.webp "Новатика")


Настоящий стандарт предназначен для выполнения работ на газопроводах из стальных электросварных прямошовных и спиральношовных труб из малоуглеродистых и низколегированных трубных сталей с нормативным пределом прочности до 60 кгс/мм2 (588 МПа) включительно, условным диаметром до 1400 мм включительно, фактической толщиной стенки не менее 6,5 мм, избыточным давлением среды свыше 1,2 МПа (12 кгс/см2) до 9,8 МПа (100 кгс/см2) включительно, находящихся в эксплуатации и транспортирующих природный газ, стабильный и нестабильный конденсат, широкие фракции легких углеводородов, в том числе для выполнения работ на магистральных однониточных газопроводах и системах газопроводов, проложенных в едином технологическом коридоре, газопроводах-отводах, шлейфах и технологических трубопроводах компрессорных станций и дожимных компрессорных станций.
| Обозначение: | СТО Газпром 2-2.3-116-2007 |
| Название рус.: | Инструкция по технологии производства работ на газопроводах врезкой под давлением |
| Статус: | действующий |
| Заменяет собой: | РД 51-00158623-09-95 «Технология производства работ на газопроводах врезкой под давлением, включая огневые работы» |
| Дата актуализации текста: | 01.01.2009 |
| Дата добавления в базу: | 10.11.2009 |
| Дата введения в действие: | 14.12.2007 |
| Разработан: | ОАО "Газпром" ООО "ВНИИГАЗ" 142717, Московская обл. п. Развилка, ВНИИГАЗ ООО "Уралтрансгаз" |
| Утвержден: | ОАО "Газпром" (03.04.2007) |
| Опубликован: | ООО "ИРЦ Газпром" № 2007 |
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО «ГАЗПРОМ»
Общество с ограниченной ответственностью
«Научно-исследовательский институт природных газов и газовых технологий -ВНИИГАЗ»
Общество с ограниченной ответственностью
«Информационно-рекламный центр газовой промышленности»
СТАНДАРТ ОРГАНИЗАЦИИ
ДОКУМЕНТЫ НОРМАТИВНЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ,СТРОИТЕЛЬСТВА И ЭКСПЛУАТАЦИИ ОБЪЕКТОВ ОАО «ГАЗПРОМ»
ИНСТРУКЦИЯ
ПОТЕХНОЛОГИИ ПРОИЗВОДСТВА РАБОТ НА ГАЗОПРОВОДАХ ВРЕЗКОЙ ПОД ДАВЛЕНИЕМ
СТО Газпром 2-2.3-116-2007
Дата введения - 2007-12-14
Предисловие
1 РАЗРАБОТАН Обществом сограниченной ответственностью «Научно-исследовательский институт природныхгазов и газовых технологий - ВНИИГАЗ»
2 ВНЕСЕН Управлением потранспортировке газа и газового конденсата Департамента по транспортировке,подземному хранению и использованию газа ОАО «Газпром»
3 УТВЕРЖДЕН И ВВЕДЕН ВДЕЙСТВИЕ Распоряжением ОАО «Газпром» от 03 апреля 2007 г. № 75 с 14 декабря2007 г.
4 ВЗАМЕН РД51-00158623-09-95 «Технология производства работ на газопроводах врезкой поддавлением, включая огневые работы»
Содержание
Стандарт ОАО «Газпром» «Инструкция потехнологии производства работ на газопроводах врезкой под давлением» разработанна основе технологии компании «Т.Д. Вильямсон» (США, Бельгия) по врезке,перекрытию полости трубы и сварке на газопроводах под давлением с учетомзарубежных стандартов и российских нормативных документов, руководящихматериалов, рекомендованных компанией, результатов экспериментальных работ,зарубежного и отечественного опыта применения технологии врезки под давлением.
В разработке стандарта принимали участие:
от ООО «ВНИИГАЗ» - к.т.н. В.Д. Гуссак,В.И. Беспалов, Т.Д. Лучина;
от Управления по транспортировке газа игазового конденсата Департамента по транспортировке, подземному хранению ииспользованию газа ОАО «Газпром» - В.В. Салюков, Е.М. Вышемирский, А.В.Шипилов;
от ООО «Уралтрансгаз» - П.М. Созонов,С.В. Минеев, Ф.Ф. Юсупов.
1.1 Настоящий стандарт предназначен длявыполнения работ на газопроводах из стальных электросварных прямошовных испиральношовных труб из малоуглеродистых и низколегированных трубных сталей снормативным пределом прочности до 60 кгс/мм2 (588 МПа) включительно,условным диаметром до 1400 мм включительно, фактической толщиной стенки неменее 6,5 мм, избыточным давлением среды свыше 1,2 МПа (12 кгс/см2)до 9,8 МПа (100 кгс/см2) включительно, находящихся в эксплуатации итранспортирующих природный газ, стабильный и нестабильный конденсат, широкиефракции легких углеводородов, в том числе для выполнения работ на магистральныходнониточных газопроводах и системах газопроводов, проложенных в единомтехнологическом коридоре, газопроводах-отводах, шлейфах и технологическихтрубопроводах компрессорных станций и дожимных компрессорных станций.
1.2 Настоящий стандарт регламентируеторганизацию и технологию работ по врезке отводов, перемычек, лупингов,переходов и выборочному капитальному ремонту (замене) дефектных участковлинейной части, запорно-регулирующей арматуры, соединительных деталейтрубопроводов без прекращения транспорта газа с врезкой байпаса и перекрытиемполости трубы с применением специальной технологии сварки (приварки) и врезкипод давлением с использованием специального оборудования.
1.3 Положения настоящего стандартаобязательны к применению при ремонте, реконструкции газопроводов, а такжеподключении вновь построенных газопроводов в газопроводы под давлением в целяхобеспечения бесперебойной подачи газа потребителям, сокращения потерь газа ирешения экологических проблем, связанных со стравливанием газа в атмосферу припроведении указанных работ.
1.4 Стандарт устанавливает требования,обязательные к исполнению всеми специализированными организациями, выполняющимиработы по проектированию, строительству, ремонту и реконструкции газопроводов.
В настоящем стандарте использованынормативные ссылки на следующие стандарты:
ГОСТ12.4.004-74 Система стандартов безопасности труда. Респираторы фильтрующиепротивогазовые РПГ-67. Технические условия
ГОСТ12.4.010-75 Система стандартов безопасности труда. Средства индивидуальнойзащиты. Рукавицы специальные. Технические условия
ГОСТ12.4.137-84 Система стандартов безопасности труда. Обувь специальнаякожаная для защиты от нефти, нефтепродуктов, кислот, щелочей, нетоксичной ивзрывоопасной пыли. Технические условия
ГОСТ26.008-85 Шрифты для надписей, наносимых методом гравирования.Исполнительные размеры
ГОСТ 380-94 Стальуглеродистая обыкновенного качества. Марки
ГОСТ1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхностииз углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 2601-84Сварка металлов. Термины и определения основных понятий
ГОСТ 3749-77Угольники поверочные 90°. Технические условия
ГОСТ6996-66 Сварные соединения. Методы определения механических свойств.
ГОСТ 7502-98Рулетки измерительные металлические. Технические условия
ГОСТ7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8026-92 Линейкиповерочные. Технические условия
ГОСТ8731-74 Трубы стальные бесшовные горячедеформированные. Техническиетребования
ГОСТ 8732-78Трубы стальные бесшовные горячедеформированные. Сортамент
ГОСТ9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатнойи повышенных температурах
ГОСТ9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей инаплавки. Классификация и общие технические условия
ГОСТ9467-75 Электроды покрытые металлические для ручной дуговой сваркиконструкционных и теплоустойчивых сталей. Типы
ГОСТ 14192-96 Маркировка грузов
ГОСТ14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ15150-69 Машины, приборы и другие технические изделия. Исполнения дляразличных климатических районов. Категории, условия эксплуатации, хранения итранспортирования в части воздействия климатических факторов внешней среды
ГОСТ15467-79 Управление качеством продукции. Основные понятия. Термины иопределения
ГОСТ16037-80 Соединения сварные стальных трубопроводов. Основные типы,конструктивные элементы и размеры
ГОСТ16350-80 Климат СССР. Районирование и статистические параметрыклиматических факторов для технических целей
ГОСТ18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 18895-97Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ19281-89 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 19903-74 Прокатлистовой горячекатаный. Сортамент
ГОСТ20295-88 Трубы стальные сварные для магистральных газонефтепроводов.Технические условия
ГОСТ 21105-87Контроль неразрушающий. Магнитопорошковый метод
ГОСТ23667-85 Контроль неразрушающий. Дефектоскопы ультразвуковые. Методыизмерения основных параметров
ГОСТ 23764-79Гамма-дефектоскопы. Общие технические условия
ГОСТ25113-86 Контроль неразрушающий. Аппараты рентгеновские для промышленнойдефектоскопии. Общие технические условия
ГОСТ28702-90 Контроль неразрушающий. Толщиномеры ультразвуковые. Общиетехнические требования
ГОСТ29335-92 Костюмы мужские для защиты от пониженных температур. Техническиеусловия
ГОСТ29338-92 Костюмы женские для защиты от пониженных температур. Техническиеусловия
ГОСТ Р 12.4.013-97Система стандартов безопасности труда. Очки защитные. Общие технические условия
СТОГазпром 2-2.4-083-2006 Инструкция по неразрушающим методам контроля пристроительстве и ремонте промысловых и магистральных газопроводов
СТОГазпром 2-3.5-046-2006 Порядок экспертизы технических условий наоборудование и материалы, аттестации технологий и оценки готовности организацийк выполнению работ по диагностике и ремонту объектов транспорта газа ОАО«Газпром»
СТОГазпром 14-2005 Типовая инструкция по безопасному ведению огневых работ нагазовых объектах ОАО «Газпром»
ОСТ 36 76-83Контроль неразрушающий. Сварные соединения трубопроводов и конструкций. Цветнойметод
ОСТ 26291-94 Сосуды и аппараты стальные сварные. Общие технические условия
Примечание - При пользовании настоящим стандартомцелесообразно проверить действие ссылочных стандартов по соответствующимуказателям, составленным на 1 января текущего года, и информационнымуказателям, опубликованным в текущем году. Если ссылочный документ заменен(изменен), то при пользовании настоящим стандартом следует руководствоватьсязамененным (измененным) документом. Если ссылочный документ отменен без замены,то положение, в котором дана ссылка на него, применяется в части, незатрагивающей эту ссылку.
3.1 В настоящемстандарте применены термины по ГОСТ2601, ГОСТ15467, атакже следующие термины с соответствующими определениями и сокращениями:
3.1.1 аттестационный центр: Организация,являющаяся частью организационной структуры системы аттестации сварочногопроизводства и осуществляющая аттестацию сварщиков и специалистов сварочногопроизводства, сварочных материалов, оборудования и технологий в соответствии стребованиями нормативных и методических документов системы аттестациисварочного производства.
3.1.2 аттестованная технология сварки: Технологиясварки, прошедшая приемку и имеющая свидетельство об аттестации в соответствиис требованиями РД03-615-03 [1].
3.1.3 аттестованный сварочный материал: Сварочныйматериал, прошедший аттестацию и имеющий свидетельство об аттестации всоответствии с требованиями РД03-613-03 [2].
3.1.4 аттестованное сварочное оборудование: Сварочноеоборудование, прошедшее аттестацию и имеющее свидетельство об аттестации всоответствии с требованиями РД03-614-03 [3].
3.1.5 аттестованный сварщик: Квалифицированныйсварщик, прошедший аттестацию и имеющий аттестационное удостоверение всоответствии с требованиями ПБ03-273-99 [4].
3.1.6 временный байпас: Участок трубы,подключенный к магистральному газопроводу для временного использования.
3.1.7 газопровод-отвод: Газопровод, подключенный к магистральномугазопроводу для подачи газа потребителю (промышленным предприятиям, сельскимрайонам и поселкам, газораспределительным и радиорелейным станциям и проч.).
3.1.8 запорноеустройство «Стопл»: Устройство для перекрытия полости трубы газопроводапод давлением, состоящее из трех основных частей: гидравлическогоцилиндра-привода, корпуса перекрывающей головки и самой головки.
3.1.9 зонатермического влияния: Участок основного металла, не подвергшийсярасплавлению, структура и свойства которого изменились в результате нагрева присварке или наплавке.
3.1.10 идентификация трубы: Процедура установления соответствия трубыимеющемуся на нее документу о качестве.
3.1.11 контрольное сварное соединение; КСС: Сварное соединение,выполняемое при аттестации сварщиков, сварочных материалов, сварочногооборудования, технологий сварки, допускных испытаниях сварщиков и являющеесяоднотипным по отношению к производственным сварным соединениям газопроводов.
3.1.12 лупинг: Участок трубы, подключенный к магистральному газопроводудля постоянного использования.
3.1.13 Национальная ассоциация контроля и сварки; НАКС: Организация(юридическое лицо), являющаяся организационно-структурной частью системыаттестации сварочного производства и осуществляющая разработку нормативных иметодических документов, методическое руководство, контроль и координациюдеятельности аттестационных центров по аттестации сварщиков и специалистовсварочного производства, сварочных материалов, оборудования и технологий,ведение реестра аттестационных центров и результатов аттестаций.
3.1.14 однотипные сварные соединения: Группы сварных соединений,выполняемых по одной и той же технологии сварки, имеющих общие основныепараметры с определенным диапазоном их значений (материал, металл, диаметр,толщина стенки, конструктивные элементы и др.).
3.1.15 освидетельствование трубы: Процедура установления соответствиятрубы требованиям нормативных документов при отсутствии на нее документа окачестве.
3.1.16 опасная зона магистрального газопровода: Зона, ограниченнаяокружностью с радиусом, соответствующим минимально допустимому расстояниюсогласно СНиП 2.05.06-85* [5],и центром в рабочей зоне, в которой вследствие возможной утечки газа илигазового конденсата может образоваться взрывоопасная концентрация и произойтивоспламенение (взрыв) или другие негативные последствия.
3.1.17 перемычка: Участок трубы, соединяющийдве параллельные нитки системы газопроводов или нитки двух систем газопроводов,для постоянного использования.
3.1.18 перепускной патрубок: Патрубок дляподсоединения трубной обвязки запорного устройства.
3.1.19 полярность обратная: Полярность, прикоторой электрод присоединяется к положительному полюсу источника питания дуги,свариваемые элементы - к отрицательному.
3.1.20 притупление кромки: Нескошенная частьторца кромки, подлежащей сварке.
3.1.21 разделка кромок: Придание кромкам,подлежащим сварке, необходимой формы.
3.1.22 ремонт сварного шва: Исправление всварном шве дефектов, выявленных по результатам неразрушающих методов контроля.
3.1.23 ребра жесткости: Стальные уголки,привариваемые к вырезаемому темплету для предотвращения его возможнойдеформации и повреждения фрезы при врезке в газопровод под давлением.
3.1.24 сертификат: Документ о качествеконкретных партий труб, удостоверяющий соответствие их качества требованиямтехнических условий, а также специальным требованиям к контракту на поставку.
3.1.25 система аттестации сварочного производства; САСв:Комплекс требований, определяющих правила и процедуру аттестации сварщиков,специалистов сварочного производства, сварочных материалов, сварочногооборудования, технологий сварки для производства сварочных работ приизготовлении, реконструкции, монтаже и ремонте оборудования и объектов, надзорза которыми осуществляет Ростехнадзор.
3.1.26 специализированная организация: Юридическоелицо, выполняющее работы на объектах ОАО «Газпром», подтвердившее готовность квыполнению работ в соответствии с нормативными документами ОАО «Газпром» иРостехнадзора.
3.1.27 специализированное подразделениеэксплуатирующей организации: Филиал эксплуатирующей организации,выполняющее работы на объектах ОАО «Газпром», подтвердившее готовность квыполнению работ в соответствии с нормативными документами ОАО «Газпром» иРостехнадзора.
3.1.28 специализированная бригада: Группаспециалистов, выполняющих работы определенного вида на объектах ОАО «Газпром».
3.1.29 проектная организация: Юридическоелицо, выполняющее проектирование объектов ОАО «Газпром».
3.1.30 температура предварительного подогрева: Температураподогрева кромок сварного соединения непосредственно перед операциями сварки.
3.1.31 температура сопутствующего (межслойного) подогрева: Минимальнаятемпература подогрева в зоне сварного шва, которая должна поддерживаться вслучае прерывания сварочного процесса, а также перед сваркой последующих слоевшва после сварки предыдущих слоев.
3.1.32 технологическая карта сварки: Карта операционного описаниятехнологического процесса в технологической последовательности по всемоперациям подготовки, сборки и сварки с указанием технологических режимов сваркии данных о средствах технологического оснащения, разработанная по форме типовойтехнологической карты.
3.1.33 тройник разрезной: Тройник, состоящий из двух обечаек, которыесоединяют между собой сваркой при монтаже на газопроводе под давлением.
3.1.34 тройник разрезной отводной: Тройник понижающего диаметра дляподсоединения к магистральному газопроводу газопровода-отвода, байпаса,лупинга.
3.1.35 тройник разрезной равнопроходной (стопльный): Тройник для монтажазапорного устройства «Стопл».
3.1.36 тройник разрезной с боковым ответвлением: Тройник, имеющийвертикальное и боковое ответвления для подсоединения в вертикальной игоризонтальной плоскости к магистральному газопроводу газопровода-отвода,перемычки, лупинга.
3.1.37 угол скоса кромки: Острый угол между плоскостью скоса кромки иплоскостью торца свариваемого элемента.
3.1.38 уровень качества сварных соединений газопроводов: Совокупностьтребований к допустимым размерам дефектов сварных соединений газопроводов взависимости от категории, характеристик и природно-климатических условий ихэксплуатации.
3.1.39 усиление сварного шва: Выпуклость шва, определяемая расстояниеммежду плоскостью, проходящей через видимые линии границы сварного шва сосновным металлом, и поверхностью сварного шва.
3.1.40 эксплуатирующая организация: Юридическое лицо, осуществляющееэксплуатацию газовых объектов ОАО «Газпром».
3.2 В настоящем стандарте примененыследующие сокращения:
АВП - аварийно-восстановительный поезд;
ВТД - внутритрубная диагностика;
ЗРА - запорно-регулирующая арматура;
ЗТВ - зона термического влияния;
ЛПУ МГ - линейно-производственноеуправление магистрального газопровода;
НКПВ - нижний концентрационный пределвоспламенения;
ПИЛ - полевая испытательная лаборатория;
ППР - проект производства работ;
СДТ - соединительные детали трубопровода;
ТУ - технические условия;
УАВР - управлениеаварийно-восстановительных работ.
4.1.1 Врезку отводов, новыхвнутрисистемных и межсистемных перемычек, лупингов, переходов под давлением безостановки транспорта газа применяют как способ ведения работ при реконструкциии ремонте газопроводов, в том числе при подключении:
- вновь построенных газопроводов кмагистральным (к системе газопроводов);
- газопроводов-отводов (к промышленнымпредприятиям, сельским районам и поселкам);
- камер запуска-приема устройств ВТД кгазопроводам;
- при внесении конструктивных изменений втехнологическую схему газопровода для повышения рабочего давления до проектногои пропускной способности;
- при изменении проектной конструкциипереходов через авто-, железные дороги, водные преграды.
4.1.2 Врезку временного байпаса, лупингаи перекрытие полости трубы под давлением применяют при проведении выборочногокапитального ремонта газопроводов с заменой или демонтажем дефектных участковтруб, ЗРА, СДТ без остановки транспорта газа.
4.2.1 Врезка газопровода-отвода(перемычки, лупинга, перехода)
4.2.1.1 Подготовку магистрального газопроводак врезке газопровода-отвода (перемычки, лупинга, перехода) под давлениемпроизводят на основании проекта врезки газопровода-отвода (перемычки, лупинга,перехода) под давлением.
4.2.1.2 Проекты плановых врезокгазопроводов-отводов (перемычек, лупингов, переходов) под давлениемразрабатывают в соответствии с производственными программами ОАО «Газпром» и наосновании требований настоящего стандарта.
4.2.1.3 Проект врезки газопровода-отвода(перемычки, лупинга, перехода) под давлением разрабатывается проектнойорганизацией на основании данных, представляемых эксплуатирующей организацией,и утверждается в установленном порядке.
4.2.1.4 На основании проекта врезкигазопроводов-отводов (перемычек, лупингов, переходов) под давлениемспециализированная организация или специализированное подразделениеэксплуатирующей организации (УАВР, АВП), которые будут производить работы,разрабатывают ППР.
4.2.1.5 В проекте указывают место врезкигазопровода-отвода (перемычки, лупинга, перехода) под давлением в газопровод,которое определяют на основании анализа проектной, исполнительной иэксплуатационной документации о проведении ремонтных работ за весь периодэксплуатации, а также данных обследования технического состояния газопровода сиспользованием электрометрии, дефектоскопии на предмет отсутствия дефектов,коррозии, вмятин, утонения стенки трубы и прочего в предполагаемом местеврезки.
4.2.1.6 В проекте указывают исполнителяподготовительных работ - эксплуатирующую организацию, на участке газопроводакоторой планируется проведение работ по врезке газопровода-отвода (перемычки,лупинга, перехода) под давлением.
4.2.1.7 В проекте приводят составподготовительных работ участка газопровода, которые включают в себя:
- подготовку трассы;
- разработку котлована;
- очистку трубы от изоляции;
- идентификацию или освидетельствованиетрубы в предполагаемом месте врезки с привлечением, при необходимости,специализированной организации;
- обеспечение допустимого рабочегодавления и скорости газа на участке газопровода в соответствии с проектомпроизводства работ;
- контроль за техническим состояниемгазопроводов в пределах опасной зоны от места врезки и обеспечение требованийтехники безопасности на время проведения работ;
- выдачу наряда-допускаспециализированной бригаде на проведение работ по сварке и врезке поддавлением.
4.2.1.8 В проекте указывают исполнителясварочно-монтажных работ узла врезки и врезки газопровода-отвода (перемычки,лупинга, перехода) - специализированную организацию или специализированноеподразделение эксплуатирующей организации (УАВР, АВП).
4.2.2 Выборочный капитальный ремонт сприменением технологии врезки под давлением
4.2.2.1 Подготовку газопровода квыборочному капитальному ремонту с применением технологии врезки под давлениемпроизводят на основании проекта выборочного капитального ремонта с применениемврезки под давлением.
4.2.2.2 Проекты выборочного капитальногоремонта с применением врезки под давлением разрабатывают в соответствии спрограммой капитального ремонта объектов ОАО «Газпром» и на основаниитребований настоящего стандарта.
4.2.2.3 Проект выборочного капитальногоремонта с применением врезки под давлением разрабатывается проектнойорганизацией на основании данных, представляемых эксплуатирующей организацией,и утверждается в установленном порядке.
4.2.2.4 На основании проекта выборочногокапитального ремонта с применением врезки под давлением на газопроводеспециализированная организация или специализированное подразделениеэксплуатирующей организации разрабатывают ППР по врезке байпаса и перекрытиюполости трубы под давлением.
4.2.2.5 В проекте указывают протяженностьподлежащих ремонту участков, метод ремонта, места врезок, которые определяют наосновании обследования технического состояния трубы и изоляционного покрытия сиспользованием электрометрии, дефектоскопии, изучения и анализа проектной,исполнительной и эксплуатационной документации о проведении ремонтных работ нагазопроводе за весь период эксплуатации.
4.2.2.6 В проекте указывают исполнителяподготовительных работ участка газопровода к выборочному капитальному ремонту сприменением врезки под давлением - эксплуатирующую организацию.
4.2.2.7 В проекте указывают исполнителясварочно-монтажных работ узла врезки, врезки байпаса и перекрытия полостигазопровода - специализированную организацию или специализированноеподразделение эксплуатирующей организации.
4.2.2.8 В проекте указывают исполнителяработ по подготовке байпаса и ремонту (замене, демонтажу) участка трубы (ЗРА,СДТ) - специализированную организацию.
4.2.2.9 Организацию работ, обеспечениебезопасности и проведение комплекса подготовительных и сварочных работосуществляют на основании требований настоящего стандарта и плана организацииогневой работы, разработанного в соответствии с требованиями СТОГазпром 14 и отраженного в ППР поврезке газопроводов-отводов (перемычек, лупингов) под давлением, ППРвыборочного капитального ремонта с применением врезки под давлением,утвержденных в установленном порядке эксплуатирующей организацией.
4.2.3 План организации огневой работы поврезке газопровода-отвода (перемычки, лупинга, перехода), байпаса и перекрытиюполости газопровода включает:
- наименование объекта, место и срокипроведения работ;
- состав специализированной бригады,ответственных за проведение работ;
- подробнуюсхему и характеристику участка газопровода, на котором должны производитьсяврезка и перекрытие полости газопровода;
- организациюрабочего места, расстановку оборудования и механизмов, охранных постов, средствсвязи и др.;
- расчетдопустимого рабочего давления на участке газопровода при сварке и врезке поддавлением;
- конструкцию ирасчет узла врезки;
- сертификатына применяемое оборудование и материалы;
- переченьоборудования, механизмов и средств контроля качества работ;
-исполнительную документацию по изготовлению, испытанию и контролю сварныхсоединений элементов узла врезки (включая операционные технологические картысборки и сварки узлов и/или деталей узлов врезки);
- технические итехнологические требования к производству работ (включая порядок переключенийучастка газопровода, технологического оборудования);
- контролькачества сварных соединений при проведении работ по сварке под давлением научастке газопровода (включая порядок, методы и объем контроля);
- требованиятехники безопасности при проведении работ.
5.1.1Идентификацию и освидетельствование трубы проводят в соответствии стребованиями ВРД39-1.11-014-2000 [6].
5.1.2 Приотсутствии данных о химическом составе металла трубы, эквиваленте углерода,классе прочности и марке трубной стали врезку с применением сварки нагазопроводе под давлением вести не допускается.
5.1.3 Приналичии сертификатов на трубы в связи с неравномерностью химического составагазопроводных труб по длине рекомендуется уточнить химический состав металлатрубы в предполагаемом месте приварки узла врезки в соответствии с приложениемА.
5.1.4Эквивалент углерода и механические свойства металла привариваемых элементовузла врезки должны соответствовать требованиям, изложенным в 6.12.
Эквивалентуглерода [С]э вычисляют по формуле
![]() (1)
(1)
где С, Mn, Cr, Mo, V, Ti, Mb, Cu, Ni, В -содержание в составе металла трубной стали, соответственно, углерода, марганца,хрома, молибдена, ванадия, титана, ниобия, меди, никеля, бора (для сталей, виндекс которых входит бор), проценты от массы.
5.1.5 Работы поврезке под давлением на газопроводах рекомендуется производить на участках,выполненных из труб с предпочтительно низким эквивалентом углерода - не более0,46.
5.1.2 Толщинустенки газопровода замеряют на расстоянии порядка 100 мм по обе стороныокружности места приварки. Выполнение работ в местах с утонением стенки,выходящим за минусовой допуск (по ТУ на трубы) не допускается, и место врезкисдвигают.
5.2.2Отклонения от номинальных размеров наружных диаметров и овальность труб(отношение разности между наибольшим и наименьшим диаметром в одном сечении кноминальному диаметру) не должны превышать пределов, обеспечивающих допустимыйзазор при сварке узла врезки с поверхностью газопровода (см. раздел 7).Для измерений используют рулетки измерительные по ГОСТ 7502, поверочные линейки по ГОСТ 8026 и др. При превышениипределов отклонений в предполагаемом месте врезки место врезки сдвигают.
5.3.1Максимально допустимое рабочее давление на участке газопровода при проведенииработ по сварке, врезке и перекрытию полости трубы Рдоп, кгс/см2 (´ 0,1 МПа), вычисляют по формуле
![]() (2)
(2)
где k - коэффициент, принимаемый взависимости от категории участка равным 0,72 для III-IV категорий, 0,6 - для I-IIкатегорий, 0,5 - для категории В;
k1 - коэффициент сварного шва,принимаемый равным: для прямошовных электросварных дуговой сваркой и бесшовныхтруб - 1, для спирально-шовных труб - 0,8;
sт - предел текучести металлатрубы газопровода, принимаемый по ТУ на трубы, кгс/мм2;
d - фактическая толщина стенки трубы в местеприварки (по результатам замера), мм;
с - поправочный коэффициент,учитывающий потерю прочности нагретого металла стенки трубы в месте сварки,равный 2,4 мм;
Dн - наружный диаметр трубы вместе приварки (по результатам замера), мм.
Категорииучастков газопровода устанавливают по СНиП2.05.06-85*[5], с учетом конкретныхусловий категории допускается повышать. В случае проведения работ по врезке между участками разных категорий следует приниматьнаименьшее значение Рдоп.
При разработке конкретного проектапроектная организация определяет величину рабочего давления в предполагаемомместе врезки, значение которой не должно превышать максимально допустимое,рассчитанное по формуле (2).
5.3.2 Проводят замер фактических значенийпараметров режима работы участка газопровода: рабочего давления Рраб,скорости газа Vг, температуры газа tг, температуры воздуха tв.
5.4.1 Обследуют участок газопровода, гдепланируется врезка отвода, лупинга, перемычки либо ремонт, и смежныхгазопроводов (параллельных или пересекающих его) в границах опасной зоны по СНиП 2.05.06-85* [5],приведенных в таблице 1, с целью обнаружения мест, поврежденных коррозией,выявления и устранения утечек взрывоопасных веществ, легковоспламеняющихсяжидкостей, по своей интенсивности и местоположению представляющих опасность привыполнении огнеопасных работ.
Запрещается на время производства работна газопроводе врезкой под давлением подъем давления на параллельных ипересекающих его нитках газопроводов.
| Рабочее давление, кгс/см2, (´0,1 МПа) | Св. 25 до 100 включ. | Св. 12 до 25 включ. | ||||||
| Условный диаметр, мм | 300 и менее | Св. 300 до 600 включ. | Св. 600 до 800 включ. | Св. 800 до 1000 включ. | Св. 1000 до 1200 включ. | Св. 1200 до 1400 включ. | 300 и менее | Св. 300 |
| Радиусы опасных зон, м | 75 | 125 | 150 | 200 | 225 | 250 | 75 | 100 |
5.4.2 Определяют расположение продольной оси иглубину заложения газопровода. Расположение продольной оси отмечают колышками,устанавливаемыми через 50 м. Знаки высотой от 1,5 до 2,0 м с указаниемфактической глубины заложения устанавливают в пределах видимости на прямыхучастках трассы не более чем через 50 м в местах пересечения с отводом,лупингом, байпасом.
Определяют положения газопровода ввертикальной (глубина заложения) и горизонтальной (в плане) плоскостях сиспользованием трассоискателей, искателей повреждений. Уточнение положения осигазопровода производят медным щупом.
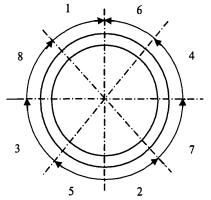
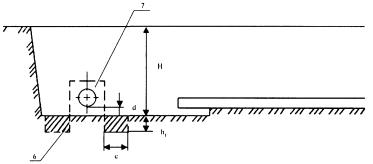
5.4.3 Оконтуривают границы опасной зоны,как показано на рисунке 1, закрепив на местности предупредительные знаки.
5.4.4 Обследуют и, при необходимости,ремонтируют вдольтрассовые и подъездные дороги.
5.4.5 Для защиты от атмосферных осадков иветра места монтажа узлов врезки и перекрытия полости газопровода обеспечиваютнавесом или укрытием.
5.4.6 Специализированная организация,специализированное подразделение эксплуатирующей организации подготавливаюткомплект оборудования, инвентарь, материалы для выполнения работ по сварке иподогреву зоны сварных соединений, врезке и перекрытию полости трубы нагазопроводе под давлением строго в соответствии с проектом по врезке илипроектом выборочного капитального ремонта на газопроводе под давлением.
5.4.7 Не допускается проводить работы нагазопроводе под давлением без проекта, разработанного специализированнойпроектной организацией и утвержденного в установленном порядке, а такжеотступать от проекта работ.
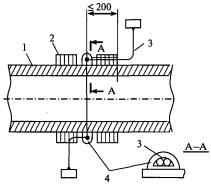
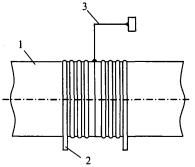
5.4.8 Виды ремонта и схемы организацииработ по врезке отвода (перемычки, лупинга, перехода), байпаса с размещениемоборудования приведены на рисунках 2, 3, 4.
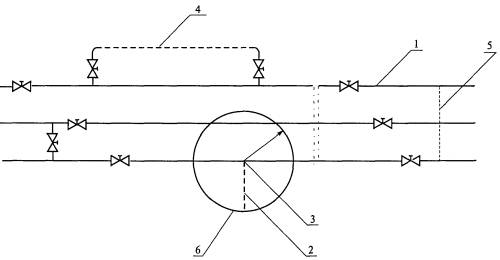
1 - магистральный газопровод; 2 - осьгазопровода-отвода (перемычки между системами газопроводов); 3 - место врезкигазопровода отвода в магистральный газопровод; 4 - врезка лупинга; 5 - врезкаперемычки между нитками магистрального газопровода; 6 - граница опасной зоныпри врезке газопровода-отвода (перемычки между системами газопроводов)
Рисунок 1 - Схема магистрального газопроводас указанием места врезки отвода (перемычки, лупинга)
5.5.1 Разработку котлована производятсогласно требованиям правил [7].Вскрытие газопровода, находящегося под давлением, и разработку котлованаэкскаватором производят при условии приближения режущих кромок зубьев ковша нарасстояние не ближе 2 м до образующей трубы газопровода со всех ее сторон,ходовая часть и опорные элементы экскаватора не должны перемещатьсянепосредственно над газопроводом. Доработку оставшегося грунта вокруг трубы ипод трубой производят только вручную, без применения ударных инструментов. Подтрубой грунт разрабатывают ниже нижней образующей трубы на глубину порядка0,5-0,6 м.
5.5.2 Крутизну откосовкотлована определяют в зависимости от его глубины, типа грунта и его состоянияв соответствии с таблицей 2. Крутизну откоса определяют отношением его высоты кзаложению.
| Вид грунтов | Крутизна откосов при глубине выемки, м, не менее | ||
| 1,5 | 3 | 5 | |
| Насыпные и неуплотненные | 1 : 0,67 | 1 : 1 | 1 : 1,25 |
| Песчаные и гравийные | 1 : 0,50 | 1 : 1 | 1 : 1 |
| Супесь | 1 : 0,25 | 1 : 0,67 | 1 : 0,85 |
| Суглинок | 1 : 0 | 1 : 0,50 | 1 : 0,75 |
| Глина | 1 : 0 | 1 : 0,25 | 1 : 0,50 |
| Лессы и лессовидные | 1 : 0 | 1 : 0,50 | 1 : 0,50 |
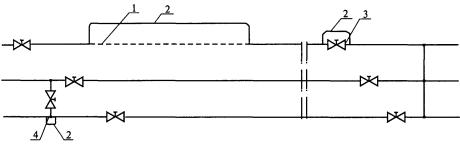
1 - ремонт (замена) участка газопровода сустройством временного байпаса (лупинга); 2 - временный байпас; 3 - замена ЗРАс устройством временного байпаса; 4 - замена СДТ (тройника) с устройствомвременного байпаса
Рисунок 2 - Виды ремонта (замены) участкагазопровода, ЗРА, СДТ
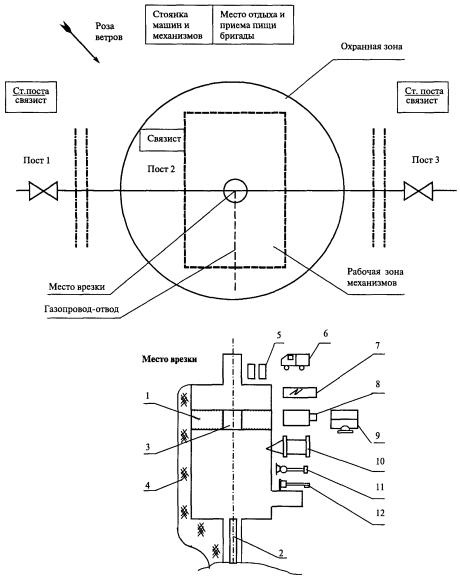
1 - магистральный газопровод; 2 -газопровод-отвод; 3 - место установки разрезного тройника; 4 - отвал грунта; 5- газорезательное оборудование; 6 - спецтехника; 7 - электростанция; 8 -сварочное оборудование и оборудование для термообработки (подогрева); 9-тройник; 10 - трубоукладчик (грузоподъемное оборудование); 11 - шаровой кран(при использовании); 12 - машина для врезки
Рисунок 3 - Схема организации работ по врезкеотвода (лупинга) в магистральный газопровод
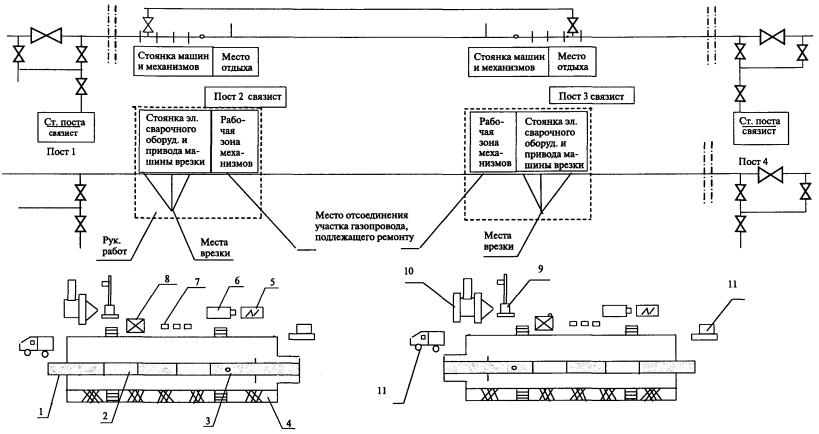
1 - газопровод; 2 - места установкитройников; 3 - место установки стравливающего патрубка; 4 - отвал грунта; 5 -электростанция; 6 - электросварочное оборудование; 7 - газорезательноеоборудование; 8 - тройники, патрубки; 9 - машина для врезки; 10 -трубоукладчик; 11 - спецтехника, оборудование в охранной зоне
Рисунок 4 - Схема организации работ приремонте газопровода (ЗРА, СДТ) с врезкой временного байпаса
При напластовании различных видов грунтакрутизну откосов для всех видов пластов определяют по наиболее слабому типугрунта.
5.5.3 Размеры котлована должныобеспечивать размещение необходимого оборудования в зависимости от видавыполняемых работ:
- по оси газопровода, вдоль егообразующей: размещение разрезных тройников для врезки и подсоединения отвода,перемычки, лупинга, байпаса, перекрытия полости газопровода, перепускныхпатрубков;
- перпендикулярно оси газопровода:размещение плоской задвижки, шарового крана, машины для вырезания отверстия в трубегазопровода, запорных устройств «Стопл» для перекрытия полости трубы.
Таблица 3 - Размеры котлована для врезкигазопровода-отвода, перемычки, лупинга
| Диаметр газопровода, мм | Размеры котлована, м | |||||||
| A | B | L | l | H | h1 | c | d | |
| 530 | 3,20 | 1,60 | 7,80 | 2,00 | 1,90 | 0,60 | 1,20 | 0,5-0,6 |
| 720 | 3,50 | 1,75 | 8,50 | 2,20 | 2,10 | 0,70 | 1,20 | 0,5-0,6 |
| 820 | 5,00 | 2,50 | 9,40 | 2,40 | 2,20 | 0,84 | 1,20 | 0,5-0,6 |
| 1020 | 6,00 | 3,00 | 10,70 | 2,60 | 2,60 | 0,90 | 1,20 | 0,5-0,6 |
| 1220 | 6,00 | 3,00 | 11,70 | 2,80 | 2,80 | 1,00 | 1,20 | 0,5-0,6 |
| 1420 | 6,00 | 3,00 | 12,50 | 2,80 | 3,00 | 1,20 | 1,20 | 0,5-0,6 |
Таблица 4 - Размерыкотлована для врезки байпаса, лупинга и запорных устройств «Стопл» при ремонтеучастка газопровода с использованием комплекта оборудования компании «Т.Д.Вильямсон» [8]
| Диаметр газопровода, мм | Размеры котлована, м | |||||
| b1 | А | L | Н | h1 | с | |
| 530 | 1,30 | 2,60 | 6,00 | 1,90 | 0,60 | 1,20 |
| 720 | 1,40 | 2,80 | 6,00 | 2,10 | 0,70 | 1,20 |
| 820 | 1,40 | 2,80 | 7,00 | 2,20 | 0,84 | 1,20 |
| 1020 | 1,50 | 3,00 | 9,00 | 2,60 | 0,90 | 1,20 |
| 1220 | 1,60 | 3,20 | 9,00 | 2,80 | 1,00 | 1,20 |
| 1420 | 1,70 | 3,40 | 9,00 | 3,00 | 1,20 | 1,20 |
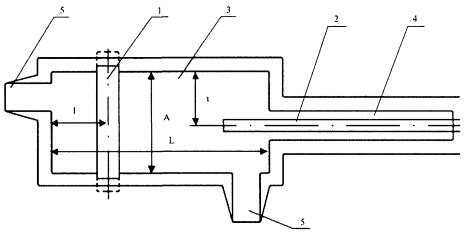
1 - магистральный газопровод; 2 -газопровод-отвод; 3 - котлован; 4 – траншея газопровода-отвода; 5 - выход изкотлована; 6 - «карман» с насыпным грунтом; 7 - контур грунта, разрабатываемоговокруг трубы вручную
Рисунок 5 - Котлован для горизонтальнойврезки газопровода-отвода (перемычки, лупинга) в магистральный газопровод
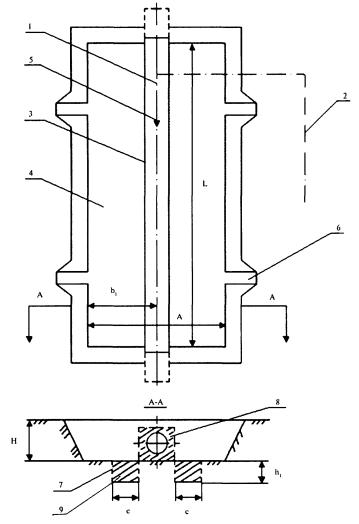
1 - ось магистрального газопровода; 2 - осьбайпаса; 3 - магистральный газопровод; 4 - котлован; 5 - направление транспорта газа; 6 - выход из котлована; 7- «карманы»; 8 - грунт, разрабатываемый вокруг трубы вручную; 9 - насыпнойгрунт
Рисунок 6 - Котлован для вертикальной врезкибайпаса (отвода) и запорных устройств «Стопл» в магистральный газопровод приремонте
Рекомендуемые размеры котлована(максимальные) в зависимости от применяемого оборудования приведены в таблицах3, 4 и на рисунках 5, 6.
Поверхность трубы, находящейся поддавлением, на всю длину участка газопровода в котловане очищают от остатковгрунта, изоляции на расстоянии не менее 100 мм в каждую сторону от границпредполагаемых сварных соединений узлов врезки. Очистку производят вручную либопескоструйными установками, скребками, другими инструментами безударногодействия.
Определяют и намечают мелом наповерхности трубы места врезки и установки узлов врезки (отводных патрубков,разрезных тройников, перепускных патрубков).
5.7.1 Проводят визуальный и неразрушающийконтроль сплошным сканированием ультразвуковым методом по ГОСТ14782 полного периметра очищенной поверхности газопровода в месте монтажаузла врезки, включая участки на расстоянии не менее 200 мм в каждую сторону отграниц предполагаемых сварных соединений узлов и/или деталей узлов врезки.
5.7.2 Проводят неразрушающий контрольрадиографическим методом по ГОСТ7512 или ультразвуковым методом по ГОСТ14782 полной длины заводского сварного шва (продольного и спирального) наочищенной поверхности трубы газопровода на расстоянии не менее 100 мм в каждуюсторону от границ предполагаемых сварных соединений узлов врезки. Допускаетсяпри необходимости применять дополнительные физические методы неразрушающегоконтроля.
5.7.3 Для контроля качества металла трубыи замера толщины стенки используют ультразвуковые толщиномеры по ГОСТ28702 и дефектоскопы по ГОСТ23667.
5.7.4 В месте монтажа узла врезки вметалле трубы и заводского сварного шва трубы (продольного или спирального) недопускается наличие поверхностных и внутренних дефектов (расслоений, трещин,раковин, коррозионных дефектов любой глубины и протяженности, рисок, задиров,царапин глубиной более 5 % от толщины стенки).
Критерии оценки качества сварных швовтрубы (продольных и спиральных) неразрушающими физическими методами контроля должнысоответствовать требованиям, указанным в ТУ на трубы.
При обнаружении в контролируемых зонахнедопустимых поверхностных или внутренних дефектов место врезки сдвигают.Наружные дефекты (риски, задиры, царапины) глубиной не более 0,2 мм,составляющие не более 5 % от толщины стенки, устраняют шлифованием до величинышероховатости поверхности RZ20-RZ30,толщина стенки трубы не должна выходить за пределы минусового допуска по ТУ натрубы.
Ремонт дефектов наплавкой не допускается.
5.7.5 Зачищают механическим способомповерхность стенки газопровода в местах наложения кольцевых сварных швовприварки узла врезки до металлического блеска с использованием приспособленийбезударного действия на расстояние 150 мм по обе стороны окружности сварки.Забоины и задиры на основной трубе не допускаются.
5.7.6 Зашлифовывают выпуклость сварныхшвов трубы газопровода (продольного или спирального) заподлицо с поверхностьютрубы на расстояние не менее 150 мм в каждую сторону от торцов узла врезки сплавным переходом на наружную поверхность заводских швов. Зашлифовку производяттолько после снижения давления на участке до величины допустимого (см. 5.3.1)механическим способом с использованием шлифмашинки либо напильника.
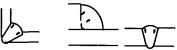
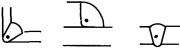
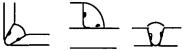
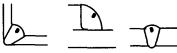
6.1 Для выполнения работ по врезкеотводов (перемычек, лупингов, переходов), байпасов, запорных устройств «Стопл»на газопроводах под давлением применяют следующие конструкции узла врезки,представленные на рисунке 7:
- тип I - отводной патрубок с усиливающей накладкой;
- тип Iа - отводной патрубок усиленный, без накладки;
- тип II - разрезная муфта с отводным патрубком (безусиливающей накладки);
- тип III - разрезной тройник штампосварной, сцельноштампованным ответвлением;
- тип IV - разрезной тройник сварной;
- тип V - разрезной тройник сварной с боковым ответвлением.
6.2 Исполнение узла врезки типа I производят на газопроводе, находящемся под давлениемгаза, путем приварки отводного патрубка к газопроводу, затем усиливающейнакладки к газопроводу и отводному патрубку.
6.3 Исполнение узла врезки типа Iа производят путем приварки отводного усиленногопатрубка к газопроводу без накладки.
6.4 Исполнение узла врезки типа II производят путем приварки отводного патрубка кгазопроводу, затем сварки продольных швов муфты с использованием металлическихподкладных пластин между стенками газопровода и муфты вдоль продольных сварныхшвов, затем муфты к отводному патрубку.
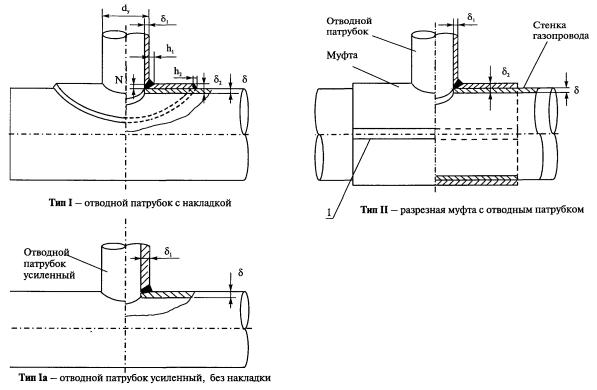
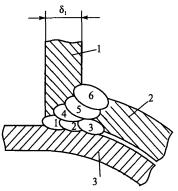
1 - продольные сварныешвы приварки обечаек муфты (могут быть сдвинуты по периметру трубы)
h1 min = 0,4 d1, но не менее 6 мм; h2 min= 0,5 d2, но не менее 6 мм; h2 max= d2; N = 2 ¸ 3 мм
Рисунок 7 - Конструктивное исполнение узлаврезки
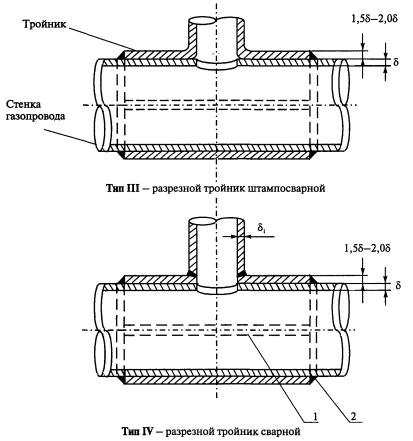
1 - сварные швы приварки половин тройникадруг к другу; 2 - сварные швы приварки тройника на газопроводе
Рисунок 7, лист 2
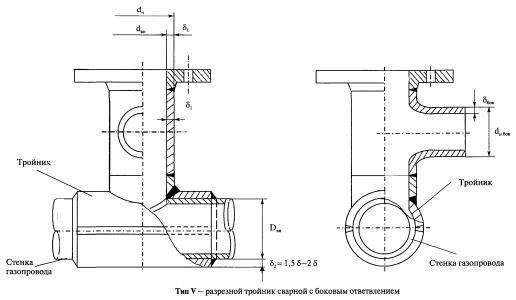
Рисунок 7, лист 3
6.5 Исполнениеузла врезки типов III, IV, V производят путем сваркипродольных швов разрезного тройника с использованием металлических подкладныхпластин между стенками газопровода и тройника вдоль продольных сварных швов,затем кольцевых сварных швов приварки разрезного тройника к стенке газопровода.Узлы врезки типов III, IV изготавливают во фланцевомисполнении или с концом под приварку.
6.6 При выбореконструктивного исполнения узла врезки на газопроводах под давлением следуетруководствоваться таблицей 5.
| Соотношение напряжений | Тип конструктивного исполнения узла врезки при соотношении dн/Dн | |
| sкц/sт | До 0,3 включ. | Св. 0,3 |
| До 20 % включ. | Отводной патрубок с накладкой (I), отводной патрубок усиленный, без накладки (Iа) | Отводной патрубок с накладкой (I)*, муфта с отводным патрубком (II) |
| Св. 20 % до 50 % включ. | Отводной патрубок с накладкой (I), отводной патрубок усиленный, без накладки (Iа), муфта с отводным патрубком (II) | Муфта с отводным патрубком (II), тройник (III, IV, V) |
| Св. 50 % | Муфта с отводным патрубком (II), тройник (III, IV, V) | Тройник (III, IV, V) |
| * Не распространяется на газопроводы из спирально-шовных труб. | ||
Кольцевыенапряжения в стенке газопровода в предполагаемом месте монтажа узла врезки sкц, кгс/мм2 (´10 МПа), вычисляют поформуле
![]() (3)
(3)
где Р - проектное рабочее давление газа вгазопроводе в предполагаемом месте врезки, кгс/см2;
Dн, d - соответственно, наружный диаметр и толщинастенки газопровода в предполагаемом месте врезки, мм.
На газопроводахиз спирально-шовных труб конструктивное исполнение узла врезки типа Iдопускается принимать при соотношении наружных диаметров отводного патрубка игазопровода dн/Dн не более 0,3; выбор типаконструктивного исполнения (см. таблицу 5, столбец 2) производят с учетомтребований 7.3.1,7.4.1,7.5.1.
6.7 Дляотводных патрубков малого диаметра с условным диаметром dy= 50 мм именее, трубных обвязок подключения устройств перекрытия полости газопровода,промежуточных радиорелейных станций, КИП и А допускается применениеконструктивного исполнения узла врезки типа Iа взамен конструктивногоисполнения типа I, толщину стенки патрубков принимают равной 11 ммдля обеспечения прочности узла врезки.
6.8 Толщинустенки отводного патрубка в узлах врезки с конструктивным исполнением I, IIпринимают не менее чем в 1,5 раза превышающей расчетную толщину стенкигазопровода-отвода по проектному рабочему давлению.
Толщину стенкиусиливающей накладки в узлах с конструктивным исполнением Iпринимают равной от 1,00 до 1,25 от толщины стенки газопровода. При толщинестенки усиливающей накладки, равной толщине стенки газопровода, наружныйдиаметр накладки принимают равным не менее чем двум диаметрам отводногопатрубка, для газопроводов из спирально-шовных труб уточняют с учетомтребований 7.3.1.При толщине стенки усиливающей накладки, равной 1,25 от толщины стенкигазопровода, ширина накладки может быть принята равной 90 мм.
6.9 Толщинустенки муфты в узлах с конструктивным исполнением II принимают равной 1,25толщины стенки газопровода.
6.10 Толщинустенки ответвлений разрезных тройников в узлах врезки с конструктивнымисполнением III, IV, V для отводных тройниковпринимают не менее чем в 1,5 раза превышающей расчетную толщину стенкигазопровода-отвода по проектному рабочему давлению, для равнопроходныхтройников - равной толщине стенки магистральной части тройника.
Толщину стенкимагистральной части разрезного тройника в узлах врезки с конструктивнымисполнением III, IV, V принимают не менее чем в1,5-2 раза превышающей толщину стенки газопровода.
6.11 Длинуразрезного тройника и муфты принимают равной не менее чем двум диаметрамответвления тройника (отводного патрубка муфты), для газопроводов изспирально-шовных труб уточняют с учетом требований 7.4.1,7.5.1.
6.12 Требования к механическим свойствам деталей узла врезки принимаютв соответствии с приложением Б.
Всеконструктивные детали узлов врезки должны быть изготовлены из сталей сэквивалентом углерода [С]э не более 0,46 в соответствии с СНиП 2.05.06-85* [5].
6.13 Разрезныетройники изготавливают в заводских условиях. Технические требования к тройникамразрезным с конструктивным исполнением III, IV, V приведены в приложении В.
Допускаетсяизготовление разрезных муфт как в заводских, так и в условиях стационарных баз специализированных организаций ипредприятий ОАО «Газпром» при достаточной технической оснащенности.
6.14 Для подключения устройств перекрытияполости газопровода «Стопл» применяют перепускные патрубки с трубной обвязкой -фитинги TOR, приведенные в таблице 8, которые поставляют вкомплекте с оборудованием компании «Т.Д. Вильямсон» [8].
6.15 Для отводов диаметром до 100 ммвключительно к промежуточным радиорелейным станциям, обвязкам КИП и Адопускается использование:
1) узлов врезки типа Iа из трубных заготовок диаметром dy = 50мм и толщиной стенки d=11 мм, один конец которых подготовлен под приварку к стенкегазопровода, другой - с толщиной стенки под приварку к шаровому крану сусловным диаметром dy = 50 мм, изготовленных как в заводских, так и в условияхстационарных баз дочерних обществ и организаций ОАО «Газпром» при достаточнойтехнической оснащенности с обязательным оформлением на них техническойдокументации;
2) запорных узлов заводского изготовленияв двух исполнениях:
- «отводной патрубок - шаровой кран -переходной патрубок», один конец которого подготовлен под приварку к стенкегазопровода, другой конец с резьбой (либо с приваренным фланцем) - подрезьбовое (или фланцевое) присоединение к адаптеру машины для врезки (ручногосверлильного станка);
- шаровой кран с концами под приварку,один конец которого подготовлен под приварку к отводному патрубку муфты, другойконец с приваренным фланцем - под фланцевое присоединение к адаптеру машины дляврезки.
Размеры запорных узлов уточняют приразработке конкретного проекта с учетом требований настоящего стандарта итехнических характеристик машин для врезки, работающих в комплекте. ТУ должныбыть согласованы с ОАО «Газпром».
6.16 Узлы и/или детали узлов врезкиизготавливают в соответствии с проектом врезки и рабочими чертежами,утвержденными в установленном порядке.
На все конструкции узлов и/или деталейузлов врезки (отводные патрубки, усиливающие накладки, разрезные тройники,разрезные муфты, подкладные пластины) должны быть сертификаты качества илипаспорта заводов изготовителей. Конструкции узлов врезки поставляютсякомплектно.
7.1.1 До проведениясварочных работ на газопроводе под давлением на каждый узел врезки проводятпроизводственную аттестацию технологии сварки в конкретных условиях всоответствии с РД 03-615-03 [1], котораяобеспечивает получение качественных сварных швов с необходимыми механическимисвойствами и внешним видом.
Производственную аттестацию технологийсварки узлов врезки проводят на стенде с моделированием основных техническихпараметров, идентичных реальным условиям производства работ по приварке узловврезки на газопроводах под давлением в соответствии с разделами Г.1-Г.6 (приложениеГ).
На основании положительных результатовпроизводственной аттестации специализированная организация, выполняющаясварочные работы, разрабатывает и утверждает операционную технологическую картусборки и сварки узлов и/или деталей узлов врезки, в соответствии с которойпроводят подготовку, сборку и сварку узлов и/или деталей узлов врезки нагазопроводах под давлением.
7.1.2 До начала выполнения прихватокнезависимо от температуры окружающего воздуха с целью удаления влаги(конденсата) производят просушку и предварительный подогрев свариваемых кромокузлов и/или деталей узлов врезки и поверхности газопровода в месте монтажаузлов врезки.
7.1.3 Последовательность выполненияпроцедур предварительного и сопутствующего подогрева, периодичность, режимы ипараметры сопутствующего подогрева с применением типов и марок специальногооборудования для подогрева отражают в операционной технологической карте сборкии сварки узлов и/или деталей узлов врезки и выполняют в соответствии стребованиями настоящего раздела.
7.1.4 До начала сварочныхработ с целью уточнения времени нахождения свариваемых кромок и стенкигазопровода в установленном интервале температур подогрева и периодичностисопутствующего подогрева производят замер времени снижения температуры смаксимального до минимального уровня. Для этого при данном технологическомрежиме работы участка газопровода в предполагаемом месте приварки узла врезки производят нагрев поверхности трубы сиспользованием газовой горелки до выбранного верхнего предела температурногоинтервала предварительного нагрева и замер времени снижения температурыповерхности до нижнего предела (обычно делают шесть замеров и вычисляют среднеезначение). Для измерения используют секундомер и контактный термометр. Времяохлаждения поверхности трубы до нижнего предела температурного интервала должнобыть не менее 90 с.
7.1.5 Сварку деталейузлов врезки на газопроводе под давлением производят только в период нахождениятемпературы нагрева свариваемых поверхностей в установленном интервале согласнопубликациям [9, 10].
Подогрев поверхности основной трубы дляприварки узла врезки к телу газопровода под давлением производят не менее чемдо 100 °С, но не более 250 °С, для термически упрочненных труб - не более 200°С, для труб с контролируемой прокаткой - не более 150 °С.
Подогрев привариваемых кромок разрезноготройника, накладки, патрубка при наложении кольцевых сварных швов приварки косновной трубе газопровода производят до 150 °С.
Подогрев кромок стыков при сваркепродольных швов разрезного тройника, муфты производят до 150 °С.
Температура предыдущего слоя сварного шваперед наложением последующего слоя должна быть не ниже 100 °С.
При снижении температуры подогретойповерхности трубы газопровода ниже минимального значения температурногоинтервала сварку следует прекратить и произвести подогрев поверхности трубы впределах указанного температурного интервала.
7.1.6 Для поддержания температуры нагреваповерхности трубы в установленном интервале рекомендуется выполнять подогрев исварку по секторам. Количество секторов определяют по результатам замеравремени охлаждения поверхности трубы в конкретных условиях (см. 7.1.4).Основным методом контроля температуры нагрева свариваемых поверхностей являетсяавтоматический метод с применением термоэлектрических пирометров(автоматических регистрирующих потенциометров, входящих в состав установок дляподогрева). Дополнительно для контроля температуры нагрева допускаетсяиспользование контактных термометров (термопар).
7.1.7 Получение и поддержание температурынагрева свариваемых соединений в установленном интервале (см. 7.1.5)в течение заданного времени производят с использованием установок нагрева судельной мощностью нагревателей порядка 8-9 Вт/см2, обеспечивающих постоянныйравномерный подогрев поверхности трубы и поддержание температурыпредварительного и сопутствующего (межслойного) подогрева свариваемыхсоединений в заданных пределах.
Примечание - К установкам нагрева относятся установкииндукционного нагрева токами средней частоты (2500 Гц) с водоохлаждаемымииндукторами или индукторами из оголенного медного провода, установки длянагрева способом электросопротивления с электронагревателями повышенноймощности, установки для нагрева комбинированным способом с электронагревателямитипа КЭН.
В случае прекращения энергообеспеченияили при выходе из строя оборудования нагрева, электронагревателей допускаетсяпроводить подогрев газонагревательными устройствами до замены вышедшего изстроя оборудования. При врезках отводов с условным диаметром до dу = 150 мм включительно допускается использование газовыхгорелок. Контроль температуры нагрева осуществляют контактными цифровымитермометрами (контактными термопарами) типа ТК-5-0,3.
Способы, параметры и оборудование для предварительногои сопутствующего подогрева приведены в разделе Г.7(приложение Г).
7.1.8 Ручную дуговую сварку (прихватку)продольных стыковых, угловых, нахлесточных сварных соединений, наложениенаплавленных слоев шва приварки узлов и/или деталей узлов врезки к газопроводупод давлением выполняют электродами с низким содержанием водорода с основнымвидом покрытия по ГОСТ9466. Назначение сварочных электродов производят исходя из класса прочностистали узлов и/или деталей узлов врезки и труб газопровода, толщин стенок,зазоров сварных соединений и слоев шва.
При использовании узлов и/или деталейузлов врезки с классом прочности металла, превышающим класс прочности металлатрубы газопровода более чем на 10 %, подбор электродов производят исходя изкласса прочности металла трубы газопровода.
При использовании узлов и/или деталейузлов врезки с классом прочности металла ниже класса прочности металла трубыгазопровода более чем на 10 % подбор электродов производят по среднему значениюклассов прочности металла узлов и/или деталей узлов врезки и трубы газопровода.Для сварочных электродов одной марки допускается подбор электродов производитьпо данным сертификатов качества.
Подбор электродов для приварки продольныхсварных швов тройника (муфты) производят по металлу тройника (муфты).
Сварочные материалы и оборудование должныбыть аттестованы согласно требованиям РД03-613-03 [2], РД03-614-03 [3]. Сварочные материалы и основное сварочноеоборудование, прошедшие аттестацию и рекомендованные к применению, приведены вразделах Г.8,Г.9(приложение Г), которые могут дополняться в соответствии с требованиями СТОГазпром 2-3.5-046. Сварочныематериалы и основное сварочное оборудование, не имеющее заключения на ихприменение на объектах ОАО «Газпром» и свидетельства НАКС об аттестации, кприменению не допускаются.
7.1.10 Хранение и подготовку сварочныхматериалов осуществляют в соответствии с требованиями заводов-изготовителей,изложенными в технических условиях или на упаковке. Электроды непосредственноперед сваркой прокаливают в соответствии с требованиями завода-изготовителя.Допускается применение электродов, прокаленных в стационарных условиях идоставленных на место производства работ в герметичных контейнерах илитермопеналах. Сварочные электроды хранят в сухих отапливаемых помещениях вгерметичных контейнерах (термопеналах) при температуре не ниже плюс 15 °С.Поверхности свариваемых деталей тщательно высушивают от атмосферной влаги,очищают от грязи, пыли и обезжиривают.
7.1.11 Параметры сварочного процессаприварки узла врезки устанавливают в соответствии с основными требованиями пообеспечению безопасности и качества сварочных работ:
- недопущение прожога стенки трубы;
- недопущение растрескивания металла взоне термического влияния вследствие охлаждения потоком газа;
- недопущение водородного растрескивания,
что должно быть подтвержденоположительными результатами производственной аттестации технологии сварки (см.приложение Г).
7.1.12 Сварку выполняют сприменением сварочного оборудования преимущественно инверторного типа, напостоянном токе обратной полярности («+» на электроде). Рекомендуемые режимыдля сварки стыковых, угловых, нахлесточных соединений узлов врезки сгазопроводом приведены в таблице 6.
Таблица 6 - Режимы сварки узлов врезки
| Слои шва | Диаметр электродов, мм | Сварочный ток, А, положение при сварке | ||
| нижнее | вертикальное | потолочное | ||
| Наплавочные на поверхность действующего газопровода | 2,5; 2,6 | От 60 до 90 включ. | От 50 до 80 включ. | От 60 до 70 включ. |
| От 3,0 до 3,25 включ. | От 90 до 120 включ. | От 90 до 110 включ. | От 80 до 110 включ. | |
| Корневой (для стыковых), первый (для угловых и нахлесточных) | 2,5; 2,6 | От 60 до 90 включ. | От 50 до 80 включ. | От 60 до 70 включ. |
| От 3,0 до 3,25 включ. | От 90 до 120 включ. | От 90 до 110 включ. | От 80 до 110 включ. | |
| Заполняющие: | От 3,0 до 3,25 включ. | От 90 до 120 включ. | От 90 до 110 включ. | От 80 до 110 включ. |
| - первые; | 3,25 | От 100 до 120 включ. | От 90 до 110 включ. | От 80 до 110 включ. |
| - последующие | 4,0 | От 130 до 180 включ. | От 110 до 170 включ. | От 110 до 150 включ. |
| Облицовочные | 3,25 | От 100 до 120 включ. | От 90 до 110 включ. | От 80 до 110 включ. |
| 4,0 | От 130 до 180 включ. | От 110 до 170 включ. | От 110 до 150 включ. | |
7.1.13Для газопроводов с толщиной стенки 6,5 £ d £ 13 мм значения параметроврежима сварки узлов врезки уточняют на момент проведения работ из условия:величина погонной энергии на конце дуги Qвх, должна быть не меньше величины допустимой погоннойэнергии сварки Qвх.
Величинудопустимой погонной энергии Qвх определяют по графическимзависимостям, рекомендованным в публикации [12],для данного типоразмера газопровода (диаметр Dн,толщина стенки d), химического состава металла трубы(эквивалент углерода [С]э), режима работы газопровода (допустимоерабочее давление Рг = Рлоп, скоростьпотока газа Vг), приведенным в приложенииД.
7.1.14 Длягазопроводов с толщиной стенки 6,5 £ d £ 13 мм параметрытехнологического режима работы газопровода (допустимое рабочее давление Рг, скорость потока газа Vг) на период проведения работуточняют по величине допустимой погонной энергии сварки Qвх.
7.1.15 Присварке возбуждение дуги проводят только на свариваемых кромках узлов и/илидеталей узлов врезки. Запрещается зажигать дугу на поверхности металла узлаврезки и газопровода.
7.1.16Количество слоев в продольных швах узлов и/или деталей узлов врезки зависит оттолщины стенки и параметров сборки (зазоры), рекомендуемое минимальноеколичество слоев приведено в таблице 7. Количество слоев в угловых инахлесточных швах узлов и/или деталей узлов врезки с газопроводом зависит оттолщин свариваемых кромок.
7.1.17 Впроцессе сварки на газопроводах под давлением обеспечивают строгий контрольпараметров режима сварки. При сварке перерывы в работе не допускаются. В случаевынужденных перерывов необходимо поддерживать температуру предварительногонагрева в месте сварки. Не допускается прекращать сварку до полного выполненияшва.
7.1.18 Впроцессе сварки каждый слой шва зачищают от шлака и брызг наплавленного металламеханическим способом с использованием шлифмашинок с набором дисковыхпроволочных щеток.
Таблица 7 - Рекомендуемоеколичество слоев в продольных швах
| Толщина стенки трубы, мм | Количество слоев |
| До 12,0 включ. | 2-3 |
| Св. 12,0 до 15,0 включ. | 3-4 |
| Св. 15,0 до 18,0 включ. | 4-5 |
| Св. 18,0 до 20,0 включ. | 5-6 |
| Св. 20,0 | В соответствии с технологической картой |
7.1.19 По окончании сварки сварные швы накрываюттеплоизолирующим поясом до полного остывания. Сварные швы термообработке неподлежат. В непосредственной близости от выполненного сварного шва наносятклейма сварщиков.
7.2.1 Монтаж отводного патрубка инакладки производят на расстоянии порядка 1,5 диаметра газопровода от егопоперечного сварного шва.
Расстояние между сварным швом газопровода(продольным или спиральным) и внешним сварным швом приварки накладки к стенкегазопровода допускается не менее 150 мм.
Монтаж отводного патрубка с накладкой (ибез накладки) на газопроводе из спирально-шовных труб следует производить наравном удалении от спиральных сварных швов.
а) монтаж, сборка и сварка угловыми швами(четырьмя) отводного патрубка с газопроводом;
б) сборка и сварка усиливающей накладки спатрубком и газопроводом по двум вариантам:
- одновременная сварка усиливающейнакладки с патрубком и с газопроводом с поочередным нанесением слоев навнутренних и наружных швах;
- последовательная сварка усиливающейнакладки с газопроводом наружными нахлесточными швами, затем с патрубкомвнутренними угловыми швами.
Сборку и сварку отводного патрубка сусиливающей накладкой с газопроводом выполняют в соответствии с требованиямиоперационной технологической карты сборки и сварки отводного патрубка сусиливающей накладкой, разработанной и утвержденной специализированнойорганизацией, выполняющей работы по сварке узла врезки на газопроводе.
7.2.3 Целесообразно применять цельнуюусиливающую накладку. Допускается изготовление усиливающей накладки из двухполовин.
Сборку и сварку стыковых швов накладки издвух половин на подкладной пластине рекомендуется производить в стационарныхусловиях на трубе (элементе трубы) того же диаметра, что и газопровод, вследующей последовательности:
- прихватка сваркой к наружнойповерхности трубы (элемента трубы) торцов подкладной пластины длиной, равнойдиаметру накладки плюс 30-50 мм в каждую сторону от наружной кромки накладки;
- сборка на подкладной пластинепродольных стыковых соединений половин накладки;
-предварительный подогрев свариваемых кромок половин накладки до температуры 150°С;
- выполнениеприхваток кромок продольного стыкового соединения половин накладок к подкладнойпластине и между собой;
- сваркакорневого, заполняющих и облицовочных слоев шва стыкового соединения половин накладки;
- механическоеудаление (обрезка) концов подкладных пластин, выступающих за наружные ивнутренние торцы накладки.
Начало и конецкаждого слоя корневого, заполняющих и облицовочных слоев шва стыковогосоединения половин накладки выполняют на подкладных пластинах за пределаминаружного и внутреннего торцов накладки. В процессе сварки температурапредыдущего слоя сварного шва перед наложением последующего слоя должна быть нениже 100 °С.
К сборке,геометрическим параметрам сварного шва, предварительному подогреву, назначениюсварочных материалов, режимам сварки, последовательности выполнения слоев шва,сопутствующему подогреву и контролю качества стыковых продольных соединенийнакладки предъявляют те же требования, что и к сварке стыковых кольцевых соединенийтруб одной толщины.
Сварку стыковыхсоединений накладки из двух половин на подкладной пластине целесообразновыполнять в нижнем положении.
Примечание - Подкладные пластины изготавливают измалоуглеродистых сталей ВСт.3сп по ГОСТ380, Стали 10, Стали 20 по ГОСТ1050 толщиной от 2,0, до 3,0мм, шириной 25,0 мм.
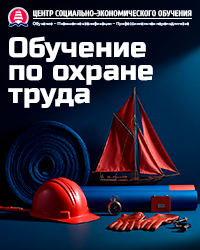
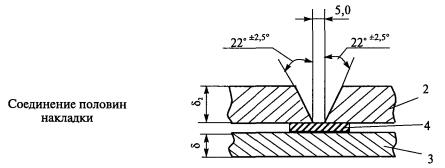
Разделку кромок под приварку производят в соответствии с рисунком 8.Привариваемый торец патрубка обрезают по шаблону с углом скоса кромок 50°±5° спритуплением от 1,5 до 2,0 мм. Накладку обрезают по шаблону с углом скосавнутренних кромок 500±50, наружных кромок 90°±5°, кромок половин накладки 22°±5°. Наружныеи внутренние поверхности, прилегающие к кромкам патрубка и накладки (половиннакладки), зачищают до металлического блеска на ширину не менее 10 мм. Внакладке высверливают отверстие для вентиляции и отвода тепла в процессе ееприварки диаметром от 6 до 8 мм.
7.2.5 Передмонтажом удаляют влагу с поверхности трубы газопровода в месте установкиотводного патрубка с накладкой, нагревая ее нагревателем или газовой горелкой.Забоины и задиры на основной трубе, патрубке и накладке не допускаются.
7.2.6 Наповерхности трубы газопровода устанавливают отводной патрубок, строгоконтролируя поверочным угольником по ГОСТ 3749 угол в 90° между осямитрубы и патрубка. Допустимый зазор междусвариваемыми кромками отводного патрубка и поверхностью газопровода должен бытьв пределах от 2 до 3 мм.
Производят предварительный подогрев ификсируют отводной патрубок в установленном положении прихватками. Выполнениеприхваток кромок отводного патрубка при сварке с газопроводом должнопроводиться равномерно по периметру, количество прихваток должно быть не менеетрех длиной от 30 до 50 мм.
Выполнение прихваток в местах пересеченияпродольного шва патрубка и газопровода не допускается.
Нагрев свариваемых поверхностей трубыгазопровода и отводного патрубка в месте приварки производят нагревателем илигазовой горелкой, обеспечивая равномерный нагрев свариваемых поверхностей.Температура предварительного нагрева должна соответствовать требованиям 7.1.5.
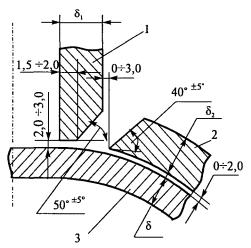
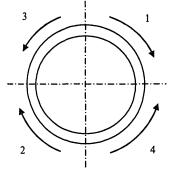
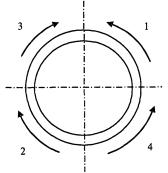
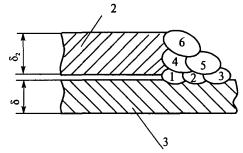
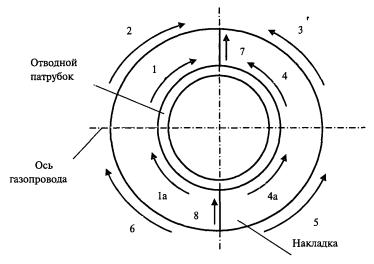
7.2.7 Сварные швы приварки патрубка инакладки к газопроводу необходимо выполнять с обязательным наложением на стенкугазопровода наплавленного слоя шва. Сварку швов патрубка и накладки необходимовыполнять обратноступенчатым способом в противоположных полуокружностях иличетвертях. Последовательность наложения валиков сварных швов патрубка инакладки приведена на рисунке 9.
7.2.8 Приваривают отводной патрубок ктелу трубы газопровода угловым швом. Сварку первых четырех слоев шва (нарисунке 9 валики 1-4, валик 3 наплавлен на поверхности трубы) приварки патрубкак газопроводу рекомендуется выполнять электродами одной марки диаметром2,5-3,25 мм, заполняющих и облицовочных - диаметром 3,0-4,0 мм типа Э50А,приведенными в разделе Г.8(приложение Г).
Усиление обратного валика первого(корневого) слоя шва (валик 1) должно быть не более 1,5 мм (см. рисунок 9 а, б)во избежание повреждения фрезы (сверла) при последующем вырезании отверстия встенке газопровода. Глубина проплавления стенки трубы газопровода под давлениемпри наложении корневого и наплавленных слоев шва должна быть не более 2,4 мм.
Рекомендуемый порядок наложения угловыхсварных швов приварки отводного патрубка, направление сварки при вертикальном игоризонтальном расположении патрубка с учетом его диаметра приведены на рисунке10.
7.2.9 В процессевыполнения сварного шва каждый слой перед наложением последующего необходимотщательно очистить от шлака и брызг расплавленного металла и визуальноконтролировать на отсутствие трещин и пор. По завершении приварки отводногопатрубка следует произвести визуальный контроль сварного шва по 8.1.4.Контроль качества приварки следует производить неразрушающим методом согласно8.3.1.
|
|
|
| а) параллельно оси газопровода | б) перпендикулярно оси газопровода |
в) параллельно оси газопровода
г) параллельно оси газопровода
1 - стенка отводного патрубка; 2 -усиливающая накладка; 3 - стенка газопровода; 4 - подкладная пластина; 5 - осьпатрубка;
d - толщина стенки газопровода; d1 - толщина стенки отводного патрубка; d2 - толщина стенки накладки
Рисунок 8 - Параметры подготовки кромокотводного патрубка и накладки
|
|
|
| а) параллельно оси газопровода | б) перпендикулярно оси газопровода |
в) перпендикулярно оси газопровода
1 - стенка отводного патрубка; 2 - стенкаусиливающей накладки; 3 - стенка газопровода; 4 - валики слоев сварного шва; d - толщина стенки газопровода; d1 - толщина стенки отводного патрубка; d2 - толщина стенки накладки
Рисунок 9 - Последовательность наложенияслоев сварных швов отводного патрубка и накладки с газопроводом
а) приварка патрубка диаметром dн < 108 ммпри вертикальной и горизонтальной врезке
|
|
|
| При вертикальной врезке | При горизонтальной врезке |
б) приварка патрубка диаметром dн = 108-159мм
|
|
|
| При вертикальной врезке | При горизонтальной врезке |
в) приварка патрубка диаметром dн = 219-325 мм
Рисунок 10 - Порядок наложения угловыхсварных швов приварки отводного патрубка
7.2.10 На поверхности трубы газопроводаустанавливают накладку (либо две половины накладки), допустимый зазор междуповерхностью трубы и накладки должен быть в пределах от 0 до 2 мм.
При использовании цельной накладкинакладку располагают с равномерным зазором от 0 до 3 мм к приваренномупатрубку. Сварку двух половин накладки на стенке трубы газопровода проводят сиспользованием металлических подкладных пластин.
Прихватки накладки по наружным кромкам споверхностью газопровода выполняют равномерно по окружности накладки.Количество прихваток должно быть не менее двух при диаметре патрубка до 108 мм,не менее трех при диаметре патрубка до 219 мм, не менее четырех при диаметрепатрубка до 426 мм, длина прихваток - от 30 до 50 мм.
7.2.11 Постоянную температуру нагрева присварке поддерживают в установленном интервале согласно 7.1.5и приваривают накладку к отводному патрубку и стенке газопровода.
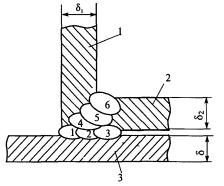
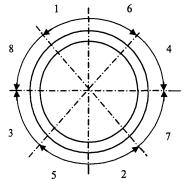
Рекомендуемый порядок наложения сварныхшвов накладки с поочередным и последовательным наложением слоев внутреннего ивнешнего шва, направление сварки при вертикальном и горизонтальном расположениипатрубка приведены на рисунках 11 и 12. Количество слоев сварного шваопределяют в зависимости от толщины привариваемых поверхностей.
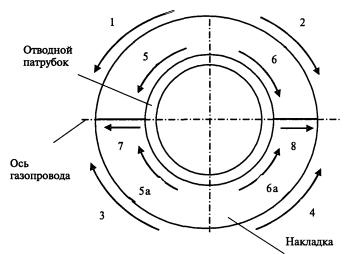
Сварку внутренних угловых швовусиливающей накладки с патрубком и наружных нахлесточных швов с газопроводом споочередным наложением слоев, как показано на рисунке 11, выполняютобратноступенчатым способом в следующем порядке:
а) сварка половины окружности одногозаполняющего слоя внутреннего углового шва накладки с отводным патрубком (см.рисунок 9 а, б, валик 5);
б) наложение трех параллельныхнаплавочных швов с перекрытием от 1,5 до 2,0 мм на поверхность газопроводаполовины внешней окружности накладки (см. рисунок 9 в, валики 1-3);
в) сварка одним нахлесточным швом(рисунок 9 в, валик 4) половины внешней окружности накладки с наплавленнымишвами;
г) сварка противоположных половинокружности аналогично а), б), в) 7.2.11;
д) сварка облицовочного слоя внутреннегоуглового шва накладки с отводным патрубком (см. рисунок 9 а, б, валик 6);
е) сварка заполняющих и облицовочногослоев внешнего нахлесточного шва (см. рисунок 9 в, валики 5-6) аналогично а),б), в), г) 7.2.11 (валик 5 следует накладывать как можно ближе к валику 3).
Сварку внутренних угловых швовусиливающей накладки с патрубком и наружных нахлесточных швов с газопроводом споследовательным наложением слоев (см. рисунок 12) выполняют обратноступенчатымспособом в следующем порядке:
- наложение трех параллельныхваликов с перекрытием от 1,5 до 2,0 мм наплавочных швов на поверхностьгазопровода (см. рисунок 9 в, валики 1-3);
Привертикальной врезке
Пригоризонтальной врезке
Наложение слоев сварных швов производят вследующем порядке: 1 и 1а - наложение валика 5 (а, б); 2 и 3 - наложениеваликов 1, 2, 3 (в), затем валика 4 (в); 4 и 4а - наложение валика 5 (а, б); 5и 6 - наложение валиков 1, 2, 3 (в), затем валика 4 (в); 1 и 1а - наложениевалика 5 (а, б) и т.д.; 7, 8 - наложение сварных швов приварки половин накладки(порядковые номера валиков приняты по рисунку 9 а, б, в)
Рисунок 11 - Порядок наложения сварных швовприварки накладки с поочередным наложением слоев внутреннего и внешнегосварного шва
При вертикальной врезке
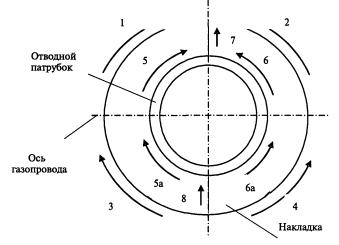
При горизонтальной врезке
Наложение слоев сварных швов производят вследующем порядке: 1, 2, 3, 4 - наложениеваликов внешнего шва 1, 2, 3 (в), затем 4 (в), затем 5 (в), затем 6 (в); 5, 5а,6, 6а - наложение валиков внутреннего шва 5 (а, б), затем 6 (а, б); 7, 8 -наложение сварных швов приварки половин накладки (порядковые номера валиковприняты по рисунку 9 а, б, в)
Рисунок 12 - Порядок наложения сварных швовприварки накладки с последовательным наложением слоев внутреннего и внешнегосварного шва
- сварка нахлесточных швов снаплавленными швами (рисунок 9 в, валики 4-6);
- сварка внутренних угловых швов накладкис отводным патрубком (см. рисунок 9 а, б, валики 5-6) (валик 5 следуетнакладывать как можно ближе к валику 3).
7.2.12 Сварку первого (корневого) слоянаружного нахлесточного шва рекомендуется выполнять электродами одной маркидиаметром 2,5-3,25 мм, заполняющих и облицовочных слоев наружного и внутреннегошвов - электродами диаметром 3,0-4,0 мм типа Э50А, приведенными в разделе Г.8(приложение Г).
7.2.13 При сварке обратноступенчатымспособом следует соблюдать правила послойного смещения мест начала и окончаниясварки на величину от 25 до 30 мм.
Минимальный катет наружного нахлесточногошва накладки с газопроводом должен быть равным 0,5 толщины стенки накладки, ноне менее 6 мм для газопровода с толщиной стенки 6,5 мм, максимальный катет недолжен превышать толщину стенки накладки.
Минимальный катет внутреннего угловогошва патрубка с накладкой должен быть равным 0,4 мм толщины стенки отводногопатрубка, но не менее 6 мм.
Облицовочные швы внутреннего углового шваприварки патрубка к накладке (и половин накладки между собой) должны иметьплавный переход к основному металлу патрубка и накладки с перекрытием наружныхсвариваемых кромок в каждую сторону на величину от 2,5 до 3,5 мм.
7.2.14 В процессе наложения сварного шваприварки накладки каждый слой перед наложением последующего необходимотщательно очистить от шлака и брызг расплавленного металла и проверить наотсутствие трещин и пор.
7.2.15 По завершении наложения сварныхшвов приварки накладки производят визуальный контроль сварных швов по 8.1.4и контроль качества сварных швов неразрушающими методами согласно 8.3.1.
7.2.16 Монтаж и приваркупатрубков трубной обвязки запорных устройств перекрытия полости газопровода«Стопл» производят аналогично 7.2.2-7.2.8.
Расстояние между продольным сварным швомгазопровода из прямошовных труб и сварным швом приварки отводного патрубка имуфты к стенке газопровода допускается не менее 150 мм. Расстояние междупродольным сварным швом газопровода из прямошовных труб и продольным сварнымшвом муфты допускается не менее 150 мм.
Монтаж и приварку отводного патрубка нагазопроводе из спирально-шовных труб производят на равном расстоянии отспиральных сварных швов.
7.3.2 Монтаж, сборку и сварку разрезноймуфты с отводным патрубком и газопроводом производят в следующейпоследовательности:
- монтаж, сборка и сварка угловыми швами(двумя) отводного патрубка с газопроводом;
- монтаж, сборка и сварка половинразрезной муфты на газопроводе на подкладных пластинах;
- сварка угловыми швами патрубка с муфтойи газопроводом.
7.3.3 Сборка и сварка должны выполнятьсяв соответствии с требованиями операционной технологической карты сборки исварки разрезной муфты с отводным патрубком, разработанной и утвержденнойспециализированной организацией, выполняющей сварочные работы.
7.3.4 Разделку кромок отводного патрубкаи муфты производят в стационарных условиях до начала сварочно-монтажных работна газопроводе под давлением.
Разделку кромок отводного патрубка иотверстия муфты для сварки с отводным патрубком производят по шаблону всоответствии с рисунком 8 аналогично 7.2.4.Разделку стыковых кромок для сварки продольных швов муфты производят всоответствии с рисунком 13:
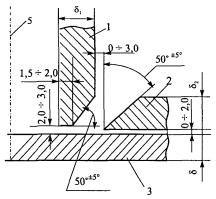
- стыковые кромки симметричной разделки суглом скоса 30° ± 5° и притуплением от 1,5 до 2,5 мм для горизонтальной врезки;
- стыковые кромки несимметричной разделкис углом скоса кромок верхней половины муфты 30° ± 5°, нижней половины - 10° ±5° для вертикальной врезки.
Наружные и внутренние поверхности,прилегающие к свариваемым кромкам патрубка и разрезной муфты, зачищают дометаллического блеска на ширину не менее 10 мм.
7.3.5 Удаляют влагу с поверхности трубыгазопровода в месте установки муфты с отводным патрубком, нагревая поверхностьтрубы нагревателем или газовой горелкой.
7.3.6 Устанавливают отводной патрубок наповерхности трубы, строго контролируя при этом поверочным угольником по ГОСТ 3749угол 90° между осями трубы газопровода и отводного патрубка. Допустимый зазормежду отводным патрубком и поверхностью газопровода должен быть в пределах от 2до 3 мм.
Производят предварительный подогрев ификсируют отводной патрубок в установленном положении прихватками. Прихваткикромок отводного патрубка с стенкой газопровода выполняют равномерно попериметру, количество прихваток должно быть не менее трех, длиной от 30 до 50мм. Выполнение прихваток в местах пересечения продольного шва патрубка игазопровода не допускается.
7.3.7 Приваривают патрубок к стенкегазопровода (корневой шов и один заполняющий), как показано на рисунке 9 а, б,валики 1-2.
7.3.8 Устанавливают половины разрезноймуфты на поверхность газопровода. Допустимый зазор между муфтой и патрубкомпринимают в пределах от 0 до 3 мм (см. рисунок 8 а, б). Допустимый зазор междутелом муфты и газопровода на продольных швах с учетом размещения подкладнойпластины (см. рисунок 13) принимают в пределах от 1,5 до 5,0 мм.
Производят предварительный нагрев ивыполняют прихватку половин муфты на продольных стыковых швах. Количествоприхваток определяется длиной продольного сварного шва, длина прихваток от 30до 50 мм. Прихватки должны обеспечить проплавление свариваемых кромок сподкладной пластиной и/или между собой согласно 7.4.7.Прихватки зачищают механическим способом.
Сборку половин разрезной муфты нагазопроводе производят аналогично сборке половин разрезного тройника согласно 7.4.6.
При монтаже муфты используютнаружные центраторы или специальные монтажные разъемные муфты и снимают ихпосле наложения корневого шва.
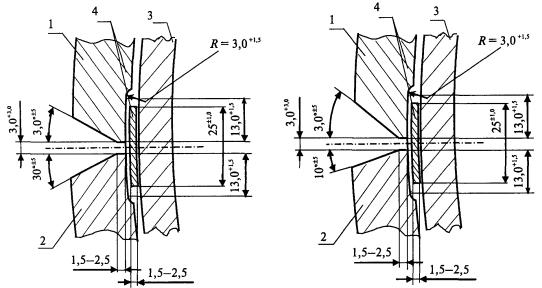
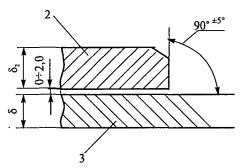
а) с выборкой под подкладную пластину (длятройников - типы III-V и муфт - тип II)
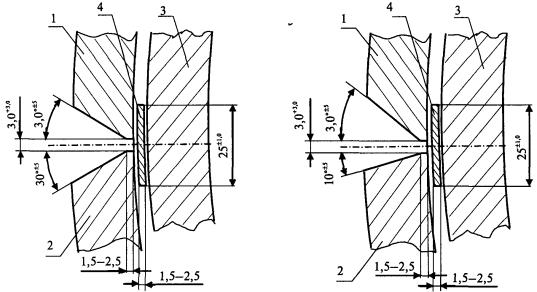
б) без выборки под подкладную пластину (длямуфт - тип II)
1 и 2 - верхняя и нижняя половины стенкитройника, муфты; 3 - стенка газопровода; 4 - подкладная пластина под продольныйшов
Рисунок 13 - Форма разделки кромок и сборкапродольных стыковых соединений разрезного тройника, разрезной муфты (пример)
7.3.9 Сваривают продольные кромки муфты.Сварку продольных стыковых сварных соединений половин разрезной муфты выполняютаналогично сварке продольных стыковых сварных соединений половин разрезноготройника согласно 7.4.8.
7.3.10 Муфту к отводному патрубку истенке газопровода приваривают аналогично приварке внутреннего шва накладки(см. рисунок 9 а, б, валики 3-6, валик 3 наплавлен на поверхности трубы).Сварку внутренних угловых швов половины муфты с отводным патрубком и стенкойгазопровода выполняют обратноступенчатым способом с поочередным нанесениемслоев (см. рисунок 9 а, б, валики 5, 6) электродами диаметром 2,5-4,0 мм срежимами сварки, приведенными в таблице 6.
7.3.11 В процессе сварки производяттщательную очистку от шлака и брызг наплавленного металла и контроль отсутствиятрещин и пор каждого слоя сварного шва перед наложением последующего. Поокончании сварки производят визуальный контроль сварных швов согласно 8.1.4и контроль качества швов неразрушающими методами согласно 8.3.2.
7.3.12 Вентиляционное отверстие в телемуфты герметизируют отверждающимся на воздухе герметиком во избежание коррозииповерхности трубы газопровода под муфтой.
При выбореместа для монтажа тройников для перекрытия полости газопровода следует учесть,что в предполагаемом месте перекрытия полости газопровода не должно бытьпродольного или спирального сварного шва по нижней образующей трубы.
Привертикальной врезке разрезного тройника продольные стыковые соединения половинтройника располагают на середине боковых четвертей трубы, при горизонтальной врезке- на середине верхней и нижней четвертей трубы. Расстояние между продольнымсварным швом газопровода из прямошовных труб и продольным сварным швом тройникадопускается не менее 150 мм.
7.4.2 Монтаж,сборку и сварку разрезного тройника с газопроводом производят в следующейпоследовательности:
- монтаж,сборка разрезного тройника и выполнение прихваток продольных стыковыхсоединений с подкладной пластиной и/или между собой на газопроводе;
- сваркаполовин разрезного тройника продольными швами на подкладной пластине;
- сваркакольцевыми нахлесточными швами тройника с газопроводом.
7.4.3 Сборку исварку узла врезки выполняют в соответствии с требованиями операционнойтехнологической картой сборки и сварки разрезного тройника, разработаннойспециализированной организацией, выполняющей сварочные работы. Типовая формаоперационной технологической карты сборки и сварки разрезного тройникаприведена в разделе Г.4(приложение Г).
7.4.4 Разрезнойтройник должен иметь кромки, подготовленные под сварку и зачищенныемеханическим способом до металлического блеска на ширину не менее 10 мм.Разделку кромок продольных и кольцевых сварных швов разрезного тройникапроизводят в заводских условиях в соответствии с рисункомВ.5 (приложение В):
- стыковыекромки симметричной разделки с углом скоса 30° ± 5° и притуплением от 1,5 до2,5 мм для сварки продольных стыковых сварных соединений половин тройника пригоризонтальной врезке;
- стыковыекромки несимметричной разделки с углом скоса кромок верхней половины тройника30° ± 5°, нижней половины тройника 10° ± 5° для сварки продольных стыковыхсоединений половин тройника при вертикальной врезке;
- торцевыекромки тройника для сварки кольцевыми нахлесточными швами с газопроводом суглом скоса 45° - 60°.
При вертикальной врезке разрезноготройника продольные стыковые соединения половин тройника располагают насередине боковых четвертей трубы, при горизонтальной врезке - на серединеверхней и нижней четвертей труб, расстояние между продольным швом газопровода ипродольным стыковым соединением разрезного тройника должно быть не менее 150мм.
7.4.5 Удаляют влагу с поверхности трубы вместе установки тройника, нагревая ее нагревателем или газовой горелкой.
Тройник устанавливают на трубу. Подгоняютобе половины тройника к поверхности трубы, строго контролируя угол в 90° междуосями трубы и ответвления тройника.
Устанавливают (пропускают с торцатройника) подкладные пластины в специальную выборку, выполненную в заводскихусловиях. Подкладные пластины под продольными стыковыми соединениями разрезныхтройников должны выходить за торцы тройника на расстояние не менее 100 мм вкаждую сторону.
Примечание - Подкладные пластины изготавливают взаводских условиях из малоуглеродистых сталей марок ВСт.3сп по ГОСТ 380, Стали 10, Стали 20 по ГОСТ1050 толщиной от 1,5 до 2,5мм, шириной 25 мм и поставляют в комплекте с разрезными тройниками.
С целью исключения дефектов в начале иконце сварки (стартовые поры, наплывы) на торцах тройников с условным диаметромDу = 700 мм, 1000 мм, 1200 мм, 1400 мм сварку продольныхстыковых соединений выполняют на временных выводных технологических планкахдлиной от 50 до 60 мм, сваренных между собой с углом скоса кромок аналогично7.4.4 и прихваченных сваркой к подкладным пластинам. После окончания сваркитехнологические планки удаляют механическим способом вместе с концамиподкладных пластин.
При монтаже тройника используют сборочныеприспособления - специальные монтажные разъемные муфты или наружные центраторы- и снимают их после сварки не менее 60 % длины корневого и первых двухзаполняющих слоев.
При длине разрезных тройников менее 600мм сварку продольных сварных соединений выполняют двумя сварщиками одновременнос обеих сторон в противоположных направлениях (справа налево, слева направо) сначалом и окончанием сварки на технологических планках. При длине разрезныхтройников более 600 мм сварку продольных сварных соединений выполняют четырьмясварщиками одновременно с обеих сторон в противоположных направлениях (отцентра тройника к торцам, от торцов к центру тройника) с началом или окончаниемсварки на технологических планках, как показано на рисунке 15.
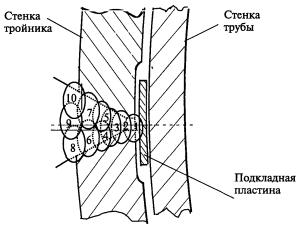
1-10 - порядковые номера слоев приваркитройника
Рисунок 14 - Последовательность наложенияслоев при сварке продольных швов разрезного тройника
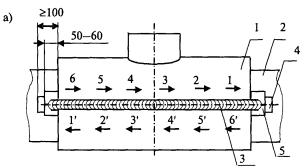
Общее направление сварки одновременно двумясварщиками продольных швов тройника Dy £ 600 мм
¬ справа налево
® слева направо
1, 2, 3, 4, 5, 6 - направление сваркикорневого и первых двух заполняющих слоев обратноступенчатым способом при общемнаправлении сварки справа налево первого продольного стыкового соединения;
1', 2', 3', 4', 5', 6' - направление сваркикорневого и первых двух заполняющих слоев обратноступенчатым способом при общемнаправлении сварки слева направо второго продольного стыкового соединения
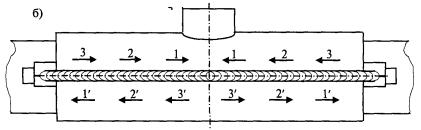
Общее направление сварки одновременночетырьмя сварщиками продольных швов тройника Dy > 600 мм
¬ ® от центра к торцам
® ¬ от торцов к центру
1, 2, 3 - направление сварки корневого ипервых двух заполняющих слоев обратноступенчатым способом от центра к торцампервого продольного стыкового соединения;
1', 2', 3' - направление сварки корневого ипервых двух заполняющих слоев обратноступенчатым способом от торцов к центрувторого продольного стыкового соединения
1 - разрезной тройник; 2 - газопровод; 3 -продольный шов тройника; 4 - металлическая подкладная пластина под продольныйшов; 5 - V-образнаявременная технологическая выводная планка
Рисунок 15 - Порядок наложения корневого ипервых двух заполняющих слоев продольных швов тройника двумя (а) и четырьмя (б)сварщиками
7.4.9 Сварку корневого и первых двухзаполняющих слоев выполняют обратноступенчатым способом, соблюдая правилапослойного смещения мест начала и окончания сварки на величину от 25 до 30 мм.Последующие заполняющие и облицовочные слои выполняют методом непрерывнойсварки наложением параллельных валиков с перекрытием от 2,0 до 3,0 мм в тех женаправлениях с началом или окончанием сварки на технологических планках. Первые заполняющие слоисваривают по центру шва, последующие - параллельно. Сначала накладывают нижнийвалик, далее средний, а затем верхний при расположении продольных швов набоковых четвертях трубы газопровода. Общее усиление облицовочных слоев швадолжно быть высотой от 1 до 3 мм и иметь плавный переход к основному металлутройника с перекрытием наружных свариваемых кромок в каждую сторону на величинуот 2,5 до 3,5 мм.
7.4.10 Впроцессе сварки производят тщательную очистку от шлака и брызг наплавленногометалла и контроль отсутствия трещин и пор каждого слоя сварного шва передналожением последующего. По окончании сварки производят визуальный контрольпродольных швов и контроль качества швов неразрушающими методами (см. 8.1.4, 8.3.3).
7.4.11Аккуратно срезают шлифмашинкой концы металлических прокладок с технологическимипланками, превышающие длину тройника.
7.4.12 Приваркукольцевых нахлесточных швов тройника к газопроводу производят в строгойпоследовательности: сначала первое по направлению движения потока газа сварноесоединение, затем второе.
7.4.13 Приваркукольцевых нахлесточных швов тройника на газопроводе под давлением производят собязательным наложением на тело трубы газопровода наплавленного шва споследующей приваркой к нему тройника.
При превышенииэквивалента углерода тройника над эквивалентом углерода трубы приварку тройникапроизводят с обязательным наложением наплавленного шва на тело трубыгазопровода и на поверхность тройника.
7.4.14 Сваркукольцевого нахлесточного шва тройника с газопроводом необходимо выполнять вследующей последовательности:
- наложениетрех (четырех) параллельных наплавленных швов на поверхность полного периметрагазопровода, как показано на рисунке 16 I, II (валики 1, 2, 3); приналожении наплавленных швов глубина проплавления стенки газопровода должна бытьне более 2,4 мм, ширина - не менее 1,4 толщины стенки газопровода;
- наложениедополнительных наплавленных швов на поверхность трубы и тройника (припревышении эквивалента углерода тройника над эквивалентом углерода трубы, дляуменьшения зазора) (см. рисунок 16 II, III, валики 1', 2', 3' и а, б,в);
- сварказаполняющих и облицовочных слоев кольцевых нахлесточных швов (см. рисунок 16 I, II,валики 4-9).
Количествослоев кольцевого нахлесточного сварного шва приварки тройника к стенкегазопровода зависит от толщины свариваемой кромки тройника. Величина катетадолжна быть не менее 1,4 толщины стенки газопровода.
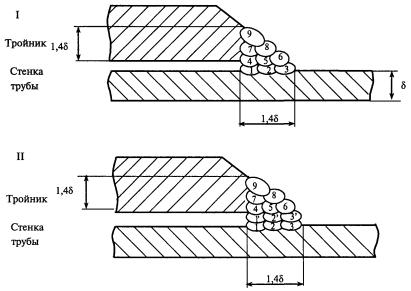
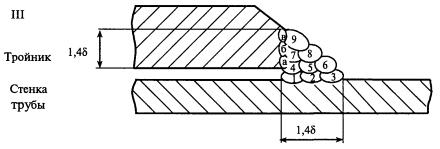
I - с одним слоем наплавленных валиков; II - с дополнительным слоем наплавленныхваликов; III- со слоем наплавленных валиков на поверхность тройника;
d - толщина стенки газопровода; 1, 2, 3 -порядковые номера валиков
Рисунок 16 - Последовательность наложенияслоев кольцевых нахлесточных швов тройника с газопроводом
Наложение наплавленных швов наповерхность газопровода и тройника рекомендуется выполнять электродамидиаметром 2,5-3,25 мм ниточными швами шириной до 1,5 диаметра электрода,заполняющих и облицовочных - электродами диаметром 3,0-4,0 мм, с основнымпокрытием, одной марки типа Э50А в соответствии с разделом Г.8(приложение Г). Ширина наплавленного слоя кольцевого нахлесточного сварного шваприварки разрезного тройника к стенке газопровода должна быть 1,4 толщиныстенки газопровода.
Сварку производятодновременно двумя сварщиками в противоположных четвертях окружностигазопровода обратноступенчатым способом в соответствии с рисунком 17 ссоблюдением правила послойного смещения мест начала и окончания сварки навеличину от 25 до 30 мм. Облицовочный слой кольцевого нахлесточного сварногошва приварки разрезного тройника должен иметь плавный переход к основномуметаллу тройника и перекрывать его на величину от 2,5 до 3,5 мм от сварногошва.
7.4.15 В процессе наложения сварного швакаждый слой перед наложением последующего тщательно очищают от шлака и брызграсплавленного металла и визуально контролируют на отсутствие трещин и пор.
7.4.16 По завершении приварки кольцевогонахлесточного шва дают ему остыть. Производят визуальную проверку шва иконтроль качества шва неразрушающими методами (см. 8.1.4,8.3.3).
7.4.17 После завершения первого сварногошва заваривают второй кольцевой шов в той же технологическойпоследовательности.
7.5.1 На газопроводах изспирально-шовных и прямошовных труб при вырезании отверстий условным диаметром Dу = 600 мм и более под давлением во избежание деформациивырезаемого темплета и заклинивания фрезы используют ребра жесткости всоответствии с приложением Е.
7.5.2 Производят монтаж и приваркуразрезного тройника в соответствии с 7.4.
7.5.4 Производят предварительный нагревсвариваемых поверхностей и фиксируют ребра жесткости прихватками с внутреннейстороны. Прихватываемые кромки и направление прихваток изображены на рисункеЕ.1 (приложениеЕ).
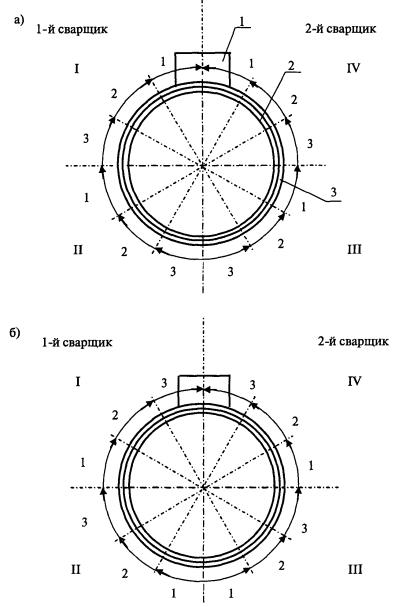
1,2, 3 - последовательностьналожения участков шва; I, II,III, IV - четверти окружности
а) первый (корневой) изаполняющие слои шва; б) последние заполняющие слои шва;
1 - разрезной тройник; 2 -газопровод; 3 - кольцевой шов тройника
Рисунок 17 - Порядокналожения кольцевых нахлесточных швов тройника двумя сварщиками
8.1 Контролькачества узла врезки в газопровод под давлением должен включать:
- входной контроль металла узлов и/илидеталей узлов врезки, контроль применяемых сварочных материалов и оборудования;
- операционный контроль в процессе сборкии сварки узла врезки;
- визуальный и измерительный контрольсварных соединений;
- контроль сварных соединенийнеразрушающими методами.
8.1.1 Входной контроль металла узлови/или деталей узлов врезки, контроль применяемых сварочных материалов иоборудования выполняют с целью подтверждения их соответствия требованиямнормативной, технической и проектной документации.
Все детали узлов врезки заводскогоизготовления (отводные патрубки, усиливающие накладки, разрезные тройники,разрезные муфты), шаровые краны, фланцы, трубы, используемые для изготовлениядеталей узлов врезки, должны быть изготовлены по ТУ, согласованным с ОАО«Газпром».
Входной контроль узлов и/или деталейузлов врезки, труб, используемых для изготовления деталей и/или узлов врезки,проводят ультразвуковым методом по ГОСТ14782 сплошным сканированием металла в условиях стационарных баз дочернихобществ и организаций ОАО «Газпром».
Входной контроль привариваемых кромокразрезных тройников (разрезных муфт), шаровых кранов и фланцев заводскогоизготовления, прошедших заводские гидравлические испытания при Рисп = 1,5 Рраб, проводят магнитопорошковым методом по ГОСТ21105 или капиллярным методом по ГОСТ 18442(цветной красящей дефектоскопии по ОСТ 36 76).
Наличие дефектов металла сварных швов,размеры которых превышают допустимые, приведенные в приложенииЖ, не допускаются.
На наружной поверхности тройников и муфтзаводского изготовления должна быть нанесена яркой несмываемой краскоймаркировка. На наружной и внутренней поверхностях должно быть нанесеноантикоррозионное покрытие, за исключением поверхности и кромок, предназначенныхпод сварку, которые должны иметь консервационную защиту на периодтранспортировки и хранения, как указано в приложении В.
Сварочные материалы и оборудование,предназначенные для использования при сварке узлов и/или деталей узлов врезки,должны быть изготовлены по ТУ, согласованным с ОАО «Газпром» в соответствии с СТОГазпром 2-3.5-046, аттестованысогласно требованиям РД03-613-03 [2] и РД03-614-03 [3] и иметь свидетельство об аттестации (см. 7.1.9).
8.1.2 Операционный контроль в процессесборки и сварки выполняют ответственные за производство работ (мастера),самоконтроль - исполнители работ. При операционном контроле проверяютсоответствие выполняемых работ требованиям настоящего стандарта, национальныхстандартов, стандартов ОАО «Газпром».
8.1.3 Визуальный иизмерительный контроль сварных соединений выполняют с целью подтверждениясоответствия выполнения операций сборки и сварки требованиям нормативной,технической и проектной документации. Контроль качества работ при сборке исварке узлов и/или деталей узлов врезки выполняют в соответствии с требованиямиоперационной технологической карты сборки и сварки узлов и/или деталей узловврезки (см. 7.1.1).
Контроль качества сварных соединенийузлов и/или деталей узлов врезки неразрушающими методами производят специалистынеразрушающего контроля, аттестованные в соответствии с ПБ03-440-02 [13].
8.1.4.1 Контроль качества сварныхсоединений узла врезки «отводной патрубок с накладкой» (тип I) следует производить в два этапа.
Первый этап - проводится контролькачества приварки отводного патрубка к стенке газопровода ультразвуковымметодом по ГОСТ14782.
Второй этап - проводится контролькачества сварных швов «накладка-патрубок» и «накладка-газопровод»ультразвуковым методом по ГОСТ14782, в качестве дублирующего контроля используют либо капиллярный методпо ГОСТ 18442(цветной красящей дефектоскопии по ОСТ 36 76), либо магнитопорошковый метод по ГОСТ21105.
8.1.4.2 Контроль качества сварныхсоединений «разрезной тройник» (типы III, IV, V) следуетпроизводить в два этапа.
Первый этап - проводится контролькачества продольных швов разрезного тройника ультразвуковым методом по ГОСТ14782.
Второй этап - проводится контролькачества кольцевых швов разрезного тройника ультразвуковым методом по ГОСТ14782, в качестве дублирующего используют капиллярный метод по ГОСТ 18442(цветной красящей дефектоскопии по ОСТ 36 76), либо магнитопорошковый метод по ГОСТ21105.
8.1.4.3 Контроль качества сварныхсоединений типа «разрезная муфта с отводным патрубком» (тип II) следует производить по 8.1.4.1 и 8.1.4.2.
8.2 Порядок проведения контроля качествасварных соединений узлов врезки и оформление заключения по результатам контролядолжны соответствовать СТОГазпром 2-2.4-083.
8.3 Для проведения контроля качествасварных соединений узлов врезки применяют отечественное и зарубежноеоборудование, имеющее разрешение Ростехнадзора на применение.
8.4 Допустимые размеры дефектов сварныхшвов приварки узла врезки на газопроводе под давлением приведены в приложенииЖ.
Исправление дефектов в сварных швахдопускается в случае, если суммарная длина дефектных участков не превышает 0,1от периметра сварного шва. При исправлении дефектов давление транспортируемогопродукта должно быть снижено не менее чем на 30 % от величины проходногорабочего давления на участке.
После проведения ремонтных работремонтную зону плюс 100 мм с каждой стороны сварных швов подвергают повторномуконтролю аналогично 8.1.3.
8.5 При оформлении допуска на выполнениеработ, оформлении результатов контроля качества при производстве работ посварке, врезке и перекрытию полости газопровода под давлением и в процессесдачи-приемки работ в эксплуатирующей организации должна вестись и хранитьсяследующая исполнительная документация:
- документы о качестве труб (впредполагаемом месте врезки), узлов и/или деталей узлов врезки (сертификаты илипаспорта), сертификаты сварочных материалов;
- заключения по проверке качества сварныхсоединений узла врезки;
- наряд-допуск на выполнение работ посварке под давлением;
- наряд-допуск на выполнение работ поврезке под давлением;
- наряд-допуск на выполнение работ поперекрытию полости газопровода под давлением;
- журнал учета работ по сварке нагазопроводах под давлением;
- журнал учета работ по врезке нагазопроводах под давлением;
- журнал учета работ по перекрытиюполости трубы на газопроводах под давлением;
- журнал регистрации результатов контролякачества сварных соединений узла врезки физическими методами (материалы ирезультаты контроля должны храниться в передвижной измерительной лаборатории);
- акт на гарантийное сварное соединениеузла врезки на газопроводах под давлением;
- акт на герметизацию технологическихотверстий;
- акт испытания на герметичность ипрочность узла врезки на газопроводах под давлением;
- акт приемки узла врезки на газопроводахпод давлением.
Исполнительнаядокументация на выполнение специализированной организацией, специализированнымподразделением эксплуатирующей организации работ по сварке, врезке и перекрытиюполости газопровода под давлением оформляют в соответствии с приложениемИ.
8.6 Веськомплекс работ по сварке, врезке и перекрытию на газопроводе под давлениемвключают в перечень огневых работ и весь персонал, привлекаемый к работам,должен иметь наряд-допуск в соответствии с требованиями СТОГазпром 14.
9.1.1 Врезкучерез шаровой кран применяют для подсоединения к магистральному газопроводу поддавлением газопроводов-отводов, лупингов, перемычек, переходов под авто-,железными дорогами, через водные преграды.
9.1.2 Врезкучерез шаровой кран выполняют, как правило, горизонтальным или вертикальнымспособом через шаровой равнопроходной кран.
Тип исполненияшарового крана - с концами под приварку. Шаровые краны по окончании работоставляют для постоянного использования на газопроводе-отводе (лупинге,перемычке, переходе) как линейную ЗРА.
9.1.3Горизонтальная врезка предусматривает расположение ответвления узла врезки,концов под приварку шарового крана и направление движения фрезы машины дляврезки в одной плоскости с основным газопроводом, в который производится врезка,параллельно поверхности земли, как показано на рисунке 18.
9.1.4Вертикальная врезка предусматривает расположение ответвления узла врезки,концов под приварку шарового крана и направление движения фрезы машины дляврезки перпендикулярно поверхности земли, как показано на рисунке 19.
Примечание - Допускается при необходимости длянадземной прокладки отводов условным диаметром Dу = 50 мм (типов I, Ia)врезка перпендикулярно поверхности газопровода в любом пространственномположении.
9.1.5 Приврезке газопровода-отвода с использованием узлов врезки типов I-IVпроизводят приварку узла врезки (отводного патрубка с накладкой, разрезноймуфты с отводным патрубком, разрезного тройника) в месте предполагаемогоподключения газопровода-отвода к магистральному газопроводу.
Исполнениеответвления узла врезки - с концом под приварку. При подсоединении лупинга(перемычки, перехода) производят приварку узлов врезки в местах предполагаемогоподключения к газопроводу.
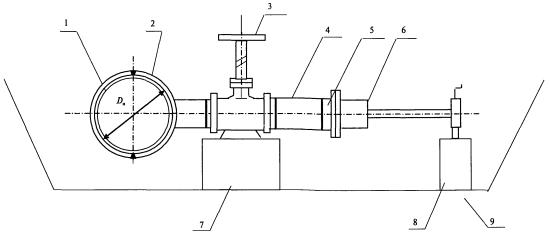
1 - магистральный газопровод с наружнымдиаметром Dн; 2 - узел врезки типов I-IVс концом ответвления под приварку; 3 - шаровой кран; 4 - переходной патрубок; 5- ответный фланец; 6 - машина для врезки; 7 - фундаментная плита под шаровойкран; 8 - опора под машину для врезки; 9 - котлован
Рисунок 18 - Горизонтальная врезка отвода(лупинга, перемычки) через шаровой кран
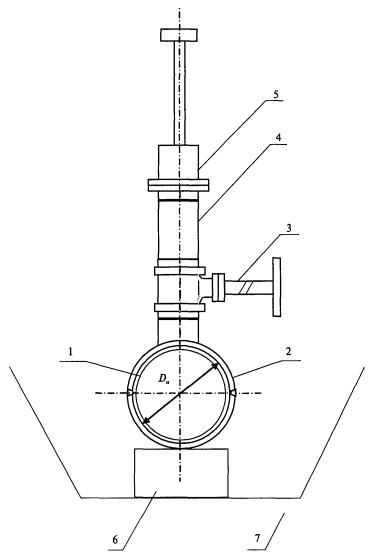
1 - магистральный газопровод с наружным диаметром Dн; 2 - узел врезки типов I-IV; 3 - шаровой кран; 4 - переходной патрубок;5 - машина для врезки; 6 - фундаментная плита под узел врезки; 7 - котлован
Рисунок 19 - Вертикальная врезка отвода(лупинга, перемычки, перехода) через шаровой кран
При врезках с условным диаметром Dу = 600 мм и более в спирально-шовные и прямошовные трубыиспользуют ребра жесткости (см. приложениеЕ).
Монтаж и приварку узлов врезки и контролькачества швов приварки производят в соответствии с требованиями разделов 7 и 8.
9.1.6 Подготовка к горизонтальной врезке черезшаровой кран
9.1.6.1 Шаровой кран устанавливают вкотловане на фундамент. Высота фундамента должна обеспечивать соосностьпроходного сечения ответвления узла врезки и шарового крана. Для недопущенияперекосов при монтаже шарового крана строго контролируют вертикальность егоустановки.
9.1.6.2 При врезке с использованием узловс конструктивным исполнением типов I-IV к ответвлению узла врезки приваривают конец подприварку шарового крана (рисунок 18). К другому концу под приварку шаровогокрана приваривают переходное кольцо (переходной патрубок) заводскогоизготовления, к переходному патрубку приваривают ответный фланец дляпоследующего монтажа машины для врезки.
Примечание - Переходной патрубок используют дляпоследующего сварного соединения с газопроводом-отводом, лупингом, перемычкой,переходом. Длину переходного патрубка принимают в зависимости от величины ходаштока (шпинделя) машины для врезки, но не менее 260 мм. Допускаетсяпредварительная подготовка сварной конструкции «отводной патрубок - шаровойкран - переходной патрубок - ответный фланец» с последующим монтажом его вкотловане и приваркой к газопроводу под давлением.
9.1.6.3 Контроль качества сварных швовприварки шарового крана и ответного фланца проводится неразрушающими методами -радиографическим по ГОСТ7512 и ультразвуковым по ГОСТ14782 в соответствии с требованиями СТОГазпром 2-2.4-083.
9.1.6.4 На машине для врезки монтируют фрезус направляющим сверлом. Конструкция сверла должна предусматривать креплениеспециальных стержней, удерживающих вырезанный темплет для удаления его изтрубы.
Проводят проверку отсутствия провисанияфрезы, выставляя фрезу в крайнее положение на полную длину рабочего ходашпинделя.
9.1.6.5 Краном (трубоукладчиком) опускаютмашину для врезки в котлован к шаровому крану.
Устанавливают прокладку (паранит или др.)в гнездо ответного фланца. Монтажным подъемником выставляют машину вгоризонтальное положение, центрируют ответный фланец с фланцем машины исоединительными болтами стягивают фланцы. Монтажный подъемник должен надежноопираться на грунт котлована, при необходимости под подъемник устанавливаютдеревянный настил.
9.1.7 Подготовка к вертикальной врезке черезшаровой кран
9.1.7.1 Под узлы врезки устанавливаютподдерживающие трубу газопровода опоры на твердых настилах, рассчитанные насуммарный вес устанавливаемого оборудования.
9.1.7.2 При врезке с использованиемконструктивного исполнения типов I-IV (см. рисунок 19):
- подготавливают сварную конструкцию«шаровой кран - переходной патрубок - ответный фланец» аналогично 9.1.6.2;
- краном (трубоукладчиком) опускаютсварную конструкцию в котлован к ответвлению узла врезки, расположенномуперпендикулярно поверхности земли, и сваривают конец под приварку шаровогокрана с ответвлением узла врезки;
- на ответный фланец переходного патрубкаустанавливают прокладку (паранит или др.) и монтируют машину для врезки.
Приварку шарового крана и ответныхфланцев производят в соответствии с СТО Газпром 2-2.3-137-2007 [14],контроль качества сварных швов приварки производят неразрушающими методами -радиографическим по ГОСТ7512 и ультразвуковым по ГОСТ14782 в соответствии с требованиями СТОГазпром 2-2.4-083.
Для недопущения перекосов при монтажестрого контролируют вертикальность установки сварной конструкции «шаровой кран- переходной патрубок - ответный фланец» и соосность проходного сеченияответвления узла врезки, шарового крана и направляющего сверла машины дляврезки.
При проверке герметичности стыковочногоузла сварные швы и фланцевые соединения покрывают мыльным раствором длявизуального обнаружения неплотностей.
Производят испытание узла врезки инертнымгазом: поднимают давление инертного газа в стыковочном узле до уровняиспытательного, равного 1,1 от проходного рабочего давления на участке припроведении пневматических испытаний, и выдерживают в течение двух часовсогласно СНиП III-42-80* [15].
Затем выравнивают давление инертного газав полости стыковочного узла до величины рабочего при проведении работ научастке, но не выше допустимого Рдоппри сварке и врезке под давлением (см. 5.3.1).
9.1.10 Процесс врезкипроизводят в два этапа.
На первом этапе высверливают отверстие втрубе направляющим сверлом, вытесняют давлением газа инертный газ из полостистыковочного узла через вентиляционный клапан машины, клапан закрывают,выравнивают давление газа в стыковочном узле и газопроводе.
На втором этапе вырезают отверстие втрубе фрезой. Подачу фрезы осуществляют вручную до соприкосновения споверхностью трубы. Фрезерование производят в автоматическом режиме, параметрыкоторого выбирают в зависимости от диаметра фрезы, прочности металла трубы итолщины ее стенки.
По окончании вырезания отверстия в трубефрезу возвращают в адаптер машины, закрывают шаровой кран, сбрасывают давлениеиз адаптера машины, машину демонтируют.
9.1.11 Использование машин для врезки вгазопровод под давлением и выбор параметров режимов работы производят в строгомсоответствии с инструкцией по их эксплуатации.
Перечень специального оборудования икомплектующих для выполнения работ по врезке в газопровод под давлениемкомпании «Т.Д. Вильямсон» [8] приведен в таблице 8. Допускается применениеоборудования других производителей, по своим техническим характеристикам,соответствующие техническим требованиям ОАО «Газпром».
ТУ на оборудование должны бытьсогласованы с ОАО «Газпром».
Специальное оборудование должно иметьразрешение Ростехнадзора для применения.
9.1.12 Подготовку узла врезки кподсоединению газопровода-отвода (лупинга, перемычки, перехода) проводят спомощью:
а) сварного соединения:
- отрезают ответный фланец от переходногопатрубка шарового крана, подготавливают кромки переходного патрубка подприварку;
- приваривают к переходному патрубкузаглушку в соответствии с СТО Газпром 2-2.3-137-2007 [14];
- производят контроль качества сварныхшвов кольцевых стыков неразрушающими методами контроля - радиографическим по ГОСТ7512 и ультразвуковым по ГОСТ14782 согласно СТОГазпром 2-2.4-083;
б) фланцевого соединения - к ответномуфланцу монтируют глухой фланец и закрепляют шпильками (болтами).
Для врезки лупинга (перемычки, перехода)выполняют аналогичные работы в двух местах его подключения.
Таблица 8 - Переченьспециального оборудования и комплектующих для выполнения работ по врезке иперекрытию полости газопровода под давлением
| Наименование оборудования | Количество, шт. | ||
| при врезке отвода | при врезке байпаса | при врезке лупинга, перемычки | |
| Разрезной тройник отводной | 1 | - | 2 |
| Шаровой запорный кран на отводной тройник | 1 | - | 2 |
| Разрезной тройник отводной с фланцем LOR | - | 2 | - |
| Разрезной тройник стопльный для перекрытия полости газопровода с фланцем LOR | - | 2 | - |
| Разрезной тройник с боковым ответвлением, с фланцем LOR | 1 | - | 2 |
| Фланцевый адаптер Spool с боковым ответвлением, с фланцами LOR | - | 2 | - |
| Перепускной фиттинг TOR с колпаком, заглушкой, уплотнительным кольцом, ниппелем и трубной обвязкой | - | 2 | 2 |
| Плоские задвижки тройника: |
|
|
|
| - отводного; | - | 2 | - |
| - стопльного; | - | 2 | - |
| - с боковым ответвлением | 1 | - | 2 |
| Плоские задвижки |
|
|
|
| - перепускного фиттинга TOR; | - | 2 | 2 |
| - адаптера с боковым ответвлением | - | 2 | - |
| Машина для врезки с комплектом инструмента и принадлежностей для вырезания отверстий и установки заглушек LOR (фреза, держатель фрезы, направляющее сверло, держатель заглушки LOR, адаптер, фланец) диаметром: |
|
|
|
| - Dу 80-400 мм; | 1 | - | - |
| - Dy 300-900 мм; | 1 | 1 | 1 |
| - Dy 700-1500 мм | - | 1 | 1 |
| Ручной сверлильный станок в комплекте с спиральным сверлом, адаптером, держателем заглушки TOR | - | 1 | 1 |
| Запорное устройство «Стопл» для перекрытия полости трубы с уплотнительным элементом | - | 2 | 2 |
| Заглушка LOR с уплотнительным кольцом для тройника: |
|
|
|
| - отводного; | - | 2 | - |
| - стопльного; | - | 2 | - |
| - с боковым ответвлением | 1 | - | 2 |
| Глухой фланец с прокладкой для тройников: |
|
|
|
| - отводного; | - | 2 | - |
| - стопльного; | - | 2 | - |
| - с боковым ответвлением | 1 | - | 2 |
9.1.13 По завершении работ поднимают давление наотремонтированном участке до уровня проходного рабочего давления газопровода.
9.1.14 Сварные швы приварки узлов врезкиоформляют как гарантийные стыки.
9.2.1 Врезку через тройник с боковымответвлением применяют для подсоединения к магистральному газопроводу поддавлением газопроводов-отводов, лупингов, перемычек, переходов под авто-,железными дорогами, через водные преграды, камер запуска-приема устройств ВТД.
Выполняют с помощью вертикальной врезкиперпендикулярно поверхности земли через плоские задвижки, установленные нафланцах вертикальных ответвлений тройников. Отвод (лупинг, перемычка, переход)подсоединяют параллельно поверхности земли сварным соединением к боковомуответвлению тройника, как показано на рисунке 20. При необходимости наперемычке устанавливают ЗРА.
9.2.2 При подсоединении отвода производятприварку разрезного тройника с боковым ответвлением в месте предполагаемогоподключения отвода к магистральному газопроводу. При подсоединении лупинга,перемычки, перехода производят приварку двух тройников с боковым ответвлением вместах предполагаемого их подключения к магистральному газопроводу. При врезкахусловным диаметром Dу = 600 мм и более в спирально-шовные и прямошовные трубыиспользуют ребра жесткости (см. приложение Е). Монтаж, приварку разрезныхтройников с боковым ответвлением и контроль качества сварных швов приваркитройников производят в соответствии с требованиями разделов 7 и 8.Исполнение вертикальных ответвлений тройников - фланцевое, боковых ответвлений- с концом под приварку.
9.2.3 Под узел врезки устанавливаютподдерживающие трубу газопровода опоры на твердых настилах, рассчитанные насуммарный вес устанавливаемого оборудования.
9.2.4 К боковому ответвлению тройникаприваривают отвод (перемычку, ответвление лупинга, перехода).
Контроль качества приварки отвода(лупинга, перемычки, перехода) к боковому ответвлению тройника производят двумяметодами - ультразвуковым по ГОСТ14782 и капиллярным по ГОСТ 18442(цветной красящей дефектоскопии по ОСТ 36 76) в соответствии с СТОГазпром 2-2.4-083.
9.2.5 На фланце вертикального ответвлениятройника монтируют плоскую задвижку и устанавливают машину для вырезанияотверстия, задвижку открывают.
9.2.6 Производят проверку нагерметичность фланцевых соединений стыковочного узла (см. 9.1.8).
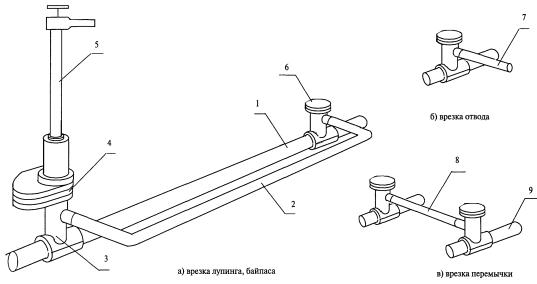
1 - магистральный газопровод; 2 - лупинг,байпас; 3 - разрезной тройник с боковым ответвлением (тип V); 4 - плоская задвижка; 5 - машина дляврезки; 6 - глухой фланец; 7 - отвод; 8 - перемычка; 9 - параллельная ниткамногониточного газопровода (нитка подсоединяемой системы газопроводов)
Рисунок 20 - Врезка отвода (лупинга,перемычки, байпаса) через тройник с боковым ответвлением
9.2.7 Производят испытание узла врезки(см. 9.1.9).
9.2.8 Вырезают отверстие в стенкегазопровода и удаляют из трубы вырезанный темплет (см. 9.1.10). Закрываютплоскую задвижку и демонтируют машину.
При подсоединении лупинга (байпаса,перемычки, перехода) аналогичные работы производят на другом узле врезки.
9.2.9 Производят проверку нагерметичность и испытание отвода (лупинга, байпаса, перемычки, перехода) поддавлением перекачиваемого газа, равным допустимому рабочему на периодпроведения работ по врезке в газопровод под давлением. Продолжительностьпроверки и испытания байпаса принимают по СНиП III-42-80* [15].
9.2.10 Производят монтаж силовыхзаглушек, демонтаж плоских задвижек, монтаж глухих фланцев:
- на борштангу машины для врезкизакрепляют силовую заглушку LOR;
- машину для врезки устанавливают наплоскую задвижку тройника, выравнивают давление в адаптере машины, по обестороны задвижки и в газопроводе;
- открывают плоскую задвижку, опускаютзаглушку LOR во фланец LOR вертикального ответвления тройника и устанавливают еев стопорном кольце фланца, сегментами стопорного кольца фланца LOR закрепляют заглушку;
- борштангу возвращают в адаптер машины,стравливают газ из адаптера, демонтируют машину и плоскую задвижку;
- глухой фланец с прокладкойустанавливают на фланец LORвертикального ответвления тройника и закрепляют болтами.
При подсоединении лупинга, байпаса,перемычки, перехода аналогичные работы производят на другом узле врезки.
9.2.11 По завершении работ поднимаютдавление на участке до уровня проходного рабочего давления в газопроводе.
9.2.12 Сварные швы приварки узлов врезкиоформляют как гарантийные стыки.
10.1.1 Выборочный капитальный ремонтгазопроводов с заменой дефектных участков труб, ЗРА, СДТ без прекращениятранспорта газа производят с врезкой временного байпаса либо вновь построенногоучастка газопровода (лупинга) и перекрытием полости газопровода по концамремонтируемого участка.
10.1.2 Выборочный капитальный ремонтгазопроводов с применением врезки под давлением выполняют по следующим этапам:
- подготовка и монтаж байпаса либо вновьпостроенного участка газопровода (лупинга);
- врезка и включение в работу байпасалибо вновь построенного участка газопровода (лупинга);
- врезка под запорные устройства, монтажзапорных устройств «Стопл» и перекрытие полости газопровода;
- ремонт участка газопровода (ремонт илизамена дефектной трубы, ЗРА, СДТ, демонтаж замененного участка газопровода);
- демонтаж запорных устройств «Стопл»,байпаса;
- монтаж силовых заглушек, демонтажплоских задвижек, монтаж глухих фланцев.
10.2.1 Подсоединение временного байпаса иперекрытие полости газопровода с использованием четырех разрезных тройниковвыполняют с помощью вертикальной врезки перпендикулярно поверхности земли черезплоские задвижки, установленные на фланцах вертикальных ответвлений разрезныхтройников.
Временный байпас подсоединяютперпендикулярно поверхности земли к вертикальным (либо горизонтальным)ответвлениям тройников фланцевым соединением через плоские задвижки,установленные на фланцах ответвлений тройников.
Производят приварку под давлением двухразрезных отводных тройников типов III, IV для подсоединения байпаса, двух разрезныхравнопроходных (стопльных) тройников типа III, IV для монтажазапорных устройств перекрытия полости газопровода «Стопл», двух перепускныхпатрубков для монтажа трубной обвязки выравнивания давления запорных устройстви стравливания газа, как показано на рисунке 21.
При врезках с условным диаметромвырезаемого отверстия Dу= 600 мм и более в спирально-шовные ипрямошовные трубы используют ребра жесткости в соответствии с приложениемЕ.
Монтаж, приварку фиттингов, перепускныхпатрубков и контроль качества сварных швов приварки производят в соответствии сположениями разделов 7 и 8.
10.2.2 Под разрезные тройникиустанавливают поддерживающие трубу газопровода опоры на твердых настилах,рассчитанные на суммарный вес устанавливаемого оборудования.
10.2.3 Подготовка имонтаж временного байпаса
10.2.3.1 Подготовку временного байпасапроизводят наземным способом с укладкой труб на лежки или инвентарные подкладкис противораскатными упорами на бровке траншеи параллельно участку газопровода,подлежащему ремонту.
10.2.3.2 Сборку и сварку труб в байпаспроизводят в соответствии с СТО Газпром 2-2.3-137-2007 [14].Сборку труб с условным диаметром 500 мм и более производят с использованиемцентраторов. К временному байпасу с обоих его концов приваривают по одномуинвентарному отводу с углом поворота 90° в направлении к месту врезки вгазопровод.
Примечание - Возможно проектирование и изготовлениеинвентарного временного байпаса, состоящего из труб (трубных секций) с фланцамии собираемого на трассе. При использовании инвентарного временного байпасавпоследствии для ремонта других участков количество технологических операций поего подготовке существенно сокращается, снижается трудоемкость, себестоимость ипродолжительность ремонта.
Контроль качества сварных швов производятв соответствии с требованиями СТОГазпром 2-2.4-083.
10.2.3.3 Рекомендуемый диаметр временногобайпаса и трубной обвязки выравнивания давления запорных устройств «Стопл» всоответствии с [16]приведен в таблице 9.
При выборе диаметра временного байпасадопускается принимать величину большую, чем указано в таблице для данногоусловного диаметра запорного устройства.
При определении протяженности временногобайпаса следует учесть, что расстояние между отводным тройником и тройником длямонтажа запорного устройства «Стопл» принимают равным от 1,5 до 2-х диаметровгазопровода.
Расстояние между тройниками для запорныхустройств и местом выполнения огневой работы должно быть не менее 8 м.
Диаметр и протяженность временногобайпаса уточняют при разработке конкретного проекта.
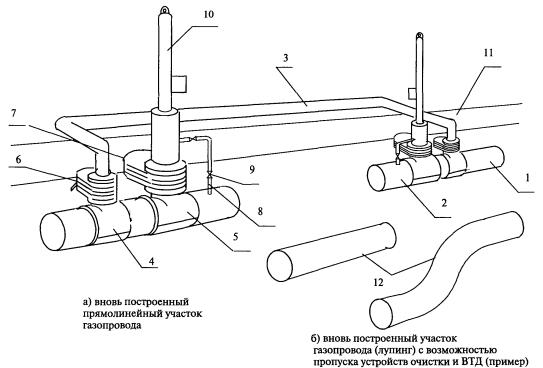
1 - магистральный газопровод; 2 -ремонтируемый участок магистрального газопровода; 3 - временный байпас; 4 -разрезной тройник (типы III, IV)временного байпаса; 5 - разрезной тройник (типы III, IV) запорного устройства; 6 - плоская задвижкавременного байпаса; 7 - плоская задвижка запорного устройства; 8 - перепускнойпатрубок; 9 - задвижка перепускного патрубка; 10 - запорное устройство «Стопл»;11 - котлован; 12 - вновь построенный участок газопровода
Рисунок 21 - Врезка временного байпаса иперекрытие полости газопровода с использованием четырех разрезных приварныхтройников
Таблица 9 - Диаметрывременного байпаса и трубной обвязки устройств перекрытия полости трубы
| Условный диаметр головки запорного устройства, мм | Допустимый перепад давления на запорном устройстве, МПа | Условный диаметр временного байпаса, мм | Условный диаметр трубной обвязки запорного устройства, мм |
| 500 | 0,41 | 300 | 50 |
| От 700 до 800 включ.
| От 300 до 400 включ. | От 50 до 100 включ. | |
| 1000 | 0,31 | От 500 до 600 включ. | От 50 до 200 включ. |
| 1200
| От 600 до 1000 включ. | От 100 до 200 включ. | |
| 1400 | 0,24 | От 700 до 1000 включ. | От 100 до 200 включ. |
10.2.4 Перечень специального оборудования икомплектующих для выполнения работ по врезке в газопровод под давлениемкомпании «Т.Д. Вильямсон» [8]приведен в таблице 8. Допускается применение оборудования другихпроизводителей, по своим техническим характеристикам не уступающегооборудованию компании «Т.Д. Вильямсон».
ТУ на оборудование должны бытьсогласованы с ОАО «Газпром».
Специальное оборудование должно иметьразрешение Ростехнадзора для применения.
10.2.5 Производят врезкувременного байпаса в следующем порядке:
- монтируют на отводной разрезной тройникплоскую задвижку;
- устанавливают машину для врезки наплоской задвижке и закрепляют шпильками, задвижку открывают;
- в полость стыковочного узла через штуцерв адаптере машины закачивают инертный газ под давлением 1,0 МПа и выдерживают втечение 30 мин для проверки герметичности фланцевых соединений стыковочногоузла;
- для испытания разрезного тройника послеприварки поднимают давление инертного газа в стыковочном узле до уровняиспытательного, равного 1,1 от проходного рабочего давления на участке, ивыдерживают в течение двух часов согласно СНиП III-42-80* [15];
- выравнивают давление инертного газа вполости стыковочного узла до величины рабочего на участке при проведении работ,но не выше допустимого Рдоппри сварке и врезке под давлением (см. 5.3.1);
- направляющим сверлом высверливаютотверстие в магистральном газопроводе, поступающим через отверстие природнымгазом вытесняют инертный газ из стыковочного узла через штуцер в адаптеремашины, выравнивают давление природного газа в адаптере машины и на участкегазопровода, одновременно проверяют герметичность фланцевых соединений, плоскойзадвижки;
- фрезой вырезают отверстие в стенкегазопровода и удаляют из трубы вырезанный темплет;
- плоскую задвижку закрывают, машинудемонтируют.
Аналогичные работы производятпоследовательно на другом конце участка, подлежащего ремонту.
10.2.6 Фланцы временного байпасаподсоединяют к плоским задвижкам отводных тройников.
Проверку на герметичность и испытаниевременного байпаса производят под давлением перекачиваемого газа, равнымдопустимому рабочему на период проведения работ по врезке на газопроводах поддавлением.
Продолжительность проверки и испытаниявременного байпаса принимают в соответствии с СНиП III-42-80* [15].По завершении испытания плоские задвижки временного байпаса закрывают.
10.2.8 Одновременно с проведением работпо подсоединению временного байпаса производят врезку под запорные устройства«Стопл» в следующем порядке:
- на фланец равнопроходного (стопльного)разрезного тройника для устройства «Стопл» монтируют плоскую задвижку;
- на машину для вырезания отверстияустанавливают адаптер и фрезу с направляющим сверлом для вырезанияравнопроходных отверстий под запорные устройства;
- машину устанавливают на плоскуюзадвижку равнопроходного (стопльного) тройника, проводят проверку герметичностифланцевого соединения стыковочного узла, испытание тройника, вырезают отверстиев газопроводе, закрывают задвижку и демонтируют машину (аналогично 10.2.5);
- для монтажа трубной обвязки запорногоустройства «Стопл» на ручной сверлильный станок устанавливают адаптер испиральное сверло, монтируют станок на фиттинг TOR перепускного патрубка, вырезают отверстие в трубе,закрывают фиттинг TOR и демонтируют станок.
Аналогичную работу производят последовательнона другом конце участка, подлежащего ремонту.
10.2.9 Перекрытие полости газопроводапроизводят в следующем порядке:
- на плоские задвижки равнопроходных(стопльных) тройников одновременно или поочередно на обоих концахремонтируемого участка устанавливают запорные устройства «Стопл»;
- корпуса запорных устройств соединяют сперепускными патрубками трубной обвязкой;
- открывают плоские задвижки отводныхтройников и вводят в работу временный байпас;
- открывают плоскую задвижкуравнопроходного (стопльного) тройника со вторым по направлению движения газазапорным устройством и медленно вводят в полость трубы газопровода вторую понаправлению движения газа головку запорного устройства;
- при стабилизации давления наперекрываемом участке после установки в рабочее положение второго понаправлению движения газа запорного устройства, открывают плоскую задвижкуравнопроходного (стопльного) тройника с первым по направлению движения газазапорным устройством и медленно вводят в полость трубы первую по направлению движениягаза головку запорного устройства;
- сбрасываютдавление между запорными головками, освобождая участок газопровода, подлежащийремонту, от газа через трубную обвязку запорных устройств и свечи, врезаемые поконцам участка проведения огневых работ (аналогично 7.2.16).
Примечание - При установке запорных устройств «Стопл» ив процессе производства ремонтных работ ведут контроль величины перепададавления на головках запорных устройств и герметичности уплотняющих элементовна головках по манометрам, установленным на трубных обвязках выравниваниядавления и корпусах запорных устройств.
Порядок выполнения технологических операций по резке газопровода наремонтируемом участке, количество технологических отверстий и устанавливаемыхзапорных шаров отражают в плане организации огневых работ при проведениивыборочного капитального ремонта.
Для вытеснениягаза, скопившегося в локальных участках между запорными устройствами «Стопл» изапорными шарами, производят продувку локальных участков азотом (или воздухом),подаваемым под давлением через свечи, монтаж которых производят дополнительномежду запорными устройствами «Стопл» и технологическими отверстиями длязапорных шаров.
10.2.11 Участок газопровода, подлежащий ремонту, ремонтируют всоответствии с ВСН51-1-97 [17].
При капитальномремонте участка газопровода методом замены трубы, ЗРА, СДТ демонтируютдефектные участок трубы, ЗРА, СДТ, затем выполняют монтаж новых участка трубы,ЗРА, СДТ, при замене трубы сохраняют категорию участка газопровода, установленнуюпри его проектировании.
10.2.12 Послеремонта участка газопровода удаляют запорные шары (в случае их использования) изаваривают технологические отверстия согласно СТОГазпром 14, вытесняют воздух из отремонтированного (либо вваренного вновьпостроенного) участка и выравнивают давление по обе стороны запорных головоккаждого запорного устройства «Стопл» через перепускные патрубки трубнойобвязки.
10.2.13 Выводятрасположенную первой по направлению движения потока газа запорную головку,затем вторую.
10.2.14 Проводят испытание отремонтированного (либо вваренного вновьпостроенного) участка трубы под давлением газа, равным допустимому рабочему припроведении ремонтных работ.
Инструкцию по проведению огневых работсоставляют эксплуатирующая и специализированная организации применительно кконкретному газопроводу с учетом местных условий производства работ исогласовывают с технадзором.
10.2.15 Демонтаж запорных устройств«Стопл» и байпаса производят в следующем порядке:
- задвижки перепускных патрубковзакрывают, трубную обвязку между ними и корпусами запорных устройствдемонтируют;
- плоские задвижки равнопроходных(стопльных) тройников закрывают, выпускают газ из корпусов запорных устройств идемонтируют запорные устройства;
- плоские задвижки байпаса закрывают идемонтируют байпас.
Работы проводят одновременно на двухконцах отремонтированного участка.
10.2.16 Монтаж четырех заглушек, демонтажчетырех плоских задвижек, монтаж четырех глухих фланцев производят навертикальных ответвлениях тройников:
- на заглушке LOR закрепляют вырезанный темплет для предотвращениязастревания очистных устройств и дефектоскопов, предварительно очистив его отнаплавленных прихваток (см. 7.5.3);
- машину для врезки устанавливают наплоскую задвижку равнопроходного (стопльного) тройника, открывают задвижку,вытесняют воздух из адаптера машины, выравнивают давление в адаптере машины, пообе стороны задвижки и в газопроводе;
- опускают заглушку LOR во фланец LORравнопроходного (стопльного) тройника и устанавливают ее в стопорном кольцефланца, сегментами стопорного кольца фланца закрепляют заглушку;
- задвигают борштангу в адаптер машины,стравливают газ из адаптера, демонтируют машину и плоскую задвижку;
- устанавливают глухой фланец спрокладкой на фланец LOR тройника изакрепляют болтами.
В указанной последовательности монтируютзаглушку LOR и глухой фланец на фланецтройника байпаса.
Аналогичные работы производят на другомконце участка.
10.2.17 Схема газопровода после демонтажабайпаса приведена на рисунке 22. Схема организации работ по ремонту участкагазопровода с устройством байпаса приведена на рисунке 23. Рекомендуемый составспециализированной бригады по сварке, врезке отвода, лупинга или байпаса иперекрытию полости трубы под давлением приведен в таблице 10.
Специализированная бригададолжна пройти подготовку и аттестацию на выполнение работ по врезке иперекрытию полости газопровода под давлением на предприятии - изготовителеспециального оборудования.
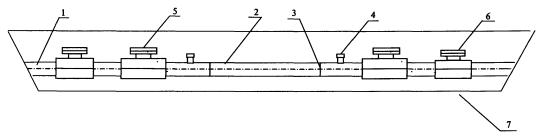
а)отремонтированный или вновь построенный прямолинейный участок газопровода
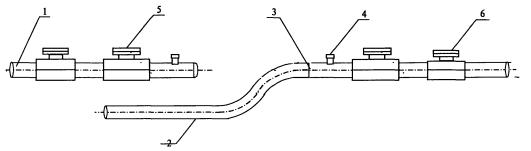
б)вновь построенный участок газопровода (лупинг) с возможностью пропускаустройств очистки и ВТД (пример)
1 - магистральный газопровод; 2 -отремонтированный или вновь построенный участок газопровода; 3 - кольцевой шовврезки отремонтированного или нового участка; 4 - перепускной патрубок сзаглушкой и колпаком; 5 - тройник разрезной (типы III, IV) запорного устройства с заглушкой и глухимфланцем; 6 - тройник разрезной (типы III, IV) байпаса с заглушкой и глухим фланцем; 7 -котлован
Рисунок 22 - Схема газопровода последемонтажа байпаса и плоских задвижек
Таблица 10 - Состав бригады по сварке, врезке и перекрытию полоститрубы под давлением
| Наименование профессий | Разряд | Количество человек при диаметре газопровода, мм | |
| от 530 до 820 включ. | от 1020 до 1420 включ. | ||
| Начальник участка* |
| 1 | 1 |
| Инженер-механик** | 6 | 1 | 1 |
| Старший мастер
| 1 | 1 | |
| Инженер в ПТО
| 1 | 1 | |
| Электросварщики, специально подготовленные и аттестованные
| 4 | До 8 | |
| Операторы (специалисты) по обслуживанию машины для врезки и устройств перекрытия полости газопровода
| 2 | 2 | |
| Специалисты ПИЛ |
| 2 | 2 |
| Электрик |
| 1 | 1 |
| Всего: |
| 8 | 12 |
______________
* При двух и более бригадах.
** Для каждой бригады.
Примечание - В состав бригады дополнительно включаютмашинистов трубоукладчиков, используемых для монтажа тройников и специальногооборудования.
Эксплуатирующаяорганизация должна обеспечить проведение работ персоналом для обслуживанияприменяемых технических средств, а также персоналом для выполнения неспециальныхработ.
10.2.18 По завершении работ поднимают давление на отремонтированномучастке до уровня проходного рабочего давления газопровода, проводят испытаниеотремонтированного участка проходным рабочим давлением.
10.2.19 Сварныешвы приварки узлов врезки оформляют как гарантийные стыки.
10.3.1 Врезкувременного байпаса и перекрытие полости газопровода с использованием фланцевыхадаптеров с боковым ответвлением выполняют с помощью вертикальной врезкиперпендикулярно поверхности земли через плоские задвижки, установленные нафланцевых адаптерах, смонтированных на фланцах LOR ответвлений равнопроходныхтройников.
Байпасподсоединяют параллельно поверхности земли к боковым ответвлениям фланцевыхадаптеров через плоские задвижки, установленные на фланцах боковых ответвленийадаптеров, как показано на рисунке 24. По окончании ремонтных работ байпасдемонтируют.
10.3.2Производят приварку двух равнопроходных (стопльных) тройников типов III, IV вместах предполагаемого перекрытия полости трубы газопровода, двух перепускныхпатрубков для монтажа трубной обвязки выравнивания давления запорных устройстви стравливания газа. При врезках с условным диаметром вырезаемого отверстия Dy= 600 мм иболее в спирально-шовные и прямошовные трубы используют ребра жесткости (см. приложениеЕ). Монтаж, приварку фиттингов и контроль качества сварных швов приваркипроизводят в соответствии с требованиями разделов 7 и 8.
10.3.3 Подравнопроходные (стопльные) тройники устанавливают поддерживающие трубугазопровода опоры на твердых настилах, рассчитанные на суммарный весустанавливаемого оборудования.
10.3.4 Проводятподготовку байпаса аналогично 10.2.3.
10.3.5 Врезкубайпаса и запорных устройств «Стопл» производят в следующем порядке:
- навертикальных ответвлениях равнопроходных (стопльных) тройников монтируютфланцевые адаптеры с боковым ответвлением;
- навертикальном и боковом ответвлениях фланцевых адаптеров монтируют плоскиезадвижки;
- на машину дляврезки монтируют адаптер и фрезу для вырезания равнопроходных отверстий;
- машину дляврезки устанавливают на плоскую задвижку вертикального ответвления фланцевогоадаптера, закрепляют шпильками;
- задвижкувертикального ответвления фланцевого адаптера открывают, задвижку боковогоответвления фланцевого адаптера оставляют закрытой, проводят проверкугерметичности фланцевых соединений стыковочного узла и испытание тройника;
- вырезаютотверстие в стенке газопровода, закрывают плоскую задвижку и демонтируют машинуаналогично 10.2.5.
- для монтажатрубной обвязки запорных устройств «Стопл» на фиттинг TOR перепускного патрубкаустанавливают ручной сверлильный станок, вырезают отверстие в стенке трубы,закрывают фиттинг TOR и демонтируют станок.
Примечание - Для проведения работ с использованиемфланцевых адаптеров с боковым ответвлением требуется использование машин дляврезки и устройств перекрытия с повышенной длиной хода шпинделя (штока).
Аналогичнуюработу производят последовательно на другом конце участка, подлежащего ремонту.
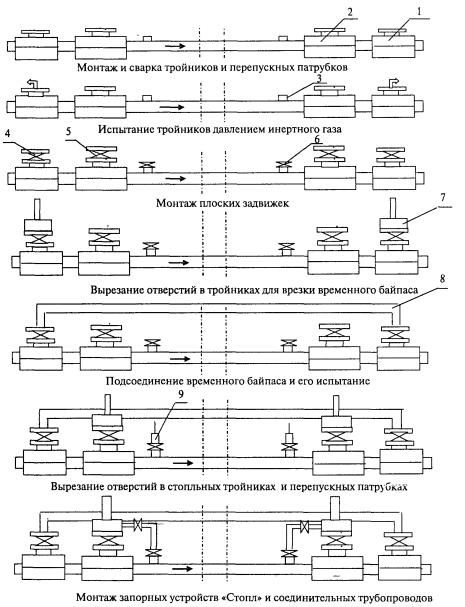
1 - разрезной тройник отводной с фланцем LOR; 2 - разрезной тройник стопльный с фланцем LOR; 3 - перепускной патрубок; 4 - плоскаязадвижка отводного тройника; 5 - плоская задвижка стопльного тройника; 6 -плоская задвижка перепускного патрубка; 7 - машина для вырезания отверстий; 8 -временный байпас; 9 - ручной сверлильный станок
Рисунок 23 - Схема организации работ поремонту участка газопровода с устройством временного байпаса
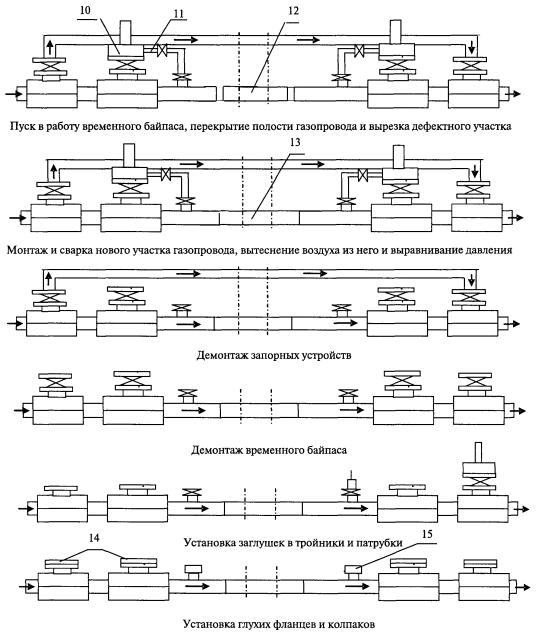
10 - запорное устройство «Стопл»; 11 -соединительный трубопровод; 12 - участок газопровода, подлежащий вырезке(ремонту); 13 - вновь построенный участок газопровода; 14 - глухой фланец; 15 -колпак перепускного патрубка
Рисунок 23, лист 2
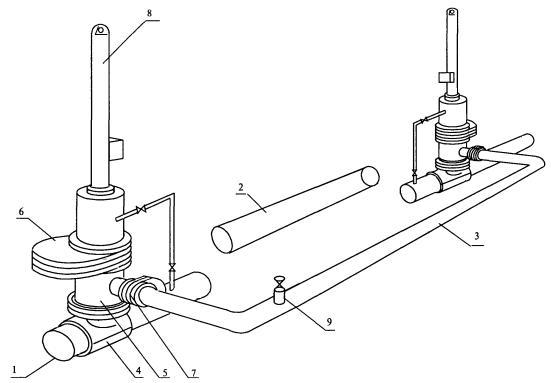
1 - магистральный газопровод; 2 -ремонтируемый участок; 3 - байпас; 4 - разрезной тройник запорного устройства(тип III,IV); 5 - фланцевыйадаптер с боковым ответвлением; 6 - плоская задвижка запорного устройства; 7 -плоская задвижка временного байпаса, 8 - запорное устройство; 9 - свечавременного байпаса
Рисунок 24 - Врезка временного байпаса иперекрытие полости газопровода с использованием фланцевых адаптеров с боковымответвлением
10.3.6Подсоединяют фланцы байпаса к плоским задвижкам боковых ответвлений адаптеров.
10.3.7Открывают плоские задвижки боковых ответвлений фланцевых адаптеров и направляютпоток газа по байпасу для испытания и проверки его на герметичность (см. 10.2.7)в соответствии со СНиП III-42-80* [15].По завершении испытания плоские задвижки фланцевых адаптеров закрывают.
10.3.8 Перекрытиеполости газопровода производят в следующем порядке:
- на плоские задвижки вертикальныхответвлений фланцевых адаптеров устанавливают запорные устройства «Стопл»одновременно или поочередно на обоих концах ремонтируемого участка;
- корпуса запорных устройств «Стопл»соединяют с перепускными патрубками трубной обвязкой;
- плоские задвижки боковых ответвленийфланцевых адаптеров открывают и вводят в работу байпас;
- открывают плоскую задвижкувертикального ответвления фланцевого адаптера со вторым по направлению движениягаза запорным устройством и медленно вводят в полость трубы газопровода вторуюпо направлению движения газа головку запорного устройства, контролируя величинуперепада давления на головках запорных устройств «Стопл» и герметичностьуплотняющих элементов на головках по манометрам, установленным на трубныхобвязках выравнивания давления и корпусах запорных устройств;
- при стабилизации давления наперекрываемом участке после установки в рабочее положение второго понаправлению движения газа запорного устройства открывают плоскую задвижкувертикального ответвления фланцевого адаптера с первым по направлению движениягаза запорным устройством и медленно вводят в полость трубы первую понаправлению движения газа головку запорного устройства;
- давление между запорными головкамисбрасывают через трубную обвязку запорных устройств и свечи, врезаемые поконцам участка проведения огневых работ (аналогично 7.2),освобождая участок газопровода, подлежащий ремонту, от газа.
10.3.9 Для повышения герметичностиремонтируемого участка перед проведением огневых работ после установки запорныхустройств «Стопл» могут дополнительно устанавливать запорные шары (см. 10.2.10).
10.3.10 Производят ремонт (замену)дефектных трубы, ЗРА, СДТ (см. 10.2.11).
10.3.11 После ремонта участка газопроводаудаляют запорные шары (в случае их использования) и заваривают технологическиеотверстия, вытесняют воздух из отремонтированного участка и выравниваютдавление по обе стороны запорных головок каждого запорного устройства «Стопл»через перепускные патрубки трубной обвязки.
10.3.12 Выводят расположенную первой понаправлению движения потока газа запорную головку, затем вторую.
10.3.13 Проводят испытаниеотремонтированного участка трубы (см. 10.2.14).
10.3.14 Демонтажзапорных устройств «Стопл» и байпаса производят в следующем порядке:
- плоские задвижки перепускных патрубковзакрывают, трубную обвязку между ними и корпусами запорных устройств «Стопл»демонтируют;
- закрывают плоские задвижки вертикальныхответвлений фланцевых адаптеров, выпускают газ из корпусов запорных устройств идемонтируют запорные устройства;
- закрывают плоские задвижки боковыхответвлений фланцевых адаптеров и демонтируют байпас.
Работы проводят одновременно на двухконцах отремонтированного участка.
10.3.15 Монтаж двухсиловых заглушек LOR, демонтаж плоских задвижек свертикальных и боковых ответвлений фланцевых адаптеров, демонтаж двух фланцевыхадаптеров и монтаж двух глухих фланцев на вертикальных ответвленияхравнопроходных (стопльных) тройников производят в следующем порядке:
- закрепляют на заглушке LOR вырезанный темплет для предотвращения застреванияочистных устройств и дефектоскопов, предварительно очистив его от наплавленныхприхваток (см. 7.5.3);
- машину для врезки устанавливают наплоскую задвижку фланцевого адаптера, открывают плоскую задвижку, вытесняютвоздух из адаптера машины, выравнивают давление в адаптере машины, по обестороны задвижки и в газопроводе;
- опускают заглушку LOR во фланец LOR равнопроходного (стопльного)тройника и устанавливают ее в стопорном кольце фланца, сегментами стопорногокольца фланца закрепляют заглушку;
- задвигают борштангу в адаптер машины,стравливают газ из адаптера, демонтируют машину, плоскую задвижку и фланцевыйадаптер;
- устанавливают глухой фланец спрокладкой на фланец LORравнопроходного (стопльного) тройника и закрепляют его болтами.
Аналогичные работы производятпоследовательно на другом конце участка.
10.3.16 При использовании способаподсоединения байпаса и перекрытия полости газопровода через фланцевые адаптерыс боковым ответвлением на газопроводе после демонтажа байпаса вместо четырехравнопроходных (стопльных) тройников (см. рисунок 22) остаются дваравнопроходных (стопльных) тройника.
10.3.17 По завершении работ поднимаютдавление на отремонтированном участке до уровня проходного рабочего давлениягазопровода, проводят испытание отремонтированного участка проходным рабочимдавлением.
10.3.18 Сварные швы приварки узлов врезкиоформляют как гарантийные стыки.
10.4.1 Ремонт методом полной заменыучастка газопровода с подсоединением вновь построенного участка и перекрытиемполости трубы через тройники с боковым ответвлением выполняют с помощьювертикальной врезки перпендикулярно поверхности земли через плоские задвижки,установленные на фланцах LOR вертикальныхответвлений тройников.
Вновь построенный участок газопроводаподсоединяют к боковым ответвлениям тройников сварным соединением, как показанона рисунке 25. Замененный участок газопровода демонтируют.
10.4.2 Производят приварку двухравнопроходных тройников типа V с боковымответвлением в местах предполагаемого перекрытия полости трубы газопровода идвух перепускных патрубков для монтажа трубной обвязки выравнивания давлениязапорных устройств и стравливания газа. При врезках с условным диаметромвырезаемого отверстия Dу= 600 мм и более в спирально-шовные ипрямошовные трубы следует использовать ребра жесткости, как показано вприложении Е. Монтаж, приварку тройников и контроль качества сварных швовприварки производят в соответствии с положениями разделов 7 и 8.
10.4.3 Под тройники с боковымответвлением устанавливают поддерживающие трубу газопровода опоры на твердыхнастилах, рассчитанные на суммарный вес устанавливаемого оборудования.
10.4.4 Проводят подготовку вновьпостроенного участка газопровода в соответствии со СНиП III-42-80* [15].
10.4.5 На вертикальных ответвленияхтройников монтируют плоские задвижки. Приваривают новый участок газопровода кбоковым ответвлениям тройников.
10.4.6 Врезку вновь построенного участкагазопровода и запорных устройств «Стопл» производят в следующем порядке:
- на машину для врезки монтируют адаптери фрезу для вырезания равнопроходных отверстий;
- машину для врезки устанавливают наплоскую задвижку вертикального ответвления тройника, закрепляют шпильками,задвижку открывают, проводят проверку герметичности фланцевых соединенийстыковочного узла и испытание тройника;
- вырезают отверстие в стенкегазопровода, закрывают плоскую задвижку и демонтируют машину (аналогично 10.2.5).
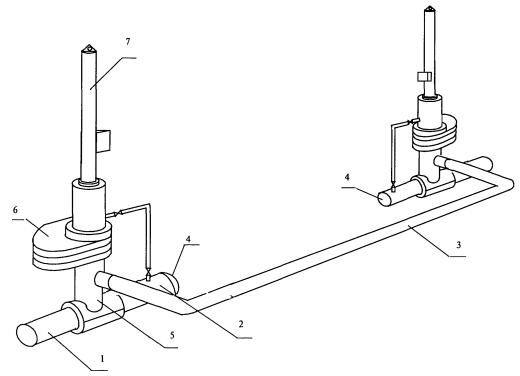
1 - магистральный газопровод; 2 -ремонтируемый участок; 3 - вновь построенный участок газопровода; 4 -сферические заглушки; 5 - разрезной тройник с боковым ответвлением (тип V); 6 - плоская задвижка запорного устройства;7 - запорное устройство «Стопл»
Рисунок 25 - Врезка вновь построенногоучастка и перекрытие полости газопровода через тройники с боковым ответвлением
- для монтажатрубной обвязки запорных устройств «Стопл» на фиттинг TOR перепускного патрубкаустанавливают ручной сверлильный станок, вырезают отверстие в стенке трубы,закрывают фиттинг и демонтируют станок.
Аналогичнуюработу производят последовательно на другом конце участка, подлежащего ремонту.
10.4.7 Проводятпроверку на герметичность и испытание лупинга под давлением перекачиваемогогаза, равным допустимому рабочему на период проведения работ по врезке нагазопроводе под давлением. Продолжительность проверки и испытания принимают всоответствии со СНиП III-42-80* [15].
10.4.8Производят монтаж запорных устройств «Стопл» и перекрытие полости трубыгазопровода аналогично 10.3.8.
10.4.9 Дляповышения герметичности локализации ремонтируемого участка перед проведениемогневых работ после установки запорных устройств «Стопл» могут дополнительноустанавливать запорные шары аналогично 10.2.10.
10.4.10Замененный участок демонтируют, к трубе ремонтируемого газопровода привариваютсферические заглушки.
10.4.11 Поокончании работ удаляют запорные шары и заваривают технологические отверстия (вслучае использования запорных шаров), выравнивают давление по обе сторонызапорных головок каждого запорного устройства «Стопл» через перепускныепатрубки трубной обвязки.
10.4.12Производят демонтаж запорных устройств «Стопл» аналогично 10.3.14одновременно на двух концах отремонтированного участка.
10.4.13Производят монтаж силовых заглушек, демонтаж плоских задвижек и монтаж глухихфланцев последовательно на одном, затем на другом конце ремонтируемого участкааналогично 10.3.15.
10.4.14 Приремонте методом врезки вновь построенного участка и перекрытия полостигазопровода через тройники с боковым ответвлением на газопроводе по завершенииработ вместо четырех разрезных тройников (см. рисунок 22) остаются дваразрезных тройника с боковым ответвлением.
10.4.15 Позавершении работ поднимают давление во вновь построенном участке до уровняпроходного рабочего давления газопровода, проводят испытание вновь построенногоучастка проходным рабочим давлением.
10.4.16 Сварныешвы приварки узлов врезки оформляют как гарантийные стыки.
11.1 При врезке газопровода-отвода (перемычки,лупинга, перехода) заключительные работы включают:
- присоединение газопровода-отвода(перемычки, лупинга, перехода),
- очистку и изоляцию трубы магистральногогазопровода, узла врезки и газопровода-отвода (перемычки, лупинга, перехода),
- засыпку котлована и траншеи,обустройство ограждения крановых узлов.
11.2 Подсоединение газопроводов-отводов,перемычек между системами газопроводов, лупингов, переходов
11.2.1 В случае подсоединениягазопроводов-отводов, перемычек между системами газопроводов, лупингов,переходов используют компенсаторы, которые монтируются с помощью сварного илифланцевого соединения:
а) при использовании сварного соединения:
- компенсатор приваривают к переходномупатрубку шарового крана;
- производят монтаж и приварку к компенсаторугазопровода-отвода (перемычки, лупинга);
б) при использовании фланцевогосоединения:
- к компенсатору приваривают трубу-отводс фланцем;
- ответный фланец переходного патрубкашарового крана состыковывают с фланцем компенсатора и закрепляют соединениешпильками (болтами);
- производят монтаж и приварку ккомпенсатору газопровода-отвода (перемычки, лупинга, перехода).
11.2.2 В случае монтажагазопровода-отвода (перемычки, лупинга, перехода) без компенсатора выполняютсварное соединение переходного патрубка шарового крана и газопровода-отвода(перемычки, лупинга, перехода) либо фланцевое соединение ответного фланцапереходного патрубка шарового крана и фланца газопровода-отвода (перемычки,лупинга, перехода);
11.2.3 Сборку и сварку стыков производятсогласно СТО Газпром 2-2.3-137-2007 [14],контроль качества - согласно СТОГазпром 2-2.4-083.
Гарантийные сварные соединенияконтролируют радиографическим и ультразвуковым методами в объеме 100 % каждый.По результатам расшифровки рентгеновских снимков и данных УЗК в случаеобнаружения дефектов, выходящих на поверхность, применяют капиллярный методдефектоскопии для уточнения границ дефектов.
11.3 Окончательную очистку поверхноститрубы магистрального газопровода, узла врезки и газопровода-отвода (перемычки,лупинга, перехода) производят только вручную металлическими щетками илиэлектро-, пневмоинструментом с щетками. Очищенная поверхность должна бытьсерого цвета с характерным металлическим блеском.
11.4 Изоляцию трубы магистральногогазопровода, узла врезки и газопровода-отвода (перемычки, лупинга, перехода)производят в соответствии с нормативными документами ОАО «Газпром».
11.4.1 Трубы газопровода (перемычки,лупинга, перехода), узла врезки и шаровой кран изолируют вручную покрытиями,установленными проектом на магистральный газопровод и газопровод-отвод(перемычку, лупинг).
11.4.2 Для изоляции подземной частишарового крана и узла врезки (при использовании тройника с боковымответвлением), их поверхностей на расстоянии не менее 15 см над землей и отвода(перемычки, лупинга) применяют изоляцию усиленного типа.
Надземную часть шарового крана, узлаврезки и отвода (перемычки, лупинга) изолируют покрытием для защиты от атмосферныхосадков.
11.4.3 Производят контроль качестваизоляционных покрытий на сплошность по всей поверхности, особенно нижней части,визуально и дефектоскопом, толщину покрытия - толщиномером, прилипаемость(адгезию) - адгезиметром.
11.5 Производят засыпку котлована итраншеи:
- вручную вокруг трубы, узла врезки,шарового крана насыпают мягкий грунт слоем не менее 20 см и уплотняют его;
- производят окончательную засыпку грунтав котлован и траншею бульдозером, исключая наезд бульдозера на трубы, узел врезкии повреждение наземной части шарового крана;
- засыпанный грунт планируют и наносятплодородный слой грунта, перемещая его бульдозером из отвала временногохранения.
11.6 При использовании шаровых кранов,тройников с боковым ответвлением и устройств для перекрытия полости газопроводатипа «Стопл» с целью исключения их повреждения производят обустройство наземныхограждений. Размеры ограждений и порядок производства работ вокруг нихрегламентируют правила [20].
11.7 При подсоединении к магистральномугазопроводу перемычки, лупинга, перехода заключительный этап работ выполняют вдвух местах их подключения.
11.8 При выборочном капитальном ремонтеучастка газопровода, ЗРА, СДТ с врезкой временного байпаса или вновьпостроенного участка газопровода под давлением заключительный этап работвключает:
- изоляцию отремонтированного или вновьпостроенного участка трубы магистрального газопровода, разрезных тройников(отводных, стопльных, с боковым ответвлением), перепускных патрубков, ЗРА, СДТ;
- засыпкукотлована;
- обустройствоназемных ограждений аналогично 11.6.
12.1 Врезкуотводов, перемычек, лупингов, байпасов, переходов и перекрытие полостигазопровода под давлением следует производить под руководством ответственноголица, прошедшего проверку знаний правил производства работ и допущенного круководству этими работами.
12.2 Передначалом работ ответственное лицо должно проинструктировать исполнителей помероприятиям, предусмотренным нарядом-допуском и планом организации огневыхработ (при сложных огневых работах).
12.3 Привыполнении работ необходимо соблюдать требования настоящего стандарта, СТОГазпром 14 и правил [7].
12.4Сварочно-монтажные работы, испытание узлов врезки, вырезку отверстий иперекрытие полости газопровода под давлением выполняют специализированныебригады.
Персоналспециализированных бригад должен быть аттестован на знание требованийнастоящего стандарта.
Персонал, неучаствующий в проведении специализированных работ, на время их выполнениядолжен находиться за пределами охранной зоны. Оборудование, не задействованноев выполнении специализированных работ, также должно находиться за границамиохранной зоны.
Весь персонал,занятый на выполнении как специализированных, так и неспециализированных работ,должен быть обучен правилам и приемам оказания первой (доврачебной) помощи.
12.5 Машинистыи операторы машин должны соблюдать требования по безопасной эксплуатации машинсогласно соответствующим инструкциям.
Механизмы исредства транспорта с двигателями внутреннего сгорания должны иметьискропламегасители на выхлопных трубах.
Осветительное,сварочное оборудование и механизмы должны иметь исправную электропроводку.
12.6 Передначалом работ должны быть определены границы опасной зоны.
Концентрациягорючих паров и газов в зоне проведения работ не должна превышать предельнодопустимую взрывобезопасную, равную 20 % от величины НКПВ. Количественноесодержание горючих газов и их паров в воздухе следует определять перед началомогнеопасных работ и периодически в процессе их проведения газоиндикаторами. Принеобходимости следует обеспечить принудительную вентиляцию зоны проведенияработ.
12.7 Огневые работы разрешается проводитьпри наличии на месте их проведения необходимых противопожарных средств иоборудования.
12.8 Работы по сварке и врезке нагазопроводах под давлением следует проводить только в светлое время суток, апри плохой видимости места производства работ должны освещаться светильникамиво взрывозащищенном исполнении.
12.9 Места производства работ по врезке иперекрытию должны быть защищены навесом или укрытием от атмосферных осадков иветра при его скорости более 5 м/с.
При скорости ветра выше 10 м/с проведениесварочно-монтажных работ не допускается. При изменении направления ветра всторону расположения жилых зданий проведение работ по врезке под давлением следуетпрекратить.
Место врезки должно располагаться нарасстоянии не менее 250 м от отдельно стоящих жилых зданий независимо откатегории участка газопровода.
12.10 Выполнение работ на оборудованиидля врезки и перекрытия полости газопровода под давлением следует производить встрогом соответствии с инструкциями по эксплуатации специального оборудования.
12.11 При использовании шаровых кранов,фланцевых соединений для подключения газопровода-отвода, перемычки, лупинга,байпаса в перечне работ по обследованию линейной части магистральногогазопровода эксплуатирующей или специализированной организации следуетпредусмотреть периодический осмотр крановых узлов, земляных колодцев в местахфланцевых соединений на предмет отсутствия утечек и повреждения ограждений.
12.12 При очистке поверхности газопроводаперсоналу следует пользоваться респираторами по ГОСТ12.4.004 (либо марлевыми повязками) и иметь предохранительные очки по ГОСТ Р12.4.013.
При работе на открытом воздухе в зимнеевремя персонал должен быть обеспечен утепленной спецодеждой и спецобувью по ГОСТ12.4.010, ГОСТ12.4.137, ГОСТ29335, ГОСТ29338, защитными масками для лица.
12.13 Ответственность за соблюдениетребований техники безопасности и охраны труда, укомплектованность спецодеждой,индивидуальными средствами защиты и средствами оказания первой помощи привыполнении работ в соответствии с ППР возлагается на руководителяспециализированной организации (АВП, УАВР) или специализированногоподразделения эксплуатирующей организации, выполняющей работы.
А.1 Химическийанализ выполняют в трассовых условиях с применением переносных (мобильных)приборов или в лабораторных условиях атомно-эмиссионными и/или другимиметодами, регламентированными действующими нормативными документами иобеспечивающими необходимую точность, соответствующую требованиям нормативнойдокументации на трубы нефтегазового сортамента и прокат для их изготовления.Идентификацию металла труб проводят согласно требованиям ВРД39-1.11-014-2000 [6].
А.2 Дляпроведения анализа химического состава металла труб, находящихся под давлением,применяют портативные оптико-эмиссионные анализаторы. Анализ поверхностиплощадью 20´40 мм, зачищенной от следовзагрязнения, защитных покрытий, окалины и зашлифованной до металлическогоблеска, проводят методом фотоэлектрического спектрального анализа по ГОСТ 18895 в среде аргона. Применяютпортативные оптико-эмиссионные анализаторы Spectroport производства фирмы SPECTRO(Германия) и ARC-MET производства фирмы Metorex(Финляндия), имеющих разрешение Ростехнадзора на применение.
А.3 Допускаетсяпроведение анализа химического состава металла труб, находящихся под давлением,в лабораторных условиях методом рентгеноспектрального микроанализа. Микропробы(металлическая стружки, опилки) отбирают с поверхности анализируемой трубы,зачищенной от следов загрязнения, защитных покрытий, окалины, в трех местах нарасстоянии от 5 до 10 мм друг от друга при размере частиц стружки площадью впределах от 0,25 до 1,0 мм2 и толщиной от 0,01 до 0,20 мм. Местаотбора микропроб выбирают на расстоянии не менее 20 мм от имеющихся сварныхшвов, мест ремонта, приварки и других, где структура металла может бытьискажена. Для отбора микропроб используют шабер или другие приспособления.Место соскоба микропробы должно иметь плавные края, не иметь царапин с острымиуглами и не выходить за минусовой допуск трубы. После снятия соскоба остаточнуютолщину стенки трубы контролируют ультразвуковым методом по ГОСТ14782 сиспользованием толщиномеров по ГОСТ28702.
| Толщина стенки тройников и деталей узлов врезки d, d1, мм | Минимальный предел текучести sтmin, МПа (кгс/мм2) | Временное сопротивление разрыву sв, МПа (кгс/мм2) | Ударная вязкость KCU, Дж/см2 (кгс м/см2), не менее | Ударная вязкость при минимальной температуре стенки при эксплуатации KCV, Дж/см2 (кгс м/см2), не менее |
| До 16 включ. | 325 (33) |
| 29,4 (3) |
|
| Св. 16 до 25 включ. |
| От 490 (50) | 29,4 (3) |
|
| Св. 25 до 30 включ. | 310 (32) | до 588 (60) | 39,2 (4) | 29,4 (3) |
| Св. 30 до 32 включ. |
| включ. | 49,0 (5) |
|
| Св. 32 | 295 (30) |
| 49,0 (5) |
|
Примечания
1 Допускается удлинительныекольца ответвлений штампосварных тройников диаметром до 530 мм изготавливать изматериалов с sв не менее 412 МПа (42 кгс/мм2) на давление до 7,5 МПа (75кгс/см2).
2 Относительное удлинение металлатройников d5 не менее: при толщине стенки тройника до 20 мм - 20 %, свыше 20 мм - 19%.
3 Общие требования к готовымизделиям: sт/sв не менее 0,6.
4 Ударную вязкость определяют наобразцах типов 1-3 по ГОСТ9454 при температуре минус60°С для районов Крайнего Севера и минус 40°С для остальных районов, еслипроектная документация не регламентирует более жестких требований.
В.1.1 Настоящие технические требованияраспространяются на тройники разрезные сварные, штампосварные из стальных труби листовой стали из стальных отливок на Ру до 10,0МПа (до 100 кгс/см2) (далее - тройники), равнопроходные и отводные,условным диаметром Dу от 300 мм до 1400 мм, привариваемые на газопроводе поддавлением.
В.1.2 Тройники предназначены дляиспользования при производстве работ на газопроводах под давлением безостановки транспорта газа для врезки отводов, перемычек и лупингов вгазопровод, для врезки байпасов и перекрытия полости трубы при проведениивыборочного капитального ремонта газопровода.
В.1.3 Тройники изготавливают вклиматическом исполнении УХЛ категории 1 по ГОСТ15150. Минимальная температура воздуха при строительно-монтажных работахдля тройников - минус 40 °С (233 °К).
В.2.1 Тип конструктивного исполнениятройников, применяемых для выполнения работ по врезке и перекрытию нагазопроводах под давлением (см. рисунки В.1-В.5):
- разрезной штампосварной сцельноштампованным ответвлением (тип III);
- разрезной сварной с приварнымответвлением (тип IV);
- то же во фланцевом исполнении вкомплекте с заглушкой и глухим фланцем;
- разрезной сварной с боковымответвлением, во фланцевом исполнении в комплекте с заглушкой и глухим фланцем(тип V).
В.2.2 Тройники должны быть заводскогоизготовления. Условное обозначение тройников при заказе должно содержать: типконструктивного исполнения, размеры, рабочее давление, ссылку на техническиеусловия предприятия-изготовителя.
Тройники должны соответствоватьтребованиям настоящих технических условий, техническим условиям и рабочимчертежам предприятия-изготовителя, утвержденным в установленном порядке.
В.2.3 Для тройников установлен следующийряд рабочих давлений: 5,4; 7,4; 9,8 МПа. Коэффициент надежности по нагрузке(внутреннее давление в трубопроводе) тройников принимают п = 1,1; коэффициент условий работы т = 0,75; коэффициент безопасности поматериалу - согласно РД 51-31323949-58-2000 [20].
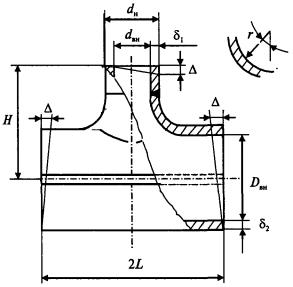
Рисунок B.1 - Тройник разрезной штампосварной
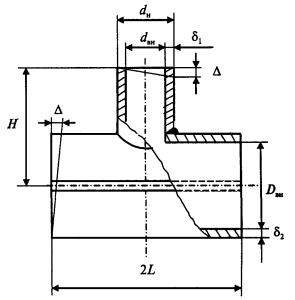
Рисунок В.2 - Тройник разрезной сварной
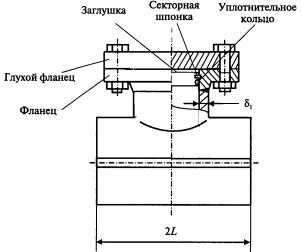
Рисунок В.3 - Тройник разрезной сварной,штампосварной (типы III, IV)во фланцевом исполнении в комплекте с заглушкой и глухим фланцем
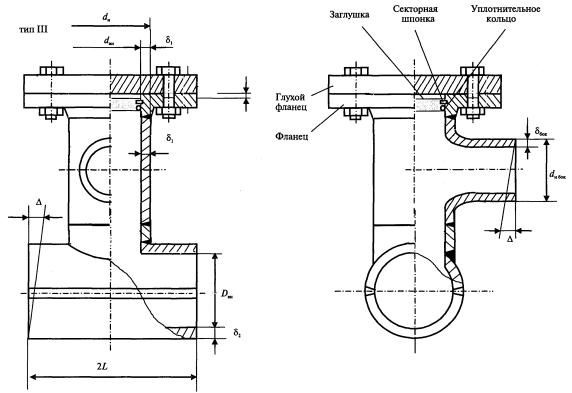
Рисунок В.4 - Тройник разрезной сварной сбоковым ответвлением в комплекте с заглушкой и глухим фланцем
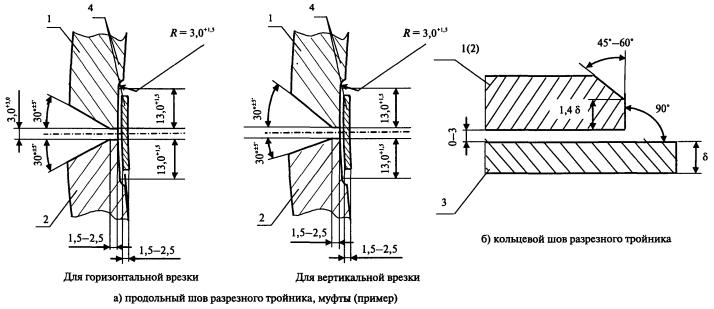
1, 2 - верхняя и нижняя половины стенкитройника; 3 - стенка газопровода; 4 - подкладная пластина под продольный шов
Рисунок В.5 - Форма разделки кромокразрезного тройника (муфты)
В.2.4 Условные обозначения:
- Dвн -внутренний диаметр тройника, Dвн = Dн г; Dвн ф = Dвн + DDвн;
- Dнг - наружный диаметр газопровода, мм;
- Dу вн - условный внутренний диаметр тройника;
- Dвн ф -фактический внутренний диаметр тройника, мм;
- DDвн - предельное отклонение внутреннего диаметратройника, с учетом допуска на отклонение наружного диаметра газопровода отноминального;
- dн, dвн - соответственно, наружный и внутренний диаметрывертикального ответвления тройника, мм; dн £ Dвн;
- dн бок, dвн бок - соответственно, наружный и внутренний диаметрыбокового ответвления тройника, мм; dн бок £ Dвн;
- d1 - толщинастенки вертикального ответвления тройника, мм;
- dбок -толщина стенки бокового ответвления тройника, мм;
- d2 -толщина стенки магистральной части тройника, мм;
- 2L - длина тройника, мм;
- Н- условная высота тройника, мм;
- r - радиус закругления ответвления тройниковштампосварных.
В.2.5 При разработке и заказе тройниковпринимают:
- условный внутренний диаметрмагистральной части тройников от 300 до 1400 мм; условный наружный диаметрответвлений тройников от 100 до 1400 мм;
- толщину стенки магистральной частитройника не менее чем в 1,5¸2 раза превышающей толщину стенки газопровода; толщинустенки ответвлений тройников не менее чем в 1,5 раза превышающей толщину стенкигазопровода-отвода, полученную по результатам гидравлического расчета;
- длину тройников равной не менее чемдвум внутренним диаметрам ответвления и не менее чем диаметр фланца ответвлениядля тройников во фланцевом исполнении;
- условную высоту тройников минимальновозможной; для получения необходимой высоты ответвления тройников с концом подприварку условную высоту принимают не менее 0,5 Dвн + d2 + 200мм, тройников штампосварных - включая кольцо, приваренное к отбортованнойгорловине, высотой не менее 0,2 dн(или min 100 мм).
В.2.6 Размеры тройников и предельныеотклонения размеров уточняют при разработке конструкторской документации натройники.
В.2.7 Тройники для врезки отводов,перемычек и лупингов через шаровые краны изготавливают с отводным патрубком сконцом под приварку (см. рисунки В.1-В.2), тройники для ремонта газопровода сврезкой байпаса и перекрытием полости трубы изготавливают во фланцевомисполнении (см. рисунок В.3). Тройники с боковым ответвлением изготавливают свертикальным отводным патрубком во фланцевом исполнении и боковым ответвлением- с концом под приварку (см. рисунок В.4) или во фланцевом исполнении.
Высоту (длину) ответвлений тройников,наружный диаметр, количество и диаметр отверстий фланцев уточняют при заказетройников с учетом технических характеристик специального оборудования,работающего в комплекте с тройниками.
Фланцы тройников, герметизирующиезаглушки и глухие фланцы изготавливают по ТУ предприятия-изготовителя и рабочимчертежам, утвержденным в установленном порядке. Фланцы LOR и заглушки LORкомпании «Т.Д. Вильямсон» [8] изготавливают по чертежам разработчика наотечественном предприятии либо на предприятии разработчика.
В.2.8 Разделку кромок под приваркупродольных стыковых соединений и кольцевых соединений приварки тройников к телутрубопровода выполняют в заводских условиях (см. рисунок В.5). Подкладныепластины под продольные стыковые соединения тройников изготавливают в заводскихусловиях и поставляют в комплекте с тройниками.
В.2.9 Форма разделки кромок под приваркуи приварка в заводских условиях ответвления к магистральной части тройникасварного, кольца ответвления к отбортованной горловине тройника штампосварного,фланцев к ответвлениям тройников должны соответствовать ГОСТ16037.
Приварку выполняют в приспособлении,обеспечивающем строго перпендикулярное положение оси ответвления и фланца к осимагистральной части тройника. Допускается отклонение не более +1 мм. Приваркувыполняют с обязательной подваркой корня шва.
При наложении корневого слоя шва приваркиответвлений тройников для врезки отводов, байпасов, перемычек, лупинговдопускается обратный валик высотой не более 1,5 мм. При наложении корневогослоя шва приварки ответвлений тройников для перекрытия полости трубы обратныйвалик не допускается, усиление сварного шва должно быть снято заподлицо свнутренней поверхностью ответвления тройника.
В.2.10 Сборку и сварку тройников сварныхи штампосварных на отечественном предприятии производят согласно требованиямтехнологической документации предприятия-изготовителя, разработанной всоответствии с требованиями ОАО «Газпром», утвержденной в установленномпорядке.
В.2.11 Сварочные материалы, применяемыепри изготовлении сварных и штампосварных тройников, должны иметь сертификаты,удовлетворять требованиям стандартов или технических условий на поставкуконкретной марки сварочных материалов и обеспечивать механические свойствасварного соединения согласно СНиП 2.05.06-85* [5].
В.2.12 Для сварки тройников следуетприменять электроды с основным покрытием. Выбор электродов производят взависимости от нормативного временного сопротивления разрыву основного металла.Сварочные электроды, прошедшие аттестацию и рекомендованные к применению,приведены в разделе Г.6 (приложение Г). Сварочныеэлектроды непосредственно перед их использованием прокаливают согласнотребованиям завода-изготовителя.
Применение порошковой проволоки для сваркитройников при их изготовлении допускается при обязательной аттестациисоответствующей технологии.
В.2.13 Перед прихваткой и ручной дуговойсваркой корневого шва приварки ответвления тройника выполняют предварительныйподогрев кромок. Параметры подогрева следует принимать согласно 7.1 взависимости от эквивалента углерода стали, толщины стенок стыкуемых элементов итемпературы окружающего воздуха.
В.2.14 Сварка должна быть многопроходнойиз расчета два слоя на каждые 10 мм толщины. Каждый слой сварного шва передналожением последующего очищают металлической щеткой. Сварку производят безперерывов в работе, при вынужденных перерывах, во время которых стык остывает,перед возобновлением сварки обеспечивают подогрев согласно 7.1.
После сварки проводят тщательную очисткузоны сварного соединения от брызг и загрязнений, наружный осмотр и обмер насоответствие настоящим техническим требованиям.
В.2.15 Сварку при изготовлении тройниковвыполняют сварщики с квалификацией не ниже 5 разряда, прошедшие аттестацию всоответствии с ПБ03-273-99 [4].
В.2.16 Тройники сварные и штампосварныенезависимо от марки стали, толщины стенок, рабочего давления подвергаюттермообработке - высокотемпературному отпуску для снижения уровня остаточныхнапряжений. Термическую обработку производят по технологическому процессупредприятия-изготовителя после получения положительных результатовнеразрушающего контроля качества.
В.3.1 Для изготовления разрезных сварныхи штампосварных тройников на отечественных предприятиях используют листовуюсталь, стальные электросварные прямошовные и бесшовные трубы с условнымдиаметром от Dy = 300 до Dy = 1400 мм отечественной и импортной поставки,рекомендованные для сооружения магистральных газопроводов РД51-31323949-58-2000 [20].Трубы и листовая сталь, используемые для изготовления тройников, должнысопровождаться сертификатами соответствия требованиям ТУ на трубы с указаниемзавода-изготовителя, марки стали, химического состава металла, прочностныххарактеристик.
В.3.2 Для изготовления тройников сусловным диаметром Dу = 400 мм и менее применяют трубы по ГОСТ 8732,ГОСТ8731, гр. В повышенной точности изготовления по диаметру, а также трубы по ТУ14-3-1128-82 [21]из Стали 20 по ГОСТ1050 для исполнения У по ГОСТ15150.
Для изготовления тройников с условнымдиаметром от Dу = 500 до Dy = 1400 мм применяют:
- стальной листовой прокат из сталейкласса прочности не ниже К 50 по ГОСТ 19903, ГОСТ19281;
- трубы из стали с отношением пределатекучести к временному сопротивлению не более 0,75 для углеродистой стали, 0,8- для низколегированной нормализованной стали согласно СНиП 2.05.06-85* [5].
Допускается применение сталей по другимстандартам и техническим условиям, если установленные в них требования не нижерегламентированных.
Для изготовления подкладных пластин подпродольные сварные соединения тройников толщиной от 1,5 до 2,5 мм, шириной 25мм применяют малоуглеродистые стали марок ВСт.3сп по ГОСТ 380, Сталь10, Сталь 20 по ГОСТ1050.
В.3.2 Механические свойства металлатройников принимают согласно приложению Б. Эквивалент углерода металлатройников не должен превышать 0,46 согласно СНиП2.05.06-85* [5].
В.3.3 Перед изготовлением тройниковпроводят входной контроль металла применяемых стального листа, труб, заводскогосварного шва труб в объеме 100 % каждый. Контроль производят в 2 этапа:визуальный и неразрушающими методами.
При визуальном контроле проверяютсоответствие:
- сварных швов электросварных прямошовныхтруб требованиям ТУ на трубы.
Контроль неразрушающими методамипроводят:
- сварных швов электросварных прямошовныхтруб - рентгенографическим по ГОСТ7512 и ультразвуковым по ГОСТ14782 методами.
Усиление внутреннего заводского сварногошва труб, из которых изготавливают тройник, должно быть снято до высоты 0,5 ммна всю длину тройника.
В.3.4 Трещины, рванины, расслоения,вмятины, раковины в сварных швах и металле труб, используемых для изготовлениятройников, не допускаются. Наличие дефектов в сварных швах труб, используемыхдля изготовления тройников, размеры которых превышают пределы, приведенные в приложенииЖ, не допускается. Зачистку внешних дефектов труб допускают при условии,что толщина стенки труб после зачистки не выходит за пределы минусового допускана толщину стенки тройника.
Тройники сварные и штампосварныеподвергают систематическому пооперационному контролю в процессе сборки и сваркина соответствие настоящим техническим требованиям.
Контроль температуры предварительногоподогрева свариваемых стыков производят при помощи контактных термометров илитермокарандашей.
Внешний осмотр тройников на отсутствиенедопустимых дефектов производят визуально. Обмер тройников на соответствиенастоящим требованиям производят с помощью шаблонов, угольников и другихинструментов и приспособлений.
Контроль сварных швов тройников«ответвление - стенка тройника», «кольцо ответвления - отбортованная горловина»производят неразрушающими методами в объеме 100 % каждый - ультразвуковым по ГОСТ7512 и рентгенографическим по ГОСТ14782, применяют автоматизированный ультразвуковой и рентгенотелевизионныйметоды контроля. Для контроля качества сварных соединений тройников в заводскихусловиях применяют аппараты рентгеновские по ГОСТ25113 и гамма-дефектоскопы по ГОСТ 23764.
Сварочные материалы и оборудование,применяемые при сварке тройников, должны отвечать требованиям 7.1.9.
В.5.1 Для проверки соответствияизготовленных тройников техническим требованиям предприятие-изготовительпроводит приемочный контроль, в процессе которого производят:
- внешний осмотр;
- проверку габаритных и присоединительныхразмеров;
- контроль сварного шва тройников сварныхи штампосварных неразрушающими методами - рентгенографическим и ультразвуковым;
- проверку комплектности технической итоварно-сопроводительной документации.
В.5.1.1 На наружной поверхности готовыхизделий не должно быть закатов, расслоений, грубых рисок, трещин, забоин,вмятин.
Чистота обработки поверхностей тройникадолжна соответствовать требованиям, указанным в конструкторской документации.
Кромки тройника и примыкающие к нимвнутренние и наружные поверхности не должны иметь следов ржавчины, масла идругих загрязнений.
В.5.1.2 Размеры тройника и предельныеотклонения не должны выходить за пределы установленных допусков. В качествеконтролируемого диаметра принимают фактический внутренний диаметр тройника Dвн ф.
В.5.1.3 Допустимые размеры дефектов всварных швах готовых изделий не должны выходить за установленные пределы всоответствии с приложениемЖ. Ремонту подлежат сварные швы, у которых суммарная длина дефектныхучастков не превышает 0,1 периметра сварного шва. Сварные швы подвергают толькооднократному ремонту сваркой, повторное исправление отремонтированных швов недопускается.
В.5.2 При приемочном контроле тройниковпроверяют каждое изделие. На каждый тройник составляют паспорт. Образцыпаспортов на тройники отечественного производства приведены в разделе В.9.
В.5.3 Изготовленные разрезные тройники взаводских условиях подвергают гидравлическому испытанию на стенде. Испытанияпроводят под давлением Рисп =1,5 Рраб, где Рраб- нормативное рабочее давление,в течение двух часов без течи, потения и выпучивания тройников.
В комплект поставки тройников включаютпрокладки, болты, гайки, ЗИП, эксплуатационную и товарно-сопроводительнуюдокументацию. Все прокладки, болты, гайки и др. группируют при упаковывании,упаковки сопровождают соответствующими надписями.
В комплект поставки тройников вофланцевом исполнении включают заглушки с секторными шпонками и уплотнительнымикольцами круглого сечения, глухие фланцы.
Подкладные пластины поставляют вкомплекте с разрезными тройниками.
В.7.1 На наружную поверхность каждоготройника наносят маркировку, содержащую следующие сведения: товарный знак инаименование предприятия-изготовителя, наименование и типоразмер изделия,условное давление, условное обозначение и заводской номер изделия, годизготовления (две последние цифры), клеймо предприятия-изготовителя. Образецмаркировки тройников отечественного производства приведен в разделе В.9.
В.7.2 Маркировку производят на табличкахили ударным способом и размещают в местах, указанных на рабочих чертежах по ТУпредприятия-изготовителя.
При ударном способе маркировку обводят врамку несмываемой краской и защищают антикоррозионной смазкой.
Маркировку на табличках наносят методомгравирования по ГОСТ26.008 (номер и год изготовления (две последние цифры) допускается наноситьударным способом). Транспортную маркировку производят по ГОСТ 14192.
В.7.3 Противокоррозионную защитутройников выполняют антикоррозионными материалами и покрытиями на их основе,рекомендованными ОАО «Газпром» на соответствующий тип изделий, согласнотребованиям нормативной документации на применяемый материал. Покрытие наносятв заводских (базовых) или трассовых условиях. В случае заводского (базового)нанесения покрытий абразивной очистке и обработке антикоррозионным материаломподвергают наружную и внутреннюю поверхность тройников за исключением концовпод приварку и поверхности тройника на расстоянии 80±20 мм от каждого конца. Напериод транспортировки и хранения на сварную зону наносят консервационнуюзащиту, фаски защищают заглушками.
Для правильного сопряжения половинтройника при его монтаже на газопроводе концы обеих половин с одной стороныпомечают яркой несмываемой краской.
В.7.4 При транспортировании тройниковсоблюдают требования нормативных документов, регламентирующих правила перевозкиавтомобильным, железнодорожным, речным и морским транспортом.
Тройники хранят в закрытом неотапливаемомпомещении при температуре окружающей среды от минус 50°С до плюс 50°С.
При транспортировании и хранениитройников повреждения поверхности не допускают. Тройники укладывают надеревянные доски. При погрузке тройников строго контролируют, чтобы стропы ицепи, используемые при погрузке, не вступали в металлический контакт стройником. (Рекомендуется использовать деревянные прокладки.) Тройники спокрытием заводского (базового) нанесения обеспечивают дополнительной защитой(упаковкой) от механических повреждений на период транспортировки.
В.8.1 Тройники эксплуатируют в условиях сумеренным, морским и холодным климатом по ГОСТ16350.
В.8.2 Тройники монтируют на газопроводе,находящемся под давлением перекачиваемого газа. В месте монтажа тройникаповерхность газопровода очищают от изоляции, места наложения сварных швовприварки тройника к стенке газопровода зачищают до металлического блеска сиспользованием приспособлений безударного действия не менее чем на 150 мм пообе стороны окружности сварки. Выпуклость продольного сварного шва газопроводазашлифовывают заподлицо с поверхностью трубы на расстояние, равное длине тройника плюс 50 мм с каждойстороны от него, и проверяют на отсутствие дефектов ультразвуковым методом. Приобнаружении поверхностных или внутренних дефектов, утонения стенки трубы,превышения допусков на размеры трубы место монтажа тройника сдвигают.
В.8.3 Сваркупродольных стыковых швов тройника между собой выполняют стыковым соединением соскосом кромок односторонним швом на всю толщину стенки тройника до остающейсяметаллической подкладной пластины между телом трубы и тройника. Сваркукольцевых нахлесточных швов тройника с поверхностью трубы выполняют на толщинустенки тройника, равную 1,4 толщины стенки газопровода.
При сваркетройников на газопроводе под давлением применяют сварочные материалы иоборудование согласно требованиям 7.1.9.
ПАСПОРТТройник разрезной сварнойПредприятие-изготовитель ______________________________________________________ Адрес ________________________________________________________________________ Заводской № __________________________________________________________________ Дата изготовления _____________________________________________________________ Основные технические данные Наименование и условное обозначение изделия ____________________________________ Рабочее давление Рраб, МПа (кгс/см2) _____________________________________________ Масса ___________________ кг Температура эксплуатации от минус _____°С до плюс _____°С. Рабочая среда _________________________________________________________________ Материал тройника (листовая сталь, труба, марка стали, ГОСТ, ТУ): Магистрали тройника __________________, ответвления тройника ____________________ Копия сертификата № _____________________ Химический состав: [С]э = С = Mn = Si = Ni = Сr = Cu = V = Ti = Mo = S = Р = Механические свойства: sв, кгс/мм2 = sт, кгс/мм2 = отн. удл., % = KCU__ (_____°С) = Сведения о сварщиках (Ф.И.О., клеймо) ___________________________________________ Вид сварки, сварочный материал (ГОСТ, № сертификата) ____________________________ Метод проверки качества сварных швов ___________________________________________ Термообработка (температура, скорость нагрева, время выдержки, охлаждения) _________ Свидетельство о приемке Наименование и обозначение изделия ____________________________________________ соответствует требованиям ТУ ___________________________и признан годным для эксплуатации с указанными в настоящем паспорте параметрами и средой. Дата заключения ___________________
Гарантии поставщика. Изготовитель гарантирует соответствие тройника требованиям ТУ _______________. При обнаружении дефектов, вызванных некачественным изготовлением и утвержденных соответствующим актом, изготовитель обязуется устранить дефекты.
Руководитель предприятия _____________________ Начальник ОТК __________________ м.п. «____» __________ 200____ г.
|
| ПАСПОРТ Тройник разрезной штампосварной Предприятие-изготовитель ________________________________________________________ Адрес __________________________________________________________________________ Заводской № ____________________________________________________________________ Дата изготовления _________________________Основные технические данные Наименование и условное обозначение изделия _______________________________________ Рабочее давление Рраб, МПа (кгс/см2) ________________________________________________ Масса ___________________ кг Температура эксплуатации от минус _____°С до плюс _____°С. Рабочая среда ___________________________________________________________________ Материал тройника (листовая сталь, труба, марка стали, ГОСТ, ТУ): Магистрали тройника _____________________, ответвления тройника ___________________ Копия сертификата № _____________________ [С]э= С = Mn = Si = Ni = Cr = Сu = V = Ti = Mo = S = P = Механические свойства: sв, кгс/мм2 = sт, кгс/мм2 = отн. удл., % = KCU__ (____°С) = Сведения о сварщиках (Ф.И.О., клеймо) _____________________________________________ Вид сварки, сварочный материал (ГОСТ, № сертификата) ______________________________ Метод проверки качества сварных швов _____________________________________________ Термообработка (температура, скорость нагрева, время выдержки, охлаждения) ___________ Свидетельство о приемке Наименование и обозначение изделия _______________________________________________ соответствует требованиям ТУ ____________________________ и признан годным для эксплуатации с указанными в настоящем паспорте параметрами и средой. Дата заключения __________________
Гарантии поставщика. Изготовитель гарантирует соответствие тройника требованиям ТУ _____________. При обнаружении дефектов, вызванных некачественным изготовлением и утвержденных соответствующим актом, изготовитель обязуется устранить дефекты.
Руководитель предприятия _____________________ Начальник ОТК ____________________ м.п. «____» __________ 200____ г.
|
В.9.3 Образец маркировки разрезного тройника
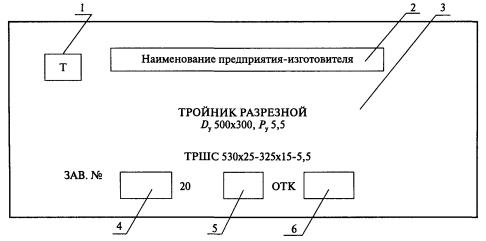
Условные обозначения: 1 - товарный знакпредприятия-изготовителя; 2 - наименование изделия, типоразмер изделия,условное давление; 3 - условное обозначение изделия; 4 - заводской номер; 5 -год изготовления (две последние цифры); 6 - клеймо ОТК.
Примеры обозначений тройников:ТРШС 530´25-325´15-5,5- тройник разрезной штампосварной с наружным диаметром 530 мм и толщиной стенки25 мм, с наружным диаметром ответвления 325 мм и толщиной стенки 15 мм нарабочее давление 5,5 МПа; ТР 530´25-325´15-5,5 - то же, тройник разрезной сварной.
Г.1.1 Производственную аттестациютехнологий сварки, применяемых при врезке узлов на газопроводе под давлением,проводят согласно требованиям РД03-615-03 [1] и других руководящих и методических документов САСв.
Г.1.2 Производственную аттестациютехнологий сварки, регламентированных настоящим стандартом, проводят с цельюподтверждения того, что организация, применяющая технологии сварки по врезкеузлов на газопроводе под давлением, обладает необходимыми техническими,организационными возможностями и квалифицированными кадрами для выполнениясварочных работ. Производственную аттестацию проводит организация, выполняющаясварочные работы на газопроводе под давлением, совместно с аттестационнымцентром по сварке газопроводов. Форма заявки на производственную аттестациютехнологий сварки приведена в разделе Г.2.
Г.1.3 Производственную аттестациюпроводят путем сварки КСС узлов и/или деталей узлов врезки, однотипныхпроизводственным (по классам прочности материалов труб, диаметрам, толщинамстенок, типам конструкций узлов врезки), на стенде с моделированием основныхтехнологических параметров, идентичных реальным условиям производства сварочныхработ по врезке узлов на газопроводе под давлением.
Г.1.4 Производственную аттестациютехнологий сварки узлов врезки выполняют в горизонтальном положении оси трубы(допускается отклонение оси трубы от 0° до 10°), продольные стыковые сварныесоединения узлов врезки располагают на середине боковых четвертей трубы привертикальной врезке или на середине верхней и нижней четвертей трубы пригоризонтальной врезке.
Группы однотипных конструкций узловврезки, сварных соединений приведены в таблицах Г.1.1-Г.1.4.
Область распространения результатовпроизводственной аттестации технологий сварки узлов врезки: 1 группа - наконструктивное исполнение узла врезки типа I; 2 группа - на конструктивное исполнение узла врезкитипов I-II; 3 группа -на конструктивное исполнение узла врезки типов III-V, типконструктивного исполнения узла врезки принимают согласно 6.1.
| Номер группы (индекс однотипности) по типам | Тип конструктивного исполнения узла врезки | Наименование |
| 1 | I | Отводной патрубок с усиливающей накладкой |
| 2 | II | Разрезная муфта с отводным патрубком |
| 3 | III | Разрезной тройник приварной штампосварной с цельноштампованным ответвлением или литой |
|
| IV | Разрезной тройник приварной сварной |
|
| V | Разрезной тройник приварной с боковым ответвлением |
Таблица Г.1.2 - Группысварных соединений узлов и/или деталей узлов врезки по классам прочностиматериалов свариваемых элементов
| Номер группы (индекс однотипности) по классу прочности материалов | Характеристики групп материалов | |
| Нормативное значение временного сопротивления разрыву, кгс/мм2 (МПа) | Диапазон классов прочности* | |
| 1 (М01) | До 529 (54) включ. | До К54 включ. |
| 2 (М03) | Св. 529 (54) до 588 (60) включ. | От К55 до К60 включ. |
| * Классы прочности материалов по ГОСТ 20295. | ||
Таблица Г.1.3 - Группы сварных соединений узлов и/илидеталей узлов врезки по номинальным диаметрам свариваемых элементов
| Номер группы (индекс однотипности) по диаметру | Диапазон номинальных диаметров*, мм |
| 3 | Св. 57 до 530 включ. |
| 4 | Св. 530 |
| * За номинальный диаметр разрезных муфт и тройников условно принимают значение наружного диаметра газопровода. | |
Таблица Г.1.4 - Группысварных соединений узлов и/или деталей узлов врезки по номинальным толщинамстенки свариваемых элементов
| Номер группы (индекс однотипности) по диаметру | Диапазон номинальных толщин стенки, мм |
| 3 | Св. 6,5 до 19,0 мм включ. |
| 4 | Св. 19,0 мм |
Примечание - С целью установления областираспространения результатов производственной аттестации на все типыконструктивного исполнения узлов врезки рекомендуется при производственной аттестациитехнологий сварки выполнять сварку узла врезки «разрезная муфта с отводнымпатрубком» (тип конструктивного исполнения - II) со сваркой кольцевыхнахлесточных сварных соединений.
Область распространения результатовпроизводственной аттестации технологии сварки узлов и/или деталей узлов врезкипо классам прочности свариваемых элементов устанавливают: группа материалов М01- на группу материалов М01; группу материалов М03 - на группы материалов М03,М01.
Г.1.5 Технологические особенностисварочно-монтажных работ при производственной аттестации технологий сваркиузлов врезки (параметры сборки, подогрева, тип, марку сварочных материалов иоборудования, режимы сварки во всех пространственных положениях,последовательность выполнения слоев сварных швов, геометрические параметрысварных швов и др.) излагают в операционных технологических картах сборки исварки узлов при производственной аттестации технологий сварки.
Г.1.6 При производственной аттестациитехнологий сварки на стенде рекомендуется руководствоваться основным параметром- температурой (интервалом температур) стенки газопровода (конденсатопровода) ииспользовать в качестве транспортируемого продукта для газопровода двуокисьуглерода, для конденсатопровода - воду, обеспечивая следующие параметры стенда,приведенного на рисунке Г.1.1:
- температура (интервал температур)стенки трубы стенда должна соответствовать температуре (интервалу температур)стенки газопровода (конденсатопровода), которая определяется скоростью потока идавлением;
- скорость потока регулируют длядостижения необходимой температуры (интервала температур) стенки трубы стенда;
- давление регулируют для достижениянеобходимой скорости потока, обеспечивающей температуру стенки трубы стенда.
Г.1.7 До начала сварочных работ припроизводственной аттестации технологий сварки на стенде с целью уточнениявремени нахождения свариваемых кромок в интервале между максимальной иминимальной температурой подогрева и уточнения периодичности подогрева впредполагаемом месте сварки производят нагрев стенки согласно 7.1.4.
Г.1.8 Сварку КСС выполняют сварщикиспециализированной организации, выполняющей сварочные работы узлов врезки нагазопроводе под давлением, аттестованные в соответствии с ПБ03-273-99 [4] и РД03-495-02 [22].
Г.1.9 КСС, выполненные в процессепроизводственной аттестации технологий сварки, оценивают визуальным иизмерительным контролем, неразрушающим контролем физическими методами(радиографическим и/или ультразвуковым, при необходимости капиллярным либомагнитопорошковым) в объеме не менее 100 % и подвергают механическимиспытаниям. Виды механических испытаний КСС (на статическое растяжение,статический изгиб, ударный изгиб, на излом с надрезом, металлографическийанализ и измерение твердости) и требования к свойствам КСС приведены в разделе Г.3.
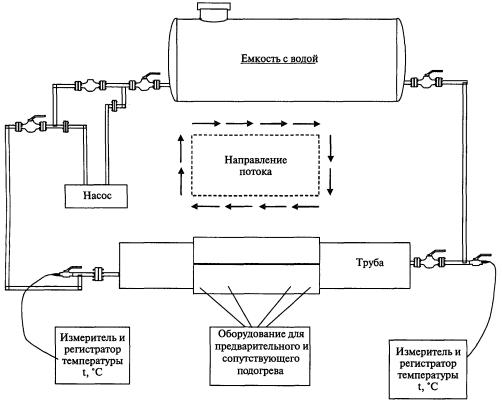
Рисунок Г.1.1 - Типовая схема стенда дляпроизводственной аттестации технологий сварки узлов врезки в конденсатопровод
Г.1.10 Методы, объемы, нормыоценки качества КСС неразрушающими физическими методами и свойства сварныхсоединений по результатам механических испытаний указывают в программепроизводственной аттестации в соответствии с требованиями нормативнойдокументации по сварке и контролю качества сварных соединений газопроводов инастоящего стандарта.
Г.1.11 По результатам производственнойаттестации технологий сварки аттестационный центр оформляет заключение оготовности специализированной организации, выполняющей сварочные работы, кприменению аттестованной технологии. В заключении указывают установленнуюобласть распространения производственной аттестации технологий сварки спараметрами, характеризующими технологические процессы сварки и типыконструктивного исполнения узлов врезки. На основании заключения оформляютсвидетельство о производственной аттестации технологий сварки.
Г.1.12 На основании положительныхрезультатов производственной аттестации технологий сварки узлов врезкиразрабатывают операционные технологические карты сборки и сварки узлов и/илидеталей узлов врезки для выполнения работ на газопроводе под давлением, формакоторой приведена в разделе Г.4.
Г.1.13 Сварщики, выполняющие работы поприварке узлов врезки на газопроводе под давлением, должны быть аттестованы всоответствии с ПБ03-273-99 [4] и РД03-495-02 [22]и пройти допускные испытания, в протоколах указывают ссылку на настоящийстандарт.
Г.1.14 Допускные испытания сварщиковпроводят с целью подтверждения необходимых квалификационных способностей длявыполнения сварных соединений по аттестованным технологиям сварки узлов врезкина газопроводе под давлением.
Г.1.15 Допускные испытания сварщиковпроводят в специализированной организации, выполняющей сварочные работы, передначалом производства работ путем сварки КСС в присутствии представителятехнического надзора на основании технологических карт, разработанных поаттестованным технологиям сварки.
Г.1.16 КСС для допускных испытанийпринимают однотипные производственным сварным соединениям и выполняют поаттестованным технологиям сварки с соблюдением всех требований технологическихкарт сварки, применяют те же сварочные материалы и оборудование, техникуведения сварки и скорость выполнения операций технологий сварки, по которымпроведена производственная аттестация.
Г.1.17 Сварщиков, бригады сварщиковпризнают прошедшими допускные испытания, если по результатам контроля качестваКСС получены положительные заключения, что должно быть отражено в протоколедопускных испытаний по форме, приведенной в разделе Г.5.
Г.1.18 На основании протокола допускныхиспытаний на каждого сварщика, в том числе при работе в составе бригады,оформляют допускной лист, приведенный в разделе Г.6. Протокол допускныхиспытаний и допускной лист оформляет специализированная организация, в которойчислятся сварщики и которая выполняет сварочные работы по аттестованнымтехнологиям сварки.
Г.1.19 Сварщикисчитаются прошедшими допускные испытания и могут не выполнять сварку КСС, если:
- они выполнялисварку КСС при производственной аттестации технологий сварки, при этом порезультатам контроля качества КСС получены положительные заключения;
- они былиранее аттестованы в соответствии с ПБ03-273-99 [4]и РД03-495-02 [22] в этой организации, приэтом сварка и контроль качества КСС при практическом экзамене выполнены вполном соответствии с аттестованными технологиями сварки.
Г.1.20 Срокдействия допускного листа устанавливают на время выполнения сварщиком работы,по которой он прошел допускные испытания, если перерыв в работе не превышаеттрех месяцев, при этом срок действия листа не может быть более срока действияаттестационного удостоверения.
Г.2.1 Заявкуоформляют в двух экземплярах, один экземпляр передают в центр, второй хранят ворганизации, направившей заявку в аттестационный центр. Аттестационный центруказывает номер заявки.
Г.2.2 Формазаявки на проведение производственной аттестации технологий сварки узлов врезкив газопровод.
Ваттестационный центр _______________________________
Данныеорганизации-заявителя:
Наименованиеорганизации ____________________________
Почтовый адрес______________________________________
Телефон, факс________________________________________
Исходящий №___________________ дата ________________
ЗАЯВКАна проведение производственной аттестации технологии сварки узлов врезки в газопровод № ________________
1 Общие сведения 1.1 Наименование (шифр) технологии сварки, подлежащей аттестации ___________________ ________________________________________________________________________________ (указывают наименование и обозначение (шифр) производственно-технологической документации по сварке, присвоенные организацией-заявителем, и дату утверждения технологии) 1.2 Вид аттестации (первичная, внеочередная, периодическая) __________________________ 1.3 Продолжительность использования аттестуемой технологии сварки в организации ______ 1.4 Наличие результатов контроля производственных сварных соединений за последние 6 мес. _______________________________________________________________________________ (заполняют при внеочередной и периодической аттестации) 1.5 Наличие аттестованного сварочного и термического оборудования ___________________ 1.6 Наличие аттестованных сварщиков и специалистов сварочного производства __________ (номера удостоверений и сроки действия) 1.7 Наличие аттестованной лаборатории и специалистов по контролю качества сварных соединений ________________________________________________________________________ (номера свидетельств, удостоверений и срок действия по видам контроля: визуальный, рентгенографический, ультразвуковой, механические испытания и др.) 1.8 Должность, Ф.И.О. и телефон уполномоченного специалиста организации-заявителя ____ 2 Аттестационные требования 2.1 Наименование изготавливаемого оборудования и условия его эксплуатации ___________ (указывают категорию, рабочую температуру, давление, коррозионную среду и т.п.) 2.2 Наименование объектов, на которых применяют технологию сварки __________________ ________________________________________________________________________________ (указывают группу технических устройств и характер работ: изготовление, монтаж, ремонт) 2.3 Нормативная документация по сварке ____________________________________________ 2.4 Способ сварки ________________________________________________________________ 2.5 Группа и марки свариваемого материала __________________________________________ 2.6 Вид свариваемых деталей ______________________________________________________ 2.7 Диапазон толщин деталей, мм __________________________________________________ 2.8 Диапазон радиусов кривизны (диаметров) деталей, мм ______________________________ 2.9 Тип сварного шва _____________________________________________________________ 2.10 Тип соединения ______________________________________________________________ 2.11 Конструкция сварного соединения ______________________________________________ 2.12 Вид шва сварного соединения __________________________________________________ 2.13 Положение при сварке ________________________________________________________ 2.14 Марки сварочных материалов __________________________________________________ 2.15 Вид покрытия электродов _____________________________________________________ 2.16 Наличие подогрева ___________________________________________________________ 2.17 Наличие термической обработки _______________________________________________ 2.18 Другие требования ___________________________________________________________ 3 Требования к оценке качества контрольных сварных соединений ______________________ 3.1 Нормативный документ по контролю (в соответствии с категорией или группой объектов) _______________________________________________________________________ Руководитель сварочного производства организации-заявителя ___________ __________________ (подпись) (Ф.И.О.) Руководитель организации ___________ __________________ (подпись) (Ф.И.О.) м.п.
|
Г.2.3. Покаждому способу сварки оформляют отдельную заявку (за исключением применения сварки(наплавки) комбинированными способами).
Г.2.4 К заявкеприлагают:
-производственно-технологическую документацию или все данные технологическогопроцесса, необходимые для составления программы производственной аттестациизаявленной технологии, включая сведения о нормативной документации,регламентирующей применение аттестуемой технологии сварки;
- по пункту 1.4заявки - итоговую справку о результатах контроля производственных сварныхсоединений, подписанную руководителем службы контроля контролирующейорганизации и заверенную печатью организации-заявителя;
- по пунктам1.5, 1.6, 1.7 заявки - ксерокопии документов;
- сведения отехнологии сварки по разделу 2 заявки приводят в виде таблиц, учитывающих всепараметры однотипности согласно настоящему стандарту.
- данные опредыдущей аттестации, включая разрешение на применение технологии (приналичии).
Г.3.1 Для определения механических свойств образцов КСС узлов и/илидеталей узлов врезки проводят испытания на статическое растяжение, статическийизгиб, ударный изгиб, излом с надрезом и измерение твердости.
Виды испытанийи необходимое количество образцов КСС приведены в таблице Г.3.1.
Таблица Г.3.1 - Видымеханических испытаний и количество образцов КСС при аттестации технологийсварки при врезке узлов в газопровод
| Толщина стенки, мм | Тип шва свариваемого элемента | Виды испытаний, количество образцов | |||||||
| Статическое растяжение | Статический изгиб | Ударный изгиб KCV* | Излом с надрезом | Металлографический анализ и определение твердости | |||||
| корнем наружу | корнем внутрь | корнем на ребро | по шву | по ЗТВ | |||||
| До 12,5 | Продольный стыковой | 2 | 2 | 2 | - | 3 | 3 | - | - |
|
| тройника, муфты, накладки | 2 | 2 | 2 | - | 3 | 3 | - | - |
|
| Угловой патрубка | - | - | - | - | - | - | - | 2 |
|
| Нахлесточный кольцевой накладки, тройника | - | - | - | - | - | - | 4 | 4 |
| Св. 12,5 | Продольный стыковой | 2 | - | - | 4 | 3** | 3** | - | - |
|
| Угловой патрубка | - | - | - | - | - | - | - | 2 |
|
| Нахлесточный кольцевой накладки, тройника | - | - | - | - | - | - | 4 | 4 |
| * Испытание на образцах типа IX по ГОСТ 6996 при толщине стенок 11 мм и более. ** При толщине стенок свыше 19 мм испытания проводятся на удвоенном количестве образцов. | |||||||||
Схемы вырезки образцов КСС приведены на рисункахГ.3.1, Г.3.2. Образцы для проведения механических испытаний, испытаний наударную вязкость, излом с надрезом и замеров твердости вырезают из сварныхсоединений перпендикулярно оси сварного шва.
Г.3.2.1 Испытания следует проводить наобразцах типа XII или XIII по ГОСТ 6996.Размеры образца указаны в таблице Г.3.2.
Форма образца представлена на рисункеГ.3.3.
Г.3.2.2 Усиление шва на образцах должнобыть снято механическим способом до уровня основного металла, при этомдопускается удалять основной металл по всей поверхности образца на глубину до15 % от толщины стенки трубы, но не более 4 мм. Удаление основного металла с поверхностиобразца производят только с той стороны, с которой снимают усиление шва.Строгать усиление следует поперек шва. Острые кромки плоских образцов впределах рабочей части должны быть закруглены радиусом не более 1,0 мм путемсглаживания напильникомвдоль кромки. Разрешается строгать усиление вдоль продольной оси шва споследующим удалением рисок. Шероховатость поверхности Rz вместах удаления усиления должна быть не более 6,3 мкм.
Г.3.2.3Временное сопротивление разрыву, определяемое на плоских образцах со снятымусилением, должно быть не ниже нормативного значения временного сопротивленияразрыву основного металла труб, регламентированного техническими условиями наих поставку или национальным стандартом на трубы.
Г.3.3.1 Форма иразмеры образцов представлены в таблицах Г.3.3, Г.3.4 и на рисунке Г.3.4.
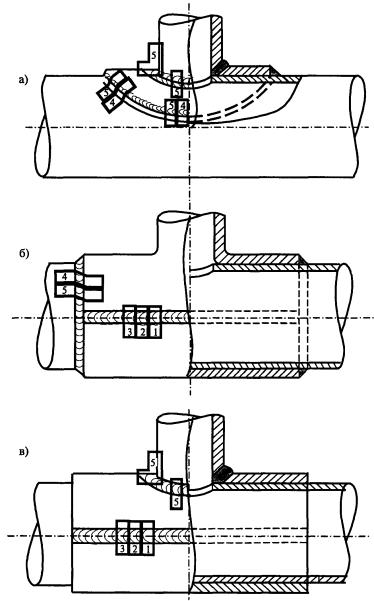
а) конструкций типа I; б) конструкций типов III, IV, V; в) конструкций типа II
1 - образцы для испытаний на статическоерастяжение; 2 - образцы для испытаний на статический изгиб; 3 - образцы дляиспытаний на ударный изгиб; 4 - образцы для испытаний на излом с надрезом; 5 -образцы для металлографического анализа и определения твердости
Рисунок Г.3.1 - Схема вырезки образцов длямеханических испытаний сварных соединений узлов врезки
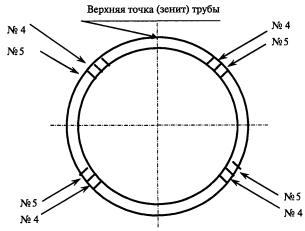
Образцы для испытаний: № 4 - излом снадрезом; № 5 - металлографический анализ
и определение твердости
Рисунок Г.3.2 - Схема вырезки образцов КССдля механических испытаний нахлесточных кольцевых швов при аттестациитехнологий узлов врезки в газопровод
Таблица Г.3.2 - Плоскиеобразцы для испытаний на статическое растяжение
| Толщина стенки, мм | Толщина образца, мм | Ширина рабочей части образца b, мм | Ширина захватной части образца b1, мм | Длина рабочей части образца l, мм | Общая длина образца L, мм |
| Св. 6 до 10 включ. | Равна толщине стенки трубы | 20 ± 0,5 | 30 | 60 | l + 2h |
| Св. 10 до 25 включ. |
| 25 ± 0,5 | 35 | 100 |
|
| Св. 25 до 50 включ. |
| 30 ± 0,5 | 40 | 160 |
|
| Примечания 1 Длину захватной части образца h устанавливают в зависимости от конструкции испытательной машины. 2 Скорость погружения образцов в процессе испытаний должна составлять не более 15 мм/мин. | |||||
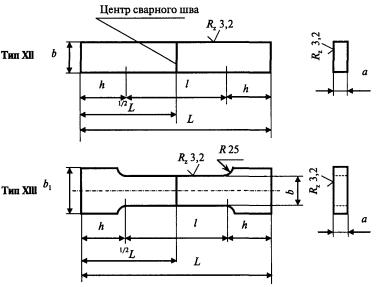
Рисунок Г.3.3 - Форма и размеры образцов(типы XIIи XIII) дляиспытаний сварного соединения на статическое растяжение
Таблица Г.3.3 - Размерыобразцов для испытаний на статический изгиб
| Вид изгиба | Толщина основного металла S, мм | Ширина образца b, мм | Общая длина образца l, мм | Расстояние между опорами, мм |
| Корнем шва наружу или внутрь | До 12,5 | 1,5S, но не менее 10 | 2,5D + 80 | 2,5D |
| На ребро | От 12,5 | 12,5 ±0,2 | От 180 до 200 включ. | 80 |
Таблица Г.3.4 - Определение диаметра нагружающей оправки (В) дляиспытаний на статический изгиб
| Класс прочности | Вид испытания на изгиб | Диаметр нагружающей оправки, мм |
| До К50 включ. | Корнем шва наружу | 25±2 |
| На ребро | 30±2 | |
| Св. К50 до К54 включ. | Корнем шва наружу | 38±2 |
| На ребро | 40±2 | |
| От К55 до К65 включ. | Корнем шва наружу | 48±2 |
| На ребро | 50±2 |
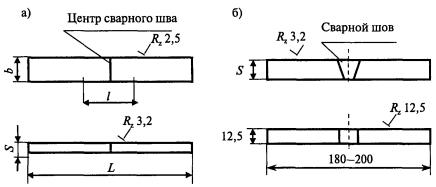
а) образец для изгиба корнем шва наружу иливнутрь; б) образец для изгиба на ребро
Рисунок Г.3.4 - Форма и размеры образцов (типXXVII) для испытанийна статический изгиб
Г.3.3.2 Толщина образцов должна равняться толщине основного металла.Усиление шва по обеим сторонам образца снимается механическим способом доуровня основного металла. Разрешается строгать усиление шва в любом направлениис последующим удалением рисок. Кромки образцов в пределах их рабочей частидолжны быть закруглены радиусом не менее 0,1 толщины образца (но не более 2,0мм) путем сглаживания напильником вдоль кромки.
Г.3.3.3Обязательным условием проведения испытаний является плавность возрастаниянагрузки на образец. Испытания проводят со скоростью не более 15 мм/мин додостижения нормируемого угла изгиба или угла изгиба, при котором образуетсяпервая, являющаяся браковочным признаком, трещина. Угол изгиба при испытании дообразования первой трещины замеряют в ненапряженном состоянии с погрешностью ± 2°.
Г.3.3.4 Среднееарифметическое значение угла изгиба образцов должно быть не менее 120°, аминимальное значение угла изгиба одного образца должно быть не ниже 100°. Приподсчете среднего арифметического значения угла изгиба все углы более 150°следует принимать равными 150°.
Г.3.3.5 Еслидлина трещин, возникающих в растянутой зоне образца в процессе испытания, непревышает 20 % его ширины и составляет при этом не более 5 мм, то такие трещиныне являются браковочным признаком. Определяется также место образования трещиныили разрушения (металл шва, металл околошовной зоны или основной металл).
Г.3.4.1 Прииспытании на ударный изгиб определяют ударную вязкость металла шва на образцахМенаже типа VI (для толщины основного металла 11 мм и более) итипа VII (для толщины металла от 6 до 11 мм) по ГОСТ 6996, если проектнаядокументация не регламентирует более жестких требований. Форма и размерыобразцов представлены на рисунке Г.3.5.
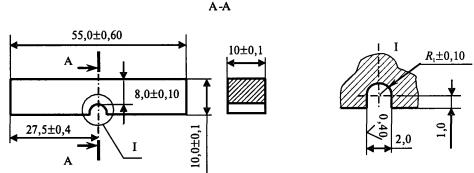
Рисунок Г.3.5 - Форма и размеры образцов наударный изгиб
Г.3.4.2 Вырезкуи изготовление двух комплектов образцов (по шву и по ЗТВ) следует производитьтаким образом, чтобы одна из чистовых поверхностей каждого образца (послеокончательной обработки) располагалась на расстоянии от 2,0 до 3,0 мм отвнутренней поверхности трубы. При номинальной толщине стенки трубы от 6 до 11мм допускается наличие необработанного основного металла на двух поверхностяхобразца.
При номинальнойтолщине стенки трубы свыше 19 мм для испытаний на ударный изгиб следуетизготовить два дополнительных комплекта образцов (по шву и по ЗТВ) такимобразом, чтобы одна из чистовых поверхностей каждого образца располагалась нарасстоянии от 2,0 до 3,0 мм от наружной поверхности трубы.
Каждый комплектдолжен включать в себя не менее трех образцов.
Надрез наносятперпендикулярно поверхности трубы, как показано на рисунке Г.3.6. При испытанииЗТВ линия надреза должна пересекать линию сплавления сварного шва в серединеобразца.
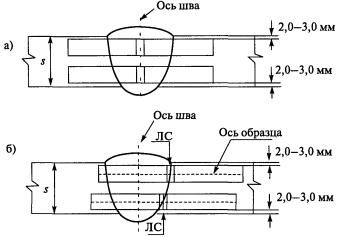
а - по металлу сварного шва; б - по металлу взоне термического влияния
Рисунок Г.3.6 - Схема выполнения надреза наобразцах для испытаний на ударный изгиб
Г.3.4.3 Испытания на ударную вязкостьпроводятся при температуре минус 60 °С для районов Крайнего Севера и минус 40°С для остальных районов, если проектная документация не регламентирует болеежестких требований.
Г.3.4.4 Ударная вязкость при принятойтемпературе испытаний должна быть не менее 24,5 Дж/см2 (2,5 кгс×м/см2) при номинальной толщине стенки трубот 6 до 10 мм, не менее 29,4 Дж/см2 (3,0 кгс×м/см2) при номинальной толщине стенки трубсвыше 10 и до 15 мм, не менее 39,2 Дж/см2 (4,0 кгс×м/см2) при номинальной толщине стенки трубсвыше 15 и до 25 мм, если проектная документация не регламентирует болеежестких требований. Ударная вязкость определяется как среднее арифметическоезначение по результатам испытаний трех образцов каждого комплекта, при этом наодном образце допускается снижение ударной вязкости на 9,8 Дж/см2.
Г.3.5.1 Образцы для испытанийнахлесточного соединения должны иметь ширину 25 мм (приблизительно), длину от100 до 150 мм, как показано на рисунке Г.3.7, и должны быть вырезаны газовойрезкой или фрезой с последующей механической обработкой. Надрез делаетсяножовкой со стороны, противоположной усилению сварного шва. Глубина надрезаравна толщине стенки трубы плюс половина высоты поперечного сечения сварногошва. Допускается применение шлифмашинки (с узким шлифкругом) для выполнениячасти наклонного надреза (пропила) на глубину, равную толщине стенки трубы.Заключительную часть надреза следует выполнять ножовкой.
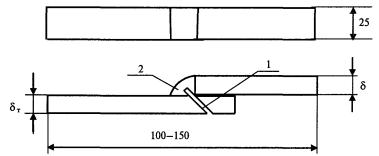
1 - надрез ножовкой по оси шва глубиной dт плюс половина высоты поперечного сечениясварного шва; 2 - сварной шов; dт - толщина трубы, мм; d - толщина тройника, муфты, накладки, мм
Рисунок Г.3.7 - Форма и размеры образцов дляиспытания металла шва нахлесточного соединения на излом
Г.3.5.2 Образцы должны быть разрушенылибо ударом молотка по центру при зажатых концах образца, либо ударом посвободному концу при зажатом другом конце образца.
Г.3.5.3 При испытаниях образцов на изломс надрезом проводится анализ поверхности излома после их разрушения на наличиеили отсутствие дефектов.
Образец считается принятым при условии:
- между слоями существует требуемоепроплавление кромок;
- трещины на поверхности изломаотсутствуют;
- максимальный размер газовой поры недолжен превышать 2,0 мм;
- суммарная площадь допустимых пор недолжна превышать 2 % площади излома образца;
- ширина шлаковых включений не должнапревышать 0,8 мм, а длина - 3,0 мм;
- расстояние между соседними шлаковымивключениями должно быть не менее 12,0 мм.
Г.3.6.1 Образцы (макрошлифы) дляметаллографического анализа и определения твердости вырезают из угловыхсоединений «патрубок - труба - накладка» и кольцевых нахлесточных соединений«тройник - труба».
Образцы вырезают таким образом, чтобыбыли охвачены все участки сварного соединения (шов, зона термического влияния,основной металл). Размеры образцов составляют: длина от 50 до 70 мм, ширина 25мм, высота (для угловых соединений) от 50 до 70 мм.
Передпроведением металлографического анализа производят травление образцов.
Г.3.6.2 Приметаллографическом анализе оценивают качество проплавления кромок, размерыуглового шва и его дефектность.
Металлографическийанализ поперечного сечения сварного соединения должен показать:
- проплавлениекромок сварного соединения;
- сплавлениемежду слоями шва;
- отсутствиетрещин.
Г.3.6.3 Образцыдля определения твердости должны иметь обработанную поверхность в местахзамеров твердости с шероховатостью Rz неболее 0,80 мкм.
Схемы замератвердости сварных соединений приведены на рисунке Г.3.8. В каждой зоне замерадолжно быть не менее трех отпечатков (для ЗТВ и основного металла - с двухсторон от оси шва). Значения твердости не должны превышать 350 HV10.
Образцы должныиметь параллельные поверхности сечений шлифа.
Передпроведением металлографического анализа производится травление образцов.
Приметаллографическом анализе оценивают качество проплавления кромок, размерыуглового шва и его дефектность.
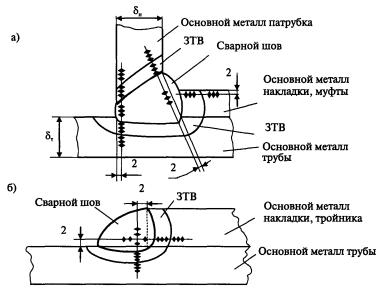
а - угловое соединение конструкций типов I,II; б - угловое (нахлесточное) соединение конструкций типов I, III, IV, V
Рисунок Г.3.8 - Схема замера твердостисварного шва, ЗТВ и основного металла
| ТЕХНОЛОГИЧЕСКАЯ КАРТА (ТИПОВАЯ) сборки и ручной дуговой сварки разрезного тройника (конструкции типов III, IV, V) | |||||
| Организация | Наименование газопровода | Диаметр, толщина стенки, мм | Тип конструкции | Пространственное положение | Шифр карты |
|
|
|
| Разрезной тройник | Вертикальная врезка | Вертикальная врезка узла (тип конструкции «б») в газопровод ВВУ («б») |
| Характеристики труб газопровода | Дополнительные требования и рекомендации | |||||
| Марка стали, № ТУ | Диаметр, мм | Толщина стенки dт, мм | Класс прочности | Нормативный предел прочности, МПа, (кгс/мм2) | Эквивалент углерода, % | • Выполнить визуальный и измерительный контроль полного периметра очищенной поверхности газопровода в месте врезки разрезного тройника в газопровод. • Выполнить неразрушающий контроль ультразвуковым сплошным сканированием полного периметра очищенной поверхности газопровода, включая участки на расстоянии не менее ___ мм в каждую сторону от границ предполагаемых угловых швов разрезного тройника. |
|
|
|
|
|
|
| • Выполнить неразрушающий радиографический или ультразвуковой контроль полной длины продольного заводского шва очищенной поверхности газопровода, включая участки на расстоянии не менее ____ мм в каждую сторону от границ предполагаемых угловых швов разрезного тройника. |
| Характеристики разрезного тройника
| ||||||
|
| • Расслоения и другие недопустимые дефекты не допускаются. Толщина стенки трубы не должна быть меньше минусового допуска по ТУ на трубу. При наличии расслоений, других недопустимых дефектов, толщины стенки, выходящей за минусовой допуск, необходимо изменить место установки тройника. • Разрезной тройник должен монтироваться на газопроводе при допустимом давлении газа, ограниченном с учетом потери прочности нагретого металла трубы газопровода в месте сварки угловых швов разрезного тройника. | |||||
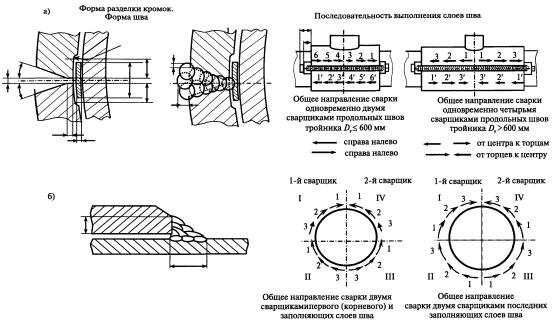
Подготовка под сварку,последовательность сварки, параметры сварного шва
| Режимы сварки | ||||||||
| Наименование слоя шва | Тип электродов | Марка электродов | Диаметр электродов | Сила сварочного тока, положение при сварке | Род тока, полярность | Напряжение на дуге, В | ||
| Нижнее | Вертикальное | Потолочное | ||||||
| Первый (корневой) |
|
|
|
|
|
|
|
|
| Заполняющие |
|
|
|
|
|
|
|
|
| Облицовочные |
|
|
|
|
|
|
|
|
| ПЕРЕЧЕНЬ И ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ | |||
| № п/п | Операция | Содержание операций | Оборудование и инструмент |
|
|
| Подготовка участка газопровода к сварке узлов врезки |
|
| 1 | Подготовка участка газопровода | • Удалить изоляционное покрытие и очистить поверхность механическим способом на ширину не менее __ мм от предполагаемых границ установки разрезного тройника • Устранить шлифованием царапины, риски, задиры более __ мм, но не более __ % от толщины стенки, при этом толщина стенки не должна выходить за пределы минусового допуска по ТУ • Удалить механическим способом усиление продольных заводских швов заподлицо с наружной поверхностью газопровода на расстояние не менее __ мм в каждую сторону от торцов разрезного тройника с плавным переходом на наружную поверхность заводских швов | Скребок, металлическая щетка, шаблон УШС-3, линейка, рулетка, штангенциркуль , шлифмашинка, дисковые проволочные щетки, абразивные круги |
|
|
| Сборка разрезного тройника |
|
| 2 | Сборка разрезного тройника | • Выполнить сборку разрезного тройника на газопроводе на ____ центраторе. • Выполнить прихватки подкладных пластин к внутренней поверхности половин разрезного тройника по всей длине свариваемых кромок со стороны разделки, концы подкладных пластин должны выступать за торцы тройника на __ мм в каждую сторону. • Продольные швы тройника должны располагаться не ближе __ мм от продольных швов газопровода. • Кольцевые швы тройника должны располагаться не ближе __ мм от кольцевых швов газопровода. • Величина зазора между газопроводом и тройником не должна превышать __ мм. • Величина зазора между свариваемыми кромками продольных стыковых соединений должна быть __ мм. • Величина внутреннего смещения кромок не должна превышать __ мм | Шаблон УШС-3, линейка, рулетка, штангенциркуль, наружный центратор ___, трубоукладчик, шлифмашинка |
|
|
| Сварка продольных стыковых соединений (рисунок а) |
|
| 3 | Предвари-тельный подогрев | • Произвести просушку и предварительный подогрев свариваемых кромок продольного стыкового соединения и поверхности газопровода в месте сварки до температуры не ниже __°С. Ширина зоны нагрева должна быть __ мм от оси сварного соединения • Замерить температуру не менее чем в __ точках, равномерно по периметру разделки, на расстоянии __ мм от свариваемых кромок | Установка _________ прибор замера температуры __________ |
|
|
| • В процессе производства работ температуру подогрева в месте сварки не ниже __ °С обеспечивать установками способом индукционного нагрева, способом электросопротивления, комбинированным способом, обеспечивающими мощность электронагревателей не менее 8-9 Вт/см2, с периодичностью не реже __ с, установленной по результатам производственной аттестации. Допускается дополнительно применять газонагревательные устройства (кольцевые нагреватели, газовые горелки). |
|
| 4 | Сварка | • Выполнить равномерно по длине прихватки длиной __ мм электродами для сварки корневого слоя шва не менее __ шт. Прихватки зачистить от шлака, брызг, устранить видимые дефекты. • Начало и окончание каждого слоя шва выполнять на временных выводных технологических планках длиной __ мм, предварительно прихваченных к подкладной пластине под углом скоса кромок продольного стыкового соединения. • Сварку всех слоев шва необходимо выполнять одновременно с обеих сторон в противоположных направлениях сварщиками на постоянном токе обратной полярности. • Сварку корневого и первого, двух заполняющих слоев рекомендуется выполнять обратноступенчатым способом, с послойным смешением мест начала и окончания сварки на величину __ мм. • Сварку корневого слоя шва выполнить электродами с основным видом покрытия марки __ диаметром __. • __ центратор снять после сварки __ % корневого и первых двух заполняющих слоев шва. Зачистить от шлака, брызг сваренные участки швов. • Провести визуальный контроль качества корневого сварного шва. Устранить шлифованием обнаруженные дефекты сварки. • Сварку последующих заполняющих и облицовочного слоев выполнить методом непрерывной сварки в тех же направлениях с началом или окончанием сварки на технологических планках электродами _________. |
|
|
|
| • Сварку последующих заполняющих слоев шва выполнить параллельными валиками с перекрытием __ мм электродами с основным видом покрытия марки __ диаметром __ с послойной зачисткой механическим способом. • Сварку облицовочного слоя выполнить тремя параллельными валиками с перекрытием __ мм электродами с основным видом покрытия марки __ диаметром __ методом непрерывной сварки. Сначала накладывается нижний валик, далее средний, затем верхний. • Провести визуальный контроль качества сварного шва. Устранить шлифованием обнаруженные дефекты сварки. Общее количество слоев не менее __. • Удалить технологические планки механическим способом вместе с подкладной пластиной. • Накрыть теплоизолирующим материалом продольные швы. • Не допускаются перерывы в работе при сварке продольных швов. | Сварочный источник тока ___, шлифмашинка, дисковые проволочные щетки, абразивные круги, теплоизолирующий пояс, шаблон сварщика, линейка, штангенциркуль. |
|
|
| Сварка кольцевых нахлесточных соединений тройника с газопроводом (рисунок б) |
|
| 5 | Предварительный подогрев | • Произвести просушку и предварительный подогрев свариваемых кромок кольцевого нахлесточного соединения и поверхности газопровода в месте сварки до температуры не ниже __°С. Ширина зоны нагрева должна быть __ мм от оси сварного соединения. • Произвести контроль температуры не менее чем в __ точках, равномерно по периметру разделки, на расстоянии __ мм от свариваемых кромок. • В процессе производства работ температуру подогрева в месте сварки не ниже __°С обеспечивать установками способом индукционного нагрева, способом электросопротивления, комбинированным способом, обеспечивающими мощность электронагревателей порядка 8-9 Вт/см2 с периодичностью не реже __ с, установленной по результатам производственной аттестации. Допускается дополнительно применять газонагревательные устройства (кольцевые нагреватели, газовые горелки). | Электрические нагревательные устройства (или с использованием индукционного метода), газовые подогреватели, газовые горелки, прибор замера температуры ____ |
| 6 | Сварка | • Сварку кольцевых нахлесточных швов тройника к газопроводу должна производиться в строгой последовательности: сначала первое сварное соединение по направлению движения потока газа, затем второе. • Сварку всех слоев шва выполнять обратноступенчатым способом одновременно двумя сварщиками в противоположных четвертях окружности, при этом соблюдать правила смещения мест начала и окончания сварки на величину __ мм. • Выполнить наплавку одного слоя дополнительных __ параллельных валиков на поверхность газопровода в количестве не менее __ шт. электродами с основным видом покрытия марки __ диаметром __. При необходимости для достижения необходимого зазора выполнить сварку второго слоя дополнительных __ параллельных валиков. Ширина наплавленных валиков должна быть не менее __ мм. При необходимости выполнить наплавку одного слоя дополнительных валиков на поверхность тройника. • Сварку заполняющих слоев шва выполнить параллельными валиками с перекрытием __ мм электродами с основным видом покрытия марки __ диаметром __ с послойной зачисткой механическим способом. • Сварку облицовочных слоев выполнить параллельными валиками с перекрытием __ мм электродами с основным видом покрытия марки __ диаметром __. • Количество слоев - не менее __, величина катета должна быть не менее __ мм. • Накрыть теплоизолирующим материалом кольцевые швы до полного остывания. Не допускаются перерывы в работе при сварке кольцевых нахлесточных швов. | Сварочный источник тока ____, шлифмашинка, дисковые проволочные щетки, абразивные круги, теплоизолирующий пояс, шаблон сварщика, линейка, штангенциркуль. |
|
|
| Клеймение |
|
| 12 |
| • Нанести несмываемой краской клейма сварщиков в непосредственной близости от продольных и кольцевых сварных швов. | Несмываемая краска. Термокарандаш. |
| Контроль качества | |||
| 13 |
| • Контроль качества продольных сварных швов, кольцевых угловых швов тройника должен производиться визуальным и измерительным контролем, проверкой продольных сварных швов ультразвуковым, кольцевых угловых швов двумя методами в объеме 100 % каждый. • Методы неразрушающего контроля качества сварных соединений должны соответствовать разделу 8, нормы оценки качества сварных соединений должны соответствовать приложению Ж СТО Газпром «Инструкция по технологии производства работ на газопроводах врезкой под давлением». | Шаблон УШС-3, линейка, рулетка, штангенциркуль, лупа, краска, кисточка, приборы УЗК, РК, МК и ЦД |
| Не оговоренные в данной технологической карте операции должны выполняться в соответствии с требованиями СТО Газпром «Инструкция по технологии производства работ на газопроводах врезкой под давлением» | |||
| Карта утверждена: _______________ _______________ _______________ Дата: «__» ________ 200_ г. должность подпись Ф.И.О. Карта разработана: _______________ _______________ _______________ Дата: «__» ________ 200_ г. должность подпись Ф.И.О. | |||
| УТВЕРЖДАЮ: ________________________ ________________________ (подпись) «___» ____________ 200_ г. (м.п.) ПРОТОКОЛ ДОПУСКНЫХ ИСПЫТАНИЙ № ________ от _________Объект _________________________________________________________________________
3 Контроль качества КСС 3.1 Нормативный документ по контролю ____________________________________________ 3.2 Результаты контроля качества КСС
4 Область распространения КСС
Допускной лист № _________________ выдан ______________________ (подпись, дата) Представитель отдела главного сварщика______________ ____________ _________________ (организация, должность) (подпись, дата) (Ф.И.О.) Представитель службы контроля качества _____________ ____________ _________________ (организация, должность) (подпись, дата) (Ф.И.О.) Представитель технического надзора _________________ ____________ _________________ (организация, должность) (подпись, дата) (Ф.И.О.) Примечания1 В п. 1.5 указывают личное клеймо сварщика, присвоенное приказом по организации, в п. 2.3 указывают клеймо, присвоенное КСС при допускных испытаниях сварщика. 2 В п. 1.4 указывают общий стаж работы по сварке. 3 В п.п. 2 и 3 вносят сведения о каждом контрольном сварном соединении, сварку которого выполнял сварщик при допускных испытаниях по конкретной технологической карте аттестованной технологии сварки. 4 В п. 2.7 указывают слой шва (корневой (К), подварочный (П), горячий проход (Гп), заполняющий (Зп), облицовочный (О), наружный (Н), внутренний (В)), который выполнялся сварщиком при допускных испытаниях. 5 В п. 2.15 вносят дополнительные сведения о контрольных сварных соединениях, необходимых для правильного определения области распространения (например, толщина слоя, выполненного ручной сваркой при комбинированной сварке и т.п.). 6 В п. 3.1 вносят наименования методов контроля качества, которые применялись при допускных испытаниях в соответствии с требованиями нормативных документов и результатов производственной аттестации технологии сварки. 7 Результаты контроля (п. 3.2) указывают словами «удовлетворительно» и «неудовлетворительно» с указанием номера и даты акта, заключения и т.п. 8 Область распространения определяют в соответствии с требованиями нормативной документации и технологической карты аттестованной технологии сварки. 9 Если при допускных испытаниях выполнено несколько контрольных сварных соединений, области распространения которых не перекрываются, то в графе «Область распространения» раздельно указывают диапазон параметров области распространения с учетом выполненных контрольных сварных соединений. 10 Информацию об области распространения допускается указывать условными обозначениями, принятыми в РД 03-615-03 [1]. 11 Протокол оформляют в двух экземплярах, один из которых хранят в специализированной организации, выполняющей сварочные работы, другой передают в составе исполнительной документации. 12 Регистрацию допускного листа выполняет служба контроля качества.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| УТВЕРЖДАЮ: _________________________ _________________________ (подпись) «___» _____________ 200_ г. (м.п.)
ДОПУСКНОЙ ЛИСТ СВАРЩИКА № _________ от __________
Объект _________________________________________________________________________
Представитель отдела главного сварщика ______________ _____________ ________________ (организация, должность) (подпись, дата) (Ф.И.О.) Представитель службы контроля качества _____________ ___________ __________________ (организация, должность) (подпись, дата) (Ф.И.О.)
|
Г.7.1 Сварные соединения узлов и/или деталей узлов врезки (далее -узлов врезки) по условиям тепловложения подразделяют на два вида:
- кольцевыенахлесточные и угловые соединения, свариваемые непосредственно с поверхностьюгазопроводов, находящихся под давлением, без прекращения транспорта газа;
- стыковыепродольные соединения (половин разрезных тройников и муфт), свариваемые междусобой на подкладных пластинах, не имеющие непосредственного контакта споверхностью газопроводов.
Г.7.2Последовательность выполнения процедур подогрева, температуру предварительногои сопутствующего (межслойного) подогрева, периодичность, режимы и параметрыподогрева с применением типов и марок специального оборудования и материаловдля подогрева отражают в операционных технологических картах сборки и сваркиузлов и/или деталей узлов врезки, разработанных по результатам производственныхаттестаций технологий сварки.
Г.7.3 Привыполнении подогрева сварных соединений узлов врезки в газопроводы, находящиесяпод давлением, без прекращения транспорта газа необходимо учитывать следующиеособенности:
-ограниченность участков узлов врезки, на которых возможна установканагревательных устройств и теплоизоляционных материалов;
- необходимостьзначительной мощности на ограниченных участках узлов врезки, что требуетприменения нагревательных устройств с удельной мощностью порядка 8-9 Вт/см2.
Г.7.4 Способы предварительного и сопутствующего подогрева приведены втаблице Г.7.1.
Таблица Г.7.1 - Способыпредварительного и сопутствующего подогрева
| Способ нагрева | Схема | Условные обозначения |
| Индукционный (токами средней частоты, 2500 Гц) |
| U1 - первичное напряжение; U2 - вторичное напряжение; 1 - труба; 2 - индуктор; 3 - преобразователь |
| Радиационный (электрическим сопротивлением) |
| U1 - первичное напряжение; U2 - вторичное напряжение; 1 - труба; 2 - электронагреватель; 3 - трансформатор |
| Электронагреватель комбинированного действия типа КЭН |
| U1 - первичное напряжение; U2 - вторичное напряжение; 1 - труба; 2 - нагреватель комбинированного действия; 3 - трансформатор |
При выборе способов и оборудования дляпредварительного и сопутствующего (межслойного) подогрева учитывают параметрытехнологического режима работы газопровода:
- допустимое рабочее давление (см. 5.3.1);
- скорость потока газа;
- температура газа.
Г.7.5 Для обеспечения необходимойтемпературы подогрева рекомендуется поддерживать максимальную скорость потокапродукта: для газопроводов - не более 6,8 м/с, для конденсатопроводов - неболее 1,2 м/с.
Г.7.6 Величину необходимой мощностинагрева Wcc для подогрева сварных соединений узлов врезки вгазопровод под давлением определяют на этапе производственной аттестациитехнологий сварки узлов врезки.
Г.7.7 Мощность нагрева, необходимая дляподогрева соединений узлов врезки, свариваемых непосредственно с поверхностьюгазопроводов диаметром 1420 мм, находящихся под давлением, должна быть впределах от 180 до 200 кВт.
Г.7.8 Мощность нагрева, необходимая дляподогрева соединений узлов врезок, свариваемых непосредственно с поверхностьюгазопроводов диаметром от 325 мм до 1420 мм, приведена в таблице Г.7.2. Приопределении необходимой мощности учтено, что толщина стенки узлов врезки в1,25-1,50 раза превышает толщину стенки газопровода.
Таблица Г.7.2 - Распределение необходимой мощностинагрева
| Диаметр газопровода Dг, мм | Необходимая мощность Wcc, кВт | Распределение мощности Wcc, кВт | |
| на стенке газопровода Wт, кВт | на узлах врезки Wд, кВт | ||
| От 1020 до 1420 включ. | 180-200 | 135-150 | 45-50 |
| От 720 до 820 включ. | 140-160 | 105-120 | 35-40 |
| От 426 до 530 включ. | 100-120 | 75-90 | 25-30 |
| От 325 до 377 включ. | 80-90 | 60-68 | 20-22 |
Г.7.9 Распределение необходимой мощности нагрева,приведенное в таблице Г.7.2, определяется условиями:
Wт ³ (0,67 - 0,75) ´Wсс; (Г.1)
Wд £ (0,33 - 0,25) ´ Wcc, (Г.2)
где Wcc - мощность, необходимая длянагрева сварного соединения, кВт;
Wт - мощность, необходимая для нагрева стенки газопровода,кВт;
wд- мощность, необходимая для нагревастенок узлов врезки, кВт.
Величины Wт и Wдопределяют в зависимости от параметровтехнологического режима работы газопровода (допустимое рабочее давление,скорость потока газа, температура газа), их значения уточняют припроизводственной аттестации технологий сварки и непосредственно припроизводстве работ.
Г.7.10 Для выполнения предварительного исопутствующего подогрева сварных соединений узлов врезки на газопроводах поддавлением применяют следующее оборудование:
- установки индукционного нагрева токамисредней частоты (2500 Гц) типа «Интерм» (ООО «НПП «Курай», Россия) мощностью от63 до 250 кВт со статическими преобразователями серии ППЧ, индукторами изоголенного медного провода типов М, МГ (ОАО «Москабель», Россия) иливодоохлаждаемыми индукторами типа ВГИК (ООО «НПП «Унитех», Россия). В трассовыхусловиях установки с водоохлаждаемыми индукторами применяются при условии ихдополнительной комплектации системой охлаждения: в летнее время - водой, взимнее - тосолом;
- установки индукционного нагрева токамисредней частоты (2500 Гц) типа УТИ-250/2,4 (ООО «НПП «Унитех», Россия)мощностью до 250 кВт со статическим преобразователем серии ППЧ, индукторами изоголенного медного провода типов М, МГ (ОАО «Москабель», Россия) иливодоохлаждаемыми индукторами типа ВГИК (ООО «НПП «Унитех», Россия). В трассовыхусловиях установки с водоохлаждаемыми индукторами применяются при условии ихдополнительной комплектации системой охлаждения: в летнее время - водой, взимнее - тосолом;
- установки индукционного нагрева токамисредней частоты (2500 Гц) типа УИТ (ООО «НПП «Элтерм», Россия) мощностью от 50до 200 кВт со статическими преобразователями и индукторами из оголенногомедного провода типов М, МГ (ОАО «Москабель», Россия). В трассовых условияхустановки применяются без их дополнительной комплектации системой охлаждения;
- установки для нагрева типа ST (фирма Sokol-Therm, Германия) мощностью от 50 до 198 кВт сиспользованием электронагревателей сопротивления типа нагревательных матовстандартной и повышенной мощности, имеющие от 6 до 24 автономных каналовнагрева с программными устройствами;
- установки для нагрева типа «Термо» (ООО«РСП «Алексий», Россия) мощностью до 300 кВт с использованиемэлектронагревателей комбинированного действия типа КЭН (ООО «Нагрев», Россия),имеющие до 6 автономных каналов нагрева с программными устройствами.
Г.7.11 Перечень оборудования, приведенныйв Г.7.10, может дополняться в соответствии с процедурой и требованиями СТОГазпром 2-3.5-046.
Г.7.12 Подогрев кольцевых нахлесточныхсварных соединений индукционным способом
Г.7.12.1 Установки индукционного нагреватоками средней частоты 2500 Гц, предназначенные для предварительного исопутствующего подогрева кольцевых нахлесточных сварных соединений узлов врезкина газопроводах под давлением, должны обеспечивать:
- контроль температуры в зоне сварки в4-х точках по периметру газопровода с использованием термопар и записьютемпературы на диаграмме автоматического регистрирующего потенциометра;
- автоматическое отключение установки припревышении допустимой температуры нагрева (см. 7.1.5)в месте установки термопар под индуктором.
Г.7.12.2 При индукционном способе нагреватоками средней частоты 2500 Гц используют схему нагрева от одной индукционнойустановки по одной цепи с размещением на кольцевом нахлесточном сварномсоединении одного индуктора, состоящего из двух секций с перемычкой междусекциями, приведенную на рисунке Г.7.1, с параметрами, приведенными в таблице Г.7.3.
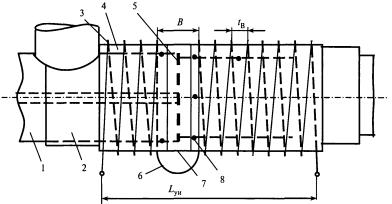
1 - разрезной тройник; 2 - теплоизоляциятрубы; 3 - гибкий индуктор; 4 - теплоизоляция зоны установки индуктора; 5 -сварное соединение; 6 - перемычка между двумя половинами индуктора; 7 - съемныйтеплоизоляционный мат; 8 - термопары; Lуи - установочная длина индуктора; В- расстояние между двумя секциями индуктора (В = 80¸100 мм); tв - шаг витков индуктора
Рисунок Г.7.1 - Схема установки гибкогоиндуктора из оголенного медного провода на кольцевое нахлесточное сварноесоединение для подогрева
Таблица Г.7.3- Параметры нагрева индукционным способом токами среднейчастоты 2500 Гц кольцевых нахлесточных сварных соединений
| Диаметр газопроводов Dг, мм | Ширина намотки индуктора на трубе не более, мм | Ширина намотки индуктора на тройниках, не более, мм | Параметры индуктора | Сила тока, А | Напряжение на индукторе, В | Емкость конденсатора, Мкф | Мощность, кВт |
| |||||||
| сечение оголенного медного, мм2 | диаметр водоохлаждаемого, мм | число витков |
| ||||||||||||
| общее | на газопроводе | на тройниках | индуктора | на газопроводе | на тройниках | ||||||||||
| оголенного медного | водоохлаждаемого |
| |||||||||||||
| От 1020 до 1420 включ. | 400 | 200 | 200 | От 70 до 95 включ. | От 25 до 30 включ. | 18-20 | 13-15 | 5 | 450 | 420 | От 55 до 60 включ. | 180-200 | 135-150 | 45-50 |
|
| От 820 до 720 включ. | 400 | 200 | 200 | От 70 до 95 включ. | От 25 до 30 включ. | 16-18 | 11-13 | 5 | 420 | 380 | От 65 до 70 включ. | 140-160 | 105-120 | 35-40 |
|
| От 530 до 426 включ. | 350 | 200 | 200 | От 50 до 70 включ. | От 25 до 30 включ. | 16-18 | 12-13 | 4-5 | 330 | 340 | От 80 до 90 включ. | 100-120 | 75-90 | 25-30 |
|
| От 377 до 325 включ. | 300 | 200 | 200 | От 50 до 70 включ. | От 25 до 30 включ. | 14-16 | 10-12 | 4 | 300 | 300 | От 95 до 100 включ. | 80-90 | 60-68 | 20-22 |
|
| Примечание - Электрические параметры нагрева индукционным способом в процессе проведения работ уточняют в зависимости от реальных условий нагрева. |
| ||||||||||||||
Г.7.12.3 Дляобеспечения заданной температуры подогрева сварного соединения мощность нагреваучастка газопровода должна быть больше мощности нагрева узлов врезки, чтодостигается намоткой увеличенного количества витков на газопровод.
Г.7.12.4 Прииндукционном способе нагрева величина коэффициента мощности cos g должна быть в пределах от0,9 до 1,0.
Г.7.12.5Размещение (намотка) индукторов из оголенного медного провода на сварномсоединении производят в следующей последовательности:
- проводятвнешний осмотр сварного соединения;
- устанавливаюттермопары в соответствии с Г.7.17, кроме этого, однатермопара должна быть установлена в верхней части газопровода (в зените) подиндуктором;
- определяютобщую длину индуктора, включающую длину оголенного медного провода с учетомколичества витков на газопроводе и тройниках узлов врезки, длину перемычкимежду двумя секциями индуктора (примерно 0,5 м) и длины двух участков индуктора(примерно по 1 м каждый), необходимых для подключения токоподводящих проводовот установки подогрева, на концах индуктора устанавливают медные наконечники,индуктор должен состоять из одного отрезка провода, перемычка не должна мешатьпри сварке;
- устанавливаютс обеих сторон на сварное соединение теплоизоляционные материалы толщиной неменее 20 мм на ширину намотки индуктора так, чтобы между ними оставалсясвободный для сварки участок шириной от 80 до 100 мм;
- устанавливаютна участки газопровода и тройники узлов врезки, находящиеся за установленнойранее теплоизоляцией, теплоизоляционные материалы толщиной от 8 до 10 мм наширину от 300 до 400 мм;
- наматываютвитки индуктора на газопроводе и тройниках узлов врезки, начиная с одногоучастка нагрева, далее перемычкой на вторую секцию, далее - на втором участкенагрева, при этом витки должны быть намотаны плотно с обстукиванием(деревянными молотками), согласованно (в одну сторону - по часовой или противчасовой стрелки), с необходимым шагом (от 25 до 35 мм);
- закрепляютиндуктор в местах начала и конца намотки медной проволокой через асбестовуюпрокладку;
- размещаютсъемный теплоизоляционный материал (теплоизоляционный мат) на свободном участкешириной от 80 до 100 мм между двумя секциями индуктора и закрепляют меднойпроволокой.
Г.7.12.6Последовательность размещения водоохлаждаемых индукторов на сварном соединениианалогична размещению индукторов из оголенного медного провода.
Намотку витков производят без зазора,согласованно, при необходимости в 2-3 слоя. Учитывая трудности в намотке гибкихиндукторов из оголенного медного провода, предпочтительно применятьводоохлаждаемые индукторы.
Г.7.12.7 Подогрев сварного соединенияпроизводят в следующей последовательности:
- подключают индукторы к установкеиндукционного нагрева и подбирают необходимый режим нагрева на программныхустройствах;
- производят предварительный подогрев додостижения заданной температуры;
- отключают установку, удаляюттеплоизоляционные маты с места сварки и производят сварку, не допускаязамыкания сварочного электрода на индуктор;
- производят, при необходимости,сопутствующий (межслойный) подогрев с установкой на место сваркитеплоизоляционного мата.
Г.7.12.8 В случае достижения в процессеподогрева температуры выше допустимого предела в точке установки термопары подиндуктором в верхней части действующего газопровода, подогрев должен бытьпрекращен для корректировки технологии или схемы нагрева (уменьшение мощностиподогрева, изменения схемы намотки индуктора и т.п.).
Г.7.13 Подогрев кольцевых нахлесточныхсварных соединений с использованием электронагревателей комбинированногодействия типа КЭН
Г.7.13.1 Для нагрева электронагревателямикомбинированного действия типа КЭН используют схему нагрева от одной установкис несколькими (до шести) электронагревателями с автономным питанием каждого изних по отдельному каналу нагрева, приведенную на рисунке Г.7.2.
Г.7.13.2 Для обеспечения заданнойтемпературы подогрева сварного соединения мощность нагрева участка газопровода,приведенная в таблице Г.7.4, должна быть больше мощности нагрева тройниковузлов врезки, что достигается намоткой увеличенного количества витков нагазопровод.
Г.7.13.3 Размещение (намотку)электронагревателей типа КЭН на сварное соединение производят в следующейпоследовательности:
- производят внешний осмотр сварногосоединения;
- устанавливают термопары в соответствиис Г.7.17;
- производят подбор электронагревателей итеплоизоляционных материалов;
- выполняют намотку секцийэлектронагревателей на газопроводе и тройниках узлов врезки, намотка должнабыть согласованной (в одну сторону - по часовой или против часовой стрелки),изоляционные кольца (керамические изоляторы) равномерно распределены по длинеэлектронагревателей, расстояние между секциями должно составлять от 80 до 100мм для проведения сварки;
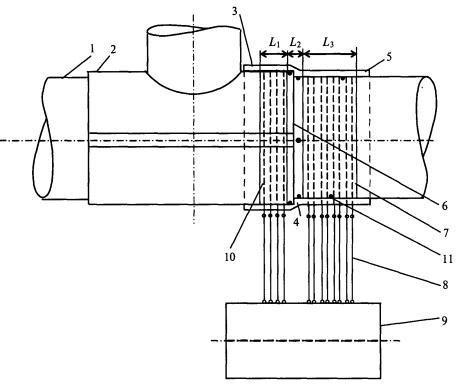
1 - газопровод; 2 - разрезной тройник; 3 -теплоизоляция на электронагревателях; 4 - съемная теплоизоляция на сварномсоединении; 5 - теплоизоляция на газопроводе; 6 - место сварки; 7, 10 - электронагреватели;8 - провода между электронагревателями и установкой; 9 - установка дляподогрева; 11 - термопары; L1 - ширина установки электронагревателей на разрезном тройнике; L3 - ширина установки электронагревателей нагазопроводе; L2 - ширина зоны сварки
Рисунок Г.7.2 - Схема проведения подогрева сиспользованием нагревателей комбинированного действия кольцевых нахлесточныхсварных соединений узлов врезки с газопроводом
- закрепляюткаждую секцию электронагревателя в местах начала и конца намотки с помощьюбандажной ленты;
- устанавливаюттеплоизоляционные материалы (теплоизоляционные маты) толщиной не менее 20 мм насекции электронагревателей и на свободный для сварки участок шириной от 80 до100 мм;
Таблица Г.7.4 -Параметры нагрева электронагревателями комбинированного действия типа КЭНкольцевых нахлесточных сварных соединений тройников узлов врезки с газопроводом
| Диаметр газопроводов Dг, мм | Характеристика КЭН | Ширина намотки КЭН, мм | Число витков КЭН | Мощность нагрева, кВт | Распределение мощности, кВт | Сила тока, А | Напряжение, В | |||||||
| тип | число всего | число на газопроводе | число на тройниках | на трубе не более | на тройниках | на газопроводе | на тройниках | расчетная | получаемая | на газопроводе | на тройниках | |||
| От 1420 до 1020 включ. | КЭН-4-3 | 6 | 4 | 2 | 300 | Не более 180 | 8-10 | 4-6 | 180-200 | 195 | 130 | 65 | 1800 | 80 |
| От 820 до 720 включ. | КЭН-4-3 | 6-5 | 4-3 | 2 | 360 | 180-240 | 10-12 | 6-8 | 140-160 | 150-180 | 90-120 | 60 | 1500-1800 | 80 |
| От 530 до 426 включ. | КЭН-4-3 | 4-3 | 3-2 | 2-1 | 360 | 180-240 | 10-12 | 6-8 | 100-120 | 90-120 | 60-90 | 30-60 | 900-1200 | 80 |
| От 377 до 325 включ. | КЭН-4-3 | 3-2 | 2-1 | 1 | 360 | 180-240 | 10-12 | 6-8 | 80-90 | 65-90 | 32-65 | 30 | 600-900 | 80 |
| Примечание - Электрические параметры нагрева КЭН в процессе работы уточняют в зависимости от реальных условий нагрева. | ||||||||||||||
- устанавливают теплоизоляционные материалы(теплоизоляционные маты) на участки газопровода и тройники узлов врезки,находящиеся за установленными секциями электронагревателей типа КЭН, толщиной8-10 мм на ширину от 300 до 400 мм.
Г.7.13.4 Подогрев сварного соединенияпроизводят в следующей последовательности:
- подключают электронагреватели типа КЭНк установке для нагрева с использованием электронагревателей комбинированногодействия и подбирают необходимый режим нагрева;
- производят предварительный подогрев додостижения заданной температуры;
- отключают установку,удаляют теплоизоляционные маты с места сварки и производят сварку;
- производят, при необходимости,сопутствующий (межслойный) подогрев с установкой на место сваркитеплоизоляционного мата.
Г.7.13.5 При использовании длясопутствующего (межслойного) подогрева электронагревателей и нагревателейкомбинированного действия одновременно проводят нагрев и сварку.
Г.7.13.6 Для нагрева электронагревателямикомбинированного действия сварных нахлесточных соединений накладки сгазопроводом используют схему нагрева, приведенную на рисунке Г.7.3, количествовитков электронагревателя приведено в таблице Г.7.5.
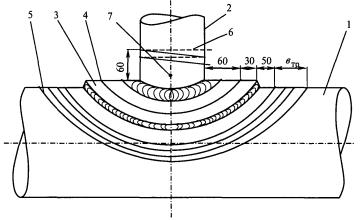
1 - газопровод; 2 - отводной патрубок; 3 -накладка; 4, 5, 6 - электронагреватели; 7 - термопара
Рисунок Г.7.3 - Схема установкиэлектронагревателей комбинированного действия для нагрева кольцевыхнахлесточных сварных соединений накладки с газопроводом
Таблица Г.7.5 -Параметры нагрева электронагревателями комбинированного действия типа КЭНкольцевых нахлесточных сварных соединений накладки с газопроводом
| Диаметр патрубка Dп, мм | Диаметр накладки Dн, мм | Характеристика КЭН на накладке | Характеристика КЭН на газопроводе | Мощность нагрева, кВт | Распределение мощности, кВт | |||||||
| тип КЭН | количество | число витков КЭН | тип КЭН | количество | ширина установки Втр, мм | число витков КЭН | расчетная | получаемая | на накладке | на газопроводе | ||
| От 57 до 89 включ. | От 237 до 269 включ. | КЭН-3 | 1 | 4 | КЭН-4-3 | 2 | 350-400 | 10-12 | 65-70 | 72 | 7-8 | 58-62 |
| От 108 до 114 включ. | От 288 до 294 включ. | КЭН-3 | 1 | 4 | КЭН-4-3 | 3 | 450-500 | 13-14 | 75-80 | 75-80 | 9-10 | 66-72 |
| От 159 до 219 включ. | От 339 до 399 включ. | КЭН-3 | 1 | 4 | КЭН-4-3 | 3 | 450-500 | 13-14 | 80-90 | 90-100 | 12-15 | 80-88 |
| От 273 до 325 включ. | От 453 до 505 включ. | КЭН-4-3 | 1 | 4 | КЭН-4-3 | 3 | 400-450 | 11-13 | 100-120 | 110-115 | 18-20 | 90-96 |
| 377 | 557 | КЭН-4-3 | 1 | 4 | КЭН-4-3 | 4 | 400 | 12 | 130-140 | 120-130 | 22-24 | 100-105 |
| Примечания 1 Учитывая небольшую ширину накладки (90 мм) дополнительно два витка устанавливают на патрубок. 2 Электрические параметры нагрева КЭН в процессе работы уточняют в зависимости от реальных условий нагрева. | ||||||||||||
Г.7.13.7Допускается для облегчения изгиба витков проводить подогрев нихромовойпроволоки газопламенным нагревом до температуры 500 °С.
Г.7.14 Подогрев угловых сварных соединений электронагревателямикомбинированного действия типа КЭН
Г.7.14.1 Длянагрева электронагревателями комбинированного действия типа КЭН угловых сварныхсоединений патрубка с газопроводом и с накладкой используют схему нагрева,приведенную на рисунке Г.7.4, с количеством витков, приведенным в таблицеГ.7.6.
Г.7.14.2Последовательность размещения электронагревателей на угловом сварном соединениианалогична размещению электронагревателей на кольцевом нахлесточном сварномсоединении. Для облегчения изгиба витков допускается проводить подогревнихромовой проволоки газопламенным нагревом до температуры 500 °С.
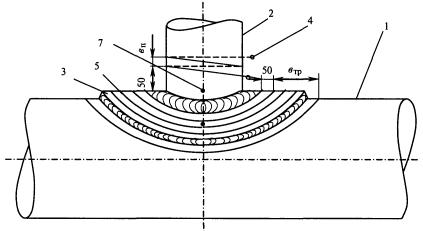
1 - газопровод; 2 - патрубок; 3 - накладка;4, 5, 6 - электронагреватели; 7 - термопары; Втр - ширина установкиэлектронагревателей на газопроводе, мм; Вп - ширина установкиэлектронагревателей на патрубке, мм
Рисунок Г.7.4 - Схема установкиэлектронагревателей комбинированного действия при нагреве угловых сварныхсоединений патрубка с газопроводом и с накладкой
Таблица Г.7.6 -Параметрынагрева электронагревателями комбинированного действия типа КЭН угловых сварныхсоединений патрубка с газопроводом и накладкой
| Диаметр патрубка Dн, мм | Диаметр газопровода Dг, мм | Характеристика КЭН на патрубке | Характеристика КЭН на газопроводе с накладкой | Мощность нагрева, кВт | Распределение мощности, кВт | ||||||||
| тип КЭН | количество | ширина установки Вп, мм | число витков КЭН | тип КЭН | количество | шири на установки Втр, мм | число витков КЭН | расчетная | получаемая | на патрубке | на газопроводе с накладкой | ||
| От 57 до 89 включ. | От 325 до 1420 включ. | КЭН-3 | 1 | 135 | 4 | КЭН-4-3 | 1 | 280-320 | 8-9 | 20-25 | 28-30 | 4-6 | 24 |
| От 108 до 114 включ. | От 377 до 1420 включ. | КЭН-3 | 1 | 135 | 4 | КЭН-4-3 | 1 | 280-320 | 8-9 | 20-25 | 28-30 | 4-6 | 24 |
| От 159 до 219 включ. | От 720 до 1420 включ. | КЭН-3 | 1 | 135 | 4 | КЭН-4-3 | 1 | 270 | 8 | 25-30 | 30-36 | 6 | 25-30 |
| От 273 до 325 включ. | От 1020 до 1420 включ. | КЭН-3 | 1 | 170 | 4 | КЭН-4-3 | 1 | 200 | 8 | 33-36 | 35-38 | 8 | 30 |
| 377 | 1420 | КЭН-3 | 1 | 170 | 4 | КЭН-4-3 | 2 | 400 | 12 | 36-40 | 40-45 | 10 | 32 |
| Примечание - Электрические параметры нагрева КЭН в процессе работы уточняют в зависимости от реальных условий нагрева. | |||||||||||||
Г.7.15 Подогрев продольных стыковых сварных соединенийэлектронагревателями комбинированного действия типа КЭН
Г.7.15.1 Длянагрева электронагревателями комбинированного действия типа КЭН продольныхстыковых сварных соединений тройников (муфт) узлов врезки используют схемунагрева, приведенную на рисунке Г.7.5, с количеством витков, приведенным втаблице Г.7.7.
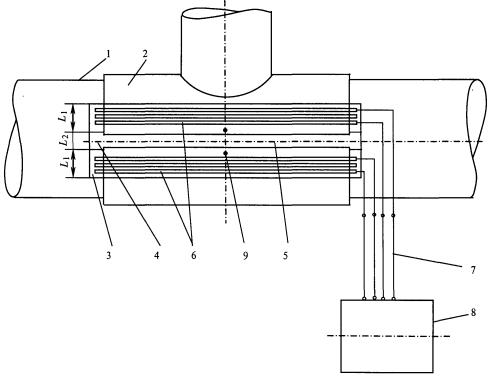
1 - газопровод; 2 - разрезная муфта сотводным патрубком или тройник; 3 - теплоизоляция на электронагревателях; 4 -съемная теплоизоляция на месте сварки; 5 - место сварки;
6 - электронагреватели; 7 - провода междуэлектронагревателями и установкой; 8 - установка для подогрева; 9 - термопары;L1 - ширина установки электронагревателей с каждой стороны разрезной муфты илитройника; L2 - ширина зоны сварки
Рисунок Г.7.5 - Схема проведения подогревапродольных стыковых сварных соединений разрезных муфт или тройников узловврезок с использованием электронагревателей комбинированного действия
Таблица Г.7.7 -Параметры нагрева электронагревателями комбинированного действия типа КЭНпродольных стыковых сварных соединений разрезных муфт и тройников узлов врезок
| Диаметр патрубка (ответвления) Dн, мм | Диаметр тройника или муфты Dтм, мм | Характеристика КЭН | Мощность КЭН в одной секции, кВт | Общая мощность, кВт | ||||||
| тип КЭН | Число КЭН на секции | Общее количество КЭН | число витков КЭН в секции | ширина установки КЭН на секции L2, мм | расчетная | получаемая | расчетная | получаемая | ||
| От 57 до 89 включ. | От 325 до 1420 включ. | КЭН-3 | 1 | 2 | 4 | 400 | 8 | 8 | 16 | 16 |
| От 108 до 114 включ. | От 377 до 1420 включ. | КЭН-3 | 1 | 2 | 4 | 400 | 8 | 8 | 16 | 16 |
| От 159 до 219 включ. | От 720 до 1420 включ. | КЭН-3 | 1 | 2 | 4 | 400 | 9-10 | 9-10 | 18-20 | 18-20 |
| От 273 до 325 включ. | От 1020 до 1420 включ. | КЭН-3 | 1 | 2 | 4 | 400 | 12-13 | 12-13 | 24-26 | 24-26 |
| 377 | 1420 | КЭН-3 | 1 | 2 | 3 | 300 | 14-15 | 14-15 | 28-30 | 28-30 |
Г.7.15.2 Последовательность размещенияэлектронагревателей на продольном стыковом сварном соединении аналогичнаразмещению электронагревателей на кольцевом нахлесточном сварном соединении.
Установку электронагревателей, согнутымив виде плоской спирали, проводят двумя отдельными секциями. Допускается дляоблегчения изгиба витков проводить подогрев нихромовой проволоки до 500 °Сгазовым пламенем, расстояние между секциями должно составлять от 80 до 100 ммдля проведения сварки, длина витков должна быть больше длины разрезных муфт итройников узлов врезки на 200 мм (по 100 мм в каждую сторону).
Г.7.16 Подогрев стыковых, кольцевыхнахлесточных и угловых сварных соединений радиационным способомэлектронагревателями сопротивления
Г.7.16.1 Для нагрева электронагревателямисопротивления стыковых, кольцевых нахлесточных и угловых сварных соединенийузлов врезки рекомендуется применять гибкие электронагреватели сопротивления судельной мощностью Wy порядка 8-9 Вт/см2.
Г.7.16.2 Последовательность размещенияэлектронагревателей сопротивления с удельной мощностью Wу порядка 8-9 Вт/см2 аналогичнапоследовательности размещения электронагревателей комбинированного действия.Подогрев сварных соединений проводится в соответствии с Г.7.14,Г.7.15.
Г.7.16.3 Допускается для нагреваприменять электронагреватели сопротивления с удельной мощностью Wy менее 8 Вт/см2. Последовательностьразмещения электронагревателей, подогрев сварных соединений проводят потехнической документации на оборудование и методикам, разработаннымпредприятиями, применяющими данное оборудование.
Г.7.17 Контрольтемпературы подогрева
Г.7.17.1 Процесс контроля температурыподогрева включает три этапа:
- предварительный, на котором производятвыбор и установку средств контроля температуры (термопар, проводов и т.д.),настройку программ режима подогрева на установках нагрева;
- текущий, на котором производят контрольза температурой сварного соединения, запись показаний температуры с помощьюавтоматического регистрирующего потенциометра;
- заключительный, на котором удаляютсредства нагрева, производят проверку их состояния и вносят данные по подогревув сварочный журнал.
Г.7.17.2 Процесс подогрева сварныхсоединений установками индукционного нагрева, нагрева способомэлектросопротивления и нагрева с использованием электронагревателейкомбинированного действия контролируют в автоматическом режиме.
Г.7.17.3 Если вустановках нагрева не предусмотрена возможность контролировать температуруподогрева сварных соединений в автоматическом режиме, допускается температурунагрева сварных соединений контролировать контактными термометрами,бесконтактными (оптическими) пирометрами.
Г.7.17.4Контроль температуры при подогреве сварных соединений указанными установкамипроводится термоэлектрическими пирометрами, в которых элементы цепи измеренияимеют одинаковую номинальную статическую характеристику (градуировку) - ХА(хромель-алюмель, международное обозначение - К), являющуюся основнымопределяющим фактором возможности применения этих элементов.
Г.7.17.5 Доначала подогрева каналы с программными устройствами установок нагреванастраивают на необходимый цикл нагрева (температуру, скорость нагрева).
Г.7.17.6Контроль температуры стыковых, угловых, нахлесточных сварных соединенийвыполняют в зависимости от диаметра газопровода не менее чем в 4-8 точках(уточняется при разработке ППР), равномерно расположенных по периметру, сприменением термопар и записью температуры нагрева на диаграмме автоматическогорегистрирующего потенциометра, при этом одна из этих термопар должна бытьрегулирующей и устанавливаться в зените газопровода. Места крепления термопаррасполагают на расстоянии не более 25 мм от края предполагаемого сварного швавне зоны сварочной дуги.
Г.7.17.7Установка термопар проводится с креплением термопары к телу трубы, при этомкрепление термопары при индукционном нагреве производится под теплоизоляционныйматериал, при нагреве электронагревателями сопротивления и электронагревателямикомбинированного действия - между витками электронагревателя подтеплоизоляционным материалом с исключением непосредственного контакта горячегоспая термопары с проводником электронагревателя.
Г.7.17.8Крепление регулирующих термопар выполняются с помощью бобышек, гайки с болтом,прихваченных ручной дуговой сваркой электродами с основным видом покрытиядиаметром 2,0 мм к зачищенному месту газопровода, в прорезь которых устанавливаютгорячий спай термопары, после чего горячий спай термопары прижимают к металлутрубы при расплющивании бобышки либо при закручивании болта, как показано нарисунке Г.7.6.
Г.7.17.9Бобышки или гайки после выполнения сварных швов удаляются. Места приваркизачищаются механическим способом (шлифмашинками с набором абразивных кругов идисковых проволочных щеток). Шероховатость поверхности после зачистки должнасоставлять не более Rz 32.Допускается крепление термопар выполнять с использованием специальных конденсаторныхустройств, которые должны входить в комплект установок нагрева.
Г.7.17.10Способы установки термоэлектрических преобразователей при индукционном способенагрева и нагрева с использованием электронагревателей сопротивления икомбинированного действия приведены на рисунке Г.7.7.
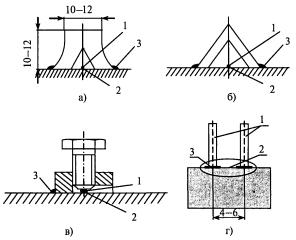
а) бобышки с прорезью; б) Л-образная бобышка;в) гайка с болтом; г) приварка термоэлектродов; 1 - термоэлектроды; 2 - горячийспай; 3 - место сварки
Рисунок Г.7.6 - Схема крепления горячего спая термопары
|
|
|
| а) при нагреве электронагревательными устройствами | б) при индукционном нагреве и нагреве с использованием электронагревателей комбинированного действия |
1 - труба; 2 - электронагреватели; 3 -преобразователь; 4 - теплоизоляция горячего спая
Рисунок Г.7.7 - Способы установкитермоэлектрических преобразователей при индукционном способе нагрева и нагревас использованием электронагревателей сопротивления и комбинированного действия
| Назначение | Марка электродов | Тип электродов | Диаметр, мм | Производитель |
| Для наложения наплавленных швов на газопровод под давлением из сталей с нормативным значением временного сопротивления разрыву до 589 МПа (60 кгс/мм2) включ. Для сварки первого (корневого) слоя шва стыковых продольных сварных соединений узлов и/или деталей узлов врезки в газопровод под давлением из сталей с нормативным значением временного сопротивления разрыву до 589 МПа (60 кгс/мм2) включ. Для сварки первого (корневого) слоя шва кольцевых угловых, нахлесточных сварных соединений узлов и/или деталей узлов врезки в газопровод под давлением из сталей с нормативным значением временного сопротивления разрыву до 529 МПа (54 кгс/мм2) | LB-52U | Э50А по ГОСТ 9467, E7016 по AWS A5.1 [23] | 2,6; 3,2 | Kobe-Steel (Япония) |
| ОК 53.70 | Э50А по ГОСТ 9467, Е 7016-1 по AWS A5.1 [23], EN 42 5 B 12 H5 по EN 499 [24] | 2,5; 3,25 | ESAB AB (Швеция) | |
| Fox EV Pipe | Э50А по ГОСТ 9467, Е 7016-1 H4 R по AWS A5.1 [23], EN 42 4 В 12 Н5 по EN 499 [24] | 2,5; 3,2 | Bohler-Schweisstechnik Welding (Австрия) | |
| МТГ-01К | Э50А по ГОСТ 9467 | 2,5; 3,0 | ООО «Сычевский электродный завод» (Россия) | |
| АНО-ТМ | Э50А по ГОСТ 9467 | 2,5; 3,0 | ЗАО «ЕСАБ-СВЭЛ» (Россия) | |
| Для сварки заполняющих, облицовочного слоев шва стыковых продольных сварных соединений узлов и/или деталей узлов врезки в газопровод под давлением из сталей с нормативным значением временного сопротивления разрыву до 529 МПа (54 кгс/мм2) включ. Для сварки заполняющих, облицовочного слоев шва кольцевых угловых, нахлесточных сварных соединений узлов и/или деталей узлов врезки в газопровод под давлением из сталей с нормативным значением временного сопротивления разрыву до 529 МПа (54 кгс/мм2) включ. | LB-52U | Э50А по ГОСТ 9467, E7016 по AWS A5.1 [23] | 3,2; 4,0 | Kobe-Steel (Япония) |
| OK 53.70 | Э50А по ГОСТ 9467, Е 7016-1 по AWS A5.1 [23], EN 42 5 В 12 Н5 по EN 499 [24] | 3,25; 4,0 | ESAB AB (Швеция) | |
| Fox EV Pipe | Э50А по ГОСТ 9467, E 7016-1 H4 R по AWS A5.1 [23], EN 42 4 В 12 H5 по EN 499 [24] | 3,2; 4,0 | Bohler-Schweisstechnik Welding (Австрия) | |
| МТГ-01К | Э50А по ГОСТ 9467 | 3,0 | OOO «Сычевский электродный завод» (Россия) | |
| МТГ-02 | Э50А по ГОСТ 9467 | 4,0 | OOO «Сычевский электродный завод» (Россия) | |
| SE-08-00 | Э50А по ГОСТ 9467 | 3,0; 4,0 | ЗАО «СИБЕС» (Россия) | |
| АНО-ТМ | Э50А по ГОСТ 9467 | 3,0; 4,0 | ЗАО «ЕСАБ-СВЭЛ» (Россия) | |
| Для сварки заполняющих и облицовочного слоев шва стыковых продольных сварных соединений узлов и/или деталей узлов врезки в газопровод под давлением из сталей с нормативным значением временного сопротивления разрыву св. 529 МПа (54 кгс/мм2) до 589 МПа (60 кгс/мм2) включ. | Fox EV 60 Pipe | E 8018-G H4 R по AWS A5.5 [25], EN 46 6 1Ni B4 2 H5 по EN 499 [24] | 3,0; 4,0 | Bohler-Schweisstechnik Welding (Австрия) |
| Kessel 5520 Mo | E 8018-G по AWS A5.5 [25] | 3,2; 4,0 | Bohler-Schweisstechnik Deutschland (Германия) | |
| OK 74.70 | Э60 по ГОСТ 9467, E 8018-G по AWS A5.5 [25], EN 50 4 Mn Mo В 42 H5 по EN 499 [24] | 3,25; 4,0 | ESAB AB (Швеция) | |
| LB-62D | E 9018-G по AWS A5.5 [25] | 3,2; 4,0 | Kobe-Steel (Япония) | |
| МТГ-03 | Э60 по ГОСТ 9467 | 3,0; 4,0 | OOO «Сычевский электродный завод» (Россия) | |
| SE-10-00 | Э60 по ГОСТ 9467 | 3,0; 4,0 | ЗАО «СИБЕС» (Россия) |
| Назначение оборудования | Шифр оборудования по РД 03-614-03 [3] | Марка оборудования | Производитель |
| Универсальный источник сварочного тока тиристорного типа | A3 | ВДУ-306 МТУЗ, ВДУ-506 МТУЗ | ЗАО «Уралтермосвар» (Россия, г. Екатеринбург) |
| Универсальный источник сварочного тока тиристорного типа | A3 | ВД-306 (Д, ДК), ВД-506 (Д, ДК) | ЗАО «НПФ «ИТС», (Россия, г. Санкт-Петербург) |
| Универсальный источник сварочного тока тиристорного типа | A3 | DC-400 | Lincoln Electric (США) |
| Аппарат сварочный постоянного тока инверторного типа для ручной дуговой сварки покрытыми электродами | A3 | ДС-250.3 ДС-250.33 | ООО «Технотрон», (Россия, г. Чебоксары) |
| Аппарат сварочный постоянного тока инверторного типа для ручной дуговой сварки покрытыми электродами | A3 | PICO-260 | ООО «Инвертор-плюс», (Россия, г. Оренбург) |
| Аппарат сварочный постоянного тока инверторного типа для ручной дуговой сварки покрытыми электродами | A3 | Форсаж-315 GAZ, Форсаж-250 GAZ | ФГУП «Государственный Рязанский приборный завод», (Россия, г. Рязань) |
| Универсальный источник сварочного тока инверторного типа | A3 | ФЕБ-Магма 315 | ООО «НПП «ФЕБ», (Россия, г. Санкт-Петербург) |
| Универсальный источник сварочного тока инверторного типа | A3 | Invertec V350 PRO | Lincoln Electric (США) |
| Агрегат сварочный для ручной дуговой сварки покрытыми электродами | А14 | АДДУ-4001 У1, АДД-2´2501ВУ1, АДДУ-2´2501У1, АДПР-2´2501ВУ1, АДД-4´2501ВУ1 | ЗАО «Уралтермосвар», (Россия, г. Екатеринбург) |
| Примечание - Многопостовые передвижные или самоходные сварочные установки, оснащенные источником переменного тока (генератором или электростанцией), источниками сварочного тока тиристорного или инверторного типа, должны иметь свидетельство НАКС об аттестации сварочного оборудования с областью применения для производства сварочных работ на газопроводах, паспорт и руководство по эксплуатации. | |||
Втаблице Г.9 приведено сварочное оборудование, имеющее свидетельство НАКС обаттестации и заключение на применение на объектах ОАО «Газпром». Перечень можетдополняться в соответствии с требованиями СТОГазпром 2-3.5-046.
Длягазопроводов с толщиной стенки 6,5 £ d £ 13 мм значения сварочныхпараметров и параметров технологического режима работы участка газопроводауточняют на момент проведения работ по приварке узла врезки под давлением повеличине допустимой погонной энергии сварки Qвх.
Величинупогонной энергии сварки на конце дуги Qвх', кДж/мм, вычисляют поформуле [10]
Qвх' = 0,06 ´ 0,06 ´ (IU/Vсв)- DQ, (Д.1)
где I, U- значения,соответственно, сварочного тока в амперах и напряжения в вольтах;
Vсв - скорость сварки, м/ч;
DQ - величина потерь погонной энергии на сварочном кабеле, кДж/мм.
Величинапогонной энергии сварки на конце дуги Qвх' должна быть не меньшевеличины допустимой погонной энергии сварки Qвх. Величину допустимой погоннойэнергии Qвх определяют по графическимзависимостям, приведенным на рисунках Д.1-Д.7 для данного типоразмерагазопровода (наружного диаметра Dн и толщины стенки d), химического состава металла трубы(эквивалента углерода [С]э), режима работы газопровода (допустимогорабочего давления Рг = Рдоп и скорости потокагаза Vг). Интерполяцию между графикамина рисунках Д.1-Д.7 производят по внутреннему диаметру газопровода Dвн = Dн - 2d.
Примеры
1 Определить параметры режима приваркикольцевых швов разрезного тройника на газопроводе диаметром 720 мм с толщинойстенки 9,5 мм при следующих исходных данных: Рдоп=4,5 МПа, [С]э = 0,29, sвр= 54 кгс/мм2, Vг = 9 м/с.
По рисунку Д.4 для [С]э = 0,29между кривыми 4 (Рг = 3,5 МПа, Vг = 9 м/с, Qвх = 1,25 кДж/мм) и 5(Рг = 7,0 МПа, Vг=9 м/с, Qвx = 1,75 кДж/мм) находят условную кривую (Рг = 4,5 МПа, Vг= 9 м/с), для которой допустимую погонную энергию сварки Qвх определяют пропорцией
![]() ; Qвx= 1,39 кДж/мм.
; Qвx= 1,39 кДж/мм.
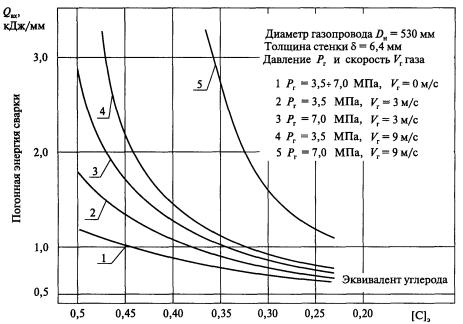
Рисунок Д.1 - Определение погонной энергииприварки узла врезки на газопроводе
D 530 ´ 6,4 мм под давлением
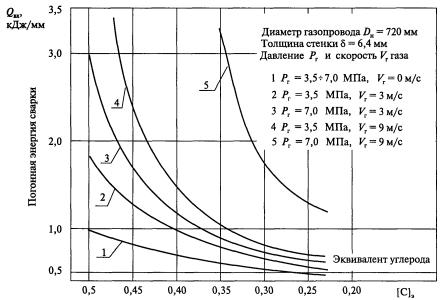
Рисунок Д.2 - Определение погонной энергииприварки узла врезки на газопроводе
D 720 ´ 6,4 мм под давлением
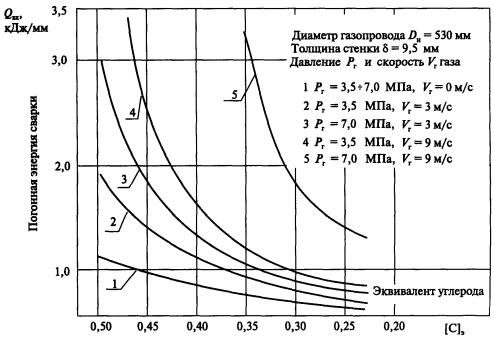
Рисунок Д.3 - Определение погонной энергииприварки узла врезки на газопроводе
D 530 ´ 9,5 мм под давлением
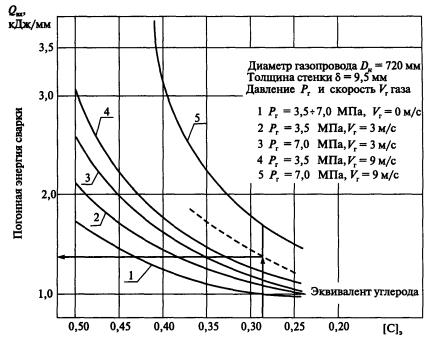
Рисунок Д.4 - Определение погонной энергииприварки узла врезки на газопроводе
D 720 ´ 9,5 мм под давлением
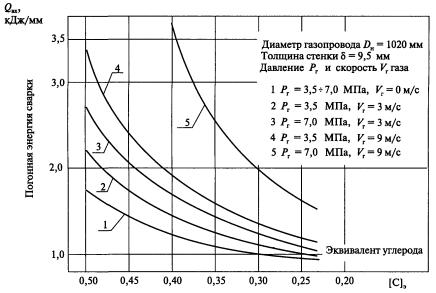
Рисунок Д.5 - Определение погонной энергииприварки узла врезки на газопроводе
D 1020 ´ 9,5 мм под давлением
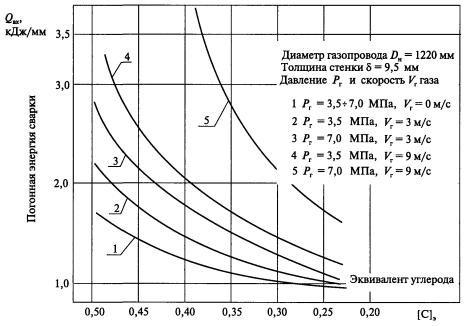
Рисунок Д.6 - Определение погонной энергииприварки узла врезки на газопроводе
D 1220 ´ 9,5 мм под давлением
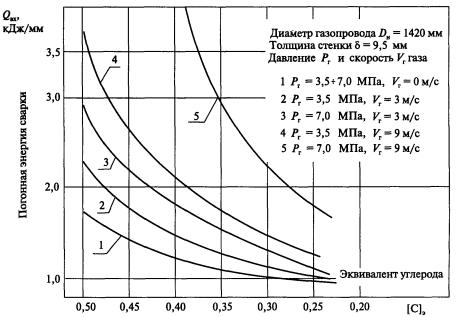
Рисунок Д.7 - Определение погонной энергииприварки узла врезки на газопроводе
D 1420 ´ 9,5 под давлением
С учетом потерь на сварочном кабеле (принимают в размере 15 %) дляпервого и второго проходов кольцевого шва по формуле (Д.1) получают следующиепараметры:
I=105¸115A, U = 22¸24В, Vcв = 5,4¸6,2м/ч.
2 Определить параметры режима приварки кольцевых швов разрезноготройника и уточнить параметры технологического режима работы газопроводадиаметром 1220 мм толщиной стенки 9,5 мм при следующих исходных данных: Рдоп = 4,5 МПа, [С]э = 0,43, sвр= 54 кгс/мм2, Vг= 9 м/с.
По рисунку Д.6 для [С]э = 0,43 находят Qвх = 3,15 кДж/мм. С учетомрекомендованных параметров сварки (7.7.11) принимают величину допустимойпогонной энергии сварки на уровне Qвх = 2,44 кДж/мм и корректируют параметры работы участка газопровода напериод проведения врезки с применением сварки. Одним из вариантов(предпочтительным) является снижение скорости потока газа Vг.
Между кривыми 5 (Рг = 7,0 МПа, Vг= 9 м/с, Qвх= 2,2 кДж/мм) и 4 (Рг = 3,5 МПа, Vг= 9 м/с, Qвх= 2,2 кДж/мм) находят условную кривую (Рг = 4,5 МПа, Vг= 9 м/с), для которой Qвх определяют пропорцией
![]() ; Qвх = 2,8 кДж/мм.
; Qвх = 2,8 кДж/мм.
Между кривыми 3 (Рг = 7,0 МПа, Vг= 3 м/с, Qвх = 1,9 кДж/мм) и 2 (Рг = 3,5 МПа, Vг= 3 м/с, Qвх = 1,6 кДж/мм) находят для (Рг = 4,5 МПа, Vг = 3 м/с)
![]() ; Qвх = 1,68 кДж/мм.
; Qвх = 1,68 кДж/мм.
Между кривыми (Рг = 4,5 МПа, Vг= 9 м/с, Qвх= 2,8 кДж/мм) и (Рг = 4,5 МПа, Vг= 3 м/с, Qвх = 1,68 кДж/мм) находят условную кривую (Рг = 4,5 МПа, Qвх = 2,44 кДж/мм), для которой Vгопределяют пропорцией
![]() ; Vг= 7 м/с.
; Vг= 7 м/с.
Таким образом, рекомендуемая скорость газа на участке газопроводадолжна быть не более 7 м/с.
Е.1 Стенкитрубы со спиральным швом, а также прямошовной трубы могут находиться поддействием остаточных напряжений. При врезке в такую трубу остаточные напряжениямогут вызвать деформацию темплета, вырезаемого из трубы. При диаметре отверстияDу = 600 мм и более деформациятемплета может привести к заклиниванию машины для врезки, так как вырезаемыйтемплет может застрять во фрезе и препятствовать тем самым завершению операцииврезки.
Е.2 Для предотвращениявозможной деформации вырезаемого темплета и повреждения фрезы при врезкахдиаметром Dу= 600 мм иболее в спирально-шовные и прямошовные трубы в области вырезаемого темплетаследует установить ребра жесткости, пример конструктивного исполнения которыхприведен на рисунке Е.1. При установке должны соблюдаться следующие условия:
- ребражесткости по длине должны быть значительно меньше внутреннего диаметра фрезы,так чтобы они умещались внутри фрезы;
- центр трубыдолжен располагаться в точности на одной оси с направляющим сверлом; серединаребер жесткости должна оставаться свободной, чтобы не препятствовать движениюнаправляющего сверла;
- высота ребержесткости должна быть небольшой, чтобы можно было вырезать темплет полностью изафиксировать его на U-образных стержняхнаправляющего сверла.
Максимальнуювысоту ребер жесткости определяют по разности между глубиной сверления С и расстоянием от конца сверла доверхней внутренней плоскости корпуса фрезы, как показано на рисунке Е.2.
Е.3 Ребражесткости для разрезных тройников компании «Т.Д. Вильямсон» поставляют вкомплекте с тройниками в зависимости от диаметра и толщины стенки трубы,диаметра фрезы и размеров направляющего сверла применяемой машины для врезкикомпании «Т.Д. Вильямсон» [26].
Ребра жесткостидля разрезных тройников и муфт отечественного производства, изготовленных взаводских условиях, поставляются в комплекте с тройниками и муфтами.Допускается изготовление ребер жесткости в комплекте с разрезными муфтами вусловиях стационарных баз специализированных организаций и предприятий ОАО«Газпром» при соответствующей технической оснащенности.
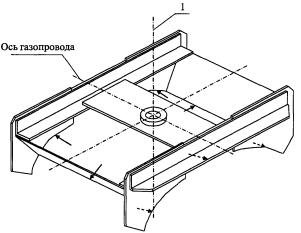
® - стрелки указывают кромки ребер жесткости, прикрепляемые к стенке трубыприхватками с внутренней стороны ребра, направление прихваток;
1 - ось положения центра трубы, центра ребержесткости и направления движения направляющего сверла машины для врезки
Рисунок Е.1 - Конструктивное исполнение ребержесткости (пример)
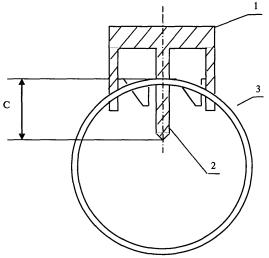
1 - фреза машины для врезки; 2 - направляющеесверло; 3 - стенка трубы газопровода;
С - глубина сверления
Рисунок Е.2 - Определение глубины сверления
| Название дефекта | Условное обозначение дефекта | Схематическое изображение дефектов | Вид дефекта | Допустимые размеры дефектов сварных соединений по уровням качества | |||
| в сечении | вдоль шва | «А» | «В» | «С» | |||
| Поры | Аа |
|
| Единичные (сферические) | при L ³ 3d: d, h, l1, lt £ 0,1d, но £ 2 мм; SД £ 30 мм | при L ³ 3d: d, h, l1, lt £ 0,2d, но £ 2,5 мм; при L ³ 5d: d, h, l1, lt £ 0,25d, но £ 3,0 мм; SД £ 50 мм | при L ³ 3d: d, h, l1, lt £ 0,2d, но £ 3,0 мм; при L ³ 5d: d, h, l1, lt £ 0,25d, но £ 3,5 мм; SД £ 50 мм |
|
|
| Единичные (удлиненные) |
| Не допускаются |
| ||
| Ав |
|
| Цепочки | d, h, lt £ 0,1d, но £ 1,5 мм; l1£ d, но £ 30 мм SД £ 30 мм | d, h, lt £ 0,15d, но £ 2,0 мм; l1£ d, но £ 30 мм SД £ 30 мм | d, h, lt £ 0,2d, но £ 2,5 мм; l1£ 2d, но £ 30 мм SД £ 50 мм | |
| Общая площадь проекций пор на рентгенографическом снимке не более 2 %* | |||||||
| Ас |
|
| Скопления | d, h £ 0,1d, но £ 1,5 мм; l1, lt £ 0,5d, но £ 12,5 мм SД £ 25 мм | d, h £ 0,1d, но £ 1,5 мм; l1, lt £ 0,5d, но £ 15 мм SД £ 30 мм | ||
| Общая площадь проекций пор на рентгенографическом снимке не более 2 %* | |||||||
| Ak |
|
| Канальные, в т.ч. «червеобразные» | Не допускаются | |||
| Неметаллические (шлаковые) включения | Ва |
|
| Единичные компактные | h £ 0,1d при lt £ 2,5 мм; l1 £ 0,5d, но не более 5 мм; SД £ 30 мм | h £ 0,1d при lt £ 3 мм; l1 £ 0,5d, но не более 7 мм; SД £ 30 мм | |
| Вb |
|
| Цепочки | d, h, lt £ 0,1d, но £ 1,0 мм; l1£ d, но £ 15 мм SД £ 30 мм** | d, h, lt £ 0,1d, но £ 1,5 мм; l1£ 2d, но £ 25 мм SД £ 50 мм** | ||
| Вс |
|
| Скопления | d, h £ 0,1d, но £ 1,0 мм; l1, lt £ 0,5d, но £ 12,5 мм SД £ 25 мм | d, h £ 0,1d, но £ 1,5 мм; l1, lt £ 0,5d, но £ 12,5 мм SД £ 30 мм | ||
| Общая площадь проекций пор на рентгенографическом снимке не более 2 %* | |||||||
| Bd1 |
|
| Односторонние удлиненные | h £ 0,1d, но £ 1,5 при lt £ 1,5 мм; l1 £ d, но £ 15 мм; SД £ 30 мм | h £ 0,1d, но £ 1,5 при lt £ 1,5 мм; l1 £ 2d, но £ 25 мм; SД £ 50 мм | ||
| Bd2 |
|
| Двухсторон. удлиненные | Не допускаются | |||
| Металлические включения | Mw |
|
| Вольфрамовые и включения других нерастворимых металлов | d, h, lt£0,1d, но £ 1,5 мм; l1£ 3 мм при L £ 50 мм; количество включений: не более 1 для труб диаметром £ 219 мм, не более 2 на 300 мм шва для труб диаметром > 219 мм | d, h, lt£0,1d, но £ 3,0 мм; l1£ 6 мм при L £ 50 мм; количество включений: не более 2 для труб диаметром £ 219 мм, не более 4 на 300 мм шва для труб диаметром > 219 мм | |
| Непровары | Da1 |
|
| В корне шва | Не допускаются | ||
| Da2 |
|
| В корне шва из-за смещения кромок | Не допускаются | |||
| Несплавления | Db |
|
| Межслойные | Не допускаются | ||
| Dc1 |
|
| По разделке кромок | Не допускаются | |||
| Dc2 |
|
| По разделке кромок, выходящие на поверхность | Не допускаются | |||
| Трещины | E |
|
| Любой длины и направления относительно сварного шва | Не допускаются | ||
| Дефекты формы шва | Fa |
|
| Вогнутость корня шва (утяжина) | h £ 0,1d, но £ 1,25 мм; l1 £ d, но £ 30 мм; SД £ 50 мм | h £ 0,2d, но £ 1,25 мм; l1 £ 2d, но £ 50 мм; SД £ 100 мм | |
| Fb |
|
| Превышение проплавления (провис) | Не допускаются | |||
| Fc |
|
| Подрезы | Не допускаются | |||
| Fd |
|
| Смещение кромок | h £ 0,2d, но £ 3 мм - для труб d > 10 мм h £ 0,2d, но £ 2 мм - для труб d £ 10 мм | |||
Условныеобозначения
Типы сварныхшвов: 1) кольцевой угловой; 2) кольцевой нахлесточный; 3) продольный стыковой;«А» - категория качества сварных соединений на газопроводах категории В; «В» -на газопроводах категории I; «С» - на газопроводахкатегорий II, III, IV; d -диаметр дефекта;h - высота дефекта; l1 - размер проекции дефекта вдоль шва; lt - размер проекции дефекта поперек шва; l - расстояние между соседними дефектами; d- толщина стенки трубы; b -ширина сварногошва; SД - суммарнаямаксимально допустимая протяженность дефекта (совокупности дефектов): для трубдиаметром £ 530 мм оценивается на длинесварного шва, равной 0,1 периметра; для труб диаметром > 530 мм оцениваетсяна длине сварного шва, равной 300 мм.
_________________
* Для неразрушающего контролясварных соединений тройников рентгенографическим методом в заводских условияхпредприятия-изготовителя.
** При расстоянии междусмежными включениями менее двух длин наиболее длинного, общая длина парных включенийне более d.
Примечания
1 Суммарная протяженностьдопустимых по высоте внутренних дефектов на любые 300 мм сварного соединения недолжна превышать 50 мм и составлять более 10 % периметра сварного соединения, кроме дефектов с условнымобозначением Fd, протяженностькоторых не учитывается при подсчете суммарной протяженности всех дефектов.
2 Сварное соединениеремонтируется, если суммарная протяженность всех выявленных дефектов меньше 0,1периметра сварного соединения, в противном случае сварное соединение подлежитвырезке.
3 Подрезы, смещения кромок идругие наружные дефекты швов измеряются в процессе визуального и измерительногоконтроля.
4 Внутренние подрезы и смещениякромок могут определяться физическими методами контроля.
5 На участке максимально допустимогосмещения кромок любые дефекты не допускаются.
6 При оценке качества сварныхсоединений разнотолщинных элементов нормы оценки дефектов принимаются поэлементу меньшей толщины.
Форма № 1.Наряд-допуск на выполнение работ по сварке на газопроводах под давлением
Форма № 2.Наряд-допуск на выполнение работ по врезке на газопроводах под давлением
Форма № 3.Наряд-допуск на выполнение работ по перекрытию полости трубы на газопроводахпод давлением
Форма № 4.Журнал учета работ по сварке на газопроводах под давлением
Форма № 5.Журнал учета работ по врезке на газопроводах под давлением
Форма № 6.Журнал учета работ по перекрытию полости трубы на газопроводах под давлением
Форма № 7. Актна гарантийное сварное соединение узла врезки на газопроводах под давлением*
Форма № 8. Акт нагерметизацию технологических отверстий
Форма № 9. Актиспытания на герметичность и прочность узла врезки на газопроводах поддавлением
Форма № 10. Актприемки узла врезки на газопроводах под давлением**
________________
* Оформляют на каждое сварноесоединение узла врезки.
** Оформляют по завершении работ по подсоединению отвода, лупинга,перемычки перед засыпкой котлована, траншеи.
| Эксплуатирующая организация __________________ УТВЕРЖДАЮ _____________________ (должность. Ф.И.О.) _____________________ (подпись) «____» __________ 200___ г.
НАРЯД-ДОПУСК № _______ | |||||||||||||||||||||||||||||||||||||||||||||||||||
| № пп | Ф.И.О. членов бригады | Выполняемая функция | Квалификация | С условиями работы ознакомлен, инструктаж получил | Инструктаж провел, должность, Ф.И.О., подпись | |
|
|
|
|
|
|
|
|
10 Результаты анализа воздушной среды
| Дата и время отбора проб | Место отбора проб | Результаты анализа воздуха | Подпись лица, проводившего анализ |
|
|
|
|
|
11 Организационные и технические меры безопасности при подготовке объекта и проведении работ по сварке под давлением согласно п. 7 наряда-допуска выполнены
________________________________________________________________________________
(ответственный за подготовительные работы, фамилия, подпись, дата, время)
________________________________________________________________________________
(ответственный за проведение работ по сварке под давлением, фамилия, подпись, дата, время)
12 Производство работ по сварке под давлением разрешаю
________________________________________________________________________________
(дата, подпись руководителя (ЛПУ МГ), где должны проводиться работы, или лица, его замещающего)
13 Согласовано:
служба охраны труда _____________________________________________________________
(фамилия представителя, подпись, дата)
служба пожарной безопасности ____________________________________________________
(фамилия представителя, подпись, дата)
взаимосвязанные участки (при необходимости) _______________________________________
(участок, фамилия руководителя (ЛПУ МГ), подпись, дата)
14 Срок действия наряда-допуска продлен ___________________________________________
(срок продления, Ф.И.О., подпись лица, утвердившего наряд-допуск)
| Дата и время проведения работ | Возможность производства работ подтверждаю (подпись) | |||
| Лицо, регистрирующее наряд-допуск | Ответственный за проведение работ | Представители служб охраны труда и пожарной безопасности | Руководители (ЛПУ МГ), где проводятся работы по сварке под давлением, и взаимосвязанных участков | |
|
|
|
|
|
|
| Дата и время отбора проб | Место отбора проб | Результаты анализа воздуха | Подпись лица, проводившего анализ |
|
|
|
|
|
16 Работа выполнена в полном объеме, рабочие места приведены в порядок, инструмент и материалы убраны, люди выведены, наряд-допуск закрыт
________________________________________________________________________________
(ответственный за проведение работ, фамилия, подпись, дата, время)
________________________________________________________________________________
(начальник (ЛПУ МГ), фамилия, подпись, дата, время)
| Эксплуатирующая организация __________________ УТВЕРЖДАЮ ________________________ (должность. Ф.И.О.) ________________________ (подпись) «____» __________ 200___ г.
НАРЯД-ДОПУСК № ________ | |||||||||||||||||||||||||||||||||||||||||||||||
| № п/п | Ф.И.О. членов бригады | Выполняемая функция | Квалификация | С условиями работы ознакомлен, инструктаж получил | Инструктаж провел, должность, Ф.И.О., подпись | |
|
|
|
|
|
|
|
|
10 Результаты анализа воздушной среды
| Дата и время отбора проб | Место отбора проб | Результаты анализа воздуха | Подпись лица, проводившего анализ |
|
|
|
|
|
11 Организационные и технические меры безопасности при подготовке объекта и проведении работ по врезке под давлением согласно п. 7 наряда-допуска выполнены __________
| ________________________________________ | _________________________________________ |
| (ответственный за подготовительные работы, фамилия, подпись, дата, время) | (ответственный за проведение работ по врезке под давлением, фамилия, подпись, дата, время) |
12 Производство работ по сварке и врезке под давлением разрешаю _____________________
________________________________________________________________________________
(дата, подпись руководителя (ЛПУ МГ), где должны проводиться работы, или лица, его замещающего)
13 Согласовано:
служба охраны труда _____________________________________________________________
(фамилия представителя, подпись, дата)
служба пожарной безопасности ____________________________________________________
(фамилия представителя, подпись, дата)
взаимосвязанные участки (при необходимости) _______________________________________
(участок, фамилия руководителя (ЛПУ МГ), подпись, дата)
14 Срок действия наряда-допуска продлен ___________________________________________
(срок продления, Ф.И.О., подпись лица, утвердившего наряд-допуск)
| Дата и время проведения работ | Возможность производства работ подтверждаю (подпись) | |||
| Лицо, регистрирующее наряд-допуск | Ответственный за проведение работ | Представители служб охраны труда и пожарной безопасности | Руководители (ЛПУ МГ), где проводятся работы по врезке под давлением, и взаимосвязанных участков | |
|
|
|
|
|
|
15 Работа выполнена в полном объеме, рабочие места приведены в порядок, инструмент и материалы убраны, люди выведены, наряд-допуск закрыт
________________________________________________________________________________
(ответственный за проведение работ, фамилия, подпись, дата, время)
________________________________________________________________________________
(начальник (ЛПУ МГ), фамилия, подпись, дата, время)
| Эксплуатирующая организация _________________ УТВЕРЖДАЮ ______________________ (должность, Ф.И.О.) ______________________ (подпись) «____» __________ 200___ г.
НАРЯД-ДОПУСК № ____________ | |||||||||||||||||||||||||||||||||||||||||||||||
| № п/п | Ф.И.О. членов бригады | Выполняемая функция | Квалификация | С условиями работы ознакомлен, инструктаж получил | Инструктаж провел, должность, Ф.И.О., подпись | |
|
|
|
|
|
|
|
|
10 Результаты анализа воздушной среды
| Дата и время отбора проб | Место отбора проб | Результаты анализа воздуха | Подпись лица, проводившего анализ |
|
|
|
|
|
11 Организационные и технические меры безопасности при подготовке объекта и проведении перекрытия полости трубы под давлением согласно п. 7 наряда-допуска выполнены
| ________________________________________ | _________________________________________ |
| (ответственный за подготовительные работы, фамилия, подпись, дата, время) | (ответственный за проведение перекрытия полости трубы под давлением, фамилия, подпись, дата, время) |
12 Производство перекрытия полости трубы под давлением разрешаю ___________________
(дата, подпись руководителя (ЛПУ МГ), где должны проводиться
работы, или лица, его замещающего)
13 Согласовано:
служба охраны труда _____________________________________________________________
(фамилия представителя, подпись, дата)
служба пожарной безопасности ____________________________________________________
(фамилия представителя, подпись, дата)
взаимосвязанные участки (при необходимости) _______________________________________
(участок, фамилия руководителя (ЛПУ МГ), подпись, дата)
14 Срок действия наряда-допуска продлен ___________________________________________
(срок продления, Ф.И.О., подпись лица, утвердившего наряд-допуск)
| Дата и время продления работ | Возможность производства работ подтверждаю (подпись) | |||
| Лицо, регистрирующее наряд-допуск | Ответственный за проведение работ | Представители служб охраны труда и пожарной безопасности | Руководители (ЛПУ МГ), где проводится перекрытие полости трубы под давлением, и взаимосвязанных участков | |
|
|
|
|
|
|
15. Работа выполнена в полном объеме, рабочие места приведены в порядок, инструмент и материалы убраны, люди выведены, наряд-допуск закрыт
_______________________________________________________________________________
(ответственный за проведение работ, фамилия, подпись, дата, время)
_______________________________________________________________________________
(начальник (ЛПУ МГ), фамилия, подпись, дата, время)
| № п/п | Регистрац. № наряда-допуска | Дата, время начала проведения работ по сварке | Место, Ф.И.О. ответственного за проведение работ | Наименование работ | Подпись лица, регистрирующего документ, до начала работ | Подпись лица, регистрирующего документ, после окончания работ. Время окончания работ |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|
|
|
|
|
|
|
|
| № п/п | Регистрац. № наряда-допуска | Дата, время начала проведения работ по врезке | Место, Ф.И.О. ответственного за проведение работ | Наименование работ | Подпись лица, регистрирующего документ, до начала работ | Подпись лица, регистрирующего документ, после окончания работ. Время окончания |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|
|
|
|
|
|
|
|
| № п/п | Регистрац. № наряда-допуска | Дата, время начала проведения работ по врезке | Место, Ф.И.О. ответственного за проведение работ | Наименование работ | Подпись лица, регистрирующего документ, до начала работ | Подпись лица, регистрирующего документ, после окончания работ. Время окончания |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|
|
|
|
|
|
|
|
| Эксплуатирующая организация __________________ УТВЕРЖДАЮ ________________________ (должность, Ф.И.О.) ________________________ (подпись) «____» __________ 200___ г.
АКТ НА ГАРАНТИЙНОЕ СВАРНОЕ СОЕДИНЕНИЕ УЗЛА ВРЕЗКИ НА ГАЗОПРОВОДАХ ПОД ДАВЛЕНИЕМ
Мы, нижеподписавшиеся, ответственный за проведение работ по сварке и врезке на газопроводе под давлением _______________________________________________________, (Ф.И.О., должность, организация) представитель технадзора _________________________________________________________, (Ф.И.О., должность, организация) специалист неразрушающего контроля качества (___) уровня __________________________, (Ф.И.О., должность, организация) а также сварочно-монтажная бригада в составе: электросварщик-резчик (бригадир) _________________________________________________, (Ф.И.О., разряд, организация) электросварщики ________________________________________________________________ (Ф.И.О., разряд, организация, № клейма) составили настоящий акт в том, что нами проведена сборка, сварка и контроль качества сварных соединений узла врезки под давлением на газопроводе _________________________ (наименование и подробная привязка мест сварных соединений узла врезки под давлением) Сборка и сварка произведены в полном соответствии с требованиями нормативных документов _____________________________________________________________________, о чем произведены записи в журнале учета работ по сварке и врезке на газопроводах под давлением. На основании высокого качества выполнения работ по резке, сборке, сварке стыков, а также операционного контроля, контроля качества сварки _____________________ методами (указать 2 метода: ультразвуковым и радиографическим (либо красящей цветной дефектоскопии). Качество сварных соединений приварки узла врезки под давлением гарантируется и стыки признаются годными. Стыки занесены в журнал учета работ по сварке и врезке на газопроводах под давлением под номерами ________________________________. (указать номера стыков) Приложение: Исполнительная схема гарантийных стыков узла врезки на газопроводах под давлением на ___ листах. Ответственный за проведение работ по сварке и врезке под давлением _________ __________ (Ф.И.О.) (подпись, дата) Представитель технадзора ________________ _________________ (Ф.И.О.) (подпись, дата) Специалист неразрушающего контроля (___) уровня ________________ _________________ (Ф.И.О.) (подпись, дата) Ответственный руководитель ПИЛ ________________ _________________ (Ф.И.О.) (подпись, дата) Члены сварочно-монтажной бригады _________________ _________________ (Ф.И.О.) (подпись, дата)
|
| Эксплуатирующая организация _________________ УТВЕРЖДАЮ _______________________ (должность, Ф.И.О.) _______________________ (подпись) «____» __________ 200___ г.
АКТ НА ГЕРМЕТИЗАЦИЮ ТЕХНОЛОГИЧЕСКИХ ОТВЕРСТИЙ
Мы, нижеподписавшиеся, ответственный за проведение работ по сварке и врезке на газопроводе под давлением _______________________________________________________, (Ф.И.О., должность, организация) представитель технадзора _________________________________________________________, (Ф.И.О., должность, организация) специалист неразрушающего контроля качества (___) уровня __________________________, (Ф.И.О., должность, организация) а также сварочно-монтажная бригада в составе: электросварщик-резчик (бригадир) _________________________________________________, (Ф.И.О., разряд, организация) электросварщики ________________________________________________________________ (Ф.И.О., разряд, организация, № клейма) составили настоящий акт в том, что на ПК _______________ км газопровода _______ произведена герметизация технологических отверстий путем вварки заплат. Заплаты изготовлены из трубы __________________ сталь __________________. Вварка заплат произведена электродами ____________________________________________. Сварные соединения проконтролированы ____________________________ методом и признаны годными. Приложение: Схема расположения заплат. Ответственный за проведение работ по сварке и врезке под давлением __________ _________ (Ф.И.О) (подпись, дата) Представитель технадзора ___________ ________________ (Ф.И.О) (подпись, дата) Специалист неразрушающего контроля (___) уровня ___________ _______________ (Ф.И.О) (подпись, дата) Ответственный руководитель ПИЛ ____________ __________________ (Ф.И.О) (подпись, дата) Члены сварочно-монтажной бригады ____________ _______________ (Ф.И.О) (подпись, дата)
|
| Эксплуатирующая организация _________________ УТВЕРЖДАЮ _______________________ (должность, Ф.И.О.) _______________________ (подпись) «____» __________ 200___ г.
АКТ ИСПЫТАНИЯ НА ГЕРМЕТИЧНОСТЬ И ПРОЧНОСТЬ УЗЛА ВРЕЗКИ НА ГАЗОПРОВОДАХ ПОД ДАВЛЕНИЕМ
Составлен комиссией, назначенной приказом ________________________________________ (наименование организации) от «___» __________ 200___ г., в составе: председатель ____________________________________________________________________ (Ф.И.О., должность, организация) члены комиссии: _________________________________________________________________ (Ф.И.О., должность, организация) ________________________________________________________________________________ (Ф.И.О., должность, организация) ________________________________________________________________________________ (Ф.И.О., должность, организация) в том, что «_____» _________ 200__г. на участке газопровода _______________ км ________ в соответствии с требованиями СНиП III-42-80* и технологией производства работ на газопроводах врезкой под давлением в установленном порядке проведена проверка на герметичность узла врезки ________________________________________________________ (указать тип узла врезки) под давлением ________ МПа (кгс/см2) газообразной среды. Продолжительность проверки на герметичность под давлением ________________ часов. После завершения проверки на герметичность проведено пневматическое испытание на прочность узла врезки ____________________ под давлением ____________ МПа (кгс/см2). (указать тип узла врезки) Время выдержки под испытательным давлением ________________ часов. В течение проверки на герметичность и испытания на прочность узла врезки давление измерялось техническими манометрами ______________, имеющими класс точности ______________, со шкалой деления __________________, прошедшими метрологическую поверку (получившими разрешение на применение) __________________________________. (указать дату поверки или разрешения на применение) Заключение комиссии: 1 ______________________________________________________________________________ (указать результат проверки узла врезки на герметичность) 2 ______________________________________________________________________________ (указать результат проверки узла врезки на прочность) Председатель комиссии _____________________ ____________ (Ф.И.О.) (подпись, дата) Члены комиссии _____________________ ____________ (Ф.И.О.) (подпись, дата)
|
| Эксплуатирующая организация _________________ УТВЕРЖДАЮ _____________________ (должность, Ф.И.О.) _____________________ (подпись) «____» __________ 200___ г.
АКТ ПРИЕМКИ УЗЛА ВРЕЗКИ НА ГАЗОПРОВОДАХ ПОД ДАВЛЕНИЕМ
Мы, нижеподписавшиеся, представитель заказчика (ЛПУ МГ) __________________________ ________________________________________________________________________________ (Ф.И.О., должность, организация) ответственный за проведение работ по сварке и врезке на газопроводе под давлением _______________________________________________________________________________, (Ф.И.О., должность, организация) представитель технадзора _________________________________________________________, (Ф.И.О., должность, организация) производитель монтажных работ ___________________________________________________, (Ф.И.О., должность, организация) производитель изоляционных работ ________________________________________________, (Ф.И.О., должность, организация) специалист неразрушающего контроля качества (___) уровня ___________________________ (Ф.И.О., должность, организация) составили настоящий акт в том, что на участке км _________ ПК ___________ выполнен комплекс работ по сооружению фундамента и монтажу узла врезки______________________ ________________________________________________________________________________ (отвода, байпасной линии, лупинга, для перекрытия полости трубы, с прилегающими участками трубопровода длиной _____ м) Фундамент выполнен на __________________________________________________________. (песчаном основании, песчаной или земляной подушке) Установленные фундаменты представляют собой ____________________________________. (указать конструкцию) Конструктивное исполнение, привязка, изоляция фундаментов, размеры, фактические отметки соответствуют проекту ____________________________________________________. (наименование проекта, № рабочих чертежей) На фундаменты установлены узлы врезки ___________________________________________ (перечислить тройники в комплекте с заглушками и глухими фланцами, шаровые краны и другое оборудование с указанием диаметров) Сварочно-монтажные работы выполнены в соответствии с требованиями нормативных документов _____________________________________________________________________ (указать каких нормативных документов) и приняты актом-разрешением на изоляцию № ___________ от «______» ________________. Изоляция узла врезки выполнена ручным способом ___________________________________. (указать вид изоляционного покрытия) Записи с проведенных изоляционных работ приведены в журнале изоляционных работ. Проверка сплошности изоляционного покрытия показала отсутствие дефектов. Разрешается засыпка ___________________________________________________________________________. (узла врезки отвода, байпасной линии, лупинга, перекрытия) Представитель заказчика (ЛПУ МГ) _____________________ ____________ (Ф.И.О.) (подпись, дата) Ответственный за проведение работ по сварке и врезке под давлением _____________________ ___________ (Ф.И.О.) (подпись, дата) Представитель технадзора _____________________ ___________ (Ф.И.О.) (подпись, дата) Производитель монтажных работ _____________________ ___________ (Ф.И.О.) (подпись, дата) Производитель изоляционных работ _____________________ ___________ (Ф.И.О.) (подпись, дата) Представитель службы контроля качества _____________________ ___________ (Ф.И.О.) (подпись, дата)
|
[1]Руководящий документ Госгортехнадзора России РД03-615-03 Порядок применения сварочных технологий при изготовлении,монтаже, ремонте и реконструкции технических устройств для опасныхпроизводственных объектов
[2]Руководящий документ Госгортехнадзора России РД03-613-03 Порядок применения сварочных материалов при изготовлении,монтаже, ремонте и реконструкции технических устройств для опасныхпроизводственных объектов
[3]Руководящий документ Госгортехнадзора России РД03-614-03 Порядок применения сварочного оборудования при изготовлении,монтаже, ремонте и реконструкции технических устройств для опасныхпроизводственных объектов
[4]Правила Госгортехнадзора России ПБ03-273-99 Правила аттестации сварщиков и специалистов сварочногопроизводства
[5]Строительные нормы и правила России СНиП 2.05.06-85* Магистральныетрубопроводы
[6]Ведомственный руководящий документ ОАО «Газпром» ВРД39-1.11-014-2000 Методические указания по освидетельствованию иидентификации стальных труб для газонефтепроводов
[7]Правила безопасности при эксплуатации магистральных газопроводов, Мингазпром,1985
[8]Каталог продукции и услуг, компания «Т.Д. Вильямсон С.А.». США, Бельгия
[9] Fittings Welding on Live Pipelines(Guidelines). Т.D. Williamson S.A., Belgium, 1993 (Руководство по приваркефиттингов на газопроводах. Т.Д. Вильямсон С.А., Бельгия, 1993)
[10] Guidelines for Welding onto In-ServicePipelines. EWI Project № j 5459. Edison Welding Institute,Columbus, USA, 1991 (Руководство посварке на трубопроводах под давлением ЭВИ Проект № j 5459. Институт сваркиЭдисона, США, 1991)
[11]Р Газпром. Рекомендации по предварительному и сопутствующему подогревусвариваемых соединений газопроводов при строительстве и ремонте (утвержденыБ.В. Будзуляком 28 ноября 2006 г.), 2006
[12] Development of Guidelines for Repair andHot Tap Welding on Pressurized Pipelines. Final Report. Design Curve Supplementfor Natural Gas Pipelines to Repair and Hot Tap Welding Group. Battelle Columbus Laboratories, USA, 1981 (Руководство поремонту и сварке при врезке на трубопроводах под давлением. Институт сваркиБаттеля, США, 1981)
[13] ПравилаГосгортехнадзора России ПБ03-440-02 Правила аттестации персонала в области неразрушающего контроля
[14] СТО Газпром2-2.3-137-2007 Инструкция по технологиям сварки при строительстве и ремонтепромысловых и магистральных газопроводов. Часть II
[15] Строительные нормы иправила России СНиП III-42-80* Магистральныетрубопроводы
[16] Large-Diameter Stopple Applications. Т.D. Williamson, Inc., USA, 1985. (Руководствопо перекрытию трубопроводов большого диаметра. Т.Д. Вильямсон, Инк., США, 1985)
[17] Ведомственные строительныенормы ВСН51-1-97 Правила производства работ при капитальном ремонте магистральныхгазопроводов
[18] Правила охранымагистральных трубопроводов. Госгортехнадзор России (утверждены приказом № 32от 19.03.2001 г.)
[19] СТО Газпром2-2.1-131-2007 Инструкция по применению стальных труб на объектах ОАО «Газпром»
[20] Технические условияОАО «ЧТПЗ» ТУ14-3-1128-82 Трубы стальные бесшовные горячедеформированные длягазопроводов, газлифтных систем и обустройства газовых месторождений
[21] Руководящий документГосгортехнадзора России РД03-495-02 Технологический регламент проведения аттестации сварщиков и специалистовсварочного производства
[22] ANSI/AWS A.5.1-91. Specification for Carbon Steel Electrodes forShielded Metal Arc Welding (Технические условия на электроды из углеродистой стали для сварки защищенной металлической дугой)
[23] EN 499. Welding consumables - Covered Electrodes for Manual MetalArc Welding of Non Alloy and Fine Grain Steels (Электродыпокрытые для ручной дуговой сварки низколегированных сталей)
[24] ANSI/AWS A.5.5-89R. Specification for Low Alloy Steel Covered ArcWelding Electrodes (Технические условия на покрытые электроды из низколегированной стали для дуговой сварки)
[25] TDW 1200 Tapping Machine. Operation and Maintenance Instructions.TDWSA Pub. № 120-E-10-00. (Машина дляврезок. Модель 1200. Инструкция по эксплуатации и техническому обслуживанию.ТДВ СА, публ. № 120-Е-10-00)
Ключевые слова:инструкция, газопроводы, технология, врезка под давлением, сварка поддавлением, специальное оборудование