.webp "Новатика")


Настоящая Методика распространяется на трубопроводы, за исключением арматуры, не подвергающиеся нейтронному облучению флюенсом более 10 22 нейтр./ м 2 (Е > 0,1 МэВ), атомных электрических станций с реакторными установками ВВЭР-440, ВВЭР-1000 , РБМК-1000 и ЭГП-6, находящихся в эксплуатации или в состоянии длительной консервации.
Положения настоящей методики обязательны для АЭС с ВВЭР-440, ВВЭР-1000, РБМК-1000 и ЭГП-6, а также для специализированных предприятий, привлекаемых эксплуатирующей организацией к оценке технического состояния и остаточного ресурса трубопроводов энергоблоков АЭС.
| Обозначение: | РД ЭО 0185-00 |
| Название рус.: | Методика оценки технического состояния и остаточного ресурса трубопроводов энергоблоков АЭС |
| Статус: | действующий (Введена впервые) |
| Дата актуализации текста: | 01.01.2009 |
| Дата добавления в базу: | 10.11.2009 |
| Дата введения в действие: | 01.08.2000 |
| Разработан: | Концерн "Росэнергоатом" ГП ВНИИАЭС ИЦП МАЭ |
| Утвержден: | Концерн "Росэнергоатом" (27.06.2000) |
| Опубликован: | Концерн "Росэнергоатом" № 2000 |
МинистерствоРоссийской федерации по атомной энергии
ГОСУДАРСТВЕННОЕПРЕДПРИЯТИЕ КОНЦЕРН «РОСЭНЕРГОАТОМ»
|
| Утверждаю Технический директор Концерна «Росэнергоатом» ________________ Б.В. Антонов |
МЕТОДИКАОЦЕНКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ И ОСТАТОЧНОГО РЕСУРСА ТРУБОПРОВОДОВ ЭНЕРГОБЛОКОВАЭС
РД-ЭО-0185-00
| Зам. технического директора концерна «Росэнергоатом» _______________Н.Н. Давиденко | Генеральный директор ГП ВНИИАЭС _______________А,А. Абагян |
| Руководитель Департамента научно-технической поддержки концерна «Росэнергоатом» ________________С.А. Немытов | Директор ИЦП МАЭ ________________ С.В. Европин |
|
| Начальник отделения Материаловедения и ресурса ГП ВНИИАЭС _________________ М.Б. Бакиров |
Дата введения01.08.2000
Утверждена и введена в действие приказомконцерна “Росэнергоатом” от 27.06.2000 № 318
Введена впервые
Настоящаяредакция методики подготовлена редакционной группой, образованной концерном“Росэнергоатом”, в составе: М.Б.Бакиров, Ю.А. Янченко, В.И. Бараненко, О.Г.Камышников (ГП ВНИИАЭС), С.В. Европин, В.М. Филатов, Ю.Н. Головлев (ИЦП МАЭ),С.А. Немытов, К.А. Корниенко (концерн “Росэнергоатом”).
Содержание
В соответствии стребованиями п. 2.1.11 “Правил устройства и безопасной эксплуатацииоборудования трубопроводов атомных энергетических установок” ПНАЭ Г-7-008-89 срок службы трубопроводов может быть продлен на период,превышающий указанный в паспорте, на основании технического решения,составляемого администрацией АЭУ с участием конструкторской (проектной)организации, предприятия-изготовителя и головной материаловедческойорганизации. К решению должны быть приложены расчет на прочность,подтверждающий возможность продления срока службы, и акты обследованиясостояния металла. Кроме того, должны быть представлены акты, подтверждающие возможностьвыполнения оборудованием своих функций в течение продлеваемого срока службы собеспечением всех требований по ядерной, радиационной и техническойбезопасности.
Оценкатехнического состояния и остаточного ресурса трубопроводов осуществляется в рамкахработ по контролю, оценке, прогнозированию и управлению ресурснымихарактеристиками элементов энергоблока АС и продлению срока эксплуатации блокаАС в целом согласно п.5.1.14 "Общих положений обеспечения безопасностиатомных станций. ОПБ-88/97" ПН АЭГ-01-011-97.
Настоящаяметодика определяет процедуру, методы, средства и способы оценки техническогосостояния и остаточного ресурса трубопроводов.
Методикаразработана в соответствии с положениями следующих документов:
“Нормы расчетана прочность оборудования и трубопроводов атомных энергетических установок” ПНАЭ Г-7-002-86;
“Методикаопределения допускаемых дефектов в металле оборудования и трубопроводов вовремя эксплуатации АЭС” М-02-
“Временнаяметодика расчета остаточного циклического ресурса оборудования на АЭС”, М.,1990;1
1 Примечание - требуютпродления срока действия или подготовки и введения новых редакций документов
“Правиласоставления расчетных схем и определения параметров нагруженности элементовконструкций с выявленными дефектами” МР 125-02-95;
“Оборудованиеэнергетическое. Расчеты и испытания на прочность. Расчет коэффициентовинтенсивности напряжений” МР 109.7-86;
“Руководство поприменению концепции безопасности “Течь перед разрушением” к трубопроводамАЭУ" Р-ТПР-01-99;
“Оборудование итрубопроводы атомных энергетических установок. Сварка и наплавка. Основныеположения” ПНАЭ Г-7-009-89;
“Оборудование итрубопроводы атомных энергетических установок. Сварные соединения и наплавки.Правила контроля” ПНАЭ Г-7-010-89;
"Правилаконтроля сварных соединений и наплавки узлов и конструкций атомныхэлектростанций, опытных и исследовательских ядерных реакторов и установок"ПК 1514-72;
“Типоваяпрограмма контроля механических свойств металла трубопроводов АЭС с ВВЭР-1000после 100 тысяч часов эксплуатации” ТПКМЭ-20-96;
“Типоваяпрограмма контроля механических свойств металла трубопроводов АЭУ с РУ ВВЭР-440после 100 тысяч часов эксплуатации” ТПКМЭ-21-97;
“Нормативно-методологическиетребования к управлению ресурсными характеристиками элементов энергоблоков АС”РД ЭО 0039-95;
“Типовоеположение по управлению ресурсными характеристиками элементов энергоблоков АС”РД ЭО 0096-98;
"Типовыетехнические требования к методикам оценки технического состояния и остаточногоресурса элементов энергоблока АС" РД ЭО 0141-98;
"Правилаустройства и безопасной эксплуатации сосудов, работающих под давлением"ПБ 10-115-96 с Изменениями и дополнениями, утвержденными ГосгортехнадзоромРоссии 18.04.95, ИПБ-03-147-97;
"Правилаустройства и безопасной эксплуатации трубопроводов пара и горячей воды сИзменением № 1 от 13.01.97;
"Сварка,термообработка и контроль при ремонте сварных соединений трубных систем котлови паропровод в период эксплуатации", РД34.17.310-96;
"Методическиеуказания по определению остаточного ресурса потенциально опасных объектов,подконтрольных Госгортехнадзору России";
"Типовая инструкция по контролюметалла и продлению срока службы основных элементов котлов, турбин и трубопроводовтепловых электростанций" РД 10-262-98, РД153-34.1-17.421-98, а также типовых программ, инструкций по контролю засостоянием основного металла и сварных соединений, унифицированных методикконтроля основных материалов (полуфабрикатов), сварных соединений и наплавкиоборудования и трубопроводов АЭУ. Методика отражает накопленный в отрасли опытв части проведения работ по оценке технического состояния и остаточного ресурсатрубопроводов систем нормальной эксплуатации, систем безопасности и систем,важных для безопасности.
Методика должнабыть включена в ведомости проектов РУ с ВВЭР-440, ВВЭР-1000, РБМК-1000 и ЭГП-6.
Основныетермины и определения, применяемые в методике, соответствуют ГОСТ27.002, РД ЭО 0039-95 и Р50-605-80-93.
1.1. Настоящая“Методика оценки технического состояния и остаточного ресурса трубопроводовэнергоблоков АЭС” распространяется на трубопроводы, за исключением арматуры, неподвергающиеся нейтронному облучению флюенсом более 1022 нейтр./м2(Е > 0,1 МэВ),атомных электрических станций с реакторными установками ВВЭР-440, ВВЭР-1000 ,РБМК-1000 и ЭГП-6, находящихся в эксплуатации или в состоянии длительнойконсервации.
1.2. Положениянастоящей методики обязательны для АЭС с ВВЭР-440, ВВЭР-1000, РБМК-1000 и ЭГП-6,а также для специализированных предприятий, привлекаемых эксплуатирующейорганизацией к оценке технического состояния и остаточного ресурсатрубопроводов энергоблоков АЭС.
2.1. Настоящая методикаразработана Научным руководителем эксплуатации атомных станций.
2.2. Настоящаяметодика направлена на выполнение требований п.2.1.11 ПНАЭ Г-7-008-89, РД ЭО 0039-95 и РД ЭО 0096-98 и определяет процедуру, методыи способы контроля, измерений и расчетов при выполнении работ по оценкетехнического состояния и остаточного ресурса трубопроводов после истечениясрока службы трубопровода и/или при проведении работ по продлению назначенногов проекте срока службы энергоблока.
2.3. Методикавключает следующие этапы проведения работ:
2.3.1. Оценкутехнического состояния трубопроводов по определяющим параметрам.
2.3.2. Оценкуостаточного ресурса трубопроводов по результатам измерения и/ или определенияпараметров предельного состояния трубопроводов.
2.4. Работы пооценке технического состояния и остаточного ресурса трубопроводов выполняет АЭСс привлечением при необходимости Научного руководителя эксплуатации атомныхстанций, Главного конструктора и/или Генерального проектировщика (в пределах ихграниц проектирования) и других специализированных организаций.
Привлекаемыедля оценки технического состояния и остаточного ресурса трубопроводоворганизации должны иметь лицензию на соответствующие виды деятельности.
Работы пооценке технического состояния и остаточного ресурса трубопроводов осуществляеткомиссия, назначаемая директором АЭС, под руководством главного инженера АЭС с привлечениемпри необходимости представителей специализированных организаций.
2.5. Контрольтрубопроводов по определяющим параметрам как этап оценки их техническогосостояния может совмещаться по времени с периодическим эксплуатационным иливнеочередным контролем за состоянием металла трубопроводов.
2.6. Порезультатам оценки технического состояния и остаточного ресурса трубопроводовпринимаются решения о возможности и условиях дальнейшей эксплуатациитрубопроводов, периодичности контроля технического состояния и подтверждениявыполненных оценок остаточного ресурса, утверждаемые главным инженером АЭС.
Трубопроводыэнергоблоков АЭС допускаются к дальнейшей эксплуатации, если их техническоесостояние соответствует требованиям отраслевых Правил и Норм (ПНАЭ Г-7-008-89, ПНАЭ Г-7-010-89, ПН АЭ Г-7-002-86 и т.д.) и ТУ на поставку элементовтрубопровода.
Принесоответствии технического состояния трубопровода требованиям отраслевыхПравил и Норм и ТУ на поставку элементов трубопровода принимается решение оремонте, изменении условий и режимов эксплуатации, замене трубопровода иливыполнении расчетного обоснования прочности трубопровода.
Сведения,полученные при оценке технического состояния и остаточного ресурсатрубопровода, вносятся в паспорт трубопровода. К паспорту прилагается решениепо оценке технического состояния и остаточного ресурса трубопровода.
2.7. Работы поконтролю металла выполняются на расхоложенных трубопроводах. Оценкатехнического состояния и остаточного ресурса осуществляются с учетомфактических параметров нагружения.
2.8. Привыполнении работ следует соблюдать требования санитарных и гигиенических норм иправил, правил техники безопасности, пожарной безопасности и правил техникибезопасности при эксплуатации электроустановок потребителей.
1 Примечание - при отсутствии какого - либо вида техническойдокументации на трубопровод необходимо принять меры к ее восстановлению. Приневозможности восстановления документации выполнить анализ имеющейсятехнической документации с использованием сведений об аналогичныхтрубопроводах, эксплуатирующихся на энергоблоках того же типа.
3.1.1. Конструкторская и проектнаядокументация
Рассмотреть:
- чертежную документациюна трубопровод с опорами и подвесками;
- расчеттрубопровода на прочность (или выписку из него с указанием обозначениярасчета);
- регламент(инструкция) на эксплуатацию трубопровода.
В выписке израсчета на прочность должны быть представлены:
- переченьрассчитываемых узлов трубопроводов и действующих на них нагрузок итемпературных воздействий;
- переченьрежимов эксплуатации (включая нарушение нормальных условий и аварийныеситуации, на которые проводился расчет, число циклов при каждом режимеэксплуатации, данные оценки прочности по критериям норм расчета на прочность).
В случаенесоответствия проектного расчета трубопровода на прочность действующейнормативно-технической документации выполнить анализ прочности трубопровода повсем проектным режимам с определением допускаемых чисел циклов нагружения наоснове исходных проектных данных. Выполненный анализ представить в видедополнения к проектному расчету трубопровода на прочность.
На основаниирасчета трубопровода на прочность определить наиболее нагруженные участкитрубопровода (сварные соединения, гибы и т.д.).
3.1.2. Документацияпредприятия-изготовителя
3.1.2.1.Рассмотреть свидетельство об изготовлении деталей и сборочных едиництрубопровода АЭУ.
- наименование трубопровода;
- годизготовления;
- рабочаясреда;
- расчетноедавление;
- расчетнаятемпература;
- группа;
- данные отрубах (наименование деталей и сборочных единиц, сборочные чертежи (схемы) илипозиции, количество труб, марка материала, номинальный наружный диаметр итолщина стенки труб, обозначение стандарта или технических условий, номерпартии и плавки, обозначение (номер) и дата сертификата);
- данные офасонных частях (наименование, обозначение чертежа или позиции, условныйпроход, расчетная температура, расчетное давление, марка материала, обозначениестандарта или технических условий);
- данные осварных соединениях (наименование соединений деталей и сборочных единиц,обозначение сварного соединения по схеме или чертежу, категория сварногосоединения, клеймо сварщика, способ сварки, марка и обозначение стандарта илитехнических условий на сварочные материалы, данные о неразрушающем контроле(метод, объем и результаты контроля), обозначение (номер) и дата протоколаконтроля);
- данные отермической обработке труб, гибов и сварных соединений (наименование деталей,обозначение чертежа, марка основного металла, вид термической обработки,температура термической обработки, продолжительность выдержки, способохлаждения, количество термических обработок и суммарная продолжительностьвыдержки, обозначение и дата документа о термической обработке);
- результатыгидравлических (пневматических) испытаний (наименование деталей и сборочныхединиц, испытательная среда, давление испытаний, продолжительность выдержки,минимальная температура стенки, результаты, дата и обозначение протоколаиспытаний);
- заключение.
Рассмотретьдополнительные сведения об изготовлении трубопровода (режимы сварки, качествозащиты корня шва при аргонодуговой сварке трубопроводов из аустенитных сталей,исправление дефектов, сертификатные данные на основные и сварочные материалы идр.) при их наличии в свидетельстве.
3.1.3. Документация монтажной организации
3.1.3.1.Рассмотреть свидетельство о монтаже трубопровода АЭУ.
3.1.3.2. Всвидетельстве о монтаже трубопровода АЭУ рассмотреть сведения, аналогичныеприведенным в п.3.1.2.2.
3.1.4. Эксплуатационная документация
3.1.4.1.Рассмотреть паспорт.
3.1.4.2.Рассмотреть документы, которые представляются вместе с паспортом:
- комплект схеми чертежей трубопровода, которые должны давать возможность контролясоответствия трубопровода требованиям проекта, оснащенияконтрольно-измерительными приборами и т.п., с указанием расположения сварныхсоединений и опор;
- свидетельствооб изготовлении элементов трубопровода;
- свидетельствоо монтаже трубопровода;
- расчет напрочность или выписка из него с указанием обозначения расчета;
- документацияпо отклонению от проектной (конструкторской) документации.
3.1.4.3. Впаспорте трубопровода проанализировать следующие основные разделы:
- общие данные(сведения о предприятии-владельце трубопровода, предприятии-изготовителетрубопровода, монтажной организации, годе изготовления, сведения освидетельствах об изготовлении и монтаже трубопровода, обозначение чертежа,назначение и группа трубопровода);
- техническиехарактеристики (например, температура и давление рабочей среды, давление иминимальная температура гидроиспытаний, испытательная среда, срок службы);
- данные о трубах(номинальный наружный диаметр и толщина стенки трубы, обозначение участков насхеме трубопровода, протяженность участков трубопровода);
- результатытехнического освидетельствования;
- результатыгидравлических (пневматических) испытаний (дата и обозначение протоколаиспытаний, испытательная среда, давление, продолжительность, минимальнаятемпература испытаний, срок следующего испытания);
- результатыконтроля за состоянием металла в процессе эксплуатации (дата контроля иобозначение документа, результаты контроля, срок следующего контроля). Приобнаружении дефектов в трубопроводе следует рассмотреть сведения о методеконтроля и обстоятельствах их обнаружения, виде, размерах, ориентации, местерасположения дефектов, а также информацию о причинах возникновения дефектов ивыполненных мероприятиях (ремонт, замена участка трубопровода, допусктрубопровода в эксплуатацию с дефектами, результаты контроля размеров дефектовво времени и т.д.). На основании анализа результатов контроля за состояниемметалла трубопровода определить участки трубопровода (сварные соединения, гибыи т.д.), наиболее подверженные эксплуатационным повреждениям;
- отказы запериод с начала пуско-наладочных работ по дату проведения оценки техническогосостояния трубопровода (анализ проводить на основе рассмотрения паспортатрубопровода, актов, составляемых на дефектные узлы, протоколов контроля иобследования трубопровода, отчетов о расследовании нарушений в работе АС);
- данные ореконструкции трубопровода;
- срок службытрубопровода.
3.1.4.4.Рассмотреть следующие сведения об условиях и режимах эксплуатации трубопровода:
-продолжительность работы на стационарных режимах, включая стояночные;
- сведения обистории нагружения, фиксируемые штатной системой измерений рабочих параметров,включающие локальные экстремумы с отметкой времени по давлению и температуретеплоносителя, интервалы времени со сверхнормативной скоростью разогрева ирасхолаживания;
- сведения опериодическом контроле за перемещением трубопроводов ( для трубопроводов системгрупп В и С наружным диаметром более
- наличие ихарактеристики вибрации трубопровода при нормальных условиях эксплуатации и припереходных режимах;
- отклоненияпоказателей качества теплоносителя от нормируемых значений с указанием ихпредельных значений и продолжительности отклонений.
3.1.5. Оформление результатов анализатехнической документации
По результатаманализа технической документации составить заключение с приложением:
- перечняпроанализированной документации;
- комплектаинформационных карт:
- сведения обисходных данных о трубопроводе (Приложение А);
- сведения орезультатах контроля и технического освидетельствования трубопровода (Приложение Б);
- сведения оремонте и реконструкции трубопровода (Приложение В);
- сведения оботклонениях показателей качества теплоносителя от нормируемых значений (Приложение Г);
- сведения оботказах (ПриложениеД)
- сведения обистории нагружения трубопровода (Приложение Е);
- схемыконтроля трубопровода с указанием сварных соединений, опор, подвесок ифактической трассировки.
Рекомендуемаяформа заключения представлена в Приложении Ж.
3.2.1. Порезультатам работ по п. 3.1 установить механизмыстарения металла трубопровода на базе анализа результатов контроля состоянияметалла и расчетов на прочность.
Потенциальныемеханизмы старения металла трубопроводов энергоблоков ВВЭР-440, ВВЭР-1000,РБМК-1000 и ЭГП-6 и контролируемые эффекты старения металла представлены втаблице 3.1.
3.2.2.Установить доминирующий (с наибольшей степенью влияния) механизм старенияметалла трубопровода.
Например, длятрубопроводов первого контура энергоблоков ВВЭР-440 и ВВЭР-1000 доминирующиммеханизмом старения металла является малоцикловая усталость, для трубопроводоввторого контура, выполненных из стали перлитного класса, - эрозионно-коррозионныйизнос, а для аустенитных трубопроводов контура многократной принудительнойциркуляции энергоблоков РБМК-1000 - коррозионное растрескивание под напряжениемили малоцикловая усталость.
Таблица 3.1.
Механизмыстарения металла трубопроводов и контролируемые эффекты их проявления
| Контролируемый эффект старения металла | Механизмы старения металла | ||||||||
| Термическое старение | Усталость мало- и многоцикловая, термическая | Коррозионная усталость | Коррозионное растрескивание под напряжением | Межкристаллитное растрескивание | Общая коррозия | Локальная коррозия | Эрозионно-коррозионный износ | Наводораживание | |
| Изменение механических свойств и структуры | · | · |
|
|
|
|
|
| · |
| Растрескивание |
| · | · | · | · |
|
|
| · |
| Утонение |
|
|
|
|
| · |
| · |
|
| Эрозия |
|
|
|
|
| · |
|
|
|
| Питтинг |
|
|
|
|
|
| · |
|
|
Установитьопределяющие параметры состояния металла трубопровода для контролируемыхэффектов старения металла в соответствии с таблицей 3.2.
Определяющиепараметры состояния металла трубопровода
| Контролируемый эффект старения металла | Определяющие параметры состояния металла трубопровода |
| Изменение механических свойств | Предел прочности, предел текучести, относительное удлинение, относительное сужение, твердость при 20 °С и повышенной температуре |
| Изменение структуры | Содержание фаз |
| Растрескивание | Геометрические размеры трещин (протяженность, глубина, раскрытие, ориентация в пространстве) |
| Утонение общее | Толщина стенки |
| Эрозия (локальное утонение) | Площадь повреждения, толщина стенки |
| Питтинг | Количество дефектов на единицу площади, глубина дефектов |
3.4.1. Установитькритерии (количественные или качественные показатели) для определяющих параметровсостояния металла трубопровода в соответствии с требованиями конструкторской(проектной) документации, технических условий на трубопровод или другойнормативно-технической документации.
Приустановлении критериев для определяющих параметров состояния основного металлаиспользовать нормы, действовавшие на момент изготовления и монтажатрубопроводов.
Приустановлении критериев для определяющих параметров состояния сварных соединенийи наплавки использовать нормы ПК 1514-72 для энергоблоков, введенных в действиедо
Оценку качестваремонтных сварных соединений и наплавок проводить по нормам ПНАЭ Г-7-010-89.
1 Примечание- допускаетсяприменение не указанных в настоящем разделе других методов и средств,допущенных к применению Госатомнадзором России.
3.5.1. Методы измерения (определения) параметров состоянияметалла трубопроводов.
3.5.1.1.Методы измерения (определения) механических свойств.
ГОСТ 9012 “Металлы исплавы. Метод измерения твердости по Бринеллю”.
ГОСТ 9013 “Металлы исплавы. Метод измерения твердости по Роквеллу”.
ГОСТ 2999“Металлы и сплавы. Метод измерения твердости по Виккерсу”.
ГОСТ22761 “Металлы и сплавы. Метод измерения твердости по Бринеллю переноснымитвердомерами статического действия”.
ГОСТ22762 “Металлы и сплавы. Метод измерения твердости на пределе текучестивдавливанием шара”.
ГОСТ 18661“Сталь. Измерение твердости методом ударного отпечатка”.
ГОСТ 18835“Металлы. Метод измерения пластической твердости”.
РД ЭО 0027-94 Инструкция “Определение характеристикмеханических свойств металла оборудования атомных электростанций безобразцовымиметодами по характеристикам твердости”.
ГОСТ 10006“Трубы металлические. Методы испытания на растяжение”.
ГОСТ19040 “Трубы металлические. Метод испытания на растяжение при повышенныхтемпературах”.
ГОСТ9454 “Металлы. Метод испытаний на ударный изгиб при пониженной, комнатной иповышенной температурах”.
ГОСТ 6996"Сварные соединения. Методы определения механических свойств".
3.5.1.2.Методы измерения (определения) характеристик вязкости разрушения.
ГОСТ25.506 “Расчеты и испытания на прочность. Методы механических испытанийметаллов. Определение характеристик трещиностойкости (вязкости разрушения) пристатическом нагружении."
3.5.1.3.Методы выявления структуры металла.
ГОСТ 5639“Стали и сплавы. Методы выявления и определения величины зерна”.
ГОСТ1778 “Сталь. Металлографические методы определения неметаллическихвключений”.
ГОСТ5640 “Сталь. Металлографический метод оценки микроструктуры листов иленты”.
ГОСТ8233 “Сталь. Эталоны микроструктуры”.
ГОСТ 10243 “Сталь.Методы испытаний и оценки макроструктуры”.
ГОСТ11878 “Сталь аустенитная. Методы определения содержания ферритной фазы впрутках”.
ГОСТ6032 “Стали и сплавы коррозионно-стойкие. Методы испытания на стойкостьпротив межкристаллитной коррозии”.
АОИ-6-83 “Отраслевая инструкция по определению содержанияферритной фазы в наплавленном металле сварочных и наплавочных материалов,сварных швах аустенитных нержавеющих сталей и антикоррозионной наплавкеоборудования и трубопроводов АЭС”.
“Методическое руководство по металлографическому анализуосновного металла оборудования и трубопроводов”, М., ВНИИАЭС, 1985.
3.5.1.4.Методы измерения (определения) дефектов металла (растрескивание, утонение,эрозия, питтинг).
ГОСТ7512 “Контроль неразрушающий. Соединения сварные. Радиографический метод”.
ГОСТ14782 “Контроль неразрушающий. Соединения сварные. Методы ультразвуковые”.
ГОСТ17410 “Контроль неразрушающий. Трубы металлические бесшовныецилиндрические. Методы ультразвуковой дефектоскопии”.
ГОСТ 18442“Контроль неразрушающий. Капиллярные методы. Общие требования”.
ГОСТ 21105“Контроль неразрушающий. Магнитопорошковый метод”.
ПНАЭ Г-7-009-89 “Оборудование и трубопроводы атомных энергетическихустановок. Сварка и наплавка. Основные положения".
ПНАЭ Г-7-010-89 “Оборудование и трубопроводы атомных энергетическихустановок. Сварные соединения и наплавки. Правила контроля".
пн аэ г-7-014-89 “Унифицированныеметодики контроля основных материалов (полуфабрикатов), сварных соединений инаплавки оборудования и трубопроводов АЭУ. Ультразвуковой контроль. Часть I.Контроль основных материалов (полуфабрикатов)”.
пн аэ г-7-030-91 “Унифицированныеметодики контроля основных материалов (полуфабрикатов), сварных соединений инаплавки оборудования и трубопроводов АЭУ. Ультразвуковой контроль. Часть II.Контроль сварных соединений и наплавки”.
пн аэ г-7-031-91 “Унифицированныеметодики контроля основных материалов (полуфабрикатов), сварных соединений инаплавки оборудования и трубопроводов АЭУ. Ультразвуковой контроль. Часть III.Измерение толщины монометаллов, биметаллов и антикоррозионных покрытий”.
пн аэ г-7-032-91 “Унифицированныеметодики контроля основных материалов (полуфабрикатов), сварных соединений инаплавки оборудования и трубопроводов АЭУ. Ультразвуковой контроль. Часть IV.Контроль сварных соединений из сталей аустенитного класса”.
пн аэ г-7-015-89 “Унифицированныеметодики контроля основных материалов (полуфабрикатов), сварных соединений инаплавки оборудования и трубопроводов АЭУ. Магнитопорошковый контроль”.
пн аэ г-7-016-89 “Унифицированныеметодики контроля основных материалов (полуфабрикатов), сварных соединений инаплавки оборудования и трубопроводов АЭУ. Визуальный и измерительныйконтроль”.
пн аэ г-7-017-89 “Унифицированныеметодики контроля основных материалов (полуфабрикатов), сварных соединений и наплавкиоборудования и трубопроводов АЭУ. Радиографический контроль”.
пн аэ г-7-018-89 “Унифицированныеметодики контроля основных материалов (полуфабрикатов), сварных соединений инаплавки оборудования и трубопроводов АЭУ. Капиллярный контроль”.
ИN23 СД-80 "Инструкция по дефектоскопии гибов трубопроводов из перлитнойстали". М., Союзтехэнерго, 1981, 39 с. с извещением об изменении от 1981 иизвещением об изменении и дополнении от 1987.
Инструкциизаводов-изготовителей по эксплуатации ультразвуковых дефектоскопов.
Инструкциизаводов-изготовителей по эксплуатации ультразвуковых толщиномеров.
3.5.2. Средства измерения (определения) параметровсостояния металла трубопроводов
3.5.2.1.Средства измерения механических свойств и твердости.
Прибор измерения механических свойств:
- дистанционный твердомер ТЕСТ-5У.
Твердомеры:
- ТЭМП-2 (малогабаритный электронный твердомер дляэкспрессного измерения твердости по Бринеллю, Виккерсу, Роквеллу и Шору);
- ТШП-2 (измерение твердости по Виккерсу);
- ТШП-4 (измерение твердости по Бринеллю);
- МЭИ-Т7 (измерение твердости на пределе текучести поБринеллю);
- МЭИ-Т8 (измерение твердости в труднодоступных местах).
3.5.2.2.Средства выявления структуры металла.
Микроскоп металлографический горизонтальный МИМ-8М.
Микроскоп металлографический горизонтальный МИМ-10М.
Микроскоп металлографический ММР-4.
Микроскоп металлографический ММУ-3.
Микроскоп стереоскопический с универсальным штативом МБС-9.
Микрофотонасадка МНФ-5.
Микрофотонасадка МНФ-8.
Микрофотонасадка МНФ-12.
Микротвердомер ПМТ-3.
Шлифовальный разрезной станок (настольный) “Миносекар”.
Шлифовально-разрезной станок “Метасекар”.
Шлифовально-полировальный станок 3Е88IМ.
Вытяжной шкаф Ш2В-Н2С.
Фотоувеличитель “Беларусь”.
Станок для контактной печати АК.
Ферритометр ФВД-2.
3.5.2.3.Средства измерения (определения) дефектов металла (растрескивание, утонение,эрозия, питтинг).
Средства радиографии:
Дефектоскопы:
-гаммадефектоскоп "Гаммарид" - 192/4;
-гаммадефектоскоп "Гаммарид" - 192/40Т;
-гаммадефектоскоп "Гаммарид" - 192/60;
-гаммадефектоскоп "Гаммарид" - 192/120;
-источник Jr-192 по ГОСТ 16003.
Рентгеновские аппараты:
-"Стапель-50";
-MXR-150 (Венгрия);
-MXR-151 (Венгрия).
Рентгеновскиепленки:
-РТ-1 по ТУ 6-17.898;
-РТ-4М по ТУ 6-17.898;
-РТ-4Ш по ТУ 6-17.898;
-РТ-5 по ТУ 6-17.898;
-Д-4 фирмы Agfa - Gevaert;
-Д-7 фирмы Agfa - Gevaert.
Эталоны чувствительности:
-N 11 по ГОСТ 7512;
-N 12 по ГОСТ 7512;
-N 13 по ГОСТ 7512;
-N 14 по ГОСТ 7512.
Средства ультразвуковой дефектоскопии и толщинометрии:
Дефектоскопы:
-дефектоскоп ультразвуковой УД2-12 общего назначения по ГОСТ 23049;
- дефектоскопультразвуковой USK-6 фирмы “Krautkramer”;
- дефектоскопультразвуковой USK-7 фирмы “Krautkramer”;
- дефектоскопультразвуковой USK-50 фирмы “Krautkramer”;
- дефектоскопультразвуковой USK-52 фирмы “Krautkramer”.
Толщиномеры:
- толщиномерультразвуковой УТ-93П общего назначения по ГОСТ 25863;
- толщиномерультразвуковой DМ-2 фирмы “Krautkramer”;
- толщиномерультразвуковой DМ-4 фирмы “Krautkramer”.
Преобразователи:
-преобразователи ультразвуковые прямые и наклонные в соответствии с требованиямии указаниями ПН АЭ Г-7-014-89, ПН АЭ Г-7-030-91, ПН АЭ Г-7-031-91 и ПН АЭГ-7-032-91.
Стандартные образцы:
- комплектКОУ-1 по ГОСТ 14782;
- комплектКОУ-2 по ГОСТ 14782;
- стандартныеобразцы Международного Института Сварки V1;
- стандартныеобразцы Международного Института Сварки V2.
Средства капиллярной дефектоскопии:
Дефектоскопический комплект СИМ ТУ 24.11.042-93
Контрольные образцы:
-I класс чувствительности по ГОСТ 18442;
-II класс чувствительности по ГОСТ 18442;
-III класс чувствительности по ГОСТ 18442.
Средства магнитопорошковой дефектоскопии:
Дефектоскопы:
-ДМЭ-22Ц по ГОСТ 21105;
-ДМЭ-21П по ГОСТ 21105.
Магнитометр - МФ-23И-1
Контрольные образцы:
-уровень чувствительности А ГОСТ 21105;
-уровень чувствительности Б ГОСТ 21105;
-уровень чувствительности В ГОСТ 21105.
Приборы:
-анализатор концентрации магнитной суспензии АКС-1С;
-МФ-10СП (для проверки выявляющей способности магнитного порошка).
Средства измерений линейных размеров:
Линейки измерительные металлические по ГОСТ 427.
Штангенциркули по ГОСТ 166.
Микрометры по ГОСТ6507.
Рулетки измерительные металлические по ГОСТ 7502.
Индикаторы по ГОСТ577 и ГОСТ5584.
Лупы измерительные по ГОСТ 25706.
3.5.3. Требования к разрешающейспособности средств измерений
Средстваизмерения механических свойств и твердости.
Погрешностьизмерений механических свойств должна быть не более ±10%, а измерений твердостине более ±5% от измеряемой величины.
Средствавыявления структуры.
Средстваизмерений должны обеспечивать выявление структурных составляющих согласнотребований ГОСТ1778, ГОСТ5640, ГОСТ 10243 и ГОСТ 11878 .
Погрешностьизмерений ферритометра ФВД-2 должна быть не более ±10% от пределасоответствующего диапазона.
Средстваизмерения (определения) дефектов металла:
Средства измерений должны обеспечивать выявлениенесплошностей с характеристиками, приведенными в ОСТ и ТУ для основногометалла, разделе 11 ПНАЭ Г-7-010-89 для сварных соединений, а также в конструкторскойдокументации, инструкциях и методиках контроля.
3.6.1. Составить программу контролясостояния металла трубопровода.
Программуконтроля составить на основе соответствующих разделов типовой программы(инструкции) эксплуатационного контроля за состоянием основного металла исварных соединений трубопроводов и типовой программы контроля механическихсвойств металла трубопроводов через каждые 100 тысяч часов эксплуатации сучетом результатов работ по п.3.1. - 3.5 настоящей методики.
В программеконтроля состояния металла трубопровода установить:
- перечень зонконтроля трубопровода (кольцевые и продольные сварные соединения, угловыесварные соединения приварки патрубков и штуцеров, участки основного металлагибов трубопровода по растянутым, сжатым и нейтральным зонам и т.д.). Вперечень зон контроля трубопровода обязательно включить наиболее нагруженные инаиболее подверженные эксплуатационным повреждениям участки трубопровода. Вперечень зон допускается не включать участки трубопровода, контроль которых былвыполнен в соответствии с требованиями типовых программ (инструкций) поэксплуатационному контролю за состоянием металла, если срок предыдущегоконтроля не превышает указанной в типовых программах (инструкциях)периодичности контроля;
- виды контроля(визуальный, измерительный, капиллярный, магнитопорошковый, радиографический,ультразвуковой, контроль герметичности, гидравлические или пневматическиеиспытания, измерение механических свойств и т.д.);
- объемконтроля;
- методыконтроля (п.3.5.1 настоящей методики);
- средстваконтроля (п.3.5.2 настоящей методики);
- нормы оценкикачества сварных соединений, наплавки и основного металла.
Программаконтроля состояния металла трубопроводов по определяющим параметрамсоставляется комиссией с привлечением при необходимости специализированныхорганизаций и утверждается главным инженером АЭС.
3.6.2. Выполнить контроль состоянияметалла трубопровода в соответствии с п.3.6.1. настоящей методики.
Контрольсостояния металла трубопровода выполняет атомная станция с привлечением принеобходимости специализированных организаций, имеющих лицензию на проведениесоответствующего вида работ.
При обнаружениив основном металле сварном соединении или наплавке несплошностей, превышающихнормы, следует руководствоваться порядком, приведенным в ПНАЭ Г-7-008-89 и ПНАЭ Г-7-010-89.
3.6.3. Оформить результаты контроля протоколамии зарегистрировать их в журнале учета результатов контроля в соответствии стребованиями РД 53.025.014-89.
Внестирезультаты контроля в паспорт трубопровода.
3.6.4. Установить фактические значенияопределяющих параметров состояния металла трубопровода (таблица 3.2) по результатам контроля состояния металла.
3.6.5. Сравнить полученные фактические значения определяющихпараметров состояния металла трубопровода с критериями (количественными иликачественными показателями), установленными в п.3.4настоящей методики.
3.7.1. Присоответствии фактических значений определяющих параметров состояния металлатрубопровода значениям, установленным конструкторской документацией идействующими НТД сравнить сведения о фактической истории нагружениятрубопровода (Приложение Е) с принятой в проекте последовательностьюво времени режимов работы и нагружения.
Если фактические параметры нагружения -скорости изменения и абсолютные значения температуры и давления, вибрационные исейсмические нагрузки, числа циклов соответствующих режимов, последовательностьрежимов, - значения перемещений, параметры среды не превышали проектных инормируемых параметров и значений, то принять решение о соответствиитрубопровода требованиям, установленным конструкторской документацией, ТУ напоставку элементов трубопровода и действующими НТД, и целесообразностипроведения работ по техническому обоснованию продления срока службытрубопровода.
Если фактические параметры нагружения -скорости изменения и абсолютные значения температуры и давления, вибрационные исейсмические нагрузки, числа циклов соответствующих режимов, последовательностьрежимов, - значения перемещений, параметры среды превышали проектные инормируемые параметры и значения, то выполнить расчет на прочность всоответствии с требованиями ПН АЭ Г-7-002-86 (и действующих методик расчета напрочность при наличии трещиноподобных дефектов) с учетом фактических режимовнагружения и фактических значений определяющих параметров состояния металла сцелью подтверждения назначенного ресурса (срока службы) трубопровода.Допускается экспертная оценка прочности трубопровода в соответствии с требованиямиПН АЭ Г-7-002-86 (и действующих методик расчета на прочность при наличиитрещиноподобных дефектов), оформляемая в виде дополнения к проектному расчетуна прочность.
На основании анализа результатов расчетаили оценки прочности принять решение о возможности и целесообразностипроведения работ по техническому обоснованию срока безопасной эксплуатациитрубопровода, ремонте или замене элементов трубопровода или трубопровода вцелом.
3.7.2. При несоответствии фактическихзначений определяющих параметров состояния металла трубопровода критериальнымзначениям выполнить расчет на прочность в соответствии с требованиями ПН АЭГ-7-002-86 (и действующих методик расчета на прочность при наличиитрещиноподобных дефектов) с учетом фактических режимов нагружения и фактическихзначений определяющих параметров состояния металла с целью подтвержденияназначенного ресурса (срока службы) трубопровода.
На основании анализа результатов расчетапринять решение о возможности и целесообразности проведения работ потехническому обоснованию срока безопасной эксплуатации трубопровода, ремонтеили замене элементов трубопровода или трубопровода в целом.
3.7.3. Расчетына прочность, связанные с механизмами повреждения, не охватываемымидействующими нормами, выполнять по методикам, согласованным с ГосатомнадзоромРоссии.
3.7.4. Расчетына прочность выполнять с учетом реального состояния опор и подвесоктрубопровода, их целостности и работоспособности.
“Нормы расчета на прочность оборудования и трубопроводоватомных энергетических установок” ПН АЭ Г-7-002-86, когда при оценкетехнического состояния трубопровода не обнаружены повреждения типа трещин(усталостных, коррозионных) или несплошности, превышающие допустимые по ПК1514-72 и ПНАЭ Г-7-010-89;
“Нормы...” ПНАЭ Г-7-002-86, “Методика определения допускаемых дефектов в металлеоборудования и трубопроводов во время эксплуатации” М-02-91 и “Руководство поприменению концепции безопасности “Течь перед разрушением” к трубопроводам АЭУ"Р-ТПР-01-99, когда при оценке технического состояния трубопроводаобнаружены повреждения типа трещин (усталостных, коррозионных) илинесплошности, превышающие допустимые по ПК 1514-72 и ПНАЭ Г-7-010-89.
4.2. При оценкеостаточного ресурса установить модель предполагаемых эксплуатационных нагрузок.В качестве модели нагрузок принять спектр нагрузок за предыдущие 10 летэксплуатации или установить другую модель нагрузок на основе предполагаемыхусловий и режимов дальнейшей эксплуатации.
На основепринятой модели эксплуатации установить количество циклов нагружения Ni для каждогорежима.
4.3. Выполнитьрасчет статической прочности трубопровода при изменении более, чем на 5%механических свойств металла и толщины стенки трубопровода за периодэксплуатации и продления срока службы трубопровода по сравнению с исходнымизначениями, принятыми в проектном расчете статической прочности.
4.4. Выполнитьрасчет циклической прочности за период эксплуатации и продления срока службытрубопровода для оценки остаточного ресурса с учетом:
- изменениямеханических свойств;
- изменениятолщины стенки трубопровода вследствие коррозии;
- изменениятолщины стенки трубопровода вследствие эрозионно-коррозионного износа;
- влияния средына зарождение и развитие трещиноподобных дефектов;
- максимальных отклонений геометрическихразмеров свариваемых элементов от номинальных;
- влияния концентраторовнапряжений сварных соединений;
- влияниявибрационных нагрузок.
В результатерасчета циклической прочности трубопровода получить допускаемое число цикловнагружения [N0]i для режимов,соответствующих принятой модели эксплуатации в продлеваемый период.
Проверитьусловие прочности трубопровода на продлеваемый период по формуле:
![]()
где анакопленное усталостное повреждение, предельное значение которого [aN]=1.
Если а > 0,8, выполнитьрасчет циклической прочности с учетом сейсмических воздействий.
4.5. Ресурструбопровода в течение продлеваемого периода обеспечен при подтвержденииусловий прочности расчетами, выполненными в соответствии с документами,указанными в п.4.1.
4.6. По результатам оценки техническогосостояния (раздел 3) иостаточного ресурса (раздел 4) трубопровода принять иоформить решение о возможности и условиях его дальнейшей эксплуатации, вкотором привести рекомендации по режимам нагружения и установить срокпоследующей оценки технического состояния, остаточного ресурса, ремонта илизамены участка трубопровода.
К решению приложить заключение по результатам анализа техническойдокументации, отчетную документацию (протоколы, акты) по контролю состоянияметалла трубопровода, выполненного по п. 3.6 настоящей методики, выписку изпроведенных оценки прочности и расчетов на прочность трубопровода с учетом егоэксплуатации за пределами срока, установленного в проектной (конструкторской)документации.
4.7. Решение о возможности и условияхдальнейшей эксплуатации трубопровода утверждается главным инженером АЭС инаправляется в Эксплуатирующую организацию, Научному руководителю эксплуатацииатомных станций, Главному конструктору, Генеральному проектировщику и надзорныйорган, в котором зарегистрирован трубопровод.
4.8. Решение овозможности и условиях дальнейшей эксплуатации трубопровода приложить кпаспорту трубопровода.
4.9. Результатыработ, полученные при оценке технического состояния и остаточного ресурсатрубопровода, внести в базу данных о контроле, оценке, прогнозировании иуправлении ресурсными характеристиками элементов энергоблока (КОПУР) АЭС.
4.10. Рекомендуемаяформа решения о возможности и условиях дальнейшей эксплуатации трубопроводаприведена в приложенииИ.
4.11. Примероценки технического состояния и остаточного ресурса трубопровода приведен в приложении К.
| Данные о трубопроводе | |
| АЭС |
|
| Номер блока |
|
| Система трубопроводов |
|
| Цех-владелец |
|
| Номер помещения (й) |
|
| Проектная (конструкторская) организация |
|
| Обозначение проекта |
|
| Техническая позиция по проекту |
|
| Класс по ОПБ- 88/97 |
|
| Группа по ПН АЭ Г-7-008-89 |
|
| Предприятие-изготовитель труб (трубных блоков) |
|
| Документы на изготовление и поставку труб (трубных блоков) |
|
| Монтажная организация |
|
| Дата окончания монтажа |
|
| Станционное обозначение |
|
| Дата ввода в эксплуатацию |
|
| Марка основного металла |
|
| Материалы для сварки и наплавки |
|
| Геометрические размеры (диаметр и толщина стенки труб) |
|
| Сведения о технологии сварки (наплавки) |
|
| Сведения о термообработке |
|
| Паспорт (номер по архиву) |
|
| Ресурсные характеристики по проектной (конструкторской) документации |
|
| Температура теплоносителя |
|
| Рабочее давление |
|
| Рабочая среда |
|
| Дата контроля (ТО) | Предприятие -исполнитель | Зоны контроля | Метод контроля | Методика контроля | Средства контроля | Объем контроля | Результаты контроля (ТО) - номер протокола (заключения, акта) | Мероприятия по результатам контроля (ТО) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Дата ремонта (реконструкции) | Предприятие-исполнитель | Описание дефекта (вид, геометрические размеры, ориентация и т.д.) | Способ ремонта (исправление дефекта механической обработкой, сваркой, наплавкой и т.д.) | Документация на ремонт (реконструкцию) | Продолжительность ремонта (реконструкции) | Отчетная документация по ремонту (реконструкции) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Показатель качества теплоносителя | Значение показателя качества теплоносителя | Дата фиксации отклонения | Продолжительность отклонения | Отчетная документация |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Дата обнаружения отказа | Описание отказа | Мероприятия по восстановлению работоспособности | Отчетная документация |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Наименование | Количество по проекту | Фактическое количество режимов или значения параметров нагружения |
| ЭКСПЛУАТАЦИОННЫЕ РЕЖИМЫ (НОРМАЛЬНАЯ РАБОТА): |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| РЕЖИМЫ С НАРУШЕНИЕМ В РАБОТЕ ОБОРУДОВАНИЯ: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| АВАРИЙНЫЕ РЕЖИМЫ: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| РЕЖИМЫ С ОТКЛОНЕНИЕМ ОТ НОРМАЛЬНОЙ РАБОТЫ: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Утверждаю
Главный инженер
АЭС
ЗАКЛЮЧЕНИЕ
по результатам анализа технической документации
На основе анализа технической документации (Приложение 1) на трубопровод__________________ (наименование трубопровода, системы) установленонижеследующее:
1. Трубопровод изготовлен и смонтирован в соответствии с требованиями(обозначение и наименование "Правил…")
и согласно техническим условиям на изделие (наименование техническихусловий)____________________ и согласно проекту (обозначение проекта),разработанному ____________(наименование проектной или конструкторскойорганизации) из сборочных единиц, изготовленных (наименованиепредприятия-изготовителя)______________
2. Трубопровод находился в эксплуатации с (дата)_______________
в соответствии с __ (наименование документа) при рабочих параметрах:
давление, МПА( кгс/см2)____, температура, °С____, рабочаясреда______
3. Сведения об исходных данных отрубопроводе, результатах контроля и технического освидетельствования, ремонтеи реконструкции, отклонениях показателей качества теплоносителя от нормируемыхзначений, истории нагружения трубопровода приведены в Приложении 2.
4. Схема контроля трубопровода с указаниемсварных соединений, опор, подвесок и фактической трассировки приведена вПриложении 3.
5. Наличие (комплектность) документации_____________________
6. Полнота сведений, приведенных в документации______________
7. Замечания по ведению документации ________________________
Приложения:
1. Перечень проанализированной документации.
2. Комплект информационных карт.
3. Схема контроля трубопроводас указанием сварных соединений, опор, подвесок и фактической трассировки.
Заключение составили: (должность, Ф.И.О., дата)
Приложение 1 к заключению
Переченьпроанализированной документации:
- чертежная документацияна трубопровод с опорами и подвесками;
- расчет трубопровода напрочность (или выписка из него с указанием обозначения расчета);
- регламент на эксплуатациютрубопровода;
- свидетельство обизготовлении деталей и сборочных единиц трубопровода;
-свидетельство о монтаже трубопровода;
- паспорт трубопровода;
- документация поотклонению от проектной (конструкторской) документации;
- акты и протоколы орезультатах контроля состояния металла и технического освидетельствованиятрубопровода;
- журналы учета условийи режимов эксплуатации (спектр нагрузок, наличие вибрации, качествотеплоносителя и т.д.).
Приложение 2 к заключению
Комплект информационных карт:
- сведения об исходныхданных о трубопроводе;
- сведения о результатахконтроля и технического освидетельствования трубопровода;
- сведения о ремонте иреконструкции трубопровода;
- сведения оботклонениях показателей качества теплоносителя от нормируемых значений;
- сведения об отказахтрубопровода;
- сведения об историинагружения трубопровода.
Приложение 3 к заключению
Схема контролятрубопровода с указанием сварных
соединений, опор,подвесок и фактической трассировки.
Утверждаю
Главный инженер
АЭС
РЕШЕНИЕ
о возможности и условиях дальнейшей эксплуатации трубопровода
На основе анализа технической документации,результатов контроля и оценки технического состояния трубопровода, анализапрочности и расчетов на прочность трубопровода установлено нижеследующее:
1. Техническое состояние трубопровода____________(наименование трубопровода, системы) признано (работоспособным илинеработоспособным)
2. Оценкой прочности и расчетами напрочность обоснована безопасная эксплуатация трубопровода ____________(наименование трубопровода, системы) в течение___(лет) сверх назначенного впроектной (конструкторской) документации срока службы при принятых условиях ирежимах эксплуатации.
3. Трубопровод допускается к дальнейшей эксплуатации втечение _________ при обеспечении требований регламента (инструкции) наэксплуатацию трубопровода или (указать другие условия).
4. Срок следующей оценки технического состояния иостаточного ресурса _________
Приложения:
1. Заключение по результатам анализатехнической документации.
2. Протоколы (заключения, акты) порезультатам контроля состояния металла трубопровода.
3. Выписка из анализа прочности и расчета на прочность трубопровода.
Члены комиссии: (должность, Ф.И.О., дата)
1. Оценка технического состояния.
1.1. Анализ технической документации.
Трубопроводпитательной воды (реакторное отделение) изготовлен из стали 20 по ТУ14-3-460-75. Наружный диаметр труб
Сваркаэлементов трубопровода выполнялась ручным дуговым способом электродамиУОНИИ-13/55 по ГОСТ9467-75 диаметром 3 и
Расчет напрочность трубопровода выполнялся для следующих рабочих параметров:
- давление 70кгс/см2;
- температура-170°С;
- теплоноситель- вода.
Срок службытрубопровода -30 лет.
Эксплуатациятрубопровода проводилась в соответствии с регламентом. На основаниирассмотрения расчета на прочность, выполненного на стадии проектирования,установлено:
- наиболеенагруженными участками трубопровода питательной воды являются второй отбарабан-сепаратора гиб и стыковое сварное соединение на прямом участке, вкоторых максимальные значения амплитуд напряжений составили: 3039 кгс/см2 (304МПа) для гиба и 941 кгс/см2 (94МПа) для прямого участка, на которомрасположено сварное соединение /1/;
- допускаемоеколичество циклов нагружения трубопровода питательной воды для проектныхрежимов работы энергоблока составляет 2х103 циклов;
- расчет насейсмические воздействия отсутствует;
- амплитудынапряжений в сварных соединениях получены без учета возможных коэффициентовконцентрации напряжений в сварных соединениях и смещений свариваемых элементовтрубопровода, а оценка циклической прочности выполнялась без учета влияниясреды;
- отсутствуетанализ различия свойств основного металла и металла сварного шва;
- ожидаемое(проектное) число циклов для цикла "исходное состояние - НУЭ - исходноесостояние" составляет 300 циклов за 30 лет эксплуатации;
- вибрационныенагрузки не рассматривались.
В дальнейшемоценка технического состояния трубопровода питательной воды выполняется сучетом результатов эксплуатационного контроля за состоянием металлатрубопровода в целом и дополнительного контроля гиба и сварного соединения №96в соответствии с п. 1.6.
1.1.2.Документация предприятия-изготовителя.
Свидетельствооб изготовлении блоков и элементов трубопровода питательной воды соответствуетформе, приведенной в Приложении 5 ПНАЭ Г-7-008-89.
1.1.3.Документация монтажной организации.
Свидетельство омонтаже трубопровода соответствует форме, приведенной в Приложении 6 ПНАЭГ-7-008-89.
1.1.4.Эксплуатационная документация.
Паспорттрубопровода соответствует форме, приведенной в Приложении 8 ПНАЭ Г-7-008-89.
Сведения обисходных данных, результатах контроля и технического освидетельствования,ремонте и реконструкции, отклонениях показателей качества теплоносителя отнормируемых значений, истории нагружения и отказам трубопровода питательнойводы приведены в информационных картах.
Продолжительностьработы при нормальных параметрах - 226000 часов.
Скорость идиапазон изменения температуры и давления соответствовали регламенту наэксплуатацию трубопровода.
При работе наноминальных параметрах давление составляло 70±2 кгс/см2,а температура 170±5°С.
Продолжительностьстояночных режимов - 36 800 часов.
Направления ивеличины перемещений опор трубопровода и присоединенного оборудованиясоответствовали проектным.
С
В течениепериода эксплуатации отмечались следующие отклонения показателей качествапитательной воды от предельных значений нормируемых показателей:
- превышение массовойконцентрации хлорид-иона до 14 мкг/дм3 в течение 5 часов 31.07.88г.;
- превышениемассовой концентрации железа до 15 мкг/дм3 в течение 30 часов20.06.92 г.
Через 24 тысячичасов эксплуатации при очередном эксплуатационном контроле визуальным методомсостояния металла трубопровода питательной воды на внешней поверхности металлашва сварного соединения вблизи линии сплавления обнаружена продольная трещинадлиной 6мм. Дефект исправлен поверхностной вышлифовкой на глубину
По результатаманализа технической документации составлено заключение.
1.2. Установление механизмов старения металлатрубопровода
По результатам анализа техническойдокументации установлено, что доминирующими механизмами старения трубопроводапитательной воды являются мало- и многоцикловая усталость(для сварныхсоединений) и эрозионно-коррозионный износ (для гибов).
Контролируемыми эффектами проявления мало- имногоцикловой усталости являются возникновение макротрещин, изменениемеханических свойств и структуры металла, а эрозионно-коррозионного износа -утонение стенки гиба трубопровода.
1.3. Установление определяющих параметров состояния металла участковтрубопровода
Определяющие параметрысостояния металла участков трубопровода представлены в таблице 1.
Таблица 1
| Участок трубопровода | Контролируемый эффект старения металла | Определяющие параметры состояния металла |
| Гибы | Утонение стенки | Толщина стенки |
| Сварные соединения | Изменение механических свойств | Предел прочности, предел текучести, относительное удлинение, относительное сужение, твердость при 20°С основного металла |
|
| Изменение структуры | Содержание фаз. |
|
| Трещинообразование | Отсутствие трещин (линейных индикаторных следов) |
1.4. Установление критериев оценки состояния металла участковтрубопровода
Критерии оценки состоянияметалла участков трубопровода представлены в таблице 2.
| Участок трубопровода | Определяющие параметры состояния металла | Критерии оценки состояния металла |
| Гибы | Толщина стенки, мм | не менее 18,0 (определена в проектном расчете на прочность) |
| Сварные соединения | Предел прочности основного металла при 20°С, кгс/мм2 | не менее 41 |
|
| предел текучести основного металла при 20°С, кгс/мм2 | не менее 22 |
|
| относительное удлинение, основного металла при 20°С, % | не менее 21 |
|
| относительное сужение основного металла при 20°С, % | не менее 40 |
|
| твердость, НВ | не более 163 |
|
| предел прочности металла шва при 20°С, кгс/мм2 | не менее 42 |
|
| относительное удлинение металла шва при 20°С, % | не менее 18 |
|
| ударная вязкость металла шва при 20°С, кгс.м/см2 | не менее 8 |
|
| Содержание фаз | наличие вторичных фаз |
|
| Размеры трещин (линейных индикаторных следов) | отсутствие трещин (линейных индикаторных следов). |
1.5. Методы и средства измеренияопределяющих параметров состояния металла участков трубопровода
1.5.1.Неразрушающие методы измерения механических свойств и твердости.
1.5.1.1. ГОСТ 9012 “Металлы исплавы. Метод измерения твердости по Бринеллю”.
1.5.1.2.РД ЭО 0027-94 Инструкция “Определение характеристик механических свойствметалла оборудования атомных электростанций безобразцовыми методами похарактеристикам твердости”.
1.5.2.Методы выявления структуры металла.
1.5.2.1.ГОСТ 5639“Стали и сплавы. Методы выявления и определения величины зерна”.
1.5.2.2.ГОСТ1778“Сталь. Металлографические методы определения неметаллических включений”.
1.5.2.3.ГОСТ5640“Сталь. Металлографический метод оценки микроструктуры листов и ленты”.
1.5.2.4.ГОСТ8233“Сталь. Эталоны микроструктуры”.
1.5.2.5.ГОСТ 10243 “Сталь. Методыиспытаний и оценки макроструктуры”.
1.5.2.6.“Методическое руководство по металлографическому анализу основного металлаоборудования и трубопроводов”, М., ВНИИАЭС, 1985.
1.5.3.Методы измерения толщины стенки.
1.5.3.1. пн аэ г-7-031-91 “Унифицированныеметодики контроля основных материалов (полуфабрикатов), сварных соединений инаплавки оборудования и трубопроводов АЭУ. Ультразвуковой контроль. Часть III.Измерение толщины монометаллов, биметаллов и антикоррозионных покрытий”.
1.5.3.2.И N23 СД-80 "Инструкция по дефектоскопии гибов трубопроводов из перлитнойстали". М., Союзтехэнерго, 1981, 39 с., с извещением об изменении от 1981и извещением об изменении и дополнении от 1987.
1.5.3.3.Инструкции заводов-изготовителей по эксплуатации ультразвуковых толщиномеров.
1.5.4.Средства измерения механических свойств и твердости.
1.5.4.1.Прибор измерения механических свойств - дистанционный твердомер ТЕСТ-5У.
1.5.5Средства выявления структуры металла.
1.5.5.1.Микроскоп металлографический горизонтальный МИМ-10М.
1.5.5.2.Микроскоп металлографический ММР-4.
1.5.5.3.Микрофотонасадка МНФ-12.
1.5.5.4.Вытяжной шкаф Ш2В-Н2С.
1.5.5.5.Фотоувеличитель Беларусь.
1.5.5.6. Станокдля контактной печати.
1.5.6.Средства измерения толщины стенки.
Толщиномер ультразвуковой УТ-93П общего назначения по ГОСТ 25863
1.5.7. Требования кразрешающей способности средств измерений
Средстваизмерения механических свойств и твердости.
Погрешностьизмерений механических свойств - не более ±10%, измерений твердости не более±5% от измеряемой величины.
Средствавыявления структуры.
Средстваизмерений обеспечивают выявление структурных составляющих согласно требований ГОСТ 1778, ГОСТ5640 и ГОСТ 10243.
Средстваизмерения толщины стенки.
Погрешностьизмерений толщины стенки - не более
1.6. Контроль состояния металла трубопровода
1.6.1.Программа контроля
1.6.1.1.Перечень зон контроля трубопровода:
- сварныесоединения;
- гибы.
В перечень зонне включены участки трубопровода, контроль которых выполнен в соответствии стребованиями типовой программы по эксплуатационному контролю за состояниемметалла, срок предыдущего контроля которых не превышает указанной в типовойпрограмме периодичности контроля.
1.6.1.2. Виды иобъем контроля приведены в таблицах 3 и 4.
Сварныесоединения
Таблица 3
| Вид контроля | Объем контроля |
| Контроль механических свойств металла сварного соединения №96 неразрушающим методом при 20°С: основной металл- предел прочности, предел текучести, относительное удлинение, относительное сужение, твердость; металл шва - предел прочности, относительное удлинение | по 15 точек вдавливания на одну зону (по 3 равноудаленных зоны по периметру сварного соединения - на расстоянии |
| Контроль структуры металла сварного соединения №96 | по 2 диаметрально расположенные реплики на расстоянии |
| Контроль качества сварных соединений: |
|
| - визуальный контроль; - ультразвуковой контроль; | 100% 100% |
Гибы
Таблица 4
| Вид контроля | Объем контроля |
| Контроль качества металла: |
|
| - визуальный контроль; - магнитопорошковый контроль; - ультразвуковой контроль | 100% 50% 50% по растянутой линии |
| Контроль толщины стенки: |
|
| ультразвуковая толщинометрия | в 6-7 точках по растянутой линии |
1.6.1.3. Методыконтроля.
1.6.1.3.1Методы контроля механических свойств, структуры и толщины стенки приведены в разделе 1.5.
1.6.1.3.2Контроль качества металла
ГОСТ 14782 “Контрольнеразрушающий. Соединения сварные. Методы ультразвуковые”.
ГОСТ 17410“Контроль неразрушающий. Трубы металлические бесшовные цилиндрические. Методыультразвуковой дефектоскопии”.
ГОСТ 21105 “Контроль неразрушающий. Магнитопорошковыйметод”.
ПНАЭ -7-010-89“Оборудование и трубопроводы атомных энергетических установок. Сварныесоединения и наплавки. Правила контроля”.
ПНАЭ Г-7-014-89“Унифицированные методики контроля основных материалов (полуфабрикатов),сварных соединений и наплавки оборудования и трубопроводов АЭУ. Ультразвуковойконтроль. Часть 1. Контроль основных материалов (полуфабрикатов)”.
ПНАЭ Г-7-030-91“Унифицированные методики контроля основных материалов (полуфабрикатов),сварных соединений и наплавки оборудования и трубопроводов АЭУ. Ультразвуковойконтроль. Часть 2. Контроль сварных соединений и наплавки”.
ПНАЭ Г-7-031-91“Унифицированные методики контроля основных материалов (полуфабрикатов),сварных соединений и наплавки оборудования и трубопроводов АЭУ. Ультразвуковойконтроль. Часть 3. Измерение толщины монометаллов, биметаллов и антикоррозионныхпокрытий”.
ПНАЭ Г-7-015-89“Унифицированные методики контроля основных материалов (полуфабрикатов),сварных соединений и наплавки оборудования и трубопроводов АЭУ.Магнитопорошковый контроль”.
ПНАЭ Г-7-016-89“Унифицированные методики контроля основных материалов (полуфабрикатов),сварных соединений и наплавки оборудования и трубопроводов АЭУ. Визуальный иизмерительный контроль”.
И №23 СД-80“Инструкция по дефектоскопии гибов трубопроводов из перлитной стали”. М.,Союзтехэнерго, 1981, 39 с. с извещением об изменении от 1981 и извещением обизменении и дополнении от 1987.
Инструкциязавода-изготовителя по эксплуатации ультразвукового дефектоскопа.
1.6.1.4.Перечень специальных средств контроля.
1.6.1.4.1. Переченьсредств контроля механических свойств, твердости и структуры приведен в разделе 1.5.
1.6.1.4.2.Средства контроля качества металла
Средства ультразвукового контроля
Дефектоскопультразвуковой USK-6 фирмы “Krautkramer”.
Преобразователи:
-преобразователи ультразвуковые прямые и наклонные в соответствии с требованиямии указаниями ПНАЭ Г-7-014-89, ПНАЭ Г-7-030-91 и ПНАЭ Г-7-032-91.
Стандартные образцы:
- комплектКОУ-1 по ГОСТ 14782;
- комплектКОУ-2 по ГОСТ 14782;
- стандартныеобразцы Международного Института Сварки V1;
- стандартныеобразцы Международного Института Сварки V2;
Магнитопорошковый контроль:
ДефектоскопДМЭ-22Ц по ГОСТ 21105.
МагнитометрМФ-23И-1
Контрольныеобразцы по ГОСТ 21105;
Приборы:
- анализаторконцентрации магнитной суспензии АКС-1С;
- МФ-10СП (дляпроверки выявляющей способности магнитного порошка)
1.6.1.5.Требования к разрешающей способности аппаратуры контроля.
Аппаратураконтроля качества металла.
Аппаратураобеспечивает выявление несплошностей с характеристиками, приведенными в ТУ дляосновного металла, в разделе 11 ПНАЭ Г-7-010-89 для сварных соединений, а такжев конструкторской документации, инструкциях и методиках контроля.
1.6.2. Нормыоценки качества.
1.6.2.1.Сварные соединения.
Нормы оценкикачества принимаются в соответствии с требованиями ПК 1514-72.
1.6.2.2. Гибы.
Нормы оценкикачества принимаются в соответствии с требованиями ТУ 14-3-460-75.
1.6.3.Результаты контроля
1.6.3.1.Сварные соединения.
1.6.3.1.1. Механическиесвойства сварного соединения №96.
Результатыконтроля механических свойств представлены в таблице 5.
Таблица 5
|
| Предел прочности основного металла при 20°С, кгс/мм2 | Предел текучести основного металла при 20°С, кгс/мм2 | Относительное удлинение основного металла при 20°С, % | Относительное сужение основного металла при 20°С, % | Твердость, НВ | Предел прочности металла шва при 20°С, кгс/мм2 | Относительное удлинение металла шва при 20°С, % | Ударная вязкость металла шва при 20°С, кгс.м/см2 |
| Фактические значения | 50 | 23 | 25 | 47 | 155 | 44 | 20 | методами неразрушающего контроля не определяется |
| Требования ГОСТ 9467 к металлу шва |
|
|
|
|
| не менее 42 | не менее 18 | не менее 8 |
| Требования ТУ 14-3-460-75 к основному металлу | не менее 42 | не менее 22 | не менее 24 | не менее 45 | не более 163 (по ГОСТ 1050) |
|
|
|
Механическиесвойства основного металла и металла шва сварного соединения №96 соответствуюттребованиям нормативных документов (протоколы №№ … от …). Изменениймеханических свойств основного металла и металла шва сварного соединения №96 посравнению с исходным состоянием не зафиксировано.
1.6.3.1.2.Контроль структуры металла сварного соединения №96.
При контролеструктуры металла шва, зоны термического влияния и основного металла методомреплик изменений содержания фаз не обнаружено (протоколы №№ … от …).
1.6.3.1.3.Контроль качества сварных соединений.
При визуальноми ультразвуковом контроле сварных соединений дефектов не обнаружено (протоколы№№ … от …).
Сварныесоединения выдержали гидравлические испытания в составе трубопровода (протокол№ … от …).
1.6.3.2. Гибы
1.6.3.2.1.Контроль толщины стенки гибов.
Результатыконтроля толщин стенок гибов трубопроводов приведены в протоколах №№ … от ….
Минимальнаятолщина стенки второго от барабан-сепаратора гиба по растянутой линиисоставляет
Толщины стенокгибов превышают минимально допустимое из условий прочности трубопроводазначение (
1.6.3.2.2.Контроль качества гибов.
При визуальноми ультразвуковом контроле качества гибов дефектов не обнаружено (протоколы №№ …от …).
Гибы выдержалигидравлические испытания в составе трубопровода (протокол №… от…).
1.6.3.3.Результаты контроля сварных соединений и гибов внесены в паспорт трубопровода.
1.7. Оценка технического состояния трубопровода
1.7.1. Фактическиезначения определяющих параметров состояния металла трубопровода удовлетворяюттребованиям, установленным проектной документацией, техническими условиями натрубопровод и другой действующей нормативно-технической документацией.
1.7.2. Фактические параметрынагружения - скорости изменения и абсолютные значения температуры и давления,вибрационные и сейсмические нагрузки, числа циклов соответствующих режимов,последовательность режимов, значения перемещений, параметры среды - непревышали проектных и нормируемых параметров и значений.
1.7.3. Техническое состояниетрубопровода - работоспособное. Принимается решение о целесообразностипроведения работ по техническому обоснованию безопасной эксплуатациитрубопровода за пределами проектного срока службы на период 10 лет.
1.8. Оценка остаточного ресурса трубопровода
1.8.1. Модель ежегодных предполагаемыхэксплуатационных нагрузок на трубопровод в течение продлеваемого срока службы(10 лет) принята соответствующей усредненному спектру ежегодных нагрузок запредыдущие 10 лет эксплуатации (в примере принято, что эта модель былапостоянна в течение 30 лет эксплуатации).
При этомколичество циклов нагружения Ni для каждого режима принимаетсясоответствующим аналогичным показателям за предыдущие 10 лет эксплуатации.
Принимаем, что модель нагружениятрубопровода для цикла "исходное состояние - НУЭ - исходноесостояние" в течение продлеваемого периода соответствует режимамнагружения за истекший период эксплуатации. Фактическое число указанного циклаза 30 лет эксплуатации составило 45 циклов. Тогда расчетное число циклов напериод продления срока службы трубопровода составит
1/3×300=100 циклов.
Оценка остаточного ресурса трубопроводапроводится по результатам анализа и расчета прочности наиболее нагруженных участковтрубопровода: второй от барабан - сепаратора гиб и сварное соединение №96 напрямом участке.
1.8.2. За 30лет эксплуатации утонение стенки гиба составило
Принимая(консервативно) линейный закон изменения во времени толщины стенки гиба,вызванного воздействием среды, получаем за общий срок эксплуатации 40 летзначение утонения, равное 2,4×1,33=3,2 мм и минимальную толщину стенки
что большедопускаемой, равной
Средняя скоростьутонения стенки составляет
(21,6-19,2) мм/30 лет = 0,08 мм/год.
Тогдадопускаемая толщина стенки будет достигнута через
(19,2 - 18,0)мм / 0,08 мм/год =15 лет.
Таким образом, расчет, выполненный приусловии постоянства механических свойств металла и скорости изменения толщиныстенки трубопровода вследствие коррозионного и эрозионно-коррозионного износа,подтверждает, что статическая прочность трубопровода обеспечена в течение 15лет сверх назначенного срока службы трубопровода.
Для уточнения закона изменения скоростиутонения и подтверждения статической прочности трубопровода на последующийпериод эксплуатации, рекомендуется по истечении 10 лет эксплуатации провестиконтроль толщины стенки для обоснования возможности дальнейшей эксплуатациитрубопровода без снижения рабочих параметров.
1.8.3. Расчетна циклическую прочность трубопровода.
1.8.3.1. Расчетциклической прочности трубопровода выполняется с учетом:
- результатовисследований механических свойств основного металла и металла сварных швов, подтверждающихвозможность использования в расчетах циклической прочности трубопроводазначений механических свойств, принятых в проектном расчете;
- влияния средына зарождение и развитие трещиноподобных дефектов;
- максимальныхотклонений геометрических размеров свариваемых элементов от номинальных;
- влиянияконцентраторов напряжений сварных соединений;
- различиясвойств сварного соединения и основного металла.
Гиб выполненбез сварных соединений, поэтому при расчете достаточно учесть только влияниесреды.
Применительно ксварному соединению, расположенному на прямом участке трубопровода, необходимоучесть:
- влияниеконцентратора напряжений;
- влияниесреды;
- различиесвойств основного металла и сварного соединения;
- максимальное отклонениегеометрических размеров свариваемых деталей от номинальных значений.
1.8.3.2.Влияние концентраторов напряжений учитывается следующим образом.
Сварныесоединения выполнены в полном соответствии с требованиями (2, 3). Тип сварногосоединения - стыковое с полным проплавлением без подкладного кольца (С-25-1).
Согласно (4, 5)для такого типа сварного соединения значение коэффициента концентрациинапряжений Кбнепревышает значения 2,7. Это значение использовалось при дальнейшей оценкепрочности.
1.8.3.3.В соответствии с (6 - 12) влияние среды (теплоносителя) может приводить ксущественному сокращению допускаемых чисел циклов нагружения по сравнению срезультатами испытаний серий образцов на воздухе и в коррозионной среде приодинаковых условиях нагружения. "Нормы…" (13)требуют в необходимых случаях учитывать влияние среды на базе представительныхданных испытаний. В связи с отсутствием нормативных значений снижения числациклов используем сведения из (6 – 12), которые позволяют ограничитьсязначением коэффициента коррозионного снижения циклической прочности сварногосоединения, не превышающим 2,8 при содержании кислорода в воде до 100 мкг/кг исеры в стали до 0,008%.
Уровенькислорода в теплоносителе в рассматриваемом примере не превышает 100 мкг/кг, азначение содержания серы в стали может достигать 0,025%. Ввиду отсутствия значенияснижения числа циклов при данном содержании серы принимаем jКN =2,8.
1.8.3.4.Отличие свойствосновного металла и сварного соединения учитывается следующим образом.
Допускаемуюамплитуду напряжений для сварного соединения [saF]S согласно"Норм…" (13)определяют по формуле
[saF]S = jS [saF],
где [saF] -амплитуда допускаемыхусловных упругих напряжений, определяемая по расчетной кривой усталости илисоответствующей формуле для основного металла при заданном числе циклов;
jS - коэффициент,зависящий от вида сварки, свариваемых материалов и термообработки после сварки.
Для ручнойэлектродуговой сварки электродами УОНИИ-13/55, используемых в рассматриваемомслучае, значение jS =0,8 согласнотаблице 5.8 "Норм…" (13).
1.8.3.5.Влияние максимально возможных отклонений геометрических размеров свариваемыхэлементов от номинальных размеров учитывается следующим образом.
При сварке трубс одинаковыми номинальными размерами может иметь место как разностенность,обусловленная допусками на толщину стенки (в рассматриваемом случае от +20% до- 5%), так и различие в наружных диаметрах (в данном случае от + 1,25% до -1,0%). Влияние этих факторов может приводить к дополнительному увеличениюнапряжений в зоне сварного соединения.
Рассмотрено влияние отклонений отноминальных размеров труб диаметром 426 мм и толщиной стенки
- на толщину стенки - +20% (
- 5% (
- на диаметр - +1.25% (
- 1% (
При этом Dmin=
hmin=22.80 мм,
Dmax=
hmax=28.80 мм.
Отклонения отноминальных размеров труб может привести к смещению рассматриваемых кромоксварных швов. Наихудший вариант такого смещения приведен на рисунке 1. В разделе 12 (2) изложены требования, предъявляемыек конструкционным формам сварных соединений. Согласно этому разделу дляобеспечения минимального смещения кромок с внутренней стороны соединениярекомендуется выполнять цилиндрическую калибровку (расточку, раздачу) концовтруб. При этом в разделе 11 (3) регламентируются допускаемые смещения кромок встыковых соединениях:
- в собранныхпод дуговую сварку стыковых сварных соединениях одинаковой номинальной толщины,не подлежащих механической обработке после сварки в зоне швов, смещение кромок(несовпадение поверхностей соединяемых деталей) со стороны выполнения сварки недолжны превышать величины 0.1S + 0.5 ( длятруб 426´24 составляет
- допускаемоесмещение (несовпадение) внутренних кромок в стыковых сварных соединениях содносторонней разделкой устанавливается чертежами, техническими условиями илиПТД. При отсутствии этих требований в перечисленной документации указанноесмещение может составлять до 12% номинальнойтолщины стенки свариваемых деталей, но не более
На рисунке 2показано рассматриваемое сварное соединение с максимально допустимыми в случаевыполнения требований (2 и 3) отклонениями размеров от номинальных.
Влияние отклоненийот номинальных размеров труб диаметром
Расчетпроводился по аттестованной программе САN2.0. Для проверки сходимости решения выбирались различные параметрыконечно-элементной сетки и показано что сходимость решения обеспечена.
По результатамрасчета сварного соединения с учетом отклонений от номинальных размеровопределено, что максимальные осевые и кольцевые напряжения (сечение А- А нарисунке 2), равные 35 МПа и 60 МПа, превышают на 18% и 2%соответственно напряжения, полученные без учета отклонений от номинальныхразмеров, которые соответственно равны 29.3 МПа и 58.6 МПа.
Анализрезультатов расчета сварного соединения при минимально возможном диаметре трубыи соблюдении требований (2 и 3) (расчетную схему смотри на рисунке 3) показал,что разница осевых напряжений для сварных соединений, представленных нарисунках 2 и 3, не превышает 2 МПа.
Кромевнутреннего давления, на сварное соединение действуют усилия, вызванныесамокомпенсацией рассматриваемого трубопровода. Эти усилия вызывают в сварном швепри расчете по номинальным размерам напряжения, равные
(s)RК =2sa -sХр= 2Х94-29,3 » 159 МПа,
где sa =94 МПа (см. п.1.1.1);
sХр =29,3(см.выше) - осевые напряжения от давления;
(s)RК - размахприведенных напряжений (от давления и температуры).
Напряжения (s)RК обратнопропорциональны толщине стенки трубопровода.
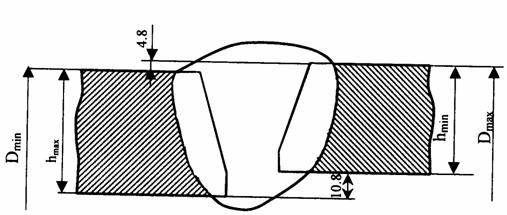
Рисунок 1. Максимально возможное смещение.
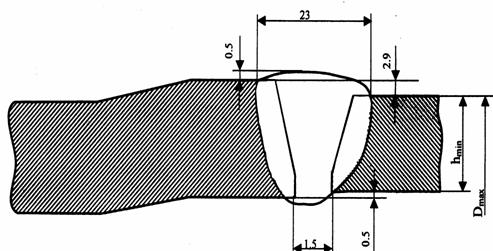
Рисунок 2. Максимально возможное смещение сучетом выполнения требований (2 и 3) (при максимальном значении наружногодиаметра).
Рисунок 3. Максимально возможное смещение сучетом выполнения требований (2 и 3) (при минимальном значении наружногодиаметра).
Учитываявеличину отрицательного допуска на наружный диаметр (1%) от самокомпенсации,увеличение напряжений, вызванное уменьшением диаметра, составит от 1,6 Мпа до3,2 Мпа, что соизмеримо с полученным выше значением напряжений, равным 2 МПа(см. анализ результатов расчета для рис 3). Поэтому влиянием отрицательногодопуска на диаметр можно пренебречь.
Увеличениенапряжений (s)1RК, вызванноевозможным утонением толщины стенки трубопровода в зоне сварного соединения,составит
(s)1 RК = (hном /hmin)× (s)RК =(24 / 22,8) ×159 =167(МПа).
С учетом максимальныхосевых напряжений от давления, равных 35 МПа (см. выше), получим максимальновозможный размах напряжений в зоне сварного шва, вызванных рассматриваемымиотклонениями от номинальных размеров:
(s)мах RК =(s)1 RК+ sмахХ= 167+35 =202 (МПа),
что соответствуетамплитуде напряжений, равной 101 МПа (на 7% больше, чем получено при проектномрасчете по номинальным размерам). В случае отсутствия данных измерений толщиныстенок расчет ведется исходя из полученных значений напряжений sа = 101 МПа (поскольку, как было показановыше, отклонения диаметра влияют на значения напряжений несущественно).
1.8.3.6. Расчетна циклическую прочность.
Согласнопроектного расчета на прочность (п.1.1.1) максимальные значенияноминальных амплитуд напряжений составляют: [saF]=3039 кгс/см2 (304 МПа) длягиба и 941 кгс/см2 (94 МПа) для прямого участка, на которомрасположено сварное соединение, а свойства металла не ниже гарантированных (1).
Приняв, что этимаксимальные приведенные напряжения равны осевым напряжениям, получим дляпрямого участка с учетом коэффициента концентрации значения для номинальных ивозможных размеров рассматриваемого трубопровода:
(saF) = Кб (sa) = 2.7×94=254 (МПа) - при расчетепо номинальным размерам;
(sa) = Кб (sa) = 2.7×101=273 (МПа) - возможныемаксимальные напряжения с учетом отклонения размеров.
где Кб=2,7 согласно п.1.8.3.2.
В связи с тем,что и для гиба, и для сварного шва полученные значения (saF) превышают предел текучести стали 20,необходимо выполнить корректировку полученных значений по формуле 5.8 “Норм...”(13).
С учетом этойкорректировки с использованием допущений, разрешенных “Нормами ...” (13),и учитывая, что свойства металла шва не ниже свойств основного металла /1/,принимая в расчете Rpe= Rp0.2T=170= 208 МПа и n = 0,
получим:
(saF) =326 МПа для гиба;
(saF) =259 МПа для сварного соединения сноминальными размерами;
(saF) =273 МПа для сварного соединения свозможными отклонениями размеров от номинальных.
При расчете нациклическую прочность используем кривые усталости, приведенные на рис. 5.5.“Норм ...” (13).
В данном случаеимеем следующие минимально гарантируемые механические свойства металла:
Rp0.2T =208 МПа; RmT =373 МПа;
zT =38%; E =191 Па; Rp0.2T/ RmT = 208/373=0,56,
чтосоответствует данным, для которых построена кривая усталости на рис. 5.5.“Норм...” (13),при условии корректировки амплитуды напряжений на величину, равную отношению модуляупругости, используемого при построении кривой усталости, к фактическому.
Это отношениеравно 1,95×105/1,91×105=1,02.
Значениеамплитуды напряжений для сварного шва должно быть увеличено с учетом jS, то есть
(saF)S = (saF)/ jS =259/0,8=324 МПа - для сварногосоединения с номинальными размерами;
(saF)S = (saF)/ jS =273/0,8=341МПа- для сварного соединения с возможными отклонениями размеров от номинальных,
где jS =0,8 -см.п.1.8.3.4.
Анализ действующихнапряжений в гибе и сварном соединении на прямом участке трубопроводапоказывает, что максимальное значение амплитуды напряжений достигается в гибе иравно 326 МПа (см. выше) в случае, если размеры номинальные.
В случаевозможных отклонений размеров от номинальных циклическую прочность трубопроводаопределяет не гиб, а сварное соединение с амплитудой, равной 341 МПа.
С учетомкорректировки на коэффициент 1,02 получим для гиба
[saF] = 326×1,02= 332 Мпа, которые даютзначение [N] =103 цикловбез учета влияния воздействия среды.
С учетомвлияния воздействия среды (1.8.3.3)получим
[N]K = [N]/jKN = 103 /2,8 =360 (циклов) сучетом проектного расчета на прочность.
Значение [N]K=360 циклов можетбыть уточнено применением формул 5.20 из “Норм...” /13/ вместо использованиякривой усталости по рис. 5.5 из "Норм…" (13).
Ввидуотсутствия расчета на сейсмические воздействия полученный результат следуетконсервативно откорректировать с учетом не превышения значения, равного 0,8,накопленной циклической повреждаемости. Тогда допустимое количество цикловсоставит 360×0,8=288 (циклов) с учетом проектного расчета на прочность.
Ожидаемое числоциклов за 40 лет эксплуатации составит:
N ожид = 1/3 × N проект + N факт =1/3 ×300 + 45 = 145 (циклов).
Таким образомполучаем, что с учетом допустимого количества циклов (288 циклов) и ожидаемогоколичества циклов в период продления срока службы трубопровода питательной водыбарабан - сепаратора (145 циклов) циклическая прочность гиба обеспечена.
При отсутствии результатов контроля толщинстенки в наиболее напряженном сварном соединении с учетом корректировки накоэффициент 1,02 (см. выше), получим с учетом возможных отклонений отноминальной толщины стенки в зоне сварного соединения значение [saF] =341×1,02=348 МПа, которое даетзначение [N] = 960 циклов без учета влияния воздействия среды (13).
С учетом влияниявоздействия среды (1.8.3.3)получим
[N]K = [N]/ jKN = 960/2,8 =340 (циклов).
Значение [N]K=340циклов может быть уточнено при использовании формул 5.20 "Норм…" (13)вместо использования кривой усталости по рис. 5.5. "Норм…" (13).
Ввиду отсутствия расчета на сейсмическиевоздействия полученный результат следует консервативно откорректировать сучетом непревышения значения накопленной циклической повреждаемости, равного0,8. Тогда допустимое количество циклов составит 340×0,8 = 272 (цикла) сучетом проектного расчета на прочность.
Таким образом, циклическая прочностьтрубопровода питательной воды на период продления срока службы обеспечена.
1.8.5. По результатам оценкитехнического состояния и остаточного ресурса трубопровода принимается решение овозможности продления срока службы трубопровода на 10 лет при принятой моделиэксплуатации.
Решение о возможности иусловиях дальнейшей эксплуатации трубопровода утверждено Главным инженером АЭСи направлено в Эксплуатирующую организацию, Научному руководителю эксплуатацииатомных станций, Главному конструктору, Генеральному проектировщику и надзорныйорган, в котором зарегистрирован трубопровод.
1.8.6. Решениео возможности и условиях дальнейшей эксплуатации трубопровода приложено кпаспорту трубопровода.
1.8.7.Результаты работ, полученные при оценке технического состояния и остаточногоресурса трубопровода внесены в базу данных о контроле, оценке, прогнозированиии управлении ресурсными характеристиками элементов энергоблока (КОПУР) АЭС.
При расчетеостаточного ресурса трубопровода использовались следующие источники:
1. Отчет о НИР"Исследование состояния основного металла и сварных соединенийтрубопроводов первого блока Смоленской АЭС после 100 тысяч часовэксплуатации". М., ВНИИАЭС, НИКИЭТ, ИЦП МАЭ, 1999 .
2. "Основныеположения по сварке и наплавке узлов и конструкций атомных электростанций,опытных и исследовательских ядерных реакторов и установок" ОП 1513-
3. ."Правила контроля сварных соединений и наплавки узлов и конструкцийатомных электростанций, опытных и исследовательских ядерных реакторов иустановок" ПК 1514-
4. Yung I.Y., Lawrence F.V. Analitical and graphicalaids for the fatigue design of weldments, Fatigue fract engng mater. STRUCT. Vol.8, 3, pp. 223-241. 1985.
5. В.И. Махненко,Р.Ю. Мосенкис. Расчет коэффициентов концентрации напряжений в сварныхсоединениях со стыковыми и угловыми швами. "Автоматическая сварка", №8 (389), 1985 .
6. В.М. Филатов,А.И. Громова, В.Г. Денисов, В.Г. Васильев. Методика длительныхкоррозионно-усталостных испытаний стали в водном теплоностиеле. "Заводскаялаборатория". № 4, 1982.
7. В.Г. Васильеви др. Установка для исследования длительной коррозионной усталости в водномтеплоносителе. "Заводская лаборатория". № 10, 1985.
8. В.Г. Васильеви др. Малоцикловая усталость сталей 22 К, 08Х18Н10Т и их сварных соединений вводном теплоносителе. ФХММ, № 3,1987.
9. В.М. Филатов,Л.В. Горынина. Усталостное разрушение конструкционных материалов в сределегководных реакторов (обзор). НИИИнформэнергомаш, Вып.86, 1983.
10. V.M. Filatov, A.V. Zelensky. Low Cycle Fatigue ofStructural Materials in Water Operating Environments. Proc.ot The ThirdInternational Atomic Energy Agency Spesialists Meeting on Suboritical CrackGrowth, Moscow, May 14-17, 1990. NUREG/CP-0112, ANL-90-20, vol 1, p.215-222.
11. S. Majamdar, O.H. Chopra, W.J. Shack, InterimFatigue Design Curves for Carbon, Low-Alloy and Austenitic Stainless Steels inLWR Environments, Meeting minutes for January 25, 1993. PVRC Working Group onS-N Curve
12. Ware A.G., Morton D.K., Nitzel M.E. 1995Application of NUREG/CR 5999 Interim Fatigue Curves to Selected Nuclear PowerPlant Components. NUREG/CR - 26660, INTEL - 95/0045.
Утверждаю
Главный инженер
АЭС
ЗАКЛЮЧЕНИЕ
по результатам анализа технической документации
На основе анализа технической документации (Приложение 1) на трубопроводсистемы питательной воды (реакторное отделение) барабан-сепаратора установленонижеследующее:
1. Трубопровод изготовлен и смонтирован в соответствии с требованиями"Правил устройства и безопасной эксплуатации оборудования и трубопроводоватомных энергетических установок" и технических условий ТУ 14-3-460-75согласно проекту №…, разработанному институтом "Гидропроект", изсборочных единиц, изготовленных Белгородским заводом энергетическогомашиностроения.
2. Трубопровод находился в эксплуатации с 30.10.79 г.в соответствии стехнологическим регламентом при рабочих параметрах:
давление, МПА (кгс/см2) 7(70), температура, °С 170, рабочаясреда вода
3. Сведения об исходных данных отрубопроводе, результатах контроля и технического освидетельствования, ремонте иреконструкции, отклонениях показателей качества теплоносителя от нормируемыхзначений, отказах и истории нагружения трубопровода приведены в Приложении 2.
4. Схема контроля трубопровода с указанием сварных соединений, опор,подвесок и фактической трассировки приведена в Приложении 3.
5. Наличие (комплектность) документации комплектность документациисоответствует требованиям Правил и Норм и руководящих документов.
6. Полнота сведений, приведенных в документации соответствуеттребованиям Правил и Норм и руководящих документов.
7. Замечания по ведению документации замечаний нет.
Приложения1:
1. Перечень проанализированной документации.
2. Комплект информационных карт.
3. Схема контроля трубопровода с указанием сварных соединений, опор,подвесок и фактической трассировки.
Заключение составили: (должность, Ф.И.О., дата)
Примечание
1- В примере не приводятся.
Утверждаю
Главный инженер
АЭС
РЕШЕНИЕ №_________
о возможности и условиях дальнейшей эксплуатации трубопровода питательной воды(реакторное отделение) барабан - сепаратора энергоблока №…
На основе анализа технической документации, протоколов контролясостояния металла трубопровода, выписки из анализа прочности и расчетов напрочность трубопровода установлено нижеследующее:
1. Техническое состояние трубопровода питательной воды (реакторноеотделение) барабан - сепаратора - работоспособное
2. Анализом прочности и расчетами на прочность обоснована безопаснаяэксплуатация трубопровода питательной воды (реакторное отделение) барабан -сепаратора в течение 10 лет сверх назначенного в проектной документации срокаслужбы при принятых условиях и режимах эксплуатации.
3. Трубопровод допускается к дальнейшейэксплуатации в течение 10 лет при обеспечении требований регламента на егоэксплуатацию без проведения дополнительных работ.
4. Срок следующей оценки техническогосостояния и остаточного ресурса через 10 лет.
Приложения:
1. Заключение по результатам анализа технической документации.
2. Протоколы контроля состояния металла трубопровода1.
3. Выписка из анализа прочности и расчетов на прочность трубопровода1.
Члены комиссии: (должность, Ф.И.О., дата)
Примечание
1- В примере не приводятся.