.webp "Новатика")




Настоящий стандарт организации (СТО) необходимо соблюдать при проектировании, монтаже, реконструкции, ремонте и приемке стальных конструкций мостов, имеющих сварные монтажные соединения.
Стандарт распространяется на монтажную сварку конструкций автомобильно-дорожных, железнодорожных, городских, совмещенных и пешеходных мостов, путепроводов, виадуков, эстакад, сооружаемых в любых климатических зонах, а также в районах с расчетной сейсмичностью до 9 баллов включительно.
Нормы СТО распространяются на основные несущие элементы пролётных строений и опор из низколегированных сталей для мостостроения, прокатываемых по ГОСТ 6713, ТУ 14-1-5120-92 (по Изменению № 6), ТУ 14-1-5455-2003, ТУ 14-1-5355-98, ГОСТ 10885.
| Обозначение: | СТО-ГК Трансстрой 005-2007 |
| Название рус.: | Стальные конструкции мостов. Технология монтажной сварки |
| Статус: | действующий |
| Заменяет собой: | СТП 005-97 «Технология монтажной сварки стальных конструкций мостов» |
| Дата актуализации текста: | 01.01.2009 |
| Дата добавления в базу: | 10.11.2009 |
| Дата введения в действие: | 24.08.2007 |
| Разработан: | РОО "Научно-техническая ассоциация ученых и специалистов транспортного строительства" Филиал ОАО ЦНИИС "Научно-исследовательский центр "Мосты" |
| Утвержден: | ООО "Группа компаний "Трансстрой" (22.08.2007) |
| Опубликован: | ООО "Группа компаний "Трансстрой" № 2007 |
Группа компаний «Трансстрой»
СТО-ГК «Трансстрой»-005-2007
Стандарт организации
Стальныеконструкции мостов.
Технология монтажной сварки
Москва 2007
Содержание
1 РАЗРАБОТАН POO «Научно-техническаяассоциация ученых и специалистов транспортного строительства», Филиалом ОАОЦНИИС «Научно-исследовательский центр «Мосты» (канд. техн. наук В.Г. Гребенчук,д. техн. наук, академик PAT А.С. Платонов) по заданию ООО «Группа компаний «Трансстрой».При разработке учтены материалы исследований в области монтажа и контролякачества стальных конструкций мостов, выполненных А.В. Кручинкиным, Э.М.Гитманом, В.В. Пассеком, В.И. Звирем, А.К. Гурвичем, Г.Я. Дымкиным и др.
2 ВНЕСЕНДепартаментом развития технологии и стандартизации ООО «Группа компаний«Трансстрой».
3 УТВЕРЖДЕН ИВВЕДЕН В ДЕЙСТВИЕ ООО «Группа компаний «Трансстрой» от 22 августа 2007 г. №ГК/ПН-56.
4 СОГЛАСОВАНОАО «Корпорация «Трансстрой» (исх. № К/173 от 24.05.2007 г.); ОАО «Сибмост»(исх. № 1062 от 13.08.2007 г.); ОАО «Волгомост» (исх. № 6/14-264 от 13.08.2007г.); ОАО «Гипростроймост» (исх. № С-1006 от 08.06.2007 г.); ЗАО «ЦНИИПСК им.Мельникова» (исх. № 6-2780 от 22.10.2007 г.); ООО «Инспекция по контролюкачества изготовления и монтажа мостовых конструкций ( исх. № б/н. 01.06.2007г.).
5 Разработкастандарта организации предусмотрена статьей 13 Федерального закона «Отехническом регулировании» от 27.12.2002 г. № 184-ФЗ.
6 Настоящийстандарт разработан на основе и с учетом требований СТО-ГК«Трансстрой»-002-2006 «Правила построения, изложения и обозначения приразработке стандартов организации Группы компаний «Трансстрой».
7ЗАРЕГИСТРИРОВАН ФГУП «Стандартинформ» 15.02.2008 г. № 104763 и ООО «Группакомпаний «Трансстрой» 03.03.2008 г. № ГК/59.
8 ДЕРЖАТЕЛЬПОДЛИННИКА ООО «Группа компаний «Трансстрой».
9 ВВЕДЕНвзамен СТП-005-97.
СТО-ГК «Трансстрой»-005-2007
СТАНДАРТ ОРГАНИЗАЦИИ
| Стальные конструкции мостов. Технология монтажной сварки | Взамен СТП 005-97 |
Утверждени введен в действие распоряжением ООО Группа компаний «Трансстрой» от 22августа 2007 г. № ГК/ПН-56.
Дата введения 2007-08-24
Настоящийстандарт организации (СТО) необходимо соблюдать при проектировании, монтаже,реконструкции, ремонте и приемке стальных конструкций мостов, имеющих сварныемонтажные соединения.
Стандартраспространяется на монтажную сварку конструкций автомобильно-дорожных,железнодорожных, городских, совмещенных и пешеходных мостов, путепроводов,виадуков, эстакад, сооружаемых в любых климатических зонах, а также в районах срасчетной сейсмичностью до 9 баллов включительно.
Нормы СТОраспространяются на основные несущие элементы пролётных строений и опор изнизколегированных сталей для мостостроения, прокатываемых по ГОСТ6713, ТУ 14-1-5120-92 (по Изменению № 6), ТУ 14-1-5455-2003, ТУ14-1-5355-98, ГОСТ10885.
В настоящемстандарте использованы нормативные ссылки на следующие стандарты иклассификаторы:
| ГОСТ 10-88 | Нутромеры микрометрические. Технические условия |
| ГОСТ 162-90 | Штангенглубиномеры. Технические условия |
| ГОСТ 164-90 | Штангенрейсмасы. Технические условия |
| ГОСТ 166-89 | Штангенциркули. Технические условия |
| ГОСТ 427-75 | Линейки измерительные металлические. Технические условия |
| ГОСТ 495-92 | Листы и полосы медные. Технические условия |
| ГОСТ 535-88 | Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия |
| ГОСТ 859-2001 | Медь. Марки |
| ГОСТ 1050-88 | Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия |
| ГОСТ 1497-84 | Металлы. Методы испытаний на растяжение |
| ГОСТ 2246-70* | Проволока стальная сварочная. Технические условия |
| ГОСТ 2601-84* | Сварка металлов. Термины и определения основных понятий |
| ГОСТ 2789-73 | Шероховатость поверхности. Параметры и характеристики |
| ГОСТ 2999-75* | Металлы и сплавы. Метод измерения твердости по Виккерсу |
| ГОСТ 3242-79 | Соединения сварные. Методы контроля качества |
| ГОСТ 3749-77 | Угольники поверочные 90°. Технические условия |
| ГОСТ 4381-87 | Микрометры рычажные. Общие технические условия |
| ГОСТ 5264-80* | Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры |
| ГОСТ 5378-88 | Угломеры с нониусом. Технические условия |
| ГОСТ 6507-90 | Микрометры. Технические условия |
| ГОСТ 6713-91* | Прокат низколегированный конструкционный для мостостроения. Технические условия |
| ГОСТ 6996-66* | Сварные соединения. Методы определения механических свойств |
| ГОСТ 7470-92 | Глубиномеры микрометрические. Технические условия |
| ГОСТ 7502-98 | Рулетки измерительные металлические. Технические условия |
| ГОСТ 7512-82 | Контроль неразрушающий. Соединения сварные. Радиографический метод |
| ГОСТ 8026-92 | Линейки поверочные. Технические условия |
| ГОСТ 8713-79* | Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры |
| ГОСТ 9013-59 | Металлы. Метод измерения твердости по Роквеллу |
| ГОСТ 9087-81*Е | Флюсы сварочные плавленые. Технические условия |
| ГОСТ 9454-78 | Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах |
| ГОСТ 9466-75* | Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия |
| ГОСТ 9467-75* | Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы |
| ГОСТ 10157-79 | Аргон газообразный и жидкий. Технические условия |
| ГОСТ 10528-90 | Нивелиры. Общие технические условия |
| ГОСТ 10529-96 | Теодолиты. Общие технические условия |
| ГОСТ 10885-85 | Сталь листовая горячекатаная двухслойная коррозионно-стойкая. Технические условия |
| ГОСТ 11533-75 | Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры |
| ГОСТ 11534-75 | Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры |
| ГОСТ 12503-75 | Сталь. Методы ультразвукового контроля. Общие требования |
| ГОСТ 14019-2003 | Материалы металлические. Метод испытания на изгиб |
| ГОСТ 14637-89 | Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия |
| ГОСТ 14771-76 | Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры |
| ГОСТ 14782-86 | Контроль неразрушающий. Соединения сварные. Методы ультразвуковые |
| ГОСТ 14792-80 | Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза |
| ГОСТ 19170-2001 | Стекловолокно. Ткань конструкционного назначения. Технические условия |
| ГОСТ 19281-89 | Прокат из стали повышенной прочности. Общие технические условия |
| ГОСТ 22353-77* ... 22356-77* | Болты и гайки высокопрочные. Шайбы |
| ГОСТ 22536.0-87 | Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа |
| ГОСТ 23518-79 | Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры |
| ГОСТ 23677-79 | Твердомеры для металлов. Общие технические требования |
| ГОСТ 24034-80 | Контроль неразрушающий радиационный. Термины и определения |
| ГОСТ 30489: EN473 | Определение уровня квалификации и сертификация персонала в области неразрушающего контроля. Общие принципы |
| ГОСТ Р 52222-2004 | Флюсы сварочные плавленые для автоматической сварки. Технические условия |
| ПБ 03-273-99 | Правила аттестации сварщиков и специалистов сварочного производства. Ростехнадзор, 1999 г. |
| ПБ 03-372-00 | Правила аттестации и основные требования к лабораториям неразрушающего контроля. Ростехнадзор, 2000 г. |
| РД 03-495-02 | Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства. Ростехнадзор, 2002 г. |
| РД 03-606-03 | Инструкция по визуальному и измерительному контролю. Выпуск 39. Федеральная служба по экологическому, технологическому и атомному надзору, 2006 г. |
| РД 03-613-03 | Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов. Ростехнадзор, 2003 г. |
| РД 03-614-03 | Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов. Ростехнадзор, 2003 г. |
| РД 03-615-03 | Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов. Ростехнадзор, 2003 г. |
|
| Сборник нормативных и методических документов для аттестации сварщиков и специалистов сварочного производства на строительных объектах и объектах стального мостостроения. Федеральная служба по экологическому, технологическому и атомному надзору, НАКС, Москва, 2007 г. |
| ТУ 2-034-225-87 | Щупы |
| ТУ 14-1-5120-92 (по Изменению № 6) | Прокат листовой высокого качества для мостостроения из низколегированной стали |
| ТУ 14-1-5355-98 | Прокат толстолистовой атмосферостойкий из стали марки 14ХГНДЦ для мостостроения |
| ТУ 14-1-5455-2003 | Прокат толстолистовой из стали марок 12Г2СБД для мостостроения |
| ТУ 14-1-5446-2002 | Прокат толстолистовой свариваемый из легированной стали повышенной вязкости марок 12ХГН2МА и 12ХГНМДБА. |
| ТУ 1274-021-11143754-2005 | Проволока порошковая для дуговой сварки. Технические условия |
| ТУ 59295-001-56315282-2004 | Керамический флюс ПФК-56С для автоматической сварки стыковых соединений конструкций пролётных строений стальных мостов |
| СНиП II-23-81* | Стальные конструкции. Нормы проектирования |
| СНиП 2.03.11-85 | Защита строительных конструкций от коррозии. Нормы проектирования |
| СНиП 2.05.03-84* | Мосты и трубы. Нормы проектирования. Изд. 1996 г. |
| СНиП 3.03.01-87 | Несущие и ограждающие конструкции. Правила производства и приемки работ |
| СНиП 3.06.04-91 | Мосты и трубы. Правила производства и приемки работ |
| СТО 001-2006 | Защита металлических конструкций мостов от коррозии методом окрашивания |
| СТП 006-97 | Устройство соединений на высокопрочных болтах в стальных конструкциях мостов |
| СТО 012-2007 | Стальные конструкции мостов. Заводское изготовление |
| СТП 015-2001 | Технология устройства упоров в виде круглых стержней с головкой из импортных материалов в конструкциях мостов |
| Стандарты ISO серии 9000 (ГОСТ Р-ISO-9000). |
|
Примечание- При пользовании настоящим стандартом целесообразно проверить действиессылочных стандартов и классификаторов в информационной системе общегопользования на официальном сайте национального органа Российской Федерации постандартизации в сети Интернет или по ежегодно издаваемому информационномууказателю «Национальные стандарты».
| 3.1 | автоматическая дуговая сварка: | Сварка, выполняемая машиной (механизмами), действующей по заданной программе, без непосредственного участия человека. |
| 3.2 | деталь: | Изделие, изготовленное из однородного материала без применения сборочных операций (на чертежах КМ и КМД называется «Позиция»). |
| 3.3 | зазор: | Кратчайшее расстояние между кромками собранных для сварки деталей. |
| 3.4 | зона сплавления (ЗС): | Участок расплавления основного (свариваемого) металла в процессе электродуговой сварки; околошовная зона. |
| 3.5 | зона термического влияния (ЗТВ): | Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке плавлением или термической резке. |
| 3.6 | изделие: | Предмет или совокупность предметов производства, подлежащих изготовлению. |
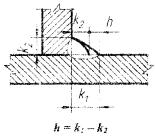
| 3.7 | катет углового шва: | Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части. |
| 3.8 | керамический сварочный флюс: | Флюс для дуговой сварки, полученный перемешиванием порошкообразных материалов со связующим веществом, грануляцией и последующей термической обработкой. |
| 3.9 | комплектующее изделие: | Изделие предприятия-поставщика, применяемое как составная часть продукции, выпускаемой другим предприятием. |
| 3.10 | кратер: | Углубление, образующееся в конце валика под действием давления дуги и объёмной усадки металла шва. |
| 3.11 | механизированная луговая сварка: | Дуговая сварка, при которой подача плавящегося электрода, или присадочного металла, или относительное перемещение дуги и изделия выполняются с помощью механизмов, управляемых человеком. |
| 3.12 | монтажный элемент: | Готовое изделие, отправляемое на монтаж без сборки и сварки на заводе (фасонки, накладки, прокладки, рыбки, связи и т.д.). |
| 3.13 | наплыв в сварном соединении: | Дефект в виде натекания металла шва на поверхность основного металла или ранее выполненного валика без сплавления с ним. |
| 3.14 | направление сварки: | Направление движения источника тепла вдоль продольной оси сварного соединения. |
| 3.15 | непровар: | Дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва. |
| 3.16 | обратно-ступенчатая сварка: | Сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва. |
| 3.17 | опытный образец: | Образец, полученный в опытном производстве. |
| 3.18 | отправочная марка, или сборочная единица: | Изделие, собранное из деталей с участием соединяющих элементов: сварочных материалов, крепежных метизов и др. |
| 3.19 | плавленый сварочный флюс: | Флюс для дуговой сварки, полученный сплавлением его составляющих и последующей грануляцией расплава |
| 3.20 | погонная энергия; | Энергия, затраченная на единицу длины сварного шва при сварке плавлением |
| 3.21 | подрез зоны сплавления: | Дефект в виде конусообразного углубления по линии сплавления сварного шва с основным металлом |
| 3.22 | полуфабрикат: | Изделие предприятия-поставщика, подлежащее дополнительной обработке или сборке (например, стальное литье для опорных частей, поковки, холодногнутые профили и т.д.) |
| 3.23 | пура в сварном шве: | Дефект сварного шва в виде полости округлой формы, заполненной газом |
| 3.24 | прихватка: | Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей |
| 3.25 | пролетное строение: | Несущая конструкция мостового сооружения, перекрывающая все пространство или часть его между двумя или несколькими опорами, воспринимающая нагрузку от элементов мостового полотна, транспортных средств и пешеходов и передающая её на опоры |
| 3.26 | расчётная высота углового шва: | Длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения свариваемых частей на гипотенузу наибольшего вписанною во внешнюю часть углового шва прямоугольного треугольника |
| 3.27 | ручная дуговая сварка: | Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную |
| 3.28 | сборка: | Соединение в определённой последовательности и закрепление деталей, подузлов и узлов для получения конструкции, удовлетворяющей её назначению |
| 3.29 | свариваемость стали: | Комплексная технологическая характеристика свариваемого металла, сварочных материалов и режимов сварки, обеспечивающая получение сварного соединения, удовлетворяющего заданным условиям безопасной конструкции или сооружения |
| 3.30 | сварка: | Получение неразъёмных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и/или пластическом деформировании |
| 3.31 | сварка на подъём: | Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается снизу вверх. |
| 3.32 | сварка углом вперёд: | Дуговая сварка, при которой электрод наклонён под острым углом к направлению сварки. |
| 3.33 | сварка углом назад: | Дуговая сварка, при которой электрод наклонён под тупым углом к направлению сварки. |
| 3.34 | сварная конструкция: | Металлическая конструкция, изготовленная сваркой отдельных деталей. |
| 3.35 | сварное соединение: | Неразъёмное соединение деталей, выполненное сваркой и включающее в себя шов и зону термического влияния. |
| 3.36 | сварочные деформации: | Перемещения различных точек сварного изделия (укорочение, изгиб, поворот сечений, потеря устойчивости листа и т.д.) в процессе сварки и последующего охлаждения металла. Собственные деформации и напряжения, имеющие место в сварной конструкции называют остаточными. |
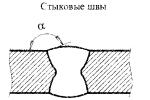
| 3.37 | стыковое соединение: | Сварное соединение двух элементов, примыкающих один к другому торцевыми поверхностями. |
| 3.38 | стыковой шов: | Сварной шов стыкового соединения: |
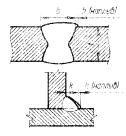
| 3.39 | тавровое соединение: | Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента. |
| 3.40 | технологический (монтажный) припуск: | Конструктивно предусмотренный заведомо больше требуемого размер монтажного элемента, предусмотренный для максимально точного монтажа этого элемента и/или компенсации усадок от сварки. |
| 3.41 | типовое изделие: | Изделие, принадлежащее к группе близких по конструкции изделий и обладающее наибольшим количеством конструктивных и технологических признаков этой группы. |
| 3.42 | трещина сварного соединения: | Дефект сварного соединения в виде разрыва в сварном шве и/или прилегающих к нему зонах . |
| 3.43 | угловой шов: | Сварной шов углового, таврового или нахлёсточного соединения. |
| 3.44 | угол скоса кромки: | Острый угол между плоскостью скоса кромки и плоскостью торца детали. |
| 3.45 | цепочка пор в сварном шве: | Группа пор в сварном шве, расположенных в линию параллельно оси сварного шва: |
| 3.46 | элемент: | Понятие, обозначающее составную часть конструкции, сооружения. |
4.1 Монтажнуюсварку стальных конструкций мостовых сооружений должны выполнять специализированныемостостроительные организации имеющие:
4.1.1действующую нормативную документацию на монтажную сборку и сварку мостовыхконструкций;
4.1.2 подготовленные кадры ИТР и рабочих, в том числеспециалистов сварочного производства, сварщиков, аттестованных в АттестационныхЦентрах, аккредитованных Национальным Агентством Контроля и Сварки (далееНАКС), включенных в Перечень Аттестационных центров, согласованный с НАКС(далее АЦ);
4.1.3соответствующее оборудование (краны, специальные вспомогательные сооружения иустройства для монтажа мостов, инвентарные подмости и др.), оснастку (стенды,прижимы, медные подкладки и др.), средства контроля качества монтажа и сваркиконструкций (теодолиты, нивелиры, дальномеры, ультразвуковые дефектоскопы идр.);
4.1.4 специалистовпо неразрушающему контролю качества сварных соединений, аттестованных внезависимых органах аттестации персонала, имеющих аккредитацию ОАО «НТЦ«Промышленная безопасность»;
4.1.5лабораторию по неразрушающим методам контроля качества сварных соединений,которая должна быть аттестована в области неразрушающего контроля на правовыполнения работ на объектах по п. 7.1 перечня объектов по ПБ03-372-00 (металлоконструкции технических устройств, зданий и сооружений);
4.1.6сварочные материалы, монтажные технологии сварки, сварочное оборудование,аттестованные в АЦ, соответствующих требованиям п. 4.1.2настоящего СТО, прошедших аккредитацию в НАКС на выполнение аттестациисварочных работ на объектах стального мостостроения.
Приемкусмонтированных сварных пролетных строений мостов и технический надзор замонтажной сваркой указанных металлоконструкций в порядке пооперационногоконтроля выполняет независимая организация (как правило, разработчикТехнологического Регламента на монтажную сварку объекта) силами специалистовсварочного производства по объектам стального мостостроения, аттестованных всистеме НАКС по группе технических устройств опасных производственных объектов(ОПО) - Конструкции Стальных Мостов (КСМ) не ниже, чем по III-му уровню.
4.2 Основаниемдля выполнения сварки на монтаже несущих стальных мостовых конструкций служат:
- рабочаядокументация на стадии КМ, разработанная специализированной проектнойорганизацией и утверждённая заказчиком к производству работ;
-деталировочные заводские чертежи КМД, утверждённые подрядчиком(мостостроительной организацией) к производству работ;
-Технологический регламент по сборке и сварке монтажных соединений,разработанный специализированной научно-исследовательской организацией иутверждённый заказчиком к производству работ.
Технологическийрегламент на выполнение монтажной сварки стальных конструкций моста являетсясамостоятельной частью (или разделом) проекта производства работ (ППР) намонтаж указанных стальных конструкций или общего ППР на строительство моста.Примерное содержание Технологического регламента по монтажной сваркеметаллоконструкций пролётного строения моста приведено в приложении Анастоящего СТО.
На основанииуказанного Технологического регламента, монтажная мостостроительная организацияразрабатывает при необходимости, технологические карты для ИТР и рабочих посборке и сварке монтажных соединений.
Конструкторско-технологическаядокументация на стадии разработки чертежей КМ на пролётные строения больших ивнеклассных мостов сложной конструкции до передачи её в производство может бытьпо требованию заказчика подвергнута экспертизе и специализированнойорганизации, занимающейся вопросами сварки конструкций стальных мостов.
Документация,выдаваемая в производство, должна иметь штампы и подписи главного инженерагруппы заказчика «Утверждаю к производству работ» и главного инженерамостостроительной организации «Согласовано к производству работ».
4.3 В чертежахКМ должны быть указаны марки сталей и требования к ним в соответствии сдействующими нормативными документами, типы и размеры сварных монтажных швов,способы монтажной сварки, участки монтажных сварных угловых швов с полнымпроплавлением толщины деталей, места и способы механической обработки монтажныхсоединений, а также схемы расположения растянутых зон в конструкциях икатегории монтажных сварных швов. Технологический регламент по монтажной сваркеконструкций моста должен разрабатываться с соблюдением указаний документации КМпо сварке. Отступления, вызываемые технологической необходимостью, следуетсогласовывать с разработчиком чертежей КМ.
4.4Отступления от согласованной и утвержденной проектной документации, вызванныеуточнением условий производства сборочно-сварочных работ, допускаются посогласованию с проектной организацией и с внесением соответствующих изменений врабочие чертежи КМ.
В случаяхприменения сварочных материалов, сталей и технологических решений по сборке имонтажной сварке, не указанных в настоящем СТО, необходимо получитьсогласование организации, ответственной за разработку настоящего СТО, заказчикаи проектной организации.
4.5 Стальныеконструкции (отправочные марки), поступившие от завода-изготовителя настройплощадку, подвергают входному контролю. Для этого на стройплощадке долженбыть оборудован отнивелированный стенд, на который устанавливают контролируемыемонтажные марки конструкций, и затем выполняют их входной контроль,
Разгрузку ивходной контроль металлоконструкций осуществляют лица, ответственные посоответствующему распоряжению (приказу) мостостроительной организации зауказанные операции. Результаты выгрузки и входного контроля конструкций должныотражаться в соответствующих документах (Акты-рапортички выгрузкиметаллоконструкций - приложение Б и Журналосвидетельствования металлоконструкций при входном контроле - приложение В).
При входномконтроле качества металлоконструкций проверяют:
1)соответствие линейных размеров и геометрической формы конструкций проектнымтребованиям; при этом отклонения линейных размеров и геометрической формыконструкций должны соответствовать требованиям таблиц 37 и 38 СТО012-2007 «Стальные конструкции мостов. Заводское изготовление»;
2) качествозаводских сварных швов и зон перехода этих швов к основному металлу (визуальнымконтролем), качество замыкания кольцевых швов, а также отсутствие трещин воставленных заводом-изготовителем прихватках в зонах роспусков различныхугловых швов и др.;
3) отсутствиедефектов по основному металлу конструкций - недопустимые забоины по свободнымкромкам поясов и др. элементов, выхваты основного металла от газовой резки,расслой проката на свободных кромках и др.;
4) качество скрушения свободных кромок основных металлоконструкций;
5) качествоотверстий в элементах блоков главных балок и блоков ортотропных плит;
6) качество ипараметры подготовки заводом-изготовителем кромок монтажных сварных соединений;
7) качествозаводской грунтовки основных металлоконструкций и её толщину в соответствии спроектом: последствия транспортировки конструкций от завода-изготовителя доместа строительства с фиксацией возможных трещин в заводских швах, вмятин идругих деформаций в элементах и др.
Наличие илиотсутствие недопустимых дефектов заводского изготовления конструкций попозициям 1-7 отражается в Журнале освидетельствования каждой марки элемента привходном контроле по форме приложения Внастоящего СТО.
На основанииЖурнала входного контроля металлоконструкций по приложению Впри наличии недопустимых отклонений по одному или нескольким перечисленнымпараметрам 1-7 мостостроительная организация составляет обобщённый Акт покачеству заводского изготовления конкретных марок элементов, который направляеткомиссии в составе представителей проектной организации, Мостовой инспекции(контролирующая организация) и завода-изготовителя. Проектная организацияпринимает решение о возможности ремонта и последующего монтажа данныхметаллоконструкций.
Принеобходимости указанная комиссия непосредственно на стройплощадке анализируетпричины возникновения дефектов и принимает решение о способах их исправления(или о замене конструкций новыми). Дефекты заводских сварных соединенийустраняет завод-изготовитель.
Исправлениедефектных участков швов и правку деформированных конструкций надлежит выполнятьпо указаниям раздела 11настоящего СТО.
4.6Технические службы мостостроительной организации (главный инженер, руководительсварочных работ, ИТР технического отдела, лаборатории и монтажного участка)несут полную ответственность за качество производимых монтажно-сварочных работи соблюдение требований настоящего СТО, рабочей документации КМ и КМД,Технологического регламента по монтажной сварке металлоконструкций моста идействующих СНиП. Указанные службы должны организовать и постоянно осуществлятьвходной контроль рабочей документации, конструкций, сварочных материалов;операционный контроль технологии монтажа и сварки; приемочный контрольмонтажных сварных соединений, законченных отдельных сварных конструктивныхэлементов, а также объекта в целом.
Службыконтроля должны иметь в своем распоряжении поверенные средства проверкикачества сварных соединений, геодезический и измерительный инструмент и другиетехнические средства, обеспечивающие необходимую достоверность и полнотуконтроля качества.
При возведениистальных конструкций мостов, путепроводов, эстакад необходима по решениюзаказчика организация научно-технического сопровождения сварочных работ силамиспециализированных научно-исследовательских институтов.
4.7Производство монтажно-сварочных работ должно сопровождаться составлениемисполнительной документации, перечень которой приведен в приложении Гнастоящего СТО.
4.8 Понятие«стальные конструкции мостов» охватывает пролетные строения (в том числеразводных мостов), опоры, пилоны, элементы реконструкции и усилениясуществующих мостов, элементы объединения железобетонных плит сметаллоконструкциями сталежелезобетонных мостов, вспомогательные конструкциимостового полотна и смотровых приспособлений, привариваемые к основным несущимэлементам.
4.9 Длявспомогательных конструкций стальных мостов - элементов мостового полотна,кабельных коробов, смотровых приспособлений, СВС и У, шпунта - наряду соспециальными мостовыми сталями допускается применение низколегированных иуглеродистых сталей, прокатываемых по ГОСТ19281, ГОСТ535, ГОСТ14637, ГОСТ1050.
Переченьпроката, марок сталей и условий их применения приведён в таблице 1.
Таблица 1 - Сталь для сварных мостовых конструкций
| Исполнение | Для основных несущих элементов пролетных строений и опор | Для вспомогательных конструкций стальных мостов | |||||
| Вид проката | Толщина проката, мм | Марки и категории сталей | ГОСТ, ТУ | Вид проката | Марки и категории сталей | ГОСТ, ТУ | |
| Обычное | Листовой | 8-14 | 15ХСНД 10ХСНД | ГОСТ 6713-91* | Листовой, сортовой, фасонный, трубы, гнутые профили. Толщина 4-60 мм | 09Г2С-2 09Г2СД-12 Ст3сп, пс-5,6 Ст3сп, пс-5;6 | ГОСТ 19281-89 ГОСТ 14637-89 ГОСТ 535-88 ГОСТ 1050-88 ГОСТ 380-94 ГОСТ 27772-88 |
| 16-50 16-40 | 15ХСНД-2 10ХСМД-2 | ГОСТ 6713-91* | |||||
| 8-50 | 15ХСНДА-2 10ХСНДА-2 | ТУ 14-1-5120-92 с изм. № 6 | |||||
| 8-40 | 14ХГНДЦ-2 | ТУ 14-1-5355-98 | |||||
| 8-50 | 12Г2СБД** | ТУ 14-1-5455-2003 | |||||
| 12 | 09Г2С+12Х18Н10Т | ГОСТ 10885-85 | |||||
| Фасонный | 8-32 8-14 | 15ХСНД 10ХСНД | ГОСТ 6713-91* | ||||
| 8-32 | 09Г2С(Д) | ГОСТ 19281-89 | |||||
| Северное зона А | Листовой | 8-40 | 15ХСНДА-2 10ХСНДА-2 | ГОСТ 6713-91* | Листовой, фасонный, сортовой, трубы, круглые. Толщина 4-60 мм | 09Г2С-13 09Г2СД-13 | ГОСТ 19281-89 |
| 8-50 | 15ХСНДА-3 10ХСНДА-3 | ТУ 14-1-5120-92 с изм. № 6 | |||||
| 8-40 | 14ХГНДЦ-2 | ТУ 14-1-5 355-98 | |||||
| 8-50 | 12Г2СБД-2** | ТУ 14-1-5455-2003 | |||||
| 12 | 09Г2С+12Х18Н10Т | ГОСТ 10885-85 | |||||
| Фасонный | 8-32 8-14 | 15ХСНД-2** 10ХСНД-2** | ГОСТ 6713-91* | ||||
| Северное зона Б | Листовой | 8-40 | 10ХСНД-3 | ГОСТ 6713-91* | Листовой, фасонный, сортовой, трубы круглые. Толщина 4-60 мм | 09Г2С-15 09Г2СД-15
| ГОСТ 19281-89 |
| Фасонный | 8-32 8-14 | 15ХСНД-2** 10ХСНД-2** | ГОСТ 6713-91* | ||||
| ** Применяется для изготовления основных несущих конструкций пролётных строений только автодорожных мостов *** В мостах всех назначений, допускается применять уголки по ГОСТ 8509-72 и ГОСТ 8510-72 без термообработки - прокат категории I - по ГОСТ 6713-91*. В конструкциях автодорожных, городских и пешеходных мостов северного исполнения А и В допускается применять двутавры, тавры и швеллеры без термообработки при условии выполнения требований по ударной вязкости при температуре соответственно минус 60 °С и минус 70 °С | |||||||
4.10Листовой прокат марки 09Г2С(Д) по ГОСТ19281 может применяться для изготовления основных несущих конструкцийпролётных строений только автодорожных мостов, путепроводов и эстакад обычногоисполнения по согласованию с проектной организацией и разработчиком настоящегоСТО.
4.11 Примонтажной сварке мостовых конструкций из сталей с пределом текучести 450 МПа ивыше, а также сталей, применяемых в опытном порядке, необходиморуководствоваться специальными техническими указаниями, разрабатываемымиспециализированными научно-исследовательскими организациями и согласованными с проектнойорганизацией. В таких указаниях допускаются ссылки на пункты настоящего СТО,общие для любых стальных мостовых конструкций.
Способы сварки
5.1 Длямонтажных сварных соединений мостовых конструкций допускается применятьследующие способы электродуговой сварки:
-автоматическая под флюсом сплошной проволокой с гранулированнойметаллохимической присадкой (МХИ) на формирующих подкладках:
-автоматическая под флюсом сплошной проволокой по ручной подварке корня шва наформирующих подкладках;
-механизированная (полуавтоматическая) под флюсом, сплошной проволокой:
- вертикальнаяавтоматическая самозащитной порошковой проволокой с принудительнымформированием стыкового шва;
- вертикальнаяавтоматическая сплошной проволокой («расщеплённым» электродом) под слоемрасплавленного шлака с принудительным формированием стыкового шва;
-механизированная (полуавтоматическая) сплошной и металлопорошковой проволокой всмеси защитных газов;
- ручнаяэлектродуговая покрытыми электродами.
Типы монтажныхсоединений и способы сварки должны соответствовать требованиям ГОСТ8713, ГОСТ11533 Сварка под флюсом; ГОСТ5264, ГОСТ11534 Ручная дуговая сварка; ГОСТ14771, ГОСТ23518 Дуговая сварка в защитном газе. Типы формирующих подкладок - по 8.8настоящего СТО.
Для сложныхмостовых конструкций, кроме того, надлежит руководствоваться Технологическимирегламентами по монтажной сварке, разрабатываемыми специализированныминаучно-исследовательскими институтами.
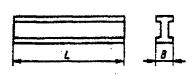
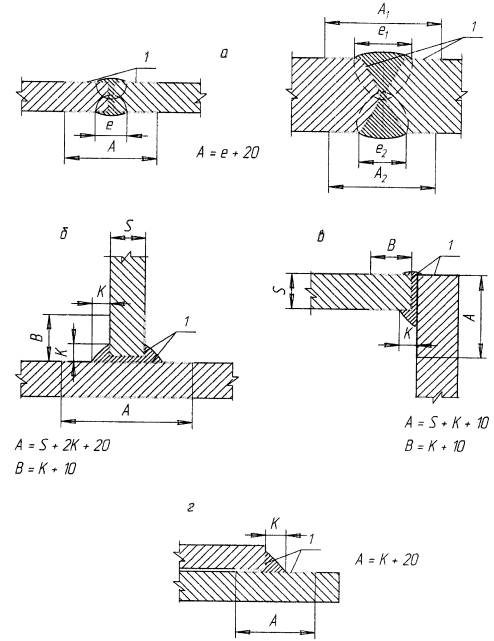
5.2 Повзаимному положению свариваемых элементов различают соединения стыковые,угловые, тавровые и нахлёсточные (рисунок 1, ГОСТ 2601).По расположению в пространстве на момент сварки швы могут быть в нижнем,горизонтальном, вертикальном и потолочном положениях (рисунок 2).
а - стыковые, односторонние и двусторонние, б - угловое; в -тавровое; г - нахлёсточное соединения
Рисунок 1 - Типы монтажных сварных соединений
а - нижнее, б - горизонтальное, в - вертикальное, г - потолочноеположения
Рисунок 2 - Пространственное положение швов при монтажнойсварке
Независимо отпространственного положения и типа шва монтажные сварные соединения в мостахдолжны обеспечивать передачу всех расчетных усилий, действующих в соединяемыхэлементах. Прочность сварных соединений при статических испытаниях должна бытьне ниже прочности основного металла по соответствующему ГОСТ или ТУ, показателиударной вязкости, относительного удлинения и твердости по металлу шва и полинии сплавления шва с основным металлом должны отвечать требованиям,приведенным в 8.3настоящего СТО.
5.3 Припроектировании сварных конструкций предпочтение следует отдавать стыковым соединениям(С), выполняемым автоматическим и механизированным способами сварки. Угловые(У), тавровые (Т) и нахлёсточные (Н) соединения, если они необходимы намонтаже, должны выполняться преимущественно в нижнем положении и, как правило,механизированными способами сварки; для указанных соединений допускаетсяприменение ручной дуговой сварки. Следует избегать протяжённой потолочной,горизонтальной и вертикальной ручной дуговой сварки узлов и конструкций.
Стыковыеодносторонние соединения в нижнем положении (рисунок 1a, слева) должны выполнятьсяавтоматической сваркой с применением различных типов подкладок с обратнымформированием корня шва (см. 8.8настоящего СТО). Стыковые соединения с двусторонними швами (рисунок 1а,справа) допускаются в конструкциях, которые в процессе сборки и сварки могутбыть перекантованы, или в местах, требующих сплошного проплавления ввертикальном или горизонтальном положениях (стыки рёбер со вставками,соединения рёбер опорных диафрагм с продольными рёбрами и т.д.). Для стыковыходносторонних или двусторонних соединений поясов балок при соответствующемобосновании допускается механизированная (полуавтоматическая) или ручнаядуговая сварка взамен автоматической.
Формуподготовки кромок, тип соединения и способ сварки следует указывать в чертежахКМ. При последующей разработке Технологического регламента на монтажную сваркупролётного строения моста форма подготовки кромок подлежит уточнению всоответствии с назначаемой технологией сварки.
Припроектировании стыковых сварных соединений горизонтальных листов с изменениемих толщины в зоне стыка с нижней стороны, необходимо с этой указанной стороны,где устанавливаются формирующие медные подкладки, предусматриватьгоризонтальную площадку шириной не менее 70 мм.
При изменениив зоне монтажного сварного стыка ширины листа следует оставлять прямолинейныеплощадки по кромкам на длину 100...150 мм в каждую сторону от шва для установкивыводных планок или изготавливать выводные планки с соответствующими скосами состороны уширения.
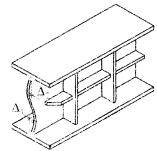
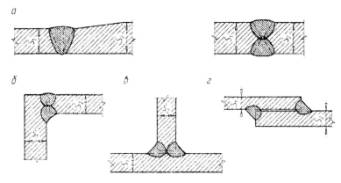
5.4 Сварку намонтаже мостов применяют главным образом для соединения основных несущихконструкций стальных пролетных строений: сплошностенчатых двутавровых и L-образных балок, составных ицельноперевозимых блоков коробчатых сечений, настильных (горизонтальных) листовортотропных и ребристых плит (рисунок 3).
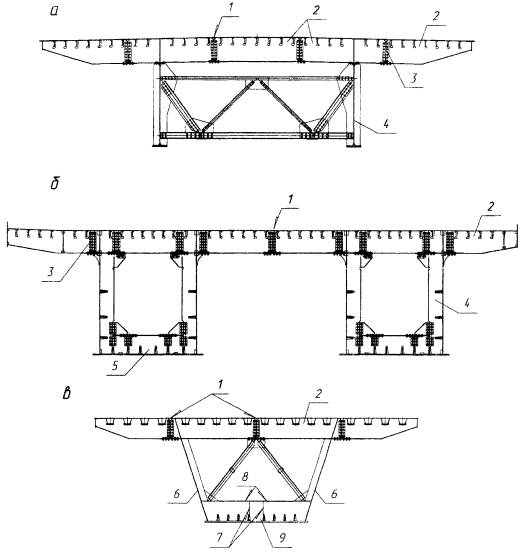
а - балочное; б - коробчатое; в - коробчатое; собираемое на монтажеиз С-образных балок; 1 -продольные сварные стыки; 2 - ортотропные плиты; 3 -фрикционно-болтовые стыки поперечных балок; 4 - главные балки; 5 - ребристыенижние плиты; 6 - С-образные элементы; 7 - вертикальные сварные стыкипоперечных ребер; 8 - стыки поясов ребер; 9 - вставки
Рисунок 3 - Схемы поперечных сечений стальных пролетных строений с монтажнымисварными и болтовыми стыками
Конструкциямонтажных соединений должна обеспечивать беспрепятственное выполнение сварки навсей длине шва.
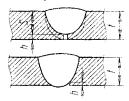
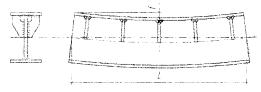
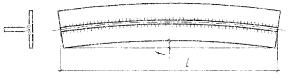
5.5 Монтажныестыки двутавровых, L-образныхи коробчатых сплошностенчатых балок могуч быль цельносварными (рисунок 4) икомбинированными фрикционно-сварными (рисунок 5). На выбор типа стыка иопределенной степени влияет способ монтажа пролетных строений.
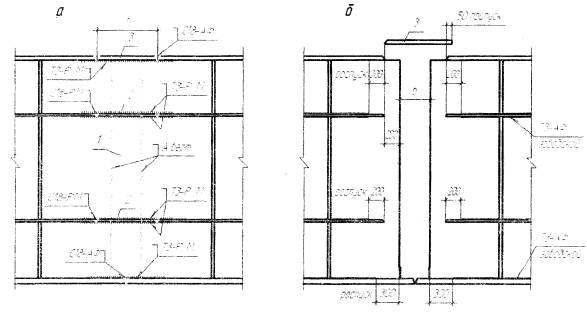
1 - вставка стенки; 2 - вставки ребер, 3 - вставка верхнего пояса; t - длина вставки,принимаемая в зависимости от ширины и толщины пояса; b - 400...600 мм в зависимости отмарки сварочного трактора
Рисунок 4 - Конструкция цельносварного стыка главных балок(а) и подготовка его к сварке (б)
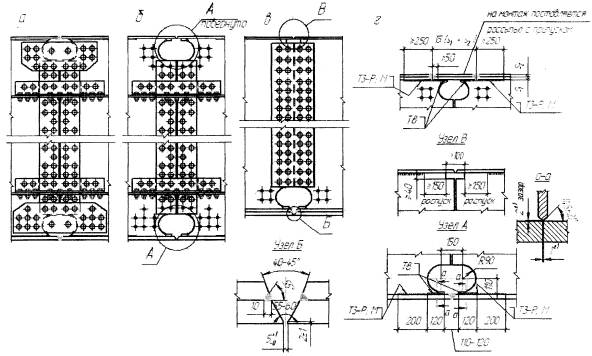
а - стык в сборе; б - начальная стадия сборки; в - вариант стыкаверхнего пояса без вставки; г - пакетный стык верхнего пояса со вставкой;
узел А - технологическое отверстие у нижнего и верхнего пояса; узел Б -монтажный стык двухлистового пакета поясов; узел В - технологическое отверстиеу верхнего пояса (как вариант)
Рисунок 5 - Конструкция комбинированного болто-сварногостыка главных балок
При сборкепролетных строений на берегу с последующим перемещением их на опорыпредпочтение отдают цельносварным стыкам; при навесной, полунавесной иуравновешенно-навесной сборке целесообразно применение комбинированных стыков.
В комбинированныхфрикционно-сварных стыках главных балок стыковые сварные соединения верхнегопояса рекомендуется проектировать без вставки, т.е. «совмещенными», срасположением стыковых швов поясов в одном сечении с осью симметрии болтовогосоединения стенки. Величина требуемого зазора в монтажном соединении верхнегопояса обеспечивается, как правило, при заводском изготовлении.
Допускается вотдельных случаях проектировать монтажные блоки главных балок с прирезаемым намонтаже припуском длины пояса на одном из торцов блока. Прирезка припускавыполняется в этом случае на монтаже после установки монтажного элемента (блокабалки) в проектное положение.
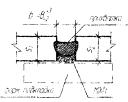
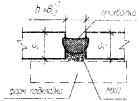
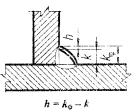
В зонестыкового шва верхнего пояса в стенках стыкуемых блоков необходимопредусматривать скругленные вырезы высотой не менее 40 мм и шириной не менее 50мм для пропуска формирующих медных подкладок (рисунок 5, узел В), илисимметричные вырезы по рисунку 5б.
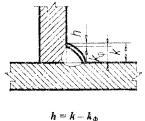
В зоне стыковогошва нижнего пояса в стенке балки необходимо предусматривать технологическоеотверстие высотой около 200 мм от верхней плоскости пояса для пропускаспециального удлинителя к сварочному автомату. Боковые кромки отверстияочерчивают по полуокружности радиусом 90 мм с центром, отнесенным от осистыкового шва примерно на 75 мм, находящимся на высоте 110 мм от верхнейплоскости поясного листа. Торец обрыва стенки должен находиться нарасстоянии 60 мм от оси шва для беспрепятственного прохода специального удлинителя,а после заварки роспуска и зачистки границ плавного перехода стенки к металлупояса - на расстоянии не менее 50 мм от границы стыкового шва пояса (рисунок 5,узел А).
Допускаетсяконструкция сварного стыка верхнего пояса со вставкой (рисунок 6), при этомтакое конструктивное решение обосновывается проектной организацией (например,требование завода-изготовителя, согласованное с монтажной организацией, илирасположение пролётного строения в плане по кривой и др.). При наличии вверхних поясах балок двухлистового пакета сварной стык верхних поясов такжевыполняется со вставкой с полным проваром примыкающих к технологическомуотверстию угловых поясных швов (рисунок 5г).
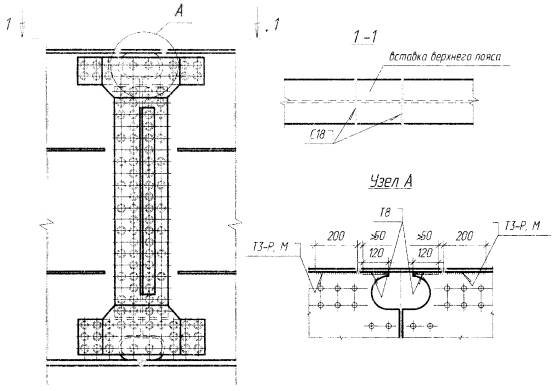
узел А - технологическое отверстие у верхнего пояса
Рисунок 6 - Конструкция комбинированного болто-сварного стыка главных балок совставкой верхнего пояса
5.6 Поперечныеи продольные стыки нижних ребристых плит и стыки примыкания нижних плит кпоясам главных балок выполняют автоматической односторонней сваркой встык, какправило, с применением МХП или по ручной подварке корня шва на медных подкладкахс обратным формированием корня шва.
Вертикальные(наклонные) стыки стенок главных балок выполняют автоматической вертикальной(наклонной) сваркой. Допускается применение для стыков стенок главных балокмеханизированной и ручной дуговой сварки. Продольные и поперечные ребра нижнихребристых плит сваривают механизированным способом или ручной дуговой сваркой.
Все монтажныеугловые швы, в том числе проектные роспуски угловых швов, по нижним ребристым иверхним ортотропным плитам выполняют механизированной (полуавтоматической) илиручной дуговой сваркой (рисунок 7).
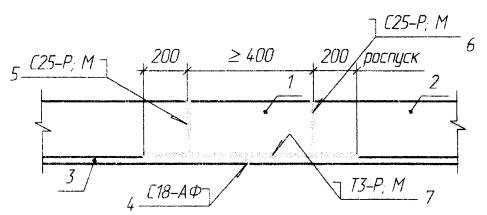
1 - вставка: 2 - ребро продольное; 3 - лист плиты; 4-7 -последовательность сварки
Рисунок 7 - Цельносварной стык нижней ребристой плиты
5.7 Продольныеи поперечные стыковые швы настильного листа ортотропных плит, а также стыкипримыкания листа настила плит к поясам главных балок выполняют одностороннейавтоматической сваркой под флюсом с применением гранулированнойметаллохимической присадки (МХП) на медных подкладках различного типа с обратнымформированием корня шва.
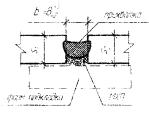
Вболто-сварных стыках ортотропных плит стыки полосовых продольных рёбер плитдопускается выполнять без приварки прокладки, если расстояние между горцамипродольных рёбер соседних плит менее 100 мм. В случаях, когда проектное расстояниемежду торнами продольных рёбер соседних плит превышает 100 мм, для обеспеченияустойчивости листа настила в районе стыка при действии монтажных и расчетныхнагрузок следует приваривать вставку между стыковыми накладками продольныхрёбер к нижней плоскости листа настила с замыканием угловых швов «по контуру»(рисунок 8, сечение А-А).
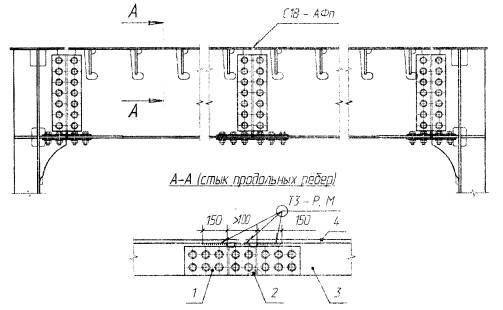
1 - накладка; 2 - прокладка; 3 - ребро; 4 - настильный лист
Рисунок 8 - Болто-сварные стыки ортотропных плит между собой и с главнымибалками
5.8Конструкцию узлов и размеры элементов блоков ортотропных плит с трапециевиднымипродольными ребрами (плита TP),также как и блоков плит с полосовыми продольными рёбрами (плита ПР), определяетпроектная организация.
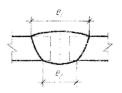
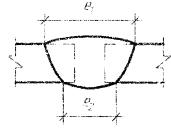
Наиболеетехнологичными с точки зрения удобства монтажа, сборки и сварки являютсяпродольно-ориентированные блоки плит TP или ПР. При этом конкретные габаритныеразмеры блоков плит определяет проектная организация. В качестве примера нарисунке 9 показано поперечное сечение монтажного блока ортотропной плиты счетырьмя продольными рёбрами трапециевидного сечения (плита TP).
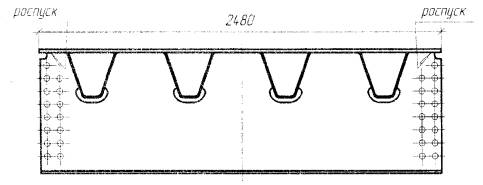
Рисунок 9 - Поперечное сечение блока opтотропной плиты TP
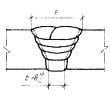
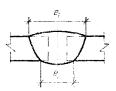
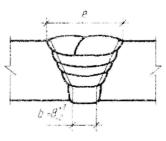
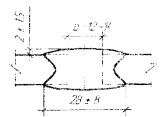
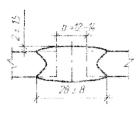
Для продольныхрёбер ортотропных плит TP следует применять стальной гнутый методом холоднойдеформации трапециевидный профиль толщиной 6-8 мм. Один из вариантов сеченийтрапециевидного профиля показан на рисунке 10.
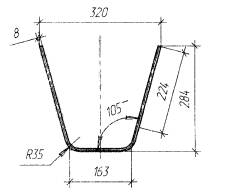
Рисунок 10 - Сечение трапециевидного продольного ребра ортотропнойплиты TP (вариант)
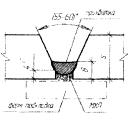
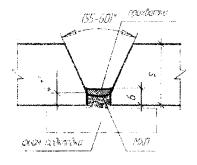
Пересечениепродольных трапециевидных рёбер со стенками поперечных балок должно быть, устроено,как правило, по рисунку 11.
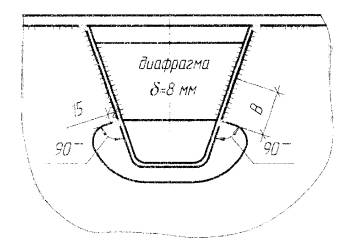
Рисунок 11 - Пересечение трапециевидногопродольного ребра со стенкой поперечной балки
Как видно изрисунка 11, в зоне пересечения рёбер трапециевидное продольное ребро должноиметь внутреннюю диафрагму толщиной 6-8 мм, которая вваривается назаводе-изготовителе плит TP механизированной сваркой в смеси защитных газов катетом 4 мм
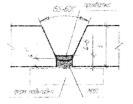
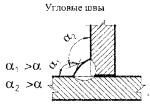
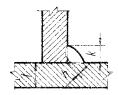
На концевыхучастках стенки поперечной балки на определённой длине (рисунок 11, участок«В») в зоне пересечения рёбер рекомендуется иметь «клиновую» разделку под углом40° с последующим выполнением угловых швов пересечения рёбер по рисунку 12.
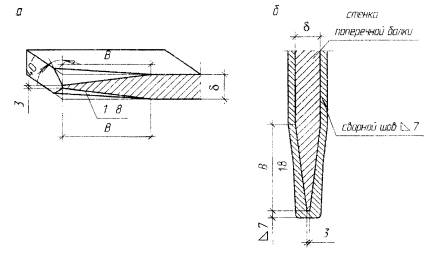
Рисунок 12 - Схема выполнения швов на концевых участках стенокпоперечных балок в зоне пересечения рёбер
Назаводе-изготовителе блоков ортотропных плит TP и ПР должна быть выполнена тщательная«закольцовка» угловых швов по контуру в зоне пересечения рёбер, с обеспечениемтребуемого по проекту размера сварного шва; угловые швы в зоне пересечениярёбер ортотропных плит TP и ПР должны выполняться механизированной сваркой в смесизащитных газов (металлопорошковой проволокой «POWER BRIDGE» диаметром 1,2-1,6мм).
Геометрическиепараметры выреза в стенке поперечной балки в зоне нижней части трапециевидногоребра должны соответствовать указаниям рисунка 11,при этом концевые участки этого выреза должны быть на длине 15 ммпрямолинейными и подходить под утлом 90° к стенкам трапециевидного продольногоребра (см. рисунок 11).
В блокахортотропных плит TP,так же как и в плитах ПР, по концам продольных рёбер и стенок поперечных балокна заводе-изготовителе следует оставить роспуски (недовары) угловых швов поуказаниям СТО 012-2007.
Монтажныестыки трапециевидных продольных рёбер следует выполнять по двум вариантам:
а) цельносварными(со вставкой ребра);
б)комбинированными (болто-сварными).
Предпочтениеследует отдавать цельносварным монтажным стыкам трапециевидных продольныхрёбер.
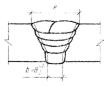
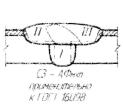
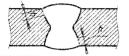
Конструкцияцельносварного монтажного стыка трапециевидных продольных рёбер показана нарисунке 13, при этом в указанных стыковых швах гарантируется 100%-ное качествошвов и отсутствие непроваров при применении здесь механизированной сварки всмеси защитных газов сварочной металлопорошковой проволокой «POWER BRIDGE»диаметром 1,2-1,6 мм по ТУ 1 274-021-11143754-2005.
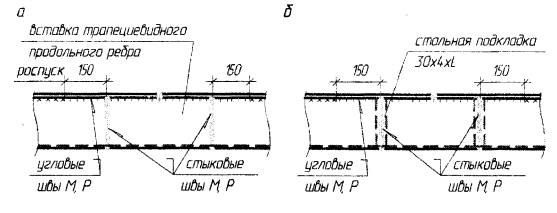
а - сварка стыков ребер «на весу»; б - сварка стыков рёбер наостающейся стальной подкладке
Рисунок 13 - Конструкция цельносварного стыка трапециевидных продольных рёбер
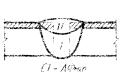
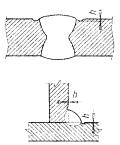
Конструкциякомбинированного болто-сварного монтажного стыка трапециевидных продольныхрёбер показана на рисунке 14 при этом в зонах стыкуемых рёбер должны стоятьдиафрагмы, герметизирующие такие продольные рёбра на длине заводского блокаплиты ТР. После указанных диафрагм продольное трапециевидное ребро должнопривариваться к листу настила с двух сторон по каждой стороне ребра (см.рисунок 14).
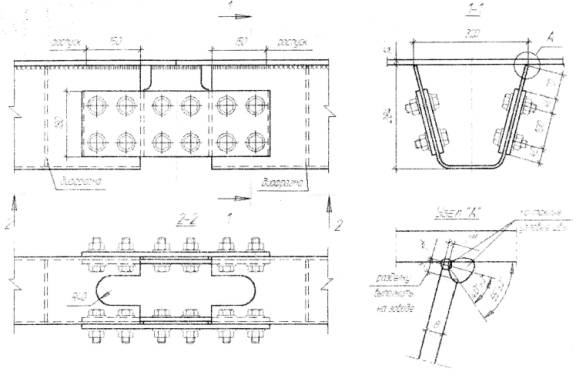
Рисунок 14 - Комбинированный болто-сварной монтажный стыктрапециевидных, продольных рёбер
Продольныетрапециевидные рёбра должны привариваться к листу настила плит на заводе-изготовителеавтоматической сваркой под флюсом или полуавтоматической сваркой в смесизащитных газов по наружным граням ребра. При этом данные угловые швы должныиметь проектные геометрические размеры, и непровар стенок трапециевидного ребрадолжен быть не более 2-х (двух) миллиметров.
В монтажныхстыках поперечных балок ортотропных плит TP (с трапециевидными ребрами) ипоперечных балок плит ПР (с полосовыми рёбрами) между собой и с главнымибалками предпочтение следует отдавать фрикционным соединениям на высокопрочныхболтах.
5.9 Элементысвязей с узловыми фасонками можно объединять на высокопрочных болтах, ручнойдуговой сваркой или механизированной сваркой в смеси защитных газов.
В соединенияхдомкратных банок и опорных диафрагм с главными балками предпочтение следуетотдавать фрикционным соединениям на высокопрочных болтах.
Сварочные материалы
6.1 Длямонтажных сварных соединений мостовых конструкций надлежит применять сварочныематериалы, перечень которых приведен в таблицах 2а, 2б, 2в. Сварочные материалыследует выбирать с учетом класса прочности и марки применяемой стали, способасварки, типа сварного соединения и исполнения конструкции (обычного илисеверного).
Таблица 2а - Сварочные материалы для автоматическойсварки стыковых соединений
| Марка стали | Сварка под флюсом с металлохимической присадкой (МХП) | Сварка под флюсом по ручной подварке | Сварка вертикальная с принудительным нормированием шва | ||||||
| Класс прочности | Проволока | Флюс | Гранулят (крупка) | Химическая добавка | Проволока | Флюс | Проволока порошковая (самозащитная) | Под слоем расплавленного флюса («расщеплённым» электродом) | |
| Проволока сплошного сечения | Флюс | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 6 | 7 | 8 |
| 15ХСНД 15ХСНДА 09Г2СД (09Г2С) 12Г2СБД 345 | Св-08ГА | ПФК-56С | Св-08ГА (2´2) | Двуокись титана (ТiO2) | Св-08ГА | ПФК-56С | ПП-АН19Н ПП-АН19С Æ 2,4-3 мм | Св-10ГНА (2´1,6 мм) | АН-67А АН-67В |
| Св-10HMА Св-10ГНА | смесь* АН-47 (50%) + АН-348-А (50%) | Св-10НМА (2´2) Св-08Г2С (1,6´1,6) | Св-10НМА Св-10ГНА | смесь* АН-47 (50%) + АН-348-А (50%) | |||||
| Св-10НМА | АН-47 | Св-10НМА | АН-47 | ||||||
| 10ХСНД 10ХСНДА 390 | Св-08ГА | ПФК-56С | Св-08ГА (2´2) | Двуокись титана (ТiO2) | Св-08ГА | ПФК-56С | ПП-АН19Н Æ 2,4-3 мм | Св-10ГНА (2´1,6 мм) | АН-67А АН-67В |
| Св-10НМА | АН-47 | Св-10НМА (2´2) | Св-10НМА | АН-47 | |||||
| Св-10НМА | смесь* АН-47 (70%) + АН-348-А (30%) | Св-10НМА | смесь* АН-47 (70%) + АН-348-А (30%) | ||||||
| * Эти материалы следует применять только для конструкций обычного исполнения. | |||||||||
Таблица 2б - Сварочные материалы длямеханизированной и ручной дуговой сварки тавровых, угловых и нахлесточных соединений
| Марка стали | Механизированная сварка под флюсом в нижнем положении | Механизированная сварка в смеси защитных газов*** | Тип и марка электродов для ручной дуговой сварки | ||
| Класс прочности | Проволока | Флюс | Металлопорошковая проволока | Проволока сплошного сечения | |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 15ХСНД 15ХСНДА 0912СД (09Г2С) 12Г2СБД 345 | Св-08ГА | ПФК-56С | «POWER BRIDGE» AЕ 1,2-1,6 мм | Св-08Г2С* Æ 1,2-1,6 мм ПСГ-0302* ПСГ-0301* AЕ 1,2-1,6 мм | Э46А-УОНИИ13/45** Э50А-УОНИИ 13/55 Э50А-МТГ-02 |
| Св-08А** | ПФК-56С | ||||
| Св-10HMА Св-10ГНА | АН-47 | ||||
| Св-10HMА Св-10ГНА | АН-348-А** | ||||
| 10ХСНД 10ХСНДА 390 | Св-08ГА | ПФК-56С | «POWER BRIDGE» AЕ 1,2-1,6 мм | Св-08Г2С* Æ 1,2-1,6 мм ПСГ-0302* AЕ 1,2-1,6 мм | Э46А-УОНИИ13/45** Э50А-УОНИИ 13/55 Э50А-МТГ-02 |
| Св-08A** | ПФК-56С | ||||
| Св-10НМА | АН-47 | ||||
| * Эти материалы следует применять только для конструкций обычного исполнения. ** При катетах до 7 мм включительно. *** Смесь защитных газов: 1) (78-82)% Аr + (18-22)% СО2; 2) (95-97)% Аr + (3-5)% О2; 3) (83-87)% Аr + (10-12)% СО2 +(3-5)% О2; 4) СО2 - для временных и/или вспомогательных конструкций. | |||||
Таблица 2в - Сварочные материалы длямеханизированной и ручной дуговой сварки стыковых соединений
| Марка стали | Механизированная сварка под флюсом | Механизированная сварка в смеси защитных газов** | Тип /марки электродов для ручной дуговой сварки | ||
| Класс прочности | Проволока | Флюс | Металлопорошковая проволока | Проволока сплошного сечения | |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 15ХСНД 15ХСНДА 09Г2СД (09Г2С) 12Г2СБД 345 | СВ-08ГА | ПФК-56С | «POWER BRIDGE» Æ 1,2-1,6 мм | Св-08Г2С* Æ 1,2-1,6 мм ПСГ-0302* Æ 1,2-1,6 мм | Э50А УОНИИ 13/55 МТГ-01К МТГ-02 МТГ-03 |
| Св-10HMА Св-10ГНА | смесь* АН-47 (50%) + АН-348-А (50%) | ||||
| Св-10HMА | АН-47 | ||||
| 10ХСНД 10ХСНДА 390 | Св-08ГА | ПФК-56С | «POWER BRIDGE» Æ 1,2-1,6 мм | Св-08ГСМТ*; Æ 1,2-1,6 мм | Э50А УОНИИ 13/55 МТГ-01К МТГ-02 МТГ-03 |
| Св-10HMА | АН-47 | ||||
| Св-10HMА | смесь* АН-47 (70%) + АН-348-А (30%) | ||||
| * Эти материалы следует применять только для конструкций обычного исполнения. ** Смесь защитных газов: 1) (78-82)% Аr + (18-22)% СО2; 2) (95-97)% Аr + (3-5)% О2; 3) (83-87)% Аr + (10-12)% СО2 + (3-5)% О2; 4) СО2 - для временных и/или вспомогательных конструкций. | |||||
Применяемыемонтажной мостостроительной организацией марки сварочных материалов согласнотаблицам (2а - 2в) должны иметь Свидетельство об аттестации НАКС каждой маркисварочного материала каждого предприятия-поставщика. Для применения другихсварочных материалов, не указанных в настоящем документе, на объектах стальногомостостроения требуется дополнительное проведение комплексных испытанийсварочных материалов в специализированных организациях, а для зарубежныхсварочных материалов, кроме того, и согласование с проектной организацией.
Сварочныематериалы должны быть упакованы согласно требованиям соответствующих стандартовили ТУ и должны иметь Сертификаты предприятия-изготовителя, удостоверяющие ихкачество.
В случаеавтоматической сварки стыковых соединений в нижнем положении рекомендуетсяприменять сварочную проволоку сплошного сечения диаметром: 4 мм. Длямеханизированной (полуавтоматической)сварки под флюсом угловых швов в положении «в угол» и для стыковых швоврекомендуется проволока сплошного сечения диаметром 2 мм, а длямеханизированной сварки в смеси защитных газов любых соединений рекомендуетсяпроволока сплошного сечения и металлопорошковая проволока диаметрами от 1,2 до1,6 мм. Для автоматической сварки стыковых соединений в вертикальном(наклонном) положении рекомендуются проволоки сплошного сечения диаметром 1,6мм и порошковые проволоки диаметрами 2,4-3,0 мм.
6.2 Качествосплошной холоднотянутой сварочной проволоки должно соответствовать требованиям ГОСТ2246 и Техническим условиям (ТУ) предприятий-изготовителей на отдельныемарки сварочной проволоки; указанные ТУ должны быть согласованы соспециализированной научно-исследовательской организацией, ведущей разработкитехнологии сварки мостовых конструкций.
Поверхностьнеомеднённой проволоки перед намоткой в кассеты необходимо очищать от ржавчины,жиров, технологической смазки и других загрязнений посредством пескоструйнойобработки или пропуском её через специальные устройства с последующей проверкойкачества очистки проволоки.
Очищенную инамотанную в кассеты сварочную проволоку сплошного сечения необходимо хранить всухом помещении при температуре воздуха не ниже плюс 15 °С. Корпуса кассетрекомендуется окрашивать в различные цвета в зависимости от марки проволоки, ана видимой стороне корпуса кассеты делают соответствующие надписи несмываемойкраской. Проволока, намотанная в кассеты, не должна иметь резких перегибов.Допускается применение сварочных проволок, намотанных на катушки, какомеднённых, гак и неомеднённых (осветлённых, с ионизированным покрытием,полированных).
6.3 Омеднённуюметаллопорошковую проволоку марки «POWER BRIDGE» диаметрами 1,2-1,6 мм поставляют по ТУ1274-021-11143754-2005 в кассетах с рядной намоткой. Специальной подготовкиперед сваркой такая проволока не требует.
6.4Самозащитная порошковая проволока для вертикальной (наклонной) автоматическойсварки диаметром 2,4-3,0 мм с принудительным формированием стыкового шва должнанаматываться на кассеты с применением специального станка и должнасоответствовать ТУ Украины У 05416.923.018-96 для марок ПП-АН19Н и ПП-АН19С.Порошковая проволока должна поставляться в металлических контейнерах (бочках),снабженных бирками завода-поставщика. Проволока без бирок или покрытаяржавчиной, имеющая загрязнения и дефекты в виде надрывов, раскрытий, резкихперегибов, к сварке не допускается. Указанные марки порошковых проволок передприменением должны быть прокалены при температуре 200...250 °С в течение 1,5 ч(должна иметь соломенно-жёлтый цвет побежалости); после прокалки и намоткикассеты с этой порошковой проволокой должны храниться в резервной печи притемпературе 80...90 °С . Время доставки кассеты с порошковой проволокой отрезервной печи до начала сварки этой проволокой должно быть не более 15 минут.
6.5 В качествеметаллохимических присадок (МХП) необходимо применять стальную крупку,приготовленную из сварочной проволоки соответствующей марки диаметром 2 мм (см.таблицу 2а),смешанную с химической добавкой. Металлическая крупка должна представлять собойгранулы цилиндрической формы длиной 2 мм (с допуском плюс 0,3 мм, минус 0,5мм).
Гранулят(рубленая сварочная проволока) перед смешиванием с химической добавкой(двуокись титана Тi2)должен быть прокален при температуре 150 °С в течение 2 часов с тщательнымперемешиванием. Химическая добавка должна входить в МХП в количестве 0,3% отмассы гранулята. После смешивания гранулята с химической добавкой в специальномсмесителе, готовая МХП перед применением (засыпкой в сварочный зазор)встряхивается на сите 1´1 мм для удаления излишков химической добавки.Готовую к употреблению МХП хранят в закрытых ёмкостях в резервной печи притемпературе 80...90 °С. Время доставки готовой МХП от резервной печи до засыпкив сварочный зазор должно быть не более 15 минут. Срок её хранения не должен превышатьодного месяца после изготовления.
6.6 Флюсыдолжны поставляться по ГОСТР 52222 или по Техническим условиям заводов-изготовителей (при условии, чтокачество поставляемых по ТУ флюсов отвечает требованиям ГОСТР 52222) и храниться в сухом помещении при температуре воздуха не ниже плюс15 °С в упаковке поставщика или в специальной закрытой таре. В сертификате нафлюс должен быть указан гарантийный срок хранения. Если флюс хранится свышеуказанного срока, необходимо проверить его технологические свойства при сваркена оптимальном режиме с испытанием сварных соединений согласно указаниямраздела 8настоящего СТО. Не допускаются засорения флюса окалиной, шлаком и прочимиинородными включениями. При наличии во флюсе пыли она должна отсеиваться черезсетку с размером квадратной ячейки 0,5 мм.
Передупотреблением флюсы прокаливают по режимам, указанным в сертификатах или ТУзаводов-изготовителей этих флюсов. Для плавленых флюсов температура прокалкидолжна составлять 400...450 °С. время прокалки - 2 ч, с перемешиванием; длякерамических флюсов - 350...400 °С в течение 2 ч ± 15 минут. Слой насыпки флюсапри прокаливании не должен превышать 50 мм. После прокалки флюсы хранят всушильных шкафах (резервных печах) при температуре 80...100 °С. Срок храненияпрокалённых флюсов в резервной печи при указанной температуре не долженпревышать 7 суток. Если прокалённый флюс не был использован в течениеуказанного срока хранения, необходимо вновь произвести его прокалку. При этомобщее время прокалки флюсов не должно превышать 10 ч. Прокалённый флюс долженпоступать на участок сварки по мере необходимости в металлической таре скрышкой. Разрыв во времени в подаче прокалённого (горячего) флюса от резервнойпечи до начала автоматической сварки стыков под этим флюсом должен составлятьне более 15 минут. Флюсы, МХП и электроды, подвергшиеся прямому воздействиювлаги и горюче-смазочных материалов, прокалке не подлежат и к использованию недопускаются. На рабочее место флюс следует подавать в количестве, необходимомдля работы в течение полусмены.
На участкеподготовки сварочных материалов должны быть вывешены выписки из раздела 6настоящего СТО, касающиеся температуры и времени прокалки соответствующегоматериала.
6.7 Электродыдля ручной дуговой сварки и постановки электроприхваток должны по типу и маркамсоответствовать ГОСТ9466, ГОСТ9467 и прокалку их следует выполнять на режимах, указанных заводом-изготовителемв паспортных данных на упаковке (коробке) электродов. Сразу же после извлеченияэлектродов из прокалочной печи их следует поместить в резервную (дежурную)печь, имеющую температуру 80...100 °С, откуда их используют для сварки.Электроды, не используемые в течение смены после извлечения из резервной печи,прокачивают вновь, но не более трех раз. С целью предохранения от увлажнения имеханических повреждений на рабочем месте прокалённые электроды следует хранитьв специальных термопеналах. Для определённых зон строительства мостадопускается применять простые металлические пенаты с крышкой.
6.8 Длявоздушно-дуговой резки при исправлении дефектов сварных соединений следуетприменять угольные и угольно-омеднённые электроды диаметром 6...10 мм типа ВДКпо ТУ 16-757.034-86 с последующей механической обработкой поверхностей резаабразивным инструментом на глубину не менее 1 мм или специальные электродымарок АНР-5, ОЗР-1, ОЗР-2 и др. диаметром 4...5 мм с последующей зачисткойповерхности реза от шлака и грата.
Оборудование
6.9 Длявыполнения монтажных сварных соединений мостовых конструкций рекомендуетсяприменять сварочное оборудование, перечень которого приведен в приложении Днастоящего СТО. При выборе источников питания сварочной дуги и оборудования дляпроизводства монтажных сварочных работ необходимо руководствоваться в первуюочередь обеспечением стабильных режимов сварки с заданными параметрами, гарантирующимивысокое качество сварных соединений, а также следует подбирать сварочноеоборудование в зависимости от применяемого способа сварки, типа сварногосоединения и конкретных условий производства сварочных работ.
Выбранное иприменяемое монтажной мостостроительной организацией сварочное оборудованиеподлежит первичной (если оно не аттестовано заводом-изготовителем) и затемпериодической (через каждые 3 года) аттестации в АЦ
6.10Отклонения от установленного режима сварки не должны кратковременно превышать:
- по силесварочного тока ± 5 %:
- понапряжению на дуге ± 2 В;
- по скоростисварки ± 10 %.
Сечение сварочного кабеля при его длине не более 30 м следует назначатьв зависимости от силы сварочного тока:
| сварочный ток, А | 240 | 300 | 400 | 600 | 800 | 1000 |
| площадь сечения кабеля, мм2 не менее | 35 | 50 | 70 | 95 | 150 | 170 |
Плотностьтока в сварочных кабелях не должна превышать 7...8 А/мм2. Обратныйпровод должен быть того же сечения, что и прямой.
6.11 Прикомплектации сварочных постов необходимо выполнить ревизию каждого источникапитания сварочной дуги, сварочных автоматов, полуавтоматов, цепей управления ит.п. оборудования, обращая особое внимание на надежное выполнение всехэлектрических соединений силовых и сварочных, кабелей сварочных постов,
6.12 Приустройстве линии передачи электроэнергии от подстанция до участка монтажаметаллоконструкций и при расчёте мощности электрической энергии, потребляемойучастком, необходимо учитывать следующие факторы:
а) мощность,потребляемая сварочными постами, составляет:
- пост автоматическойсварки около 75...80 кВт;
- постмеханизированной сварки около 35...40 кВт;
- пост ручнойдуговой сварки около 15...20 кВт;
б) мощностьвспомогательного технологического оборудования (печи для прокалки сварочныхматериалов, компрессорная, грузоподъёмные краны и т.д.) рассчитывают попаспортным данным указанных потребителей;
в) при расчётесечения кабелей линии передачи от подстанции до указанных потребителейнеобходимо исходить из того, что оборудование (потребители) по подпунктам а) иб) может включаться и работать одновременно,
г) следуетизбегать подключения к одному силовому шкафу других энергоёмких потребителей(например, компрессоров, грузоподъёмных кранов и др.), если от данного силовогошкафа уже запитан хотя бы один пост автоматической сварки. Рекомендуетсяподключать сварочное оборудование от отдельной подстанции или фидера. Еслиневозможно выполнить указанное требование, то во время работы постаавтоматической сварки асе потребители, подключенные к данному силовому шкафу,должны быть обесточены (отключены).
6.13 В случаеэлектропитания сварочного оборудования от автономной дизельной электростанцииеё мощность должна составлять не менее 100 кВА на один пост автоматическойсварки.
Монтаж иустройство потребителей электроэнергии на участке должно соответствоватьтребованиям ПУЭ и ПТБэлектроустановок.
6.14 Сварочныеавтоматы, полуавтоматы и источники питания сварочной дуги необходимо содержатьв полной технической исправности. Они должны быть снабжены поверенными вэлектролаборатории контрольными приборами: амперметрами и вольтметрами с ценойделения, удобной для визуального контроля заданных режимов сварки. Контрольправильности показаний приборов следует производить не реже одного раза аквартал. Амперметр и его шкала должны соответствовать шунту прямого сварочногопровода. Редукторы сварочных автоматов и полуавтоматов должны быть наполненысмазкой, указанной в руководстве по эксплуатации данного оборудования.
6.15 Длямонтажных стыковых и тавровых соединений, выполняемых ручной дуговой сваркой,должны применяться современные изолированные электрододержатели закрытого типалюбой марки, рассчитанные на сварочный ток не менее 300 А.
6.16 Дляпрокалки сварочных материалов на участке должны быть соответствующиепрокаленные печи типа СКОЛ, СШО и другие, обеспечивающие температуру до плюс500 °С, а также резервные печи с рабочей температурой до плюс 100 °Свключительно, в которых находятся прокалённые сварочные материалы.
6.17 С цельюнамотки сплошной проволоки диаметром 4 мм в кассеты следует применятьспециальный намоточный станок. Для приготовления рубленой сварочной проволоки(«крупки») следует применять специальный «рубочный» станок. Приготовление МХП(смешивание рубленой проволоки - «крупки» - с химической добавкой) следуетвыполнять в специальном смесителе. Равномерное обволакивание («опудривание»)химической добавкой металлических гранул (крупки) достигается при перемешиваниив течение 4-5 минут. После опудривания крупку необходимо просеять на сите сячейкой 1´1мм с целью удаления излишков химической добавки.
6.18 Приодносторонней автоматической сварке стыковых соединений для направлениядвижения сварочного автомата следует применять специальные регулируемые направляющиеустройства либо другие приспособления (копиры), обеспечивающие при движениисварочного автомата по зазору копирование оси стыка по всей его длине (сточностью 1 мм влево или вправо от оси стыка).
6.19 Дляпредварительного подогрева металла стыковых соединений следует применятьразличные типы газокислородных горелок (например, типа ГЗУ-2-62ПН, ГС-4П,ГАО-2-72, «НОРД» и др.), обеспечивающие заданные параметры режима подогревакромок стыка или термоправки конструкций. Контроль температуры предварительногоподогрева металла рекомендуется осуществлять специализированными электроннымицифровыми термометрами (например, типа ТЦ-1000, ТК-2, ТК-5М и др.) илипирометрами, поверенными в установленном порядке.
6.20 Дляудаления отдельных дефектных участков стыкового шва рекомендуется применятьгазопламенные резаки (например, типа РЗТТ, Р2А, РЗ МАЯК 337 У и др.) иливоздушно-дуговые резаки РВД с обязательной последующей зачисткой зоны реза наглубину не менее 2 мм. Для вырезки дефектов шва небольшой протяжённости, длязачистки и механической обработки швов рекомендуется применять механизированныйинструмент (шлифовальные машинки) различного типа, в т.ч. и импортные,например, «Bosh»(Германия), и шлифовальные круги различного типа и толщины согласно паспортнымданным применяемого оборудования. Удалять шлак с поверхности шва и/или слоевшва рекомендуется пневмомолотками различного типа.
Обрезкутехнологических припусков различных элементов монтируемых металлоконструкцийрекомендуется выполнять полуавтоматом кислородной резки типа «Микрон-2»,«Гугарк» или «КВИКИ-Е» (фирмы «Messer»,Германия). Допускается, в порядке исключения, ручная газокислородная резкауказанных припусков при условии обеспечения требований к качеству кромок поразделу 7 настоящего СТО после зачистки кромок абразивным инструментом судалением всех дефектов поверхности на глубину не менее 2 мм и обеспечениятребуемого сварочного зазора в стыках.
Обработка и зачистка кромок
7.1 Кромки подмонтажную сварку должны быть обработаны на мостовых заводах при изготовленииконструкций в соответствии с требованиями чертежей КМ и КМД, ГОСТ8713, ГОСТ11533 (сварка под флюсом), ГОСТ14771 и ГОСТ23518 (дуговая сварка в защитном газе), ГОСТ5264, ГОСТ11534 (ручная дуговая сварка), СТО-ГК «Трансстрой»-012-2007 и настоящегоСТО. Заводы должны обеспечивать точность изготовления конструкций, необходимуюи достаточную для беспрепятственной сборки их с применением традиционноприменяемых средств монтажа: сборочных пробок и болтов, скоб, струбцин, стяжек,распорок и других приспособлений.
Применениероспусков (недоваров) заводских швов с целью облегчения взаимного совмещениястыкуемых деталей и исключения появления трещин в монтажных стыковых швахдолжно быть оговорено в чертежах КМ. Роспуски, назначаемыезаводом-изготовителем дополнительно, необходимо согласовывать сорганизацией-разработчиком чертежей КМ.
Технологическиеприпуски по отдельным элементам заводских отправочных марок по длине и ширине сцелью их подрезки и подгонки стыкуемых элементов на монтаже следует оговариватьв чертежах КМ.
7.2 Качествообработки подрезаемых на монтаже кромок должно соответствовать требованиямуказанных в 7.1 документов.
Несвободныекромки, не полностью проплавляемые при монтажной сварке, в т.ч. верхние кромкивставок стенок главных балок в цельносварных монтажных стыках главных балок,после термической резки следует обрабатывать абразивным инструментом наглубину, обеспечивающую удаление дефектов поверхности, но не менее 2 мм;поверхность кромок не должна иметь надрывов и трещин. Шероховатость поверхностиуказанных кромок после механической обработки должна быть не грубее 3 класса поГОСТ2789 при высоте неровностей по 10 точкам на базе длиной 8 мм в пределах Rz = 40 - 80 мкм.
В сварныхсоединениях с обеспечением сплошного проплавления требования к кромкам предъявляютсятолько по условиям точности сборки элементов и соблюдения геометрии разделки.После подрезки или разделки кромок газокислородной резкой переноснымигазорезательными машинами требуется зачистка поверхности только от окалины играта, без снятия основного металла.
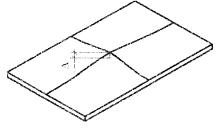
7.3Проплавляемые при сварке поверхности и прилегающие к ним зоны металла ширинойне менее 20 мм, а также кромки листов в местах примыкания выводных планок передмонтажной сборкой-сваркой должны быть очищены до чистого металла от ржавчины,окалины, заводской грунтовки пескоструйной обработкой (рисунок 15).
Соединения: а - стыковые; б - тавровые; в - угловые; г -нахлесточные;
1- зоны зачистки
Рисунок 15 - Зачистка кромок и поверхности металла перед сборкой и сваркойсоединений
При наличииграта и заусениц кромки обрабатывают шлифмашинками. Поверхность металла,расположенную по обе стороны от стыкового шва с лицевой стороны на расстоянииоколо 150 мм, при необходимости следует очищать металлическими щётками(например, типа «Волна) от грязи и ржавчины с целью предохранения флюса отзагрязнений при уборке его после сварки. В противном случае повторноеприменение загрязнённого флюса не допускается. Перед непосредственнойпостановкой прихваток свариваемые кромки в зоне прихватки на ширину по 20 мм вкаждую сторону от оси стыка должны быть отпескоструены или зачищенышлифмашинкой и затем прогреты до температуры 100...120 °С. Контроль указаннойтемпературы выполняется по электронному цифровому термометру или пирометру,поверенными в установленном порядке.
Масляныезагрязнения и конденсационная влага удаляются перед постановкой прихватокпрогревом кромок по всей длине стыка до температуры около 120 °С.
Сборка конструкций под сварку
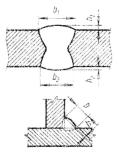
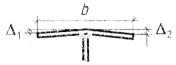
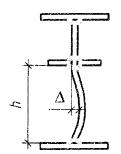
7.4Подлежащие сварке кромки листов должны быть прямолинейными. Вертикальноесмещение стыкуемых кромок из плоскости соединения (депланацию D1)при сборке стыковых соединений под одностороннюю сварку следует проверять взоне установки формирующих подкладок, и её величина не должна превышать 0,5 ммв стыках под автоматическую сварку и 1 мм - при ручной или механизированнойсварке (рисунок 16, а).
При сборкестыковых соединений под монтажную сварку необходимо выдержать требуемыйсварочный зазор в соединении согласно указаниям чертежей КМ и КМД иТехнологического регламента по монтажной сварке моста, а также обеспечитьсовпадение стыкуемых кромок в одной плоскости (устранить депланацию кромок D1,см. рисунок 16,а).
При устранениидепланации (вертикального смещения) кромок до 2 мм следует применять различныесборочные приспособления (рамки, домкраты и другие механическиеприспособления). Если депланация стыкуемых кромок монтажных соединений более 2мм, то устранить её следует сначала с применением термической илитермомеханической правки и окончательно (если она не устранилась полностью исоставляет до 2-х мм) уже с применением вышеуказанных сборочных механическихприспособлений.
Уступы D2(см. рисунок 16,а) в плоскости соединения но горцам листов для свободных кромок, например,поясов двутавровых и коробчатых балок без примыкания к ним ребристых илиортотропных плит, не должны превышать 3 мм для поясов шириной до 400 ммвключительно и D2£4 мм для поясов шириной более 400 мм.
Уступы D2(см. рисунок 16,а) кромок по торцам листов в соединениях, входящих в замкнутый контур,например, поясов балок и коробок, примыкающих встык к ребристым и ортотропнымплитам, не должны превышать 2 мм.
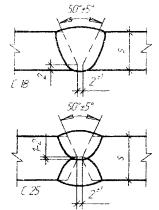
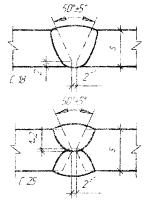
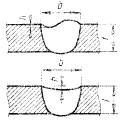
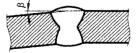
7.5Зазоры в стыковых соединениях при автоматической сварке под флюсом по ручнойподварке корня шва и ручной дуговой сварке должны быть 4...6 мм (см. рисунок 16, б).
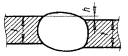
При сборкестыковых соединений под одностороннюю автоматическую сварку под флюсом с МХПрекомендуется зазор 8 мм с допуском ![]() мм (см. рисунок 16, в).
мм (см. рисунок 16, в).
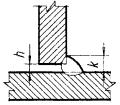
Допуски насборку угловых, тавровых и нахлесточных соединений приведены на рисунке 16, г.
Если встыковых соединениях при сборке их под сварку по каким-то обстоятельствам имеетместо:
а) полноеотсутствие сварочного зазора в стыке или его недостаточная величина, торазрешается повторная подрезка одной из стыкуемых кромок по разметке газовойрезкой или шлифмашинкой до проектного профиля;
б) увеличенныйзазор в стыке (более проектного с учётом плюсового допуска), но величинакоторого не более 25 мм, то в этом случае разрешается выполнять наплавку однойили обеих стыкуемых кромок механизированной сваркой в смеси защитных газовсварочной проволокой «POWER BRIDGE»диаметром 1,2-1,6 мм или ручной дуговой сваркой электродами УОНИИ 13/55диаметром 3 и/или 4 мм. Наплавку выполняют послойно на гладкой медной подкладке(без канавки), не допуская прямого воздействия дуги на подкладку, до постановкиприхваток, после предварительного подогрева ремонтируемого участка кромки дотемпературы около плюс 120 °С: сечение наплавленного металла за один проход должнобыть около 15...25 мм2. Каждый слой наплавки тщательно контролируютвизуально, все видимые дефекты вырезают, и каждый слой наплавки после удаленияшлака зачищают шлифмашинкой. После наплавки должен быть обеспечен проектныйпрофиль подготовки кромок и выполнен ультразвуковой контроль качестванаплавленных кромок как для швов I категории.
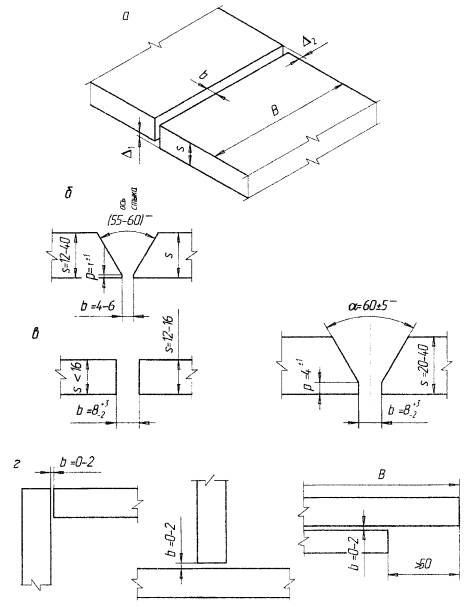
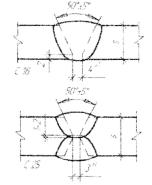
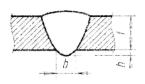
Соединения: а - стыковое; б - стыковое с V-образной разделкой кромок; в -стыковое под сварку с металлохимической присадкой; г - угловое, тавровое,нахлёсточное; D1- депланация кромок; D2 - уступ по торцам кромок; b -зазор; р - притупление; В - ширина пояса
Рисунок 16 - Допуски при сборке соединений под сварку
7.6 Дляподжатия медных подкладок к обратной стороне стыковых соединений рекомендуетсяприменять различные талрепы, домкраты и винтовые Приспособления (например, порисунку 17), не требующие их приварки. Использовать привариваемые скобы склиньями для крепления подкладок не рекомендуется, но допускается приневозможности применения непривариваемых приспособлений, с обязательной последующейсрезкой скоб, подваркой (при необходимости) и зачисткой мест приварки скобзаподлицо с основным металлом. В стыках листа настила ортотропных плит поджатиемедных подкладок должно выполняться с помощью специальных винтовыхнепривариваемых приспособлений, фиксируемых за полосовые продольные рёбра илиза спецоснастку в плитах с трапециевидными рёбрами. Приварка оснастки ктрапециевидным продольным рёбрам не допускается.
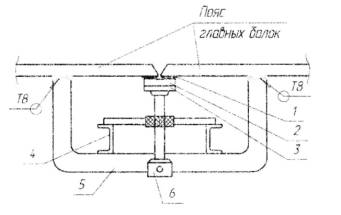
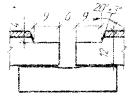
1 - два слоя стеклоткани; 2 - медная подкладка; 3 - стальнаяподжимающая полоса; 4 - швеллер, 5 - скоба; 6 - винтовой прижим
Рисунок 17 - Схема сборки стыковых соединений нижних поясов блоков главныхбалок под автоматическую сварку с применением скоб и винтовых прижимов
7.7 Дляобеспечения требуемого качества сварных соединений элементы должны быть собраныс допусками, не превышающими указанных в 7.4и 7.5и на рисунке 16.В комбинированных болто-сварных стыках сборку соединений под сварку выполняют спомощью проектных высокопрочных болтов. В стыках, не определяющих геометриюконструкции, при необходимости выведения проектного зазора в стыке илиликвидации уступов допускается использовать разность диаметров болтов иотверстий, которая, например, для болтов № 22 может быть 25 - 22 = 3 мм или 28- 22 = 6 мм В этом случае точное совмещение отверстий сборочными пробками,диаметр которых больше диаметра болта, исключается; для таких соединенийдиаметр монтажной пробки должен быть равен диаметру болта. В узлах, гдефрикционные болтовые соединения определяют геометрию пролетного строения вплане и профиле, сборку фрикционных соединений следует выполнять с обязательнымприменением указанных сборочных пробок, диаметр которых меньше диаметраотверстия на 0,2 мм. Пробки удаляют до начала сварки при условии установкивысокопрочных болтов согласно Технологическому регламенту на монтажную сварку изатяжки их на усилие, составляющее 60...70% от проектного.
Вцельносварных стыках при их сборке пользуются струбцинами, домкратами,стяжками, распорками и, в порядке исключения, приварными скобами или упорами склиньями. Скобы и упоры приваривают к элементам пролетного строенияодносторонними угловыми швами с катетом не более 6 мм. Впоследствииприспособления удаляют газокислородной резкой без углубления в основной металл,с тщательной зачисткой мест приварки абразивным инструментом заподлицо споверхностью металла или с заглублением в него не более 0,5 мм; риски отмеханической обработки должны быть ориентированы вдоль продольной кромкиданного элемента.
7,8 Монтажныесоединения следует собирать под сварку с помощью электроприхваток,располагаемых в местах наложения швов. В последующем при сварке прихваткидолжны полностью проплавляться (перевариваться).
Размерыприхваток должны быть:
- для стыковыхсоединений, выполняемых ручной дуговой сваркой - высотой 3-4 мм, шириной 6...8мм. длиной 40...80 мм;
- для стыковыхсоединений, выполняемых автоматической сваркой, в т.ч. и с применением МХП, -высотой 4...8 мм, шириной 8...10 мм, длиной 50...100 мм;
- для угловых,тавровых и нахлёсточных соединений - катетом не более 50% катета углового шва,но не более 4 мм, длиной 50...80 мм.
Расстояниемежду прихватками (по осям прихваток) должно быть не более 400 мм и не менее100 мм. Крайние прихватки следует располагать сразу за выводными планками илипо концам шва, если стык сваривается без выводных планок; при этом длинаприхватки в начале шва должна быть не менее 50 мм, а в конце шва - не менее 100мм. При необходимости более прочного закрепления собираемых элементовдопускается увеличение длины и числа прихваток.
При сборкестыковых соединений под сварку с металлохимической присадкой прихватки следуетставить после заполнения зазора присадкой (МХП) на половину толщины листа притолщине листа до 16 мм включительно и на высоту 8 мм при толщине листа 20...40мм. В стыковых соединениях, выполняемых односторонней сваркой в нижнемположении, после устранения депланации кромок в месте наложения прихватки ипредварительного прогрева этой зоны до температуры 100...120 °С следует собратной стороны стыка установить короткую (около 200 мм) гладкую меднуюподкладку сечением 70´18 мм (например, с использованием специальногоприспособления по рисунку 18) и затем ручной дуговой сваркой электродами УОНИИ13/55, диаметром 4 мм или механизированной сваркой в смеси защитных газов металлопорошковойпроволокой «POWER BRIDGE»,диаметром 1,2...1,6 мм поставить прихватку.
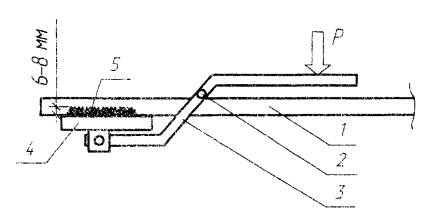
1 - лист настила: 2 - ось; 3 - рукоятка; 4 - короткая меднаяподкладка; 5 - слой МХП
Рисунок 18 - Приспособление для постановки прихваток в стыках
Прихваткиперед сваркой должны быть тщательно очищены от шлака и брызг. К качествуприхваток предъявляются такие же требования, как и к основным швам. При наличииприхваток с дефектами (поры, трещины, кратеры) их необходимо удалитьшлифмашинкой и затем вновь наложить прихватку после устранения депланациикромок в этом месте.
В начале и вконце каждой прихватки на длину 10...14 мм необходимо сделать с лицевой сторонышлифмашинкой «заход» и «сход» (плавное уменьшение толщины монолитного металлаприхватки) по рисунку 19.
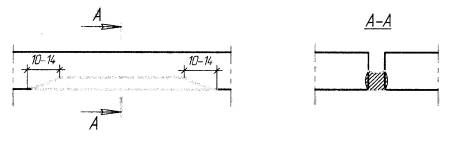
Рисунок 19 - Конфигурация прихватки в сварном шве
Послепостановки прихваток с обратной стороны стыка (зона установки подкладки)проверяют наличие любых выступов металла не только в зоне обратной стороныприхватки, но и по всей длине обратной стороны стыка на ширину 70 мм (ширинаподкладки): любые выступы основного металла или металла прихватки и др.зачищают шлифмашинкой заподлицо с нижней плоскостью собираемых конструкций.
7.9Стыковые соединения, выходящие при сварке на свободные кромки, следуетсваривать с применением выводных планок.
В стыковыхсоединениях с разделкой кромок, а также в угловых, тавровых и нахлёсточныхсоединениях следует применять разъемные (сборные) выводные планки (рисунок 20,а, б, в). Тип разделки кромок на свариваемых листах и выводных планках долженбыть одинаковым. Сборные выводные планки в стыковых швах должны бытькачественно проварены между собой по разделке кромок и на всю длину планок свысотой шва не менее 8 мм.
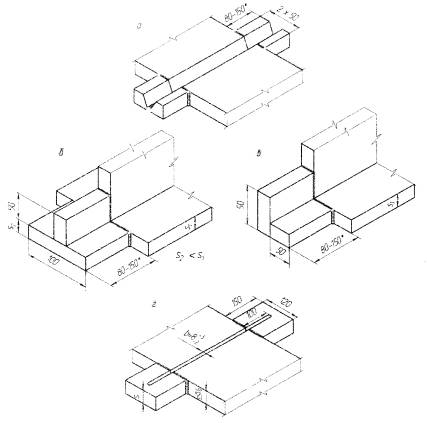
а. б, в - разъемные (сборные) для стыковых, тавровых и угловых соединенийсоответственно; г - цельные с прорезью для сварки с МХП при толщине свариваемыхлистов до 16 мм включительно
Рисунок 20 - Выводные планки
* длина80....120 мм для соединений, свариваемых при Iсв £ 700 А и длина 120...150 мм- при Iсв > 700 А.
При автоматическойсварке стыковых соединений с металлохимической присадкой для свариваемогометалла толщиной до 16 мм включительно рекомендуется применять цельные выводныепланки с прорезью, ширина которой 8...10 мм (см. рисунок 20, г).
Приваркувыводных планок к свариваемым деталям производят сначала по двум торцевымкромкам (для уменьшения угловой деформации), а затем по верхней горизонтальнойплоскости на всю ширину планки. Сварка ручная, электродами типа Э50А. Допускина точность установки планок такие же, как для свариваемых деталей.
Выводныепланки должны изготавливать и поставлять заводы-изготовители мостовыхметаллоконструкций из сталей марок, применённых в основных конструкциях,одновременно с поставкой первой партии металлоконструкций на стройплощадку. Выводныепланки срезают газовой резкой сразу после сварки стыка, исключая возможностьврезки в основной металл конструкции, и затем контролируют качество стыковогошва методом УЗД. Места реза планок зачищают шлифмашинкой и осматривают с 7´лупой; видимые дефекты по торцам швов устраняют; риски от абразивного кругадолжны располагаться вдоль оси пролётного строения. Острые кромки свободныхстыков в пределах выводной планки должны быть притуплены фаской 1-2 мм соскруглением углов. Не допускается отбивать планки ударами кувалды илиотламывать их посредством механических усилий.
7.10 Собранныена прихватках стыки подлежат приёмке лицами, ответственными за соблюдениеустановленной технологии сборки и сварки и за обеспечение проектногостроительного подъёма, геометрии и положения собираемых конструкций в плане, допостановки формирующих подкладок. Любые недопустимые отклонения по сборке оттребований настоящего СТО (по депланации кромок, зазору, геометрическимпараметрам и качеству прихваток и т.д.) или по строительному подъёму, геометриии положению конструкции в плане устраняются частичной или полной разрезкойприхваток стыка, с последующей сборкой и повторной приёмкой. Результат приёмкисборки должен отражаться в соответствующей графе Журнала сварочных работ (например,«сборка принята» и подпись лиц, ответственных за соблюдение установленнойтехнологии сборки и сварки, обеспечение строительного подъёма, геометрии иположения конструкций в плане).
Срок действияразрешения на постановку медных подкладок не должен превышать 3 ч приположительной температуре окружающего воздуха и 1,5 ч при отрицательнойтемпературе. По истечении этого срока собранные стыки должны быть повторноподвергнуты контролю и приёмке под постановку подкладок.
7.11 Присборке и сварке монтажных соединении металлоконструкций пролётных строениймостов должен проводиться пооперационный контроль качества выполнениятехнологических операций. Особенно тщательно необходимо выполнять геодезическийконтроль в плане, в профиле (по стройподъёму) и по длине собираемыхметаллоконструкций до и после их сварки. Односторонняя автоматическая сваркапод флюсом монтажных стыковых соединений, в т.ч. и с применением МХП, должнапроизводиться только «на подъём».
Сборка конструкции под сварку при отрицательных температурах иподогрев кромок перед сваркой
7.12 Монтажнаясборка и сварка металлоконструкций при отрицательных температурах (минус 20 °Си ниже) должна выполняться с применением защитных укрытий. Последние должныобеспечивать полную защиту зоны сборки и сварки монтажных соединений с лицевойи с обратной сторон от воздействия ветра, снега, сквозняков, песка и др. Дляэтого с обратной и с лицевой стороны монтажного соединения необходимоустраивать различные ширмы, экраны и укрытия с установленным сверху и снизу спецоборудованиемдля обогрева (типа «Master»),теплогенераторами или калориферами. Температура воздуха внутри укрытий должнабыть не ниже минус 10 °С на расстоянии 1 м от кромки стыка (по вертикали).Замер температуры следует осуществлять термометром.
7.13 В стыках,выполняемых односторонней сваркой в нижнем положении, после постановкиэлектроприхваток в стыке и их зачистки с лицевой и с обратной стороны стыкиподогревают до температуры 120...150 °С с обратной стороны стыка до постановкимедных подкладок. После постановки подкладок на всех стыкуемых толщинах передсваркой стыка его подогревают до 120...150 °С с лицевой стороны стыка. Встыках, выполняемых автоматической сваркой с МХП, - вышеуказанные операцииосуществляются до засыпки МХП; МХП засыпается в зазор на длину около 1,5 метраот сварочного трактора, и затем одновременно с автоматической сваркой стыкапродолжается подогрев свариваемых кромок и последующая засыпка МХП в сварочныйзазор.
7.14 Медныеподкладки перед постановкой под стык должны быть в обязательном порядкепросушены пламенем газовой горелки (удаляется поверхностный конденсат). Приподогреве кромок с лицевой стороны стыка не допускается попадание конденсата скромок стыка в стеклоткань.
7.15Необходимо строго выдерживать время доставки прокалённых и подготовленныхсварочных материалов к месту сварки стыка (см. раздел 6 настоящего СТО).Рекомендуется установить прокалочную и резервную печи на расстоянии,обеспечивающем своевременную доставку сварочных материалов к месту выполнениясварочных работ.
Следует строгоследить за зонами окончания сварки в стыковых швах с применением лупы 5´.В случае появления трещин на кратерах швов, следует производить механическуювыборку шлифмашинкой кратера с трещиной и прилегающего к нему участка швадлиной 50 мм.
7.16 Сборочныеэлектроприхватки в зимних условиях следует ставить большего сечения: по толщине- на +2 мм, длиной 100...120 мм, а шаг прихваток - 300...350 мм.
При сварке стыковыхи тавровых соединений в осенне-зимний период перерывы в сварке монтажныхсоединений недопустимы (кроме вынужденного отключения электроэнергии). Срокдействия разрешения на постановку подкладок и сварку после выполнения прихватокдолжен быть сокращён до 1,5 ч.
В тавровыхсоединениях необходимо тщательно выполнять прогрев зоны сварки тавра, исключиввозможность попадания влаги (водорода) из зоны примыкания вертикала кгоризонталу таврового соединения.
7.17 Примонтажной сварке стыков при отрицательных температурах (минус 20 °С и ниже) вЖурнале сварочных работ для каждого стыкового соединения необходимо указыватьследующие температуры:
1) температурунаружного атмосферного воздуха;
2) температурувоздуха в защитном укрытии с лицевой и с обратной сторон стыка приодносторонней сварке в нижнем положении.
Контроль затемпературой и её регистрацию в Журнале сварочных работ следует возложить насменного мастера (прораба) по сварке, ведущего сварочные работы на участке.
Приотрицательной температуре воздуха необходимо осуществлять следующиедополнительные мероприятия:
- обеспечитьсварщиков, монтажников, газорезчиков и других работников, занятых выполнениемработ на открытом воздухе, теплой одеждой;
- организоватьв непосредственной близости от места сварки помещение для обогрева работающегоперсонала;
- во времяпроизводства сварочных работ необходимо зону сварки и аппаратуру защищать ответра и атмосферных осадков;
- подготовитьсварочную аппаратуру и механизмы для работы при отрицательной температуре.
7.18 Предварительныйподогрев металла в зонах, сварки выполняют с целью просушки кромок иформирующих подкладок для сталей всех марок и толщин независимо от температурывоздуха и погодных условий. Температуру предварительного подогрева принимают(100...110) °С, ширину зоны нагрева - 100 мм в обе стороны от оси шва.
Предварительныйподогрев производят перед постановкой прихваток, приваркой выводных планок,первым (корневым) проходом шва, перед наложением очередного шва примногопроходной сварке, при возобновлении сварки после перерыва, еслитемпература металла шва предыдущего слоя опустилась ниже 100 °С.
Предварительныйподогрев кромок в стыках длиной до 1 м производят сразу по всей длине. Длястыков большей длины рекомендуется подогрев вести одновременно со сваркой сопережением на 1,5 м.
7.19 Дляпредварительного и/или сопутствующего подогрева зон сварки рекомендуетсяиспользовать газокислородные горелки. Температуру подогрева рекомендуетсяконтролировать специализированными электронными цифровыми термометрами (например,типа ТЦ-1000, ТК-2, ТК-3М и др.) или пирометрами, поверенными в установленномпорядке.
7.20 Длязащиты зон сварки от прямого попадания атмосферных осадков необходимопользоваться легкими переносными укрытиями. Соединения, сваренные приотрицательной температуре, рекомендуется накрывать сразу после сваркиутеплителем из различных теплоизоляционных материалов.
Общие требования
8.1 Монтажнуюсварку конструкций стальных мостов надлежит выполнять в соответствии с настоящимСТО и согласно указаниям Технологического регламента, устанавливающимпоследовательность сборочно-сварочных операций на конкретном объекте,применяемую оснастку, инструмент, оборудование, сварочные материалы, режимысварки и порядок наложения швов, операции по контролю качества.
Основнымиустанавливаемыми и контролируемыми параметрами режима сварки являются:
- силасварочного тока Iсв,А;
- напряжениена дуге Uд,В;
- скоростьсварки Vсв,м/ч.
Дополнительныепараметры:
- скоростьподачи электродной проволоки Vэл,м/ч;
- диаметрэлектродной проволоки dэл,мм;
- вылетэлектродной проволоки l,мм;
- высотазасыпки МХП в сварочный зазор h0, мм (рисунок 22).
Сваркумостовых конструкций производят на постоянном токе обратной полярности (минусна конструкции). Способ монтажной сварки должен быть указан в чертежах КМ иКМД, а технология, режимы монтажной сварки и другие детали (например, высотазасыпки МХП в сварочный зазор и др.) - в Технологическом регламенте по сборке исварке монтажных соединений конкретного объекта.
Способы итехнологические особенности сварки монтажных соединений и области их примененияприведены в таблице 3.
Таблица 3 - Способы и технологические особенности монтажной сваркимостовых конструкций
| Способ сварки | Область применения я мостовых конструкциях |
| Технологические особенности | |
| АФ | - для сварки стыковых соединений толщиной 12-16 мм включительно без скоса кромок с формированием обратного валика; - для сварки стыковых соединений толщиной 20-50 мм с V-образной разделкой кромок с формированием обратного валика |
| Односторонняя автоматическая сварка под флюсом с МХП на формирующих подкладках | |
| АФ | - для сварки стыковых соединений толщиной 12-50 мм с V-образной разделкой кромок; - для сварки стыковых соединений двухлистовых пакетов с V-образной разделкой кромок |
| Односторонняя автоматическая сварка под флюсом по ручной подварке корня шва на формирующих подкладках | |
| МФ | -для сварки угловых, тавровых и нахлёсточных соединений металла толщиной 10-50 мм, свариваемых а нижнем положении сваркой «в угол»; -для сварки стыковых соединений металла толщиной 10-25 мм с V-образной разделкой кромок в нижнем положении |
| Механизированная под флюсом по ГОСТ 8713 и ГОСТ 11533 | |
| МП, МПС | - для сварки стыковых соединений во всех пространственных положениях толщиной 10-25 мм с V-образной и Х-образной разделками кромок; - для подварки корня сварного стыкового шва под автоматическую сварку под флюсом; - для сварки угловых., тавровых и нахлёсточных соединений металла толщиной 10-50 мм во всех пространственных положениях |
| Механизированная в смеси защитных газов* по ГОСТ 14771 и ГОСТ 23518 | |
| РД | - для сварки стыковых соединений во всех пространственных положениях толщиной 10-50 мм с V-образной и Х-образной разделками кромок; - для подварки корня сварного шва под автоматическую сварку под флюсом; - для сварки угловых, тавровых и нахлёсточных соединений металла толщиной 10-50 мм во всех пространственных положениях; - исправление дефектов после автоматической или механизированной сварки |
| Ручная электродуговая по ГОСТ 5264 и ГОСТ 11534 | |
| АПС, АППГ | для сварки стыковых соединений в вертикальном положении толщиной до 40 мм включительно |
| Автоматическая сварка самозащитной порошковой проволокой с принудительным формированием шва | |
| АФ | для сварки стыковых соединений в вертикальном положении толщиной до 20 мм включительно |
| Автоматическая сварка проволоками сплошного сечения под слоем расплавленного флюса с принудительным формированием шва | |
| * Смесь защитных газов: 1) (78-82)% Аr + (18-22)% СО2; 2) (95-97)% Аr + (3-5)% О2; 3) (83-87)% Аr + (10-12)% СО2 +(3-5)% О2; 4) СО2 - для временных и/или вспомогательных конструкций. | |
8.2 Режимы сварки должны назначаться согласно указаниямнастоящего СТО и Технологического регламента по монтажной сварке конкретногообъекта в зависимости от марки стали, толщины проката, параметров разделкикромок, величины зазора и способов сварки, указанных в чертежах КМ. При этомнеобходимо соблюдать следующие условия (рисунок 21):
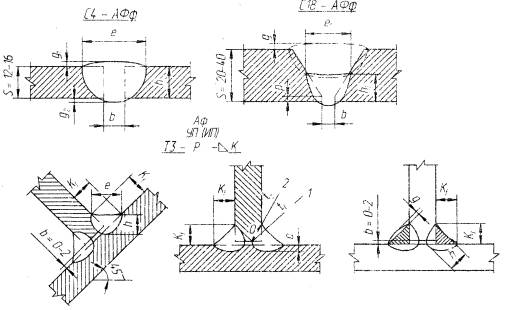
h - глубина проплавления; р -притупление; е - ширина шва; g, g1, g2 - высота усиления; Kf - катеты угловых швов; b – зазор
Рисунок 21 - Геометрические параметры подготовки кромок и поперечногосечения шва
а) коэффициентформы провара должен составлять ![]() для стыковых иугловых швов;
для стыковых иугловых швов; ![]() - для корневогопрохода, выполненного автоматической сваркой под флюсом (в т.ч. и с применениемМХП) при сварке листов толщиной 20...40 мм, при этом проплавление должно бытьсимметричным для обеих кромок;
- для корневогопрохода, выполненного автоматической сваркой под флюсом (в т.ч. и с применениемМХП) при сварке листов толщиной 20...40 мм, при этом проплавление должно бытьсимметричным для обеих кромок;
б) в угловыхшвах (см. рисунок 21) должна быть обеспечена расчетная высота сечения пометаллу шва tf = bfKf и по металлу границы сплавления tz =bzKf, где Kf - наименьший из катетов углового шва, принимаемый по катетувписанного треугольника; bf и bz - коэффициенты расчетных сечений угловых швов,принимаемые по таблице 4;
Таблица 4 - Коэффициенты расчетных сечений угловых швов bf и bz
| Параметры сварки | Положение шва | Обозначения | Катеты швов Ау, мм | ||
| 4-8 | 9-12 | 14-16 | |||
| Автоматическая под флюсом при диаметре сварочной проволоки dэл = 3...5 мм | «В лодочку» | bf | 1,1 | 1,1 | 1,1 |
| bz | 1,15 | 1,15 | 1,15 | ||
| Нижнее | bf | 1,1 | 0,9 | 0,9 | |
| bz | 1,15 | 1,05 | 1,05 | ||
| Автоматическая под флюсом, механизированная под флюсом и в среде защитных газов проволокой dэл = 1,4...2 мм | «В лодочку» | bf | 0,9 | 0,9 | 0,8 |
| bz | 1,05 | 1,05 | 1,0 | ||
| Нижнее, горизонтальное, вертикальное | bf | 0,9 | 0,8 | 0,7 | |
| bz | 1,05 | 1,0 | 1,0 | ||
| Ручная электродами диаметром 3...5 мм; механизированная dэл = 1,2 мм и порошковой проволокой | «В лодочку», нижнее, горизонтальное, вертикальное, потолочное | bf | 0,7 | 0,7 | 0,7 |
| bz | 1,0 | 1,0 | 1,0 | ||
в)оптимальными следует считать угловые швы с прямолинейной поверхностью впоперечном сечении и с плавными переходами к основному металлу по зонамсплавления без наплывов и подрезов. Допускаемая выпуклость стыковых и угловыхшвов принимается по таблице 17 настоящего СТО, вогнутостьугловых швов - до 30% значения катета шва, но не более 3 мм (см. таблицу 18); при этом вогнутость недолжна приводить к уменьшению значения катета Kf, установленного припроектировании. Допускаемые отклонения катетов угловых швов, замеряемыхкатетомерами, не должны превышать значений, указанных в таблице 18. Допуски по подрезамприведены в таблице 17настоящего СТО;
г)оптимальными следует считать стыковые швы, геометрические параметры которыхсоответствуют указаниям 12.7настоящего СТО, причём у стыковых и угловых швов, имеющих выпуклую форму, угола между касательной из точки сплавления к выпуклости и плоскостью свариваемогометалла должен быть не менее определённого значения в зависимости от категориишва (см. п. 1.16 таблицы 17);
д) монтажнаясварка мостовых конструкций при температуре воздуха минус 20 °С и ниже должнавыполняться с применением тепляков (защитных укрытий), установленных с лицевойи обратной сторон монтажного соединения, обогреваемых калориферами или теплогенераторами.Температура воздуха внутри укрытий должна быть не ниже минус 10 °С нарасстоянии 1 м от кромки стыка (по вертикали).
8.3Режимы сварки, применяемые технологии сварки, сварочные материалы иоборудование должны обеспечивать получение сварных соединений со следующимимеханическими свойствами:
а) минимальныезначения предела текучести и временного сопротивления металла стыкового иуглового швов не должны быть ниже их значений для основного металла посоответствующим ГОСТ или ТУ;
б)максимальные значения твердости металла стыкового и углового швов и околошовнойзоны должны быть не выше 350 единиц по Виккерсу (HV);
в) минимальноезначение относительного удлинения металла стыкового и углового швов напятикратных образцах 55 должно быть не менее 16% для сталей любых марок;
г) уголстатического изгиба сварного соединения с поперечным стыком должен быть неменее 120°;
д) минимальныезначения ударной вязкости на образцах КCU (Менаже) при расчетной отрицательнойтемпературе, принимаемой по указаниям СНиП2.05.03-84* (таблицы 46 и 47) для стыковых соединений должны быть не менее29 Дж/см2.
8.4 Если вмонтажном сварном соединении используются стали различных классов прочности иразличных марок, то следует применять способ сварки, сварочные материалы ирежимы сварки, предусмотренные для стали более низкого класса прочности.
8.5 Сваркаконструкций должна производиться после приемки операций сборки. Перед сваркойсоединение должно быть очищено от шлака на прихватках, пыли и другихзагрязнений, появившихся уже после подготовки кромок под сварку (см. раздел 7настоящего СТО). При наличии в соединении пересекаемых (заваренных на заводеили на монтаже) стыковых швов усиление их в местах пересечения должно бытьудалено заподлицо с основным металлом на длину не менее 50 мм в каждую сторону.
При сваркемногопроходных швов каждый последующий сдой должен накладываться послетщательной очистки шлака предыдущего слоя.
Направлениеоси электродной проволоки при сварке стыковых соединений должно быть по осисимметрии зазора. При многопроходной сварке с V-образными скосами кромок этотребование относится лишь к сварке первых слоев. Последующее заполнение разделкикромок следует производить со смещением электродной проволоки влево и вправо отоси стыка так, чтобы каждый последующий слой шва перекрывал предыдущий на 1/3его ширины.
В процессевыполнения сварного шва, при наложении промежуточных и особенно облицовочныхслоев, необходимо каждый проход осуществлять только после того, как температураметалла шва предыдущего слоя не будет превышать плюс 200 °С и не ниже плюс 70°С.
При обрыведуги в процессе наложения шва кратер и прилегающий к нему участок шва длиной 50мм необходимо вырезать и затем заварить это место при новом зажигании цуги. Недопускается зажигание дуги на основном металле и вывод кратера на него.
Начинать изаканчивать сварку следует на выводных планках (если шов не входит в «замкнутыйконтур»), которые удаляют сразу после сварки шва, и затем осуществляетсяконтроль качества шва, в том числе и методом УЗД.
8.6 Поокончании сварки металл шва и прилегающие к нему участки очищают от шлака ибрызг, шов осматривают и сразу же устраняют вес видимые дефекты.
Номер каждоговыполненного стыка по маркировочной схеме и дату сварки заносят в Журналсварочных работ с росписями сварщика и руководителя сварочных работ.
8.7 Элементы,свариваемые на монтаже двусторонними швами с перекантовкой, допускаетсяперекантовывать только после остывания шва (d £ 20 мм) первогопрохода до температуры не выше 100 °С с принятием мер против динамическихнагрузок, а для стыков толщиной 25...40 мм - не выше 40 °С.
Типы формирующих подкладок
8.8При автоматической сварке под флюсом, в том числе с применением МХП,механизированной сварки в смеси защитных газов и ручной дуговой сварки стыковыхсоединений с односторонними швами в нижнем положении следует применять съёмные(несплавляющиеся) подкладки, обеспечивающие формирование обратной стороны швабез последующей его подварки и, как правило, без механической обработки.
Рекомендуютсяследующие формирующие подкладки:
-стекло-медные - для автоматической сварки под флюсом и с МХП металла толщинойдо 16 мм включительно;
- медные состеклотканью - для автоматической сварки под флюсом и с МХП металла всехтолщин;
- медные состеклотканью - для автоматической сварки под флюсом по ручной илимеханизированной подварке корня шва для односторонней ручной дуговой сварки на100% сечения шва в нижнем положении, а также для односторонней механизированнойсварки в смеси защитных газов в нижнем положении;
- керамические(например, фирмы «КАТВАСК») - для механизированной сварки в смеси защитныхгазов и ручной дуговой сварки.
Для медныхподкладок следует применять листовую или полосовую медь марок M1, M1p, М2,М2р, М3, М3р, ГОСТ 859 и ГОСТ 495.
Толщина медныхподкладок должна быть:
12...16 мм - длясварки стыков на токах до 600 А;
18...20 мм -для сварки корневого прохода при силе тока более 600 А.
Ширинуформирующей канавки в подкладке принимают:
12...15 мм -для ручной дуговой сварки и механизированной сварки в смеси защитных газов;
15...20 мм -для сварки на токах до 600 А;
24...26 мм -при токе свыше 600 А.
Глубинаканавки:
1,5 - 2,0 ммдля автоматической сварки;
1,0 - 1,5 мдля ручной и механизированной сварки.
Длину медныхподкладок принимают равной 400...800 мм.
Медныеподкладки можно укладывать в стальную обойму, прикреплять к стальной полосевинтами впотай или просто поджимать к стыкуемым кромкам через стальную полосутолщиной 10-12 мм (см. рисунок 22).
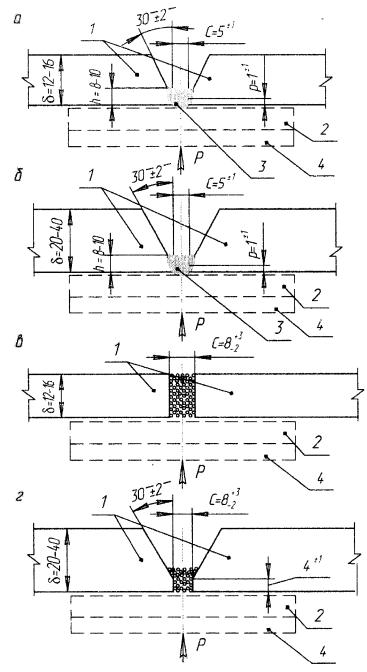
а и б - автоматическая сварка по ручной или механизированнойподварке корня шва;
в и г - автоматическая сварка с применением МХП;
1 - элементы свариваемых конструкций; 2 - формирующая медная подкладка; 3 -ручная или механизированная подварка корня шва; 4 - стальная поджимающаяполоса; Р - усилие поджатая подкладки
Рисунок 22 - Схемы сборки стыковых соединений под одностороннюю автоматическуюсварку
Между изделиеми стекло-медными или медными подкладками укладывают в два-три слоя плотнуюстеклоткань толщиной 0,25-0,30 мм марок Т10, T11 или Т13 по ГОСТ19170 или марки ТС-23 по ТУ 6-48-92 или базальтовую ткань аналогичнойтолщины марки БТ-11 по ТУ 5952-031-00204949-95. Указанные стекло- и базальтовыеткани перед применением прокаливают при температуре 150...200 °С в течение двухчасов.
8.9 Режимыодносторонней сварки под флюсом стыковых соединений стальных конструкций мостовиз статей марок 15ХСНД и 10ХСНД по ГОСТ6713, 15ХСНДА и 10ХСНДА по ТУ 14-1-5120-92 (по Измен. № 6) любых категорийприведены в таблицах 5-8. Режимы подлежат уточнению в пределах указанныхдиапазонов при сварке контрольных технологических проб в зависимости отособенностей применяемого сварочного оборудования и параметров сети «по высокойстороне» на стройплощадке.
Таблица 5 - Режимы односторонней автоматической сварки под флюсом сМХП стыковых соединений (кроме ПФК-56С):
- сталей10-15ХСНД по ГОСТ6713 для конструкций обычного и северного исполнений зон А и Б;
- сталей 10-15ХСНДА-2 по ТУ 14-1-5120-92 (по Измен. № 6) дляконструкций обычного исполнения
| Форма поперечного сечения | Толщина металла S, мм | Число проходов | Параметры режима | |||
| подготовленных кромок | сварного шва | Сила сварочного тока Iсв, А | Напряжение дуги Uд, В | Скорость сварки Vсв, м/ч | ||
|
|
| 12...16 | 1-й с МХП | 770...840 | 36...38 | 18...19 |
| 2-й без МХП | 500...600 | 38...40 | 18...21 | |||
|
|
| 20...40 | 1-й с МХП | 740...780 | 36...38 | 18...19 |
| 2-й с МХП, промежуточные без МХП | 600...650 | 37...40 | 18...19 | |||
| облицовочные без МХП | 500...600 | 38...40 | 18...21 | |||
| Примечания 1 Диаметр сварочной проволоки dэл = 4 мм. 2 Вылет электрода l = 36...42 мм (первый и второй проходы - 36...38 мм, третий и последующие - 40...42 мм). 3 При необходимости в стыках толщиной 16 мм выполняется третий проход на режиме второго прохода. | ||||||
Таблица 6 - Режимы односторонней автоматической сварки под флюсом сМХП стыковых соединений (кроме ПФК-56С) сталей 10-15ХСНДА-3 по ТУ 14-1-5120-92(по Измен. № 6) для конструкций северного исполнения зоны А
| Форма поперечного сечения | Толщина металла S, мм | Число проходов | Параметры режима | |||
| подготовленных кромок | сварного шва | Сила сварочного тока Iсв, А | Напряжение дуги Uд,В | Скорость сварки Vсв, м/ч | ||
|
|
| 12...16 | 1-й с МХП | 750 | 36...38 | 18...19 |
| 2-й без МХП | 500...600 | 38...40 | 18...19 | |||
| 3-й без МХП (для d = 14...16) | 500...600 | 38...40 | 18...21 | |||
|
|
| 20 40 | 1-й с МХП | 750 | 36...38 | 18...19 |
| 2-й и все промежуточные без МХП | 550...600 | 37...39 | 18...19 | |||
| облицовочные без МХП | 500...600 | 38...40 | 18...21 | |||
| Примечания 1 Диаметр сварочной проволоки dэл = 4 мм. 2 Вылет электрода l = 36...42 мм (первый и второй проходы - 36...38 мм, третий и последующие - 40...42 мм). | ||||||
Таблица 7 - Режимы односторонней автоматической сварки под флюсом сМХП стыковых соединений ноя керамическим флюсом ПФК-56С сталей 10-15ХСНД по ГОСТ6713 и сталей 10-15ХСНДА по ТУ 14-1-5120-92 (по Измен. № 6) для конструкцийобычного и северного исполнений
| Форма поперечного сечения | Толщина металла S, мм | Число проходов | Параметры режима | |||
| подготовленных кромок | сварного шва | Сила сварочного тока Iсв, А | Напряжение дуги Uд,В | Скорость сварки Vсв, м/ч | ||
|
|
| 12...16 | 1-й с МХП | 750...800 | 36...37 | 18...21 |
| 2-й без МХП | 550...600 | 38...40 | 18...21 | |||
|
|
| 20...40 | 1-й с МХП | 700...750 | 36...38 | 18...21 |
| 2-ой и все промежуточные бет МХП | 600...650 | 38...40 | 18...21 | |||
| облицовочные без МХП | 500...600 | 38...40 | 18...21 | |||
| Примечания 1 Диаметр сварочной проволоки dэл = 4 мм. 2 Вылет электрода l = 36...42мм (первый и второй проходы - 36...38 мм, третий и последующие - 40...42 мм). 3 При необходимости в стыках толщиной 16 мм выполняется третий проход па режиме второго прохода. | ||||||
Таблица 8 - Режимы односторонней автоматической сварки под флюсомстыковых соединений в стандартную V-образную разделку кромок сталей 10-15ХСНД по ГОСТ6713 и сталей 10-15ХСНДА по ТУ 14-1-5120-92 (по Измен. № 6) по ручной илимеханизированной (см. пункт 4 примечаний) подварке корня шва толщиной 8 мм
| Наименование слоя шва | Параметры режима сварки сталей: | |||||
| при использовании плавленых флюсов | при использовании керамического флюса ПФК-56С | |||||
| Iсв, А | Uд,В | Vсв, м/ч | Iсв, А | Uд,В | Vсв, м/ч | |
| Корневые проходы РДС (электроды УОНИ 13/55, М 4 мм) | 140...160 | 22...26 | - | 140...160 | 22...26 | ... |
| Первый проход автомата по ручной подварке | 550...600 | 36...38 | 18...19 | 500...550 | 36...38 | 19...21 |
| Промежуточные | 5 50...600 | 38...39 | 18...19 | 600...650 | 38...39 | 19...21 |
| Облицовочный | 500...600 | 38...40 | 18...19 | 550...650 | 38...40 | 19...21 |
| Примечания 1 Разделка кромок должна соответствовать требованиям ГОСТ 8713 при зазоре b = 5±1 мм 2 Диаметр сварочной проволоки dэл = 4 мм (при автоматической сварке под флюсом). 3 Вылет электродной проволоки Æ 4 мм при первом и втором проходах - 36...38 мм, третий и последующие проходы - 40...42 мм. 4 Разрешается подварка корня стыка полуавтоматом в смеси защитных газов металлопорошковой проволокой «POWER BRIDGE» Æ 1,6 мм на режиме: Iсв.= 180-220 А; Uд = 22-24 В; Vсв = 15-17 м/час; вылет электрода Æ 1,6 мм - 16...18 мм; расход защитной газовой смеси (80% Аr + 20% СО2) - 20...22 л/мин. | ||||||
Площадьпоперечного сечения наплавленного метала при автоматической сварке за одинпроход ориентировочно составляет:
для корневыхслоев шва – 60...90 мм2,
дляпромежуточных слоев шва - 60...80 мм2;
дляоблицовочных слоев шва - 50...60 мм2.
8.10Механизированную сварку мостовых конструкций в смеси защитных газов
(78-82)% Аr +(18-22)% СО2;
(95-97)% Аr +(3-5)% О2;
(83-87)% Аr +(10-12)% СО2 + (3-5)% О2;
СО2- для временных и/или вспомогательных конструкций, надлежит выполнятьпостоянным током обратной полярности (плюс на электроде). Режимымеханизированной сварки стыковых соединений в смеси защитных газов приведены втаблицах 9 и 10.
Таблица 9 - Режимы механизированной сварки в смеси защитных газовстыковых соединений сварочной проволокой сплошного сечения
| Поперечное сечение кромок и сварного шва по ГОСТ 14771 | Толщина металла S, мм | Диаметр сварочной проволоки, мм | Слои шва | Параметры режима | |||
| Нижнее положение | Вертикальное положение | ||||||
| Сила сварочного тока Iсв, А | Напряжение дуги Uд, В | Сила сварочного тока Iсв, А | Напряжение дуги Uд, В | ||||
|
| 10...25 | 1,2 | Корневой | 200...2 20 | 16...18 | 160...180 | 14...16 |
| Последующий | 240...250 | 22...25 | 200...220 | 21...24 | |||
| 1,4 | Корневой | 200...220 | 17...20 | 190...210 | 16...17 | ||
| Последующий | 250...270 | 22...26 | 220...240 | 22...25 | |||
| 1,6 | Корневой | 250...270 | 24...23 | 200...220 | 20...22 | ||
| Последующий | 280...320 | 24...30 | 250...260 | 24...28 | |||
| Примечании 1 Расход смеси защитных газов для стыковых соединений 20...24 л/мин, для угловых швов - 18...22 л/мин. 2 Вылет электрода должен быть равен 8...15 и 15...25 мм для диаметров сварочной проволоки dэл соответственно 1,2-1,4 и 1,6 мм. | |||||||
Таблица 10 - Режимы механизирован ной сварки в смеси защитных газовстыковых соединений металлопорошковой проволокой «POWER BRIDGE»
| Поперечное сечение кромок и сварного шва по ГОСТ 14771 | Толщина металла S, мм | Диаметр сварочной проволоки, мм | Слои шва | Параметры режима | |||
| Нижнее положение | Вертикальное положение | ||||||
| Сила сварочного тока Iсв, А | Напряжение дуги Uд, В | Сила сварочного тока Iсв, А | Напряжение дуги Uд, В | ||||
|
| 10...25 | 1,2 | Корневой | 200...220 | 18...20 | 140...160 | 16...17 |
| Последующий | 240...260 | 22...24 | 200...220 | 23...24 | |||
| 1,4 | Корневой | 200...220 | 18...20 | 160...180 | 16...17 | ||
| Последующий | 250...300 | 22...26 | 220...280 | 22...25 | |||
| 1,6 | Корневой | 250...270 | 22...23 | 180...200 | 20...22 | ||
| Последующий | 280...320 | 24...30 | 250...280 | 24...28 | |||
| Примечания 1 Расход смеси, защитных газов для стыковых соединений 20...22 л/мин, для угловых швов 18...20 л/мин. 2 Вылет электрода должен быть 16, 20, 24 мм для диаметров металлопорошковой проволоки dэл соответственно 1,2, 1,4 и 1,0 мм | |||||||
Механизированнаясварка стыковых соединений толщиной 10...25 мм под флюсом сварочной проволокойдиаметром 2 мм выполняется на следующих режимах:
- корневойслой - Iсв = 350...400 A, Uд= 30...32 В; Vсв =18...22 м/ч;
- последующиеслои - Iсв = 400...450 А; Uд = 32...34 В; Vсв = 16...22 м/час.
Источникипитания дуги при механизированной сварке в смеси защитных газов должны иметьжёсткие, пологопадающие внешние характеристики, поскольку сварка ведется набольших плотностях тока. Рекомендуемое сварочное оборудование (источникипитания дуги, сварочные полуавтоматы) для механизированной сварки мостовыхконструкций в смеси защитных газов приведено в приложении Днастоящего СТО.
Металлопорошковуюпроволоку марки «POWER BRIDGE»и сплошного сечения марок Св-08ГСМТ и Св-08Г2С, а также марок ПСГ-0302 иПСГ-0301 рекомендуется применять диаметрами 1,2; 1,4 и 1,6 мм в зависимости оттипа сварного соединения, размеров шва, положения его в пространстве, толщинысвариваемого металла. Механизированную сварку в смеси защитных газов в нижнемположении рекомендуется производить проволокой диаметрами 1,4 и 1,6 мм, асварку в потолочном, горизонтальном и вертикальном положениях - проволокойдиаметрами 1,2 и 1,4 мм.
8.11 Ручнуюэлектродуговую сварку мостовых конструкций необходимо выполнять постояннымтоком обратной полярности (плюс на электроде) электродами, типы и марки которыхприведены в таблицах 2би 2в.
8.12 Ручнуюсварку монтажных стыковых соединений применяют для швов небольшой протяженности(до 1 м) в нижнем, вертикальном, горизонтальном и потолочном положениях;монтажные стыковые соединения ручной дуговой сваркой длиной более 1 мдопускается выполнять при соответствующем обосновании.
Для ручнойдуговой сварки рекомендуется применять электроды диаметром 4 мм. Электродыдиаметром 5 мм допускаются для сварки стыковых соединений листов толщиной32...40 мм в нижнем положении; при необходимости применяются электродыдиаметром 3 мм, особенно при ремонте сварных швов.
Площадьпоперечного сечения наплавленного металла при ручной дуговой сваркеориентировочно составляет:
- для первогопрохода (6 - 8) dэл,но не более 30 мм2;
- дляпоследующих проходов (8 - 12) dэл.
Число проходов при ручкой дуговой сварке стыковых соединений с Y-образной разделкой кромокзависит от толщины свариваемых листов, величины зазора, пространственногоположения и может быть принято в следующих пределах:
| толщина листов, мм | 12 | 14 | 36 | 20 | 25 | 32 | 40 |
| число проходов (слоев) | 6-7 | 6-8 | 7-10 | 10-14 | 14-20 | 20-28 | 28-40 |
Приподборе режимов ручной дуговой сварки необходимо учитывать указаниязавода-изготовителя электродов, приводимые в сертификатах или на упаковках.Ориентировочные режимы ручной дуговой сварки для стыковых соединений приведеныв таблице 11.
Таблица 11 - Режимы ручной электродуговой сварки стыковыхсоединений при напряжении дуги 22...26 В
| Поперечное сечение кромок и сварного шва | Толщина металла S, мм | Рекомендуемая сила тока, А при положении шва. | ||||||
| нижнем | вертикальном и горизонтальном | потолочном | ||||||
| Диаметр электрода, мм | ||||||||
| 3 | 4 | 5 | 3 | 4 | 3 | 4 | ||
|
| 10...50 | 80...110 | 150...180 | 170...200 | 70...100 | 130...140 | 70...90 | 120...140 |
8.13Ручную дуговую сварку монтажных угловых швов любых катетов в различныхпространственных положениях - нижнем, вертикальном, горизонтальном и потолочном(см. рисунок 2) -допускается применять на монтаже мостов без каких-либо ограничений приобеспечении требуемого качества сварных соединений. Ограничения могут быть попротяженности швов, поскольку при больших объёмах ручная сварка становитсяэкономически невыгодной из-за малой производительности. Основные объёмы ручнойсварки приходятся на заварку роспусков (заводских недоваров угловых швов) иприварку вставок продольных рёбер жесткости к стенкам балок (см. рисунок 4)и листам плит (см. рисунок 7).
8.14 Ручнуюсварку мостовых конструкций надлежит выполнять короткой дутой, равной 2-2,5 мм,и методом оттирания электрода. Число проходов зависит от проектного катета шва.По форме угловых швов и глубине проплавления должны соблюдаться требования 8.2,б, в.
8.15 При ручной сварке в нижнем положении «в угол» катет шва,выполняемого за один проход, должен быть оптимально 6 мм, и во всяком случае -не более 8 мм, во избежание подрезов на вертикальном даете и наплывов снесплавлениями - на горизонтальном. При сварке тавровых соединений типа Т3 скатетами 8-16 мм число проходов можно принять по следующим рекомендациям:
| катет шва, мм | 8 | 10 | 12 | 14 | 16 |
| число проходов | 1-2 | 2 | 2.-3 | 3-4 | 5-6 |
8.16Ручную сварку швов в вертикальном положении выполняют короткой дугой, электродамидиаметром 3-4 мм, снизу вверх, как правило, за один проход, формируя проектноесечение шва и проплавление кромок соответствующими колебаниями конца электрода.Катет вертикальных швов, свариваемых за один проход, следует принимать не более10 мм.
8.17 Угловыешвы тавровых соединений взамен ручной дуговой сварки могут выполнятьсямеханизированной сваркой под флюсом или механизированной сваркой в смесизащитных газов. Режимы такой механизированной сварки приведены в таблице 12.
Таблица 12 - Режимы сварки угловых швов тавровых соединений (сварка«в угол»)
| Способ сварки | Катет шва, мм | Диаметр сварочной проволоки, мм | Число проходов | Сила сварочного тока Iсв, А | Напряжение дуги Uд, В | Скорость сварки Vсв, м/ч |
| Механизированная под флюсом | 6 | 2 | 1 | 250...300 | 24...26 | 26...27 |
| 8 | 1 | 350...400 | 26...30 | 23...26 | ||
| Механизированная в смеси защитных газов сварочной проволокой сплошного сечения | 6 | 1,2 | 1 | 120...160 | 20...22 | 22...28 |
| 1,6 | 1 | 160...200 | 27...29 | 24...30 | ||
| 2 | 1 | 250...300 | 28...30 | 28...32 | ||
| 8 | 1.6 | 1 | 200...250 | 28...30 | 12...16 | |
| 2 | 1 | 300...350 | 30...32 | 16...20 | ||
| 10 | 2 | 2 | 300...350 | 30...32 | 14...18 | |
| 12 | 2 | 2 | 300...350 | 30...32 | 12...14 | |
| Механизированная в смеси защитных газов металлопорошковой проволокой «POWER BRIDGE» | 6 | 1,2-1,6 | 3 | 180...220 | 22...24 | 22...20 |
| 8 | 3 | 180...240 | 24...26 | 20...24 | ||
| 10 | 3 | 180...250 | 20...24 | 18...22 | ||
| 12 | 3 | 180...250 | 20...24 | 16...20 | ||
| Ручная дуговая | 6 | 4 | 1 | 160...200 | 22...26 | - |
| 8 | 1-2 | 160...200 | 22...26 | - | ||
| 10 | 2 | 160...200 | 22...26 | - | ||
| 12 | 2-3 | 160...200 | 22...26 | - | ||
| Примечания 1 Расход смеси защитных газов для угловых швов - 18...22 л/мин. 2 Вылет электрода должен быть равен 8...15 и 15...25 мм для диаметров сварочной проволоки dэл соответственно 1,2-1,4 и 1,6-2 мм. | ||||||
8.18В целях уменьшения объёма наплавленного металла и снижения сварочных деформацийв стыковых соединениях двух л истовых (пакетных) поясов рекомендуется «ломаная»V-образная разделка. Вэтом случае в нижнем листе общий угол разделки кромок должен составлять55...60°, а в верхнем - 40...45° (см. рисунок 5,узел Б), листы пакета должны быть проварены на заводе по торцевым кромкамсогласно указаниям СТО 012-2007.
Режимы и технологиюсварки стыков двухлистовых пакетов с «совмещенными» сварными швами следуетпринимать по Технологическому регламенту монтажной сварки конкретного объекта,который должен разрабатываться научно-исследовательским институтом,занимающимся вопросами сварки конструкций стальных мостов.
8.19 Дляодносторонней автоматической сварки двухслойной коррозионно-стойкой стали с МХПследует применять медную подкладку, сечение которой приведено на рисунке 23.При сборке стыков под автоматическую сварку лицевая сторона медной подкладкипокрывается двумя слоями стеклоткани, после чего такая подкладка поджимается кобратной стороне стыка. Длину звеньев подкладки принимают 600...800 мм, состыковкой их с зазором 1-2 мм (см. рисунок 23). Медная подкладка толщиной неменее 18 мм должна быть уложена в стальную обойму и плотно поджата к стыкуемымэлементам посредством винтовых или пневматических прижимов либо скоб склиньями. Ширину канавки в подкладке принимают равной 22-26 мм.
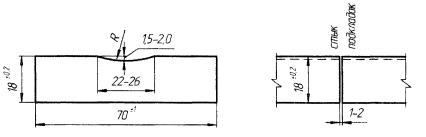
Рисунок 23 - Конструкция медной подкладки для одностороннейавтоматической сварки двухслойной коррозионно-стойкой стали с МХП
При сваркестыка должны быть созданы условия свободной поперечной усадки шва. Допускаютсядва способа односторонней сварки (см. таблицу 13):
а) раздельная,при которой за первый проход сваривается основной слой стали 09Г2С, а запоследующие проходы - плакирующий слой 12Х18Н10Т;
б) совместнаяна всю толщину свариваемого металла.
Таблица 13 - Режимы односторонней автоматической сварки под флюсомстыковых соединений двухслойной коррозионно-стойкой стали 09Г2С+12Х18Н10Ттолщиной 12 мм с МХП на медной подкладке
| Форма поперечного сечения | Способ сварки | Число проходов | Параметры режима | ||||
| подготовленных кромок | сварного шва
| Сила сварочного тока Iсв, А | Напряжение дуги Uд, В | Скорость сварки Vсв, м/ч | Скорость подачи проволоки Vэл, м/ч | ||
|
|
| Раздельная сварка | |||||
| Основной слой с МХП | 1 | 700...720 | 35...36 | 18...20 | 85...90 | ||
| Плакирующий слой* | 2-3 | 450...470 | 38...40 | 27...29 | 85...00 | ||
| То же расщепленным электродом * | 1 | 750...800 | 38...40 | 18...20 | 60...65 | ||
|
|
| Совместная сварка | |||||
| Первый слой с МХП | 2 | 720...780 | 36...38 | 18...20 | 115...120 | ||
| Второй стой без МХП
| 500...550 | 38...40 | 20...24 | 90...95 | |||
| Примечания - 1 Диаметр сварочной проволоки dэл = 4 мм. 2 Вылет электрода l = 34...38 мм. 3 Наклон электрода вперед до 5°. 4 Сварочные материалы. 4.1 Раздельная сварка: а) основной слой 09Г2С: сварочные материалы с МХП по таблице 2а; б) плакирующий слой 12X18Н10Т: флюс AН-26C, сварочная проволока Св-06Х25Н12ТЮ. 4.2 Совместная сварка; флюс АН-26Н; сварочная проволока для автомата и МХП Св-06Х25Н12ТЮ. 5 При необходимости следует при совместной сварке выполнять третий слой на прямой полярности сварочными материалами по 4.1б настоящих примечаний и на режимах выполнения плакирующего слом. * Сварку производить постоянным током прямой полярности. | |||||||
Прираздельной сварке 1-й проход по основному слою варят на постоянном токеобратной полярности, последующие проходы рекомендуется варить на постоянномтоке прямой полярности, в том числе способом сварки «расщеплённым» электродом.При совместной сварке применяется постоянный ток обратной полярности с учётомпримечания 5 к таблице 13.
Металлохимическуюприсадку при раздельной и совместной сварке засыпают в уровень толщиныосновного слоя без её уплотнения.
Сварка должнаосуществляться непрерывно на всю длину соединения. При случайном обрыве дугикратер шва необходимо удалить воздушно-дуговой строжкой, зачистить абразивныминструментом на глубину не менее 1 мм и переварить на 20 мм от места обрывадуги.
При раздельнойсварке полотнищ с пересекающимися швами в первом по исполнению шве плакирующийслой при 2-м проходе не доваривают на 100...150 мм до пересечения швов, споследующим наложением его после сварки пересекаемого шва.
Вертикальная (наклонная) автоматическая сварка
8.20Автоматическая вертикальная (наклонная) сварка с принудительным формированиемстыкового шва применяется при сварке вертикальных (наклонных) стенок основныхнесущих конструкций - балок и коробок - сплошностенчатых пролетных строений (втом числе и трапециевидного поперечного сечения), если проектом предусмотреныцельносварные стыки (см. рисунок 4).При сварке вертикальных стыков рёбер жёсткости нижних ребристых плит можетприменяться механизированная вертикальная сварка стыков рёбер жёсткости спринудительным формированием шва (см. рисунок 7).
8.21 Дляавтоматической сварки вертикальных (наклонных) стыков стенок главных балокдолжны применяться аппараты безрельсового или рельсового типа; марки сварочногооборудования (источники питания дуги, сварочные автоматы) для автоматической имеханизированной вертикальной сварки приведены в приложении Д.В качестве направляющего рельса используют уголок 45´5 или 50´5мм.
Листы толщинойдо 25 мм включительно сваривают без скоса кромок аппаратами безрельсового типа,при этом в нижней части таких стыков на длине 150 мм должна быть предусмотренаХ-образная разделка кромок под ручную или механизированную сварку (см. рисунок 32).
Сварка металлатолщиной 12...20 мм может выполняться самозащитной порошковой проволокой илипроволоками сплошного сечения (2´1,6 мм) под слоем расплавленного флюса. Сваркаметалла толщиной 25 мм и более выполняется только порошковой самозащитнойпроволокой. В стыках толщиной свыше 25 мм выполняется Х-образная разделкакромок с углом раскрытия кромок ![]() без притуплениякромок на всю длину стыка, в том числе и в его нижней части на длине 150 мм,выполняемой ручной или механизированной сваркой (см. рисунок 24). Для листов сразделкой кромок применяют аппараты рельсового типа, у которых формирование шваосуществляется на специальных ползунах или с обратной стороны устанавливаетсямедная охлаждаемая водой подкладка (трубка) диаметром 8-10 мм, монтируемая навсю высоту свариваемых листов (см. рисунок 24). При Х-образной разделке кромокстыки свариваются в 2 прохода и выполняются под наблюдением и контролемспециализированной научно-исследовательской организации.
без притуплениякромок на всю длину стыка, в том числе и в его нижней части на длине 150 мм,выполняемой ручной или механизированной сваркой (см. рисунок 24). Для листов сразделкой кромок применяют аппараты рельсового типа, у которых формирование шваосуществляется на специальных ползунах или с обратной стороны устанавливаетсямедная охлаждаемая водой подкладка (трубка) диаметром 8-10 мм, монтируемая навсю высоту свариваемых листов (см. рисунок 24). При Х-образной разделке кромокстыки свариваются в 2 прохода и выполняются под наблюдением и контролемспециализированной научно-исследовательской организации.
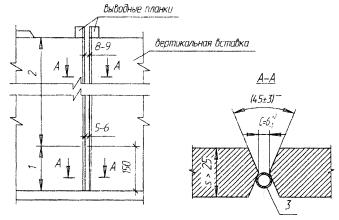
1 - участок ручной или механизированной сварки; 2 - участокавтоматической сварки; 3 - медная охлаждаемая трубка
Рисунок 24 - Форма подготовки кромок для сваркивертикальных стыковых швов стенок балок толщиной более 25 мм
8.22Охлаждение формирующих медных ползунов или подкладок осуществляют посредствомзамкнутой системы охлаждения (рисунок 25), состоящей из бака емкостью 0,8...1 м3водяного насоса производительностью 30...40 л/мин при напоре 25...60 м (типа«Водолей», «Малыш» и др.) и двух шлангов - напорного и сливного. При сваркезимой вода в баке должна постоянно подогреваться или бак должен заполнятьсянезамерзающей жидкостью (антифризом).
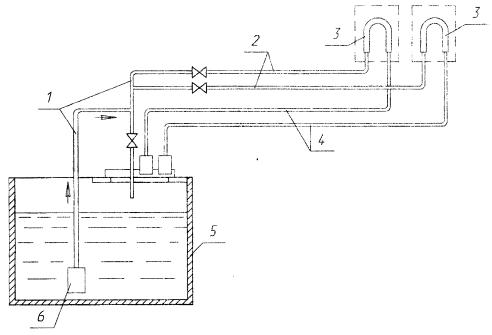
1 - трубы диаметром 3/4"; 2 - подводящие шланги; 3 - ползуны;4 - отводящие шланга; 5 - бак с водой, 6 – насос
Рисунок 25 - Схема охлаждения медных формирующих ползунов
8.23Автоматическую сварку вертикальных (наклонных) стыков порошковой самозащитнойпроволокой и проволоками сплошного сечения под слоем расплавленного флюса спринудительным формированием стыкового шва надлежит выполнять постоянным токомобратной полярности (минус на изделии) на режимах, указанных в таблице 14.
Таблица 14 - Режимы автоматической вертикальной (наклонной) сваркистыковых соединений с принудительным формированием шва сталей по ГОСТ6713 и сталей по ТУ 14-1-5120-92 (по Измен. № 6)
| Поперечное сечение кромок и сварного шва | Толщина металла S, мм | Способ вертикальной автоматической сварки | Сварочные материалы, диаметр | Параметры рожи ш | ||
| Сила сварочного тока Iсв, А | Напряжение дуги Uд, В | Скорость сварки Vсв, м/ч | ||||
|
| а) 12...25 включ. (без разделки кромок) б) более 25 (с Х-образной разделкой кромок) | Порошковой самозащитной проволокой | ПП-АН19Н ПП-АН19С, диаметром 3 мм | 360...420 | 28...32 | 3,5...4,5 |
|
| 12...20 включ. (без разделки кромок) | Расщепленным электродом под слоем расплавленного флюса | Св-10ГНА (2´1,6 мм) + АН-67А или АН-67Б | 300...340 | 26...30 | 2,5...3,5 |
| Примечания 1 После возбуждения дуги, во избежания появления пор в начале шва при использовании самозащитой порошковой проволоки, рекомендуется в плавильное пространство вводить дополнительную защиту углекислым газом или смесью защитных газов до установления стабильною процесса сварки (35-40 сек.) 2. Вылет электрода (сварочной проволоки) диаметром 3 мм составляет 35...45 мм, а диаметром 1,6 мм - 30...35 мм. | ||||||
Приправильно подобранном режиме и хорошо отлаженном сварочном процессе дугавозбуждается и горит спокойно, без чрезмерного разбрызгивания наплавляемогометалла. Наплавленный металл должен быть покрыт равномерным тонким слоем шлака,который после охлаждения шва без труда удаляется. В шве не должно быть пор,трещин, шлаковых включений.
8.24Автоматическая вертикальная (наклонная) сварка (рисунок 26) должна бытьтщательно подготовлена, чтобы процесс её не прерывался на всю высоту шва. Вслучае вынужденной технологической остановки требуется удаление кратера шва.Для этого отключают подачу проволоки, перемещение аппарата и источник питания:снимают формирующие ползуны и поднимают аппарат вверх по стыку на 400...500 мм.Удаляется кратер шва. и процесс сварки возобновляется. Во избежание появленияпор при возобновлении сварочного процесса (при использовании самозащитнойпорошковой проволоки) в зону дуги рекомендуется подавать углекислый газ втечение 35-40 с до установления стабильного процесса сварки.
После сваркиместа остановок сварочного процесса контролируют внешним осмотром. Участки собнаруженными недопустимыми дефектами удаляют, зачищают, подваривают вручную,после чего проводят ультразвуковой контроль качества стыкового шва.
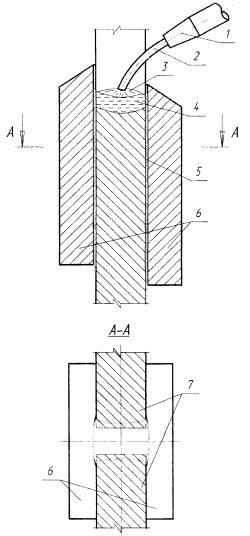
1 - мундштук; 2 - проволока; 3 - шлаковый слой; 4 - металлическаяванна; 5 - шлаковая корка; 6 - формирующие медные ползуны; 7- свариваемыеэлементы
Рисунок 26 - Схема электродугового процесса сварки вертикальных швовсамозащитной порошковой проволокой с принудительным формированием металла шва
Технология сборки и сварки цельносварных стыков главных балок
9.1 Привыполнении цельносварных стыков главных балок на строительной площадкерекомендуется следующий порядок производства рабом
- установкаблоков главных балок или коробок на сборочные (стапельные) опоры с учетом эпюрыстроительного подъема, обратного выгиба на величину сварочных деформаций и спроверкой проектного положения их в плане и профиле;
- подготовкапод сварку нижнего пояса, включающая в себя (рисунок 27): точное совмещениелистов смежных блоков с обеспечением сварочного зазора, зачистку кромок иоколошовных зон металла (см. 7.3),приварку выводных планок (см. 7.9),установку и поджатие к стыку формирующих медных подкладок;
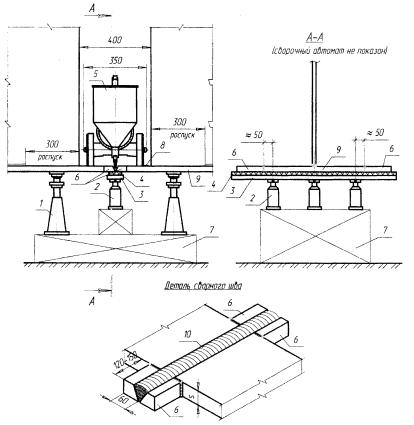
1 - монтажный домкрат; 2- прижимной домкрат; 3 - металлическаяобойма; 4 - медная формирующая подкладка; 5 - сварочный автомат; 6 - выводныепланки; 7 - монтажная клетка; 8 - направляющая дорожка для автомата; 9 - нижнийпояс балки; 10 - сварной шов
Рисунок 27 - Технология сборки блоков главных балок и автоматической сваркинижнего пояса
- сварка стыканижних поясов балок автоматом по технологии, описанной в разделе 8 настоящего СТО; контролькачества стыкового шва нижних поясов балок, в т.ч. и методом УЗД;
- сборка сподгонкой по месту вертикальной (наклонной) вставки стыка стенки (рисунок 28) собеспечением технологических сварочных зазоров. Для листов толщиной до 25 ммвключительно без разделки кромок зазоры внизу стыка должны быть по 12-13 мм,вверху - по 14-15 мм. Для листов большей толщины (более 25 мм) с разделкойкромок зазоры монтажных стыках устанавливают по ![]() мм, вверху стыка - смаксимальным раскрытием по рисунку 24;
мм, вверху стыка - смаксимальным раскрытием по рисунку 24;
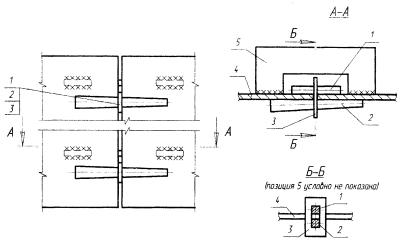
1 - упор; 2 - клин; 3 - прокладка; 4 - свариваемые листы; 5 -сборочная скоба
Рисунок 28 - Сборка вертикального (наклонного) стыкового соединения подавтоматическую сварку с принудительным формированием металла шва
- зачисткасвариваемых кромок и прилегающих к ним зон металла;
- устранениедепланации стыкуемых деталей по плоскости стенки и фиксация их положенияпосредством скоб (не менее 6 шт.), привариваемых к стыкуемым деталям с обратнойстороны стыка (со стороны заднего ползуна аппарата, рисунок 29). Депланациякромок свыше 1 мм не допускается. На концевых участках (сверху и снизу)протяженностью не менее 450 мм она должна быть нулевой,
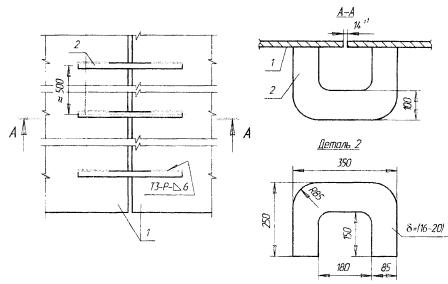
1 - свариваемые листы; 2 - сборочные скобы
Рисунок 29 - Конструкция сборочных скоб
- прихваткавставки стенки к нижнему поясу в трёх местах с длиной швов по 70...80 мм собеих сторон в шахматном порядке;
- приваркавыводных планок и установка технологических площадок для выхода сварочногоаппарата (рисунок 30);
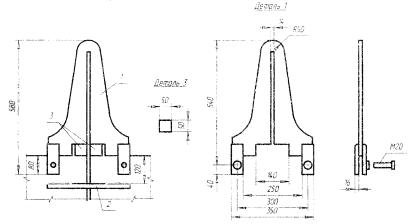
Рисунок 30 - Технологическая площадка (1) для выхода сварочногоаппарата за пределы свариваемых листов, сборочная скоба (2), выводные планки(3)
- приемкаподготовленных под сварку стыковых соединений руководителем сварочных работ;
- поочерёднаяручная (механизированная) сварка нижнего участка шва на длине 150 мм;
- поочереднаяавтоматическая сварка вертикальных (наклонных) швов. При равных зазорахочередность любая, при неравных первым сваривается стык с большим зазором. Приавтоматической вертикальной сварке стыков толщиной 20 мм и выше сваркапроизводится с поперечными колебаниями электрода (мундштука) на 2-3 мм;
- удалениевспомогательных приспособлений (скоб, планок, площадок) без поврежденияосновного металла, срезка выводных планок, зачистка сварных швов от шлака,брызг, натеков металла, снятие усиления швов в местах постановки продольныхрёбер по стенке балок, подготовка и контроль макрошлифов по торцам обоих швов;
- контролькачества вертикальных (наклонных) стыковых швов вставки стенки балки внешнимосмотром и методом УЗД. Устранение выявленных дефектов и повторныйУЗД-контроль;
- сборка сподгонкой по месту вставки верхнего пояса с обеспечением технологическихзазоров и проектной разделки кромок;
- подготовкапод сварку соединений верхнего пояса, включающая прихватку вставки к стенке собеих сторон в шахматном порядке, зачистку кромок, приварку выводных планок,установку, закрепление и поджатие к стыкам формирующих подкладок;
- сваркаверхнего пояса автоматом или РДС по технологии, приведенной в разделе 8 настоящегоСТО. Контроль качества этих стыковых швов, в т.ч. и методом УЗД. Сварка нижнихугловых поясных швов, включая роспуски нижних поясных швов по стенкам балок;
- сборка сподгонкой (прирезкой) и сварка стыковых швов вставок горизонтальных рёбержесткости по стенкам балок с последующей заваркой всех роспусков и угловых швовобратно-ступенчатым способом в последовательности, приведенной на рисунке 31, втом числе и заварка верхних угловых, поясных швов по стенкам главных балок.
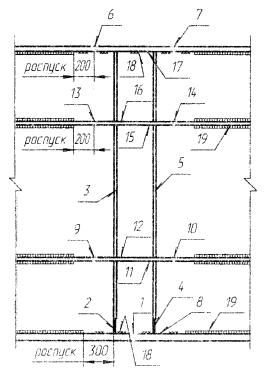
1-17 - порядок сварки; 18 - монтажные прихватки; 19 - заводские швы
Рисунок 31 Последовательность наложения сварных швов в цельносварном стыкеглавных балок
9.2 Есликонструкция сварочного аппарата не позволяет начать сварку вертикальных(наклонных) стыков непосредственно с нижнего пояса балки, производится ручнаясварка или механизированная сварка в смеси защитных гадов нижних участковстыковых швов на высоту не менее 150 мм с подготовленной, заранее Х-образнойразделкой кромок под указанные способы сварки, причем сварку этого участка навтором шве допускается выполнять только после автоматической сварки первого швана полную высоту. Сварка вертикальных стыковых швов стенки балки толщиной более25 мм показана на рисунке 24,для стенок балок толщиной до 25 мм включительно сварка вертикальных стыковыхшвов выполняется по рисунку 32.
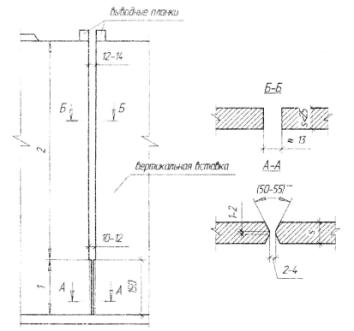
1 - участок ручной или механизированной сварки; 2 - участокавтоматической сварки
Рисунок 32 - Сварка вертикальных (наклонных) стыковыхсоединений стенок главных балок
9.3 Технологиявыполнения на монтаже цельносварных стыков нижних ребристых плит (см. рисунок 7) сосваркой рёбер малогабаритным рельсовым полуавтоматом А-681М аналогичнатехнологии сварки стыков стенок главных балок с учетом следующих особенностей:
- при сваркерёбер из листа толщиной S до 20 мм включительно без разделки кромок зазорыустанавливают равными ![]() мм. При толщиненижних продольных рёбер более 20 мм должна быть выполнена Х-образная разделкакромок в стыках по рисунку 24,и зазоры в таких стыковых соединениях устанавливают равными
мм. При толщиненижних продольных рёбер более 20 мм должна быть выполнена Х-образная разделкакромок в стыках по рисунку 24,и зазоры в таких стыковых соединениях устанавливают равными ![]() мм (см. рисунок 24);
мм (см. рисунок 24);
- при сборкестыков нижних продольных рёбер без разделки кромок торцы стыкуемых элементоврекомендуется приварить к горизонтальному листу ребристой плиты вручную дляпредотвращения затекания шлака под рёбра и вставку и, следовательно, непроварав начале швов;
- процесссварки начинают непосредственно на листе плиты при вылете электрода 50...55 мм,поэтому в начальный период сварки в течение 35-40 с напряжение дуги должно бытьустановлено выше номинального на 2-3 В. Во избежание образования пор в началешва в течение этого периода в зону горения дуги необходимо подаватьдополнительную защиту: углекислый газ или смесь защитных газов.
9.4 При сборкеи сварке цельносварных стыков необходимо предусматривать предварительныевыгибы, переломы, развалы в стыкуемых элементах для компенсации сварочныхдеформаций, влияющих на окончательные размеры и форму конструкций. Величины ихуказывают (предварительно) в Технологическом регламенте на монтажную сборку исварку конкретного объекта и уточняют затем по факту при монтажной сборке исварке конкретных конструкций по результатам сварки первых блоков.
В конструкцияхс цельносварными стыками технологические отверстия нельзя располагать ближе,чем на 150 мм от монтажного шва.
Технология выполнения комбинированных фрикционно-сварных стыковглавных балок
9.5 Сборку исварку комбинированных стыков (см. рисунок 5)основных несущих конструкций сплошностенчатых пролётных строений (балок,коробок, L-образныхэлементов) при монтаже указанных металлоконструкций на сборочном стапеле, атакже при навесном и полунавесном монтаже рекомендуется выполнять в следующейпоследовательности:
-пескоструйная обработка контактных поверхностей фрикционных соединенийстыкуемых стенок и нижних поясов главных балок и соответствующих накладок.Стыкуемые монтажные блоки главных балок устанавливают краном с выполнениемпредварительной «черновой» прирезки припуска (если он имеется) по стыку верхнихпоясов балок и фиксируют в проектном положении калиброванными пробками ивысокопрочными болтами по стыковым накладкам стенок главных балок. Проводитсягеодезический контроль их положения в профиле по строительному подъёму и вплане. Число пробок и болтов принимают по проекту производства работ. Болтызатягивают гайковертами на усилие, равное 60...70 % от проектного, при этомопределённое число рядов болтов вверху и внизу стыка следует завернуть «отруки» обычным «рожковым» ключом с длиной плеча 300 мм. Количество этих рядовболтов должно быть указано в Технологическом регламенте на монтажную сваркуконкретного объекта. Производят окончательный геодезический контроль проектногоположения монтируемых блоков и герметизацию фрикционных соединений по контурунакладок;
- монтажныйстык блоков главных балок обстраивают подмостями для безопасного икачественного производства сварочных работ на нижнем и верхнем поясах;
- стык балокдо сварки стыка нижних поясов поддомкрачивают (с опиранием домкратов на жёсткоеоснование) до отрыва стыкуемых балок от монтажных столиков, и в этом положениион должен удерживаться до полного завершения сварки стыка как нижних, так иверхних поясов балок;
- стык нижнихпоясов балок выполняют ручной дуговой сваркой или автоматической сваркой подфлюсом по ручной или механизированной подварке корня шва; в этом случаесварочный трактор оборудуют специальным удлинителем, желательно под проволокудиаметром 4 мм, (рисунок 33) для прохода через технологическое окно в стенкебалки. Допускается выполнять такие стыки комбинированным способом: в районестенок балок - ручной дуговой сваркой, а на остальной части стыка -автоматической сваркой под флюсом по ручной или механизированной подварке корняшва;
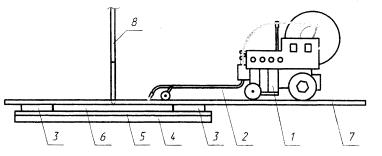
1 - сварочный трактор; 2 - удлинитель; 3 - выводные планки; 4 -стальная обойма; 5 - формирующая медная подкладка; 6 - нижний пояс главнойбалки; 7 - направляющая; 8 - стенка главной балки
Рисунок 33 - Сварочный трактор типа АДФ-1002 с удлинителем
-окончательная прирезка припуска по стыку верхних поясов главных балок спроверкой величины притупления кромок, зазора и последующей пескоструйнойобработкой;
- сборка исварка стыка верхних поясов балок (автоматической сваркой под флюсом или ручнойдуговой сваркой при длине стыка менее 500 мм);
- снятиеусилия с домкратов под стыком нижних поясов балок и проверка строительногоподъёма состыкованных главных балок после сварки;
- срезаниевыводных планок, и контроль стыков нижних и верхних поясов балок сначалавизуально (методом ВИК), затем - методом ультразвуковой дефектоскопии (УЗД);свободные кромки стыков поясов балок следует притупить фаской 1-2 мм соокруглением углов;
- в уровнесостыкованных нижних, а затем и верхних поясов блоков главных балок необходимозаварить ручной дуговой сваркой или механизированной сваркой в смеси защитныхгазов роспуски угловых поясных швов согласно указаниям проекта, с закольцовкойих «по контуру». Места перехода от заводского углового поясного шва кмонтажному необходимо зачистить шлифмашинкой. Затем следует подрезать газовойрезкой «носики» в выкружках стенок главных балок, после чего необходимошлифмашинкой зачистить места реза с обеспечением требуемого по проекту радиуса;расстояние от края сварного стыкового шва пояса до плавного перехода должнобыть около 50...60 мм;
- закрытиетехнологических отверстий внизу и вверху стыка стенок балок прокладками,установка в проектное положение нижних и верхних накладок по стенкам балок навысокопрочных болтах с затяжкой этих болтов гайковёртом на усилие 60...70% отпроектного;
-геодезическая съёмка состыкованных главных балок с проверкой их положения впрофиле (по строительному подъёму) и в плане; разметка, сверловка отверстий иустановка уголков (после пескоструйной обработки контактных поверхностей) постыкам продольных рёбер стенок главных балок с затяжкой их гайковёртом наусилие 60...70% от проектного;
- послеполного окончания всех сварочных работ на стыке блоков главных балок по длине -все высокопрочные болты на состыкованных балках следует затянуть на проектноеусилие (на 100%), и затем по всем фрикционным соединениям выполняетсягерметизация по контуру накладок и временная их защита согласно указаниямТехнологического регламента на монтажную сварку конкретного объекта.
Сборка и сварка ортотропных плит
А) Укрупнение плит
9.6Укрупнительную сборку и сварку монтажных блоков ортотропных и ребристых плитследует производить на специально оборудованных стендах, обслуживаемыхмонтажными кранами грузоподъемностью, достаточной для подъёма и перемещенияукрупненных блоков плит («двоек», «троек», «четвёрок» и даже «пятёрок»).
Стенды, какправило, оборудуют навесами. В холодное время года их превращают в закрытыеотапливаемые помещения, где поддерживается температура воздуха не ниже 0 °С.При небольших объемах работ по укрупнению плит стенды закрывают переноснымиукрытиями-тепляками.
9.7 Сборкублоков плит на укрупнительном стенде производят на высокопрочных болтах имонтажных пробках, устанавливаемых в стыках поперечных балок, с соблюдениемзаданных в проекте поперечных уклонов мостового полотна и обеспечением впродольных стыках настильных (горизонтальных) листов требуемых по технологиисварки зазоров.
9.8 Продольныекромки стыков, свариваемых на укрупнительном стенде, должны обрабатыватьсяполностью на заводе-изготовителе конструкций.
Продольныекромки плит в соединениях их с главными балками и поперечные кромки ортотропныхи ребристых плит могут обрабатываться на заводе или иметь технологическиеприпуски на последующую подрезку при их установке в пролётное строение. Этотвопрос должен быть решён на стадии разработки чертежей КМ и Технологическогорегламента на монтажную сварку конкретного объекта. Номинальный размерприпусков - 50 мм.
9.9 При сваркепродольных стыковых швов на съёмных медных подкладках для установки их в узлахпересечения с поперечными балками в стенках последних должны быть предусмотреныпроёмы (вырезы), ширина которых с каждой стороны назначается не менее 50 мм, авысота h = S + 40 мм, где S - наибольшая толщина свариваемоголиста.
9.10 Стендыдля укрупнения ортотропных и ребристых плит в монтажные блоки, например,«двойки», должны иметь устройства для образования предварительного переломапродольных стыков до сварки и фиксирующие устройства (прижимы) для закрепленияплит в процессе сварки.
Последовательностьтехнологических операций по укрупнению плит в монтажные блоки, например,«двойки», следующая;
- очистить спомощью пескоструйной установки контактные поверхности поперечных рёбер плит инакладок;
- установитьна стенд две плиты согласно монтажной схеме проекта;
- с помощьюмонтажных приспособлений установить зазор в монтажном продольном стыке плит9-10 мм;
- создатьпредварительный перелом в стыках, для этого в укрупняемых «двойках» свободныекромки обеих плит опустить вниз от проектных отметок на величину ординаты f, которая зависит оттолщины dсвариваемых листов плит (d = 12...40 мм), а также от фактической ширины имассы укрупняемых плит. Ориентировочные величины ординат перелома плит f должны указываться вТехнологическом регламенте на монтажную сварку конкретного пролётного строениямоста;
- собратьстыкуемые поперечные рёбра плит на высокопрочных болтах проектного диаметра,при этом в двух верхних рядах высокопрочные болты следует затянуть от рукиобычным «рожковым» ключом с длиной плеча 300 мм, все остальные болты затягиваютгайковёртом на 60...70% проектного усилия;
- проверитьгеометрию укрупняемого блока в профиле и в плане геодезическими приборами имерительным инструментом; прижать плиты к стенду по свободным концам в четырёхточках;
- очистить спомощью пескоструйного аппарата свариваемые кромки продольного стыка, устранитьдепланацию кромок и собрать стык на прихватках и выводных планках; наложениеприхваток выполнять в порядке, не допускающем уменьшение (стягивание) зазора всоединении (в направлении от середины стыка к краям); выводные планки качественноприварить к плитам;
- зачиститьприхватки и свариваемые кромки от шлака, брызг и т.п. дефектов; каждуюприхватку осматривают, и дефектные прихватки с трещинами и порами вырезают иставят новые качественные прихватки; на каждой прихватке шлифмашинкой делают«заход» и «сход» (плавное увеличение и уменьшение толщины прихватки);
- предъявитьсобранный на прихватках стык лицам, ответственным за сварочные работы иобеспечение предварительного перелома плит, и только с их разрешения приступитьк постановке формирующих медных подкладок; при необходимости (по указаниюмастера) делается повторная пескоструйная очистка стыка перед постановкоймедных подкладок;
- с помощьюприспособлений установить с нижней стороны стыка формирующие подкладки согласноуказаниям Технологического регламента на монтажную сварку конкретного объекта,предварительно подогрев кромки сначала с нижней стороны стыка до постановкимедных подкладок, а затем с верхней стороны стыка - после постановки подкладок;
- заваритьавтоматической сваркой с МХП собранный продольный стык на режимах, указанных вразделе 8настоящего СТО. Данный стык выполняется при первом проходе сварочного автоматадвумя участками обратноступенчатым методом. Это требование распространяется настыки любой толщины ортотропных и ребристых плит, собранных на любом типеформирующих подкладок под одностороннюю автоматическую сварку согласноуказаниям настоящего СТО. Сначала заваривают при первом проходе автомата концевойучасток длиной 1,0...1,5 м с МХП у первого торца конструкций, а затем выполняютпервый проход сварочного автомата с МХП от начала не заваренного участка стыка(от второго торца конструкций) до начала заваренного концевого участка. Второйпроход сварочного аппарата выполняют без МХП на всю длину стыкового шва;автоматическую сварку слоев шва и указанных участков стыка выполняют в одномнаправлении и «на подъём» (рисунок 34). Указанная на рисунке 34последовательность выполнения слоев и участков продольных стыковых швовобязательна как при автоматической сварке с МХП продольных стыков на стенде,так и при автоматической сварке с МХП продольных стыков в пролёте (на сборочномстапеле), в т.ч. и для продольных силков примыканий плит к поясам главных балок;
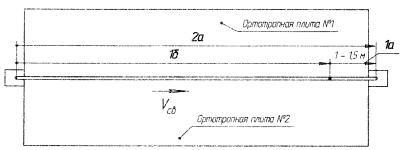
1а и 1б - участки первого прохода автомата с МХП; 2а - участоквторого прохода автомата без МХП; Vсв - направление автоматической сварки участков ислоев шва «на подъём»
Рисунок 34 - Последовательность выполнения слоев иучастков продольных стыковых швов при автоматической сварке с МХП
- разобратьмедные подкладки, освободить плиты от крепления к стенду, срезать выводныепланки газовой резкой, места реза зачистить шлифмашинкой. Усиление стыковогошва с лицевой и обратной сторон на конце стыка с неприрезаемой стороны снятьшлифмашинкой заподлицо с основным металлом на длине по 50 мм;
-проконтролировать заваренный стыковой шов сначала внешним осмотром и, послеустранения всех видимых дефектов, - методом ультразвуковой дефектоскопии (УЗД);при необходимости здесь же на стенде выполняется термическая илитермомеханическая правка соответствующих участков заваренного стыка,предварительно проверив геодезическими приборами профиль укрупнённой плиты;
- заваритьручной дуговой сваркой роспуски угловых швов по поперечным рёбрам плит;
- затянуть всевысокопрочные болты на проектное усилие (на 100%), выполнить герметизацию поконтуру накладок и временную защиту фрикционных соединений по указаниямТехнологического регламента.
Б) Сборка и сварка плитс поясами главных балок
9.11 Примонтаже пролетного строения, в том числе с использованием укрупнённых иодиночных блоков ортотропных и ребристых плит прирезку кромок стехнологическими припусками по продольным и поперечным стыкам следует выполнятьпереносными газорезательными полуавтоматами по копиру или разметке. Допускаетсяручная подрезка указанных припусков на небольших участках, с последующейзачисткой кромок абразивным инструментом и обеспечением требуемого сварочногозазора и качества кромок согласно проектной документации.
9.12 Сборка исварка блоков главных балок должна опережать сборку и сварку укрупнённых илиодиночных блоков ортотропных плит между этими балками как минимум на длинуодного блока главной балки.
9.13 До началамонтажа укрупнённых или одиночных блоков плит между поясами главных балокнеобходимо проверить проектное расстояние между поясами главных балок и габаритмонтируемой плиты. Сборка нижних ребристых плит под сварку с нижними поясамиглавных балок выполняется с обязательным предварительным «развалом» главныхбалок. Величины ординат «развала» главных балок должны быть указаны вТехнологическом Регламенте на монтажную сварку конкретного объекта.
9.14Последовательность технологических операций по сборке и сварке ортотропныхплит, расположенных между верхними поясами главных балок, следующая:
- установить впроектное положение первый монтажный блок ортотропной плиты между верхнимипоясами главных балок. Зазоры в продольных стыках примыкания данного блокаплиты к верхним поясам (листу настила) главных балок после возможной подрезкиотдельных участков листа настила плиты и последующей сборки должны быть впределах 9-10 мм до постановки электроприхваток в стыках. Очистить с помощьюпескоструйного аппарата соответствующие поперечные рёбра плиты и балок, а такженакладок;
- собрать навысокопрочных болтах и пробках узлы стыков поперечных рёбер плиты с главнымибалками. Высокопрочные болты разрешается затягивать на усилие 60...70% отпроектного, а по два верхних ряда болтов в этих стыках заворачивают «от руки»обычным «рожковым» ключом; пробки поочерёдно заменяют болтами, которые такжезатягивают на усилие 60...70% от проектного. Выполнить герметизацию фрикционныхсоединений по контуру накладок;
- собрать наэлектроприхватках и затем заверить автоматической сваркой с МХП первыйпродольный стык, оставив в конце шва (с одной стороны) роспуск длиной 0,5...0,8м до первого поперечного стыка плит; направление автоматической сварки - «наподъём»; затем аналогичный комплекс работ по сборке и сварке выполнить для второгопродольного стыка первой плиты. Автоматическая сварка с МХП указанныхпродольных стыков выполняется согласно рисунку 34;
- после снятиямедных подкладок с продольных стыков швы тщательно осматривают, все видимыедефекты устраняют, и выполняют ультразвуковой контроль качества (УЗД)заваренных продольных стыковых швов;
- смонтироватьвторой монтажный блок ортотропной плиты между главными балками с обеспечениемзазоров после прирезки технологического припуска в поперечном стыке плит и впродольных стыках примыкания этой второй шипы к верхним поясам главных балок -9-10 мм до постановки электроприхваток. Все высокопрочные болты в узлахпримыкания второй плиты к главным балкам затягивают также на 60...70% отпроектного усилия, а по два верхних ряда болтов заворачивают «от руки» обычнымключом; пробки поочерёдно заменяют болтами, которые также затягивают на усилие60...70% от проектного. Выполнить герметизацию фрикционных соединений поконтуру накладок:
- устранитьдепланацию кромок и собрать первый поперечный стык ортотропных плит наэлектроприхватках, при этом сварку примыканий плит к балкам («полукресты») ипересечений данных стыков («кресты») следует выполнять с учётом указаний 9.18настоящего СТО;
- заваритьавтоматической сваркой с МХП первый, поперечный стык ортотропных плит -«наподъём»; снять медные подкладки и проверить качество шва внешним осмотром изатем устранить все видимые дефекты как со стороны корня шва, так и с лицевойстороны; обратный валик поперечного стыка данных плит в районе «крестов» и«полукрестов» зачищают шлифмашинкой заподлицо с основным металлом по 100 мм вкаждую сторону. Выполнить контроль качества этого поперечного шва плит метоломУЗД;
- выполнитьпоочерёдную сборку и автоматическую сварку с МХП продольных стыков примыканиявторой плиты к верхним поясам главных балок согласно рисунку 34,оставив в конце швов роспуски длиной 0,5...0,8 м до следующего (уже второго)поперечного стыка ортотропных плит; направление автоматической сварки - всегда«на подъём», проконтролировать заваренные продольные стыки методом УЗД;
- заварить РДСугловые швы роспусков в узлах примыкания поперечных рёбер второй плиты к блокамглавных балок; затем все высокопрочные болты в этих узлах затянуть на проектноеусилие (на 100%) и выполнить временную защиту фрикционных соединений поуказаниям Технологического регламента на монтажную сварку конкретного объекта;торцы затарированных высокопрочных болтов пометить краской;
- затемшлифмашинкой снять усиление обратного валика в поперечном стыковом шве плит вместах его пересечения со вставками продольных рёбер (полосовых илитрапециевидных) ортотропных плит. Выполнить сборку монтажных стыков продольныхрёбер на высокопрочных болтах или на сварке по указаниям проекта;
- если стыкипродольных рёбер выполняются на высокопрочных болтах, то на 1-м этапе сборкиболты затягивают на усилие 60...70% от проектного с герметизацией фрикционныхсоединений по контуру накладок. Затем заваривают угловые швы роспусковпродольных рёбер и их вставок, после чего высокопрочные болты в этих стыкахпродольных рёбер затягивают на проектное усилие (на 100%). По каждому стыкупродольных рёбер выполняется временная защита этих фрикционных соединений поуказаниям проекта и Технологического регламента на монтажную сварку конкретногообъекта. При сборке на накладках и высокопрочных болтах стыков продольных рёберсмежных ортотропных плит необходимо следить, чтобы максимальное смещениестыкуемых продольных рёбер смежных плит составляло до 4 мм. При большемсмещении допускается применять в фрикционных стыках продольных рёберкососимметричные прокладки, которые следует заказывать на заводе-изготовителеконструкций с учётом фактических смещений рёбер в стыках;
- еслимонтажные стыки продольных рёбер (полосовых или трапециевидных) выполняются полностьюна сварке, то сначала прирезают припуск вставок рёбер, затем их монтаж и сборкуна прихватках. После этого в первую очередь выполняют стыковые швы продольныхрёбер, затем заваривают угловые швы примыканий вставок продольных рёбер к листунастила, в т.ч. и роспуски угловых швов по указаниям Технологическогорегламента на монтажную сварку конкретного объекта;
- далеепроцесс сборки и сварки ортотропных плит между верхними поясами главных балокповторяется по вышеизложенной технологии. Автоматическую сварку с МХП всехстыковых соединений по ортотропной проезжей части выполняют только «на подъём».
9.15 Сборку исварку консольных ортотропных плит с верхними поясами главных балок выполняют ваналогичном порядке, т.е. в той же технологической последовательности, что идля плит, расположенных между главными балками. Отличительной особенностьюздесь является то, что перед сваркой каждого продольного стыка примыканияконсольной плиты к верхнему поясу балки необходимо свободную продольную кромкулиста настила такой плиты опустить вниз от проектной отметки на определённуювеличину. Ориентировочное значение ординаты опускания консольной плиты должнобыть указано в Технологическом регламенте на монтажную сварку конкретногообъекта.
При сваркепоперечных стыков консольных ортотропных плит выводные планки приваривают вобязательном порядке по свободным торцам консольных плит, на продольных стыках- только в начале и в конце монтируемого пролетного строения. В поперечных ипродольных стыках листа настила консольных ортотропных плит направлениеавтоматической сварки с МХП - только «на подъём».
9.16 В углахперехода лидерной части пролётного строения к основному проектному поперечномусечению следует вваривать специальные монтажные временные треугольные элементы(деконцентраторы) с обеспечением определённых радиусов перехода в острых углахсогласно указаниям проектной документации (чертежам КМ), если монтаж пролётногостроения принят методом продольной надвижки.
9.17Продольные стыки нижних ребристых плит с поясами главных балок допускаетсявыполнять по рисунку 35а, если на то есть указание проектной документации. Приразной толщине листов пояса и нижней плиты завод-изготовитель производитмеханическую обработку кромки более толстого листа с обеспечением плавногоперехода не круче 1:4 (рисунок 35б).
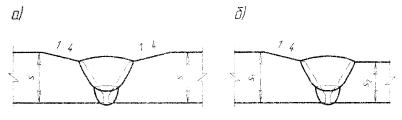
Рисунок 35 - Варианты продольного стыка нижних ребристых плит междусобой и/или с нижним поясом главной балки
В) Сборка и сварка стыковых соединений плит в зоне пересечений ипримыканий швов («крестов» и «полукрестов»)
9.18 При сборке и сварке стыковых соединений ортотропных иребристых плит между собой и с поясами главных балок в зоне пересечений ипримыканий швов (в «крестах» и «полукрестах») надлежит выполнять следующиеуказания.
Попоперечным стыкам плит:
а) послеокончания прирезки (где это необходимо) технологических припусков поперечнойкромки листа настила ортотропных плит или горизонтального листа нижнихребристых плит на концевых участках поперечного стыка плит (в «полукрестах»), атакже в зонах пересечения поперечного стыка с продольными стыковыми швами,заваренными на стендах (в «крестах»), следует обеспечить небольшую V-образную разделку кромокдлиной по 300 мм с общим углом раскрытия около 40° при зазоре в стыке около 9мм и притуплении кромок 4-5 мм;
б) после постановкиэлектроприхваток в поперечных стыках ортотропных и ребристых плит необходиморучной дуговой сваркой заварить вышеуказанные участки данного стыка длиной по300 мм на формирующей медной подкладке с высотой стыкового шва около 10-12 мм(рисунки 36 и 37);
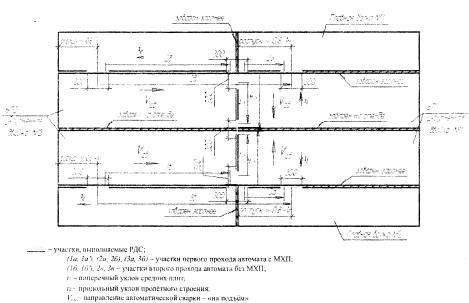
Рисунок 36 - Последовательность выполненияслоев и участков поперечных и продольных стыковых швов листа настилаортотропных плит «двоек» между главными балками
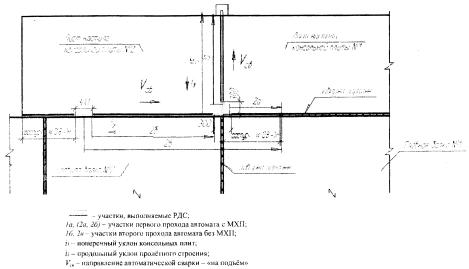
Рисунок 37 - Последовательность выполненияслоев и участков поперечных и продольных стыковых швов листа настила консольныхортотропных плит
в) первыйпроход сварочного автомата по поперечным стыках», плит выполняют определённымиучастками - «на подъем» (см. рисунки 36и 37),при этом начало и окончание автоматической сварки первого слоя шва по каждомуучастку выполняют на зонах ручной дуговой сварки с удалением возможных кратерови ручной подваркой этих мест, т.е. при первом проходе сварочного автомата с МХПзоны ручной дуговой сварки здесь не переваривают автоматом (рисунки 36и 37);
г) второйпроход (слой) сварочного автомата по поперечным стыкам плит выполняют также «наподъём», в том числе и по зонам ручной дуговой сварки (см. рисунки 36и 37)
Попродольным стыкам плит:
д) послепостановки электроприхваток по продольным стыкам примыкания ортотропных иребристых плит к балкам необходимо также ручной дуговой сваркой заваритьуказанные на рисунках 36и 37участки длиной по 300 мм с высотой стыкового шва около 10-12 мм; дляобеспечения хорошего качества шва на этих участках следует также под РДС (напродолах плит, см. рисунки 36и 37)выполнить небольшую V-образнуюразделку кромок (a= 40° при зазоре около 9 мм и притуплении кромок 4-5 мм):
е) первыйпроход сварочного автомата по продольным стыкам плит выполняют несколькимиучастками (см. рисунки 36и 37)и зоны ручной дуговой сварки здесь не переваривают автоматом;
ж) второйпроход сварочного автомата по данным продольным стыкам плит выполняют напроход,в т.ч. и по зонам ручной дуговой сварки (в районе поперечного стыка плит и взоне роспусков продольного стыкового шва, см. рисунки 36и 37)
9.19 Обратныйвалик (усиление шва) на участках стыковых швов, выполненных в корневой частиручной дуговой сваркой на формирующих медных подкладках по всем перечисленнымзонам, (по 9.18),подлежит механической обработке шлифмашинкой заподлицо с основным металломконструкций по всей длине зон «крестов» и «полукрестов»,
Сборка и сварка стыковых соединений двухлистовых пакетов поясовглавных балок
9.20 В цельносварных и комбинированных, стыках главных балокстыковые соединения двухлистовых пакетов поясов главных балок (см. рисунок 5 в,г и Узел Б) можно выполнять двумя способами:
-комбинированной сваркой (автоматической и ручной) по толщине пакетного стыка;
- ручнойдуговой сваркой на всё сечение пакетного стыка (как вариант).
Вкомбинированных стыках главных балок (при применении автоматической сварки длястыков нижних поясов главных балок) к серийному сварочному автомату следуетиспользовать специальный удлинитель, который проходит через нижнеетехнологическое окно в стенках балок.
9.21 Передсборкой стыков двухлистовых пакетов поясов главных балок под монтажную сваркунеобходимо провести осмотр монтажных торцов таких поясов балок для оценкикачества выполненных на заводе-изготовителе соединительных швов листов пакетапояса.
При выявлениивнешним осмотром (с применением 7´ лупы) в этихсоединительных швах пакетов дефектов типа цепочек или одиночных пор, а такженадрывов, трещин и др., последние тщательно вырезают шлифмашинкой,предварительно обжав пакет пояса струбцинами, и затем выполняют качественнуюручную дуговую сварку данных соединительных швов как минимум за 2 прохода,причём корневой проход выполняют электродами УОНИИ 13/55 диаметром 3,0 мм.
9.22 При сварке поперечных стыков двухлистовых пакетов поясовглавных балок с целью снижения вероятности образования «домиков» в монтажномстыке и обеспечения проектного стройподъёма необходимо использовать домкратыили монтажные тумбочки, подклиненные в зоне монтажного стыка балок, сустановкой их на жесткое основание.
Сборкустыковых соединений пакетных поясов балок под монтажную сварку осуществляют намедных формирующих подкладках.
9.23 В пакетных стыках должна быть выполнена «ломаная» V-образная разделка кромок(см. рисунок 5, УзелБ), при этом притупление кромок должно быть 2±1 мм, зазор в корне стыкаоколо 4-6 мм.
Послевыполнения сборки стыка пакетных поясов балок на прихватках и выводных планкахпроизводят ручную подварку корня шва электродами УОНИИ 13/55 диаметром 4 ммобратноступенчатым способом на следующем режиме:
а) Iсв =140...160А,
б) одинэлектрод диаметром 4,0 мм сжигается на длине около 100...120 мм (скоростьсварки).
При этомразрешается выполнять корневой проход по меди как с подсыпкой прокалённогоизмельчённого флюса марки АН-348А в канавку медной подкладки, так и без него(на усмотрение главного сварщика монтажной организации).
9.24 В стыках,выполняемых комбинированной (автоматической и ручной) сваркой, после удаленияшлака и зачистки шлифмашинкой лицевой поверхности ручной подварки, тщательноосматривают данную лицевую поверхность, при этом толщина ручной подварки корнястыка должна быть не менее 10 мм. Все видимые дефекты (поры, подвороты,несплавления, кратеры, трещины и др.) вырезают, подваривают, зачищают, повторноконтролируют. Только после этого осуществляют последующую автоматическую сваркустыка под флюсом по выполненной ручной подварке корня шва, причём перед началомавтоматической сварки необходимо дополнительно проверить поджатие медныхформирующих подкладок.
9.25 В стыкахдвухлистовых пакетов поясов главных балок, выполняемых комбинированной сваркой(автоматической и ручной) на толщине пакета, применяют следующий порядоксварки.
Сначалавыполняют ручную дуговую сварку корневых проходов (подварку) стыка нижнего листапо 9.22и 9.23на высоту около 10-12 мм (зона I). Затем автоматической сваркой под флюсомвыполняются промежуточные проходы но стыку нижнего листа, не заполняя верхнюючасть толщины нижнего листа около 5 мм (зона II). Далее ручной дуговой сваркойзаваривают оставшиеся 5 мм толщины нижнего листа плюс 10 мм толщины верхнеголиста (зона III), послечего автоматической сваркой под флюсом заваривают оставшуюся часть разделкипакетного стыка по верхнему листу (зона IV) - рисунок 38.
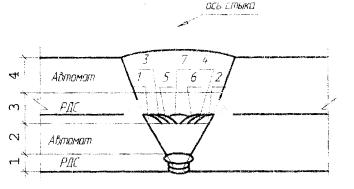
I и III - зоны по толщине пакета, выполняемые ручной дуговой сваркой(РДС);
II и IV - зоны по толщине пакета, выполняемые автоматической сваркой подфлюсом;
1 - 7 - порядок наложения слоев шва при РДС зоны III
Рисунок 38 - Последовательность выполнения слоев шва наразличных участках по толщине и ширине двухлистового стыка поясов главных балок
9.26Автоматическую сварку зон II и IV пакетного стыка поясов балок выполняю;сварочными материалами по таблице 2анастоящего СТО с применением следующих режимов сварки.
Первый проходавтомата по ручной подварке:
Iсв =500...550 A; Uд = 36...38В; Vсв= 18...19 м/ч.
Второй и всепромежуточные проходы:
Iсв =550...650 А; Uд= 38...39 В; Vсв= 18...39 м/ч.
Облицовочныеслои шва (сила сварочного тока и скорость сварки варьируются в зависимости отстепени заполнения разделки соответствующей зоны шва):
Iсв =550...600 A; Uд = 38...40В; Vсв= 18...21,5 м/ч.
Вылетэлектрода диаметром 4 мм для первого и второго проходов составляет 36-38 мм, адля всех последующих проходов - 38-40 мм.
Перед началомвыполнения каждого прохода сварочного автомата необходимо контролироватьтемпературу металла шва, она должна быть не ниже плюс 70 °С и не превышать 200°С.
9.27Автоматическую сварку стыков пакетных поясов главных балок выполняют сприменением метода «реверсирования», т.е. сначала варят два прохода автомата водном направлений, после чего сварочный трактор разворачивают и варяг двапрохода в противоположном направлении. Затем направление сварки вновь меняют, ит.д. до полного заполнения разделки соответствующей зоны стыка. Этоттехнологический приём, позволяет избежать отклонения свободного концапристыковываемой главной балки «в плане».
Приавтоматической сварке, соответствующих зон стыка пакетных поясов балокпоперечные смещения электрода диаметром 4 мм влево и вправо от оси стыканеобходимо выполнять так, чтобы каждый последующий проход перекрывал предыдущийна 1/3 его ширины.
При выполнениисредних и облицовочных проходок в данных стыках необходимо следить за тем,чтобы;
- наплавляемыевалики перекрывали друг друга на величину не менее 1/3 ширины валика;
- междуваликами, а также между крайними валиками и стенками разделки не образовывалисьглубокие межваликовые впадины, заполняемые шлаком;
- межваликовыевпадины облицовочных слоев шва зоны IV не превышали 0,5 мм (при большей глубинетребуется механическая обработка лицевой поверхности пакетного стыкашлифмашинкой).
9.28 Привыполнении стыков пакетных поясов главных балок ручной дуговой сваркой на 100%сечения стыка (как вариант, см. 9.20)слои сварного шва после 3-го прохода должны выполняться от стыкуемых кромок (отстенок разделки) к оси стыка поочерёдно (см. рисунок 38,слои 1-6), и в последнюю очередь выполняется по оси стыка замыкающий(объединяющий) слой 7 (см. рисунок 38).
Все слои шва,выполняемые ручной дуговой сваркой, (в т.ч. и по зонам I и III при выполнениипакетного стыка комбинированной сваркой), должны выполняться одновременно двумясварщиками от середины стыка к выводным планкам, при этом окончания слоев РДСне должны попадать в одно вертикальное сечение.
9.29 Послесварки стыка пакетных поясов главных балок и снятия медных подкладок срезаютвыводные планки, места реза зачищают шлифмашинкой, а острые свободные гранистыковых соединений притупляют фаской 1-2 мм со скруглением углов. Усилениеобратного валика стыкового шва зачищают заподлицо с основным металлом по всейдлине шва. Усиления на свободных концевых участках стыковых швов пакетныхпоясов главных балок с лицевой стороны зачищают заподлицо с основным металломна длине около 50 мм. После выполнения комплекса механической обработкистыковые швы контролируют методом УЗД.
Затемнеобходимо заварить роспуски соединительных швов пакета пояса и в последнююочередь заварить роспуски угловых поясных швов главных балок.
Общие положения
10.1 Контролькачества на всех стадиях монтажных сборочно-сварочных работ осуществляют подруководством главного инженера мостостроительной организации специалисты службыглавного сварщика и технического отдела, а также производители работ и мастерамонтажного участка в соответствии со своими должностными инструкциями.
Службытехнического контроля должны быть оснащены техническими средствами,обеспечивающими необходимую достоверность и полноту контроля.Инженерно-технический персонал должен быть ознакомлен с рабочей документацией,Технологическим регламентом на монтажную сварку конкретного объекта инормативными документами.
Авторский итехнический надзор за качеством сборочно-сварочных работ осуществляют Заказчики проектная организация, а также организация, выполняющая научно-техническоесопровождение сварочных работ и разработавшая Технологический регламент на монтажнуюсварку конкретного объекта.
Для выполненияспециальных способов контроля качества сварки могут привлекатьсяспециализированные организаций.
Ответственностьза качество собранных и сваренных конструкций на всех этапах монтажаметаллических конструкций мостов несут исполнители и руководители данного видаработ согласно соответствующим должностным инструкциям.
Руководствосварочными работами в мостостроительной организации при монтаже металлическихконструкций мостов осуществляет специалист сварочного производства (главныйсварщик), прошедший аттестацию в АЦ (см. 4.1.2)не ниже, чем по 3-му уровню в соответствии с Правилами аттестации сварщиков испециалистов сварочного производства ПБ03-273-99 с учётом «Рекомендаций 2007 г.» по применению указанных Правил наобъектах стального мостостроения. Линейные инженерно-технические работники -мастера, прорабы - выполняющие и непосредственно руководящие сварочнымиработами на участке при монтаже стальных конструкций мостов, должны пройтиаттестацию в указанных Аттестационных Центрах не ниже, чем по 2-му уровню.Руководитель сварочных работ (главный сварщик) подчиняется непосредственноглавному инженеру мостостроительной организации и работает в соответствии сдолжностной инструкцией, определяющей его обязанности и права.
10.2 Основнымизадачами контроля качества сборочно-сварочных работ являются:
- обеспечениесоблюдения технологии сборочно-сварочных работ и требований нормативнойдокументации;
-своевременное предупреждение и выявление дефектов;
- повышениеответственности непосредственных исполнителей за качество выполняемых работ.
10.3 Длявыполнения всех требований по обеспечению качества монтажных сварных соединенийв мостостроительной организации должен проводиться трехступенчатый контролькачества;
- входнойконтроль качества поступающих в производство: технической документации,материалов (в т.ч. сварочных материалов) и технологий сварки, а такжеоборудования, в т.ч. сварочного;
-пооперационный контроль качества при монтаже металлоконструкций;
- приёмочныйконтроль качества смонтированных металлоконструкций.
Результатыконтроля фиксируются в исполнительной документации (журналах и актах),составленной по утвержденным формам. В этих документах должны быть отраженырезультаты наблюдений на всех стадиях входного, пооперационного контроля,контроля готовых монтажных соединений и контроля смонтированной конструкции вцелом.
Исполнительнойдокументацией по качеству сварных конструкций являются: журналы монтажныхработ; Общий журнал работ; Журнал постановки и натяжения высокопрочных болтов;Журнал сварочных работ; Журнал ультразвукового контроля качества (УЗК)монтажных сварных соединений; Журнал пескоструйной очистки; Журнал тарировкидинамометрических ключей; Журнал контроля подготовки высокопрочных болтов, гаеки шайб; Технологический регламент по сборке и сварке монтажных соединений;заключения по результатам неразрушающих методов контроля качества швов суказанием всех обнаруженных дефектов (допустимых и недопустимых); заключения ипротоколы испытаний контрольных сварных технологических проб; акты проверкисоблюдения технологии монтажной сварки; материалы по выявлению причин появлениядефектов в швах и т.п.
10.4 Длясоздания сквозной системы контроля за качеством сборочно-сварочных работмостостроительная организация разрабатывает маркировочную схему монтажныхсварных швов, в которой присваивается наименование и порядковый номер каждомусварному шву, выполненному на монтаже, а также наименование, порядковый номершвам и плитам, прошедшим укрупнительную сборку. Марки швов и элементов,принятые в маркировочной схеме, едины для записи во всей исполнительнойдокументации. Маркировочную схему разрабатывают на каждое пролетное строение иприкладывают к исполнительной документации.
Укрупненныммонтажным блокам одного типа, многократно повторяющимся в пролётном строении,после укрупнения присваивают марку, содержащую в себе тип плит, из которых блокукрупнён, и порядковый номер в ряду блоков этого типа. Маркировку укрупнённыхблоков наносят несмываемой краской на крайнее поперечное ребро у его правогоконца. При установке укрупнённого блока, имеющего порядковый номер, в пролётноестроение на маркировочной схеме в месте установки этого блока ставят егопорядковый номер. Плиты, не требующие укрупнения или однократно устанавливаемыев пролетном строении, маркируют по маркам заводских блоков без присвоенияпорядкового номера.
Входной контроль
10.5 Входнойконтроль качества охватывает:
- проверкуполноты проектно-технологической документации и её соответствия требованиямнорм;
- контролькачества поступающих на монтаж основных металлоконструкций;
- контролькачества поступающих в производство сварочных материалов путём проверки наличияи срока годности свидетельств об их аттестации и проверки каждой партиисварочных материалов в установленном порядке,
- проверкусостояния сварочного оборудования, наличия и срока годности свидетельства о егоаттестации;
- проверкусрока годности документов (аттестационных удостоверений) у электросварщиков,инженерно-технических работников и дефектоскопистов, выданных в соответствующихАЦ.
10.6Документация, выдаваемая в производство, должна иметь штампы и подписи главногоинженера группы Заказчика «Утверждаю к производству работ» и главного инженераГенерального подрядчика (мостостроительной организации) «Согласовано кпроизводству работ».
10.7Поступающие на монтаж металлоконструкции перед их сборкой должны проходитьприёмку (входной контроль). При приёмке поступающих с завода-изготовителяосновных металлоконструкций (отправочных марок: балок, плит и т.п.), монтажныхэлементов и деталей следует проверять наличие маркировки и её соответствиемонтажной схеме, клейм приемки ОТК и Мостовой инспекции, клейм с указаниеммарки стали деталей, входящих в отправочную марку. Не допускается применениеметаллопроката и метизов, не имеющих сертификатов качествазаводов-изготовителей, а также не имеющих маркировки. Кроме того,осуществляется контроль следующих параметров: правильность геометрических форми линейных размеров, отсутствие или наличие недопустимых остаточных деформацийи повреждений, форма и качество подготовленных кромок под монтажные сварныесоединения, качество скругления свободных кромок, а также (внешним осмотром) -качество заводских сварных соединений. Конструкции по допускам на линейныеразмеры и геометрическую форму должны соответствовать требованиям действующихнорм на заводское изготовление (СТО 012-2007).
10.8 Качествостандартных сварочных материалов должно удовлетворять требованиям нормативныхдокументов: проволока - ГОСТ 2246, флюс -ГОСТР 52222, электроды - ГОСТ9466 и ГОСТ9467.
Каждаямарка сварочных материалов, применяемая мостостроительной организацией примонтаже стальных конструкций мостов, должна иметь «Свидетельство об аттестации»НАКС. При отсутствии последнего требуется проведение аттестации применяемыхмарок сварочных материалов или предприятием-поставщиком материалов(производителем) или мостостроительной организацией (потребителем). Аттестациямарки сварочных материалов подразделяется на первичную и периодическую.Первичную аттестацию проходят марки сварочных материалов, которые ранее не былиаттестованы для сварки стальных конструкций мостов. Срок действия«Свидетельства об аттестации» конкретной марки для серийно выпускаемыхсварочных материалов - 3 года, а для опытно-промышленных марок сварочныхматериалов, рекомендованных к аттестации специализированными научно-исследовательскими организациями - 1 год.
Периодическуюаттестацию проходят марки сварочных материалов, прошедшие первичную аттестацию,в целях продления срока действия «Свидетельства об аттестации» марки материала.Периодическую аттестацию марки проводят каждые 3 года.
Аттестацию маркисварочных материалов проводят в соответствии с РД03-613-03 и рекомендациями по применению РД03-613-03.
10.9 Каждаяприменяемая мостостроительной организацией технология сварки при монтажестальных конструкций мостов подлежит производственной аттестации в АЦ.Производственную аттестацию технологий сварки подразделяют на первичную ипериодическую. Первичную производственную аттестацию технологий сварки проводятв тех случаях, когда строительно-монтажная организация стальных конструкциймостов впервые применяет аттестуемую технологию сварки на своём предприятии,или при отсутствии оформленного «Свидетельства об аттестации» на применяемуюданным предприятием технологию сварки. Периодическую производственнуюаттестацию технологий сварки проводят через каждые 4 года в случае, когдаорганизация, занимающаяся монтажом сварных стальных конструкций мостов,постоянно применяет технологию сварки, прошедшую первичную производственнуюаттестацию на своём предприятии, а также после перерыва в применении даннойтехнологии сварки свыше одного года.
Аттестациюсварочных технологий (процедура и порядок оформления аттестации) проводят всоответствии с РД03-614-03 и рекомендациями по применению РД03-614-03.
10.10 Перед началом монтажных сварочных работ на конкретномобъекте, а также перед передачей каждой новой партии одного из сварочныхматериалов на монтаж их качество проверяется испытанием из готов ленныхсваркой контрольных технологических проб с определением механических свойств.Сварку контрольных технологических проб выполняют на стройплощадке конкретногостроящегося объекта в реальных условиях монтажа. По результатам испытаний такихконтрольных сварных проб для мостостроительной организации должны быть выданыПротоколы испытаний и заключения по возможности применения конкретных партийаттестованных сварочных материалов в определённой их комбинации настройплощадке при монтаже металлоконструкций конкретного пролётного строения.Данные испытания и выдачу указанных документов осуществляют специализированныеорганизации. Изготовление и испытание указанных контрольных сварныхтехнологических проб следует производить в соответствии с указаниямиобязательного приложения Е(подраздел Е1 «Методы и объёмы испытаний контрольных сварных технологическихпроб»).
10.11 Каждаяединица сварочного оборудования (источники питания сварочной дуги,сварочные автоматы и полуавтоматы) мостостроительной организации, выполняющеймонтаж стальных мостов, т.е. потребителя сварочного оборудования, подлежитаттестации в АЦ, если оно не аттестовано заводом-изготовителем (поставщикомсварочного оборудования). Для поставщиков сварочного оборудования в стальноемостостроение аттестация сварочного оборудования выполняется на определённуюпартию.
Аттестациясварочного оборудования подразделяется на первичную и периодическую Первичнойаттестации подлежит следующее сварочное оборудование:
- ранее неаттестованное сварочное оборудование;
- сварочноеоборудование, не выпускавшееся ранее данным производителем:
- сварочноеоборудование импортного производства.
Периодическаяаттестация у производителя (поставщика) и потребителя сварочного оборудованияосуществляется каждые 3 года.
Аттестациюсварочного оборудования (проведение специальных и практических испытаний,порядок оформления аттестации) проводят в соответствии с РД03-614-03 и Рекомендациями по применению РД03-614-03.
10.12 Контролькачества сварных соединений стальных конструкций мостов неразрушающими методамивыполняют специалисты 1 и 2-го уровня квалификации по неразрушающему контролю.Эти специалисты должны быть аттестованы в независимых органах аттестацииперсонала, имеющих аккредитацию ОАО «НТЦ «Промышленная безопасность». Оценкукачества сварных соединений и выдачу заключений по результатам неразрушающегоконтроля качества сварных соединений проводят специалисты 2-го уровняквалификации.
Дефектоскописты,систематически выдающие неверные заключения о качестве сварных соединений,отстраняются от работы впредь до прохождения внеочередной аттестации вуказанных органах аттестации персонала.
При проверкетехнического состояния дефектоскопической аппаратуры оценивается соответствиееё основных параметров требованиям нормативно-технической документации нанеразрушающий метод контроля. Вся дефектоскопическая аппаратура, применяемаядля неразрушающего контроля качества сварных соединений конструкций мостов,должна быть поверена в региональном Центре Стандартизации и Метрологии (ЦСМ) ииметь Свидетельство о госповерке установленного образца.
10.13 К сваркестальных конструкций мостов на монтаже допускаются сварщики 4-6 разрядовдостигшие 18-летнего возраста, прошедшие обучение и аттестацию в АЦ. Сварщик,выполняющий сварочные работы при монтаже стальных конструкций мостов, должениметь Аттестационное удостоверение сварщика - «Аттестованный сварщик -1уровень» по п. 2 «Металлические конструкции пролётных строений, опор и пилоновстальных мостов при сборке, сварке и ремонте в монтажных условиях» группытехнических устройств ОПО (Конструкции Стальных Мостов (КСМ) с указанием вида(способа) сварки, на который он допускается.
Периодическуюаттестацию сварщиков (I уровень) проводят в АЦ через каждые 2 года;периодическую аттестацию специалистов сварочного производства на объектахстального мостостроения II и IIIуровней проводят в указанных организациях через каждые 3 года, а IV уровня -через каждые 5 лет.
Пооперационный контроль
10.14Выполнение каждой последующей операции при монтаже металлоконструкцийпролетного строения разрешается только после осуществления контроля качестваработ на предыдущей операции. Пооперационный контроль проводится в соответствиис технологическими картами на сборку и сварку монтажных соединений,разработанными на основании Технологического регламента на монтажную сваркуметаллоконструкций конкретного объекта. Пооперационный контроль качествавозлагается на мастеров и прорабов.
Перед подачейна сборку отправочных марок, монтажных элементов и деталей, (монтажную площадкуили укрупнительную сборку) следует проверить качество исправления всехотклонений, зафиксированных при входном контроле и произвести при необходимостидополнительные исправления.
Сборкамонтажных соединений под сварку должна выполняться в полном соответствии суказаниями Технологического регламента на монтажную сварку металлоконструкцийпролётного строения моста. Перед сваркой собранных соединений контролируют:правильность проектного положения элементов конструкции (в плане, профиле и подлине); правильность (в пределах допусков) всех размеров и формы подготовленныхкромок (величина зазора, притупления, прямолинейность, постоянство сеченияразделки, угол раскрытия разделки и пр.); плотность и надежность закрепленияформирующих подкладок; величину депланации и уступов стыкуемых кромок;правильность обработки и чистоту свариваемых кромок; соответствие применяемойпри сборке технологической оснастки и др.
Контроль надвыполнением установленной технологии сборки и сварки должен осуществлятьсяпериодически - не реже одного раза в смену и при выполнении каждого нового типамонтажного соединения. Проверяют соответствие применяемых при сварке марокэлектродной проволоки, флюса и электродов, соответствие режима сварки ипредварительного подогрева, правильность наложения слоев при заполненииразделки, качество наплавленного металла (визуально) и сечение швов.
Приемочный контроль
10.15 Всемонтажные сварные соединения подлежат приемке непосредственно после выполнениясварки.
10.16 Взависимости от конструктивного оформления, условий эксплуатации и монтажапролётного строения монтажные швы сварных соединений мостовых конструкцийразделены на I, II иIII категории (таблица 15). Внутри каждой категории швам присвоен порядковыйномер (тип шва сварного соединения).
Таблица 15 - Категории швов монтажных сварных соединений стальныхконструкций мостов
| Категория швов сварных соединений | Тины швов монтажных сварных соединений, входящих в данную категорию; характеристика условий их эксплуатации и монтажа |
| I | 1. Поперечные и продольные стыковые швы поясов и стенок главных балок, элементов ферм, элементов ортотропных и ребристых плит, в т.ч. стыковые швы трапециевидных продольных рёбер. 2. Стыковые швы, прикрепляющие узловые фасонки или фасонки связей к поясам балок и элементам ферм. 3. Угловые поясные швы нижних и верхних поясов главных балок, а также угловые швы тавровых соединений, работающие на отрыв и срез при растяжении или изгибе со сплошным проплавлением по чертежам КМ. |
| II | 4. Угловые поясные швы нижних и верхних поясов главных балок, а также угловые швы тавровых, угловых и нахлёсточных соединений, работающие на отрыв и срез при растяжении или изгибе с неполным проплавлением по чертежам КМ. 5. Стыковые швы, прикрепляющие гибкие упоры к поясам главных балок сталежелезобетонных пролётных строений. |
| III | 6. Угловые поясные швы, а также угловые швы тавровых, угловых и нахлёсточных соединений, работающие на сжатие с неполным проплавлением по чертежам КМ. 7. Угловые швы, прикрепляющие к основным металлоконструкциям вертикальные и горизонтальные рёбра жёсткости, диафрагмы и фасонки связей 8. Угловые швы, прикрепляющие элементы связей к фасонкам и рёбрам жёсткости. |
Категориимонтажных сварных швов назначает проектная организация согласно указаниямтаблицы 15 с учётом условий эксплуатации и монтажа конструкций.
10.17 Приприёмке сварных швов проводят визуально-измерительный контроль по РД03-606-03, ультразвуковой контроль (УЗД) по ГОСТ14782 и, при необходимости уточнения данных ультразвукового контроля,радиографический контроль по ГОСТ7512 (просвечивание проникающим излучением), а также металлографическиеисследования макрошлифов на торцах соединений и механические испытанияконтрольных сварных соединений по ГОСТ 6996.
Методы иобъёмы контроля швов монтажных сварных соединений приведены в таблице 16.
По требованиюЗаказчика может производиться дополнительный контроль иными неразрушающимиметодами (магнитопорошковый, капиллярный контроль и др.) сверх установленных втаблице 16 объёмов по отдельной смете.
Таблица 16 - Методы и объёмы контроля швовмонтажных сварных соединений стальных конструкций мостов
| Метод контроля | Категория шва | Тип контролируемых швов по таблице 15 | Объем контроля | Примечания |
| Визуальный и измерительный (ВИК) | I-III | Bсe | 100% | Наличие отклонений от требований проекта и НТД, выявленных методом ВИК, отражаются в журнале сварочных работ |
| Ультразвуковой (УЗД) ГОСТ 14782 | I | 1, 2, 3 | 100% | - |
| II | 5 | 50%* | - | |
| III | - | - | - | |
| Радиографический (R) по ГОСТ 7512 (просвечивание проникающим излучением) |
| Швы стыковых соединений | Участки стыковых швов, которые не могут быть подвергнуты УЗД по конструктивным признакам или результаты проверки которых методом УЗД требуют уточнения |
|
| I | 1,2 | |||
| II | 5 | |||
| III | - | |||
| Металлографические исследования макрошлифов | I | Стыковые швы поясов сплошностенчатых конструкций | Каждый третий стыковой шов по указанию контролирующей организации | - |
| Механические испытания контрольных сварных соединений по ГОСТ 6996 | Тип контролируемых соединений, объём контроля, требования к качеству сварных соединений должны быть указаны в проектной документации. | |||
| Примечания 1 Методы и объём контроля монтажных сварных соединений в узлах повышенной жёсткости, где увеличивается опасность образования трещин, должны быть дополнительно указаны в Технологическом регламенте на монтажную сварку конкретного объекта. 2 В сварных элементах и узлах с пересечениями и примыканиями монтажных стыковых швов (в зонах «крестов» и «полукрестов») следует производить повторный контроль качества этих зон по 150 мм в каждую сторону методом УЗД не ранее чем через трое суток (72 ч) первичного контроля швов методом УЗД в этих зонах. 3 Окончательный первичный контроль качества монтажных сварных соединений инструментальными неразрушающими методами (УЗД и R) следует производить не ранее 48 ч с момента завершения их сварки - при температуре окружающего воздуха выше плюс 5 °С и не ранее 72 ч - при температуре окружающею воздуха плюс 5 °С и ниже. 4 Категория и тип шва согласно указаниям таблицы 15 должны быть указаны в проектной документации. 5 При контроле участка стыкового шва методами УЗД и R и выявлении при этом дефектов одним из этих методов решение о качестве шва принимают по результатам того метода, который является наиболее надежным методом обнаружения дефектов данного типа. | ||||
| * При выявлении дефектов, выходящих за пределы допусков, контролю подлежат 100% швов. | ||||
10.18Наименование дефектов, их характеристика по расположению, форме и размерам, атакже допуски на дефекты по категориям сварных швов приведены в таблице 17.
10.19 При визуально-измерительном:контроле сварных швов проверяют соответствие формы и размеров шва требованиямнормативно-технической документации. Визуально-измерительный контроль (ВИК)проводят мастера или прорабы по сварке, аттестованные на указанный метод контроляв соответствующих НК-центрах, имеющих аккредитацию ОАО «НТЦ «Промышленнаябезопасность».
Отклоненияразмеров сечения швов от проектных не должны превышать величин, указанных в ГОСТ8713 и ГОСТ11533 (автоматическая и механизированная сварка под флюсом), ГОСТ14771 и ГОСТ23518 (дуговая сварка в защитных газах), ГОСТ5264 и ГОСТ11534 (ручная дуговая сварка).
Размерыугловых швов любого очертания должны соответствовать величине катетов почертежам КМ с учетом максимально допустимого зазора между свариваемыми деталямипо перечисленным стандартам. Вогнутость углового шва не должна приводить куменьшению значения расчетного катета, установленного в чертежах КМ.
Предельныеотклонения размера катетов швов от номинального значения для способов сварки,применяемых при монтаже мостовых конструкций, приведены в таблице 18.
Привизуально-измерительном контроле сварных швов надлежит применять следующиесредства измерения и инструмент; универсальный шаблон сварщика (УСШ-3), лупытипа ЛПК-471, ЛП-6, ЛИ-8, ЛИ-10 с увеличением от двукратного до десятикратного,штангенциркуль ШЦ-1-125-0,1 с глубиномером, линейки металлические типа Л-300,угольник поверочный 100Ч60 мм (угол 90°), рулетка 5 м, наборрадиусных шаблонов № 1 (R = 1-6 мм) и № 3 (R = 7-25 мм), набор щупов № 4 (0,1-1 мм),маркёр по металлу любого типа, например, Edding 8750 - белый.
10.20 Швымонтажных сварных соединений должны удовлетворять следующим условиям:
а) иметьгладкую или равномерно чешуйчатую поверхность с плавными переходами к основномуметаллу, без наплывов и недопустимых подрезов (см. таблицу 17);
б) вмногопроходных швах облицовочные валики должны перекрывать друг друга на 1/3ширины, а глубина межваликовых впадин не должна превышать 0,5 мм;
в) вес кратерыдолжны быть заварены;
г) не должныиметь недопустимых поверхностных дефектов, исходя из таблицы 17;
д)механическая обработка шва и околошовной зоны должна соответствовать чертежамКМ и требованиям документации на неразрушающий контроль. Радиусы сопряжений взонах сплавления при механической обработке угловых швов должны быть не менее 3мм, стыковых швов - не менее 10 мм.
Принесоблюдении хотя бы одного из требований сварные швы подлежат ремонту допроведения ультразвукового контроля и повторному визуально-измерительномуконтролю.
Таблица 17 - Допуски на дефекты в сварныхшвах
| Дефект | Характеристика дефекта по расположению, форме и размерам | Допустимые дефекты по категориям швов | |||
| I | II | III | |||
| 1 | 2 | 3 | 4 | 5 | |
| 1. Поверхностные дефекты | |||||
| 1.1 Трещина | Трещины всех видов, размеров и ориентации | Не допускаются | |||
| 1.2 Непровар (в корне шва и неполное проплавление) | Для односторонних стыковых швов
| Не допускаются | |||
| 1.3 Несплавление поверхностное по стыкуемым свариваемым кромкам |
| Не допускаются | |||
| 1.4 Прожог (проплавление насквозь) |
| Не допускаются | |||
| 1.5 Поверхностные одиночные поры а стыковых и угловых швах | Максимальный размер (диаметр) одиночного дефекта по 1.5 в стыковых и угловых швах | 1 мм | 1,5 мм | 2,0 мм | |
| 1.6 Поверхностные поры в стыковых и угловых швах | При расстоянии между дефектами по 1.6 £ 20t к менее 400 мм | Не допускаются | |||
| 1.7 Подрез вдоль и поперёк усилия | 1. Переход от шва к основному металлу должен быть плавный. 2. Очертания подрезов должны быть плавные
| Без исправления не допускаются. | Глубиной до 1,0 мм допускаются без исправления | Согласно указаниям для швов II категории | |
| Подрезы глубиной h до 1 мм разрешается исправлять зачисткой R » 3,0 мм и более. | Подрезы глубиной h (1 мм < h £ 2 мм) разрешается исправлять зачисткой R » 3,0 мм и более. |
| |||
| Подрезы глубиной более 1 мм необходимо заварить с последующей механической обработкой | Подрезы глубиной более 2 мм необходимо заварить с последующей механической обработкой |
| |||
| 1.8 Превышение усиления (выпуклости): | Переход от шва к основному металлу должен быть плавный |
|
|
| |
| стыкового шва |
| h £ 1 + 0,1t мм, но не более 4 мм | h £ 1 + 0,15t мм, но не более 6 мм | h £ 1 + 0,25t мм, но не более 8 мм | |
| углового шва | Не более 2 мм | Не более 3 мм | Не более 4 мм | ||
| 1.9 Увеличение катета углового шва | Превышение катета для большинства угловых швов не является браковочным признаком
| h £ 1 + 0,1К, мм, но не более 2 мм | h £ 1 + 0,15К, мм но не более 3 мм | h £ 1 + 0,2К, мм, но не более 4 мм | |
| 1.10 Уменьшение катета углового шва |
| Не допускается | Длинные дефекты не допускаются | ||
| Короткие дефекты h £ 0,3 мм + 0,1k | |||||
| но не более 1 мм | но не более 2 мм | ||||
| 1.11 Превышение выпуклости корня шва | Для односторонних стыковых швов (чрезмерное проплавление корня шва)
| h £ 1 + 0,1t, мм, но не более 3 мм | h £ 1 + 0,15t, мм, но не более 4 мм | h £ 1 + 0,3t, мм, но не более 5 мм | |
| 1.12 Неполное заполнение разделки кромок (вогнутость шва) | Переход от шва к основному металлу должен быть плавный
| Длинные дефекты не допускаются | |||
| Короткие дефекты | |||||
| h £ 0,03t г, но не более 0,5 мм | h £ 0,06t, но не более 1 мм | h £ 0,1t, но не более 2 мм | |||
| 1.13 Асимметрия углового шва | Разнокатетность углового шва, если она не предусмотрена проектом
| h £ 1 + 0,1К, мм | h £ 1,5 + 0,1К, мм | h £ 2,0 + 0,1К, мм | |
| 1.14 Вогнутость корня шва, утяжка | Для односторонних стыковых швов (переход от шва к основному металлу должен быть плавный)
| h £ 0,5 мм | h £ 1 мм | h £ 1,5 мм | |
| 1.15 Наплывы по валикам (выпуклостям) швов: |
| Не допускаются | |||
| стыкового шва | |||||
| углового шва | |||||
| 1.16 Сопряжение поверхности усиления шва с основным металлом |
| а ³ 150° | а ³ 130° | а ³ 110° | |
|
|
| а ³ 120° | а ³ 110° | а ³ 100° | |
| 1.17 Ожог и оплавление основного металла сваркой | Местные повреждения вследствие зажигания дуги вне шва | Без исправления не допускаются | |||
| Брызги расплавленного металла | Прилипшие брызги к поверхности металла | ||||
| Задиры поверхности металла | Повреждения поверхности, вызванные удалением временных приспособлений | ||||
| 1.18 Плохое возобновление дуговой сварки | Местная неровность поверхности шва в месте повторного зажигания дуги | Не допускается | Допускается с выполнением условий по 1.8 и 1.16 для швов III категории | ||
| 1.19 Знаки шлифовки и резки | Местные повреждения вследствие шлифовки и резки (пропилы, выхваты, цвета побежалости и др.) | Без исправления не допускаются | |||
| 1.20 Уменьшение толщины металла шва | Уменьшение толщины металла шва вследствие шлифовки | Короткие дефекты с допусками по 1.12 для каждой категории шва; дефекты большей глубины устраняются подваркой и последующей зачисткой | |||
| 2.Внутренние дефекты | |||||
| 2.1 Трещины | Трещины всех видов, размеров и ориентации | Не допускаются | |||
| 2.2 Непровары и несплавления | а) в стыковых швах по оси стыка или притупления кромок
| Не допускаются | |||
| б) в корне угловых швов
| Не допускаются | Длинные дефекты не допускаются | |||
| Короткий дефект h £ 0,1k, но не более 1 мм при расстоянии между дефектами L ³ 30t | |||||
| в) между слоями стыкового шва
г) недостаточное проплавление боковой кромки стыка
| Не допускаются | Длинные дефекты не допускаются | |||
| Короткий дефект h £ 0,1t, но не более 1,5 мм при расстоянии между дефектами L ³ 30t | |||||
| 2.3 Одиночные внутренние поры, газовые полости и шлаковые включения | а) Максимальный размер d одиночного дефекта, мм: | стыковой шов | При t £ 25 d £ 1 При t > 25 d £ 0,04t | При t £ 25 d £ 1 При t >25 d £0,05t | При t £ 25 d £ 1 При t >25 d £ 0,06t |
| угловой шов | d £ 0,05K | d £ 0,08K | d £ 0,1К | ||
| б) Расстояние L между дефектами, мм | L ³ 45 | L ³ 15 | L ³ 10 | ||
| в) Количество дефектов n на участке шва длиной 400 мм | n £ 4 | n £ 5 | n £ 6 | ||
| 2.4 Скопления и цепочки внутренних пор, газовых полостей или/и шлаковых включений | Стыковые и угловые соединения | Не допускаются | |||
| 2.5 Включения меди, бронзы, вольфрама и другого металла | Инородные металлические включения | Не допускаются | |||
| 3. Дефекты геометрии соединений | |||||
| 3.1 Линейное смешение кромок |
| h £ 0,05t, но не более 1 мм | h £ 0,1t, но не более 2 мм | h £ 0,15t, но не более 3 мм | |
| 3.2 Угловое отклонение от прямолинейности («домик») |
| b £ 0,5° | b £ 1° | b £ 2° | |
| 3.3 Неудовлетворительный зазор в тавровом соединении | Чрезмерный зазор между деталями
Превышение зазора в некоторых случаях может быть компенсировано увеличением катета шва на величину зазора | h £ 0,5 + 0,1К, мм, но не более 2 мм | h £ 0,5 + 0.15К, мм, но не более 2,5 мм | h £ 1 + 0,2К, мм, но не более 3,0 мм | |
| Примечания 1 Длинные дефекты - это один или несколько дефектов суммарной данной более 25 мм на каждые 100 мм шва или минимум 25% длины шва менее 100 мм. 2 Короткие дефекты - это один или несколько дефектов суммарной длиной не более 25 мм на каждые 100 мм шва или максимум 25% длины шва менее 100 мм. 3 Условные обозначения: S - толщина стыкового шва, мм; К - номинальная величина катета углового шва, мм; b - фактическая ширина стыкового шва, мм; kф - фактическая величина катета углового шва, мм; t - толщина металла, мм; d - диаметр поры, мм; h - размер (высота или ширина) дефекта, мм; L - расстояние между дефектами или дефектными участками, мм | |||||
Таблица 18 - Допуски на угловые швы
| Номинальный размер катета углового шва в тавровых, угловых и нахлёсточных соединениях, мм | Предельные отклонения катета, мм при способе сварки | ||
| Автоматическая и механизированная под флюсом ГОСТ 8713, ГОСТ 11533 | Механизированная в смеси защитных газов ГОСТ 14771, ГОСТ 23518 | Ручная ГОСТ 5264, ГОСТ 11534 | |
| До 5 включительно | +1 | +1; -0,5 | -1;-0,5 |
| Св. 5 до 8 включительно | +2 | +2;-1 | +2;-1 |
| Св. 8 до 12 включительно | +2,5 | +2,5; -1,5 | +2,5;-1,5 |
| Свыше 12 | +3 | +3;-2 | +3; -2 |
| Допускаемая вогнутость углового шва | До 30 % катета, но не более 3 мм | ||
10.21При неразрушающем контроле качества швов сварных соединений оценивают наличие,количество, характер и размеры поверхностных и внутренних дефектов по таблице 17.
Контролькачества монтажных сварных соединений ультразвуковой дефектоскопией (УЗД)проводится дефектоскопистами мостостроительной или сторонней организации всоответствии с методикой ультразвукового контроля, изложенной в подразделах Е2- Е7 приложения Енастоящего СТО, в объёмах по таблице 16.
Соединения, вкоторых соотношение ширины валика и толщины свариваемых листов не соответствуетГОСТ и/или не позволяет прозвучивать сечение шва акустической осью луча типовыхпреобразователей (искателей), следует проверять ультразвуковой дефектоскопией сприменением специальных искателей или ультразвуковой дефектоскопией по типовойметодике после зачистки усиления валиков шва заподлицо с основным металлом, илирадиографическим методом по типовой методике.
10.22 Передультразвуковым контролем дефектоскописты проводят повторный внешний осмотрсварного соединения для оценки качества шва и качества его подготовки кнеразрушающему контролю. Швы, имеющие недопустимые наружные дефекты илинекачественную подготовку, не контролируют и возвращают на доработку.
Соединения,представляемые на контроль, должны быть обработаны в объемах, предусмотренныхчертежами КМ и КМД, очищены от брызг металла, отслаивающейся окалины, краски,грязи и пыли по всей длине контролируемых участков в зонах, ширина которыхприведена в технологических картах (но не менее 200 мм).
Сварныесоединения не должны иметь недопустимых поверхностных дефектов, необработанныхдопустимых подрезов и превышения ширины валика (размеров катетов) по сравнениюс установленной соответствующим стандартом, наплывов и резких перепадов,создающих отражения ультразвуковых колебаний и не позволяющих выявить дефекты.
Предъявляемыелабораторией контроля качества (ЛКК) дополнительные требования к подготовкесварных соединений к контролю, включая повторную зачистку зоны перемещенияпреобразователя при неудовлетворительном для ультразвукового контроля состоянииповерхности проката, а также дополнительную зачистку заподлицо с основнымметаллом валика шва в корне стыкового одностороннего соединения листов толщинойменее 20 мм и усиления валиков в местах пересечения швов металла любой толщины,должны выполняться работниками строительного участка.
Шероховатостьповерхности при механической обработке зон контроля должна быть не ниже Rz40 по ГОСТ2789.
10.23 Поискдефектов следует вести по схеме поперечно-продольного и продольно-поперечногоперемещения преобразователя при превышении чувствительности поиска надчувствительностью оценки NXO,на 6 дБ. Для ультразвукового контроля качества сварных соединенийприменяют современные ультразвуковые дефектоскопы в комплекте спьезопреобразователями (искателями).
Основныепараметры ультразвукового контроля, способы прозвучивания, схемы и параметрысканирования приведены в приложении Е,подразделы Е2 - Е7.
Для выявлениядефектов, расположенных у торцов стыковых соединений, следует дополнительнопрозвучивать зону у каждого торца, постепенно поворачивая преобразовательприблизительно до угла в 45° между плоскостью торца и плоскостью падения волны.
Дляобнаружения поперечных трещин в стыковых соединениях следует дополнительнопрозвучивать шов с каждой из двух сторон, перемещая преобразователь вдольвалика таким образом, чтобы плоскость падения волны составляла с продольнойосью шва угол 10...40°.
10.24 Участокшва с дефектами считают негодным и подвергают ремонту, если выполняется одно изусловий:
1. Ngmax > NXO(максимальная амплитуда Ngmaxэхо-сигнала от дефекта больше NXO);
2. NXO ³Ngmax ³NXO - 6, нодефект обнаруживается преобразователем в положении, при котором плоскостьпадения волны составляет с продольной осью шва угол 10°...40°,
3. NXO ³Ngmax ³NXO - 6, ноусловная протяженность ![]() , измеренная относительным способом, превышает значение
, измеренная относительным способом, превышает значение ![]() , установленное в инструкции по контролю с учетом толщинысваренных листов, т.е.
, установленное в инструкции по контролю с учетом толщинысваренных листов, т.е. ![]() ;
;
4. NXO ³Ngmax ³NXO - 6, но расстояние DL междуближайшими дефектами меньше 45 мм, DL< 45 мм, <15 мм и <10 мм для швов I, II и III категорий соответственно.
5. NXO ³Ngmax ³NXO - 6 и DL ³45 мм, DL ³15 мм и DL ³10 мм но число дефектов на участке шва длиной 400 мм более 4, более 5 и более 6для швов I, II и III категорий соответственно.
10.25 В случаеобнаружения недопустимых дефектов в сварном шве для выполнения ремонтных работсоставляют карты контроля с указанием местоположения дефекта по длине шва, поглубине залегания и по условной протяженности дефекта, а также делается записьв журнале сварочных работ и ультразвукового контроля. После исправлениядефектных участков проводят повторный контроль, о результатах которого делаютсоответствующую запись в исполнительной документации. Заключение о качествесварного соединения подписывает дефектоскопист не ниже 2-го уровня квалификациипо ультразвуковому контролю качества сварных соединений в сооружениях.
10.26 Швысварных соединений просвечивают проникающим излучением (при необходимости, см.таблицу 16),как правило, по нормали к плоскости свариваемых листов, а в отдельных случаях(для выявления возможного непровара) - по скосам кромок. Источник излучения (ГОСТ 24034)выбирают в зависимости от радиационной толщины, материала контролируемогоэлемента, заданного класса контроля и геометрии просвечивания.
Требования квыполнению радиографического контроля должны быть приведены в технологическойкарте, разработанной для конкретного шва (швов) и утвержденной в установленномпорядке.
10.27 Приметаллографическом исследовании макрошлифов на торцах сварных швов после срезкивыводных планок проверяют возможные дефекты в виде непроваров, пор. шлаковыхвключений и трещин. На сварных технологических пробах, кроме того, определяюткоэффициент формы провара, ширину и очертание зон термического влияния,измеряют твердость различных зон сварного шва. В случае получениянеудовлетворительных результатов металлографического исследования макрошлифовисследуют микроструктуру па полированных и травленых шлифах при сильномувеличении (в 50...2000 раз) сварного шва и околошовной зоны с определениемразмеров зерна.
10.28 Швысварных соединений не могут быть признаны годными, если по одному изиспользованных методов контроля согласно таблице 16подучены отрицательные результаты.
Исправление дефектных швов
11.1 Сварные соединения, не отвечающиетребованиям к их качеству, допускается исправлять. Способ исправления назначаетруководитель сварочных работ мостостроительной организации с учетом требованийнастоящего СТО. Дефектные швы могут быть исправлены посредством частичного илиполного их удаления с последующей переваркой.
11.2 Наплывы инедопустимое усиление швов обрабатывают абразивным инструментом. Неполномерныешвы, недопустимые подрезы, незаплавленные кратеры, непровары и несплавленияснаружи по кромкам подваривают с последующей зачисткой. Участки швов снедопустимым количеством пор, шлаковых включений и внутренних несплавленийполностью удаляют и заваривают вновь по технологии, приведенной в 11.3 и 11.4.
11.3 Приобнаружении трещин в шве или в основном металле устанавливают их протяженностьи глубину с помощью УЗД. При необходимости в начале и в конце трещинызасверливают отверстия диаметром 8-10 мм. Затем выполняют подготовку участкапод заварку с V-образной разделкой кромок с общим углом раскрытия 60...70° спомощью армированных наждачных кругов толщиной 6-8 мм.
Допускаетсяразделка кромок воздушно-дуговой резкой угольными омеднёнными электродамидиаметром 6, 8 и 10 мм с последующей механической обработкой поверхностей резаабразивным инструментом на глубину не менее 1 мм, или специальными электродамимарок АНР-5, ОЗР-Р, ОЗР-2 диаметром 3-5 мм с последующей зачисткой от шлака играта или электродами марки СЭЗ-А-1.
Участок шва стрещиной, если не производилось засверлившие отверстий в начале и концетрещины, следует удалять с захватом металла шва по 50 мм в каждую сторону.
Аналогичноготовят под ремонтную сварку участки швов с недопустимым количеством пор,шлаковых включений и несплавлений.
11.4Подготовленный к ремонту дефектный участок необходимо заваривать, как правило,тем способом сварки, который предусмотрен для выполнения данного шва. Короткиеучастки длиной до 1 м с внутренними дефектами, выполненные автоматической имеханизированной сваркой, а также участки любой протяженности с внешнимидефектами в виде подрезов, шлаковых включений и др. допускается исправлятьручной дуговой сваркой электродами диаметром 3-4 мм. Внутренние дефектыустраняют с разделкой дефектного участка, внешние - без разделки или счастичной разделкой армированными наждачными кругами.
При ремонтешвов механизированной сваркой в смеси защитных газов следует применятьметаллопорошковую проволоку «POWER BRIDGE»диаметром 1,2 мм.
Исправлениедефектного участка шва допускается не более двух раз. Исправление более двухраз может быть в порядке исключения допущено после установления причинвозникновения данного дефекта.
11.5 Ремонт(наплавку) кромок при зазорах в стыках до 25 мм включительно выполняют поуказаниям 7.5настоящего СТО.
При зазорах встыках более 25 мм обрезают одну дефектную кромку с шириной обрезаемого прокатаоколо 200 мм и затем пристыковывают металлопрокат сваркой по указаниям раздела 9настоящего СТО с последующей обрезкой и подготовкой проектной формы и размеровкромки и элемента.
Правка деформированных конструкций
11.6 Мостовыеметаллоконструкции, получившие в процессе транспортирования, погрузки-выгрузкии монтажа деформации и повреждения, освидетельствованные комиссионно ипризнанные по акту годными после устранения дефектов, подлежат термической илитермомеханической правке.
Любые видыостаточных деформаций, превышающих допустимые после монтажной сварки во всехэлементах пролетного строения, можно исправлять термической и термомеханическойправкой.
11.7 Температуру местного нагрева металла при термической итермомеханической правке следует принимать номинально равной 700 °С.Запрещается, во избежание разупрочнения, нагревать термообработанные сталисвыше 700 °С. Для горячекатанных сталей допускается нагрев до 900 °С.
Не допускаетсятермическая правка горячекатанных сталей при наружной температуре воздуха ниже минус15 °С, а термообработанных - ниже 0 °С. Запрещается охлаждать нагретый металлводой.
Термомеханическуюправку сложных форм деформаций с приложением статических усилий пригрузом,домкратами, распорками или стяжками надлежит производить при температуре зоннагрева в пределах 650...700 °С. Остывание металла ниже 600 °С при этом недопускается.
11.8Термическую правку мостовых конструкций должны выполнять рабочиегазоправильщики специально обученные и аттестованные соответствующей комиссиейпредприятия (монтажной организации) с выдачей Удостоверений. Газоправильщикидолжны уметь визуально определять температуру нагрева металла (таблица 19) иконтролировать ее величину с помощью оптического пирометра излучения илицифровых термометров ТЦ-1000, ТК-5 и др.
Таблица 19 - Цвета каления при нагреве стали
| Цвет каления при нагреве | Температура, град С |
| Красный в темноте | 470 |
| Темно-красный | 530 |
| Темно-вишнево-красный | 650...750 |
| Вишнево-красный | 800...900 |
| Светло-вишнево-красный | 900...980 |
| Оранжевый | 1000 |
| Желтый | 1100 |
| Белый раскаленный | 1200 |
| Температура кузнечной сварки (белый сварочный) | 1300... 1400 |
11.9Навыки газоправильщиков по определению температуры нагрева проверяют наобразце-пластине из горячекатанной стали толщиной 10-12 мм, на которой импредлагается нагреть полосу металла до температуры 900 °С.
Поверхностьметалла в зоне правки нагревом необходимо очищать от грунтовки и другихзагрязнений во избежание искажения цвета каления (см. таблицу 19) и образования газов, вредныхдля здоровья газоправильщиков.
11.10 Недопускается термическая (термомеханическая) правка смонтированных конструкций,воспринимающих любые нагрузки - постоянные, временные и т.д.
11.11 Орезультатах правки можно судить только после полного естественного остываниязон нагрева до температуры 30...50 °С. Охлаждать нагретый металл водой илиобдувом сжатым воздухом запрещается. Если деформации остаются за пределамидопусков, намечают новые зоны нагрева. Повторный нагрев одной и той же зонымалоэффективен и допускается как исключение.
11.12Интенсивность нагрева намеченных зон должна обеспечивать равномерный нагревзоны правки с уменьшением градиента температур. Рекомендуется использоватьодновременно несколько горелок с номером сопла не ниже 5 (таблица 32). Металлтолщиной более 20 мм рекомендуется нагревать одновременно с двух сторон (приналичии доступа к противоположной стороне). Металл толщиной 25 мм и вышедопускается нагревать многопламенной горелкой с диаметром огневого сопла не более25 мм и работающей на газах-заменителях ацетилена.
Таблица 20 - Ориентировочная эффективнаямощность пламени для термической правки металла
| Тип горючего газа | Номер наконечника | Расход кислорода, дм3/с | Расход горючего газа, дм3/с | Ориентировочная эффективная мощность, кВт |
| Ацетилен | 5 | 740...1200 | 680...1100 | 5,5 |
| 6 | 1150...1950 | 1050...1750 | 7,0...8,5 | |
| 7 | 1900...3100 | 1700...2800 | 8,5...10,0 | |
| 8 | 3100...5000 | 2800...4500 | 12,0...15,0 | |
| 9 | 5000...9000 | 4500...7000 | 15,0...17,0 | |
| Пропан | 5 | 1350...2200 | 400...450 | 10,5...11,5 |
| 6 | 2200...3600 | 650...1050 | 11,5...13,0 | |
| 7 | 3500...5800 | 1050...1700 | 13,0...14,0 |
11.13Классификация общих сварочных деформаций приведена в таблице 21, местных - втаблице 22.
Таблица 21 - Общие деформации от сварки
| Тип, наименование, определение деформаций от сварки | Схема общих деформаций |
| Стрела выгиба (продольный изгиб) f, элементов несимметричного и симметричного сечения при длине элемента или его искривлённой части L, м |
|
| Плавное саблевидное искривление f, по продольным кромкам листа в плане при длине L, м |
|
| Плавный продольный выгиб f, ортотропных и ребристых плит в вертикальной плоскости при длине L, м |
|
| 4. Винтообразность (деформация скручивания) D, замеряемая в элементах, уложенных на горизонтальную (базисную) плоскость с прижатием к плоскости одного конца и свободным опиранием второго |
|
| 5. Коробление листа D, вдоль и поперек после термической резки |
|
Таблица 22 - Местные деформации от сварки
| Тип и наименование деформации от сварки | СХЕМА |
| 1. Перекос пояса балки D, мм относительно стенки |
|
| 2. Грибовидность пояса симметричная |
|
| 3. Грибовидность пояса несимметричная |
|
| 4. Остаточные угловые деформации в сварных стыковых соединениях («домики»), определяемые стрелой прогиба на базе 400 мм |
|
| 5. Ромбовидность сечений коробчатых элементов решетчатых ферм и коробчатых главных балок пролётных строений. Разность длин диагоналей |
|
| 6. Выпучивание стенок в балочных и коробчатых конструкциях при свободной высоте стенки или отсека h в сечениях балки по её длине |
|
| 7. Выпучивание (волнистость) стенки на концах балочных и коробчатых сплошностенчатых элементов при свободной высоте стенки h |
|
11.14Приёмы измерений величины отдельных видов деформаций приведены на рисунках 39-44.Выпучивание и волнистость листа (например, после газокислородной резки)измеряют с помощью металлической линейки ГОСТ 427 сценой деления 0,5 мм и индивидуального базового устройства (рисунок 39) илидругими линейками, кривизна которых не превышает 0,2 мм на длине 1000 мм. Грибовидностьизмеряют двумя линейками - поверочной по ГОСТ 8026 и измерительной сценой деления 0,5 мм (рисунок 40). Перекос поясовтавровых и двутавровых элементов измеряют угольниками типа УШ (см. приложение Ж) и измерительнымилинейками (рисунок 41). Деформациюсаблевидности по всей длине измеряют с помощью струны (или лазерной линейки) иметаллической линейки; для измерения саблевидности на базе длиной 1 м (рисунок 42)пользуются устройством для измерения выпучивания (см. рисунок 39). Измерениевыпучивания (хлопунов) в замкнутом контуре с выпуклой стороны выполняют такимже устройством, но с базой, равной расстоянию между рёбрами или поясами балки(рисунок 43). Спротивоположной стороны величину хлопуна измеряют двумя линейками -измерительной и поверочной. Винтообразность измеряют с помощью геодезическихприборов (рисунок 44).
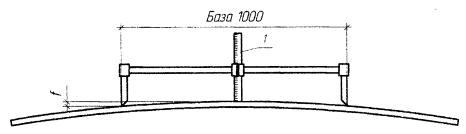
1 – линейка
Рисунок 39 - Измерение выпучивания и волнистости листа
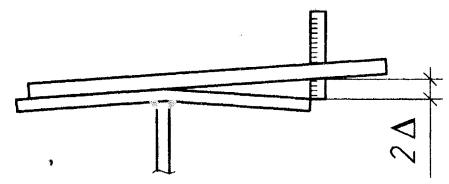
Рисунок 40 - Измерение симметричнойгрибовидности линейками
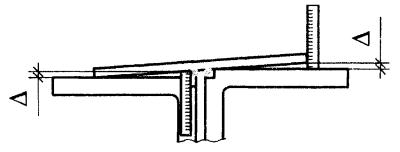
Рисунок 41 - Измерение перекоса двумяугольниками и линейками
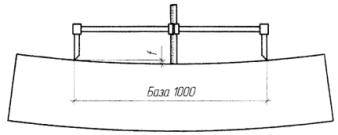
Рисунок 42 - Измерение саблевидности и на базе1000 мм
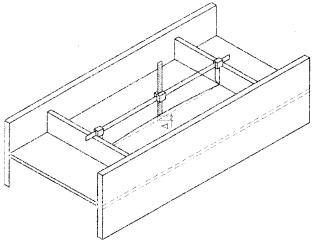
Рисунок 43 - Измерение выпучивания («хлопуна»)в замкнутом контуре
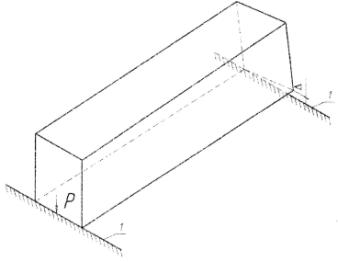
1 - горизонтальная опора, Р- усилие прижатия одного торцаэлемента к стенду
Рисунок 44 - Измерение винтообразности коробчатогоэлемента
11.15 Длянагрева металла до температур, указанных в 11.7,следует применять газопламенные инжекторные горелки, работающие на ацетиленеили газах-заменителях (таблица 23).
Таблица 23 - Свойства горючих газов
| Наименование, химическая формула | Максимальная температура горения в кислороде, °С | Низшая теплотворная способность, кДж/м3 |
| Ацетилен С2Н2 | 3200 | 53 |
| Метан СН4 | 2200 | 33 |
| Пропан С3Н8 | 2700 | 87 |
| Бутан С4Н10 | 2700 | 120 |
| Природный газ | 2000...2200 | 34 |
11.16Горелки должны иметь наибольшую эффективную мощность (см. таблицу 20)и концентрацию пламени с четко обозначенным ядром. Наконечники горелокрекомендуются № 6 и № 8 и, во всяком случае, не менее № 5.
Прииспользовании газов-заменителей, имеющих меньшую температуру горения, чемацетилен, для повышения эффективности правки рекомендуется использовать горелкис подогревом горючей смеси в мундштуке или при выходе из мундштука, а такжемногосопловые горелки типа ГП-1. Они отличаются от ацетиленовых размерамисмесительной камеры и канала инжектора и особой конструкцией мундштуков.
11.17 Придлительной работе горелки следует избегать перегрева наконечника от тепла,отраженного от нагреваемого металла. Перегрев может привести к появлениюобратного удара. Для его устранения следует периодически охлаждать наконечникусиленной струей кислорода, регулируемой вентилем.
11.18 Дляправки грибовидности и перекоса полок сварных двутавровых и Н-образныхэлементов, саблевидности полос и тавровых элементов длиной более 5 мрекомендуется применять механизированный нагрев сварных конструкций полуавтоматами,предназначенными для резки металла, типа «Микрон», «Гугарк» или «Квики-Е»(фирма «Мессер», Германия). Переоборудование газорезательных полуавтоматовзаключается в замене мундштука режущего кислорода на специальный мундштукподачи смеси газов для нагревательного пламени.
Для созданиямеханических усилий при выполнении термомеханической правки рекомендуетсяприменять, в основном, гидравлические домкраты.
11.19 Вмонтажном стыке главных балок в первую очередь заваривают стык нижних поясов, иесли после сварки этого стыка имеется недопустимая остаточная деформация «домиквниз» с раскрытием зазора между вертикальной (наклонной) стенкой и нижнимпоясом, то сначала (до заварки угловых поясных швов) устраняется «домик» встыке и тем самым исключается (в пределах допуска) зазор между вертикальной(наклонной) стенкой балки и нижним поясом. Затем выполняют сварку угловыхпоясных швов, проверяют наличие грибовидности нижнего пояса и при еёнедопустимой величине производят термическую правку грибовидности.
11.20 Остаточную деформацию типа «домик вниз» в стыкахнижних поясов главных балок устраняют с помощью специального приспособления(скобы), гидравлического домкрата и горелки (рисунок 45, б) в следующейпоследовательности:
а) установитьскобу в требуемое положение (см. рисунок 45, б):
б) прогретьгорелкой зоны термической правки с выпуклой стороны (металл стыкового шва непрогревать);
в) быстроустановить домкрат под деформированным участком и выжать «домик» с небольшим«плюсом» (2-3 мм) в обратную сторону;
г) датьисправленному участку полностью остыть,
д) снятьприспособление и с помощью металлической линейки проверить величину остаточнойдеформации, которая не должна превышать 2 мм на базе 400 мм.
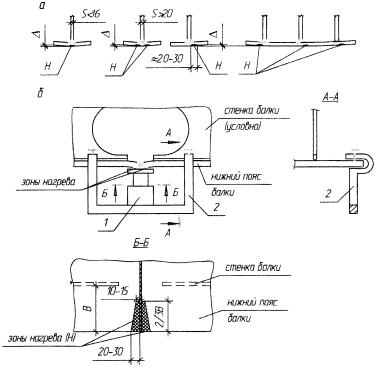
Н - зоны нагрева, D - деформация, 1 -домкрат, 2 – скоба
Рисунок 45 - Схемы термической правки грибовидности иперекоса полок (а) и термомеханической правки излома в стыке (б)
11.21 Термическую правку грибовидности полок (поясов)элементов балок двутаврового, таврового, Н-образного и L-образного сечений, а также ребристых иортотропных плит следует выполнять посредством нагрев» газопламенными горелкамизон металла, указанных на рисунке 45,а. Зоны нагрева (Н) размечают снизупояса или листа настила за линией сплавления углового поясного шва (рисунок45,а справа). Ширина зоны нагрева ориентировочно 20...30 мм, длина равна длиневыправляемого участка грибовидности элемента. Зона нагрева должна быть очищенаот заводской грунтовки. Нагрев ведут горелками большой мощности. (ГАО-60, ГЗУ идр.) от концов зоны термоправки к её середине, постепенно увеличиваятемпературу нагрева от 500...550 °С на концах до 700 °С в середине зоны.
Степеньисправления грибовидности определяют после полного остывания металла.Остаточная грибовидность не должна превышать допуска по таблице 24раздела 13настоящего СТО.
11.22 Перекосыполок (поясов) относительно стенок балок при полном отсутствии грибовидностипояса являются результатом нарушения технологии сборки и сварки, другойпричиной перекоса может быть изгиб стенки по её ширине (высоте). В первомслучае перекос выправляют нагревом полосы на стенке рядом с угловым пояснымшвом со стороны тупого угла. Оптимальная ширина полосы нагревасоставляет 1,5 толщины стенки (1,5Sст), рисунок 46,а. Во втором случае полосунагрева намечают на выпуклой стороне стенки также шириной 1,5Sст (рисунок46,б).
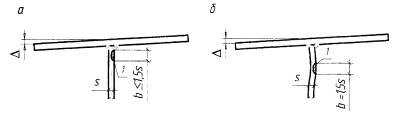
а - элемент с прямой стенкой; б - элемент с искривлённой стенкой; 1- полоса нагрева
Рисунок 46 - Правка перекоса полок
11.23Недопустимые деформации укрупненных блоков средних ортотропных плит(грибовидность и изломы в стыках по контуру настильных листов) следует выправлятьдо их установки в конструкцию монтируемого пролетного строения. Правкатермическая и термомеханическая по технологии, описанной в 11.20,11.21и на рисунке 47,а.
В консольныхортотропных плитах (рисунок 47,б) деформации грибовидности свободного свесанастильного листа и изломов в стыковых поперечных швах выправляют такжетермическим и термомеханическим способами.
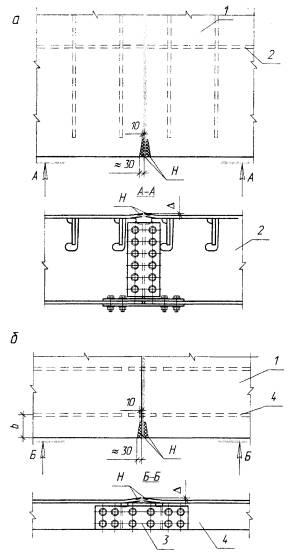
а - укрупнённый блок средних ортотропных плит; б - укрупнённый блокконсольных плит; 1 - настильный лист; 2 - поперечная балка; 3 - вставкапродольного ребра плиты; 4 - продольное ребро плиты;
D- деформация; b- свес настильного листа консольной плиты; H - зоны нагрева
Рисунок 47 - Схемы термической, и термомеханической правки плит в зонемонтажных стыков
11.24 Присборке пол вертикальную (наклонную) автоматическую сварку стенок главных балокс односторонними вертикальны ми рёбрами (рисунок 48) требуется совпадениекромок с высокой точностью (±1 мм) в плоскости стенки. Такая точности достигаетсятермической иранкой стенки при монтаже (дополнительно к заводской правке, еслипоследняя не обеспечивает требуемую точность).
Зоны нагрева(Н) намечают со стороны, противоположной вертикальным рёбрам, за линиейсплавления крайнего заводского шва по осей высоте рёбер. Ширину зоны нагревапринимают равной 20...30 мм (см. рисунок 48).
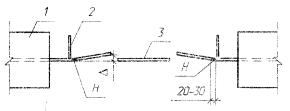
1 - пояс главной балки; 2 - вертикальное ребро; 3 - вставка; Н -зоны нагрева; D- деформация
Рисунок 48 - Схема сборки стенки цельносварного стыка с правкой грибовидностисвободных свесов
Термомеханическуюправку волнистости кромки на торцах стыкуемых стенок главных балок выполняют всоответствии с рисунком 49.
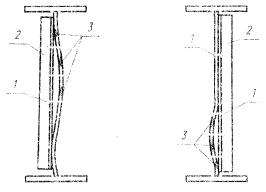
1 - струбцины или болты, 2 - уголок жесткости 125´125´12;3 - полосы нагрева металла
Рисунок 49 - Термомеханическая правка волнистости кромки на торце стенки главнойбалки
11.25Продольный прогиб (выгиб, саблевидность) элементов таврового, двутаврового.Н-образного и коробчатого сечений следует править термическим итермомеханическим способами посредством нагрева зон определенной формы свыпуклой стороны элемента (рисунок 50). Механические усилия к элементам впроцессе правки прикладывают, как правило, в виде при грузов.
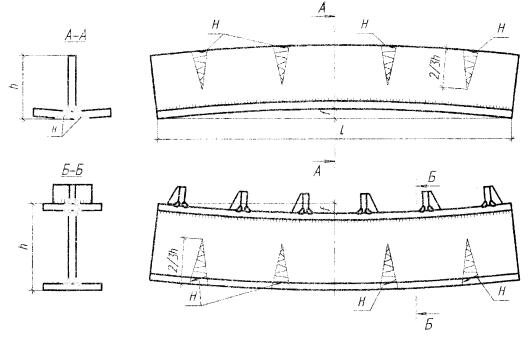
Н - зоны нагрева; f - стрела выгиба
Рисунок 50 - Схемы правки саблевидности элементов
11.26Выпучивание стенок балочных и коробчатых пролетных строений с рёбрами жесткости(«хлопуны») правят термическим или термомеханическим способами в последнююочередь, после завершения правки остаточных деформаций других видов.
Правкувыпучивания (хлопуна) следует начинать с замера стрелы D (см. таблицу 22, п.6, рисунок 51).Замер производят с любой (выпуклой или вогнутой) стороны. При замере определяютграницы основания и вершину (центр) хлопуна. Разметку выполняют мелом свыпуклой стороны.
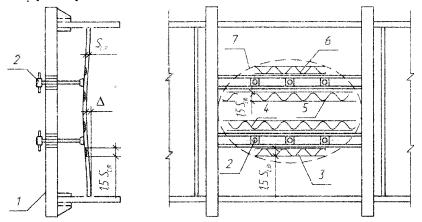
1 - рама; 2 - винтовой прижим (домкраты); 3, 6 - полосы нагревапервого этапа правки; 4, 5 - то же второго этапа; 7 - граница хлопуна
Рисунок 51 - Термомеханическая правка выпучивания(хлопуна) в замкнутом контуре на двутавровой балке
Внутренниеостаточные напряжения в хлопуне, возникшем в замкнутом контуре стенки междуребрами и поясами, как правило, не превышают предела текучести, однако могутбыть близкими к нему. В этом случае переход металла в пластическое состояниепри нагреве выше 600 °С может привести к значительному увеличению деформациивыпучивания. Для исключения такого явления намеченные зоны следует нагреватьтолько после установки на выпуклую сторону специальных приспособлений,препятствующих росту деформаций (рисунок 51). Величину механического усилия,прикладываемого к хлопуну, и площадь его распределения подбирают опытным путемдо начала правки
При наличии встенке двояковыпуклых в разные стороны деформаций термомеханическую правкувыполняют последовательно, начиная с меньшей величины выгиба.
Выпучиваниястенок (хлопуны) следует править нагревом с выпуклой стороны взаимнопараллельных полос и направленных вдоль большего основания выпучины. Присферической (круглой) форме хлопуна направление полос нагрева принимаютпараллельно рёбрам жесткости. Примерное расположение полос нагрева и винтовыхприжимов приведено на рисунке 51 при эллипсной форме хлопуна.
Порядок правкиследующий:
- замер границзоны выпучивания и деформации D;
- разметкаполос нагрева и очистка их от заводской грунтовки;
- установкавинтовых прижимов и создание механических усилий вдоль полос нагрева;
- нагревпериферийных полос № 3 и № 6 шириной 1,55Sст до расчетной температуры правки с постепеннымувеличением механической нагрузки;
- замердеформации Dпосле полного остывания металла;
- наметкаположения и длины полос № 4 и № 5 в зависимости от результатов первого этапаправки.
Дальнейшаятехнология правки повторяется до полной выправки выпучивания (хлопуна).
11.27Интенсивность нагрева указанных на рисунках 45-51зон должна обеспечивать равномерный нагрев зоны правки с уменьшением градиентатемператур. Рекомендуется использовать одновременно несколько горелок. Листтолщиной более 20 мм следует нагревать одновременно с двух сторон (при наличиидоступа к противоположной стороне).
Высотуклиновидных зон нагрева принимают равной 2/3 высоты элемента, ширину восновании - 30...100 мм. Нагрев клина ведут от вершины к основанию.
При назначенииклиновидных зон нагрева в первую очередь выбирают зоны с наибольшей кривизнойили заметными переломами.
О результатахправки можно судить только после полного остывания зон нагрева. Если деформацииостаются за пределами допусков, то намечают новые зоны нагрева. Одну и ту жезону нагревать более двух раз не допускается. Поверхность металла после правкине должна иметь вмятин, забоин и других повреждений. Если после допустимогочисла правок фактические деформации превышают размеры предельных отклонений, токонструкции должны быть забракованы. В отдельных случаях по согласованию спроектной организацией допускается усиление выправляемых участков или ихзамена.
12.1Механическую обработку сварных монтажных соединений в стальных конструкцияхмостов для повышения их выносливости и хладостойкости следует назначать вчертежах КМ в соответствии с требованиями настоящего СТО. Допускаются ссылки вчертежах на соответствующие пункты норм без приведения их текста.
Припроектировании новых конструкций для случаев, не предусмотренных настоящим СТО,проектная организация с участием научно-исследовательской организацииразрабатывает конструктивное оформление и технологические требования кобработке зон концентрации напряжений.
12.2Механическая обработка сварных монтажных соединений производится послеисправления дефектных участков швов. Выявленные в зоне обработкитехнологические дефекты сварки, а также неполное проплавление (если обязательнополное проплавление) должны быть устранены. Допускаемые нормами подрезы,попавшие в зону механической обработки, должны быть полностью удалены. Подлежатзачистке следы газовой резки выводных планок.
12.3Механическая обработка сварных соединений и соответствующих зон в местахизменения сечений элементов должна обеспечить образование плавных переходов отметалла шва к основному металлу, а также от конца приваренной детали косновному элементу конструкции, или от конца обрываемой к оставшейся частисечения сварного элемента или балки. При этом обработку следует вести безизлишнего ослабления сечения - на минимальную глубину, необходимую для снятияповерхностного слоя металла в зоне обработки - до получения чистой блестящейповерхности (номинально на глубину до 1 мм).
Обработаннаяповерхность не должна иметь рисок, видимых невооруженным глазом. Классшероховатости должен быть не ниже 4(Rz 20...40) по ГОСТ 2789. Награнице зоны обработки не должно быть уступов. Заусенцы подлежат зачистке, аострые свободные кромки скругляются радиусом 2±0,5 мм или притупляются фаской1-2 мм со скруглением углов.
12.4 При обработке сварных соединений ослабление сечения потолщине проката (углубление в основной металл без подварки) поперек и вдольусилия в элементе, как правило, не должно превышать 1 мм на металлетолщиной до 25 мм и 4 % толщины - на более толстом металле.
В случаепревышения допускаемой величины ослабления разрешается производить подварку споследующей зачисткой по требованиям настоящего СТО. Все ожоги сваркой наповерхности металла должны быть зачищены абразивным инструментом до полногоудаления следов ожогов (на глубину около 1 мм).
12.5 Местныенаплывы, образовавшиеся в местах перекрытия соседних участков шва при перерывепроцесса сварки или исправлении дефектов, должны быть сглажены механическойобработкой до образования плавных переходов от наплыва к сечению шва проектногоразмера и к основному металлу.
12.6 Способ,оборудование и инструмент для механической обработки сварных соединенийназначает мостостроительная организация. Допускается обработка абразивными кругамиразличной твердости и крупности зерна, фрезами различных типов и форм и другимметаллообрабатывающим инструментом.
При обработкеабразивным инструментом не допускаются ожоги металла вследствие сильногонажатия на инструмент и малой скорости его перемещения по обрабатываемойповерхности.
Для удалениятехнологических припусков и других частей свариваемых деталей, выступающих запроектный контур, допускается применение газокислородной резки, после чегодолжен оставаться проектный контур детали с припуском на механическую обработкуне менее 2 мм.
12.7 Стыковые сварные соединения (рисунки 52, 53) погеометрическим размерам швов должны соответствовать требованиям ГОСТ8713, ГОСТ11533 (сварка под флюсом), ГОСТ14771, ГОСТ23518 (сварка в защитных газах), ГОСТ5264, ГОСТ11534 (ручная дуговая сварка) и указаниям Технологического регламента намонтажную сварку конкретного объекта. Если отклонения размеров швов превышаютдопустимые по указанным стандартам или Технологическому регламенту, требуетсямеханическая обработка сварных соединений до получения требуемых размеров сучётом допускаемых отклонений.
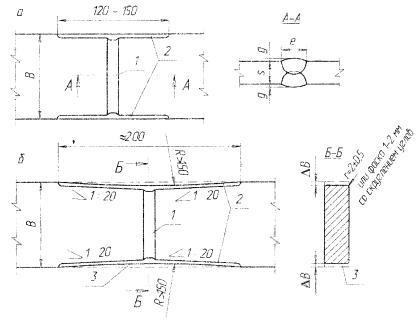
а - схема обработки без углубления в основной металл по кромкам; б- схема обработки с углублением на 0,025, но не более чем на 8 мм с каждойстороны, 1 - граница шва но зоне сплавления; 2 - граница зон механическойобработки; 3 - металл, удаляемый механической обработкой
Рисунок 52 - Схема обработки стыкового соединения листоводинаковой толщины
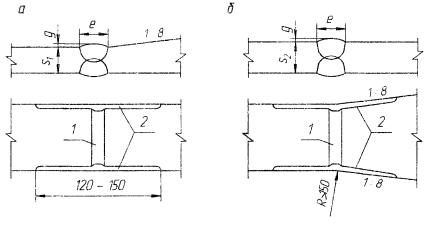
а - стыковое соединение листов разной толщины; б - стыковоесоединение листов разной ширины; 1 - граница шва по зоне сплавления; 2 -границы зон механической обработки
Рисунок 53 - Схема обработки стыковых соединений разнойтолщины и ширины
Зачисткукромок листов после удаления выводных планок газокислородной резкой следуетвыполнять по всей длине участка, где накладывались швы, прикрепляющие выводныепланки. При этом углы кромок листов необходимо плавно скруглять радиусом 2±0,5мм или притуплять фаской 1-2 мм со скругленном углов (см. рисунок 52).
Для удаленияповерхностных дефектов с торца шва механической обработкой допускается плавно,с уклоном не более 1:20 и сопрягаемым радиусом не менее 150 мм на свободныхкромках углубляться в основной металл без подварки на величину 0,02 ширинысвариваемого листа, но не более чем на 8 мм с каждой стороны (рисунок 52,б) и не более 12 мм с одной стороны. После обработки торцов шва углы кромоклистов следует плавне скруглять радиусом 2±0,5 мм (см. рисунок 52,б), или притуплять фаской 1-2 мм со скруглением углов.
Примеханической обработке стыковых сварных соединений листов разной толщины илиразной ширины должны быть выполнены требования, указанные на рисунке 53, а,б. Радиус перехода к более широкому листу должен быть не менее 150 мм.Допускается снятие усиления швов заподлицо с основным металлом.
12.8 При пересечениисварных швов перед наложением шва. пересекающего (рисунок 54, в) илипримыкающего к другому шву (рисунок 54, б, г), во избежание концентрациинапряжений и образования подрезов а месте пересечения, необходимо обрабатыватьусиление ранее наложенного стыкового шва заподлицо с основным металлом на длинеl не менее 40 ммот кромки листа или оси пересекаемого шва, обеспечивая при этом постепенныйпереход к не зачищенному участку шва радиусом r ³60 мм. Указанное требование обработки усиления стыкового шва относится также кпересечению его с другими элементами конструкции, например, рёбрами жесткости,в т.ч. на цельносварные стыки главных балок (см. рисунок 54, а) и ребристыхплит.
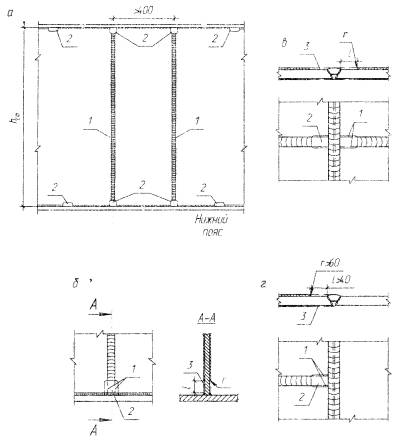
а - цельносварной стык главных балок; б - примыкание стенки кпоясу; в - пересечение стыковых швов; г - Т-образное пересечение стыковых швов;
1 - граница шва; 2 - зона механической обработки; 3 – метал, удаляемый приобработке
Рисунок 54 - Схема обработки усилений стыковых и тавровых соединений в зонепересечений и примыканий швов
12.9Механическую обработку концов горизонтальных рёбер жесткости, обрываемых вблизимонтажных болтовых или комбинированных болто-сварных стыков балочных икоробчатых пролётных строений, следует выполнять в соответствии с требованиями,приведёнными на рисунке 55.
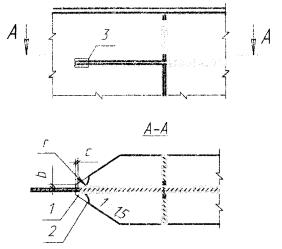
1 - технологический припуск; 2 - контур, по которому припускудаляется газовой резкой; 3 - зона механической обработки; b - ширина припуска у конца ребра, b ³20 мм; с - расстояние от края припуска до начала плавного перехода, с³15 мм;
r - радиус перехода, r ³ 60 мм
Рисунок 55 - Схема обработки конца горизонтального ребра жесткости, обрываемоговблизи монтажного болтового или комбинированного болто-сварного стыка балки
12.10Механическую обработку концов стенок в двутавровых, L-образных или коробчатых главных балкахс комбинированными монтажными стыками надлежит выполнять в соответствии стребованиями, приведёнными на рисунке 56.
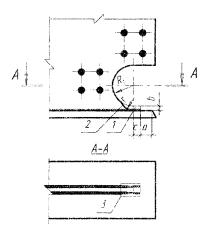
1 - технологический припуск, 2 - контур, по которому припускудаляется газовой резкой; 3 - зона механической обработки; с -расстояние от края припуска до начала плавного перехода, с ³30 мм; r - радиус перехода, r ³ 60 мм; b -ширина припуска у конца стенки, b ³ 20 мм; R1 - радиусвыкружки технологического окна, R1³ 90 мм; а - расстояние от кромки пояса доторца припуска, а = 50-55 мм
Рисунок 56 - Схема обработки концевого участка стенки при обрыве её не у торцаэлемента
12.11Механическую обработку выполненных ручной дуговой сваркой угловых швов вприкреплении продольных связей и вертикальных рёбер жесткости к поясу главнойбалки, расположенному в растянутой зоне, если не обеспечены плавные переходы косновному металлу, следует выполнять согласно рисунку 57.
Аналогичнымобразом производится механическая обработка угловых швов продольных связей ксвязевой фасонке, расположенной в растянутой зоне.
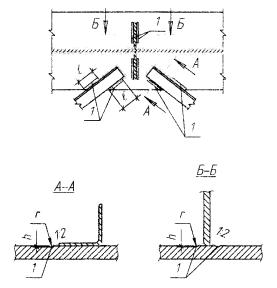
1 - зона механической обработки;
l - длинаобрабатываемого участка косого шва (l ³ 50 мм);
r - радиусперехода (r ³5 мм)
Рисунок 57 - Схема обработки выполненных ручной дуговой сваркой угловых швов вприкреплении диагоналей горизонтальных связей и вертикальных ребер жесткости кпоясу главной балки, расположенному в растянутой зоне
12.12 Лобовыеи фланговые угловые швы, рассмотренные в 12.11 и на рисунке 57, допускается неподвергать механической обработке после механизированной (полуавтоматической)сварки, а также после ручной дуговой сварки при условии обеспечения плавныхпереходов от металла шва к основному металлу по требованиям п. 1.16 таблицы 17 настоящегоСТО. Если поставленные условия при сварке не выполнены, то плавные переходы отметалла шва к основному металлу должны обеспечиваться механической обработкойшвов.
12.13 Контролькачества механической обработки сварных монтажных соединений осуществляетсявнешним осмотром с применением в необходимых случаях лупы 5´,эталонов, измерительного инструмента и шаблонов.
Качествообработки признается удовлетворительным, если установлено:
а) полноеснятие прокатной окалины, а также окисленного поверхностного слоя в заданныхзонах с чистотой поверхности не ниже 4 класса (Rz -20...40) ГОСТ 2789;
б) плавностьпереходов от металла шва к основному металлу;
в) отсутствиена обработанной поверхности надрывов, трещин и заметных невооружённым глазомрисок;
г) отсутствиев зоне обработки ослаблений сечения, превышающих допустимые по п. 12.4;
д) отсутствиеу деталей и элементов в зоне обработки острых кромок и заусенцев;
е) отсутствиена обработанной поверхности ожогов металла от абразивного инструмента;
ж) отсутствиев зоне обработки технологических дефектов сварки - трещин, несплавлений, пор,шлаковых включений, подрезов, неполного проплавления, когда оно требуется;
и) отсутствиеследов приварки выводных планок и сборочных приспособлений, а также следовгазовой резки, применявшейся для удаления технологических припусков, выводныхпланок и сборочных приспособлений.
Уменьшениеразмеров зон обработки и радиусов плавных переходов относительно указанных внастоящем СТО не допускается.
Увеличениеразмеров зон обработки и радиусов не является браковочным признаком.
12.14Механическую обработку сварных соединений в стальных конструкциях мостоввыполняют лица, освоившие правила работы электрическими и пневматическимишлифмашинками или другим переносным зачистным оборудованием и станками,изучившие методы механической обработки сварных соединений и инструкции поэксплуатации применяемого оборудования, прошедшие испытания и допущенныеаттестационной комиссией предприятия к выполнению данного вида работ.
13.1Конструкции мостов со сварными монтажными соединениями после их сборки и сваркиподлежат поэтапной комиссионной приемке с составлением «Акта промежуточнойприемки ответственных конструкций».
Периодичностьприемки следует указывать в Проекте производства работ (НИР) в зависимости отспособа монтажа конструкций и объемов выполняемых монтажно-сварочных работ.
Приконвейерно-тыловой сборке и продольной надвижке неразрезных пролётных строенийприёмку осуществляют перед надвижкой каждого очередного смонтированного исваренного участка пролётного строения, при наводке наплаву - перемещаемымисекциями, при навесной сборке - попролётно или перед каждым очередным перемещениеммонтажного крана по пролетному строению.
13.2 Приприёмке необходимо проверять:
- соответствиепроектным линейных размеров и геометрической формы отдельных элементов,соединений и в целом смонтированных конструкций;
- правильностьположения смонтированной конструкции в плане и профиле по результатаминструментальной проверки;
- отсутствиевнешних дефектов в установленных элементах;
- качествомонтажных и заводских соединений, плотность примыкания элементов друг к другу ик опорным поверхностям;
- выполнениеспециальных требований проекта КМ по обработке плавных переходов в сварныхсоединениях, регулированию напряжений, предварительному напряжению и т.д.;
- полноту иправильность составления исполнительной документации на монтажные, сварочныеработы, в том числе на контроль качества сварных соединений.
Если вопределённом элементе будут обнаружены недопустимые дефекты в виде трещин вметалле шва или в основном металле, расслоения по кромкам, то вопросы браковкиэтого элемента или его ремонта должны решаться мостостроительной организациейсовместно с контролирующей организацией с привлечением к решению этих вопросов,как правило, проектной организации и научно-исследовательского института,разработавшего Технологический регламент на монтажную сварку конкретногообъекта.
Ремонтконструкций, вызванный отступлениями от проекта и Технологического регламентана монтажную сварку объекта, следует производить по разработанноймостостроительной организацией технологии, согласованной с проектным институтоми научно-исследовательским институтом, разработавшим Технологический регламентна монтажную сварку конкретного объекта.
13.3Допустимые отклонения линейных размеров и геометрической формы смонтированныхконструкций пролётных строений стальных мостов приведены в таблице 24.
Таблица 24 Допускаемые отклонения линейныхразмеров и геометрических форм смонтированных конструкций
| Наименование отклонения | Значение предельного отклонения |
| 1 | 2 |
| 1. Отклонение длины каждой главной балки или фермы пролетного строения от проектной при длине L, м: |
|
| до 50 включительно | ±10 мм |
| свыше 50 | 0,0002L |
| 2. Отклонение расстояний между соседними узлами главных ферм и связей при расстоянии l, м: |
|
| до 9 включительно | 0,0003l |
| свыше 9 | ±3 мм |
| 3. Отклонение от проектных ординат строи тельного подъема пролетного строения, смонтированного целиком или частично при ординатах h, мм: |
|
| до 100 включительно | ±10 мм |
| свыше 100 | ±0,1h |
| 4. Отклонение в плане оси главной балки или фермы от проектной оси при пролете L | 0,0002L |
| 5. Отклонение в плане одного из узлов от прямой, соединяющей два соседних с ним узла при длине панели L | 0,001L |
| 6. Отклонение расстояний между осями вертикальных стенок сплошноcтенчатых балочных и коробчатых, пролетных строений | ±4 мм |
| 7. Отклонение расстояний по длине балок и коробок между смежными вертикальными рёбрами жест кости, к которым прикрепляются поперечные балки ортотропных и ребристых плит; соответствующие расстояния между поперечными балками ортотропных и ребристых плит | ±2 мм |
| 8. Отклонение расстояний между осями продольных рёбер ортотропных плит: |
|
| - в зоне стыков и пересечений с поперечными балками | ±2 мм |
| - на других участках | ±4 мм |
| 9. Отклонения по высоте сплошностенчатых балок и коробок в зоне цельносварных или комбинированных стыков | ±2 мм |
| 10. Допускаемая стрела выгиба осей элементов длиной l: |
|
| отдельных элементов главных ферм, балок, коробок, балок проезжей части | 0,001l, но не более 10 мм |
| элементов связей | 0,0015l, но не более 15 мм |
| 11. Грибовидность, перекос, грибовидность с перекосом поясов сварных балок, коробок, ортотропных плит (для коробок и ортотропных плит b - величина свободного свеса пояса или настила, для двутавровых балок - ширина пояса) |
|
| 11.1 В стыках, в местах сопряжения балок с другими элементами, в зонах установки опорных частей и железобетонных плит с закладными деталями | b/200, но не более 1 мм |
| 11.2 На других участках | b/100 при D1 - D2 £ 3 мм |
| 12. Выпучивание стенки балок и коробок при свободной высоте стенки А |
|
| 12.1 Для балок и коробок с поперечными ребрами жесткости | 0,006h |
| 12.2 Для балок без поперечных ребер жесткости | 0,003h |
| 13. Остаточные угловые деформации в сварных стыковых соединениях («домики»), определяемые стрелой прогиба D на базе 400 мм при толщине S стыкуемых листов, мм: |
|
| до 20 включительно | 0,1S |
| свыше 20 | 2 мм |
| 14. Допускаемая разность (в поперечном направлении) отметок узлов пролётного строения: |
|
| а) после установки его на опорные части |
|
| на опорах | 0,001B |
| в пролёте | 0,002B |
| (B - расстояние между осями ферм, балок, коробок) |
|
| б) при сборке на подмостях, стапеле, насыпи |
|
| (B - расстояние между стенками одной коробки или между осями смежных коробок) | 0,001B |
13.4Для измерения и контроля линейных размеров смонтированных металлоконструкцийнеобходимо применять средства измерений и контроля по приложению Ж настоящего СТО,поверенные в установленном порядке.
14.1 Припроизводстве монтажных и сварочных работ на строительстве мостов должнысоблюдаться:
Правилаустройства и безопасной эксплуатации грузоподъемных кранов;
Правилаустройства и безопасной эксплуатации сосудов, работающих под давлением;
Правилаустройства и безопасной эксплуатации стационарных компрессорных установок,воздухопроводов и газопроводов;
Правилатехники безопасности при эксплуатации электроустановок;
Правилабезопасности в газовом хозяйстве;
Правилапожарной безопасности при проведении сварочных и других огневых работ наобъектах народного хозяйства;
Санитарныеправила при сварке, наплавке и резке металлов;
Санитарныеправила при окрасочных работах с применением ручных распылителей;
ГОСТ12.4.011-89 ССБТ. Средства защиты работающих. Общие требования иклассификация;
ГОСТ12.3.003-86 ССБТ. Работы электросварочные. Требования безопасности;
ГОСТ12.1.004-91 ССБТ. Пожарная безопасность. Общие требования;
ГОСТ12.3.009-76 ССБТ. Работы погрузо-разгрузочные. Общие требованиябезопасности;
ГОСТ 12.1.003-76ССБТ. Шум. Общие требования безопасности;
ГОСТ12.1.005-88 ССБТ. Общие санитарно-гигиенические требования к воздухурабочей зоны;
ГОСТ12.4.035-78 ССБТ. Щитки защитные лицевые для электросварщиков. Техническиеусловия;
СНиП12-03-2001, ч.1 Безопасность труда в строительстве. Общие требования;
СНиП12-04-2002, ч.2 Безопасность труда в строительстве. Строительное производство.
14.2 Наосновании перечисленных в 14.1 действующих нормативных документов и стандартовмостостроительная организация должна разработать местную инструкцию, по которойпроизводится обучение и инструктаж рабочих безопасным методам производстваработ.
14.3 Приприёме на работу с рабочими должны проводиться: вводный инструктаж, первичныйинструктаж на рабочем месте и обучение охране труда при профессиональнойподготовке рабочих.
В процессеработы проводятся текущие инструктажи при изменении условий работ или переходена другую работу, а также периодическая проверка знаний техники безопасности нереже одного раза в год.
Все данные попроведенным инструктажам и обучению должны фиксироваться в соответствующихжурналах.
14.4Инженерно-технические работники, занятые монтажными и электросварочнымирабочими, обязаны периодически, не реже одного раза а год проходить проверкузнания ими правил плитки безопасности и производственной санитарии с учетомхарактера выполняемых работ. При переходе ИТР на другую работу, а также нотребованию органов государственного надзора и технической инспекции трудадолжна проводиться внеплановая проверка знаний техники безопасности.
14.5 Общееруководство работой всех структурных подразделений по обеспечению безопасноститруда возлагается на руководителя мостостроительной организации.Непосредственно службой техники безопасности руководит главный инженер. Дляведения текущей работы по охране труда к технике безопасности вмостостроительной организации организуется отдел техники безопасности илиназначается старший инженер.
14.6 Опасность(поражающие факторы) для человека и окружающей среды при производстве сварочныхработ разделяют на следующие виды:
- поражениеэлектрическим током;
- действиесветовой радиации дуга;
- выделениетоксичных веществ при горении дуги и плавлении сварочных материалов;
-взрывоопасность газокислородных смесей,
- тепловыеожоги при соприкосновении с нагретым металлом;
- пожарнаяопасность:
- получениемеханических травм.
14.7 Мерыбезопасности от поражения электрическим током следующие. Электросварочныеустановки необходимо присоединять к сети электрического тока через рубильники иплавкие предохранители или автоматические выключатели. Напряжение холостогохода на зажимах преобразователей и сварочных выпрямителей (постоянный ток) недолжно превышать 110 В.
Металлическиечасти электросварочного оборудования, не находящиеся под напряжением, а такжесвариваемые изделия и конструкции стальных пролетных строений на все времясварки и монтажа надлежит заземлять.
В качествеобратного провода, присоединяемого к свариваемому изделию, нельзя использоватьпровода сети заземления, трубы водопроводные и отопления, металлоконструкции,оборудование.
Сварочныепровода необходимо надёжно изолировать; изоляция должна выдерживать испытательноенапряжение не ниже 1500 В. Плотность тока в сварочных проводах не должнапревышать 7-8 А/мм2.
Сварочныепровода и перемычки балластных реостатов должны обеспечивать пропуск сварочноготока силой до 950 А в течение 40 минут без их существенного нагрева(температура их нагрева не должна превышать 60 °С).
Ремонтэлектросварочного оборудования без снятия напряжения в сети запрещается.
Участкипроизводства сварочных работ необходимо хорошо освещать. Светильники общегоосвещения на 220 В следует устанавливать на высоте не менее 2,5 м от уровняземли или настила подмостей. При меньшей высоте переходят на светильники снапряжением не выше 42 В, а в особо опасных условиях, (внутри коробчатыхглавных балок) - 12 В.
Освещенностьна участках сварки должна быть не менее 50 лк при лампах накаливания и 150 лк -при люминесцентных.
14.8 Защита отдействия световой радиации дуги предусматривает следующее.
Световаярадиация открытой дугой поражает глаза и кожу на расстоянии до 10 м от местасварки. В радиусе 1 м достаточно 10-30 секунд воздействия света дуга на глаза,чтобы появилась сильная резь, слезотечение, светобоязнь. Более длительноевоздействие светодуги на глаза приводит к тяжелым заболеваниям -электроофтальмии и катаракте.
Призаболевании глаз от световой радиации необходимо немедленно обратиться к врачу.До оказания медицинской помощи рекомендуется делать примочки глаз слабымраствором питьевой соды.
Сварщики иработающие с ними монтажники должны защищать кожу лица и глаза от ожогов исветового излучения щитками, масками и очками со светофильтрами.
В настоящеевремя отечественная и зарубежная промышленность выпускает сварочные маски савтоматическим светофильтром, который до загорания дуги остается прозрачным,после загорания дуги мгновенно переходит в тёмное состояние, а после гашениядуги снова становится прозрачным. Такие маски значительно улучшают условиятруда сварщика: возможность непрерывного наблюдения за рабочей зоной безутомительного поднимания и опускания маски, снижения риска профессиональных заболеванийглаз и шеи, освобождения обеих рук, возможность использования герметичной маскис подачей в нее чистого воздуха, что особенно важно при выполнении сварочныхработ в замкнутых объемах, например, внутри балок коробчатого сечения.
Светофильтры вщитки и маски для электросварщиков подбирают в зависимости от силы сварочноготока по паспортным данным светофильтров.
14.9 Защита оттоксичных аэрозолей состоит в следующем.
При сварочныхработах в закрытых коробчатых элементах или в закрытых стендах укрупнительнойсборки должна работать приточно-вытяжная вентиляция. В зимнее время воизбежание сквозняков газы из зоны сварки следует удалять с помощью местныхфильтровентиляционных агрегатов, например, ФВА-1200.
14.10Предупреждение взрыва газокислородных смесей предусматривает соблюдениеследующих правил.
Запрещеныперевозка и хранение кислородных баллонов совместно с баллонами, заполненнымигорючими газами.
Запрещаетсясброс баллонов при разгрузке и переворачивание их вентилями вниз. Вентилидолжны защищаться от повреждений колпаками.
Кислородные игазовые баллоны должны отстоять от места газопламенных работ не менее чем на 10м. На таком же расстоянии от баллонов не допускается производить электросварку,разжигать костры, курить.
Не допускаетсяустановка кислородных и газовых баллонов во время работы под прямыми солнечнымилучами.
При работе скислородными баллонами не допускается использование маслозагрязняющихпредметов. Запрещается применять для кислорода редукторы и шланги, которыеранее использовались для работы со сжиженными газами.
14.11 Дляпредупреждения ожогов кожи сварщики, газорезчики и вспомогательные рабочиедолжны работать в защитных костюмах, шлемах сварщика под маску, рукавицах иликрагах (при потолочной сварке). Ботинки должны быть с боковыми застежками,брюки - навыпуск, карманы куртки закрыты клапанами.
Работы поотбивке шлака и брызг следует производить в защитных очках с прозрачнымистеклами.
Специальнаяодежда для сварщиков, газорезчиков, монтажников, специалистов неразрушающегоконтроля, инженерно-технических работников, занятых на сборочно-сварочных иконтрольных работах на монтаже конструкций пролетных строений стальных мостовдолжна соответствовать современным требованиям (огнестойкости, прочности,удобству, гигиене) и выдаваться бесплатно за счет мостостроительнойорганизации.
14.12 Воизбежание пожаров участок сварочных работ должен быть очищен от стружки,ветоши, опилок, мусора и других пожароопасных веществ.
Запрещаютсяперемещения рабочего с зажжённой горелкой или резаком за пределами его рабочегоместа и подъём по лестницам.
При ожидаемомдлительном воздействии искр и капель расплавленного металла на деревянныеподмости следует закрывать дерево от возгорания стальным листом или асбестом, ав жаркое время - дополнительно поливать водой.
По окончаниисмены необходимо тщательно проверить участок на предмет отсутствия тлеющихматериалов.
При тушениигорящих керосина, бензина, мазута и загоревшихся электропроводов запрещаетсяприменять воду и пенные огнетушители. Необходимо пользоваться песком иуглекислотными или сухими огнетушителями.
Рядом с местомпроизводства сварочных работ должен быть организован противопожарный пост.
14.13 Дляпредотвращения травматизма сварщики, монтажники и вспомогательные рабочиедолжны пользоваться защитными средствами - касками, поясами. Работатьразрешается на подмостях с ограждениями; место сварщика должно быть защищено отпрямого попадания на сварщика и в зону сварки дождя и снега. Запрещаютсясварочные работы при температуре наружного воздуха ниже минус 20 °С безприменения специальных защитных укрытий («тепляков») с установленным внутриукрытий оборудованием типа теплогенераторов или калориферов.
1 Особенностиконструкции и типы монтажных сварных соединений.
2 Входнойконтроль основных металлоконструкций пролетного строения на стройплощадке.
3 Квалификациясварщиков и монтажников. Сварка и испытание контрольных сварных технологическихпроб.
4 Оборудованиедля выполнения монтажных сварных соединений.
5 Конструкцияформирующих подкладок.
6 Сварочныематериалы и требования по их подготовке
7 Организациясборочно-сварочного участка монтажа металлоконструкций.
8 Сборка монтажныхсоединений под сварку. Последовательность операций по сборке и сваркеконструктивных элементов пролётного строения.
9 Технология ирежимы сварки монтажных соединений.
10 Контролькачества сборочно-сварочных и монтажных работ.
11 Исправлениедефектных участков монтажных сварных швов и термическая (термомеханическая)правка элементов пролётного строения.
12 Техникабезопасности при производстве сборочно-сварочных работ.
Приложения.
1Мостостроительная организация...............................................................................................
2. Объектстроительства................................................................................................................
3.Наименованиеконструкций.......................................................................................................
4. Вагоны№.............................................Накладные№.................................................................
5. Отправительзавод-изготовитель............................. Заводской заказ№.................................
6. Началоразгрузки.........................................................................................................................
7. Окончаниеразгрузки...................................................................................................................
8. Способразгрузки.........................................................................................................................
9. Разгрузкупроизводилбригадир.................................................................................................
10. Разгрузкойруководил...............................................................................................................
| № п/п | Наименование элемента | Марка элемента | Количество, шт. | Общая масса, тонн | Наличие или отсутствие дефектов (с указанием: по геометрической форме, линейным размерам, в заводских швах, в основном металле, в заводской грунтовке и т.д.) |
| 1 | 2 | 3 | 4 | 5 | 6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Дата
Объект строительства ______________
1 Маркаэлемента ______________________________________________________________
2 Наличиенедопустимых отклонений по линейным размерам конструкции
_____________________________________________________________________________
3 Наличиенедопустимых отклонений но геометрической форме конструкции
_____________________________________________________________________________
4 Наличие ихарактер недопустимых дефектов по заводским сварным швам и по зонам
перехода этихшвов к основному металлу (осмотром) _______________________________
_____________________________________________________________________________
5 Наличие ихарактер недопустимых дефектов по основному металлу конструкции
(например, забоины по свободным кромкам поясов и др.элементов, выхваты основного металла от газовой
резки кромок, расслой проката на свободных кромках идр.)
_____________________________________________________________________________
_____________________________________________________________________________
6 Качествоскругления свободных кромок _________________________________________
7 Состояние икачество заводской грунтовки _______________________________________
8 Толщиназаводской грунтовки _________________________________________________
9 Вывод овозможности монтажа _________________________________________________
_____________________________________________________________________________
Исполнители:_________________________________________________________________
(организация, должность, ФИО, подпись)
| № п/п | Наименование исполнительной документации |
| 1. | Комплект рабочих чертежей КМ и КМД, имеющих штамп «к производству работ» и подписи Главных инженеров со всеми внесёнными в них изменениями и дополнениями |
| 2. | Сертификаты, технические паспорта и другие документы, удостоверяющие качество применяемых материалов, в т.ч. и сварочных материалов, а также и на металлоконструкции |
| 3. | Технологический регламент по сборке и сварке монтажных соединений металлоконструкций пролетного строения |
| 4. | Заключения и протоколы по испытаниям, а также свидетельства по аттестации применяемых марок сварочных материалов, технологий сварки и сварочного оборудования для монтажной сварки металлоконструкций моста |
| 5. | Журнал по монтажу металлоконструкций пролетного строения |
| 6. | Общий журнал работ |
| 7. | Журнал сварочных работ |
| 8. | Журналы выполнения монтажных соединений на высокопрочных болтах с контролируемым натяжением: -пескоструйной очистки монтажных соединений металлоконструкций; -постановки и натяжения высокопрочных болтов; -тарировки динамометрических ключей, -контроля подготовки высокопрочных болтов, гаек и шайб |
| 9. | Журнал ультразвукового контроля качества монтажных сварных стыковых соединений |
| 10. | Журнал авторского надзора разработчиков проектной документации (чертежей КМ) |
| 11. | Журнал авторского надзора разработчиков монтажной технологии сварки (Технологического Регламента) |
| 12. | Акты-рапортички выгрузки металлоконструкций |
| 13. | Журнал освидетельствования конструкций при входном контроле |
| 14. | Заключения по результатам контроля качества монтажных сварных стыковых швов неразрушающими методами (методом ультразвуковой дефектоскопии - УЗД) |
| 15. | Опись Аттестационных удостоверений рабочих-сварщиков (I уровень), производивших монтажную сварку конструкций стального моста, с указанием срока их действия |
| 16. | Опись Аттестационных удостоверений специалистов сварочного производства (II-IV уровни), допущенных к руководству и организации монтажных сварочных работ конструкций стальных мостов |
| 17. | Маркировочные схемы монтажных сварных соединений (Приложение к Журналу сварочных работ) |
| 18. | Акты сварки контрольных технологических проб |
| 19. | Акты исполнительных геодезических съёмок пространственного положения металлоконструкций (поэтапно) в процессе монтажа и сварки пролетного строения |
| 20. | Акты промежуточной и окончательной приёмки смонтированных сварных металлоконструкций пролетного строения |
| Метод сварки | Наименование сварочного оборудования |
| РД Ручная дуговая сварка | а) ВД-306Д, ВД-306ДК б) ВД-313 с тунговым регулированием в) ВД-306С1 - с раздвигающимися обмотками г) КСУ-320 - конвертор сварочный универсальный для применения с ВДМ-1202С |
| д) инверторы: STICK 350 CEL; PICO 300; Т220 АС/ДС | |
| МФ Механизированная сварка под флюсом | а) ПДГО-601 (разъем А-1231) с ВДУ-511 с горелкой А-1231-5Ф2; б) ПДГО-601 (разъем А-1231) с ВС-600 с горелкой А-1231-5Ф2; в) инверторного типа: FLEX-400, «Megatronik» и др. |
| МП, МПС, МПГ Механизированная сварка в смеси защитных газов | а) ПДГО-511 с ВД-506ДК с горелкой для сварки металлопорошковой проволокой; б) ПДГО-511 с ВДУ-511 с горелкой для сварки металлопорошковой проволокой и проволокой сплошного сечения диаметром до 1,6 мм; в) ПДГО-510 с ВДУ-511 с горелкой для сварки металлопорошковой проволокой и проволокой сплошного сечения диаметром до 1,6 мм (усиленная версия); г) ПДГО-601 с ВС-600 с горелкой для сварки проволокой сплошного сечения диаметром до 2 мм; д) сварочное оборудование инверторного типа: FALTIG-400 АС/ДС, SINERMIG-401 |
| АФ Автоматическая сварка под флюсом (Iсв £ 750А) | а) ТС-16 с ВДУ-1250; б) АДФ-1250 с ВДУ-1250 |
| в) ТС-30 с ВДУ-1250; г) ТС-17МУ с ВДУ-1250; д) АДФ-1002 с ВДУ-1250 | |
| АФ Автоматическая сварка под флюсом (Iсв до 950А), в т.ч. с МХП | а) ТС-16 с ВДУ-1204 К (Калининградского завода электросварочного оборудования - «ЭСВА») |
| б) ТС-30 с ВДМ-1201 (ВДМ-1601) и 6РБ306 в) ТС-17МУ с ВДМ-1201 (ВДМ-1601) и 6РБ306 г) АДФ-1002 с ВДМ-1201 (ВДМ-1601) и 6РБ306 | |
| АФ, АПС, АППГ Вертикальная автоматическая сварка с принудительным формированием шва | А-1150У (порошковая проволока) с ВДУ -505, ВДУ-506, ВДУ-601 А-1150У-2 («расщеплённым» электродом) с ВДУ-505, ВДУ-506, ВДУ-601. |
| МП, МПС Вертикальная механизированная сварка с принудительным формированием шва | А-681М («коротыш») с ВДУ-505, ВДУ-506, ВДУ-601 |
Е1 Методы и объёмы испытаний контрольных сварных технологическихпроб
Е1.1 Дляпроверки качества каждой партии сварочных материалов, поступивших вмостостроительную организацию для монтажной сварки конструкций стального(сталежелезобетонного) пролётного строения моста, следует проводить испытанияконтрольных технологических проб с определением механических свойств металлашва и сварных соединений согласно указаниям 10.10настоящего СТО.
Е1.2 Прииспытании стыковых соединений на контрольных сварных технологическихпробах определяют:
а) по металлушва - предел текучести sт, временное сопротивление sЕ,относительное удлинение s5;
б) по сварномусоединению - временное сопротивление, угол статического загиба, ударную вязкостьпо оси шва и по линии сплавления KCU, твердость по Виккерсу HV.
При испытании угловыхи тавровых соединений на контрольных сварных технологических пробахопределяют:
а) твердостьпо Виккерсу (HV)сварного соединения при любых катетах швов;
б) пределтекучести, временное сопротивление и относительное удлинение для швов скатетами 12 мм и больше на образцах типа I-V по ГОСТ 6996.
При испытании стыковыхсоединений двухслойной коррозионностойкой стали на контрольных сварныхтехнологических пробах определяют:
а) по металлушва основного слоя стали 09Г2С - предел текучести, временное сопротивление иотносительное удлинение;
б) по сварномусоединению - временное сопротивление, угол статического загиба на образце споперечным швом при расположении плакирующего слоя внутри, ударную вязкость пооси шва и твердость по зонам сплавления.
На вырезанныхиз контрольных сварных стыковых и тавровых технологических проб макрошлифах,сделанных для замера твердости, проверяются также обеспечение требуемогопроектом проплавления соединяемых деталей, коэффициент формы провара, наличиеили отсутствие макротрещин и твердость HV. Глубина провара основного металла в швах тавровых, угловых инахлёсточных соединений должна быть не менее 1 мм.
Изготовлениеобразцов и определение механических свойств контрольных сварных технологическихпроб производится в соответствии с ГОСТ 6996.
Е1.3 Монтажнуюсварку и последующие испытания контрольных сварных технологических пробнеобходимо проводить:
- передначалом монтажно-сварочных работ на каждом новом объекте;
- приизменении технологии монтажной сварки металлоконструкций пролётного строения(способа сварки, формы разделки (подготовки) кромок, параметров режима сварки,комбинации сварочных материалов и т.п.);
- припоступлении на монтаж (стройплощадку) каждой новой партии сварочных материалов(сварочной проволоки, МХП, флюса и электродов);
- потребованию заказчика или проектной организации в случае появления при сваркемонтажных соединений опасных дефектов (трещин большой протяжённости, хрупкихразрушений сварных швов и т.п.) или большого количества дефектов в сварныхшвах.
Е1.4 Сваркуконтрольных технологических проб выполняют для стыковых соединений металла всехмарок и каждой указанной далее группы толщин, применяемых в монтажныхсоединениях конкретного пролётного строения, если иное не указано впроектно-технологической документации.
Для стыковыхсоединений контрольные технологические пробы сваривают из листа одной из толщиндля каждой группы:
I группа - 10;12; 16 мм;
II группа -20; 25 мм;
III группа -32; 40; 50 мм.
Сваркуконтрольных тавровых и угловых технологических проб следует выполнять изметалла максимальных и минимальных толщин, применяемых в конкретном пролётномстроении в сочетании с проектными катетами углового шва, обеспечивающихполучение максимальных и минимальных скоростей охлаждения.
Е1.5 Мостостроительнаяорганизация при заказе стальных мостовых конструкций должна предусматриватьтакже заказ металлопроката для контрольных сварных стыковых и тавровыхтехнологических проб на конкретный объект.
Рекомендуетсядлину пластин для контрольных сварных стыковых технологических проб приниматьравной 1000 мм, но не менее 700 мм. Ширина каждой пластины должна быть:
не менее 300мм - при толщине металла до 20 мм включительно;
не менее 350мм - при толщине металла от 22 до 50 мм.
При вырезкепластин для контрольных проб необходимо, чтобы направление прокатки металлабыло поперёк сварного шва.
Мостостроительнаяорганизация должна также заказывать комплект выводных планок для монтажныхсварных соединений конкретного объекта и, при необходимости, различныесборочно-технологические приспособления по чертежам монтажной организации.
Поставляемыйметаллопрокат для контрольных сварных технологических проб должен вобязательном порядке сопровождаться сертификатами.
Е1.6 Сваркуконтрольных технологических проб выполняют в обязательном порядке настройплощадке конкретного объекта, при фактических параметрах электроэнергии«по высокой стороне» на участке, в реальных климатических условиях монтажа поуказаниям Технологического регламента на монтажную сварку металлоконструкций пролётногостроения конкретного объекта.
Сваркуконтрольных технологических проб выполняют аттестованные на I уровень сварщикимонтажной организации в присутствии руководителя сварочных работ. Сварныеконтрольные технологические пробы должны быть проконтролированы внешнимосмотром, а стыковые, кроме того, должны быть подвергнуты ультразвуковомуконтролю и замаркированы.
Контрольныесварные технологические пробы, имеющие в швах недопустимые наружные иливнутренние дефекты, а также несовпадение плоскостей листов в сварном стыковомсоединении толщиной tболее 0,05t (дляt = 12-20 мм) иболее 1,0 мм (для t= 25-50 мм), или недопустимую стрелу поперечного изгиба пробы - к отправке наиспытания не принимаются. По факту сварки контрольных технологических проб накаждую пробу составляется акт по форме, указанной в приложении И настоящего СТО.
Е1.7 При вырезке заготовок образцов для испытаний изконтрольной сварной технологической пробы концевые участки шва длиной 40 и 80мм, соответственно в начале и в конце шва, для изготовления образцов неиспользуют (рисунок Е1). Окончательную обработку образцов следует выполнятьмеханическим способом с принятием мер, предупреждающих поверхностное упрочнениеили чрезмерный нагрев металла. На поверхности образца не должно быть рисок илинадрезов, расположенных поперек его продольной оси.
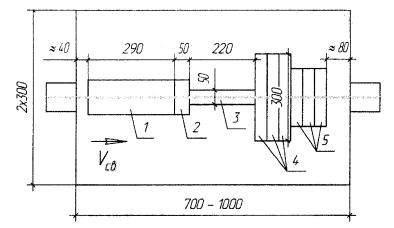
1 - образцы на ударный изгиб; 2 - макрошлифы; 3 - цилиндрическиеобразцы; 4 - плоско-разрывные образцы; 5 - гибовые образцы
Рисунок Е1 - Схема вырезки образцов из стыкового соединения
Резка образцовна ножницах не допускается.
При вырезкеобразцов газовой резкой необходимо предусмотреть припуски, исключающие влияниетеплового воздействия на металл шва и околошовной зоны: не менее 8 мм притолщине металла 10...16 мм и не менее 14 мм при толщине металла 20...50 мм отрабочей части каждого образца.
Усиление шва вплоских образцах должно сниматься заподлицо с основным металлом механическимспособом с двух сторон в направлении поперёк шва.
Е1.8 Дляопределения механических свойств должны изготавливаться образцы согласно ГОСТ 6996.По каждому виду испытаний должно быть изготовлено не менее трёх образцов, а дляиспытаний на ударный изгиб - по 6 образцов с надрезом по оси шва и по линиисплавления.
Е1.9 Дляиспытания на статическое растяжение изготавливают:
цилиндрическиеобразцы типов I и II (рисунок Е2, таблица Е1).
плоскиеобразцы типа XII или XIII (рисунок Е3, таблица Е2).
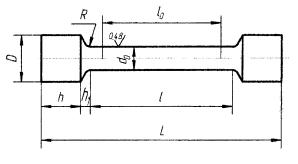
Рисунок Е2 - Образец для испытания металла шва на статическоерастяжение
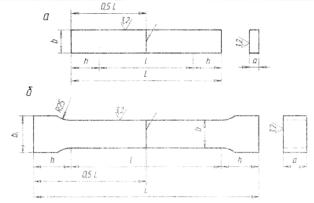
а - образец XII типа; б - образец XIII типа.
Рисунок Е3 - Образцы для определения равнопрочности сварного соединения пpи растяжении
Таблица E1
Размеры в мм
| Тип образца | d0 | К | D | h | h1 | R | lo | l | L |
| I | 3±0,1 | 0,03 | 6 | 4 | 2,0 | 1,0 | 15 | 18 | 30±1 |
| II | 6±0,1 | 0,03 | 12 | 10 | 2,5 | 1,5 | 30 | 36 | 61±1 |
| Примечание - Здесь К - допускаемая разность наибольшего и наименьшего диаметров на длине рабочей части образца | |||||||||
Таблица Е2
Размеры в мм
| Толщина основного металла | Ширина рабочей части образца, b | Ширина захватной части образца, b1 | Длина рабочей часта образца, l | Общая длина образна, L |
| От 10 до 25 | 25±0,5 | 35 | 100 | L = l + 2h (ХII) |
| Более 25 до 50 | 30±0,5 | 40 | 160 | L = l + 2h + 30 (ХIII) |
| Примечание - Длину h захватной части образца устанавливают в зависимости от конструкции испытательной машины. | ||||
E1.10 На статический изгиб с поперечным швомизготавливают образцы типа XXVII или XXVIII (рисунок Е4, таблица Е3)
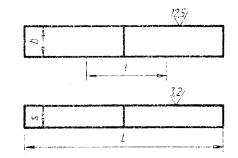
Рисунок Е4 - Образец для испытания сварного соединения настатический изгиб
Таблица Е3
Размеры в мм
| Тип образца | Толщина основного металла, S | Ширина образца, b | Общая длина образца, L | Длина рабочей части образца, l |
| XXVII | до 50 | 1,55, но не менее 10 мм | 2,5D + 80 | L/3 |
| XXVIII | от 10 до 50 | 30 | 3D + 80 | L/3 |
| Примечание - Здесь D - диаметр оправки мм. | ||||
Е1.11Для испытания на ударный изгиб изготавливают образцы типа VI или VII по ГОСТ 6996(рисунок Е5). Надрезы располагают по оси шва и по линии сплавления со стороныоблицовочного прохода в шве, выполненном односторонней сваркой, или со стороны,заваренной последней, при двусторонней сварке.
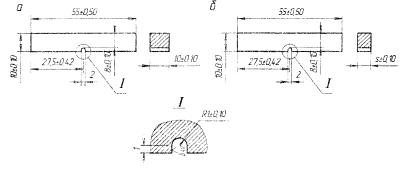
а - образец для металла шва толщиной 10 мм и более; б - образец дляметалла шва толщиной менее 10 мм
Рисунок Е5 - Образцы для испытания металла шва, зоны термического влияния (вразличных участках) на ударный изгиб
Заготовки дляобразцов со стороны расположения надреза обрабатывают фрезерованием на глубинуне более 1 мм от поверхности проката.
Разметку длянанесения надреза по оси шва и по линии сплавления производят по макрошлифам,изготовленным на боковых гранях сечением 10´10 мм, обработанныхшлифованием с чистотой поверхности не ниже Rz0,4.
Надрезы наобразцах Менаже следует выполнять способами, обеспечивающими строгое соблюдениегеометрии надреза по ГОСТ 6996для автодорожных, городских и пешеходных мостов. Для железнодорожных исовмещенных мостов надрезы выполняют специальными дисковыми фрезами.
При разметке ивыполнении надреза по линии сплавления необходимо, чтобы основание надрезаупиралось в линию сплавления шва с основным металлом на глубине 2 мм от верхнейплоскости образца на его обеих боковых гранях. Образцы, не удовлетворяющиеданному требованию, к испытаниям не допускаются.
Приавтоматической сварке вертикальных (наклонных) стыковых соединений спринудительным формированием шва, надрезы в этих образцах располагают вдольтолщины листа (см. рисунок 15 ГОСТ 6996).
Е1.12 Дляизготовления макрошлифов и замеров твердости металла сварного соединениявырезают темплеты, включающие металл шва, околошовную зону и основной металл(рисунок Е6).
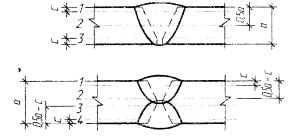
а - толщина основного металла, мм; с - от 2 до 4 мм.
Рисунок Е6 - Образцы для определения твердости сварногосоединения
Е1.13 Передиспытанием все готовые образцы должны быть тщательно осмотрены, замерены,замаркированы. На образцах не должно быть видимых дефектов сварки (пор,шлаковых включений, непроваров, подрезов, трещин), грубых рисок от обработки,выводящих образец за указанный класс чистоты поверхности, перекоса головок,изгиба, неправильного расположения надреза и отступлений по размерам. Образцы суказанными дефектами бракуются и заменяются новыми.
Е1.14Проведение испытаний на растяжение, статический и ударный изгиб, точностьизмерения образцов, соблюдение требований к испытательным машинам, обмеробразцов после испытаний, подсчет результатов испытаний и определениемеханических характеристик должны соответствовать:
а) прииспытании на статическое растяжение при нормальной температуре - ГОСТ 1497; ГОСТ 6996;
б) прииспытании на статический изгиб - ГОСТ 14019 и ГОСТ 6996;
в) прииспытаниях на ударный изгиб (ударную вязкость) - ГОСТ9454, ГОСТ 6996.
При оценкеударной вязкости по металлу шва и по линии сплавления сварных соединенийрезультаты испытаний считаются положительными, если по каждому образцу полученызначения ударной вязкости не менее 29 Дж/см2. При этом, у одного изшести образцов с надрезом по линии сплавления допускается значение ударнойвязкости не менее 24 Дж/см2, Снижение ударной вязкости менее 29Дж/см2 у образцов с надрезом по оси шва не допускается.
В случаеневыполнения указанного условия проводятся повторные испытания на удвоенномколичестве образцов. При повторных испытаниях на образцах с надрезом по линиисплавления допускается значение ударной вязкости не менее 24 Дж/см2у двух из 12 испытанных образцов. Для образцов с надрезом по оси шва снижениеударной вязкости при повторных испытаниях не допускается.
Результатповторных испытаний является окончательным.
Е1.15Твердость металла сварного соединения замеряют на макрошлифах, включающихметалл шва, зону термического влияния и основной металл. При подготовкеповерхности шлифа необходимо принимать меры против возможного изменениятвердости испытуемого образца вследствие нагрева или наклепа поверхности примеханической обработке.
Твердостьизмеряют по Виккерсу ГОСТ 2999или по Роквеллу ГОСТ 9013 наприборах, допущенных к работе госповерителем. Класс шероховатости по ГОСТ2789 измеряемой поверхности макрошлифов образцов должен быть не ниже 10 (Rz0,4 - 0,8) приизмерении по Виккерсу и не ниже 6 (Rz6,3 - 10) при измерении по Роквеллу. Сопоставлениеединиц твердости по Виккерсу, Роквеллу и Бринеллю приведено в приложении Ж (пункт 19).
Замерытвердости следует производить по схемам, представленным на рисунке Е6;число точек по намеченным линиям при замерах твердости каждой зоны (шва, зонытермического влияния, включая линию сплавления, основного металла) должно бытьне менее четырех.
Е1.16Испытания образцов сварных соединений считаются недействительными:
- при разрывеобразца по кернам (рискам), если при этом какая-либо характеристика по своейвеличине не отвечает установленным требованиям;
- при разрывеобразца в захватах испытательной машины или за пределами расчетной длины (приопределении относительного удлинения);
- приобразовании двух и более мест разрыва;
- при разрывеобразца по дефекту;
- приобнаружении ошибок в проведении испытаний или записи результатов испытаний.
В указанныхслучаях испытание должно быть повторено на отобранных от одной и той же партииобразцах. Количество дополнительных образцов должно соответствовать числунедействительных испытаний.
Приудовлетворительных результатах испытаний (по нормативным требованиям кмеханическим свойствам) наличие шлаковых включений, пор в изломе образца впределах допусков по таблице 17 не является браковочнымпризнаком.
Наличие трещинв изломе образца при всех условиях является браковочным признаком.
Принеудовлетворительных результатах испытаний по одному или нескольким показателямсвойств испытания повторяют по этим же показателям на удвоенном числе образцов.Если и при этом результаты испытаний окажутся неудовлетворительными, то режимысварки соединений или сварочные материалы должны быть признаны непригодными.Причины отклонений должны быть установлены проверкой качества основногометалла, флюса, сварочной проволоки, электродов, а также проверкой режимовсварки. Проверку проводят путем сварки технологических проб с применениемсварочных материалов других партий и плавок.
До выясненияпричин отклонений свойств монтажных сварных соединений применение проверяемойтехнологии сварки (конкретной партии сварочных материалов и режимов сварки) длямонтажа мостовых конструкций должно быть приостановлено.
Е1.17Механические свойства монтажных сварных стыковых соединений должныудовлетворять требованиям 8.3настоящего СТО.
Е1.18 Внеобходимых случаях, по требованию заказчика или проектной организации,проводят проверку химического состава металла монтажных сварных швов. Проба дляопределения химического состава может быть взята из любой части шва нарасстоянии не меньше 50 мм от начала шва и 100 мм от конца шва. Разрешаетсябрать пробу из швов образцов, сваренных для определения механических свойств.
Перед взятиемпробы поверхность металла должна быть тщательно очищена от противокоррозионныхпокрытий, масла, ржавчины, окалины и других загрязнений.
На шве керномнамечают границы для взятия пробы. Границы должны отстоять от линии сплавленияна расстоянии 2,5-3 мм. Для установления контура при взятии пробы торцывырезанных швов шлифуют и протравливают.
Химическийсостав металла сварных швов и основного металлопроката следует выполнять методомспектрального анализа по ГОСТ22536.0. Допускается определять химический состав сварного шва и основногометалла методом химического анализа.
Взятие стружкивозможно сверлением, строганием и фрезерованием. При этом следует пользоватьсясухим и чистым инструментом, который - не должен крошиться. Стружка при отборепроб должна быть как можно мельче; брать ее надо в количестве 50 г.
Определять химическийсостав металла сварных швов и выдавать заключения по результатам анализа имеютправо организации, указанные в Е1.7настоящего СТО.
Вместе сданными по химическому составу металла швов следует указывать химический составстали и сварочной проволоки по сертификатам заводов-изготовителей, а такжемарку флюса, применяемого при сварке контрольных технологических проб
Е2 Организация неразрушающего контроля качества швов
Е2.1Приемочный контроль качества монтажных сварных швов неразрушающими методами контролявыполняют специалисты лаборатории неразрушающего контроля качества (ЛКК)мостостроительной или сторонней организации.
ЛККподчиняется непосредственно главному инженеру мостостроительной организации и всвоей деятельности должна быть независима от руководства монтажных участков,осуществляющих сборочно-сварочные работы.
ЛКК сварныхсоединений должна быть аттестована в независимых органах неразрушающегоконтроля, имеющих аккредитацию ОАО «НТЦ «Промышленная безопасность» на правовыполнения работ на объектах по пункту 7.1 перечня объектов по ПБ03-372-00 (Металлоконструкции технических устройств, зданий и сооружений),
Е2.2 ЛККорганизуется и действует на основании «Положения о ЛКК», утвержденного главныминженером мостостроительной организации.
В «Положении оЛКК» должны быть, в частности, оговорены:
- задачи ифункции ЛКК;
- права,обязанности, функции, ответственность работников ЛКК;
- перечень закрепленныхза ЛКК методов контроля;
- переченьнормативной документации, которой руководствуется ЛКК в своей деятельности;
- порядокэксплуатации, поверки (калибровки) и хранения средств неразрушающего контроля идругого оборудования ЛКК;
- порядокоформления результатов контроля и передачи результатов контроля для выработкирешений об устранении выявленных дефектов;
- порядокведения и хранения архива результатов контроля;
- порядокпредставления ведомостей (заявок) на ультра звуковой к радиографический контрольсварных швов.
Е2.3Администрация мостостроительной организации должна выделить для ЛККсоответствующее помещение для хранения, ревизии и текущего ремонтаизмерительного инструмента, дефектоскопов и преобразователей, проведенияподготовительных к контролю работ, оформления документации. Персоналу ЛККвыдают спецодежду.
Помещение ЛККдолжно быть оборудовано:
- проводкойсети переменного тока:
-стабилизатором питающего напряжения,
- шинойзаземления;
- шкафами дляповседневной, а также рабочей одежды и обуви;
- стеллажами ишкафами для размещения и хранения измерительного инструмента, аппаратуры,образцов, запасных частей, документации.
Помещениедолжно быть оснащено:
-ультразвуковыми дефектоскопами и, при необходимости, рентгено- игаммаграфической аппаратурой;
- комплектамистандартных образцов;
-вспомогательными приспособлениями для сканирования сварных соединений иизмерения характеристик выявленных дефектов;
- специальнойсправочной литературой и технической документацией;
-электроизмерительной и радиотехнической аппаратурой, запасными частями икомплектующими изделиями для текущего ремонта и проверки дефектоскопов;
- слесарным ирадиомонтажным инструментом;
- ёмкостямидля приготовления и хранения контактирующей жидкости;
- тележкамидля установки и транспортировки дефектоскопической аппаратуры;
-канцелярскими принадлежностями;
- обтирочнымматериалом и контактирующими жидкостями.
Е2.4Необходимое в ЛКК число дефектоскопов обуславливается числом бригад,функционирующих в ЛКК, и выбирается по таблице Е4.
Таблица Е4
| Число бригад | 1 | 2 | 3 | 4 | 5 |
| Число дефектоскопов | 2 | 3 | 5 | б | 8 |
Приналичии в подразделении более пяти дефектоскопов рекомендуется организоватьучасток текущего ремонта дефектоскопов и преобразователей.
Е2.5 Приконтроле в условиях строительной площадки:
- температура воздухав зоне контроля должна быть не ниже +5 °С (при необходимости следует применятьзащитные укрытия с установленными в них калориферами или теплогенераторами);
- вблизи местаконтроля не должно быть ярких источников света (работ по электросварке, резке ит.п.);
- контроль недолжен проводиться одновременно с работами, загрязняющими воздух и вызывающимивибрацию контролируемого соединения;
- должны бытьприняты меры к защите экрана дефектоскопа от попадания прямого света при работев дневное время или при основном искусственном освещении;
- принеобходимости должны быть оборудованы леса и подмости, обеспечивающие удобноевзаимное расположение дефектоскописта, аппаратуры и контролируемого соединения.
Требованияпредставителей ЛКК по созданию условий, необходимых для обеспечения надежностиконтроля, являются обязательными для исполнения.
Е2.6Ультразвуковой контроль качества монтажных сварных соединений долженпроводиться звеном из двух дефектоскопистов. Допускается выполнение контроляодним дефектоскопистом, если при этом гарантируется безопасность работы идостоверность результатов контроля.
Е2.7 Швы,проверенные каждым звеном (дефектоскопистом) за смену, должны подвергатьсявыборочному инспекционному ультразвуковому контролю в объеме 5%, но не менееодного соединения. Инспекционный контроль выполняет дефектоскопист болеевысокого разряда или уровня квалификации. В случае обнаружения приинспекционном контроле неправильной оценки качества сварные швы, проверенныеданным звеном (дефектоскопистом), должны быть подвергнуты этим звеномповторному контролю с выдачей новых заключений.
Е3 Способы прозвучивания и чувствительностьоценки при контроле стыковых соединений листов толщиной d= 10¸20мм
Способыпрозвучивания преобразователями, выпускаемыми промышленностью (п = 15 мм)

Примечания 1 Контролю подлежат соединения при условии, что b1 + b2 £ 4,3d - 36;
2Контроль вести с двух сторон шва одной плоскости.
Испытательные образцы для настройки чувствительности
1.Изготавливается из образна контролируемого соединения
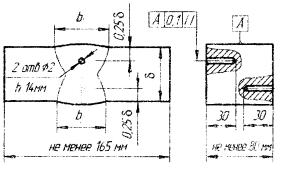
2.Изготавливается из материала контролируемого соединения
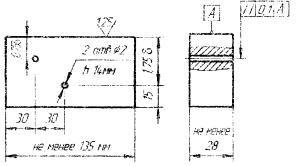
Порядокнастройки чувствительности оценки, которой соответствует показание аттенюатора|NXO|= |N0|- |DN| - |Кg|
1. Измеритьамплитуду эхо-сигнала от соответствующего цилиндрического отражателя виспытательном образце |N0|,отр.дБ.
2. Уменьшить показание аттенюатора на величину поправкичувствительности Кg, определяемой по таблице:
| d, мм | 10 | 12 | 14 | 16 | 18 | 20 | |
| Кg | m = 0 | 4 | 5 | 5 | 6 | 7 | 8 |
| m = 1 | 8 | 8 | 9 | 9 | 9 | 10 | |
3.Уменьшить показание аттенюатора на величину DN.
4. Убедиться.что мёртвая зона М £ 3 мм.
Примечание.При применении испытательного образца первого вида DN = 0; при применениииспытательного образца которого вида DN определяетсяпо подразделу Е6 приложенияЕ.
Е4 Способы прозвучивания и чувствительностьоценки при контроле стыковых соединений листов толщиной d= 21¸50мм
Способыпрозвучивания преобразователями, выпускаемыми промышленностью (п = 15мм)
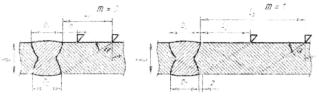
| d, мм | a1, рад | a2, град | z, мм | L1 | L2 | L3 | Условия прозвучивания |
| 20-30 | 65±2 | 65±2 | 3 | 2,15d | 2,15d + 3 | 4,3d | b1 + b2£ 4,3d - 36 |
| 30-50 | 65±2 | 50±2 | 5 | 2,15d | 1,19d + 5 | 2,4d | 0,47b1 + 0,84b2 £ 2d - 22,5 |
Примечания 1 Контролю подлежат соединения присоблюдении условия прозвучиваемости.
2Контроль вести с двух сторон шва одной плоскости.
Порядокнастройки чувствительности оценки, которой соответствует показание аттенюатора|NXO|= |N0|+ Кg- |DN|:
1. Измеритьамплитуду эхо-сигнала от цилиндрического отражателя на глубине 44 мм встандартном образце ГСО-2 или OCO-23|N0|, дБ.
2. Определитьно соответствующей SKN-диаграммезначение Кgдля Sэ= 3 мм2 и Н0 = 0,75dпри т = 0 и Н0 = 1,75dпри при т = 1.
3. Уменьшитьпоказание аттенюатора на значение Кg, если величина Кg отрицательная,или увеличить показание аттенюатора на значение Кg, если величинаего положительная.
4. Уменьшитьпоказание аттенюатора на величину DN.
5. Убедиться, чтомертвая зона М £ 3 мм при a = 65°±2° и М £8 мм при a = 50°±2°.
ПримечаниеDN определяется по подразделу Е6приложения Е.
Е5 Способы прозвучивания и чувствительность оценки при контролестыковых соединений двухлистовых пакетов толщиной dS= 30-80 мм
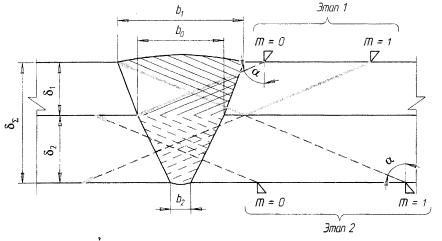
Контроль соединения выполняют в два этапа:
Этап 1 - контроль с верхней плоскости пакета листов;
Этап 2 - контроль с нижней плоскости пакета листов
На этапе 1контролируют по типовой методике для стыкового соединения толщиной d1с валиками шва размерами b1и b0.
На этапе 2контролируют по типовой методике для стыкового соединения толщиной d2с валиками шва размерами b2и b0.
На каждомэтапе контроль следует вести с двух сторон шва одной плоскости.
Параметры a, L1, L2, L3, NXO определяются взависимости от значений толщин d1 и d2 поподразделам Е.3или Е.4приложения Е.
DN определяют для каждой плоскости по подразделу Е6 приложения Е.
Е6 Методика оценки отношения коэффициентовпрозрачности
Отношение DN (вдецибелах) коэффициентов прозрачности границы призмы преобразователя - металлконтролируемого соединения и границы призмы преобразователя - металл образца,может быть оценено как разность между амплитудой эхо-сигнала от двугранногоугла контролируемого соединения Nс и амплитудой эхо-сигнала от двугранного углаобразца N0,если толщина контролируемого соединения и толщина образца не отличаются болеечем на ±10%, т.е. |DN| = |Nс - N0|.
Есликонтролируемое соединение и стандартный образец СО-2 (или СО-3Р) имеютразличную толщину, то в образце контролируемого соединения на глубине 15 или 44мм высверливают цилиндрическое отверстие диаметром 6 мм.
Есликонтролируемое соединение и испытательный образец второго вида имеют различнуютолщину, то в образце контролируемого соединения высверливают цилиндрическоеотверстие диаметром 2 мм на глубине, равной глубине расположения одного изотверстий в испытательном образце. Отношение DN коэффициентовпрозрачности оценивают как разность амплитуд эхо-сигналов от цилиндрическогоотражателя, выполненного в образце контролируемого соединения Nс, ицилиндрического отражателя в стандартном или испытательном образце N0, т.е. |DN| = |Nс - N0|.
Измерения Nс и N0 выполняютне менее трех раз.
Если покаким-либо причинам нельзя оценить отношение коэффициентов прозрачности, то дляповерхности проката принимают |DN| = 6 дБ.
Е7 Способы прозвучивания и чувствительность оценки при контролесварных тавровых соединений с полным проваром
Контрольсоединения выполняют в два этапа:
этап 1 -контроль корня шва на отсутствие непровара;
этап 2 -контроль сечений, прилегающих к валику, прямым и однократно отражённым лучом.
ЭТАП 1
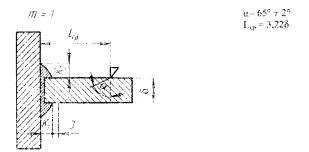
ЭТАП 2
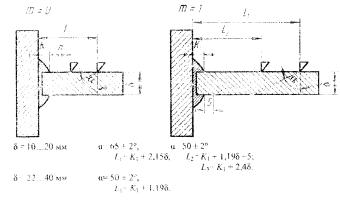
Чувствительностьоценки и мёртвую зону определяют в зависимости от толщины d привариваемоголиста с учетом приложений Б и В.
Примечание1 При d £ 20 мм следует использоватьиспытательный образец второго вида с расположением отражателей на глубине Н01= 0,75d + 0,5К2; Н02= 1,5d; Н03 =1,75d + 0,5К2;ориентировочные значения Кg приведены в таблице.
| d, мм | т | 10 | 12 | 14 | 16 | 18 | 20 | ||
|
|
| a1 = 65° | 0 | 6 | 6 | 8 | 8 | 8 | 8 |
|
| К2 = 0,5 | aср = 65° | 1 | 8 | 8 | 10 | 10 | 10 | 10 |
| | Кg | |
| a2 = 50° | 1 | 6 | 8 | 8 | 8 | 10 | 10 |
|
|
| a1 = 65° | 0 | 6 | 8 | 8 | 8 | 10 | 10 |
|
| К2 = 0,9 | aср = 65° | 1 | 8 | 8 | 10 | 10 | 10 | 10 |
|
|
| a2 = 50° | 1 | 6 | 8 | 8 | 8 | 10 | 10 |
2 При d ³ 22 мм следует использовать образны СО-2 или СО-2Р ссоответствующими SKN-диаграммами: значения Кg определяют по SKN-диаграмме для S0 = 3 мм2и Н0 = 0,75d + 0,5К2; Н0 = 1,5d; Н0 = 1,75d + 0,5К2 в зависимости от этапаконтроля и способа прозвучивания.
Ж1. Рулетки измерительные металлические со штриховыми шкалами по ГОСТ7502 2-го класса точности.
| Конструкция | Типоразмер | Допускаемые отклонения действительной длины (±), мм, не более |
|
| 2-й класс | |
| В закрытом корпусе (РЗ) | Р3-2 | 0,4 |
|
| Р3-5 | 1,0 |
|
| Р3-10 | 1,0 |
|
| Р3-20 | 2,0 |
|
| Р3-30 | 3,0 |
|
| Р3-50 | 5,0 |
| На крестовине (РК) | РК-50 | 5,0 |
|
| РК-75 | 7,5 |
|
| РК-100 | 10,0 |
| На вилке (РВ) | РВ-20 | 2,0 |
|
| РВ-30 | 3,0 |
|
| РВ-50 | 5,0 |
| Порядок измерений: |
|
|
| Дециметровые и метровые | Все | 0,3 |
| Сантиметровые | Все | 0,2 |
| Миллиметровые | Все | 0,1 |
Ж2. Ручные лазерные рулетки (безотражательные дальномеры)
| Техническая характеристика | Модель | |||||
| TruPuiso 200В | Disto А2 | Disto A3 | Disto А5 | Disto А6 | Disto А8 | |
| Точность | ±30 см | ±1,5 мм* | ±1,5 мм | ±2 мм | ±1,5 мм | |
| Дальность, м | 1000 | 0,05-60 | 0,05-100 | 0,05-200 | 0,2-200 | |
| Дисплей | LCD в поле зрения трубы | 2-строчный | 4-строчный | |||
| Видоискатель | оптическое увеличение 7х | нет | оптическое увеличение 4´ | цифровое увеличение 3´ | ||
| Угол наклона | есть | нет | есть | |||
| Интерфейс | Bluetooth | нет | Bluetooth | нет | ||
| Габариты, мм | 120´50´30 | 124´55´35 | 135´45´31 | 148´84´36 | 148´64´36 | 148´64´36 |
| Вес, г | 220 | 152 | 145 | 241 | 270 | 280 |
| Пыле- и влагозащита | IP54 | Исследования не проводились | ГР54 | |||
| Источник питания | 2 батарейки АА | 1 батарейка Крона 9В | 2 батарейки АА | |||
| Время работы | до 7500 измерений* | до 5000 измерений | до 10000 измерений | до 15000 измерений | до 15000 измерений* | до 5000 измерений |
| Рабочая температура, °С | -20 - +80 | -0 - +40 | -10 - +50 | |||
| * Внутри помещений, при хороших условиях видимости, на расстоянии до 12 м. | ||||||
Ж3. Линейки измерительные металлические со штриховыми шкалами ГОСТ427.
| Длина, мм | 150 | 300 | 500 | 1000 |
| Допускаемые отклонения общей длины линеек и расстояния от любою штриха до начала или конца шкалы, мм | ±0,1 | ±0,1 | ±0,15 | ±0,2 |
| Цена деления, мм | 0,5 и 1 | 0,5 и 3 | 0,5 и 1 | 0,5 и 1 |
| Отклонение от номинальных значений длин отдельных сантиметровых делений, мм | ±0,1 | ±0,1 | ±0,1 | ±0,1 |
| То же миллиметровых делений, мм | -0.05 | -0,05 | +0,05 | +0,05 |
Ж4. Лазерная линейка
Техническиехарактеристики:
| Марка | LM - 63 А |
| Тип луча | прямая линия |
| Электропитание, В | 110/220 |
| Длина волны, нм | 635 ±10 |
| Выходная мощность, мВт | 1 |
| Температура окружающей среды, градусы | 10-45 |
| Рабочая сила тока, мА | 40-60 |
| Ширина луча на длине до 5 м, мм | 2 ±0,5 |
| Эффективная длина луча м | 10 |
| Размеры (Д ´ Ш ´ В), мм | 113´38´38 |
Ж5. Штангенциркули по ГОСТ 166 и штангенглубиномерыпо ГОСТ 162.
Штангенциркули
| Параметр | ШЦ-I, ШЦТ-I | ШЦ-II | ШЦ-III |
| Значение отсчета по нониусу (один нониус), мм | 0,1 | 0,05 0,1 | 0,1 |
| Пределы измерений, мм | 0...125 | 0...160 0...200 0...250 | 0...315, 0...400, 0...500, 250...630, 250...800, 320...1000, 500...1250 |
ШЦ-I- двусторонний с глубиномером;
ШЦТ-I -односторонний с покрытием из твердого сплава, с глубиномером
ШЦ-II - двусторонний (рисунокЖ1);
ШЦ-III -односторонний (рисунок Ж2).
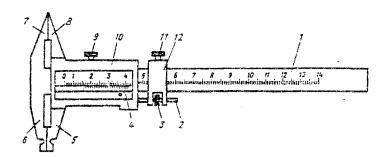
1 - штанга; 2 - микрометрический винт; 3 - гайка; 4 - нониус; 5 и 6- губки нижние; 7 и 8 - губки верхние, 9 и 11 - стопорные винты; 10 - рамка; 12– хомутик
Рисунок Ж1 - Штангенциркуль ШЦ-IIс точностью отсчета по нониусу 0,05 мм
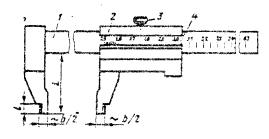
1 - штанга; 2- рамка; 3 зажим рамки; 4 – нониус
Рисунок Ж2 - Штангенциркуль ШЦ-III с точностью отсчета по нониусу 0,10 мм
Ж6. Штангенглубиномеры(рисунок Ж3) со значениями отсчета по нониусу 0,05 мм предназначены дляизмерения глубин до 400 мм. Длина основания 120 мм. Пределы измерений 0... 160,0...200, 0...250, 0...315, 0...400.
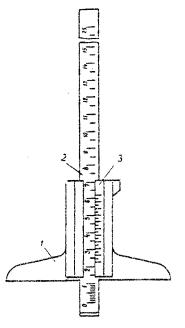
1 - рамка; 2 - штанга; 3 – нониус
Рисунок Ж3 - Штангенглубиномер
Ж7.Штангенрейсмасы по ГОСТ 164-90 применяют дляизмерений и разметки размеров до 2500 мм. Прибор (рисунок Ж4) имеет значенияотсчета по нониусу 0,05 и 0,1 мм, а также следующие пределы измерений, мм:0...250, 40...400, 60...630, 100...1000, 600...1600, 500...2500.
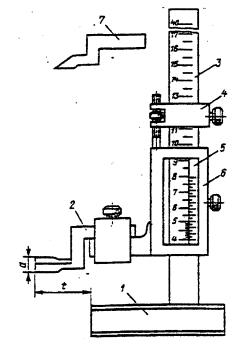
1 - основание; 2 - измерительная ножка; 3 - штанга; 4 -микрометрическая подача; 5 - нониус; 6 - рамка; 7 - разметочная ножка
Рисунок Ж4 - Штангенрейсмас
Ж8. Микрометрырычажные по ГОСТ 4381-87изготовляют с верхним пределом измерений до 2000 мм и отсчетным устройством сценой деления 0,002 и 0,01 мм. Типы рычажных микрометров:
MP - для измерения наружных размеров до 100 мм включительно (рисунок Ж5,а);
МРЗ - зубомерные (рисунок Ж5, б) ;
МРИ - сотсчетным устройством для измерения размеров до 2000 мм (рисунок Ж5, в).
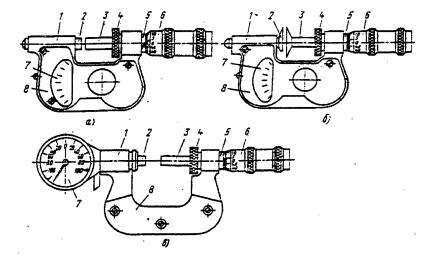
1 - скоба; 2 - подвижная пятка; 3 - микрометрический винт; 4 - стопор;5 - стебель; 6 - барабан; 7 - отсчётное устройство; 8 - теплоизоляционнаянакладка
Рисунок Ж5 - Микрометры рычажные
Основные параметры рычажных микрометров, мм
| Тип микрометра | Пределы измерений | Отсчётное устройство | Цена деления барабана микрометра | Перемещение микрометрического винта | |
| цена деления | диапазон показаний, не менее | ||||
| MP | 0...25; 25...50; 50...75; 75...100 | 0,002 | ±0,14 | 0,01 | 25 |
| МРЗ | 0...20 20...45 | 0,002 | ±0,14 | 0,01 | 20 25 |
| МРИ | 100...125; 125...150; 150...200; 200...250; 250...300; 300...400; 400...500 | 0,002 | ±0,1 | 0,01 | 25 |
| 300...400; 400...500; 500...600 | 0,01 | 2 | 0,01 | 25 | |
| 600...700; 700...800; 800...900; 900...1000 | 0,01 | 5 | 0,01 | 25 | |
| 1000...1200; 1200...1400; 1400...1600; 1600...1800; 1800...2000 | 0,01 | 10 | 0,01 | 25 | |
Ж9.Микрометры с ценой деления 0,01 мм по ГОСТ 6507 изготовляют следующихтипов:
МК - гладкие дляизмерения наружных размеров, рисунок Ж6;
МЛ - листовыес циферблатом дня измерения толщины листов и лент, рисунок Ж7;
МТ - трубныедля измерения толщины стенок груб диаметром от 8 мм и более рисунок Ж8;
МЗ -зубомерные для контроля длины обшей нормали зубчатых колес с модулем от 1 мм,рисунок Ж9
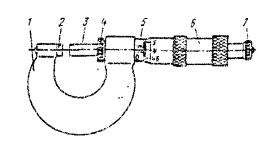
1 - скоба; 2 - пятка; 3 - микрометрический винт; 4 - стопор; 5 -стебель; 6 - барабан; 7 - трещотка (фрикцион)
Рисунок Ж6 - Микрометр типа МК
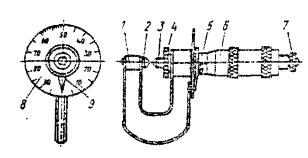
1 - скоба; 2 - пятка; 3 - микрометрический винт, 4 - стопор; 5 - стебель;6 - барабан; 7 - трещотка (фрикцион), 8 - циферблат; 9 – стрелка
Рисунок Ж7 - Микрометр тина МЛ
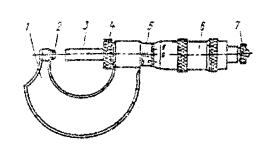
1 - скоба; 2 - пятка; 3 - микрометрический винт; 4 - стопор; 5 -стебель; 6 - барабан; 7 - трещотка (фрикцион)
Рисунок Ж8 Микрометр типа МТ
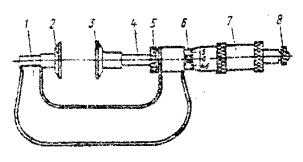
1 - скоба; 2 - пятка, 3 - измерительная губка; 4 - микрометрическийвинт; 5 - стопор; 6 - стебель, 7 - барабан; 8 - трещотка (фрикцион)
Рисунок Ж9 - Микрометр типа МЗ
Основные параметры микрометров по ГОСТ 6507
| Тип | Пределы измерений, мм | Шаг микрометрического винта, мм | Измерительное перемещение микрометрического винта, мм | Измерительное усилие, КН |
| МК | 0...25, 25...50, 50...75, 75...100, 100...125, 125...150, 150..,175, 175...200. 200...225, 225...250, 250...275, 275...300, 300...400, 400...500, 500...600 | 0,5 | 25 | 500...900 |
| МЛ | 0...5 0...10 0...25 | 3,0 | 5 10 25 | 300...700 |
| МТ | 0...25 | 0,5 | 25 | 300...700 |
| МЗ | 0...25, 25...50, 50...75, 75...100 | 0,5 | 25 | 300...700 |
Ж10.Нутромеры микрометрические по ГОСТ 10-88 предназначеныдля измерения диаметров отверстий и других внутренних размеров более 50 мм. Дляувеличения предела измерения нутромера снимают гайку 2 (рисунок Ж10) и вместонее навинчивают удлинители, входящие в комплект нутромера. Диапазон измеренийнутромеров по ГОСТ 10-88:50...125, 125...200, 200...325, 325...500, 500...800, 800...1250, 1250...1600,1600...2000, 2000...2500, 2500...3150, 3150...4000, 4000...5000, 5000...6000 мм.Нутромеры с верхним пределом измерения более 2500 мм должны поставляться смикрометрической головкой, оснащенной индикатором часового типа класса 0.
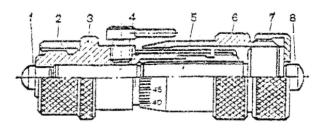
1 - измерительный наконечник; 2 - гайка ; 3 - стебель; 4 - стопор;5 - микрометрический винт, 6 - барабан; 7 - установочная гайка; 8 -измерительный наконечник
Рисунок Ж10 - Микрометрический нутромер
Ж11. Толщиномер ультразвуковой для замера толщины металлаТехнические характеристики
| Характеристика | А1207 (А1207С) | А1208 | А1209 |
| Диапазон измеряемой толщины (по стали), мм | 0,8...35 | 0,8...300 | 0,6...300 |
| Дискретность индикации толщины, мм | 0,1 | 0,80...9,99 мм-0,01 10,0...300 мм- 0,1 | 0,6...20 мм с преобразователем на 10 МГц-0,1; 0,9...300 мм с преобразователем на 5 МГц-0,01 |
| Диапазон настроек скорости ультразвука, м/с | 1000...9000 | 1000...9000 | 1000...9999 |
| Диаметр рабочей поверхности преобразователя | Не указан | Не указан | 6 мм - на 10 МГц 12 мм - на 5 МГц |
| Продолжительность непрерывной работы от полностью заряженного аккумулятора, ч | 24 | 35 | 100 |
| Условия эксплуатации: |
|
|
|
| диапазон рабочих температур, °С | минус 30 плюс 50 | минус 30...плюс 55 | минус 20...плюс 50 |
| относительная влажность воздуха | 85% при t плюс 25 °С |
| 95% при t плюс 35 °С |
| атмосферное давление, кПа | 84...107 |
| 84...107 |
| Габаритные размеры, мм | 143´26´18 | 120´65´25 | 127´66´30 |
| Тип дисплея | светодиодный | светодиодный | ж/к |
| Масса электронного блока, г | 55 | 155 | 330 |
Ж12.Глубиномеры микрометрические по ГОСТ 7470-92используют для измерения глубин глухих отверстий, пазов, высот и уступов до 150мм, (рисунок Ж11)
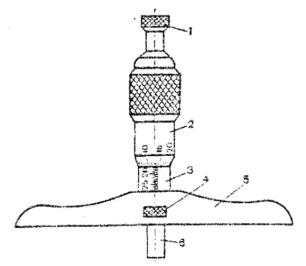
1 - трещотка, 2 - барабан; 3 - стебель; 4 - стопор; 5 - траверса: 6- измерительный сменный стержень
Рисунок Ж11 - Микрометрический глубиномер
Ж13. Щупы ТУ2-034-225-87 используют для определения величины зазоров с точностью до 0,01мм. Их изготовляют длиной 100 и 200 мм и шириной 10 мм и толщиной 0,02...1 мм,классы точности 1 и 2, наборы № 1, 2, 3, 4 - для щупов длиной 300 мм. Щупыдлиной 200 мм выпускают отдельными пластинами.
Ж14. Линейкиповерочные по ГОСТ 8026-92 изготовляютследующих типов
ЛТ - лекальныетрехгранные;
ЛЧ - лекальныечетырехгранные:
ШП - с широкорабочей поверхностью прямоугольного сечения;
ШД - с широкойрабочей поверхностью двутаврового сечения.
Основные размеры и классы точности поверочных линеек
ГОСТ8026
| Тип | Эскиз | Размер, мм | Класс точности |
|
|
|
| L | В |
|
| ЛТ |
| 200 320 500 | 26 30 40 | 0; 1 |
| ЛЧ |
| 200 320 500 | 20 25 35 | 0; 1 |
| ШП |
| 250 400 630 | 5 6 10 | 0; 1; 2 |
| ШД |
| 630 1000 1600 2000 2500 3000 4000 | 14 16 18 18 20 20 30 | 0; 1; 2 |
Ж15.Угольники поверочные 90° ГОСТ 3749-77 типов УЛ- лекальные, УЛП - лекальные плоские, УЛЦ - лекальные цилиндрические, УП -слесарные плоские, УШ - слесарные с широким основанием (рисунок Ж12). Угольникитипа УЛЦ имеют следующие размеры, мм:
Н 160 250 400 630
Д 80 100 125 160.
Основные размеры угольников, мм
| Тип | Н | L |
| Тип | Н | L |
| УЛ; УЛП; УП; УШ | 60 | 40 |
| УП; УШ | 400 | 250 |
|
| 100 | 60 |
|
|
|
|
|
| 160 | 100 |
|
|
|
|
| УЛП; УП; УШ | 250 | 160 |
| УШ | 630 | 400 |
|
|
|
|
|
| 1000 | 630 |
|
|
|
|
|
| 1600 | 1000 |
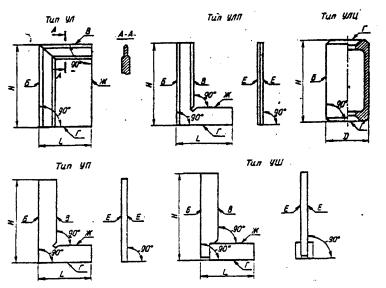
Б, В - измерительные поверхности угольников; Г, Ж- опорныеповерхности; Е - боковые поверхности
Рисунок Ж12 -Угольники поверочные
Ж16. Угломерыс нониусом ГОСТ5378-88 применяют для измерения углов и приготовляют двух типов: УН - дляизмерения наружных углов от 0 до 180° и внутренних - от 40 до 180° (рисунокЖ13) с величиной отсчета по нониусу 2' и 5'; УМ - для измерения только наружныхуглов от 0 до 180° (рисунок Ж14) с величиной отсчета по нониусу 2', 5', 15'.Цена деления шкалы основания угломеров должна быть 1°.
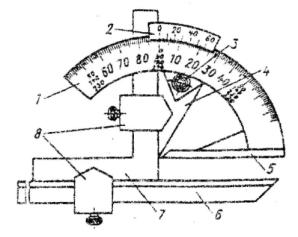
1 - основание; 2 - нониус; 3 - стопор; 4 - сектор, 5 - линейкаоснования; 6 - линейка съемная; 7 - угольник; 8 – державка
Рисунок Ж13 - Угломер УН
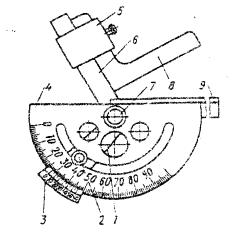
1 - сектор, 2 - стопор; 3 нониус; 4 - основание, 5 - державка; 6 -линейка подвижная; 7 - ось; 8 - угольник; 9 - линейка съемная
Рисунок Ж14 Угломер УМ
Ж17. Калибрыдля контроля отверстий. Пробки двусторонние с неполными непроходными вставкамипоказаны на рисунке Ж15,а. Ими измеряют отверстия диаметром 6-50 мм.
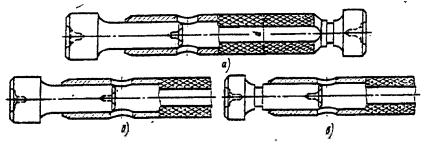
пробки: а - двусторонние; б - проходные; в – непроходные
Рисунок Ж15 - Пробка со вставками
Пробки проходныесо вставками (рисунок Ж15, б) применяют для контроля отверстий диаметром50...75 мм.
Пробкинепроходные с неполными вставками (рисунок Ж15, в) применяют для контроляотверстий диаметром 50...100 мм.
Пробки снасадками двусторонние (рисунок Ж16, а), проходные (рисунок Ж16, б) инепроходные (рисунок Ж16, в) изготовляют для контроля отверстий диаметром50...100 мм.
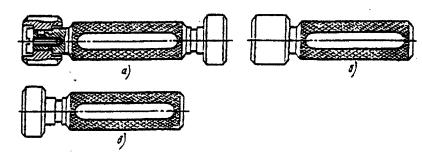
пробки: а - двусторонние; б - проходные; в – непроходные
Рисунок Ж16 - Пробки с насадками
Ж18.Геодезический инструмент.
Теодолиты по ГОСТ 10529:
теодолитточный Т-2 (ТБ-1);
теодолиттехнический Т-15 (Т-30).
Нивелиры по ГОСТ 10528:
нивелирвысокоточный Н-2 (НА-1) в комплекте;
нивелир точныйН-3 (НС-4, НВ-1).
нивелир Н-3КМОП по ТУ 3-3.993-77.
Рейка базиснаядальномерная.
Рейки 50, 51,52.
Ж19. Измерениетвердости металлов.
Для этой целиприменяют приборы:
- приборстационарный для измерения твердости по Виккерсу ТП-7Р-1 с пределами измерения8...1000 HV.
- приборпереносной для измерения твердости по Виккерсу TПП-2 с пределами измерения 8...1500 HV.
- приборнастольный для измерения твердости по Роквеллу ТК-2М (ТК-14-250), 2140ТР по ГОСТ23677-79.
Таблица перевода твердости металла
(к пункту 19 приложения Ж)
| По Виккерсу | По Бринеллю | По Роквеллу |
| По Виккерсу | По Бринеллю | По Роквеллу |
| HV | НВ3000 | HRC |
| Н | НВ3000 | HRC |
| 209 | 207 | 18 |
| 401 | 387 | 41 |
| 213 | 212 | 19 |
| 423 | 402 | 43 |
| 217 | 217 | 20 |
| 435 | 418 | 44 |
| 221 | 223 | 21 |
| 460 | 430 | 45 |
| 226 | 229 | 22 |
| 474 | 444 | 47 |
| 235 | 235 | 23 |
| 502 | 460 | 48 |
| 240 | 241 | 24 |
| 534 | 477 | 49 |
| 250 | 248 | 25 |
| 551 | 495 | 51 |
| 255 | 255 | 26 |
| 587 | 512 | 52 |
| 261 | 262 | 27 |
| 606 | 532 | 54 |
| 272 | 269 | 28 |
| 649 | 555 | 56 |
| 278 | 277 | 29 |
| 694 | 578 | 58 |
| 285 | 286 | 30 |
| 746 | 600 | 59 |
| 291 | 293 | 31 |
| 803 | 627 | 61 |
| 305 | 302 | 33 |
| 867 | 652 | 63 |
| 312 | 311 | 34 |
| 940 | - | 65 |
| 320 | 321 | 35 |
| 1021 | - | 67 |
| 335 | 332 | 36 |
| 1114 | - | 69 |
| 344 | 340 | 37 |
| 1220 | - | 72 |
| 361 | 351 | 38 |
|
| ||
| 380 | 364 | 39 |
| |||
| 390 | 375 | 40 |
| |||

Рисунок Ж17 - Электронный тахеометр (объединяет в себе возможностиэлектронного теодолита, электронного высокоточного дальномера и полевогокомпьютера)
| Технические характеристики | NET 1200 |
| Точность измерения углов, мин | 1 |
| Увеличение, крат | 30 |
| Компенсатор/диапазон, с | двухосевой, ±3 |
| Минимальное расстояние фокусирования, м | 1,3 |
| Минимальное измеряемое расстояние, м | 1,3 |
| Дальность измерения расстояний на одну призму серии АР, м | 2000 |
| Дальность измерения расстояний на пленочный отражатель, м | 200 |
| Дальность измерения расстояний без отражателя, м | 40 |
| Точность измерения расстояний на призму серии АР, мм | ±(2+2×10-6×D) |
| Точность измерения расстояний без отражателя, мм | ±(1+2×10-6×D) |
| Точность измерения расстояний на пленочный отражатель, м | ±(0,6+2×10-6×D) |
| Клавиатура/строк ´ символов | алфавитно-цифровая, 15 клавиш / 8´20 |
| Защита от внешних факторов (пыли, дождя) | IP66 |
| Внутренняя память, измерительные точки | около 10 000 |
| Рабочая температура, °С | минус 10 - плюс 50 |
| Время работы от одного аккумулятора, часов | около 6 |
| Время заряда одного аккумулятора, часов | 2 |
| Масса, кг | 5,5 |
| Гарантийный срок, лет | 2 |
| НАИМЕНОВАНИЕ (ШТАМП) | АКТ |
| Объект строительства | Строительная организация: | ||||
| Сварка выполнена в присутствии: | Ф.И.О. ответственных лиц: | Место работы: | Подпись: | ||
|
|
|
|
| ||
|
|
|
|
| ||
|
|
|
|
| ||
| Ф.И.О. электросварщика: | Сведения о квалификации и аттестации: | ||||
| Место проведения сварки: | Дата выполнения сварки: | ||||
| Метод сварки: | Тип шва: | ||||||||||
| Основной металл (марка): | Толщина металла, мм: | Положение шва: | |||||||||
| Размер контрольного образца, мм: | Температура воздуха,°С: | Тип и параметры разделки: | |||||||||
| Род и полярность тока: | Тип формирующей подкладки: | ||||||||||
| Сварочные материалы: номер сертификата и номер партии | Электроды: | Проволока: | Флюс: | Газ: | Присадка: | ||||||
| Сварка корневого прохода: | Способ: | Dэл, мм | Iсв, А | Uд, В | Vсв, м/ч | Примечание | |||||
| Сварка средних слоев: | Способ | Dэл, мм | Iсв, А | Uд, В | Vсв, м/ч | Примечание | |||||
| Сварка наружных слоев: | Способ | Dэл, мм | Iсв, А | Uд, В | Vсв, м/ч | Примечание | |||||
| Вид термообработки и подогрева: | Количество проходов: | ||||||||||
РЕЗУЛЬТАТЫ КОНТРОЛЯ
| Размеры шва, мм: | Ширина наружного валика, мм | Высота наружного валика, мм | Ширина обратного валика, мм | Высота обратного валика, мм | |||
| Результаты ультразвукового контроля: | Заключение УЗД: | Подпись дефектоскописта: | |||||
| Заключение комиссии: |
| ||||||
Ключевыеслова: монтажные соединения, цельносварные стыки, комбинированныеболтосварные стыки, сварочные материалы, режимы сварки, механическая обработкасварных соединений, контрольные образцы, технологические пробы.