы сваркичугунными электродами приводятся в таблице 48.
Таблица 48. Режимы холодной сваркичугунными электродами
| Толщина свариваемого металла, мм | Диаметр электрода, мм | Сила тока, А |
| До 15 | 6 | 270-300 |
| Свыше 15 до 30 | 8 | 300-400 |
| Свыше 30 до 40 | 10 | 450-500 |
| Свыше 40 | 12 | 500-650 |
в) Сварка меднымиэлектродами. Применяется для изделий, работающих при незначительных статическихнагрузках, а также для изделий, требующих плотных швов. Этим способом можнопроизводить заварку мелких дефектов в отливках, а также ремонт малогабаритныхдеталей. Медными электродами можно сваривать на постоянном и переменном токе.Лучшие результаты получаются при сварке на постоянном токе обратной полярности.Полугорячая сварка проводится после нагрева свариваемых деталей до 300-400 °С.Нагрев деталей перед сваркой осуществляется в печах, горнах или с помощьюгазовых горелок ацетилено-кислородным пламенем. Предварительный нагрев деталейспособствует более замедленному охлаждению металла шва и прилежащих к нему зонпосле сварки, что предотвращает получение отбеленных зон и позволяетпроизводить механическую обработку сварных соединений.
Полугорячую сварку чугуна осуществляютнизкоуглеродистыми стальными электродами с защитно-легирующими покрытиями типаОММ-5, К-5 и УОНИИ-13, стальными электродами со специальным покрытием,чугунными электродами. При сварке сквозных трещин или при заварке дефектов,находящихся на краю деталей, необходимо применять графитовые формы дляпредотвращения вытекания жидкого металла из сварочной ванны. В процессе сваркинеобходимо непрерывно поддерживать значительный объем расплавленного металла всварочной ванне и тщательно его перемешивать концом электрода. После сварки деталинеобходимо засыпать мелким древесным углем или сухим песком для замедленногоохлаждения. Горячая сварка проводится после нагрева свариваемых мелких деталейдо 500-700 °С, а крупногабаритных деталей (толщина стенок более 30 мм) - до700-800 °С.
Горячая сварка включает в себя следующиепоследовательные операции: механическую обработку под сварку, формовку детали,нагрев, сварку и охлаждение сваренных деталей. Механическая обработказаключается в вырубке дефектных мест, зачистке их от масла, грязи, шлака иформовочной земли. Для предохранения расплавленного металла от вытеканияучастки, подлежащие сварке, формуют с помощью формовочной земли или графитныхпластинок. Нагрев деталей производится в печах, колодцах, горнах или с помощьюиндукционных подогревателей. Сварка выполняется чугунными электродами сострежнями марок А и Б. Наиболее распространенными электродными покрытиямиявляются ОМЧ-1 и УЗТМ-74. При горячей сварке применяют электроды большихдиаметров (8-16 мм). Сварка чугунными электродами производится на режимах,приведенных в таблице 49.
Таблица 49. Режимы горячей сваркичугунными электродами
| Диаметр электрода, мм | 8 | 10 | 12 | 16 |
| Сила тока, А | 600-700 | 750-800 | 1000-1200 | 1500-1800 |
Сварка производится безперерывов с тем, чтобы металл сварочной ванны был все время в расплавленномсостоянии. Детали после сварки должны медленно охлаждаться вместе снагревательной печью или под слоем мелкого древесного угля.
7.3.2. Газовая сварка
Газовая сварка является весьмараспространенным способом ремонта чугунных деталей. Газовую сварку чугуна чащевсего производят с предварительным местным или общим подогревом детали, исходяиз следующих условий:
- детали сложной формы, вызывающиеопасение появления трещин в процессе сварки или после ее выполнения,рекомендуется сваривать с общим предварительным подогревом до 500-700 °С вспециальных нагревательных печах или горнах (горячая сварка);
- детали менее сложной формы следуетсваривать с местным подогревом до 300-500 °С отдельных частей с цельюпредотвращения образования трещин. Нагрев можно производить газовыми горелками,паяльными лампами или древесным углем в специальных горнах. В качествеприсадочного материала для горячей сварки применяются чугунные прутки марки Адиаметром 4, 6, 8 и 12 мм длиной 250-450 мм, а при сварке с местным подогревом- чугунные прутки марки Б диаметром 4, 6, 8, 10 и 12 мм длиной 250-450 мм.Горячая сварка чугуна выполняется с применением флюсов, способствующихулучшению процесса сварки и удалению образовавшихся оксидов. Для этогоиспользуют прокаленную буру или смесь из прокаленной буры (56 %), углекислогонатрия (22 %), углекислого калия (22 %);
- детали малых размеров, а также детали,сварка которых не вызывает опасений появления в них сварочных напряжений свозможным образованием трещин, свариваются без предварительного подогрева(холодная сварка).
Газовая сварка чугуна выполняется сприменением флюсов. Во всех случаях газовой сварки чугуна необходимопредусматривать:
а) подготовку детали под сварку путемвырубки дефектного места до здорового металла, засверловки концов трещин иразделки детали с образованием фаски под углом 90°;
б) формовку детали графитовыми илиугольными пластинами, кварцевым песком или асбестовой крошкой, замешанными нажидком стекле, с последующей просушкой;
в) при горячей сварке постепенныйравномерный нагрев детали, не допуская перегрева ее отдельных частей. При этомместо сварки должно быть доступно для выполнения работ в нижнем положении;
г) мощность горелки из расчета 100-120 на1 мм толщины свариваемого изделия; пламя устанавливается с небольшим избыткомацетилена;
д) непрерывное ведение сварки иподдержание сварочной ванны в расплавленном состоянии;
е) замедленное охлаждение детали послесварки (вместе с горном, печью).
7.3.3. Рекомендации по сварке чугуна
Наиболее часто встречающиеся дефекты литья и способыих исправления приведены в таблице 50.
Состав флюсов для сварки приведен втаблице 51.
Таблица 50. Способы исправления различныхдефектов чугунного литья
| Характеристика дефекта | Условия дальнейшей механической обработки заваренного участка | |
| Механическая обработка не требуется. Плоскость предназначена для неподвижного соединения | Механическая обработка обязательна. Шов одинаковой твердости с основным металлом | |
| Несквозные дефекты: раковины открытые и закрытые - газовые, усадочные, шлаковые, земляные; недоливы, переливы. Сквозные дефекты: трещины горячие или холодные; механические повреждения, отколы, холодные спаи | Газовая сварка чугунным стержнем без нагрева (исправление дефектов на изделиях малых габаритов и массы). Электродуговая сварка стальным электродом (изделия большой массы с толщиной стенки 15 мм и более). Заварка медно-никелевыми или железно-никелевыми электродами без нагрева на изделиях малой толщины, до 10-15 мм. На изделиях большой толщины заварка дефектов стальными электродами с постановкой шпилек. В ответственных местах газовая или электродуговая заварка с чугунной присадкой и нагревом изделия | Электродуговая сварка чугунным электродом или газовая сварка с чугунной присадкой. Необходим полный или частичный нагрев изделия. Заварка с предварительным подогревом изделия электродуговой сваркой чугунным электродом или газовой сваркой с чугунной присадкой. Незначительные поры и мелкие раковины на ответственных поверхностях завариваются железно-никелевыми электродами |
| Дефекты, дающие течь в отливке: пористость, непровар | При незначительных пораженных площадях дефект исправляется пропитыванием бакелитовым лаком или промазыванием специальной замазкой. В ответственных случаях дефектный участок удаляется и вваривается новая вставка с нагревом изделия. В некоторых случаях уплотнение создают металлизацией и газопламенным напылением пластмасс | Значительно пораженные плоскости исправляются газовой или электродуговой сваркой при полном или частичном нагреве изделия, а также вваркой вставок |
| Дефекты поверхности: пригары земли, наросты, заливы отверстий и окон | Кроме механических способов в холодном состоянии, в обоих случаях исправление возможно кислородно-флюсовой резкой с подогревом изделия до 300-400 °С и электродуговой резкой угольным или металлическим электродом | |
Таблица 51. Состав флюсов для газовойсварки чугуна и для электросварки угольным электродом, % (по массе)
| Компонент | Номер флюса | ||
| 1 | 2 | 3 | |
| Бура | 100 | 56 | 70 |
| Хлорид натрия (поваренная соль) | - | 22 | 20 |
| Углекислый калий | - | 22 | - |
| Борная кислота | - | - | 10 |
Различные способы дуговой сварки чугуна иих особенности приведены в таблице 52, а сварочные материалы - в таблице 53.
Таблица 52. Способы сварки чугуна и ихособенности
| Сварочный материал | Метод сварки | Область применения |
| Холодная сварка | ||
| Проволока стальная сварочная марок Св-08, Св-08А диаметром 3 - 4 мм с меловым покрытием | Сварочный ток постоянный и переменный. Сварка должна вестись медленно с перерывом на охлаждение, "ниточным" швом вразброс. По зоне оплавления образуется отбеленный чугун. Место сварки не поддается механической обработке | Заварка поверхностных пороков, площадью до 50 см2, глубиной до 6 мм на необрабатываемых плоскостях отливок простой формы неответственного назначения |
| Проволока из никелевых сплавов (монель-металл, константан) диаметром 3 - 4 мм с меловым или графитовым покрытием | Сварочный ток постоянный. Сварка должна вестись "ниточным" швом, возвратно-поступательным движением электрода, короткими участками (60-70 мм), в нижнем положении (нагрев отливки рядом со швом не более 80 °С). Наплавляемые валики проколачивать легким молотком. Место сварки поддается механической обработке | Заварка отдельных поверхностных пороков на обрабатываемых плоскостях отливок, работающих под давлением |
| Проволока стальная сварочная марок С-08 и С-08А диаметром 3 - 4 мм с меловым покрытием. Аустенитные стержни марок С-13Х25Н18 или С-06X19Н9Т с покрытием УОНИИ-НК | Сварочный ток постоянный и переменный. Перед сваркой устанавливаются шпильки. Сварка ведется кольцевыми швами вокруг шпилек с перерывами (нагрев отливки у места сварки не более 60 - 80 °С) | Заварка пороков в отливках толщиной до 80 мм (поломки, трещины, групповые раковины, рыхлоты и др.), работающих при нормальных температурах и не под давлением |
| Пучок электродов, включающий малоуглеродистую сталь, медь, латунь (6 - 9 % от массы пучка). Диаметр электродов 3 - 4 мм. Покрытие УОНИ-13/45 или ОММ-5. Малоуглеродистые стержни должны составлять 20 % от массы медных стержней | Сварочный ток постоянный, обратной полярности для электродов с покрытием УОНИИ-13/45, переменный для электродов с покрытием ОММ-5. Сварка ведется "на себя", медный электрод должен опережать стальной. Между стальным и медным стержнями находится латунный стержень. Дуга должна быть короткой. Возможно выполнение сварки в любом пространственном положении | Заварка небольших пороков (поры, трещины и т.п.) в разных отливках, в том числе в работающих под давлением (рамы, фланцы, шестерни и т.п.) |
| Электроды из аустенитной стали марок Св-07Х25Н13 и Св-ВХ25Н18 с диаметром 4 - 5 мм с покрытием УОНИ-НК | Сварочный ток постоянный, обратной полярности. Процесс ведется "ниточным" швом, короткими участками, без перегрева отливки. Может выполняться в любом пространственном положении. Качество сварного соединения неустойчивое | Заварка поверхностных пороков на разных отливках и особенно при ремонтных работах. Рекомендуется также при сварке со шпильками |
| Чугун аустенитный (никель медехромистый). Прутки диаметром 4-6 мм с покрытием МСТ и др. | Сварочный ток постоянный и переменный. Сварка выполняется только в нижнем положении. Короткие швы накладываются возвратно-поступательными движениями. | Заварка небольших поверхностных пороков на разных отливках |
| Полугорячая сварка | ||
| Чугунные прутки марки Б диаметром 6-8 мм с покрытием УЗЕМ-74, ОМЧ- 1 и др. | Сварочный ток постоянный и переменный. Сварка выполняется в нижнем положении; накладываются широкие и короткие валики быстро, без перерыва в работе. После сварки необходимо медленное охлаждение | Заварка различных пороков в крупных, но не сложных по форме неответственных отливках или в небольших отливках сложной формы |
| Проволока стальная сварочная марок Св-08 и Св-08А диаметром 4 - 6 мм с покрытием СЧ и др. | В помещении, где выполняется сварка, не должно быть резких температурных колебаний | То же |
| Горячая сварка | ||
| Чугунные прутки марки А диам. 8 - 16 мм с покрытием УЗЕМ-74, ОМЧ-1 и др. | Сварочный ток постоянный и переменный. Сварка выполняется в нижнем положении с формовкой места заварки | Заварка любых пороков в отливках ответственного назначения |
| Чугунные прутки марки Б диаметром 6 - 12 мм, флюс - см. таблицу 34 | Сварочный ток постоянный, прямой полярности. Сварочная ванна выполняется угольной дугой. В ванну вводятся чугунный пруток и флюс, как при горячей газовой сварке; процесс протекает быстро | Заварка литейных пороков в крупных отливках простой формы |
Таблица 53. Сварочные материалы длядуговой сварки чугуна
| Наименование материала | Марка материала | Назначение |
| Электроды медно-стальные на медной проволоке ОЗЧ-2 | ОЗЧ-2 | Для холодной заварки сквозных дефектов, а также для подслоя при комбинированной многослойной наплавке |
| Электроды железо-никелевые | ОЗЖН-1 | Для холодной заварки различных дефектов на обрабатываемых или необрабатываемых поверхностях |
| Электроды специальные на проволоке Св-08 | ЦЧ-4 | Для холодной заварки дефектов на обработанных нерабочих поверхностях |
| Сварочные проволоки малых диаметров на никелевой основе | ПАНЧ-11 | Для холодной механизированной сварки, наплавки переходного слоя при многослойном заплавлении дефектов на обработанных поверхностях. При заварке различных дефектов на тонкостенных деталях, бывших в эксплуатации |
7.4. Сварка цветных металлов и сплавов
7.4.1. Особенности сварки цветныхметаллов и сплавов
При сварке различных цветных металловдолжны быть учтены следующие особенности:
- высокая теплопроводность и быстрыйотвод тепла от места сварки;
- большие коэффициенты термическогорасширения при нагреве, вследствие чего при сварке возникают значительныекоробления свариваемых изделий;
- образование тугоплавких окислов, сильно снижающихпрочность и вязкость сварного соединения;
- низкие температуры плавления и кипения,вызывающие перегрев и большую жидкотекучесть ванны, испарение металла иизменение состава ванны;
- уменьшение прочности и резкоевозрастание хрупкости сплавов при нагреве, что может привести к разрушениюизделия в процессе сварки;
- изменение структуры металла шва иосновного металла при нагреве, образование крупнозернистости и уменьшениепрочности,
- большая теплоемкость металлов,требующая повышенных тепловых режимов;
- способность расплавленного металлапоглощать значительное количество газов (кислорода, азота, водорода).
7.4.2. Сварка меди
В условиях порта сварка меди можетпроизводиться ручной дуговой (угольным и металлическим электродами) и газовойсваркой. Сварка меди может выполняться только в нижнем положении шва или принебольшом угле подъема (до 20°) Сварка металлическим электродом выполняетсяпостоянным током обратной полярности с применением электродов ЭТ,"Комсомолец-100" и медной проволоки M1.
Режимы сварки металлическим электродомданы в таблице 54.
Таблица 54. Режимы сварки медиметаллическими электродами
| Толщина свариваемого металла, мм | Диаметр электрода, мм | Сила тока, А |
| 2 | 3 | 120-150 |
| 3 | 3-4 | 160-210 |
| 4 | 4 | 240-280 |
| 5 | 5 | 300-350 |
| 6 | 5-6 | 330-380 |
| 7 | 5-7 | 350-420 |
| 8 | 6-8 | 420-550 |
При толщине элементовсварного соединения более 5 мм сварку следует выполнять с предварительнымподогревом до 200-300 °С. Сварка угольными и графитовыми электродамивыполняется с использованием специальных флюсов, которые подсыпаются вразделку. Состав флюсов приведен в таблице 55.
Таблица 55. Состав флюсов для дуговой сварки меди,% (по массе)
| Компонент | Номер флюса | ||||
| 1 | 2 | 3 | 4 | 5 | |
| Бура прокаленная | 94 | 96 | 68 | 50 | - |
| Магний металлический | 6 | 4 | - | - | 68 |
| Натрий кислый фосфорнокислый | - | - | 15 | 15 | - |
| Кислота кремниевая | - | - | 15 | 15 | - |
| Соль поваренная | - | - | - | - | 20 |
| Уголь древесный | - | - | 2 | 30 | 2 |
| Кислота борная | - | - | - | - | 10 |
В качестве присадочныхпрутков применяются стержни из меди тех же марок, что и для металлическихэлектродов. Сварка выполняется постоянным током прямой полярности. Режимысварки меди угольным электродом приведены в таблице 56.
Таблица 56. Режимы сварки меди угольнымиэлектродами
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А | Напряжение дуги, В |
| 1 | 4 | 135-180 | 40-45 |
| 2 | 6 | 195-260 | 40-45 |
| 4 | 6 | 250-330 | 40-50 |
| 6 | 8 | 315-430 | 40-50 |
| 8 | 8 | 360-450 | 40-50 |
| 10 | 10 | 400-500 | 40-50 |
| 12 | 10-12 | 420-550 | 40-50 |
Детали, толщина которыхпревышает 5 мм, перед сваркой необходимо нагревать до 200-300 С. Газовая сваркамеди выполняется с применением присадочных материалов в соответствии с ГОСТ16130-90. При сварке металла толщиной менее 5 мм применяются прутки из медиM1, M2, М3. При сварке металлов большей толщины рекомендуется применять меднуюпроволоку, содержащую 0,2 % фосфора, 0,15-0,30 % кремния. Сварка производится сприменением флюсов, составы которых приведены в таблице 57.
Таблица 57. Состав флюсов для газовойсварки меди и ее сплавов, % (по массе)
| Компонент | Номер флюса | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | |
| Бура | 50 | 75 | 50 | 56 | 100 | - |
| Борная кислота | 35 | 25 | 50 | - | - | 100 |
| Фосфорнокислый натрий | 15 | - | - | - | - | - |
| Хлористый натрий | - | - | - | 22 | - | - |
| Углехлористый натрий | - | - | - | 22 | - | - |
Режимы газовой сварки медиданы в таблице 58.
Таблица 58. Режимы газовой сварки меди
| Толщина металла, мм | Диаметр присадочной проволоки, мм | Номер наконечника сварочной горелки |
| До 1,5 | 1,5 | 1 |
| 1,5-2,5 | 2 | 2 |
| 2,5-4 | 3 | 3 |
| 4-8 | 5 | 4,5 |
| 8-15 | 6 | 6 |
| Более 15 | 8 | 6,7 |
Сварка выполняется спредварительным подогревом. После сварки меди любым способом сварные швыследует подвергать проковке. При толщине свариваемого металла до 5 мм проковкапроизводится в холодном состоянии, при большей толщине - в горячем состояниипри температуре 250-350 °С. Проковка швов при температуре выше 400 °С нерекомендуется, так как медь становится хрупкой и могут появиться трещины. Дляулучшения пластических свойств сварного соединения его следует подвергатьотжигу - нагрев до 500-600 °С и последующее охлаждение в воде.
7.4.3. Сварка латуни
Сварка латуни в условиях порта можетвыполняться ручной дуговой (угольными и металлическими электродами) и газовойсваркой. Сварка латуни металлическим электродом применяется в основном дляметалла толщиной более 5 мм. Сварка ведется на постоянном токе прямойполярности в нижнем положении. В качестве электродных стержней применяютсяпрутки того же химического состава, что и при сварке угольной дугой, на которыенаносится двухслойное покрытие, замешанное на жидком стекле. Состав первогослоя покрытия толщиной 0,2-0,3 мм следующий:
марганцевая руда 30 %;
титановый концентрат 30 %;
ферромарганец 15 %;
мел 20 %;
сернокислый калий 5 %.
После просушки на воздухе в течение 4-5 ч электродыдолжны быть прокалены при температуре 180-200 °С в течение 1,5-2 ч. После этогона электроды наносится второй слой покрытия (борный шлак, разведенный на жидкомстекле) толщиной 0,8-1,1 мм. При толщине свариваемого металла до 8 мм диаметрэлектрода принимается равным этой толщине, а при толщине 8 мм и больше - на 1мм меньше толщины, однако диаметр электрода не должен превышать 10 мм. Сваркавыполняется с предварительным подогревом деталей до 300-350 °С при толщинеметалла более 10 мм. Режимы ручной дуговой сварки латуни даны в таблице 59.
| Диаметр электрода, мм | 5 | 6 | 8 |
| Сила тока, А | 250-280 | 280-320 | 350-400 |
Газовая сварка латунивыполняется в соответствии с ГОСТом 16130-90с применением присадочных материалов:
Л060-1 - для сварки латуни, легированнойоловом;
ЛК62-0,5 - для сварки двойной (простой)латуни;
ЛОК59-1-0,3 - для сварки латуни, в томчисле трубопроводов;
ЛКБ062-0,2-0,04-0,5 - для бесфлюсовойсварки, а также ЛК80-3;
ЛМЦ58-2; ЛМцЖ55-3-1.
Сварка латуни выполняется с применениемфлюсов и в режимах, приведенных в соответствующих таблицах.
Расход ацетилена принимается из расчета100-150 на 1 мм толщины свариваемого металла, где нижний предел для металлатолщиной до 12 мм, верхний - более 12 мм.
При сварке больших толщин металлапредварительный подогрев до 300-500 °С желателен, а для заварки трещин ираковин латунного литья предварительный полный или местный подогрев обязателен.Для уменьшения испарения цинка сварку латуни необходимо вести окислительнымпламенем с избытком кислорода до 30-40 %. После сварки латуни швы должныподвергаться проковке. Для улучшения механических свойств после проковкинеобходимо произвести отжиг при температуре 600-700 °С с последующим медленнымохлаждением.
7.4.4. Сварка бронзы
Сварка бронзы выполняется в основном для исправлениядефектов литья и ремонта поврежденных деталей.
В условиях порта сварка может выполнятьсяручной дуговой (угольным и металлическим электродами) и газовой сваркой.
Дефектные участки бронзового изделиядолжны быть вскрыты до здорового металла.
Подготовка кромок должна быть пологой -под углом не более 45° с каждой стороны. При заварке сквозных трещин скоскромок делают с притуплением 3-4 мм. При глубине раковины или трещины более 15мм угол скоса делается 45°, а при меньшей глубине можно ограничиться угломскоса 30°.
Х-образная подготовка кромок бронзы подсварку не производится.
Сварка сквозных раковин и различныхотверстий в деталях должна производиться с формовкой места сварки огнеупорнойглиной, сухим песком, замешанным на жидком стекле, графитовыми или асбестовымипланками.
Для предупреждения трещин и обеспеченияпровара металла сварку бронз необходимо вести с предварительным подогревом взависимости от состава бронзы до 350-450 °С.
В качестве присадочного материала присварке бронзы применяются прутки того же состава, что и основной металл, снекоторым избытком выгорающих элементов, за исключением оловянистых бронз, длякоторых присадочный материал выбирается с меньшим содержанием олова.
Сварка бронзы угольным электродомвыполняется постоянным током прямой полярности с применением флюсов согласноданным таблицы 55, за исключением алюминиевых бронз, для сварки которыхприменяются флюсы, предназначенные для сварки алюминия, по данным таблицы 60(NN 1, 4, 8, 13). Для повышения качества сварного соединения рекомендуетсяпредварительный подогрев до температуры 250-350 °С, массивных деталей - до350–450 °С.
Таблица 60. Состав флюсов для сварки алюминия,алюминиевых бронз и других сплавов алюминия, % (по массе)
| Компонент | Номер флюса | ||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | |
| Хлористый натрий | 16 | 20 | 19 | 51 | - | 30 | 45 | 30 | 6,5 | 28 | 30 | 30 | 20 |
| Хлористый калий | 79 | 48 | 29 |
| 50 | 45 | 30 | 45 | 63 | 50 | 35 | 45 | 20 |
| Хлористый литий | - | - | - | - | - | 15 | 10 | 15 | 30 | 14 | 15 | 15 | 30 |
| Фтористый натрий | - | - | - | 8 | 50 | - | - | 3,5 | - | 8 | 10 | 10 | 10 |
| Хлористый барий | - | 20 |
|
|
|
|
|
|
|
|
|
|
|
| Фтористый калий | - | 12-* | - | - | - | 7 | 15 |
|
|
|
|
|
|
| Фтористый кальций | - | - | 4 | - | - | - | - | - | - | - | - | - | - |
| Фтористый литий | - | - | - | - | - | - | - | 3,5 | - | - | - | - | - |
| Фтористый барий | - | - | 48 | - | - | - | - | - | - | - | - | - | - |
| Кислый сернокислый калий | 5 | - | - | - | - | 3 | - | 3 | - | - | - | - | - |
| Бромистый калий | - | - | - | - | - | - | - | - | - | - | 10 | - | - |
| Хлористый магний |
|
|
|
|
|
|
|
|
|
|
|
| 3 |
______________________________
* Соответствует оригиналу.
Сварка бронзового литья производитсяэлектродами диаметром 7-15 мм с плотностью тока 25-35 А/мм, что соответствуетсварочному току 245-375 А, и присадочным прутком диаметром 6-8 мм.
Для сварки бронз рекомендуется режим всоответствии с данными таблицы 61.
Таблица 61. Режимы сварки бронзы
| Толщина бронзы, мм | Диаметр, мм | Сила сварочного тока, А | |
| присадочного прутка | угольного электрода | ||
| 4-6 | 3-4 | 5 | 60-80 |
| 6-8 | 4-5 | 6 | 110-130 |
| 8-10 | 5-6 | 10 | 190-250 |
| 10-15 | 6-7 | 12 | 280-350 |
Сварка бронзы металлическим электродомвыполняется постоянным током обратной полярности. Сварка бронзы в зависимостиот химического состава производится электродами с соответствующими покрытиями.При сварке бронзы постоянным током обратной полярности в зависимости от маркибронз рекомендуются токовые режимы, приведенные в таблице 62.
Таблица 62. Режимы сварки бронзы разныхмарок
| Марка свариваемой бронзы | Сварочный ток, А | |
| при диаметре электрода 6 мм | при диаметре электрода 8 мм | |
| Бр. ОФ10-1 | 200-220 | 240-260 |
| Бр. АМц9-2 | 220-240 | 270-290 |
| Бр. КМц3-1 | 180-200 | 210-220 |
| Бр. АЦМц9-5-2 | 220-240 | 270-290 |
| Бр. ОЦС5-5-5 | 180-200 | 200-220 |
| Бр. ОЦС6-6-3 | 180-200 | 200-220 |
| Бр. АЖМц10-3-1,5 | 200-220 | 220-240 |
При сварке бронзы переменным токомплотность должна быть повышена в 1,7-2 раза. После сварки производитсяохлаждение бронзы в воде.
Газовая сварка бронз выполняется сприменением флюсов согласно данным таблицы55, а для сварки алюминиевых бронз применяются флюсы по данным таблицы60 (NN 1, 4, 8, 13).
Мощность горелки принимается в зависимости оттолщины бронзы из расчета расхода ацетилена 100-150 на 1 мм толщинысвариваемого металла при наличии предварительного подогрева, и 125-175 на 1 ммтолщины металла без предварительного подогрева. Диаметр присадочного прутка вэтом случае принимается не менее 4 и не более 7 мм независимо от толщинысвариваемой бронзы, имеющей толщину свыше 6 мм. После сварки допускаетсяохлаждение детали в воде. Бронзовые детали после дуговой или газовой сваркирекомендуется подвергать отжигу при температуре 450-500 °С. Проковку швовследует делать только при сварке катаной бронзы; у литой бронзы проковка швовне делается.
7.4.5. Сварка алюминия и его сплавов
Сварка алюминия и его сплавов в портовыхусловиях может выполняться ручной дуговой (угольным и металлическимэлектродами) и газовой сваркой. Поверхность свариваемого металла должна бытьобезжирена растворителями (авиационным бензином марки БА, уайт-спиритом,ацетоном техническим, ацетоновой или авиационной смывкой марки РС-1). Окиснаяпленка удаляется механической очисткой или химическим травлением. Химическоетравление состоит из следующих операций: травление в течение 0,5-1 мин.(состав: раствор натра едкого технического 45-55 г и натрия фтористоготехнического 40-50 г на 1 л воды); промывка в проточной воде; нейтрализация в25-30 % водном растворе азотной кислоты в течение 1-2 мин.; промывка впроточной воде; промывка в горячей воде; сушка до полного удаления влаги.
Обезжиривание и травление рекомендуетсявыполнять не более чем за 2-4 ч до сварки. Разделка кромок под сваркупроизводится в соответствии с ГОСТом 14806-80.Детали толщиной до 20-25 мм свариваются без предварительного подогрева. Деталитолщиной более 20 мм рекомендуется перед сваркой подвергать подогреву дотемпературы 300-400 °С; литые силуминовые детали должны подогреваться до 250-300°С. В качестве присадочного материала или электродного стержня для сваркиалюминия применяется сварочная проволока того же состава, что и основнойметалл, по ГОСТу 7871-75.Сварка алюминия угольным электродом выполняется постоянным током прямойполярности ("минус" на электроде) с применением флюсов согласноданным таблицы 60. Сварка алюминия и его сплавов угольным электродомвыполняется в соответствии с режимами, приведенными в таблице 63.
Таблица 63. Режимы дуговой сваркиалюминия и его сплавов угольным электродом
| Толщина металла, мм | Диаметр, мм | Сила тока, А | |
| присадочной проволоки | электрода | ||
| 2-5 | 1-6 | 8 | 120-200 |
| 5-10 | 5-7 | 10 | 220-280 |
| 10-15 | 7-10 | 12 | 280-350 |
| 15 и более | 10-12 | 15 | 350-450 |
Сварка алюминияметаллическим электродом выполняется постоянным током обратной полярности.Сварка производится в режимах, приведенных в таблице 64.
Таблица 64. Режимы сварки алюминия и егосплавов металлическим электродом
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
| 1-3 | 3 | 8-100 |
| 3-5 | 4 | 150-180 |
| 5-8 | 5 | 250-320 |
| 8-10 | 6 | 300-350 |
| 10-15 | 8 | 350-400 |
| 15 и более | 10 | 400-450 |
Газовая сварка алюминия и его сплавовявляется малоэффективной и выполняется с применением флюсов, приведенных втаблице 60.
Мощность пламени принимают в зависимостиот толщины свариваемого металла по данным таблицы 65.
Таблица 65. Зависимость расхода ацетиленаот толщины металла
| Толщина металла, мм | 0,5-0,8 | 1,0 | 1,5 | 1,6-3,0 | 3,1-5,0 | 5,1-10,0 |
| Расход ацетилена, дм3/ч | 50 | 75 | 50-100 | 100-200 | 200-400 | 400-700 |
В процессе сварки алюминия и его сплавовпламя должно быть строго нормальным. Диаметр присадочной проволоки зависит оттолщины свариваемого металла и принимается по данным таблицы 66.
Таблица 66. Диаметр присадочной проволокидля сварки алюминия
| Толщина свариваемого металла, мм | До 1,5 | 1,5-3 | 3-5 | 5-7 | 7-10 |
| Диаметр присадочной проволоки, мм | 1,5-2 | 2,5-3 | 3-4 | 4-4,5 | 4,5-5,5 |
Сварные швы, выполненныедуговой и газовой сваркой электродами с покрытиями или с применением флюсов,должны быть очищены от шлака и остатков флюса промывкой горячей водой.
После окончания сварки сварные соединенияиз дюралюминия и силумина рекомендуется подвергать отжигу при 300-370 °С свыдержкой в течение 1,5-2 ч и последующим медленным охлаждением. Изделия иззакаленного дюралюминия после сварки рекомендуется подвергать закалке в водепосле нагрева до 500-510 °С с последующим старением. Закалку со старениемследует применять для особо ответственных изделий.
7.5. Контроль качества сварки
Контроль качества сварки приизготовлении, ремонте или реконструкции металлоконструкций перегрузочных машинпо этапам выполнения работ должен осуществляться в соответствии с ГОСТ3242-79 в следующем порядке:
- предварительный контроль;
- текущий контроль;
- контроль качества сварки готовогоизделия.
В порядке предварительного контроляосуществляется проверка качества основного металла, сварочных материалов(электродов, сварочной проволоки, флюсов и т.д.), заготовок, поступающих насборку; состояния сварочной аппаратуры; качества сборки; проверяется такжеквалификация сварщиков.
В порядке текущего контроля - в процессевыполнения сварки проверяются внешний вид шва, его геометрические размеры, атакже осуществляется постоянное наблюдение за исправностью сварочной аппаратурыи выполнением технологического процесса. В порядке контроля качества сваркиготового изделия в зависимости от назначения сварных соединений осуществляются:
- внешний осмотр и обмер;
- механические испытания контрольныхобразцов;
- просвечивание проникающим излучением(рентгено-или гаммаграфирование);
- испытание на непроницаемость.
Контроль качества сварных соединенийдолжен производиться после термической обработки, если она являетсяобязательной для данного сварного соединения. Результаты контроля сварныхсоединений должны записываться в соответствующих документах (паспортах,журналах, картах, формулярах и т.д.). Качество основного металла должносоответствовать требованиям ГОСТ и ТУ на соответствующее изделие, что должноподтверждаться сертификатами завода-поставщика. При отсутствии сертификатаметалл может запускаться в производство только после его тщательной проверки -наружного осмотра и пробы на свариваемость, определения механических свойств,химического состава металла и его соответствия требованиям ГОСТ и ТУ.
При наружном осмотре металла проверяетсяотсутствие на нем окалины, ржавчины, трещин, расслоения и прочих дефектов.Предварительная проверка металла для обнаружения дефектов поверхности являетсянеобходимой и обязательной с целью предупреждения применения некачественногометалла для сварки изделия. Механические свойства основного металлаопределяются путем испытания стандартных образов по ГОСТ 1497-84 и ГОСТ 14019-80* *.
Каждая бухта сварочной проволоки, поступившая насклад, должна иметь металлическую бирку, на которой указаны наименованиезавода-изготовителя, номер плавки и обозначение проволоки согласно стандарту.Бирка должна иметь заводское клеймо и клеймо ОТК завода-изготовителя. Всертификате, сопровождающем партию проволоки, должны быть данные:
- диаметр и марка проволоки,
- наименование завода-изготовителя,
- номер плавки, из которой изготовленапроволока,
- масса партии,
- химический состав проволоки,
- номер стандарта.
Гарантией пригодности проволоки длясварки является наличие бирки, прикрепленной к бухте сварочной проволоки, исертификата на проволоку. На поверхности сварочной проволоки не должно бытьокалины, ржавчины, грязи и масла. Проволока из высоколегированной стали недолжна иметь остатков графитовой смазки.
Сварочная проволока, на которую неимеется документации, должна подвергаться тщательному контролю. Наиболее важнапроверка химического состава проволоки; для этого из партии отбирается 0,5 % отвсего количества бухт, но не менее двух бухт. Стружку для химического анализаберут от обоих концов каждой бухты. По результатам химического анализаустанавливается марка сварочной проволоки и определяется возможность ееприменения для сварки в соответствии с технологическим процессом.
Тип электрода для выполнения сваркидолжен соответствовать указанному в чертежах. Применять электроды, не имеющиесертификата, без предварительной проверки не допускается. Электроды безсертификата должны контролироваться так же, как на электродном заводе. При этомв соответствии с ГОСТом 9466-75необходимо проверить прочность покрытия, сварочные свойства электродов,определить механические свойства металла шва и сварного соединения на образцах,сваренных электродами из проверяемой партии.
О пригодности электродов для сварки судяттакже и по качеству наплавленного металла, который не должен иметь пор, трещини шлаковых включений. Внешний вид электродов должен удовлетворять требованиямстандартов; покрытие электрода должно быть прочным, плотным, без пор, трещин,вздутий и комков неразмешанных компонентов. Электроды с отсыревшим покрытием впроизводство допускаться не должны. Флюс следует проверить на однородность повнешнему виду и определить его химический состав, величину зерна, объемный веси влажность. Во избежание образования пор в металле шва влажность должна бытьне более 0,1 %. Лучшим способом определения качества флюса является егоиспытание при сварке. Дуга под флюсом должна гореть устойчиво. Поверхность швадолжна быть чистой, без пор, свищей и трещин. После остывания шва шлак долженлегко отделяться от металла. Технические требования и методы испытанийплавленых флюсов приведены в ГОСТе 9087-81.
Перед сборкой заготовок должнапроизводиться проверка:
- чистоты поверхности металла,
- габаритных размеров заготовок,
- качества подготовки кромок, углов скосакромок.
В собранном узле контролю подлежат:
- зазоры между кромками свариваемыхдеталей,
- превышение одной кромки относительнодругой в стыковом соединении,
- относительное положение деталей всобранном узле,
- правильное наложение прихваток.
Следует иметь в виду, что отсутствие илималая величина зазоров между кромками приводит к непровару корня шва, а большая- к пережогам и увеличению трудоемкости процесса сварки.
Квалификация сварщиков проверяется:
- при установлении разряда;
- при допуске к выполнению ответственныхсварочных работ, инспектируемых Госгортехнадзором России;
- непосредственно перед изготовлениемответственной конструкции путем сварки и испытания опытных образцов.
В каждом случае проверяют кактеоретические знания, так и практические навыки. Разряд устанавливаетсясогласно требованиям, предусмотренным тарифно-квалификационными справочниками.Испытание сварщиков перед допуском к ответственным работам производится всоответствии с Правилами аттестации сварщиков Госгортехнадзора. Послеудовлетворительной сдачи испытания сварщикам выдаются удостоверения на правовыполнения ответственных сварочных работ. В удостоверении должны быть указаныконструкции, которые может сваривать сварщик. Сварщики, допускаемые кответственным работам, должны проходить ежегодные практические и теоретическиеиспытания согласно Правилам Госгортехнадзора России. Перед началом работысварщик должен ознакомиться с технологическими картами (инструкциями), гдедолжны быть указаны последовательность операций, диаметр и марка применяемыхэлектродов, режимы сварки, требуемые размеры сварных швов и др. Следует иметь ввиду, что несоблюдение порядка наложения швов может вызвать значительнуюдеформацию изделия. При ручной дуговой сварке, кроме наблюдения за показаниямиамперметра, необходимо проверять технику наложения шва.
Режим газовой сварки определяется номеромприменяемого наконечника горелки. После окончания сварки изделия сварные швызачищают от шлака, наплывов, а поверхность узла - от брызг металла. Контролькачества сварки готового изделия состоит в осмотре, обмере сварных швов ипроизводится с целью выявления в них следующих возможных наружных дефектов:
- излома или неперпендикулярности осейсоединяемых элементов,
- смещения кромок соединяемых элементов,
- отступления по размерам и форме швов отданных чертежей и действующего стандарта по высоте, катету и ширине шва, поравномерности усиления и т.п.,
- трещин всех видов и направлений,
- наплывов, подрезов, прожогов,незаваренных кратеров, непроваров, пористости и других технологическихдефектов.
Перед внешним осмотром поверхностьсварного шва и прилегающих к нему участков основного металла шириной не менее20 мм в обе стороны от шва должна быть зачищена от шлака, брызг, натеков металлаи других загрязнений. Внешний осмотр сварных соединений производится состукиванием швов молотком массой 0,5 кг.
Осмотр расчетных соединений долженпроизводиться с помощью лупы 10 кратного увеличения с замером полноты швашаблонами. Этому методу контроля подвергаются все сварные швы изготавливаемых,ремонтируемых и реконструируемых металлических конструкций всех перегрузочныхмашин. Осмотр и измерение сварных соединений производятся с двух сторон всоответствии с указаниями ГОСТа 3242-79 и с инструкциейпо контролю сварных соединений. В случае недоступности для осмотра внутреннейповерхности сварного соединения осмотр производится только с наружной стороны.
По внешнему виду сварные швы должныудовлетворять следующим требованиям:
а) иметь гладкую мелкочешуйчатуюповерхность (без наплывов, прожогов, перерывов) и плавный переход к основномуметаллу. Неровность поверхности шва не должна превышать 0,5 мм длялегкодоступных швов и 1 мм для труднодоступных;
б) иметь форму и размеры в соответствии суказаниями рабочих чертежей с учетом допусков, приведенных в соответствующихстандартах и в настоящем приложении;
в) наплавленный металл должен бытьплотным по всей длине шва, не иметь трещин, скоплений и цепочек поверхностныхпор и шлаковых включений. Допускаются отдельно расположенные поверхностные порыи шлаковые включения;
г) подрезы основного металла допускаютсяглубиной не более 0,5 мм при толщине основного металла до 10 мм и не более 1 ммпри толщине свыше 10 мм. Подрезы большей глубины могут быть устранены наложениемдополнительного слоя;
д) все кратеры должны быть заварены.
Размеры сварных швов и предельныеотклонения по ним, а также высота усиления шва в сварных соединениях при ручнойэлектродуговой сварке углеродистых и низколегированных сталей должны соответствоватьГОСТу 5264-80.Превышение размеров усиления шва не является браковочным признаком, если приэтом выполнено требование плавности переходов. Размером углового шва считаетсяменьший катет вписанного в сечение шва сварного соединения неравнобедренногоили катет равнобедренного треугольника.
Выпуклость (усиление) шва сварногосоединения допускается не более 2 мм для швов, выполненных в нижнем положении,и не более 3 мм для швов, выполненных в остальных положениях.
Вогнутость шва сварного соединения присварке в нижнем положении допускается не более 1 мм, а во всех остальныхпространственных положениях - не более 3 мм.
Допускается увеличение предельныхотклонений усиления сварного соединения, выполненного в вертикальном,горизонтальном и потолочном положениях, на 1 мм для листов толщиной до 26 мм ина 2 мм для листов большей толщины.
Механические испытания контрольныхобразцов проводятся с целью проверки соответствия прочностных и пластическиххарактеристик соединения на контрольных образцах, сваренных в условиях,полностью отвечающих условиям изготовления элементов металлоконструкцийперегрузочных машин. Перечень узлов, подвергающихся контролю этим методом вслучае изготовления новой металлоконструкции, устанавливается изготовителем.
Периодичность проведения контролямеханическими испытаниями устанавливается в случае:
а) изготовления, ремонта и реконструкцииметаллических конструкций на специализированных предприятиях - предприятиемчерез определенное количество часов или через определенное количество дней, ноне реже одного раза в месяц;
б) выполнения работ, указанных вподпункте а) на неспециализированных предприятиях (в портах) - после каждоговыполнения сварочных работ на металлоконструкции крана и один раз в месяц длясварщиков, выполняющих работы на других перегрузочных машинах.
Примечание.При проведении сварочных работ на металлоконструкциях перегрузочных машинсварщиками портовых центральных мастерских, которые выполняют постоянно иповседневно в течение всего года только такие работы, периодичность контролямеханическими испытаниями устанавливается в соответствии с указаниями подпунктаа).
Механические свойства сварного соединенияпроверяются на контрольных образцах вне зависимости от вида сварного соединенияизделия путем испытания на растяжение и изгиб образцов, сваренных встык.Образцы должны изготавливаться по ГОСТу 6996-66.Образцы, предназначенные для испытания на растяжение, должны изготавливаться поГОСТу 6996-66и испытываться после снятия утолщения шва.
Образцы, предназначенные для испытания наизгиб, следует изготавливать по ГОСТ 6996-66,причем сварной шов должен быть расположен поперек образца (типы XXVII и XXVIIIпо ГОСТу 6996-66)и испытываться после снятия утолщения шва.
Контрольные образцы должен сваривать тотже сварщик, который выполнял сварку металлоконструкции.
Сварка образцов для испытания нарастяжение и изгиб производится всеми сварщиками, принимавшими участие вработах по сварке металлоконструкций перегрузочных машин, и выполняется встык спроваром вершины шва с обратной стороны (допускается предварительная подрубка)пластины из листов тех же толщин того же металла, теми же электродами, что иосновные элементы узлов металлоконструкций.
Пластины должны быть сварены в тех жеположениях, в которых сварщики выполняют швы при изготовлении (ремонте)изделий. Условия подготовки под сварку, режимы сварки и термообработка должныбыть такими же, как и при сварке контролируемой конструкции.
Подварка вершины шва должна производитьсяв тех же положениях, что и основная сварка. При определении размеров пластиндля изготовления контрольных образцов необходимо учесть припуск на отрезкуполос в начале и конце шва шириной не менее 30 мм. Правка контрольного образцане допускается. Разрешается править готовые образцы вне их рабочей части.
Если нет иных указаний в стандартах илидругой технической документации, то стрела прогиба на длине 200 мм не должнапревышать 10 % от толщины металла образца, но не более 4 мм. Несовпадениеполоски листов образца в стыковых соединениях не должно превышать 15 % толщинылиста, но не более 4 мм. Количество образцов, свариваемых каждым сварщиком дляпроверки на растяжение и изгиб, устанавливается для каждого испытанияизготовителем или исполнителем ремонта (реконструкции), но должно быть не менеедвух для испытания на растяжение и не менее двух для испытания на изгиб.
Результаты испытаний считаютсяудовлетворительными, если:
- временное сопротивление образца неменее нижнего предела временного сопротивления основного металла,установленного для данной марки стали стандартом или ТУ;
- угол загиба не менее 100°.
Указанные показатели механических свойствсчитаются средними. Для отдельных образцов допускается снижение механическихсвойств, но не более чем на 10 %.
При неудовлетворительных результатахмеханических испытаний должны быть проведены испытания на удвоенном количествеобразцов. Если результаты повторных механических испытаний будут такженеудовлетворительными, следует выяснить причины брака.
При использовании некачественныхсварочных материалов все металлоконструкции или сварные швы, сваренные даннойпартией материалов, бракуются. При несоблюдении технологического процессасварки и других причинах неудовлетворительных механических испытаний по винесварщика, металлоконструкции, сваренные данным сварщиком за время от предыдущихудовлетворительных испытаний, подвергаются дополнительному контролю физическимиметодами (радиационной дефектоскопии, ультразвуковой дефектоскопии).
По результатам контроля физическимиметодами делается заключение, являются ли данные металлоконструкцииокончательно бракованными или подлежат исправлению в соответствии сприведенными выше требованиями. Характерные дефекты сварных швов указаны втаблице 67.
Таблица 67. Основные дефекты сварных швови соединений
| Наименование дефекта | Основные причины появления дефекта | Способы обнаружения дефекта | Способы устранения дефекта |
| Внутренние дефекты | |||
| 1. Непровары: корня шва; по кромке между основным и наплавленным металлом; между слоями наплавленного металла в многослойных швах | Плохое выполнение работы по небрежности сварщика или из-за его низкой квалификации. Недоброкачественная подготовка изделия к сварке, неправильный режим сварки. Неудовлетворительное качество сварочных материалов Неудовлетворительное состояние сварочной аппаратуры | Просвечивание: радиационная и (или) ультразвуковая дефектоскопия | Вырубка дефектного участка шва с последующей заваркой |
| 2. Трещины внутренние: в металле шва; в зоне термического влияния в основном металле. Трещины могут быть: продольные и поперечные по отношению к оси шва; холодные и горячие (по температуре образования); микроскопические, обнаруживаемые при помощи 6-8-кратной лупы, и видимые невооруженным глазом | Наличие в сварочной проволоке повышенного содержания серы, фосфора и углерода, склонность металла к закалке; сварка в жестких закреплениях, нарушение технологии сварки; неудачный проект сварной конструкции; сварка при низких температурах окружающего воздуха; объемно-структурные напряжения при сварке специальных сталей | Просвечивание: радиационная и (или) ультразвуковая дефектоскопия | Вырубка дефектного участка шва с последующей заваркой |
| 3. Пористость наплавленного металла: равномерно распределенная по всему объему наплавленного металла; групповая или линейная в виде цепочки | Влажность электродного покрытия или флюса; загрязненность кромок металла перед сваркой - ржавчиной, маслом и др. Высокая скорость сварки и быстрое затвердевание наплавленного металла Органические составляющие электродных покрытий. Повышенное содержание углерода в электродном покрытии | Просвечивание: радиационная и (или) ультразвуковая дефектоскопия | Вырубка дефектного участка шва с последующей заваркой |
| 4. Шлаковые включения: крупные шлаковые включения; пленки окислов по границам зерен | Высокая удельная масса шлака, тугоплавкость и повышенная вязкость шлака, плохая очистка поверхности кромок и слоев при многослойных швах, низкая квалификация сварщика | Просвечивание: радиационная и (или) ультразвуковая дефектоскопия | Вырубка дефектного участка шва с последующей заваркой |
| Наружные дефекты | |||
| 1. Отклонения размеров и формы сварного шва от проектных: одиночная высота; чрезмерная высота; неравномерная ширина; неравные катеты при валиковых швах; недостаточное заполнение шва | Неправильный режим сварки, неправильная подготовка кромок под сварку, неравномерная скорость сварки, неправильное перемещение электрода в процессе сварки, неправильная установка конца электрода или сварочной проволоки, большая скорость сварки или большой угол раскрытия | Внешний осмотр и обмер швов шаблонами и другими инструментами |
|
| 2. Подрезы основного металла вдоль шва, натеки, наплывы, прожоги, не заделанные кратеры | Чрезмерная сила тока, большой диаметр электрода, неправильное движение электрода в процессе сварки, плохая сборка под сварку, низкая квалификация, небрежность сварщика | Внешний осмотр | Вырубка канавки и ее заварка, удаление наплывов, заварка кратеров |
| 3. Трещины: в наплавленном металле шва, в зоне термического влияния, в основном металле, горячие и холодные | Те же причины, что и для внутренних трещин | Внешний осмотр, магнитная дефектоскопия, люминесцентный метод контроля, цветная дефектоскопия |
|
| 4. Наружная пористость, ноздреватость | Те же причины, что и для внутренних трещин | Вырубка дефектного участка шва и его заварка | |
8. Восстановление изношенных деталей
8.1. Общие положения
8.1.1. Современные методы восстановления позволяютвосстанавливать геометрические размеры деталей, а также упрочнять детали путемприменения специальных электродов и порошковых материалов, обеспечивающихполучение поверхностного покрытия с заданными физико-механическими свойствами Вусловиях порта восстановление деталей может осуществляться ручной илиполуавтоматической сваркой и наплавкой (дуговой и газовой), различными методамиметаллизации (электродуговой, газовой и др.), механической обработкой (подноминальный или новый размер), а также электролитическими способами(хромирование, никелирование, осталивание и др.).
8.1.2. Наиболее широкое распространение вкачестве метода восстановления получила наплавка, в процессе которой на детальнаносится 2-6 % металла от массы самой детали. В зависимости от формы, размераи материала наплавляемой поверхности для восстановления используют различныевиды наплавки.
8.1.3. К перспективным относятсяразличные методы металлизации, сущность которой заключается в нанесении навосстанавливаемую поверхность покрытий в распыленном состоянии. Для напыленияиспользуют прутковые или проволочные электроды, а также порошковые композиции,распыляемые при помощи электродуговых металлизаторов, газопламенных горелок,плазмотронов и другой аппаратуры. Значительный интерес представляетгазотермическое напыление порошков с самыми различными свойствами -теплостойких, теплоизоляционных, износостойких, коррозиестойких,электроизоляционных и др. Применение различных способов напыления(газопламенное, плазменное и т.п.) позволяет получать многослойные покрытия ирегулировать их физико-механические свойства, повышать ресурсы деталей.
8.1.4. Восстановление деталеймеханической обработкой выполняется под номинальный размер удалением дефектнойчасти детали и установкой на это место дополнительной ремонтной детали (втулки,кольца, накладки и т.д.) или под новый ремонтный размер - регламентированныйили свободный - с подгонкой сопряженных деталей.
8.1.5. Электрическое восстановлениеосновано на наращивании необходимого слоя металла на изношенную поверхность приразложении электролита под действием электрического тока и осаждении на детали(катоде) положительно заряженных ионов металла.
8.2. Восстановление деталей ручнойнаплавкой
8.2.1. Технологический процесс наплавкивключает в себя подготовительные операции, нанесение слоя металла и последующиепроцессы обработки детали.
8.2.2. В порядке предварительной подготовки вседетали, поступающие в ремонт, должны быть очищены от грязи, ржавчины, краски,после чего должны быть отсортированы и отобраны детали, подлежащиевосстановлению. После очистки поверхности детали определяются величина ихарактер износа детали, наличие трещин, надрывов, вмятин, задиров, наклепа,старой наплавки, повреждения резьбы, шлицевых соединений, общей или местной(поверхностной) закалки, цементации и т.д., а также определяется марка стали,из которой изготовлена деталь.
Детали, имеющие эксцентричный износ,необходимо до наплавки подвергнуть механической обработке.
Трещины, если позволяет характердальнейшей работы детали, должны быть заварены перед наплавочными работами, азатем тщательно зачищены и обработаны; мелкие трещины с небольшой глубинойустраняются шлифованием или местной вырубкой.
Изношенная или поврежденная резьба переднаплавкой должна быть полностью удалена.
Имеющиеся на наплавляемой частиотверстия, пазы, и канавки, которые необходимо сохранить, должны быть заделанымедными, графитовыми или угольными вставками. При механической обработкенаплавленного металла верхняя часть вставки, связанная с наплавленным металлом,срезается, что облегчает удаление оставшейся части вставки. Способ закреплениявставки перед наплавкой выбирается применительно к каждой детали отдельно.
Поверхности детали, не подвергающейсянаплавке, в случае необходимости должны защищаться от брызг сухим или мокрымасбестовым картоном.
В порядке подготовки детали к наплавкетакже необходимо изготовить планки и кольца для вывода начала и концанаплавленного валика, медные пластины для удержания флюса, разнообразноготвердого сплава, жидкого металла и шлака.
В эту работу входит и центрованиенаплавляемых деталей для дальнейшей механической обработки их на токарномстанке.
Для правильной организации подготовкидеталей к наплавке и выполнения наплавочных работ необходимо после осмотра изамеров износа детали составить карту технологического процесса ремонта. В нейдолжны быть отражены характер износа, объем работ, вид и способ наплавки, маркаи диаметр электродов, режим и технология наплавки, последовательность операций,припуск на механическую обработку, необходимость предварительной и последующейтермических обработок.
8.2.3. Электродуговая наплавка можетвыполняться как металлическим, так и угольными (графитовыми) электродами.
Ручная наплавка выполняется электродамидиаметром 2-6 мм на постоянном токе силой 80-300 А обратной полярности("плюс" на электроде) с производительностью 0,8-3,0 кг/ч.
Металлические электроды для наплавочныхработ дают возможность в широких пределах изменять химический состав и свойстванаплавленного металла, что достигается путем легирования наплавленного металлас помощью электродного покрытия.
Наплавка изношенных деталей,изготовленных из углеродистых или легированных сталей и не подвергающихся посленаплавки термической обработке, производится электродами, обеспечивающиминеобходимые твердость и износостойкость наплавленного металла.
Если же восстановленные детали посленаплавки подвергаются термической обработке, то наплавка их должнапроизводиться такими электродами, наплавляемый металл которых допускает эту обработкубез снижения твердости и ухудшения других механических свойств.
Восстановление наплавкой деталей, быстроизнашивающихся от трения, должно производиться твердыми сплавами (ЦС-1, ЦС-2).
Для наплавки деталей, выполненных изуглеродистых и низколегированных сталей, работающих на износ и подверженныхударным нагрузкам при обычных температурах, следует применять электродыследующих наиболее распространенных марок: ОЗН-250У, ОЗН-300У, ОЗН-350У,ОЗН-400У, Т-590, ЦС-1, ЦС-2, 12АН/ЛИВТ, 13КН/ЛИВТ и др. Металл, наплавленныйэтими электродами, представляет собой сплав на железной основе с небольшимколичеством таких легирующих элементов, как марганец, кремний, углерод,вольфрам, титан и др. Наплавленный металл легируется с помощью электродногопокрытия. Электроды марок ОЗН-250У, ОЗН-300У, ОЗН-350У, 03Н-400У имеют покрытиеосновного типа и предназначаются для наплавки деталей, работающих в условияхинтенсивных ударных нагрузок и подверженных сравнительно быстрому износу,изготовленных из малоуглеродистых сталей и сталей марок 35, 40, 45, 30Х, 35Х,40Х.
Наплавка в зависимости от массы детали,степени ее предварительного подогрева и толщины основного металла выполняетсяпри силе тока 170 - 220 А при диаметре электрода 4 мм и 210 - 240 А придиаметре электрода 5 мм. Наплавка производится короткой дугой постоянного токаобратной полярности. Твердость наплавленного металла составляет: для электродовОЗН-300У НВ 270-300, для электродов ОЗН-350У НВ 320-380 и для электродовОЗН-400У НВ 370-430. Электроды марки ЦС-1 изготавливаются из сормайта N 1 иприменяются для наплавки деталей из малоуглеродистых и низколегированных сталейс цементированной рабочей поверхностью и из углеродистых и легированных сталейс закаленной поверхностью, а также для наплавки деталей без дальнейшейтермической обработки. Наплавка производится постоянным или переменным током180-225 А при электроде диаметром 5 мм и выполняется по возможности короткойдугой. Твердость наплавленного и термически не обработанного металла HRC 28-54.Электроды марки ЦС-2 изготовляются из сормайта N 2 и применяются для наплавкидеталей как подвергающихся, так и не подвергающихся термической обработке посленаплавки. Наплавленный металл без термической обработки имеет твердость HRC39-45, после отжига - HRC 30-35, после закалки и отпуска - HRC 56-62. Род токаи режим наплавки те же, что и для электродов ЦС-1.
Электроды марки Т-590 применяются длянаплавки деталей, работающих в условиях преимущественно абразивного износа:режущей части ножей бульдозеров, поверхности ковшей породопогрузочных машин ит.д.
Ток наплавки постоянный, обратнойполярности или переменный 200-220 А для электродов диаметром 4 мм и 250-270 Адля электродов диаметром 5 мм. Твердость наплавленного металла HRC 58-62.
Электроды марки Т-620 применяются для наплавкидеталей, работающих в условиях особенно интенсивных абразивных износов иударных нагрузок. Наплавка производится в нижнем положении и на тех же режимах,что и электродами Т-590. Твердость наплавленного металла HRC 55-60.
Электроды марки 13КН/ЛИВТ предназначеныдля наплавки ножей дорожных машин, цепей механизмов, режущих кромок челюстейгрейферов и других деталей машин и механизмов, работающих в аналогичных тяжелыхусловиях. Наплавка производится в нижнем положении постоянным или переменнымтоком 200-220 А электродом диаметром 5 мм. Твердость наплавленного металла HRC55-60. Электроды марки 12АН/ЛИВТ применяются для наплавки деталей,изготовленных из малоуглеродистых, среднеуглеродистых и легированных сталей,подверженных ударной нагрузке с трением (опорные катки, гусеницы, звездочкитракторов и др.). Области применения электродов различных типов и марок указаныв таблице 68.
Таблица 68. Типы и марки электродов длянаплавки деталей
| Тип | Марка | Область применения |
| Э-80Х4С | 13КН/ЛИВТ | Наплавка деталей, работающих в условиях абразивного изнашивания |
| Э-320Х23С2ГТР | Т-620 |
|
| Э-320Х25С2ГР | Т-590 |
|
| Э-95Х7Г5С | 12АН/ЛИВТ | Наплавка деталей, работающих в условиях интенсивных ударных нагрузок с абразивным изнашиванием |
| Э-30Х5В2Г2СМ | ТКЗ-Н |
|
| Э-110Х14В13Ф2 | ВСН-6 |
|
| Э-300Х28Н4С4 | ЦС-1 | Наплавка деталей, работающих в условиях интенсивного износа с ударными нагрузками |
| Э-225Х10Г10С | ЦН-11 | . |
| Э-10Г2 | 03Н-250У | Наплавка деталей, работающих в условиях интенсивных ударных нагрузок (оси, рельсы и др.) |
| Э-15Г5 | 03Н-400У |
|
| Э-65Х11Н3 | ОМГ-Н | Наплавка изношенных деталей из высокомарганцовистых сталей типа 100Г13 и 110Г13Л |
| Э-65Х25Г3Н3 | ЦНИИН-4 |
|
| Э-90В10Х5Ф2 | ЦИ-2У | Наплавка металлорежущего инструмента |
| Э-10К18В11- М10Х3Ф | ОЗИ-5 |
|
Наплавка производитсяпостоянным или переменным током 200-220 А электродом диаметром 5 мм. Наплавленныйметалл без термообработки имеет твердость НВ 180-210.
Наплавка малоуглеродистых инизколегированных сталей производится электродом, наклоненным под углом 15-20°к вертикали, со средней величиной вылета электрода для тел вращения около 20-30мм. Характер перемещения электрода поперек наплавленного валика определяетсяшириной этого валика. При наплавке необходимо накладывать более широкие валикипосредством поперечных колебательных перемещений конца электрода.
В точках перемены направления движенияконца электрода скорость перемещения электрода должна уменьшаться. При этомувеличивается прогрев кромок валика и замедляется охлаждение сварочной ванны,что уменьшает возможность появления непровара, шлаковых и газовых включений,пор. Лучшее качество наплавки получается при ширине валика, равной 2,5 диаметраэлектрода, и для этого амплитуда поперечного колебательного перемещенияэлектрода должна быть равна 1,5-2 диаметрам электрода. В результате получаетсяболее плоский валик, что улучшает качество наплавочных работ, особенно привосстановлении деталей с небольшим износом по толщине.
При наплавке мелких и цилиндрическихдеталей небольших диаметров рекомендуется применять электроды малых диаметров иминимальную плотность тока, обеспечивающую устойчивое горение дуги, необходимуюглубину проплавления основного металла и удаление газов и шлаков изнаплавленного металла.
Наплавка должна выполняться короткойдугой; валики необходимо накладывать так, чтобы каждый последующий перекрывалпредыдущий на 1/3-1/2 ширины. По высоте слой наплавленного металлаустанавливается так, чтобы припуск на механическую обработку составлял 2-3 мм ичтобы впадины между валиками наплавки находились выше линии обработкиповерхности после наплавки.
Между толщиной слоя наплавленного металла,диаметром электрода, числом слоев наплавки и силой тока рекомендуетсявыдерживать соотношения, приведенные в таблице 69.
Таблица 69. Условия выполнения наплавки
| Толщина наплавленного слоя, мм | До 1,5 | До 5 | Более 5 |
| Диаметр электрода, мм | 3 | 4-5 | 5-6 |
| Число слоев наплавки | 1 | 1-2 | 2 и больше |
| Сила сварочного тока, А | 80-100 | 130-180 | 180-240 |
Производительность работыпри электродуговой ручной наплавке составляет 0,8-1,0 кг/ч.
Кратеры и непровары необходимо выводить запределы рабочей наплавляемой поверхности, используя для этого выводныевременные планки, кольца, втулки и т.д. Эти дефекты наплавки могут выводитьсяна наплавленный металл в том случае, если последующей механической обработкойони будут удалены с поверхности наплавленного металла. Оставлять кратеры наповерхности основного металла не допускается. После наложения каждого валика споверхности наплавки необходимо удалять шлаки, брызги металла, налеты окислов.Рядом расположенные плоскости, отверстия, канавки в случае необходимостиследует защитить от налета брызг расплавленного металла и шлаков листовымасбестом. Переход от наплавленного металла к основному после механическойобработки должен быть плавным и ровным. Наплавка деталей из легированных иуглеродистых сталей должна производиться с применением специальной технологии,предусматривающей:
- предварительный подогрев детали;
- термическую обработку после наплавкидля улучшения механических свойств и для снятия внутренних напряжений;
- специальные наплавочные электроды, апри их отсутствии - применение сварочных элементов с покрытием основного типа,например электродов УОНИИ-13/55 и др.;
- повышенную плотность тока, особеннокогда наплавка производится без предварительного подогрева. Наплавка сподогревом должна производиться быстро и за один прием. Для наплавкилегированных сталей нельзя применять электроды с кислым покрытием, содержащимокислы железа, марганца, титана и других элементов, а также органическиевещества.
8.2.4. При наплавке с помощью газовойгорелки используется смесь кислорода с распыленным керосином, но чаще всегоприменяют для наплавки ацетилено-кислородное пламя. В качестве наплавочныхматериалов применяются проволока и прутки, в том числе из легированных сталей,специальных сплавов и цветных металлов.
Наплавка производится в 1-2 слоя. Толщинанаплавленного металла допускается до 5 мм (с учетом припуска на обработку).Толщина наплавленного слоя определяется с учетом износа, характера сопряженийдеталей и требований (глубина упрочнения), предъявляемых к наплавленномуметаллу. В качестве присадочных материалов могут быть использованы такжепорошковые материалы требуемого состава и грануляции с размерами частиц 0,7-0,15мм. При наплавке деталей рекомендуется следующая последовательность технологическихопераций:
- удаление с детали остатков смазки,защитных покрытий, следов коррозии и других загрязнений моющими средствами,травлением, нагреванием, пескоструйной обработкой, обработкой абразивами,металлическими щетками и т.п.;
- предварительный отжиг деталей, имеющихобщую или поверхностную закалку или значительные внутренние напряжения;
- разметка наплавляемых поверхностей,проточка канавок, вырубка или строжка фасок;
- зачистка и выравнивание дефектных мест;
- предварительный нагрев детали, если этопредусмотрено технологией, в нагревательных печах, газовыми горелками, токомпромышленной или повышенной частоты;
- установка и закрепление деталей настоле, плите или в приспособлении;
- нанесение на поверхность деталилегирующих порошков, пласткерамических или защитных плавленых флюсов, установкаи закрепление электродов и проведение других подготовительных операций,определяемых особенностями процесса наплавки;
- производство наплавочных работ;
- снятие детали с приспособления послезатвердения металла и очистка ее поверхности от остатков шлаковой корки;
- охлаждение детали на воздухе или в печидля отжига перед последующей механической обработкой;
- контроль качества наплавленногометалла;
- исправление (при необходимости) дефектовнаплавленного слоя;
- механическая обработка для снятияприпусков и получения заданных размеров и чистоты поверхности детали;
- заключительная термическая обработкадетали;
- окончательный контроль качестванаплавленной детали.
Наплавка деталей цилиндрической формыможет производиться наложением валиков в направлении образующей цилиндра или повинтовой линии при непрерывном вращении детали. Кольцевую наплавку деталеймалого диаметра следует выполнять на малых токах, смещая электрод от верхнейточки цилиндра в направлении, противоположном вращению детали, чтобыпредотвратить стекание расплавленного металла. Оптимальная скорость наплавки(окружная скорость на поверхности детали) тел вращения по винтовой линии взависимости от диаметра наплавляемой детали должна приближаться к данным,указанным в таблице 70.
Таблица 70. Зависимость скорости наплавкиот диаметра наплавляемой детали
| Диаметр детали, мм | 200 | 160 | 120 | 90 | 60 |
| Скорость наплавки, м/ч | 28-32 | 24-28 | 20-24 | 16-20 | 14-18 |
При многоэлектроднойнаплавке или наплавке ленточным электродом скорости должны быть ниже. Наплавкаодним электродом производится с шагом 3-10 мм. С увеличением ширины валиканеобходимо увеличить и шаг наплавки. В случае выполнения многослойной наплавки первыйслой следует наплавлять слева направо, второй - справа налево, третий - так же,как первый, и т.д. Наплавка конических поверхностей зависит от угла наклонаобразующих конуса к оси вращения (предпочтительное значение угла - в пределах20-45°). Такие поверхности необходимо наплавлять снизу вверх.
Большие конические поверхности следуетнаплавлять в наклонном положении, чтобы образующая была в горизонтальномположении, при постоянной окружной скорости детали и постоянном шаге наплавки.При ручной наплавке металлическим электродом с присадочным прутком сварщикпроизводит наплавку электродом и одновременно вводит присадочный пруток в зонуэлектрической дуги.
Для ускорения плавления присадочногопрутка его кромка время от времени прижимается к кромке электрода. Вследствиеэтого через конец присадочного прутка проходит сварочный ток, и между концомприсадочного прутка и деталью горит дуга. Таким образом сварщик добиваетсябыстрого плавления прутка и электрода. Плотность тока при этом принимается на15-20 % больше, чем обычно. Диаметр прутка принимается на 1-2 мм большедиаметра электрода.
Присадочные прутки изготовляются изуглеродистой, легированной или высоколегированной сварочной или наплавочнойпроволоки. Этим способом повышается производительность наладочных работ на30-40 %. Наплавка пучком электродов выполняется на переменном или постоянномтоке при режимах, представленных в таблице 71.
Таблица 71. Режимы наплавки пучкомэлектродов
| Параметр | Количество электродов в пучке, шт. | |||||||
| 2 | 2 | 2 | 3 | 3 | 3 | 4 | 4 | |
| Диаметр электрода, мм | 3 | 4 | 5 | 3 | 4 | 5 | 3 | 4 |
| Сила тока, А | 120-150 | 180-250 | 250-300 | 200-250 | 230-280 | 300-350 | 230-270 | 280-320 |
При наплавке пучок следуетперемещать прямолинейно по направлению наплавки без поперечных колебательныхдвижений.
8.3. Восстановление деталей металлизацией
8.3.1. Металлизация применяется для восстановлениядеталей с изношенными плоскими наружными и внутренними цилиндрическимиповерхностями, заделки трещин в корпусных деталях, повышения жаростойкости,коррозионностойкости и получения высоких антифрикционных свойств.
В зависимости от источника тепла дляраспыления наращиваемого металла металлизацию подразделяют на газовую,электрическую и плазменную. Восстановление изношенных деталей металлизациейсостоит из операций подготовки поверхности детали, металлизации поверхности иобработки поверхности детали после металлизации.
8.3.2. Подготовка поверхности детали кметаллизации включает следующие операции:
- очистку и обезжиривание,
- предварительную механическую обработку,
- специальную обработку для образованияшероховатости, а также изоляцию поверхностей детали, не подлежащихметаллизации.
Предварительная механическая обработкаповерхности детали необходима для получения правильной геометрической формыизношенной поверхности с целью получения минимально допустимой равномернойтолщины слоя покрытия для окончательной механической обработки. Повышениешероховатости поверхности требуется для улучшения сцепления с покрытием.
Толщина металлизированного слоя послеокончательной механической обработки не должна быть меньше: для цилиндрическойповерхности диаметром от 25 до 100 мм - 0,5-0,8 мм; для плоских поверхностей -0,5-1,0 мм.
Для предотвращения выкрашиванияметаллизированного слоя на торцах детали и на открытых ее концах необходимовыполнить канавки или буртики. Изоляция поверхностей, не подлежащихметаллизации, производится бумагой, картоном или листовым железом; отверстия ипазы закрываются деревянными или резиновыми пробками. Способы подготовкиповерхности детали под металлизацию приведены в таблице 72.
Таблица 72. Способы подготовкиповерхности под металлизацию
| Способ подготовки | Область применения | Примечание |
| Струйная обработка абразивом | ||
| Кварцевым песком | Обработка поверхности для защиты от коррозии | Допускается выполнять работу на открытом воздухе |
| Корундом | Дополнительная очистка подготовленных, но загрязненных поверхностей | Рекомендуется при монтаже в условиях мастерских |
| Стальной крошкой | Повторная подготовка поверхности | Стальную крошку следует подавать под давлением воздуха 0,6 МПа (6 кгс/см2) |
| Подготовка со снятием стружки | ||
| Нарезкой рваной резьбы | Подготовка тел вращения | Достигается установкой резца ниже центра детали |
| Фрезеровкой канавки дисковой фрезой, вырубкой канавок клиновидной формы | Исправление брака литья (трещин в корпусных деталях) | Требуется последующая струйная обработка абразивом или грубая шлифовка |
| Насечкой | Литье, особенно цветное, плоские стальные поверхности | Выполняется пневматическим молотком с последующей струйной обработкой абразивом |
| Бесстружечная обработка: накаткой резьбы и рифлением | Тела вращения при высоких динамических нагрузках, требующие высокой прочности сцепления покрытия с основой | Требуется окончательная струйная обработка абразивом |
| Электроподготовка (нанесение промежуточных покрытий): - никелевым электродом с последующей струйной обработкой абразивом | Детали из низколегированной стали, не испытывающие динамической нагрузки, а также плоские детали и тела вращения при необходимости нанесения толстого покрытия | Электроподготовка оказывает заметное влияние на усталостную прочность детали |
| нанесением подслоя молибдена | Получение твердой поверхности детали с тонким слоем покрытия |
|
8.3.3. Газовая металлизация по принципуработы подразделяется на два вида: на металлизацию с применением дутьевого газаи без применения дутьевого газа. Наибольшее распространение имеет металлизацияс применением дутьевого газа, при которой проволока расплавляется тепломнейтрального пламени горючего газа (ацетилена, пропана и др.) и кислорода, аразмельчение и перенос частиц металла на поверхность детали производятся сжатымвоздухом или инертным газом.
Режим газовой металлизации:
- давление сжатого воздуха 0,3-0,5 МПа(3-5);
- давление ацетилена 4-60 кПа (0,04-0,6);
- расход ацетилена 240-850 л/ч;
- давление кислорода 0,2-0,7 МПа (2-7);
- расход кислорода 600-2100 л/ч;
- диаметр проволоки 1,5-3,0 мм;
- скорость подачи проволоки 4,5-6,0м/мин.;
- расстояние от сопла до детали(рекомендуемое) 100-150 мм.
Нанесение покрытий производитсягазопламенными металлизаторами (ГИМ-2М, МГИ-1-57, МГИ-2-65 и др.) вручную и настанках. Материалом для нанесения покрытий служит проволока (стальная,бронзовая, латунная, из алюминиевого сплава, молибдена и др.). Для полученияболее однородного, беспористого и хорошо связанного с основанием покрытиянеобходимо после напыления слоя произвести его оплавление.
Этот процесс состоит из нанесения наобезжиренную поверхность детали металла при помощи металлизатора и последующегорасплавления покрытия пламенем горелки или индукционным нагревом. Расплавлениеметалла происходит без перегрева детали и без изменения его состояния.
8.3.4. Электрическая металлизация попринципу работы может быть электродуговая и высокочастотная.
Электродуговая металлизация предназначенадля выполнения всех видов металлизационных работ и производится в режиме:
- сила тока: переменного 110-250 А,постоянного 55-160 А;
- напряжение 25-35 В;
- давление сжатого воздуха 0,4-0,6 МПа(4-6);
- окружная скорость детали 1,2-2,5м/мин.;
- число проволок 2 шт.;
- скорость подачи проволок 0,6-1,5м/мин.;
- продольная подача металлизатора 1-10 ммна один оборот детали;
- расстояние от сопла до поверхностидетали 8-100 мм.
Твердость покрытия в 1,6-1,7 раза вышетвердости исходной проволоки (за счет закалки и упрочнения частиц). Нанесениепокрытий производится электро дуговым и металлизаторами: ЭМ-6, ЭМ-12, ЭМ-15(станочные) и ЭМ-9, ЭМ-10, ЭМ-14 (ручные).
Металлизаторы ЭМ-6, ЭМ-12 предназначеныдля восстановления изношенных цилиндрических и плоских поверхностей деталейразличных размеров, нанесения антикоррозионных покрытий, повышенияжаростойкости и др.
Ручной металлизатор применяется длявосстановления изношенных деталей, деталей с механическими повреждениями(трещинами), для нанесения антикоррозионных и декоративных покрытий, устранениядефектов в отливках, повышения жаростойкости стали.
Наличие двух- или трехпроволочныхметаллизаторов дает возможность получить сталемедные, медно-свинцовистые,сталеалюминиевые и другие композиции из одного, двух, трех разных металлов, аизменение скорости подачи - проволоки и композиции с различным соотношениемэтих металлов.
При высокочастотной металлизациииспользуется принцип индукционного нагрева, который выполняется в режиме:
- производительность при металлизациистальных деталей 5-10 кг/ч;
- диаметр проволоки 4-5 мм;
- давление сжатого воздуха 0,3-0,4 МПа(3-4);
- расход сжатого воздуха 0,6-0,8 м/мин.;
- скорость подачи проволоки 0,4-1,5м/мин.
Для нанесения покрытий используются высокочастотныеметаллизаторы МВЧ-1, МВЧ-2, МВЧ-3.
По сравнению с электродуговым процессомпри высокочастотной металлизации углерода выгорает примерно в 4-6 раз меньше.Лучшие результаты при высокочастотной металлизации дает проволока с содержаниемуглерода 0,45 %; эта проволока обеспечивает наиболее стабильный составпокрытия.
8.3.5. Плазменно-дуговая металлизацияоснована на способности газов при определенных условиях переходить в состояниеплазмы.
Плазма - сильный поток заряженных частиц,обладает высокой электрической проводимостью. Температура струи плазмызначительно выше температуры электрической дуги. Плазмообразующий газ, несодержащий кислорода, позволяет получать покрытия без окислов.
Нанесение покрытий металла на деталипроизводится установками УМП-4-64, УПУ-3М, УМП-5-68. Эти установкипредназначены для выполнения покрытий из тугоплавких материалов. Наиболееуниверсальными являются установки УМП-4-64 и УМП-5-68, они позволяют выполнятьрезку, сварку, плавку, пайку, оплавление поверхности и другие операции.
Плазменная металлизация производится врежиме:
- производительность по напылению порошка4-12 кг/ч;
- максимальная сила тока 400-600 А;
- расход азота 25-40 л/мин.;
- давление азота 0,3-0,4 МПа (3-4);
- расход охлаждающей воды 3-4 л/мин.;
- давление охлаждающей воды 0,25-0,4 МПа(2,5-4);
- толщина покрытия 0,1-10 мм.
8.3.6. Газотермическое напылениеиспользуется для исправления дефектов литья, восстановления изношенныхповерхностей, а также для получения покрытий с особыми физико-механическимисвойствами.
Сущность процесса заключается в нанесенииметаллического порошка, расплавленного пламенем горелки, на предварительноподготовленную поверхность детали. Напыляемые частицы заполняют неровностиповерхности и, охлаждаясь, сжимаются, прочно соединяясь с деталью.
8.3.7. Подготовка поверхности детали кнапылению имеет большое значение для прочного сцепления напыленного покрытия сдеталью. Для увеличения силы сцепления покрытия деталь должна иметь возможнобольшую площадь поверхности сцепления (за счет шероховатости), быть очищеннойот окисной пленки, влаги, масла и других загрязнений. Особую опасность длясцепления представляют поры: в них может содержаться масло, которое врезультате нагревания детали при напылении выделяется на поверхность, что ухудшаетсцепление покрытия с основой.
Подготовка поверхности детали к напылениюпокрытия включает следующие операции:
- обезжиривание;
- механическую обработку для снятиянеровностей и удаления усталостного слоя;
- придание поверхности шероховатости дляувеличения сцепления с основой детали;
- защиту ненапыляемых участков детали.
Способы подготовки поверхности кнапылению приведены в таблице 73.
Таблица 73. Способы подготовкиповерхности детали к напылению
| Операция | Технология |
| Обезжиривание детали: стальной, бронзовой, алюминиевой, чугунной | Протирка ветошью, смоченной в ацетоне. Отжиг при температуре 400-450 °С в течение 3-4 ч |
| Механическая обработка детали: нетермообработанной или термообработанной | Проточка резцом на глубину не менее 0,1 мм Шлифование абразивным кругом из карбида кремния зернистостью 80 мкм |
| Придание поверхности шероховатости | Нарезка резцом с закругленной режущей кромкой (R = 0,2 мм) специальной резьбы с шагом, равным глубине предварительной обработки поверхности, и глубиной резьбы, равной половине ее шага. Струйная обработка поверхности в дробеструйной камере смесью порошков электрокорунда зернистостью 60-80 мкм (50 %) и 120-160 мкм при давлении воздуха 0,5-0,6 МПа (5 - 6 кгс/см2) и его расходе 3-5 м3/мин |
| Защита оборудования и ненапыляемых участков детали | Ненапыляемые зоны экранируются, все отверстия и канавки закрываются пробками из сухого дерева или графита |
8.3.8. Напыление выполняется вручную или настанке с использованием горелок ГАЛ-2 при подаче самофлюсующихся порошков вструе газа или горелок ГАЛ-4-72 и ГАЛ-6-73 при внешней подаче порошков споследующим оплавлением.
Напыление выполняется в режиме:
- давление ацетилена 3-5 кПа (0,03-0,05);
- давление кислорода 35-45 кПа(0,35-0,45);
- расход ацетилена 15-17 л/мин.;
- расход кислорода 16-18 л/мин.;
- окружная скорость обрабатываемойповерхности 18-20 м/мин.;
- расстояние от горелки до детали 160-180мм;
- продольная подача горелки 3-4 мм наодин оборот детали;
- расход порошка 2,5-3,0 кг/ч.
8.3.9. Обработка деталей послеметаллизации. Получение требуемых размеров и чистоты поверхности достигаетсямеханической обработкой. Обработка детали производится после полной усадкинанесенного материала.
Припуск на обработку зависит от диаметра,длины обрабатываемой поверхности и характера предполагаемой обработки. Средниезначения припусков приведены в таблице 74.
Таблица 74. Припуски на обработку послеметаллизации, мм
| Диаметр детали, мм | Припуск на обработку | |||
| токарная операция | последующая шлифовка | всего | одна шлифовка | |
| До 50 | 0,40-0,50 | 0,20 | 0,60 - 0,70 | 0,30 |
| 51-75 | 0,55 | 0,25 | 0,80 | 0,35 |
| 76-100 | 0,60 | 0,25 | 0,85 | 0,40 |
| 101-125 | 0,70 | 0,30 | 1,00 | 0,45 |
| 126-150 | 0,80 | 0,30 | 1,10 | 0,50 |
| 151-200 | 1,00 | 0,35 | 1,35 | 0,55 |
| 201-300 | 1,10 | 0,40 | 1,50 | 0,60 |
| 301-500 | 1,20 | 0,40 | 1,60 | 0,70 |
Токарную обработкунеобходимо производить резцами с пластинами из твердых сплавов. Рекомендуютсяразмеры резца: главный угол в плане 45°, задний угол 8-12° и передний угол от+5 до -5°.
Рекомендуются ориентировочные режимымеханической обработки, приведенные в таблице 75.
Таблица 75. Режимы механической обработки
| Материал покрытия | Скорость резания, м/мин | Подача на один оборот детали, мм | Глубина резания, мм |
| Сталь высокоуглеродистая | 8-10 | 0,1-0,2 | 0,2-0,4 |
| Сталь малоуглеродистая, бронза, латунь | 15-18 | 0,2-0,4 | 0,3-0,4 |
| Цинк, алюминий | 40-50 | 0,2-0,4 | 0,3-0,5 |
Механическая обработкадолжна выполняться острым и достаточно жестким резцом. Резец устанавливается налинии центров или немного выше нее. Глубина резания при чистовом проходе недолжна превышать 0,10-0,15 мм. В процессе резания рекомендуется применятьохлаждение эмульсией.
При шлифовании металлизированныхповерхностей необходимо избегать замасливания кругов. Для обработки покрытийприменяются круги электрокорундовые.
Металлизированные покрытия извысокоуглеродистых сталей трудно поддаются токарной обработке, их рекомендуетсяшлифовать электрокорундовым кругом зернистостью 46-60 мкм при следующихрежимах:
- скорость шлифования кругом 25-30 м/с;
- окружная скорость обрабатываемойповерхности 10-15 м/мин.;
- подача 0,8-1,2 м/мин.;
- глубина шлифования 0,01-0,03 мм.
Для улучшения последующей работыметаллизированные детали, работающие в условиях трения, рекомендуется послеокончательной обработки держать в нагретом до 100-120 °С масле в течение 2-3 ч.
Механическая обработка одновременнослужит контрольной операцией. Если покрытие при механической обработке неразрушилось и если при этом не было обнаружено видимых отслоений, трещин и цветовпобежалости, то такое покрытие имеет нормальное качество как по составу, так ипо сцепляемости с основанием.
8.3.10. Нанесение покрытий распылениемявляется работой, связанной с образованием металлической пыли, газов и вредныхдля зрения лучей. Эта работа относится к вредному производству, и к нейдопускаются специально обученные лица, достигшие 18 лет и прошедшие медицинскийосмотр и специальный инструктаж по технике безопасности.
Металлизационная установка должна бытьоборудована приточно-вытяжной вентиляцией.
Вытяжная вентиляция должна осуществлятьсяпутем устройства местных отсосов. Приток чистого воздуха может бытьпринудительным или естественным. Отсос воздуха от рабочего места погазотермическому напылению должен составлять 5000-6000.
Ремонт, техническое обслуживание иналадка аппарата должны производиться при выключенном токе. Во время длительныхперерывов в работе (более 8 ч) необходимо выключить рубильник на главном щите.
При нанесении покрытий следуетпользоваться респираторами (при газотермическом напылении), защитными очкамизакрытого типа (со стеклами, плотность фильтров которых определяетсяпроизводственными инструкциями), фартуком с огнестойкой пропиткой ибрезентовыми рукавицами.
Кроме указанных выше требований побезопасности труда, следует также соблюдать соответствующие требования поэлектробезопасности, к условиям эксплуатации баллонов, условиям хранениябаллонов, условиям транспортирования баллонов и др.
8.4. Восстановление деталей механическойобработкой
8.4.1. Восстановление способом ремонтныхразмеров изношенных и поврежденных деталей заключается в механической обработкеодной из деталей сопряжения, обычно более сложной и дорогой, до установленногоремонтного размера, который может быть стандартным (заранее установленным) исвободным (нерегламентированным). Вторую деталь сопряжения при этом заменяютвосстановленной или новой, изготовленной также под этот ремонтный размер.
Ремонтные размеры должны обеспечиватьтребуемые зазоры между сопрягаемыми деталями и точность кинематических связей.Величина нормализованного ремонтного размера устанавливается в зависимости отвеличины и характера износа поверхности, а также от припуска на механическуюобработку.
Способом ремонтных размеров можновосстанавливать резьбовые поверхности путем рассверливания или обточкиизношенной резьбы и нарезания новой ремонтной. Ремонтные размеры резьбыподбираются наиболее близкие из стандартного ряда резьб. Резьба ремонтногоразмера нарезается только после удаления старой резьбы.
Изменение размеров, восстанавливаемыхспособом ремонтных размеров деталей, может быть допущено до определеннойпредельной величины. При назначении предельных ремонтных размеров необходимоучитывать, что изменение размеров может привести к уменьшению жесткости имеханической прочности, к увеличению удельного давления и к снижениюповерхностной твердости восстанавливаемой детали. Изменение первоначальныхразмеров деталей свыше установленных пределов может значительно сократить сроких службы.
8.4.2. Восстановление дополнительнымиремонтными деталями основано на использовании дополнительных деталей,устанавливаемых непосредственно на изношенной поверхности или полностьюзаменяющих изношенную часть детали. В первом случае дополнительные детали имеютформу гильзы, кольца, втулки, диска, пластины или резьбовой втулки, а во втором- форму удаленной части детали.
Материал для изготовления дополнительныхдеталей должен отличаться прочностью, износостойкостью и обеспечивать деталинадежную работу при эксплуатации. При выборе материала для изготовлениядополнительной детали необходимо учитывать условия работы восстанавливаемойдетали. Так, для деталей неподвижных соединений (с натягом), работающих приповышенных температурах, коэффициенты линейного расширения материаловдополнительной и восстанавливаемой деталей должны быть одинаковы.
Если от дополнительной детали требуютсятолько высокие антифрикционные свойства или высокая износостойкость, томатериал следует подбирать с учетом этих требований и, как правило, болеевысокого качества, чем материал основной детали. Размеры дополнительной деталиопределяются расчетом на прочность и, главным образом, расчетом на смятие.
Для постановки дополнительной деталинеобходимо с изношенной поверхности восстанавливаемой детали снять определенныйслой металла, так как минимальная толщина дополнительной детали, определяемаярасчетом, значительно превышает величину износа восстанавливаемой детали.
Соединение дополнительных деталей,имеющих форму гильзы, кольца или втулки, с основной деталью должноосуществляться путем запрессовки с соответствующим натягом. Для надежностисоединения дополнительной детали с основной в стыке по торцу следуетпараллельно оси детали засверлить отверстия и установить в них штифты илирезьбовые стопоры. В зависимости от размеров дополнительной детали по диаметрув тех же целях может быть использована ее приварка в одной-трех точках иливкруговую по торцу.
Дополнительные детали, имеющие формудисков или пластин, можно соединять с основной деталью при помощи заклепок иливинтов с потайной головкой.
Прочность восстановленных деталей машинзависит от свойств материала соединяемых деталей, разности их диаметров(натяга), формы и чистоты поверхности, толщины стенок в местах контакта, длинысопрягаемых частей и т.п. Для ремонта изношенные дополнительные деталиснимаются и заменяются новыми.
8.4.3. Ремонт обработкой давлениемоснован на пластическом перераспределении материала для компенсации износадетали и улучшения структуры металла рабочей поверхности. Применяют следующиевиды обработки давлением: осадку, обжатие, раздачу, вытяжку, правку и др.
Осадку применяют для увеличенияпоперечного сечения детали при уменьшении ее длины. Таким методом целесообразновосстанавливать изношенные втулки и пальцы.
При обжатии пустотелую детальпротаскивают через матрицу меньшего диаметра, чем уменьшают наружный размердетали, не изменяя ее длины. Для обжатия стальных деталей их предварительнонагревают до 800-950 °С.
Раздачей увеличивают наружный размерполой детали, выполняя развальцовку отверстия во втулках, ручках, муфтах.
Вытяжкой ремонтируют детали, требующиеувеличения их длины при одновременном местном уменьшении поперечного сечения;этим методом незначительно удлиняют стержни, тяги.
Правкой исправляют валы, рычаги, элементыметаллоконструкций, потерявшие первоначальную форму. Правку выполняют вхолодном состоянии (при небольшой деформации) или в нагретом. Для снятияостаточных напряжений после правки проводят термообработку.
8.5. Восстановление деталейэлектролитическими способами
Электролитические способы восстановленияпозволяют получить прочное сцепление покрытия с изношенной поверхностью.
Осталивание (железнение) - восстановлениедеталей электролитическим наращиванием слоя железа. Таким способом можнонаносить прочный слой металла до 2 мм; при большей толщине прочность слояпадает.
Процесс состоит из следующихтехнологических операций: механическая обработка, обезжиривание, промывка,травление (анодная обработка), промывка, осталивание, промывка, нейтрализация, измерениедетали, механическая обработка.
Обезжиривание детали выполняется вбензине или в щелочном растворе.
Осаждение покрытий ведется при отношенииплощадей анода и катода 4:1. Скорость осаждения железа 0,15-0,3 мм/ч. Чембольше плотность тока, тем выше скорость осаждения железа.
Условия проведения работы приведены втаблице 76.
Таблица 76. Условия выполненияосталивания
| Твердость покрытия, HRC | Электролит | Режим работы | ||
| состав | концентрация, г/л | температура электролита, °С | плотность тока, А/м2 | |
| 30-35 | Двухлористое железо | 400-460 | 80-85 | 1000-1500 |
| Хлористый марганец | 60 |
|
| |
| Соляная кислота | 20 |
|
| |
| 30-48 | Двухлористое железо | 300-360 | 65-80 | 1000-4000 |
| Соляная кислота | 1,5 |
|
| |
| 50-52 | Двухлористое железо | 300-360 | 65-80 | 2000-3000 |
| Хлористый марганец |
|
|
| |
| Соляная кислота | 1,5 |
|
| |
| 60-62 | Двухлористое железо | 250 | 65-80 | 2000-3000 |
| Хлористый никель | 60 |
|
| |
| Гипосульфит натрия | 1,5-2 |
|
| |
| Соляная кислота | 1,5-2 |
|
| |
Хромирование (гладкое илипористое) обеспечивает высокую твердость и износостойкость покрытия, хорошеесцепление с поверхностью, возможность покрытия различных металлов. Хромированиеприменяется в ремонтной практике для восстановления изношенных шкивов, валов идругих деталей с износом до 0,2 мм.
Срок службы детали после хромированиявозрастает в 4-10 раз. Процесс состоит из следующих технологических операций:
- механической обработки;
- промывки детали растворителем;
- изоляции непокрываемых участков;
- обезжиривания;
- промывки;
- декапирования;
- хромирования.
Обезжиривание детали выполняется вбензине, керосине, уайт-спирите и др. Для изоляции поверхностей, не подлежащих покрытию,можно использовать целлулоид, винипласт, нитролак.
Декапирование (очистка обратным током)деталей из черных металлов проводят в ванне хромирования, для чего 5-6 мин.деталь выдерживают без тока, а затем 30-90 с - при анодном токе плотностью2000-3000 , а позже переключением тока на катод начинают осаждение хрома.
Недостатком хромирования является егодороговизна из-за продолжительности процесса, большой энергоемкости ииспользования дефицитных материалов. На осаждение слоя хрома толщиной 0,1 мм затрачиваетсяот 6 до 16 ч.
8.6. Восстановление механических свойств(усталостной прочности и жесткости) деталей
8.6.1. В результате эксплуатации, а такжепосле восстановления различными способами наращивания могут ухудшатьсямеханические свойства (например, потеря жесткости пружинами) или усталостнаяпрочность (после наплавки или гальванических покрытий) детали.
Восстановление этих свойств деталей можетосуществляться наклепом поверхностного слоя металла. В данном случае наклепуподвергают не отдельные участки детали, а всю поверхность.
8.6.2. Поверхностный наклеп деталей можетосуществляться следующими способами:
- обкатыванием или раскатываниемроликами;
- ударами пневматического молота;
- дробеструйной обработкой;
- ударами шариков, уложенных в сепаратор.
Дробеструйная обработка требует наличияотносительно сложной установки, а все остальные способы наклепа выполняются припомощи простых приспособлений.
Восстановление жесткости пружины можетпроизводиться обкаткой роликом. Для этого пружину необходимо собрать на оправкудиаметром, равным внутреннему диаметру пружины. Пружина на оправке должна бытьзафиксирована шпилькой. Оправка изготовляется из стали ШХ15 и закаливается доHRC 60-62. Оправка вместе с пружиной закрепляется с одной стороны в патронестанка, а с другой - поджимается центром. Нажимное устройство, состоящее изкорпуса, в котором находится державка с нажимным роликом, изготовленным изстали ШХ15 и термически обработанным до HRC 40-42, устанавливается на суппортестанка. На державке находится тарированная пружина. Для обкатки роликподводится к восстанавливаемой пружине и суппортом поджимается так, чтобытарированная пружина сжалась на требуемую величину. Затем включается станок ссоблюдением режима:
- частота вращения шпинделя станка1,5-1,67 (90-100 об/мин.);
- число проходов 1-2;
- давление ролика на пружину 20-40 Н(200-400 кгс).
Наклеп пружин с аналогичными результатамиможно получить и при использовании пневматического приспособления. В этомслучае наклеп создает пневматический молоток, к которому подается сжатый воздухпод давлением 0,3-0,6 МПа (3-6). Частота и сила удара регулируются запорнымвентилем.
Наклеп, создаваемый шариками,предполагает многократное чередование ударов шариков по поверхности детали.Шарики в сепараторе могут свободно перемещаться в радиальном направлении длянанесения удара по поверхности детали. Приспособление устанавливается насуппорте токарного станка.
При диаметре упрочнителя 275 мм поокружности размещается до 60 шариков диаметром 7-10 мм. Для наружнойцилиндрической поверхности рекомендуется режим обработки:
- окружная скорость упрочнителя 0,5-1,5м/с (30-90 мин.);
- натяг, т.е. величина принудительногоотталкивания шарика изделием 0,05-0,08 мм;
- продольная подача 0,1-0,5 мм на одиноборот детали;
- число проходов - от одного до трех.
Упрочнитель из-за высокой скоростивращения перед наклепыванием должен быть динамически отбалансирован.
Для упрочнения указанным способом можноиспользовать также шлифовальные станки; упрочнитель устанавливается вместошлифовального круга.
Наклеп поверхностей стальных деталейдробеструйной обработкой осуществляется дробью размером 0,6-1,2 мм приследующих режимах:
- скорость полета дроби 60- 00 м/с;
- время наклепа от 3 до 10 мин.
Глубина наклепа не превышает 1 мм. Послетакой обработки повышается твердость поверхностного слоя, и она тем больше, чеммягче металл до наклепа.
8.7. Выбор способа восстановления
Восстанавливать детали можно, какправило, несколькими способами. Чтобы выбрать способ восстановления детали,необходимо оценить экономическую целесообразность восстановления, а такжеоснащенность предприятия и наличие необходимых материалов. Для каждой деталиспособ выбирается индивидуально.
Для определения целесообразностивосстановления детали одним из рассмотренных методов можно воспользоватьсясравнением показателя экономичности Вэ для каждого метода:
Вэ=СнТв/СвТн, (2)
где:
Сн - цена новой детали;
Св - себестоимость восстановленной детали;
Тн, Тв - срок службы новой и восстановленной деталей.
Чем выше этот показатель, тем экономичнееспособ восстановления.
______________________________
*Номер таблицы соответствует оригиналу.
**На территории Российской Федерации действует ГОСТ 14019-2003,здесь и далее по тексту.
| N п/п | Обозначение | Наименование | Пункт ПТЭ |
| 1 | Федеральный закон от 21 июля 1997 г. N 116-ФЗ | О промышленной безопасности опасных производственных объектов (Собрание законодательства Российской Федерации, 1997, N 30, ст. 3588; 2000, N 33, ст. 3348; 2003, N 2, ст. 167) | 1, 4.1.1, 12.1 |
| 2 | Постановление Правительства Российской Федерации от 17 июля 1998 г. N 779 | О федеральном органе исполнительной власти, специально уполномоченном в области промышленной безопасности (Собрание законодательства Российской Федерации, 1998, N 30, ст. 3780) | 4.1.2 |
| 3 | Постановление Правительства Российской Федерации от 10 марта 1999 г. N 263 | Правила организации и осуществления производственного контроля за соблюдением требований промышленной безопасности на опасном производственном объекте (Собрание законодательства Российской Федерации, 1999, N 11, ст. 1305) | 4.5.1, 4.5.6, 6.1.1 |
| 4 | Постановление Правительства Российской Федерации N 241 от 28.03.2001 г. | О мерах по обеспечению промышленной безопасности опасных производственных объектов на территории Российской Федерации (Собрание законодательства Российской Федерации, 2001, N 15, ст. 1489) | 6.5 |
| 5 | Постановление Правительства Российской Федерации от 13 декабря 1993 г. N 1291 | Положение о государственном надзоре за техническим состоянием самоходных машин и других видов техники в Российской Федерации (Собрание актов Президента и Правительства Российской Федерации, 1993, N 51, ст. 4943) | 4.1.3 |
| 6 | Постановление Госгортехнадзора Российской Федерации от 09.07.02 г. N 43 (РД 03-484-02) | Положение о порядке продления срока безопасной эксплуатации технических устройств, оборудования и сооружений на опасных производственных объектах | 6.5 |
| 7 | ГОСТ Р 1.5-2002* | Общие требования к построению, изложению, оформлению, содержанию стандартов | Текст ПТЭ |
| 8 | ГОСТ Р 50849-96 | Пояса предохранительные. Общие технические условия | 13.4.1 |
| 9 | ГОСТ Р 50895-96 | Муфты зубчатые. Технические условия | П19-1.9.2 |
| 10 | ГОСТ 2.601-95 | ЕСКД. Эксплуатационные документы | 5.7.3, 8.2, 9.1.6 |
| 11 | ГОСТ 2.602-95 | ЕСКД. Ремонтные документы | 11.2.1, 11.6.1 |
| 12 | ГОСТ 9.014-78 | ЕСЗКС. Временная противокоррозионная защита изделий. Общие требования. Взамен ГОСТ 13168-69 | 5.3.5 |
| 13 | ГОСТ 12.1.004-91 | ССБТ. Пожарная безопасность. Общие требования | П8-6.1 |
| 14 | ГОСТ 12.3.002-75 | ССБТ. Процессы производственные. Общие требования безопасности | П8-6.1 |
| 15 | ГОСТ 12.3.002-75** | ССБТ. Строительство. Каски строительные. Технические условия | 13.4.2 |
| 16 | ГОСТ 27.002-89 | Надежность в технике. Основные понятия. Термины и определения | 3.1 |
| 17 | ГОСТ 33-2000 | Нефтепродукты. Прозрачные и непрозрачные жидкости. Определение кинематической вязкости и расчет динамической вязкости | П8-4.1 |
| 18 | ГОСТ 228-79 | Цепи якорные с распорками. Общие технические требования | П19-1.14.2 |
| 19 | ГОСТ 380-94 | Сталь углеродистая обыкновенного качества. Марки | П19-1.15.2 |
| 20 | ГОСТ 493-79 | Бронзы безоловянные литейные. Марки | П19-5.1.3 |
| 21 | ГОСТ 1050-88 | Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной стали. Общие технические условия | П19-1.13.2, П19-7.2.1 |
| 22 | ГОСТ 1497-84 | Металлы. Методы испытаний на растяжение | П19-7.5 |
| 23 | ГОСТ 1643-81 | Основные нормы взаимозаменяемости. Передачи зубчатые цилиндрические. Допуски | П19-1.3.2 |
| 24 | ГОСТ 1758-81 | Основные параметры взаимозаменяемости. Передачи зубчатые конические и гипоидные. Допуски | П19-1.3.2 |
| 25 | ГОСТ 2246-70 | Проволока стальная сварочная. Технические условия | П10-7.1 |
| 26 | ГОСТ 2405-88 | Манометры, вакуумметры, мановакуумметры, напоромеры, тягомеры и тягонапоромеры. Общие технические условия | П8-1.6 |
| 27 | ГОСТ 2688-80 | Канат двойной свивки типа ЛК-Р конструкции 6´19(1+6+6/6)+1o.c. | П5-2.1, П5-2.2, П5-6.6 |
| 28 | ГОСТ 2789-73 | Шероховатость поверхности. Параметры и характеристики | П19-1.8.2, П19-1.10.2 |
| 29 | ГОСТ 3241-91 | Соединения сварные. Методы контроля качества | П5-1.2, П.5-3.2, П5-3.4, П5-4.4 |
| 30 | ГОСТ 3242-79 | Соединения сварные. Методы контроля качества | П19-7.5 |
| 31 | ГОСТ 3675-81 | Основные нормы взаимозаменяемости. Передачи червячные цилиндрические. Допуски | П19-1.3.2, П19-1.7.2 |
| 32 | ГОСТ 5264-80 | Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры | П19-7.2.1, П19-7.5 |
| 33 | ГОСТ 6370-83 | Нефть, нефтепродукты и присадки. Метод определения механических примесей | П8-4.1 |
| 34 | ГОСТ 6996-66 | Сварные соединения. Методы определения механических свойств | П19-7.5 |
| 35 | ГОСТ 7668-80 | Канат двойной свивки типа ЛК-РО конструкции 6´36(1+7+7/7+14)+1о.с. Сортамент | П5-2.1, П5-2.2, П5-6.6 |
| 36 | ГОСТ 7669-80 | Канат двойной свивки типа ЛК-РО конструкции 6´3(1+7+7/7+14)+7´7(1+6). Сортамент | П5-2.1, П5-2.2 |
| 37 | ГОСТ 7871-75 | Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия | П19-7.4.5 |
| 38 | ГОСТ 9087-81 | Флюсы сварочные плавленые. Технические условия. Взамен ГОСТ 9087-69 | П19-7.1, П19-7.5 |
| 39 | ГОСТ 9466-75 | Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования | П19-7.1, П19-7.2, П19-7.5 |
| 40 | ГОСТ 9467-75 | Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы | П19-7.2.1, П19-7.2.2 |
| 41 | ГОСТ 9563-60 | Основные нормы взаимозаменяемости. Колеса зубчатые. Модули | П19-1.6.2 |
| 42 | ТУ 24.09.579-83 | Краны портальные для районов с умеренным климатом. Общие технические условия | П19-1.8.2 |
| 43 | ГОСТ 13754-81 | Основные нормы взаимозаменяемости. Передачи зубчатые конические с прямыми зубьями. Исходный контур | П19-1.6.2 |
| 44 | ГОСТ 13755-81 | Основные нормы взаимозаменяемости. Передачи зубчатые цилиндрические эвольвентные. Исходный контур | П19-1.6.2 |
| 45 | ГОСТ 13837-79 | Динамометры общего назначения. Технические условия | 1.7 |
| 46 | ГОСТ 14019-80 | Металлы и сплавы. Метод испытаний на изгиб | П19-7.5 |
| 47 | ГОСТ 14186-69 | Колеса зубчатые цилиндрических передач типа Новикова. Модули | П19-1.6.2 |
| 48 | ГОСТ 14312-79 | Контакты электрические. Термины и определения | П19-4.4.1 |
| 49 | ГОСТ 14806-80 | Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры | П19-7.4.5 |
| 50 | ГОСТ 15023-76 | Передачи Новикова цилиндрические с двумя линиями зацепления. Исходный контур | П19-1.6.2 |
| 51 | ГОСТ 16130-90 | Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия | П19-7.4.2, П19-7.4.3 |
| 52 | ГОСТ 18322-78 | Система технического обслуживания и ремонта техники. Термины и определения | 3.1 |
| 53 | ГОСТ 19521-74 | Сварка металлов. Квалификация | П19-7.2.1 |
| 54 | ГОСТ 19919-74 | Контроль автоматизированный технического состояния изделий авиационной техники. Термины и определения | 3.1 |
| 55 | ГОСТ 24258-88 | Средства подмащивания. Классификация и общие технические требования | 13.4.10 |
| 56 | ГОСТ 24599-87 | Грейферы канатные для навалочных грузов. Общие технические условия | 5.7.4 |
| 57 | ГОСТ 25866-83 | Эксплуатация техники. Термины и определения | 3.1 |
| 58 | ГОСТ 26887-86 | Площадки и лестницы для строительно-монтажных работ. Общие технические условия | 13.4.10, 13.4.7, П8-6.1 |
| 59 | ГОСТ 27321-87 | Леса стоечные приставные для строительно-монтажных работ. Технические условия | 13.4.10 |
| 60 | ГОСТ 28066-89 | Счетчики жидкости камерные ГСП. Общие технические условия | П8-6.1 |
| 61 | ГОСТ 28498-90 | Термометры жидкостные стеклянные. Общие технические требования. Методы испытаний | П8-1.6 |
| 62 | ПР 50.2.009-94 | ГСИ Порядок проведения испытаний и утверждения средств измерений | П8-2.1 |
| 63 | OCT 5P 9258-94 | ЕСЗКС Покрытия лакокрасочные. Системы окрашивания судов | 11.4.8 |
| 64 | ПР 50.2.009-94*** | ГСИ Порядок осуществления государственного метрологического надзора за выпуском, состоянием и применением средств измерений, методиками выполнения измерений и соблюдением метрологических правил и норм | П8-2.1 |
| 65 | ТУ 24.09.579-83 | Краны портальные для районов с умеренным климатом. Общие технические условия | П19-1.8.2 |
| 66 | ТУ 24.22.4153-95 | Технические условия на ремонт, изготовление (отдельных элементов), реконструкцию и монтаж портальных кранов с применением сварки | 11.7.6, П19-2 |
| 67 | Правила Госгортехнадзора России | Правила устройства и безопасной эксплуатации паровых и водогрейных котлов. Утверждены постановлением Госгортехнадзора России от 28.05.1993 N 12, с изм. N 1 и N 2 (ПБИ 10-370-00) | 4.4.2 |
| 68 | Правила Госгортехнадзора России (ПБ 03-75-94) | Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды. Утверждены постановлением Госгортехнадзора России от 18.07.1994 | 4.4.2 |
| 69 | Правила Госгортехнадзора (ПБ 10-06-92) | Правила устройства и безопасной эксплуатации лифтов. Утверждены постановлением Госгортехнадзора России 11.02.1992 г., с дополнениями ИПБ 10-121-96 и ИПБ-158-97 | 4.4.2 |
| 70 | Правила Госгортехнадзора России (ПБ 10-115-96) | Правила устройства и безопасной эксплуатации сосудов, работающих под давлением. Утверждены постановлением Госгортехнадзора России от 18.04.1995 N 11 | 4.4.2 |
| 71 | Правила Госгортехнадзора России (ПБ 10-256-98) | Правила устройства и безопасной эксплуатации подъемников (вышек). Утверждены постановлением Госгортехнадзора России от 24.11.1998 N 67 | 4.4.2 |
| 72 | Правила Госгортехнадзора России (ПБ 10-382-00) | Правила устройства и безопасной эксплуатации грузоподъемных кранов. Утверждены постановлением Госгортехнадзора России 31.12.1999 N 98 | 1, 3, 4.1.2, 4.4.2, 4.2.1 и другие |
| 73 | Правила Минэнерго России | Правила устройства электроустановок (ПУЭ) | 4.4.2 |
| 74 | Правила Госэнергонадзора России | Правила технической эксплуатации электроустановок потребителей. Утверждены приказом Минэнерго России 27.12.2003 г. N 6 | 4.4.2 |
| 75 | Правила Госэнергонадзора России | Межотраслевые правила по охране труда (правила безопасности) при эксплуатации электроустановок ПОТ РМ-016-2001, РД-153- 34.0-03.150-00. Утверждены постановлением Минтруда России от 05.01.2001 N 3 и приказом Минэнерго России от 27.12.2000 N 163 | 4.4.2, 5.5.1, 5.5.3, 9.1.3, 13.2.1.3, 13.2.1.5 |
| 76 | Руководящий документ Госгортехнадзора России (РД 10-08-92), с изм. 1 РД 10-175(08)-98 | Инструкция по надзору за изготовлением, ремонтом и монтажом подъемных сооружений. Утверждена постановлением Госгортехнадзора России от 20.08.1992 N 23 | 4.4.2 |
| 77 | Руководящий документ Госгортехнадзора России (РД 10-33-93), с изм. N 1 РД 10-231-98 | Стропы грузовые общего назначения. Требования к устройству и безопасной эксплуатации. Утвержден постановлением Госгортехнадзора России от 20.10.1993 | 4.4.2, 5.8.3 |
| 78 | Руководящий документ Госгортехнадзора России (РД 03-293-99) | Положение о порядке технического расследования причин аварии на опасных производственных объектах, утвержденное постановлением Госгортехнадзора от 08.06.99 N 40 | 12.1 |
| 79 | Руководящий документ Госгортехнадзора России (РД 10-112-96) | Методические указания по обследованию грузоподъемных машин с истекшим сроком службы. Часть 1. Общие положения. Утверждены постановлением Госгортехнадзора России от 18.03.1996 N 12 | 6.5, 6.4.6.1 |
| 80 | Руководящий документ Госгортехнадзора России (РД 10-117-95) | Требования к устройству и безопасной эксплуатации рельсовых путей козловых кранов. Утверждены Госгортехнадзором России 08.08.1995 N 41 | 4.4.2, 6.4.5.2 |
| 81 | Руководящий документ Госгортехнадзора России (РД 10-138-97) с изм. N 1 РДИ 10-349(138)-00 | Комплексное обследование крановых путей грузоподъемных машин. Часть I. Общие положения. Методические указания. Утвержден Госгортехнадзором России 28.03.1997 N 14 и Госстроем России 24.12.1996 N 18-91 | 4.4.2, 6.4.6.1 |
| 82 | РД 24.090.97-98 | Оборудование подъемно-транспортное. Требования к изготовлению, ремонту и реконструкции металлоконструкций грузоподъемных кранов | 11.7.6, П19-2 |
| 83 | РД 24-СЗК-01-01 | Стропы грузовые общего назначения на текстильной основе. Требования к устройству и безопасной эксплуатации. Утвержден Госгортехнадзором 09.11.2001 | 4.4.2, 5.8.3, 9.3.5 |
| 84 | РД 31.00.100-95 | Система разработки и постановки продукции на производство. Изделия предприятий морского транспорта. Порядок разработки, постановки и снятия продукции с производства. Приказ ММФ от 09.02.1995 N ОТП-5.51 | 5.8.1 |
| 85 | РД 31.3.01.01-93 | Нормы технологического проектирования морских портов. Основные положения. Приказ ДМТ от 15.11.1993 N СМ-35/2194 | 9.2.7 |
| 86 | РД 31.11.01-92 | Правила безопасности морской перевозки незерновых навалочных грузов. Приказ Минтранса от 19.07.93 N 33 | 13.3.8 |
| 87 | РД 31.3.3-97 | Руководство по техническому контролю гидротехнических сооружений морского транспорта. Союзморниипроект (взамен РД 31.35.11-93). Письмо Минтранса РФ от 16.12.1996 г. N ВЛ-6/445 | 6.4.5 |
| 88 | РД 31.3.4-97 | Положение об организации технического контроля гидротехнических сооружений морского транспорта. РД 31.3.4-97. (взамен РД 31.35.14-94) Письмо Минтранса РФ от 16.12.1996 г. N ВЛ-6/446 | 6.4.5 |
| 89 | РД 31.35.10-86 | Правила технической эксплуатации портовых сооружений и акваторий. Приказ ММФ от 05.08.1987 N 119 | 6.1.7, 6.3.4, 6.4.5.1 |
| 90 | РД 31.40.06-88 | Рекомендации по организации технологической работы и обеспечению технологической дисциплины на погрузочно-разгрузочных работах в портах и пароходствах (объединениях) морского флота. Приказ ММФ от 31.03.1988 N ГФ-16/250 | 4.5.4 |
| 91 | С РД 31.41.06-82 по РД 31.41.15-82 | Инструкция по типовым способам и приемам погрузочно-разгрузочных работ с применением грузозахватов. Приказ ММФ от 06.07.1982 N ГФ-5\2533 | 9.2.1 |
| 92 | РД 31.44.04-80 | Контейнеры крупнотоннажные универсальные. Правила технической эксплуатации и безопасности труда в морских портах. Приказ ММФ от 11.07.1979 N 67 | 4.4.2 |
| 93 | РД 31.44.08-93 | Рекомендации по организации смазочного хозяйства, выбору и применению унифицированных топлив, масел, смазок и специальных жидкостей для портовых перегрузочных машин. Приказ ММФ от 30.09.1993 N CM-35\1892 | 5.2.11, 5.6.1 |
| 94 | РД 31.44.35-88 | Положение о техническом диагностировании перегрузочных машин морских портов. Приказ ММФ от 29.03.1988 N 53 | П8-5.4 |
| 95 | РД 31.44.37-89 с Изменением N 1 | Краны портальные морских портов. Контроль состояния металлоконструкций. Приказ ММФ от 08.05.1991 N 20 | 5.2.3, 6.2.2, 6.3.2 |
| 96 | ПОТ РО 152-31.82.03-96 | Правила охраны труда в морских портах. Приказ ДМТ от 09.01.1996 N 2 | 4.2.2, 5.9.3, 6.1.3, 9.2.5, 13.1.2, 13.4.2 |
| 97 | ТОИ-РД 31.82.05-95 | Сборник типовых инструкций по охране труда для рабочих профессий докеров-механизаторов морских портов | 4.4.2 |
| 98 | РД 31.83.04-95 | Правила техники безопасности и производственной санитарии на промышленных предприятиях морского транспорта. Приказ ММФ от 21.08.1990 N 72 | 4.4.2 |
| 99 | РД 31.87.01-95 | Положение о порядке обучения и проверки знаний по охране труда у руководящих работников и специалистов предприятий, организаций и учреждений морского транспорта. Приказ ДМТ от 25.07.1995 N 3-95 | 4.4.1 |
| 100 | РД 31.87.03-95 | Положение об обучении и инструктаже по охране труда работников предприятий, организаций и учреждений морского транспорта. Приказ ДМТ от 24.08.95 N 5-95 | 4.4.1, 4.4.2, 9.1.3 |
______________________________
*Действует ГОСТР 1.5-2004.
**Вероятно ошибка оригинала. Следует читать ГОСТ12.4.087-84.
***Вероятно ошибка оригинала. Следует читать ПР50.2.002-94.
______________________________
* Буква П и за ней номер в столбце "ПунктыПТЭ", обозначает приложение (например, П8 показывает, что пункт относитсяк приложению 8), а через черту указан номер пункта этого приложения. Отсутствиепервой буквы показывает, что пункт относится к основному тексту ПТЭ.