
Типовая технологическая карта разработана на сборку и сварку 1 км труб в трехтрубные секции на трубосварочной базе при строительстве магистральных трубопроводов диаметром 325 мм.
В состав работ, рассматриваемых картой, входят:
-обработка кромок и концов труб шлифовальной машинкой;
-оборка и ручная электродуговая сварка первым слоем на линии оборки ЛСТ-81;
-автоматическая сварка под слоем флюса одной сварочной головкой на сварочной установке ПАУ-502.
Работы выполняются в летний период в условиях равнинной и слабопересеченной местности и ведутся в одну дневную смену продолжительностью 8 ч.
| Обозначение: | 6425030015/88015 |
| Название рус.: | Типовая технологическая карта на специальные строительные работы. Сборка и сварка труб в трехтрубные секции на трубосварочной базе при строительстве магистральных трубопроводов диаметром 325 мм |
| Статус: | действующий |
| Дата актуализации текста: | 01.10.2008 |
| Дата добавления в базу: | 01.02.2009 |
| Дата введения в действие: | 01.01.1991 |
| Разработан: | ВНИИПКтехоргнефтегазстрой Миннефтегазстроя СССР |
| Утвержден: | ВНИИПКтехоргнефтегазстрой (01.01.1991) |
| Опубликован: | ЦНИИОМТП № 1991 |
|
| ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ КАРТЫ НА ПРОИЗВОДСТВО ОТДЕЛЬНЫХ ВИДОВ РАБОТ ТИПОВАЯ 6425030015 88015
СБОРКА И СВАРКА ТРУБ В ТРЕХТРУБНЫЕ СЕКЦИИ НА ТРУБОСВАРОЧНОЙ БАЗЕ ПРИ СТРОИТЕЛЬСТВЕ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ ДИАМЕТР 325 мм
МОСКВА - 1991 |
| РАЗРАБОТАНА Институтом ВНИИПКтехоргнефтегазстрой |
|
| СОГЛАСОВАНО Управление механизации и технологии строительства; Госстроя СССР
|
| Заместитель директора института | Г.А. Потемкин |
| Письмо от 31.07.1990г. № 12-238 |
| Заведующий отделом | Л.М. Пальчиков |
| Введена в действие с 01.03.1991 г. |
| Главный специалист | В.И. Климов. |
|
|
1.1. Типовая технологическая карта разработана насборку и сварку 1 км труб в трехтрубные секции на трубосварочной базе пристроительстве магистральных трубопроводов диаметром 325 мм.
1.2. При разработке типовой технологическойкарты приняты исходные данные:
сборка и сварка трубв трехтрубные секции осуществляется на трубосварочной базе БНС-81;
трубы бесшовные иэлектросварные из углеродистой стали и бесшовные повышенной прочности изуглеродистой и низколегированной стали, выбранные в соответствии о требованиямиглавы СНиП 2.05.06-85"Магистральные трубопроводы", предусмотренные проектом,неизолированные;
толщина стенки -10 мм;
длина труб -11,5 м;
количество труб водной секции -3;
количествотрехтрубных секций в одном километре -29.
1.3. В состав работ, рассматриваемых картой, входят:
обработка кромок иконцов труб шлифовальной машинкой;
оборка и ручнаяэлектродуговая сварка первым слоем на линии оборки ЛСТ-81;
автоматическая сварка под слоем флюса однойсварочной головкой на сварочной установке ПАУ-502.
1.4. Работы выполняются в летний период в условияхравнинной и слабопересеченной местности и ведутся в одну дневную сменупродолжительностью 8 ч.
2.1. Выполнению работ по сборке и сварке труб втрехтрубные секции на трубосварочной базе БНС-81 предшествует комплексорганизационно-технических и подготовительных мероприятий;
сдача базы в соответствиис "Положением о порядке и приемке в эксплуатацию трубосварочных баз";
назначение лиц,ответственных за качественное и безопасное производство сварочно-монтажныхработ (прораб, мастер, работник полевой испытательной лаборатории-ПИЛ);
подготовка для трубоукладчикаподъездных путей к приемному стеллажу, стеллажу-накопителю секций труб и стендуконтроля сварных стыков;
размещение в зонепроизводства работ трубоукладчика;
проверкагрузозахватных приспособлений для подъёма и перемещения труб и секций труб;
установка в зонепроизводства работ вагончика для обогрева людей, хранения инструмента иинвентаря;
обеспечение рабочихмест бригады средствами первой медицинской помощи, питьевой водой,противопожарным оборудованием;
инструктаж членовбригады по технике безопасности и производственной санитарии.
2.2. До начала основных работ по оборке и сваркенеобходимо: очистить внутреннюю поверхность труб от возможных загрязнений;провести визуальный осмотр поверхностей труб и при необходимостиотремонтировать;
устранитьшлифованием царапины, риски и задиры на трубах глубиной свыше 0,2 мм, но неболее 5 % от толщины стенки трубы, которая не должна быть выведена запределы минусового допуска;
исправить сприменением безударных разжимных устройств вмятины на концах труб глубиной до3,5 % от диаметра трубы.
Трубы с царапинами,рисками, задирами глубиной более 5 % от толщины стенки, вмятинамиглубиной, превышающей 3,5 % от диаметра трубы, или с забоинами изадирами фасок глубиной более 5 мм ремонту не подлежат; дефектные участки трубследует обрезать.
2.3. Перед сборкой исваркой необходимо зачистить кромки труб.
Кромки труб иприлегающие к ним поверхности (внутреннюю и наружную) на ширину не менее 10 ммзачищает до металлического блеска монтажник наружных трубопроводов шлифовальноймашинкой на приемном стеллаже.
У первой трубызачищается левый торец, у второй трубы - правый, у третьей - оба торца.
2.4. Подготовленныек сборке трубы с приемного стеллажа поочередно подаются на рольганг линииЛСТ-81.
2.4.1. Центровка и сборка стыкапроизводится на наружном эксцентриковом центраторе ЦНЭ-27-42, состоящем из двухили трех дуг с опорами, эксцентрикового зажима, двух тяг и перекладины.Благодаря такой конструкции центратора можно ускорить сборку стыков и быстроснять центратор.
2.4.2. Численныезначения зазоров в стыках при сварке электродами с основным видом покрытиядиаметром 3,0-3,25 мм составляют:
при толщине стенки 8-10 мм - 2,5-3,5 мм;
при толщине стенки 10 мм и более - 3,0-3,5 мм.
2.4.3. Смещениекромок электросварных труб не должно превышать 20 % нормативной толщиныстенки, но не более 3 мм. Измерение величины смещения кромок допускаетсяпроводить по наружным поверхностям труб сварочным шаблоном. Для труб снормативной толщиной стенки до 10 мм допускается смещение кромок до 40 % нормативнойтолщины, но не более 2 мм.
2.4.4. Сборка стыков на наружном центраторе производитсядвумя прихватками, располагающимися по оси друг к другу. Длина прихваток -60-100 мм.
2.4.5. Непосредственно перед прихваткойи сваркой производится просушка кольцевыми нагревателями торцов труб иприлегающих к ним участков шириной не менее 150 мм.
Просушка торцов трубнагревом до температуры 20-50 °С обязательна:
при наличии влаги натрубах независимо от способа сварки и прочности основного металла;
при температуреокружающего воздуха ниже +5 °С в случае сварки труб с нормативнымсопротивлением разрыву 539 МПа (55 кгс/мм2) и выше.
2.4.6. После снятия наружногоцентратора производят сварку корневого слоя.
2.4.7. Прихватка и сварка корневогослоя шва выполняется электродами с основным видом покрытия. Тип и маркаэлектродов приведены в табл. I.
| Электроды | Свариваемые трубы | |||
| Тип по ГОСТ 9467-75* | Марка | диаметр, мм | Толщина стенки, мм | Нормативное значение временного сопротивления разрыву, МПа (кгс/мм ) |
| Э42А | УОНИ-13/45 | 2,0-2,5 | 5-8 | До 490 (50) |
|
|
| 3,0 | 6-26 | включительно |
| Э50А | УОНИ-13/55 | 2,0-2,6 | 5-8 | До 588 (60) |
|
|
|
|
| включительно |
|
| ЛБ-52У | 2,5-3,25 | 8-26 |
|
|
| НИЕАЗ 55 |
|
|
|
|
| Супербаз |
|
|
|
|
| Фокс ЕВ50 |
|
|
|
|
| ОК 48.04 |
|
|
|
|
| ВС0-50СК |
|
|
|
Рекомендуемыезначения сварочного тока приведены в табл.2
| Диаметр электродов, мм | Сварочный ток в зависимости от пространственного положения шва, А | ||
| Нижнее | Вертикальное | Потолочное | |
| 2,0 - 2,5 | 50-90 | 40-80 | 40-50 |
| 3,0 - 3,25 | 90-130 | 80-120 | 90 -110 |
Токпостоянный, полярность обратная.
2.5. Аналогично производится сборка и сварка второгостыка секции, после чего секция перемещается на промежуточный стеллаж.
2.6. С промежуточного стеллажа секция подается нароликовый вращатель для поворотной сварки последующих слоев шва. Сварка ведетсяодной сварочной головкой СГФ-Ю04А.
Для сваркииспользуются сварочная проволока по ГОСТ 2246-70"Проволока стальная сварочная" и флюс по ГОСТ 9087-81*"Флюсы сварочные плавленные".
Сочетания сварочныхматериалов (флюса и проволоки) в зависимости от характеристиксвариваемых труб представлены в табл. 3.
| Марка | Нормативное значение временного2 сопротивления разрыву, МПа (кгс/мм ) | |
| флюса | проволоки | |
| АН-348А АН-348АМ | СВ-08ГА | Свыше 490,5 (50) до 539,4 (55) |
| АН-47 | СВ-08ГА | Свыше 490,5 (50) до 539,4 (55) |
| АН-47 АН-ВС | СВ-08ХМ СВ-08МХ S 2M0 | 539,4-588,7 (55-60) включительно |
| ФЦ-16 | СВ-08ГНМ | 539,4-588,7 (55-60) включительно |
2.7. Число слоев, выполняемых автоматической сваркой подфлюсом, при толщине стенки труб до 16,5 мм должно составлять не менее двух; ширинасварного шва при толщине стенки трубы от 6 до 8 мм - 14 ± мм, свыше 8 до 12 мм - 20 ± 4 мм.
Режимыавтоматической сварки заполняющих и облицовочного слоев шва приведены в табл.4.
| Толщина стенки, мм | Диаметр электродной проволоки, мм | Слои шва | Сварочный ток, А | Напряжение, В | Скорость сварки, м/ч | Смещение электрода с зенита, мм |
| 6-12,5 | 2
3 | Первый | 400-500 | 42-44 | 35-40 | 60-80 |
| Последующ. | 500-550 | 42-46' | 35-40 | 40-50 | ||
| Первый | 550-650 | 42-44 | 35-50 | 40-60 | ||
| Последующ. | 700-750 | 44-46 | 35-50 | 30-40 |
Ток постоянный, полярность обратная.
2.8. Во время сварки заполняющих и облицовочного слоевшва производится очистка стыка от шлака.
2.9. Сварные соединения оставлять незаконченными не разрешается.
2.10. Начинать и оканчивать сваркустыка необходимо на расстоянии не менее 100 мм от продольных швов свариваемыхтруб.
2.11. После полной сварки швовнеобходимо произвести их наружный осмотр, подварить вручную дефекты и нанестиклеймо. Секция освобождается и перемещается на стеллаж готовой продукции.
2.12. Схема производства работ натрубосварочной базе EHC-81 представленана рисунке 1.
2.13. Работы по сборке и сваркевыполняет бригада, состоящая из 2-х звеньев:
по сборке труб втрехтрубные секции и сварке первого слоя шва - 5 чел.;
по автоматической сварке швов под слоем флюса - 3чел.
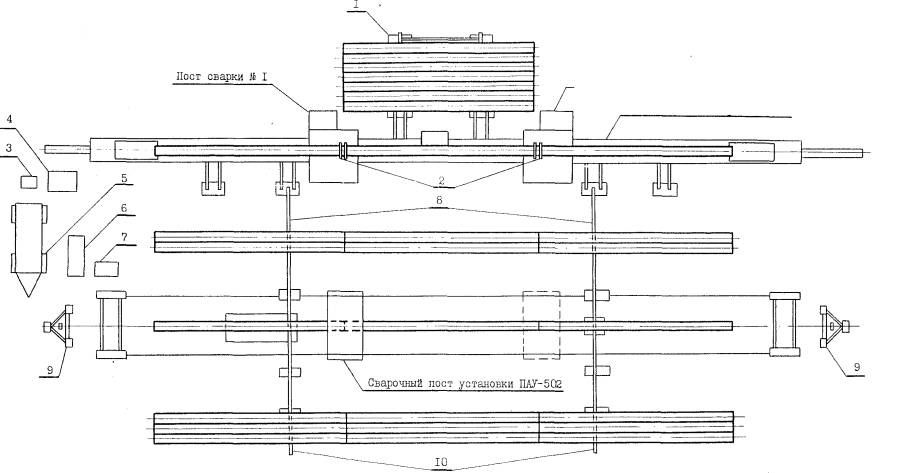
Рис. 1 Схема производства работ на трубосварочной базеБНС-81:
1 - приемный стеллаж; 2 - наружный центратор; 3 -машина для очистки и намотки проволоки МОН-52; 4 - блок питания; 5 - агрегатэлектрический дизельный АДЦ-502; 6 - электроагрегат дизельныйАТ30С-Т/400-РМ1У4; 7 - блок питания; 8 - промежуточный стеллаж; 9 - стойкаопоры электроосвещения; 10 - стеллаж готовой продукции
3.1. Для обеспечения требуемого качества работнеобходимо проводить:
проверкуквалификации сварщиков;
контроль исходныхсварочных материалов и труб (входной контроль);
систематическийоперационный (технологический) контроль, осуществляемый в процессе сборки исварки;
визуальный контроль(внешний осмотр) и обмер готовых сварных соединений;
проверку сварных швов неразрушающими методамиконтроля.
3.2. Аттестацию и проверку квалификации сварщиковосуществляет постоянно действующая комиссия треста под председательством егоглавного инженера в объёме и с использованием методик, определяемыхтребованиями ВСН006-89 "Строительство магистральных и промысловых трубопроводов.Сварка" и СНиП III-42-80 "Правилапроизводства и приемки работ. "Магистральные трубопроводы".
3.3. Все трубы могут быть приняты в монтаж только послепрохождения приемки и освидетельствования на их соответствие требованиям ВСН012-88 "Строительство магистральных и промысловых трубопроводов.Контроль качества и приемка работ" (часть I, раздел 4), а также требованиям ВСН006-89.
Для проведения сварочныхработ допускается применение электродов, флюсов, проволок только тех марок,которые регламентируются требованиями ВСН006-89 и СНиП2.05.06-85 "Магистральные трубопроводы".
3.4. Операционный контроль проводят мастер, прораб (ст.прораб) и служба контроля ПИЛ. При этом проверяется правильность ипоследовательность выполнения технологических операций по сборке и сварке всоответствии с требованиями ВСН006-89.
3.4.1. При сборке соединений подсварку проверяют:
чистоту полости труб и степень зачистки кромок и прилегающихк ним внутренней и наружной поверхностей;
соблюдениедопустимой величины смещения наружных кромок;
величинутехнологических зазоров в стыках.
3.4.2. При операционном контроле впроцессе сварки проверяется соблюдение режимов сварки, порядок наложения слоеви их количество, правильность выбора применяемых материалов.
3.5. Все сварные соединения труб после их очистки отшлака, грязи, брызг металла, снятия грата подвергают визуальному контролю.
3.5.1. При осмотре сварногосоединения:
проверяют наличие накаждом стыке клейма сварщика, выполняющего сварку;
проверяют наличие наодном из концов каждой плети ее порядкового номера;
убеждаются вотсутствии наружных трещин, незаплавленных кратеров и выходящих на поверхностьпор.
3.6. Все стыки подвергаются неразрушающему контролю вобъёме и методами, указанными в ВСН012-88 "Строительство магистральных и промысловыхтрубопроводов. Контроль качества и приемка работ" (часть I).
Контроль качествасварных соединений неразрушающими методами производится работниками службыконтроля (ПИЛ, специализированных управлений по контролю и т.п.).
3.7. При выполнении сварочных работ должны своевременнооформляться исполнительная производственная документация и акты промежуточнойприемки в соответствии с перечнем, представленным в ВСН012-88 "Строительство магистральных и промысловых трубопроводов.Контроль качества и приемка работ" (часть II), в том числе:
список сварщиков,составляемый службой главного сварщика, форма № 2.3;
журнал сварки труб, которыйведет производитель работ, форма.2.6 (2.6а);
заключение попроверке качества сварных соединений физическими методами контроля,составляемое службой контроля качества, форма № 2.9;
заключение орезультатах механических испытаний контрольных и допускных сварных соединений,составляемое службой контроля качества, форма № 2.12.
3.8. Технические критерии и средства контроля операций ипроцессов приводятся в табл. 5.
| Наименование процессов, подлежащих контролю | Предмет контроля | Инструмент и способ контроля | Время контроля | Ответственный контролер | Технические критерии оценки качества |
| Входной контрольповерхности труб | Дефекты поверхности труб (трещины, расслоения, закаты, вмятины, надрывы и забоины), овальность труб по любому сечению, разнотолщинность стыкуемых труб, косина торцов | Шаблон, штанген-глубиномер, рейка нивелирная, рулетка, линейка, шаблон сварочный | До начала сборки труб | Работник службы контроля | Соответствие требованиям ВСН 006-89, раздел 2.1, ВСН 012-88, часть I, раздел 4 |
| Входной контроль сварочных материалов (электродов, проволоки, флюса) | Наличие сертификатов, соответствие маркировки, состояние упаковки, степень очистки проволоки, состояние поверхности покрытия, условия и режимы прокалки флюса и электродов | Визуально, термометр | До начала работ по сборке и сварке | Прораб, сварочная служба ПИЛ | Соответствие требованиям ВСН 006-89, приложение 4, раздел 2.3 Соответствие ГОСТ 2246-70* ГОСТ 9087-81* Зачистка проволоки до металлического блеска без нарушения калибровки |
| Очистка полости труб | Степень очистки полости труб | Визуально | До начала сборки | Мастер | Не допускаются посторонние предметы в полости трубы |
| Наименование процессов, подлежащих контролю | Предмет контроля | Инструмент и способ контроля | Время контроля | Ответственный контролер | Технические критерии оценки качества |
| Зачистка кромок стыкуемых труб | Качество зачистки кромок с при легающими цилиндрическими поясами | Визуально | В процессе работ по сборке | Мастер | Зачистка до металлического блеска внутренней поверхности кромок труб на ширину не менее 10 мм |
| Центровка и оборка стыка | Качество сборки стыка, точность установки зазора, величина смещения наружных кромок | Шаблон, линейка, щуп | В процессе сборки | Визуально | Соответствие требованиям ВСН 006-89, раздел 2.2 |
| Ручная электродуговая сварка корневого слоя шва | Правильность выбора электродов, режимы сварки, степень зачистки слоя шва | Визуально, амперметр, вольтметр | В процессе сварки | То же | Соответствие требованиям ВСН 006-89, раздел 2.4 |
| Автоматическая сварка под слоем флюса последующих слоев шва | Режимы сварки (вылет и угол наклона электрода, смещение с зенита, скорость сварки) | То же | В процессе сварки | -"- | Соответствие требованиям ВСН 006-89, раздел 2.6 |
| Визуальный контроль и обмер сварных соединений | Наличие клейма сварщиков (бригады сварщиков), отсутствие наружных трещин, незаплавленных кратеров и выходных пор, геометрические размеры сварного соединения | Визуально, шаблон, линейка, щуп | По окончании сварки | Прораб, сварочная служба ПИЛ | Соответствие требованиям часть I. п.п. 5.17 и 5.18 |
| Наименование процесса | Номер фасета для пересчета показателей | Единица измерения | Объем работ | Обоснование (ВНиР) | Норма времени, чел -ч | Расценка, р.-к. | Затраты труда., чел -ч | Заработная плата, р.-к. | Время пребывания машин на объекте, маш.-ч | |||||
| рабочих | машинистов | рабочих | машинистов | рабочих | машинистов | рабочих | машинистов | |||||||
| Сборка труб в секцию и сварка их первым слоем на отенде с помощью наружного центратора | 01 | I стык | 58 | § BI0-I-9, табл.2,п. 2д | 0,73 | - | 0-60,3 | - | 42,3 | - | 34-97 | - | - | |
| Автоматическая сварка одной сварочной головкой на сварочной установке ПАУ-&2 | 02 | 10 стыков | 5,8 | Применительно § BI0-I-24, п. 2а | 3,4 | 1,7 | 2-64 | 1,55 | 19,7 | 9,9 | 15-31 | 8-99 | 9,9 | |
| Итого: |
|
|
|
|
|
|
|
| 62,0 | 9,9 | 50-28 | 8-99 | 9,9 | |
| Наименование процесса | Единица измерения | Объём работ | Затрат чел труда-ч | Принятый состав звена | Продолжительность работ, ч | Рабочие смены | |
| рабочих | машинистов |
| |||||
| Сборка труб в секцию и сварка их первым слоем на стенде с помощью наружного центратора | I стык | 58 | 42,3 | - | Монтажники наружных трубобопроводов: 5 разр. - I 4 разр. - 1 3 разр. - I | 8,5 |
|
| Автоматическая сварка одной сварочной головкой на сварочной установке ПАУ-502 | 10 стыков | 5,8 | 19,7 | 9,9 | Электросварщики на полуавтоматических и автоматических машинах: 5 разр. - I 2 разр. - I Машинист электросварочного агрегата 5 разр. - I | 9,9 |
|
Потребность в машинах, механизмах, оборудовании,инструменте и инвентаре приведена в табл. 8
| Наименование | Марка, тип ГОСТ | Количество | Краткая техническая характеристика |
| Трубосварочная база | БНС-81 | I | Размеры свариваемых труб: диаметр - 325-820 мм длина - 10,5-11,8 м Линия сборки труб - ЛСТ-81 Количество постов сборки - 2 Линия автоматической сварки труб - ПАУ-502 Количество постов автоматической сварки - I |
| Центратор наружный | ЦНЭ-27-32 | 2 | Диаметр стыкуемых труб - 325 мм |
| Электрошлифовальная машинка | Ш1-178А(Ш1-230А) | 2 | Скорость вращения - 8500 об/мин (6600) |
| Машина для зачистки и намотки проволоки | МОН-52 | I | Производительность - 100 м/мин |
| Электрододержатель со сварочным кабелем | ГОСТ 14651-78*Е | 2 |
|
| Универсальный шаблон сварщика | УШС-З | 3 |
|
| Маскa электросварщика | ГОСТ 12.4.035-78* | 4 |
|
Потребность в материалахдля выполнения работ по сборке и сварке I км. труб всекции приведена в табл. 9.
| Наименование материалов | Фасет-код | Единица измерения | Объем работ | Потребность. кг | |
| на единицу измерения | на весь объём | ||||
| Электроды |
| I стык | 58 | 0,23 | 13,34 |
| Проволока сварочная | 03-2 | То же | 58 | 0,83 | 48,14 |
| Флюс | 04-2 | -"- | 58 | 1,25 | 72,5 |
7.1.1. При сборке и сварке секций изотдельных труб на трубосварочной базе следует руководствоваться действующиминормативными документами:
СНиП III-4-80*. Техникабезопасности в строительстве;
СНиП III-42-80. Магистральные трубопроводы. Правила производства иприемки работ;
РД 102-011-89.Охрана труда. Организационно-методические документы;
Правилами техникибезопасности при строительстве магистральных стальных трубопроводов;
Правиламитехники безопасности и производственной санитарии при электросварочных работах;
Правиламитехнической эксплуатации электроустановок потребителей и Правиламитехники безопасности при эксплуатации электроустановок потребителей,утвержденными Главгосэнергонадзором Минэнерго СССР 24.12.1984 г.;
ГОСТ 12.3.003-86.ССБТ. Работы электросварочные. Требования безопасности;
ГОСТ12.2.013-87. ССБТ. Машины ручные электрические. Общие требования побезопасности и методы испытаний;
Правилами пожарнойбезопасности при производстве строительно-монтажных работ. ППБ05-86, утвержденными ГУНО МВД СССР 26.02.1386г.
другими нормативно-техническимидокументами и справочной литературой, приведенной в приложении к РД102-011-89.
7.1.2. Ответственность засоблюдение требований охраны труда на трубосварочных базах возлагается приказомпо строительной организации на руководителей (начальника участка, прораба,мастера).
7.1.3. За несоблюдениетребований охраны труда рабочие, инженерно-технические и хозяйственныеработники трубосварочных баз несут материальную, дисциплинарную,административную и уголовную ответственность в установленном законом порядке.
7.2. Основные положения по безопасной организации работна трубосварочной базе БНС-81.
7.2.1. К работе на базе допускаются лица не моложе18 лет, прошедшие:
обучение и проверку знаний по безопаснымметодам и; приемам труда, а также получившие удостоверения на право производстваработ:
вводной инструктажпо охране труда и технике безопасности;
инструктаж потехнике безопасности непосредственно на рабочем месте.
Инструктаж нарабочем месте следует проводить периодически не реже одного раза в год, а такжев случае изменения условий работы (в объеме вводного инструктажа на рабочемместе).
7.2.2. При работающей базе посторонние лица в зону работ не допускаются.
7.2.3. Опасные зоны базы должны иметь ограждения, окрашенные в сигнальные цвета. Они информируют о возможнойопасности.
7.2.4. Движущиеся(вращающиеся) элементы оборудования базы,
с которыми возможносоприкосновение обслуживающего персонала, должны быть ограждены. Ограждениядолжны быть надежно закреплены, окрашены предупредительной краской или снабженыдругими средствами защиты и сигнализации. Работа, при снятых ограждениях недопускается.
7.2.5. Рабочие трубосварочныхбаз должны быть обеспечены
спецодеждой,спецобувью, а такжесредствами индивидуальной защиты в соответствии с выполняемой ими работой исогласно действующим нормам.
В спецодежде,облитой горючими или смазочными материалами не разрешается работать, курить иподходить к огню.
7.2.6. До начала работ рабочимследует выдавать соответствующую инструкцию по технике безопасности, которуюони обязаны изучить и строго выполнять.
7.2.7. В распоряжение бригаддолжны быть выделены помещения для отдыха и обогрева. В этих помещенияхнеобходимо оборудовать уголки по технике безопасности и места для размещенияаптечек, носилок, фиксирующих шин и других средств для оказания первой помощипострадавшим.
7.2.8. При работе на базезапрещается:
передвигаться илинаходиться в зоне накатывания или скатывания труб и трубных секций;
прикасаться руками ксварным швам после производства сварочных работ до их остывания;
переходить линию вовремя работы;
держать руки всветовом пространстве между торцами труб.
7.2.9. На трубосварочныхбазах разрешается работать ручным электроинструментом при соблюдении следующихтребований техники безопасности:
номинальноенапряжение применяемых ручных электроинструментов должно быть не выше 42 В(класс электроинструментов - III);
допускаетсяиспользовать ручные электрические шлифовальные машинки класса II (с двойной или усиленной изоляцией);
во время дождя илиснегопада работа с электроинструментом допускается только под навесом и сприменением индивидуальных средств защиты (диэлектрические перчатки, резиновыековрики).
7.2.10. Чтобы избежатьпоражения электрическим током, необходимо знать и выполнять следующиетребования техники безопасности:
ввертывать ивывертывать электролампы только при выключенной электросети;
не касатьсяоборванных электрических проводов и корпусов электродвигателей, которые принеисправности заземляющих устройств могут оказаться под напряжением;
исправлять что-либов электросети или электрооборудовании может только дежурный электромонтер,причем он должен работать в резиновых диэлектрических перчатках и применятьдругие защитные средства;
применять ручныепереносные светильники только заводского изготовления, огражденныеметаллической защитной сеткой; у таких светильников напряжение должно быть неболее 12 В; их шланговый провод снабжен специальной вилкой, которую нельзявключать в розетку сети с напряжением более 12 В;
надежнозаизолировать оголенные концы проводов, отсоединенных от снятогоэлектрооборудования;
выполнять временнуюэлектропроводку только из изолированного провода, подвешивать его разрешается навысоте:
над рабочим местом - не менее 2,5м;
над проходами - 3,5 м;
над проездами - 6 м.
7.3. Основные положения по безопасной эксплуатацииэлектроустановок и электрооборудования трубосварочной базы
7.3.1. Присоединение к сети иОтсоединение от сети энергоустановок и электрооборудования, их техническоеобслуживание и ремонт в период эксплуатации должны производитьсяэлектромонтером или электрослесарем, обученным основам электротехники, техникибезопасности, всем оперативным переключениям по схеме, имеющим квалификационноеудостоверение и 1У группу по электробезопасности при обслуживанииэлектрооборудования.
7.3.2. На сварочной базе всеэлектрооборудование (в том числе электросварочные установки, передвижныеэлектростанции, электрощиты, рубильники и т.п.), сварочные стеллажи, кабиныуправления, торцевые вращатели и другие металлоконструкции должны бытьсоединены между собой и с заземляющим устройством источника питания стальнойшиной сечением не менее 48 мм2 и толщиной не менее 4 мм.
Заземлениеэлектросварочных установок выполняют до включения их в электросеть, после чегопроводят инструментальную проверку заземления с изменением сопротивлениязаземляющих устройств и составляют акт проверки. В дальнейшем такую проверкузаземления проводят не реже одного раза в год.
Сопротивлениезаземления должно быть не более 4 Ом. Работать без заземления строгозапрещается.
7.3.3. После монтажаэлектрооборудования на сварочной базе следует провести проверку сопротивленияизоляции электрических цепей испытательным напряжением 1000 В в течение I мин,а в дальнейшем - один раз в год мегаомметром на 500 В, при этом сопротивление вцепях, электрически связанных с сетью, должно быть не менее I мОм, а в цепях, электрически не связанных с сетью,не менее 0,5 мОм.
7.3.4. При эксплуатацииэлектрооборудования трубосварочной базы двери шкафов распределительныхустройств, электрощитов и рубильников следует закрывать на замок, а ключ долженхраниться у электромонтера.
7.3.5. Перед началом каждойсмены электромонтер (электрослесарь) обязан внешним осмотром проверитьисправность изоляции кабелей, всего электрооборудования и заземления.
7.3.6. При эксплуатацииоборудования запрещается:
работать при снятыхкрышкам клеммных коробок, а также разъединять штекерные разъемы без снятия напряжения;
проводитьпрофилактические осмотры и ремонтные работы под напряжением;
включать напряжениедо устранения обнаруженных неисправностей;
переносить ипередвигать кабели, находящиеся под напряжением.
Нормативные затратытруда, всего, чел. - ч -7I,9
В том числе:
Рабочих -62,0
Машинистов -9,9
Заработная плата, р.-к.
Рабочих -50-28
Машинистов -8-99
Продолжительностьвыполнения работ, ч (смен) -9,9(1,24)
Выработка на одногорабочего в смену, м/чел.-смену -100,8
Численный составбригады, всего, чел -8
В том числе:
Рабочих -7
Машинистов -I
ФАСЕТ 01
| Характеристика местности (при сборке труб в секции)Наименование фактора | Обоснование (ВНиР) | Код | Значение фактора |
| Равнинная слабопересеченная местность | § BI0-I-9, табл.2, п.2д
| 1 | По калькуляции |
| Зона сыпучих песков | BI0-I, глава 2, (ТЧ-16) | 2 | Н.вр. и расц. умножать на 1,1 |
ФАСЕТ 02
Толщина стенки, мм, до
| Наименование | Обоснование (ВНиР) | Код | Значение фактора |
| 10 | Применительно § BI0-I-24, п. 2а | 1 | По калькуляции |
| 12 | п. 4а | 2 | Н.вр. и расц. умножать на 1,24 |
ФАСЕТ 03
Сварочная проволока, кг на 1 стык
| Наименование фактора | Обоснование | Код | Значение фактора |
| При толщине стенки, мм 8 | ВСН 181-85, табл. 010 п. 04-03 |
1 |
0,5 |
| 10 | п. 05-03 | 2 | 0,83 |
| 12 | п. 06-03 | 3 | 1,11 |
ФАСЕТ 04
Флюс, кг на I стык
| Наименование фактора | Обоснование | Код | Значение фактора |
| При толщине стенки, мы | :ВСН 181-85, табл. 010 |
|
|
| 8 | п. 04-03 | 1 | 0,5 |
| 10 | п. 05-03 | 2 | 0,83 |
| 12 | п. 06-03 | 3 | 1,11 |
Примечание. Рамкой обведенызначения факторов, на которые рассчитаны показатели в данной технологическойкарте.
СОДЕРЖАНИЕ