.webp "Новатика")


Стандарт распространяется на стальные сварные сосуды и аппараты, работающие под давлением не более 16 МПа (160 кгс/см2) или без давления (под налив) при температуре стенки не ниже -70 град. Цельсия.
Стандарт не распространяется: на сосуды с толщиной стенки более 120 мм; на сосуды, работающие под вакуумом с остаточным давлением ниже 665 Па (5 мм.рт. ст.); на сосуды, предназначенные для транспортирования нефтяных и химических продуктов; на баллоны для сжатых и сжиженных газов; на аппараты военных ведомств; на трубчатые печи.
| Обозначение: | ОСТ 26 291-94 |
| Название рус.: | Сосуды и аппараты стальные сварные. Общие технические условия |
| Статус: | действующий |
| Заменяет собой: | ОСТ 26 291-87 «Сосуды и аппараты стальные сварные. Общие технические условия» |
| Дата актуализации текста: | 01.10.2008 |
| Дата добавления в базу: | 01.02.2009 |
| Дата введения в действие: | 01.01.1996 |
| Разработан: | Комитет РФ по машиностроению |
| Утвержден: | Комитет РФ по машиностроению (21.04.1994)<br>Госгортехнадзор России (28.04.1994) |
| Опубликован: | НПО ОБТ № 1994 |
КОМИТЕТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПО МАШИНОСТРОЕНИЮ

ОТРАСЛЕВОЙ СТАНДАРТ
СОСУДЫ И АППАРАТЫ
СТАЛЬНЫЕ СВАРНЫЕ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ОСТ 26 291
МоскваНПО ОБТ 1994
СОСТАВИТЕЛИ:
В.В.Пугач (д. т.н.), А.Г. Вихман (к. т. н.), В.А. Заваров(к. т. н.), Н. А. Хапонен, С.И. Зусмановская (к. т. н.), В.И. Рачков (к. т. н.),Л.К. Кузнецова, Ю.С. Медведев (к. т. н.), Л.Л. Белинкий (к. т. н.), Л.Н. Бочаров (к. т.н.), Н. М. Королев (к. т. н.), Ю. Н. Лебедев (к. т. н.,разд. 9),Г. А. Дубинина (разд. 10), Г.Л. Марголин (разд. 10), Л.Л.Шельпяков
ОСТ 26291 «Сосуды и аппараты стальные сварные. Общие технические условия» утвержденКомитетом Российской Федерации по машиностроению и Госгортехнадзором России21/28 апреля 1994 г.
Изложены обязательные требования к проектированию, изготовлению,поставке, монтажу сосудов. Настоящий стандарт является переработанным изданиемОСТ 26 291 «Сосуды и аппараты стальные сварные. Общие технические условия».
При составлении иредактировании проекта стандарта учтены замечания и предложениязаинтересованных организаций, требования Правил устройства и безопаснойэксплуатации сосудов, работающих под давлением, норм и стандартов техническиразвитых стран, а также опыт поставки оборудования ряду ведущих зарубежныхфирм.
Настоящий стандарт вступает в действие с 1 января 1996 г., при этомутрачивает силу ОСТ 26 291.
ОТРАСЛЕВОЙ СТАНДАРТ
| СОСУДЫ И АППАРАТЫ СТАЛЬНЫЕ СВАРНЫЕ Общие технические условия | ОСТ 26 291 Взамен ОСТ 26291 |
Срок действия с 1.01.1996 г.
(Измененнаяредакция, Изм. № 1).
Несоблюдение стандартапреследуется по закону
Настоящий стандартраспространяется на стальные сварные сосуды и аппараты, работающие поддавлением не более 16 МПа (160 кгс/см2) илибез давления (под налив) при температуре стенки не ниже -70 °С.
Настоящий стандарт нераспространяется:
на сосуды с толщиной стенкиболее 120 мм;
на сосуды, работающие подвакуумом с остаточным давлением ниже 665 Па (5 мм рт.ст.);
на сосуды, предназначенныедля транспортирования нефтяных и химических продуктов;
на баллоны для сжатых исжиженных газов;
на аппараты военныхведомств;
на трубчатые печи.
Настоящий стандартустанавливает общие технические требования к конструкции, материалам,изготовлению, методам испытаний, приемке и поставке сосудов и аппаратов, атакже специальные технические требования к колоннам и кожухотрубчатымтеплообменным аппаратам, предназначенным для нужд народного хозяйства и дляпоставки на экспорт в страны с умеренным и тропическимклиматом по ГОСТ15150.
В настоящем стандарте учтенытребования Правил устройства и безопасной эксплуатации сосудов, работающих поддавлением, утвержденных Госгортехнадзором России1.
1Правила устройства и безопасной эксплуатации сосудов, работающих поддавлением, далее по тексту - Правила.
Любые отступления оттребований настоящего стандарта, не противоречащие требованиям Правил, должныбыть согласованы со специализированной научно-исследовательской организацией1.
1Список специализированныхнаучно-исследовательских организаций приведен вобязательном приложении 1.
1.1.1.Конструкция сосудов и аппаратов2 должна быть технологичной,надежной в течение предусмотренного технической документацией срока службы,обеспечивать безопасность при изготовлении, монтаже и эксплуатации,предусматривать возможность осмотра (в том числе внутренней поверхности),очистки, промывки, продувки и ремонта.
2Сосуды иаппараты далее по тексту - сосуды.
Если конструкция сосуда непозволяет проведение наружного и внутреннего осмотров или гидравлическогоиспытания при техническом освидетельствовании, то разработчик сосуда (илиспециализированная научно-исследовательская организация) должен в техническойдокументации указать методику, периодичность и объем контроля сосуда,выполнение которых обеспечит своевременное выявление и устранение дефектов.
1.1.2. При проектированиисосудов должны учитываться требования Правил перевозки грузов железнодорожным,водным и автомобильным транспортом.
Сосуды, которые не могуттранспортироваться в собранном виде, должны проектироваться из минимальныхчастей, соответствующих по габариту требованиям перевозки железнодорожным транспортом.Деление сосуда на транспортируемые части должно указываться в техническойдокументации.
1.1.3. Расчет на прочностьсосудов, их элементов следует проводить в соответствии с действующейнормативно-технической документацией, согласованной с Госгортехнадзором России.
При отсутствиистандартизованного метода расчет на прочность должен выполнять разработчиксосуда и согласовывать со специализированной научно-исследовательскойорганизацией.
1.1.4. При проектированиисосудов следует учитывать нагрузки, возникающие при монтаже и зависящие отспособа монтажа.
1.1.5. Сосуды,транспортируемые в собранном виде, а также транспортируемые части должны иметьстроповые устройства (захватные приспособления) для проведенияпогрузочно-разгрузочных работ, подъема и установки сосудов в проектноеположение.
Взамен строповых устройствдопускается по согласованию с монтажной организацией использоватьтехнологические штуцера и горловины, уступы, бурты и другие конструктивныеэлементы сосудов.
Конструкция, местарасположения строповых устройств и конструктивных элементов для строповки, их количество, схема строповкисосудов и их транспортируемых частей должны быть указаны в техническойдокументации и согласованы с монтажной организацией.
1.1.6. Строповые устройства(захватные приспособления) и предназначенные для строповкиконструктивные элементы сосудов должны быть рассчитаны на монтажную массу,нагрузки, возникающие при монтаже и зависящие от способа монтажа.
1.1.7. Шарнирные устройствадля вертикальных сосудов массой более 100 т должны предусматриваться поуказанию монтажной организации.
1.1.8. Опрокидываемые сосудыдолжны иметь приспособления, предотвращающие самоопрокидывание.
1.1.9. Базовые диаметрысосудов должны приниматься по ГОСТ 9617.
Сосуды могут изготавливатьсяпо фактическому диаметру днища при условии выполнения требований п. 3.3.21.
1 Здесьи далее по тексту даны отсылки к пунктам и разделам настоящего стандарта.
1.1.10. В зависимости отпараметров (расчетного давления и температуры стенки) и характера рабочей средысосуды подразделяются на группы. Группа сосуда определяется согласнотребованиям табл. 1 или рис. 1. Группу для сосуда сполостями, имеющими различные параметры и среды, допускается определять длякаждой полости отдельно.
Таблица 1
Группы сосудов
| Расчетное давление, МПа (кгс/см2) | Температура стенки, °С | Характер рабочей среды | |
| 1 | Выше 0,07 (0,7) | Независимо | Взрывоопасная или пожароопасная или 1, 2-го классов опасности по ГОСТ 12.1.007 |
| 2 | Выше 0,07 (0,7) до 2,5 (25) | Выше +400 | Любая, за исключением указанной для 1-й группы сосудов |
| Выше 2,5 (25) до 5 (50) | Выше +200 | ||
| Выше 4 (40) до 5 (50) | Ниже -40 | ||
| Выше 5 (50) | Независимо | ||
| 3 | Выше 0,07 (0,7) до 1,6 (16) | Ниже -20, Выше +200 до +400 | |
| Выше 1,6 (16) до 2,5 (25) | До +400 | ||
| Выше 2,5 (25) до 4 (40) | До +200 | ||
| Выше 4 (40) до 5 (50) | От -40 до +200 | ||
| 4 | Выше 0,07 (0,7) до 1,6 (16) | От -20 до +200 | |
| 5а | До 0,07 (0,7) | Независимо | Взрывоопасная или пожароопасная или 1, 2, 3-го классов опасности по ГОСТ 12.1.007 |
| 5б | До 0,07 (0,7) | Независимо | Взрывобезопасная, пожаробезопасная, 4-го класса опасности по ГОСТ 12.1.007 |
Сосуды, на которые Правила не распространяются, независимо отрасчетного давления следует относить к группе 5а или 5б.
Примечание. Сосуды с параметрами, соответствующимиграничным линиям (рис. 1), следует относить к группе с менее жесткимитребованиями.
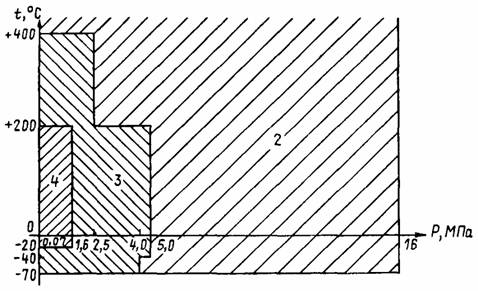
Рис. 1. Деление сосудов на группы в зависимости от расчетного давления(Р) и температуры стенки (t)
(Измененнаяредакция, Изм. № 2).
1.2.1. Прибавки С к расчетным толщинам для компенсации коррозии (эрозии)должны приниматься с учетом условий эксплуатации, расчетного срока службы,скорости коррозии.
1.2.2. Прибавки длякомпенсации коррозии к толщине внутренних элементов должны быть:
2С - для несъемныхнагруженных элементов, а также для внутренних крышек и трубных решетоктеплообменников;
0,5С,но не менее 2 мм - для съемных нагруженных элементов;
С - для несъемныхненагруженных элементов.
При наличии на трубнойрешетке или плоской крышке канавок прибавка для компенсации коррозиипринимается с учетом глубины этих канавок.
Для внутренних съемныхненагруженных элементов прибавка для компенсации коррозии не учитывается.
Если из-за рабочих условийнецелесообразно увеличивать толщину стенки за счет прибавки для компенсациикоррозии, рекомендуется коррозионная защита: плакирование, футеровка илинаплавка.
1.2.3. Прибавка длякомпенсации коррозии не учитывается при выборе металлических прокладок дляфланцевых соединений, болтов, опор, теплообменных труб и перегородок,теплообменных проставок и стояков.
1.3.1. Толщины обечаек,днищ, опор с учетом прибавки для компенсации коррозии должны быть не менее: (D/1000+2,5)мм - из углеродистых и низколегированных сталей, где D - внутренний диаметробечайки, днища, опоры, мм; 2,5 мм - из сталей аустенитногои аустенитно-ферритного классов.
Минимальные толщины обечаеки днищ теплообменников должны приниматься согласно требованиям п. 10.1.2.
(Измененная редакция, Изм. № 2).
1.4.1. В сосудах применяютсяднища: эллиптические, полусферические, торосферические,сферические неотбортованные, коническиеотбортованные, конические неотбортованные, плоскиеотбортованные, плоские неотбортованные, плоские,присоединяемые на болтах.
1.4.2. Заготовки выпуклыхднищ допускается изготавливать сварными из частей срасположением сварных швов согласно указанным на рис. 2.
Расстояния l и l1 от оси заготовки выпуклыхднищ, за исключением полусферических, до центра сварного шва должны быть неболее 1/5 внутреннего диаметра днища.
При изготовлении заготовок срасположением сварных швов согласно рис. 2-л количество лепестков нерегламентируется.
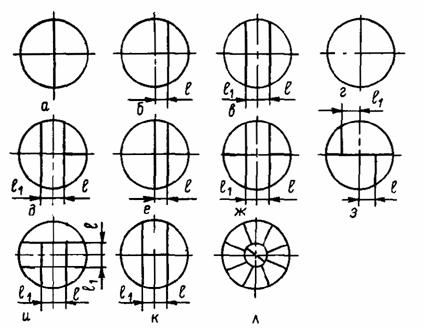
Рис. 2. Расположение сварных швов заготовок выпуклых днищ
(Измененнаяредакция, Изм. № 2).
Если по центру днищаустанавливается штуцер, то шаровой сегмент допускается не изготавливать.
1.4.4. Круговые швы выпуклыхднищ, за исключением полусферических, изготовленных из штампованных лепестков ишарового сегмента или заготовок с расположением сварных швов согласно рис. 2-л,должны располагаться от центра днища на расстоянии по проекции не более 1/3внутреннего диаметра днища.
Наименьшее расстояние междумеридиональными швами в месте их примыкания к шаровому сегменту или штуцеру,установленному по центру днища вместо шарового сегмента, а также междумеридиональными швами и швом на шаровом сегменте должно быть болеетрехкратной толщины днища, но не менее 100 мм по осям швов.
1.4.5. Основные размерыэллиптических днищ должны соответствовать ГОСТ6533.
1.4.6. Полушаровыесоставные днища (рис. 3) допускается применять в сосудах с толщинойобечайки не менее 40 мм при выполнении следующих условий:
нейтральные оси полушаровой части днища и переходной части обечайки корпусадолжны совпадать; совпадение осей должно обеспечиваться соблюдением размеров,указанных в конструкторской документации;
смещение tнейтральных осей полушаровой части днища и переходнойчасти обечайки корпуса не должно превышать 0,5 (S-S'), где S -толщина обечайки, S' - толщина днища; высота h переходной части обечайкикорпуса должна быть не менее 3у (у - расстояние от края днища до краяобечайки).
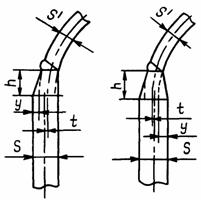
Рис. 3. Узел соединения днища с обечайкой
1.4.7. Сферические неотбортованные днища допускается применять в сосудах 5-йгруппы, за исключением работающих под вакуумом.
Сферические неотбортованные днища в сосудах 1, 2, 3, 4-й групп иработающих под вакуумом допускается применять только в качестве элементафланцевых крышек.
Сферические неотбортованные днища (рис. 4) должны:
иметь радиус сферы R неменее 0,85D и не более D (D - внутренний диаметрднища);
привариваться сварным швомсо сплошным проваром.
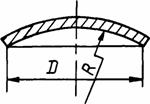
Рис. 4. Сферическое неотбортованное днище
1.4.8. Торосферическиеднища должны иметь:
высоту выпуклой части,измеренную по внутренней поверхности, не менее 0,2 внутреннего диаметра днища;
внутренний радиус отбортовки не менее 0,095 внутреннего диаметра днища;
внутренний радиус кривизныцентральной части не более внутреннего диаметра днища.
1.4.9. Основные размерыконических отбортованных днищ должны соответствовать ГОСТ12619.
1.4.10. Основные размерыконических неотбортованных днищ, предназначенных длясосудов 5-й группы, за исключением работающих под наружным давлением иливакуумом, должны соответствовать ГОСТ12620 и ГОСТ12621.
Конические неотбортованные днища или переходы допускается применять:
а) для сосудов 1, 2, 3, 4-йгрупп, если центральный угол при вершине конуса не более 45°;
б) для сосудов, работающихпод наружным давлением или вакуумом, если центральный угол при вершине конусане более 60°.
Части выпуклых днищ всочетании с коническими днищами или переходами применяются без ограничения углапри вершине конуса.
1.4.11. Плоские днища (рис. 5),применяемые в сосудах, должны изготавливаться из поковок. При этом должнывыполняться следующие условия:
расстояние от началазакругления до оси сварного шва не менее 0,25![]() , где D - внутренний диаметробечайки, S - толщина обечайки;
, где D - внутренний диаметробечайки, S - толщина обечайки;
радиус закругления (рис. 5-а) r³2,5×S;
радиус кольцевой выточки(рис. 5-6) r1³0,25×S, но не менее 8 мм;
наименьшая толщина днища(рис. 5-б)в месте кольцевой выточки S2³0,8S1, но не менее толщиныобечайки S (S1 - толщина днища);
зона «А» контролируется в направлении«Z» согласно требованиям п. 2.4.5.
Плоские днища (рис. 5)допускается изготавливать путем штамповки из листа.
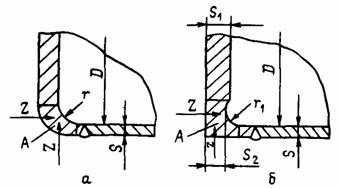
Рис. 5. Плоские днища
1.4.12. Основные размерыплоских днищ, предназначенных для работы под налив, должны соответствовать ГОСТ12622 или ГОСТ 12623.
1.4.13. Длинацилиндрического борта l (расстояние от началазакругления отбортованного элемента до окончательно обработанной кромки) взависимости от толщины стенки S (рис. 6) дляотбортованных и переходных элементов сосудов, за исключением штуцеров,компенсаторов и выпуклых днищ, должна быть не менее указаннойв табл. 2.Радиус отбортовки R³2,5×S.
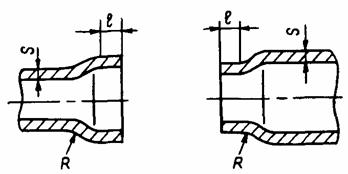
Рис. 6. Отбортованный ипереходный элементы
Таблица 2
Длина цилиндрического борта
| Длина цилиндрического борта, l, мм | |
| До 5 | 15 |
| Свыше 5 до 10 | 2S+5 |
| Свыше 10 до 20 | S+15 |
| Свыше 20 | S/2+25 |
1.5.1. Сосуды должны бытьснабжены люками или смотровыми лючками, обеспечивающими осмотр, очистку,безопасность работ по защите от коррозии, монтаж и демонтаж разборныхвнутренних устройств, ремонт и контроль сосудов. Количество люков и лючковопределяет разработчик сосуда. Люки и лючки необходимо располагать в доступныхдля пользования местах.
1.5.2. Сосуды с внутреннимдиаметром более 800 мм должны, иметь люки.
Внутренний диаметр люкакруглой формы у сосудов, устанавливаемых на открытом воздухе, должен быть неменее 450 мм, а у сосудов, располагаемых в помещении, - не менее 400 мм. Размерлюков овальной формы по наименьшейи наибольшей осям должен быть не менее 325´400 мм.
Внутренний диаметр люка усосудов, не имеющих корпусных фланцевых разъемов и подлежащих внутреннейантикоррозионной защите неметаллическими материалами, должен быть не менее 800мм.
Допускается проектироватьбез люков:
сосуды, предназначенные дляработы с веществами 1-го и 2-го классов опасности по ГОСТ12.1.007, не вызывающими коррозии и накипи, независимо от их диаметра, приэтом следует предусмотреть необходимое количество смотровых лючков;
сосуды с приварнымирубашками и кожухотрубчатые теплообменные аппаратынезависимо от их диаметра;
сосуды, имеющие съемныеднища или крышки, а также обеспечивающие возможность проведения внутреннегоосмотра без демонтажа трубопроводов горловины или штуцера.
1.5.3. Сосуды с внутреннимдиаметром 800 мм и менее должны иметь круглый или овальный лючок. Размер лючкапо наименьшей оси должен быть не менее 80 мм.
1.5.4. Каждый сосуд должениметь бобышки или штуцера для наполнения водой и слива, удаления воздуха пригидравлическом испытании. Для этой цели могут использоваться технологическиебобышки и штуцера.
Штуцера и бобышки навертикальных сосудах должны быть расположены с учетом возможности проведениягидравлического испытания как в вертикальном, так и вгоризонтальном положениях.
1.5.5. Для крышек люковмассой более 20 кг технической документацией должны быть предусмотреныприспособления для облегчения их открывания и закрывания.
1.5.6. Шарнирно-откидные иливставные болты, закладываемые в прорези, хомуты и другие зажимныеприспособления люков, крышек и фланцев, предохраняющие от сдвига, должны бытьпредусмотрены в технической документации.
1.6.1. Расположениеотверстий в эллиптических и полусферических днищах не регламентируется.
Расположение отверстий на торосферических днищах допускается в пределах центральногосферического сегмента. При этом расстояние от наружной кромки отверстия доцентра днища, измеряемое по хорде, должно быть не более 0,4 наружного диаметраднища.
1.6.2. Отверстия для люков,лючков и штуцеров в сосудах 1, 2, 3, 4-й групп должны располагаться вне сварныхшвов.
Расположение отверстийдопускается:
на продольных швахцилиндрических и конических обечаек сосудов, если диаметр отверстий не более150 мм;
на кольцевых швахцилиндрических и конических обечаек сосудов без ограничения диаметра отверстий;
на швах выпуклых днищ безограничения диаметра отверстий при условии 100-процентной проверки сварных швовднищ радиографическим или ультразвуковым методом;
на швах плоских днищ.
1.6.3. Отверстия неразрешается располагать в местах пересечения сварных швов сосудов 1, 2, 3, 4-йгрупп.
Данное требование нераспространяется на случай, оговоренный в п. 1.4.3.
1.6.4. Отверстия для люков,лючков, штуцеров в сосудах 5-й группы разрешается устанавливать на сварных швахбез ограничения по диаметру.
1.7.1. Основные размерыцилиндрических и конических опор вертикальных сосудов должны соответствовать АТК24.200.04.
При S<S' (S - толщина опоры, S' -толщина днища) следует присоединять опору к днищу таким образом, чтобы средниедиаметры цилиндрических обечаек сосуда и опоры совпадали. В случаеиспользования стандартных опор при S<S' необходимо проверитьпрочность опорной обечайки с учетом дополнительных напряжений из-за смещенияосей.
Опоры из углеродистых сталейдопускается применять для сосудов из коррозионностойкихсталей при условии, что к сосуду приваривается переходнаяобечайка опоры из коррозионностойкой сталивысотой, определяемой тепловым расчетом, выполненным разработчиком сосуда.
1.7.2. Основные размеры лапи стоек для вертикальных сосудов должны соответствовать АТК 24 200.03, ГОСТ26296.
1.7.3. Основные размеры опордля горизонтальных сосудов должны соответствовать ОСТ 26-2091.
Угол охвата опорой илиподкладным листом опоры должен быть не менее 120°.
1.7.4. При применениинестандартных опор, лап и стоек разработчик сосуда должен предусмотретьрезьбовые отверстия под регулировочные (отжимные) винты с нагрузками,предусмотренными в стандартах на опоры, лапы и стойки.
1.7.5. При наличиитемпературных расширений в продольном направлении в горизонтальных сосудахследует выполнять жесткой лишь одну седловую опору,остальные опоры - свободными. Указание об этом должно содержаться в техническойдокументации.
1.8.1. Внутренние устройствав сосудах (змеевики, тарелки, перегородки и др.), препятствующие осмотру иремонту, должны быть съемными.
При использовании приварныхустройств следует выполнять требования п. 1.1.1.
1.8.2. Внутренниеприварные устройства необходимо конструировать так, чтобы было обеспеченоудаление воздуха и полное опорожнение аппарата при гидравлическом испытании вгоризонтальном и вертикальном положениях.
1.8.3. Рубашки, применяемыедля наружного обогрева или охлаждения сосудов, могут быть съемными иприварными.
1.8.4. Все глухие частисборочных единиц и элементов внутренних устройств должны иметь дренажныеотверстия, расположенные в самых низких местах этих сборочных единиц иэлементов, для обеспечения полного слива жидкости в случае остановки сосуда.
Все глухие полости сосудов иих частей должны иметь отверстия для удаления воздуха.
2.1.1. Материалы похимическому составу и механическим свойствам должны удовлетворять требованиямгосударственных стандартов, технических условий и настоящего стандарта.
Качество и характеристикиматериалов должны, подтверждаться предприятием-поставщиком в соответствующихсертификатах.
2.1.2. При выборе материаловдля изготовления сосудов (сборочных единиц, деталей) должны учитываться:расчетное давление, температура стенки (минимальная отрицательная и максимальнаярасчетная), химический состав и характер среды, технологические свойства икоррозионная стойкость материалов.
2.1.3. Требования к основнымматериалам, их пределы применения, назначение, условия применения, видыиспытаний должны удовлетворять требованиям обязательных приложений 2-101. Требования к сварочным материалам должнысоответствовать требованиям подразд. 2.8.
1 Механические свойства и виды испытаний, химический состав приведены вприложениях 18-24.
2.1.4.При выборе материалов для сосудов, устанавливаемых на открытой площадке или в неотапливаемом помещении, необходимо учитывать:
абсолютную минимальнуютемпературу наружного воздуха данного района ( СНиП2.01.01), если температура стенки сосуда, находящегося под давлением, можетстать отрицательной от воздействия окружающего воздуха;
среднюю температуру воздуханаиболее холодной пятидневки данного района с обеспеченностью 0,92 ( СНиП 2.01.01), если температура стенки сосуда,находящегося под давлением, положительная; при этом качество материала должносоответствовать требованиям табл. 3.
Таблица 3
Марки сталей для сосудов, находящихся без давления, в зависимости отсредней температуры воздуха наиболее холодной пятидневки
| Средняя температура воздуха наиболее холодной пятидневки, °С | Марка стали и обозначение стандарта |
| Не ниже -30 | Ст3пс3, Ст3сп3, Ст3Гпс3 по ГОСТ 14637 |
| 15К-3, 16К-3, 18К-3, 20К-3 по ГОСТ 5520 | |
| 16ГС-3, 09Г2С-3, 10Г2С1-3 по ГОСТ 5520 | |
| От -31 до -40 | Ст3пс4, Ст3сп4, Ст3Гпс4 по ГОСТ 14637 |
| 15К-5, 16К-5, 18К-5, 20К-5 по ГОСТ 5520 | |
| 16ГС-6, 09Г2С-6, 10Г2С1-6 по ГОСТ 5520 | |
| От -41 до -60 | 09Г2С-8, 10Г2С1-8 по ГОСТ 5520 |
Примечания 1. Для материалов, не приведенных в табл. 3, нижний температурный пределприменения должен определяться исходя из требований обязательных приложений 2-7.
2. Материалы для сосудов, устанавливаемых врайонах со средней температурой воздуха наиболее холодной пятидневки ниже -40 °С, выбираются специализированной научно-исследовательскойорганизацией.
3. Если при проверке качества стали насоответствие требованию табл. 3 окажется, что обязательные приложения 2-7 итабл. 3рекомендуют различные категории стали по ГОСТ14637 или ГОСТ5520, то необходимо применять сталь более высокой категории.
4. Пределы применения двухслойной стали определяются по основному слою.
6.Пуск, остановку и испытание сосудов на герметичность в зимнее время следуетпроводить в соответствии с требованием обязательного приложения 17.
2.1.5. Материалы опорныхчастей сосудов, кронштейнов для крепления навесного оборудования и другихдеталей наружных приварных элементов должны удовлетворять требованиям табл. 3.
Элементы, привариваемыенепосредственно к корпусу изнутри или снаружи: лапы, цилиндрические опоры,подкладки под фирменные пластинки, опорные кольца под тарелки и др., должныизготавливаться из материалов, обладающих хорошей свариваемостью, и иметь сматериалом корпуса близкие значения коэффициентов линейного расширения. Приэтом разница в значениях коэффициентов линейного расширения не должна превышать10 %.
Примечания.
1. Допускается приварка к наружной поверхностикорпуса сосудов из аустенитных хромоникелевых сталейэлементов из углеродистой или низколегированной стали.Возможность приварки таких элементов, их протяженность и толщинаустанавливаются автором проекта.
2.Допускается применять листовую сталь и сортовой прокат марок Ст3кп2 и Ст3пс2толщиной не более 10 мм для приварных и неприварныхвнутренних элементов сосудов, работающих при температуре от -40 до +475 °С.
2.1.6. Углеродистая сталь кипящая не должна применяться:
в сосудах, предназначенныхдля сжиженных газов;
в сосудах, предназначенныхдля работы со взрыво- и пожароопасными веществами,вредными веществами 1-го и 2-го классов опасности по ГОСТ12.1.005, ГОСТ12.1.007 и средами, вызывающими коррозионное растрескивание (растворыедкого калия и натрия, азотнокислого калия, натрия, аммония и кальция, этаноламина, азотной кислоты, аммиачная вода, жидкий аммиак1 и др.) или вызывающими сероводородноерастрескивание и расслоение.
1При содержании влаги менее 0,2 %.
Примечание. Внутренние устройства, соприкасающиеся со взрыво- и пожароопасными средами, допускается выполнять из кипящей стали толщиной не более10 мм.
2.1.7. Сталь марки Ст3пскатегорий 3, 4, 5 толщиной более 12 мм до 25 мм допускается применять длясосудов объемом не более 50 м3, а толщиной 12 мм и менее - наравнесо сталью Ст3сп соответствующей категории.
2.1.8. Коррозионностойкиестали (лист, трубы, сварочные материалы, поковки и штампованные детали) приналичии требований в проекте должны быть проверены на стойкость противмежкристаллитной коррозии по ГОСТ 6032.
2.1.9. Применениематериалов, предусмотренных в обязательных приложениях 2-10, для изготовлениясосудов, работающих с параметрами, выходящими за установленные пределы, а такжеприменение материалов, не предусмотренных стандартом, допускаются вустановленном порядке Госгортехнадзором России на основании заключенияспециализированной научно-исследовательской организации. Копия решениявкладывается в паспорт сосуда.
Для сосудов 5-й группыдопускается применение новых материалов, расширение области применения материаловили изменение объема испытаний материалов по заключению специализированнойнаучно-исследовательской организации.
2.1.10. При отсутствиисопроводительных сертификатов на материалы или данных об отдельных видахиспытаний должны быть проведены испытания на предприятии-изготовителе сосуда всоответствии с требованиями стандартов или технических условий на эти материалыи требованиями настоящего стандарта.
2.1.11. Допускается посогласованию с разработчиком сосуда и специализированной научно-исследовательскойорганизацией применение материалов, указанных в табл. 3 и обязательных приложениях 2-10,по другим стандартам и техническим условиям, если качество материала по ним нениже устанавливаемого настоящим стандартом.
2.1.12. Дополнительныетребования к материалам, не предусмотренные стандартами или техническимиусловиями или предусмотренные в них «по требованию заказчика», должны бытьобязательно указаны в технической документации.
(обязательные приложения 2 и 3)
2.2.1. При заказеуглеродистых сталей обыкновенного качества по ГОСТ14637, углеродистых сталей и низколегированных по ГОСТ5520 должна быть указана категория стали.
При заказе сталей по ГОСТ5520 необходимо потребовать поставку стали с содержанием серы не более0,035 % и фосфора не более 0,035 %, а сталей марки 20К категорий 5 и 11 - поставкув нормализованном состоянии.
2.2.2. Коррозионностойкая, жаростойкая и жаропрочная толстолистовая сталь по ГОСТ 7350 должнабыть заказана горячекатанной, термическиобработанной, травленной, с обрезной кромкой, с качеством поверхности по группеМ2б и требованием по стойкости против межкристаллитной коррозии. По указаниюразработчика сосуда должно быть оговорено требование по содержанию a-фазы.
2.2.3. Листовуюуглеродистую сталь марки Ст3сп и двухслойную сталь с основным слоем из сталимарки Ст3сп толщиной более 25 мм и сталь марки Ст3Гпс толщиной более 30 ммдопускается применять в соответствии с параметрами, предусмотреннымиобязательным приложением 2 при условии проведения испытания металла наударный изгиб на предприятии-изготовителе сосудов или их элементов.Испытание на ударный изгиб следует проводить на трех образцах. При этомвеличина ударной вязкости KCU должна быть не менее:
50 Дж/см2 (5 кгс×м/см2) притемпературе +20 °С;
30 Дж/см2 (3 кгс×м/см2) притемпературе -20 °С и после механического старения, ана одном образце допускается величина ударной вязкости не менее 25 Дж/см2(2,5 кгс×м/см2).
Примечание. Для проката по ГОСТ5520, ГОСТ14637, ГОСТ19281 допускается переводить сталь из одной категории в другую при условиипроведения необходимых дополнительных испытаний в соответствии с требованиямиуказанных стандартов.
(Измененная редакция, Изм. № 2).
2.2.4. Листовая стальтолщиной листа более 60 мм, предназначенная для сосудов, работающих поддавлением более 10 МПа (100 кгс/см2),должна подвергаться на предприятии-поставщике металла контролю ультразвуковымили другим равноценным методом. Методы контроля должны соответствовать ГОСТ22727, нормы контроля - классу 1 по ГОСТ 22727.
2.2.5.Листы из двухслойных сталей толщиной более 25 мм, предназначенные для сосудов,работающих под давлением более 4 МПа (40 кгс/см2), должны заказываться по ГОСТ 10885 с учетом требований, соответствующих 1-му классу сплошностисцепления слоев.
Примечание. Применение двухслойных сталей других классов сплошностидопускается по согласованию со специализированной научно-исследовательскойорганизацией.
2.2.6.Допускается применение листового двухслойного проката и заготовок, полученных методом взрыва.
2.2.7. Заготовки деталей излистовой стали марки 20К по ТУ 14-1-3922 подлежатнормализации на предприятии-изготовителе сосудов (сборочных единиц, деталей).
Примечание. Если механические свойства металла листовпри поставке соответствуют требованиям ТУ 14-1-3922, что подтверждаетсяиспытаниями на предприятии-изготовителе сосудов (сборочных единиц, деталей),нормализацию заготовок деталей на предприятии-изготовителе можно непроизводить.
(обязательное приложение 4)
2.3.1. Электросварные трубыне допускается применять в трубных пучках теплообменных аппаратов,предназначенных для работы с веществами 1-го и 2-го классов опасности по ГОСТ12.1.005, ГОСТ12.1.007 (за исключением сероводорода при концентрации не более 0,03 % об.), и в сосудах, где смешениесред трубного и межтрубного пространств может привести к взрыву.
(Измененнаяредакция, Изм. № 2).
2.3.2. При заказе труб по ГОСТ10706 из сталей марок Ст3сп4 и Ст3сп5 необходимо оговорить поставку их всоответствии с требованиями для труб магистральных тепловых сетей и проведениеконтроля поперечных сварных швов неразрушающим методом.
2.3.3. При заказе труб по ГОСТ8731 и ГОСТ8733 следует оговорить поставку труб из сталей группы «В» с проведениемгидравлического испытания и, при необходимости, контроля макроструктуры,испытания на раздачу или сплющивание, или загиб.
Примечание. Контроль макроструктуры производится при давлении среды более 5 МПа(50 кгс/см2).
2.3.4. При заказе труб поГОСТ 550 из сталей марок 10, 20, 15Х5М и Х8, предназначенных для изготовлениятеплообменных аппаратов, необходимо оговорить поставку труб из сталей группы«А» (сортамент по ГОСТ550).
2.3.5.При заказе труб по ГОСТ 9940 и ГОСТ 9941 необходимо оговорить следующие требования:
партия должна состоять изтруб одной плавки и иметь единый документ о качестве с указанием химическогосостава и сведений о термической обработке;
глубина местной зачистки илишлифовки не должна выводить диаметр и толщину стенки за пределы минусовыхотклонений;
должны быть проведеныгидравлические испытания, испытания на стойкость против межкристаллитнойкоррозии, испытания на раздачу или сплющивание.
При заказе труб по ГОСТ9940 следует оговорить также и требования по очистке от окалины итермообработке труб.
2.3.6. При заказеэлектросварных труб из коррозионностойких сталей поТУ 14-3-1391 необходимо оговорить проведение испытания на стойкость противмежкристаллитной коррозии.
2.3.7. Трубы, закрепляемые всосудах методом развальцовки, должны испытываться на раздачу, в остальныхслучаях - на загиб или сплющивание в соответствии со стандартами на трубы.
2.3.8.Допускается применять бесшовные трубы без проведения гидравлического испытания на предприятии -изготовителе труб в следующих случаях:
если труба подвергается повсей поверхности контролю физическими методами (радиографическим,ультразвуковым или им равноценным);
для труб при рабочемдавлении до 5 МПа (50 кгс/см2), еслипредприятие-изготовитель труб гарантирует положительные результатыгидравлических испытаний.
(обязательное приложение 5)
2.4.1. Режимыковки и термической обработки поковок должны соответствовать установленным вдействующей технической документации.
2.4.2. Размеры поковкидолжны соответствовать конструкторской документации с припусками намеханическую обработку, технологическими напусками и допусками на точностьизготовления в соответствии с ГОСТ7062, ГОСТ7829 и ГОСТ 7505.
Качество поверхности,механические свойства поковок, допускаемые дефекты и методы устранения дефектовдолжны соответствовать требованиям ГОСТ8479, ГОСТ 25054, ГОСТ 26159.
В случае изготовленияпоковок по размерам, выходящим за пределы, предусмотренные ГОСТ8479 и ГОСТ 25054, требования к механическим свойствам поковок должны бытьоговорены в проекте.
2.4.3. Поковки из коррозионностойких сталей при наличии требования в проектедолжны испытываться на стойкость против межкристаллитной коррозии по ГОСТ 6032.
2.4.4.Поковки из углеродистых, низколегированных и среднелегированных сталей,предназначенные для работы под давлением более условного давления 6,3 МПа (63кгс/см2) и имеющие один из габаритных размеров (диаметр) более 200 мм итолщину более 50 мм, следует подвергать поштучному контролю ультразвуковым илидругим равноценным методом. Поковки, работающие под давлением не более условногодавления 6,3 МПа (63 кгс/см2), а такжепоковки из аустенитных и аустенитно-ферритныхвысоколегированных сталей, работающие под давлением более указанного условногодавления, должны подвергаться неразрушающему контролю при наличии этоготребования в проекте.
Контролю ультразвуковым илидругим равноценным методом следует подвергать не менее 50 % объема поковки.
Методика контроля и оценкакачества должна соответствовать требованиям ОСТ 26-11-09.
(Измененнаяредакция, Изм. № 2)..
2.4.5.Перед запуском в производство каждая поковка для плоских днищ (см. рис. 5), кроме поковок извысоколегированных сталей, должна быть проконтролирована ультразвуковым методомв зоне «А» по всей площади.
(обязательное приложение 7)
2.5.1. Отливки стальныедолжны применяться в термообработанном состоянии спроверкой механических свойств после термической обработки.
Вид и режим термическойобработки устанавливает предприятие - изготовитель отливок.
2.5.2. Сталь для отливокдолжна выплавляться в мартеновских или электрических печах, способ выплавкиуказывается в сертификате.
2.5.3. Отливки по форме иразмерам должны соответствовать требованиям проекта. Допускаемые отклонения поразмерам и массе отливок, а также припуски на механическую обработкупринимаются по 3 классу точности ГОСТ 26645.
(Измененная редакция, Изм. № 2)..
2.5.4. Качество поверхностиотливок должно соответствовать требованиям ГОСТ 977 исоответствующим техническим условиям.
2.5.5. На поверхностиотливок, подлежащих механической обработке, допускаются без исправлениядефекты, если глубина залегания их не превышает 2/3 припуска на механическуюобработку.
2.5.6. Дефекты отливок,влияющие на прочность и ухудшающие их товарный вид, подлежат исправлению. Виды,количество, размеры и расположение дефектов, подлежащих исправлению, а такжеспособы их исправления определяются соответствующими техническими условиями ичертежами заказчика на детали из отливок.
2.5.7. Отливки излегированных и коррозионностойких сталей подвергаютсяконтролю макро- и микроструктуры при наличии требований в технических условияхили проектах.
Исследование макро- имикроструктуры производится по инструкции предприятия-изготовителя.
2.5.8. Отливки из коррозионностойких сталей при наличии требований в проектедолжны быть испытаны на стойкость против межкристаллитной коррозии по ГОСТ 6032методом, указанным в проекте.
2.5.9. Образцы для испытаниямеханических свойств должны изготовляться в соответствии с требованиями ГОСТ 977.
2.5.10. Каждая полаяотливка, работающая при давлении свыше 0,07 МПа (0,7 кгс/см2),должна подвергаться гидравлическому испытанию пробным давлением, указанным втехнических условиях и ГОСТ356.
Испытание отливок, прошедшихна предприятии-изготовителе 100-процентный контроль неразрушающими методами,допускается совмещать с испытанием собранного узла или сосуда пробнымдавлением, установленным для узла или сосуда.
(обязательное приложение 6)
2.6.1. При заказеуглеродистых сталей обыкновенного качества по ГОСТ535 необходимо оговорить степень раскисления(спокойная, полуспокойная, кипящая) и категорию стали.
Категория стали должна бытьоговорена и при заказе стали по ГОСТ19281.
2.6.2. Призаказе коррозионностойких сталей по ГОСТ 5949 необходимо оговорить поставку их в термообработанном состоянии и проверку на стойкость противмежкристаллитной коррозии по ГОСТ 6032.
2.7.1. При выборе мароксталей для крепежных деталей фланцевых соединений, предусмотренных стандартами,следует руководствоваться стандартами на эти фланцы.
2.7.2. Требования кматериалам, виды их испытаний, пределы применения, назначение и условияприменения должны удовлетворять требованиям ОСТ26-2043.
2.7.3. Материалы крепежныхдеталей должны выбираться с коэффициентом линейного расширения, близким позначению коэффициенту линейного расширения материала фланца. При этом разница взначениях коэффициентов линейного расширения не должна превышать 10 %.
Допускается применятьматериалы шпилек (болтов) и фланцев с коэффициентами линейного расширения,значения которых отличаются между собой более чем на 10 % в случаях, когда:
это обосновано расчетом напрочность или экспериментальным исследованием;
расчетная температура фланцане более +100 °С для фланцевых соединений по ГОСТ12820¸-ГОСТ12822 и ГОСТ28759.2¸ГОСТ28759.4.
2.7.4. Допускается дляшпилек (болтов) из аустенитных сталей применять гайкииз сталей других структурных классов, предусмотренных в ОСТ26-2043.
2.7.5. Гайки и шпильки(болты) для соединений, работающих под давлением, должны изготавливаться изсталей разных марок.
Допускается изготавливатьшпильки (болты) и гайки из сталей одной марки. При этом твердость гаек должнабыть ниже твердости шпилек (болтов) не менее чем на 15 НВ.
2.7.6. Допускается применятькрепежные детали из сталей марок 30Х, 35Х, 38ХА, 40Х, 25Х1МФ, 30ХМА, 25Х2М1Ф,37Х12Н8Г8МФБ для соединений, работающих под давлением, до температуры -60 °С, а также гайки из стали марки 35 после закалки ивысокого отпуска для соединений, работающих под давлением, до температуры -46°С. В этом случае необходимо провести испытание образцов с острым надрезом (тип11 по ГОСТ9454) на ударный изгиб при рабочей температуре. Значение ударной вязкостина всех образцах должно быть не менее 30 Дж/см2(3 кгс×м/см2). Объемиспытаний - по ГОСТ20700.
Примечание: Испытанияна ударный изгиб при рабочей температуре проводятся только для шпилек.
(Измененная редакция, Изм. № 2).
2.7.7. Длина шпилек (болтов)должна обеспечивать превышение резьбовой части над гайкой не менее чем на 1,5 шага резьбы.
2.7.8. Для фундаментныхболтов должны применяться стали по ГОСТ 24379.0. Допускаетсяприменять материал для фундаментных болтов по ОСТ26-2043.
1 Раздел разработан всоавторстве с ВНИИПТхимнефтеаппаратуры.
2.8.1. Сварочные материалы следует выбирать согласно требованиямобязательных приложений 11-162 в зависимости от условий применения и с учетом требований обязательныхприложений 2-10 и табл. 3.
2 Химическийсостав приведен в приложении 25.
Сварочные материалы, неуказанные в обязательных приложениях 11-16, могут применяться посогласованию со специализированной научно-исследовательской организацией.
2.8.2. Сварочные материалы,применяемые для изготовления сосудов (сборочных единиц, деталей), должныудовлетворять требованиям стандартов или технических условий. Качество ихарактеристики сварочных материалов должны подтверждатьсяпредприятием-поставщиком в соответствующих сертификатах. При отсутствиисертификата сварочные материалы должны проверяться на соответствие требованиямстандартов или технических условий на предприятии-изготовителе сосуда.
2.8.3. Электроды с покрытиемдля ручной дуговой сварки типов, предусмотренных ГОСТ9467 или ГОСТ 10052, должны обеспечивать механические свойства металла шваи наплавленного металла в соответствии с требованиями этих стандартов.
2.8.4. Механические свойстваметалла шва или наплавленного металла, выполненные не указанными в настоящемстандарте сварочными материалами или способами, должны быть не ниже требований,приведенных в табл. 4.
Таблица 4
Механические свойства металла шва и наплавленного металла
| Временное сопротивление разрыву | Относительное удлинение, % | Ударная вязкость KCU, Дж/см2 (кгс×м/см2) | |
| при температуре +20 °С | |||
| Углеродистые, марганцовистые и марганцевокремнистые | Не ниже нижнего значения временного сопротивления разрыву основного металла, указанного в обязательных приложениях 18 и 19 для соответствующей марки стали | 18 | 50 (5,0) |
| Низколегированные хромистые и хромомолибденовые | 16 | ||
| Среднелегированные хромистые, хромомолибденовые и хромованадиевовольфрамовые | 14 | ||
| Высоколегированные с особыми свойствами | По стандарту или техническим условиям на сварочный материал или не менее 18 при отсутствии в стандарте данной характеристики | 70 (7,0) | |
| Примечания. 1. В случае применения присадочных материалов при сварке сосудов, предназначенных для работы при температурах ниже -20 °С, значение ударной вязкости наплавленного металла должно удовлетворять требованиям табл. 16. 2. Допускается снижение значения временного сопротивления разрыву на одном из двух испытанных образцов не более чем на 7 %. 3. Нормы механических свойств металла шва или наплавленного металла для низко- и среднелегированных хромистых, хромомолибденовых, хромованадиевых и хромованадиевовольфрамовых сталей указаны после термической обработки согласно паспорту на сварочные материалы или после термической обработки, предусмотренной в подразд. 3.12. | |||
2.8.5. В случае отсутствия сертификата механические испытания металла шваили наплавленного металла должны проводиться на растяжение и ударный изгиб наобразцах по ГОСТ 6996.
2.8.6. В металле,наплавленном электродами, предназначенными для ручной сварки сталей аустенитного класса, содержание ферритной фазы должносоответствовать ГОСТ 10052 или техническим условиям (паспорту) на электроды.Необходимость определения ферритной фазы в металле швов, выполненных другимиспособами сварки сталей аустенитного класса,устанавливается проектом. Количество ферритной фазы должно соответствовать ОСТ26-3.
Сварочные материалы, непредусмотренные настоящим стандартом и предназначенные для сварки сосудов(сборочных единиц, деталей) из аустенитных сталей, работающихпри температуре выше 350 °С, при отсутствиисертификатных или паспортных указаний должны подвергаться контролю насодержание ферритной фазы в металле шва или наплавленном металле.
2.8.7. Ручная иавтоматическая наплавка поверхностей фланцев, люков и других деталей измалоуглеродистых и низколегированных сталей для сосудов из двухслойных сталейдолжна производиться сварочными материалами, указанными в обязательныхприложениях 12,14,16,в зависимости от марки коррозионностойкого слоя ирабочих условий, предусмотренных проектом. При этом первый (переходной) слойдолжен быть выполнен электродами типа Э-10Х25Н13Г2 или сварочной проволокойсв-06Х25Н12ТЮ или св-06Х25Н12Г2Т. Допускается применение сварочной лентыаналогичного химического состава.
Технология наплавки должнапредусматривать меры, ограничивающие разбавление шва углеродистой илинизколегированной сталью и предотвращающие образование хрупкой структуры.
(Измененная редакция, Изм. № 2)..
Примечание. По согласованию с разработчиком сосуда или специализированнойнаучно-исследовательской организацией допускается наплавка на поверхностьдеталей, предназначенных для работы в средах, вызывающих коррозионноерастрескивание.
2.8.8. Сварочные материалы,предназначенные для выполнения соединений из разнородных сталей, должнывыбираться согласно РТМ 26-298 для ручной дуговой и автоматической под флюсомсварки и согласно РТМ 26-378 для сварки в защитных газах.
2.8.9. Сварочные материалы(электроды и сварочная проволока), предназначенные для выполнения сварныхсоединений, к которым предъявляются требования по стойкости противмежкристаллитной коррозии, перед запуском в производство должны подвергатьсяиспытаниям на стойкость против межкристаллитной коррозии по ГОСТ 6032 безпровоцирующего нагрева.
Если сосуд или его детали впроцессе изготовления нагреваются выше 600 °С илиподвергаются термической обработке, необходимо проводить испытания образцов настойкость против межкристаллитной коррозии с учетом времени всех термическихпеределов, которым подвергаются сосуд или детали.
(Измененная редакция, Изм. № 2)..
2.8.10. При получениинеудовлетворительных результатов по какому-либо виду испытаний разрешаетсяпроведение повторных испытаний на удвоенном количестве образцов по видуиспытаний, давшему неудовлетворительные результаты.
2.8.11. Сертификаты ирезультаты испытаний сварочных материалов, если такие проводились, должныхраниться на предприятии-изготовителе.
3.1.1. Материалы передзапуском в производство должны быть проверены на соответствие требованиямпроекта, настоящего стандарта, стандартов или технических условий.
Копии сертификатов, а при ихотсутствии результаты испытаний материалов сборочных единиц и деталей сосудов,регистрируемых в органах Госгортехнадзора России, должны прилагаться к паспортусосуда.
3.1.2. Во время хранения итранспортирования материалов на предприятии-изготовителе сосудов должны бытьисключены повреждения материалов и обеспечена возможность сличения нанесенноймаркировки с данными сопроводительной документации.
3.1.3. На листах и плитах,принятых к изготовлению обечаек и днищ, должна быть сохранена маркировкаметалла. Если лист и плиту разрезают на части, на каждую из них должна бытьперенесена маркировка металла листов и плит.
Маркировка должна содержатьследующие данные:
марку стали (для двухслойнойстали - марки основного и коррозионностойкого слоя);
номер партии-плавки;
номер листа (для листов сполистными испытаниями и двухслойной стали);
клеймо техническогоконтроля.
Маркировка наносится всоответствии с требованиями п. 7.1.4.
Маркировка должна находитьсяна стороне листа и плиты, не соприкасающейся с рабочей средой, в углу нарасстоянии 300 мм от кромок.
Примечание. Маркировке, нанесенной предприятием-поставщиком на листе или плите,допускается присваивать условный регистрационный номер. Условныйрегистрационный номер наносится на заготовку при переносе маркировки иприсваивается документу о качестве.
3.1.4. Методы разметкизаготовок деталей из сталей аустенитного класса марок12Х18Н10Т, 10Х17Н13М3Т, 08Х17Н15М3Т и др. и двухслойных сталей с коррозионностойким слоем из этих сталей не должны допускатьповреждений рабочей поверхности деталей.
Кернение допускается только по линииреза.
3.1.5. На поверхностиобечаек и днищ не допускаются риски, забоины, царапины, раковины и другиедефекты, если их глубина превышает минусовые предельные отклонения,предусмотренные соответствующими стандартами и техническими условиями, или еслипосле зачистки их толщина стенки будет менее допускаемой по расчету.
3.1.6. Поверхности деталейдолжны быть очищены от брызг металла, полученных в результате термической(огневой) резки и сварки.
3.1.7. Заусенцы должны бытьудалены и острые кромки деталей и узлов притуплены.
3.1.8. Предельные отклоненияразмеров, если в чертежах или нормативно-технической документации не указаныболее жесткие требования, должны быть:
для механическиобрабатываемых поверхностей: отверстий Н14, валов h4, остальных ±![]() по ГОСТ 25347;
по ГОСТ 25347;
для поверхностей безмеханической обработки, а также между обработанной и необработаннойповерхностями - в соответствии с табл. 5.
Таблица 5
Предельные отклонения размеров поверхностей
| Размеры, мм | Предельные отклонения по ГОСТ 25347 и ГОСТ 26179 | ||
| отверстий | валов | остальных | |
| До 500 | Н17 | h7 |
|
| Свыше 500 до 3150 | Н16 | h6 |
|
| Свыше 3150 | Н15 | h5 |
|
Оси резьбовых отверстий деталей внутренних устройств должны бытьперпендикулярны к опорным поверхностям. Допуск перпендикулярности должен быть впределах 15-й степени точности по ГОСТ 24643, если не предъявляются в чертежахили нормативно-технической документации более жесткие требования.
3.1.9. Методы сборкиэлементов под сварку должны обеспечивать правильное взаимное расположениесопрягаемых элементов и свободный доступ к выполнению сварочных работ в последовательности,предусмотренной технологическим процессом.
3.1.10. Разделка кромок изазор между кромками деталей, подлежащих сварке, должны соответствоватьтребованиям чертежей и стандартов на сварные швы.
3.1.11. Сварщик долженприступать к сварочным работам только после установления отделом техническогоконтроля правильности сборки и зачистки всех поверхностей, подлежащих сварке.
3.1.12. Покрытие (эмалью,свинцом, лаком, резиной, эбонитом и др.) и подготовка под покрытие внутреннейповерхности сосуда при наличии требования в технической документации должныпроводиться по документации предприятия-изготовителя.
3.2.1. Обечайки диаметром до1000 мм должны изготавливаться не более чем с двумя продольными швами.
Обечайки диаметром свыше1000 мм должны изготавливаться из листов максимально возможной длины. Вставкидопускаются шириной не менее 400 мм для сосудов 1, 2, 3, 4-й групп и не менее200 мм для сосудов 5-й группы.
3.2.2. Отклонение в длинеразвертки окружности взаимостыкуемых обечаек должнообеспечивать выполнение требований п. 3.10.9. Замер длины разверткипроизводится с двух концов заготовки обечайки.
3.3.1.После сборки и сварки обечаек корпус (без днищ) должен удовлетворять следующимтребованиям:
а) отклонение по длине неболее ±0,3 % от номинальной длины, но не более ±75 мм;
б) отклонение отпрямолинейности не более 2 мм на длине 1 м, но не более 20 мм при длине корпусадо 10 м и не более 30 мм при длине корпуса свыше 10 м.
При этом местнаянепрямолинейность не учитывается:
в местах сварных швов;
в зоне вваркиштуцеров и люков в корпус;
в зоне конусности обечайки,используемой для достижения допустимых смещений кромок в кольцевых швахсосудов, имеющих эллиптические или отбортованные конические днища;
в) отклонение от прямолинейностикорпуса (без днищ) сосудов с внутренними устройствами, устанавливаемыми всобранном виде, не превышает величину номинального зазора между внутреннимдиаметром корпуса и наружным диаметром устройства на участке установки.
Усиления кольцевых и продольныхшвов на внутренней поверхности корпуса должны быть зачищены в местах, где онимешают установке внутренних устройств.
Усиления сварных швов неснимают у корпусов сосудов, изготовленных из двухслойных и коррозионно-стойкихсталей; при этом у деталей внутренних устройств делают местную выемку в местахприлегания к сварному шву. В случае, когда зачистка таких внутренних швовнеобходима, должна быть предусмотрена технология сварки, обеспечивающаякоррозионную стойкость зачищенного шва.
Относительная овальность «а»корпуса сосудов (за исключением теплообменных аппаратов, а также аппаратов,работающих под вакуумом или наружным давлением) не должна превышать 1 %.Величина относительной овальности определяется:
в местах, где не установленыштуцера и люки, по формуле
![]() ,
,
в местах установки штуцерови люков по формуле
![]() ,
,
где Dmах, Dmin - соответственно наибольшийи наименьший внутренние диаметры корпуса, измеренные в одном поперечномсечении, d - внутренний диаметр штуцера или люка.
Значение «а» допускаетсяувеличивать до 1,5 % для сосудов при отношении толщины корпуса к внутреннемудиаметру не более 0,01.
Значение «а» для сосудов,работающих под вакуумом или наружным давлением, должно быть не более 0,5 %.
Значение «а» для сосудов бездавления (под налив) должно быть не более 2 %.
3.3.3. Для выверкигоризонтального положения базовая поверхность горизонтального сосуда должнабыть указана в технической документации. На одном из днищ корпуса должны бытьнанесены несмываемой краской две контрольные риски для выверки боковогоположения сосуда на фундаменте.
3.3.4. Для выверкивертикального положения вверху и внизу корпуса под углом 90° должны бытьпредусмотрены у изолируемых колонных аппаратов две пары приспособлений по ОСТ36-18, а у неизолируемых две пары рисок.
3.3.5. Корпуса вертикальныхсосудов с фланцами, имеющими уплотнительные поверхности «шип-паз» или«выступ-впадина», для удобства установки прокладки следует выполнять так, чтобыфланцы с пазом или впадиной были нижними.
3.4.1. Качество сварных швовднищ после штамповки должно соответствовать требованиям подразд.3.11.
Контроль качества сварныхшвов днищ после штамповки производится в объемах и методами, предусмотренными в разд. 5.
3.4.2. Смещение кромоксвариваемых заготовок днищ не должно превышать 10 % толщины листа, но не более3 мм, а для двухслойных сталей со стороны плакирующего слоя смещение стыкуемыхкромок должно соответствовать величинам, указанным втабл. 14.
(Измененная редакция, Изм. № 2)..
3.4.3. Днища,изготовленные из коррозионностойкой стали аустенитного класса методом горячей штамповки или горячего фланжирования, а также днища, прошедшие термообработку илигорячую правку, должны быть очищены от окалины, если это требованиепредусмотрено технической документацией. Пассивирование рабочей поверхностиднищ производится по требованию технической документации.
3.4.4. Отклонениевнутреннего (наружного) диаметра в цилиндрической части отбортованных днищ и полусферическогоднища допускается не более ±1 % номинального диаметра. Относительная овальностьдопускается не более 1 %.
3.4.5. Готовое днище,являющееся товарной продукцией, должно иметь маркировку:
товарный знак илинаименование предприятия-изготовителя;
номер днища по системенумерации предприятия-изготовителя;
марку материала;
условное обозначение;
клеймо техническогоконтроля.
Надписи «товарный знак» или«предприятие-изготовитель», «номер днища» допускается не наносить посогласованию с заказчиком.
Маркировка наносится всоответствии с требованием п. 7.1.4. Маркировка должна находиться на наружной выпуклой поверхности днища.
Днища эллиптические
3.4.6. Отклонения размеров иформы днищ (рис. 7) не должны превышать значений, указанных в табл. 6, 7, 8.
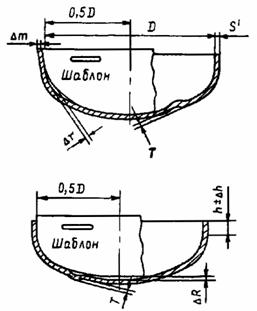
Рис. 7. Отклонения размеров иформы эллиптического днища
Таблица 6
Допуски высоты цилиндрической части и высоты выпуклости (вогнутости) наэллипсоидной части днища
| Диаметр днища, D, мм | Предельное отклонение высоты цилиндрической части, Dh, мм | Предельная высота отдельной вогнутости или выпуклости на эллипсоидной части, Т, мм |
| До 720 | ±5 | 2 |
| От 800 до 1300 | 3 | |
| От 1320 и более | 4 |
Примечания 1. Высота отдельной вогнутости иливыпуклости Т на эллипсоиднойчасти днища, изготавливаемого на фланжировочномпрессе, допускается до 6 мм.
2. На цилиндрической части днища недопускаются гофры высотой более 2 мм.
3. Высота эллипсоидной части днищаобеспечивается оснасткой.
Таблица 7
Допуски наклона цилиндрической части
| Толщина днища, S', мм | Допуски наклона, Dm, мм |
| До 20 | 4 |
| От 22 до 25 | 5 |
| От 28 до 34 | 6 |
| От 36 и более | 8 |
Таблица 8
Допуски формы эллипсоидной поверхности
| Диаметр днищ, D, мм | Зазор между шаблоном и эллипсоидной поверхностью, мм | |
| Dr | DR | |
| До 530 | 4 | 8 |
| От 550 до 1400 | 6 | 13 |
| От 1500 до 2200 | 10 | 21 |
| От 2400 до 2800 | 12 | 31 |
| От 3000 и более | 16 | 41 |
3.4.7. Для днищ, изготавливаемых штамповкой,допускается утонение в зоне отбортовки до 15 % от исходной толщинызаготовки.
3.4.8. Контроль формыготового днища следует производить шаблоном длиной 0,5 внутреннего диаметраднища. Высота цилиндрической части должна измеряться приложением линейки по ГОСТ427.
Днища полусферические
3.4.9. Высота отдельнойвогнутости или выпуклости Т (рис. 8-а) на поверхности днищ должна быть не более 4мм.
3.4.10. Зазоры DR и Dr между шаблоном исферической поверхностью днища из лепестков и шарового сегмента (рис. 8-б, в)должны быть не более ±5 мм при внутреннем диаметре днища до 5000 мм и ±8 мм привнутреннем диаметре более 5000 мм. Величина зазора DR может быть увеличена в 2раза, если S'³0,8S (S - толщина обечайки, S' -толщина днища).
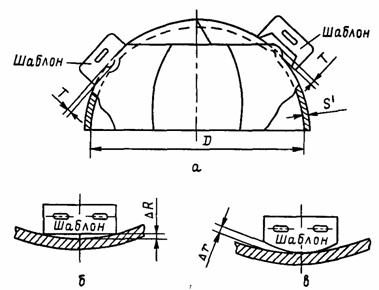
Рис. 8. Отклонение формы полусферического днища
3.4.11. Зазоры DR и Dr между шаблоном исферической поверхностью штампованного днища должны быть не более значений,указанных в табл. 8.
3.4.12. Контроль формыготового днища производится шаблоном длиной не менее 1/6 внутреннего диаметраднища.
Конические днища (переходы)
3.4.13. У конических днищ(переходов) продольные и кольцевые швы смежных поясов могут располагаться непараллельно образующей и основанию конуса. При этом должны выполнятьсятребования п. 3.10.7.
3.4.14. Утонение толщиныстенки отбортовки конических днищ (переходов),изготовляемых штамповкой, должно соответствовать требованию п. 3.4.7.
3.4.15. Отклонения высотыцилиндрической части днища допускаются не более +10 и -5 мм.
Днища плоские
3.4.16. Отклонение отплоскостности для плоских днищ по ГОСТ 12622 и ГОСТ12623 не должно превышать требований по отклонению от плоскостности на листпо ГОСТ19903 и ГОСТ10885.
3.4.17. Отклонение отплоскостности для плоских днищ, работающих под давлением, после приварки их кобечайке не должно превышать 0,01 внутреннего диаметра сосуда, но не более 20мм при условии, что в технической документации не указаны более жесткиетребования.
3.5.1. Техническиетребования к фланцам сосудов и фланцам арматуры должны отвечать соответственно ГОСТ28759.5 и ГОСТ12816.
Фланцы с гладкойуплотнительной поверхностью не допускается применять в сосудах 1-й и 2-й групп.
При выборе материалапрокладок следует учитывать условия эксплуатации сосуда. Сведения о прокладкахдолжны указываться в технической документации на сосуд.
Примечание. Этоограничение не, распространяется на фланцы эмалированных и гуммированныхсосудов, а также в случае применения спирально-навитых прокладок сограничительными кольцами.
(Измененная редакция, Изм. № 2)..
3.5.2. Фланцы приварныевстык должны изготавливаться из поковок, штамповок или бандажных заготовок.
Фланцы приварные встыкдопускается изготавливать:
вальцовкой заготовки поплоскости листа (рис. 9) для сосудов, работающих под давлением не болееусловного давления 2,5 МПа (25 кгс/см2);
путем гибакованых полос для сосудов, работающих под давлением не более условного давления6,3 МПа (63 кгс/см2);
методом точения из сортовогопроката.
Рис. 9. Схема вальцовки фланца приварного встык по плоскости листа
При этом сварные швы должныбыть в дополнение к требованиям разд. 4 проконтролированырадиографическим или ультразвуковым методом в объеме 100 %.
3.5.3. Плоские фланцыдопускается изготавливать сварными из частей приусловии выполнения сварных швов с полным проваром по всему сечению фланца.
Качество радиальных сварныхшвов должно быть проверено радиографическим или ультразвуковым методом в объеме100 %.
Сварные швы плоских фланцевиз низколегированных (марок 16ГС, 09Г2С, 10Г2С1) и аустенитно-ферритных сталей,применяемых при температурах ниже -20 °С,дополнительно испытываются на ударный изгиб при минимальной рабочейтемпературе.
Сварные швы фланцев из аустенитных хромоникелевых и аустенитно-ферритных сталейдополнительно должны испытываться на стойкость против межкристаллитной коррозиив соответствии с требованиями подразд. 5.4.
3.5.4. Фланцы для сосудов издвухслойной стали должны изготавливаться из стали основного слоя двухслойнойстали или из стали этого же класса с защитой уплотнительной и внутреннейповерхностей фланца от коррозии наплавкой или облицовкой изкоррозионно-стойкой стали.
Фланцыштуцеров, патрубки которых изготовлены из хромоникелевой аустенитнойстали в соответствии с требованиями п. 3.6.1, допускается применятьиз той же стали, если это предусмотрено в конструкторской документации.
3.5.5. Для контролягерметичности сварных соединений облицовки фланцев необходимо предусматриватьконтрольные отверстия под резьбу М10 по ГОСТ8724.
3.6.1.Патрубки штуцеров и люков сосудов из двухслойных сталей могут быть изготовлены:
из двухслойной стали той жемарки или того же класса;
с коррозионностойкойнаплавкой внутренней поверхности патрубка;
с применением облицовочныхгильз.
Толщина наплавленного слоядолжна быть не менее 3 мм после механической обработки и не менее 5 мм приналичии требований по межкристаллитной коррозии. Толщина облицовки должна бытьне менее 3 мм.
Патрубки штуцеров сосудов издвухслойной стали с основным слоем из углеродистой или марганцевокремнистойстали и плакирующим слоем из хромистой коррозионностойкойстали или хромоникелевой аустенитной стали допускается изготавливать из хромоникелевой аустенитной стали при соблюдении следующих условий:
условный проход патрубка неболее 100 мм, расчетная температура не более 400 °Снезависимо от режима работы сосуда;
условный проход патрубка неболее 200 мм, расчетная температура не более 250 °С ирежим работы сосуда непрерывный или периодический с количеством циклов не более1000.
3.6.2. Торцы патрубковштуцеров и люков из двухслойной стали и швы приварки их к корпусу должны бытьзащищены от корродирующего действия среды наплавкойили накладкой.
Толщина наплавленного слоядолжна быть не менее указанной в п. 3.6.1. Толщина накладок должна быть не менее 3 мм.
3.6.3. Отверстия и разделкакромок при установке бобышек, штуцеров и люков на продольных швахцилиндрических и конических частей корпусов и сварных швах выпуклых днищ,сосудов из хромомолибденовых сталей должны быть выполнены только механическимспособом.
3.6.4. При установкештуцеров и люков:
позиционное отклонение (врадиусном измерении) осей штуцеров и люков допускается не более ±10 мм;
отклонения диаметровотверстий под штуцера и люки должны быть в пределах зазоров, допускаемых длясварных соединений по конструкторской документации;
оси отверстий для болтов ишпилек фланцев не должны совпадать с главными осями сосудов и должнырасполагаться симметрично относительно этих осей, при этом отклонение отсимметричности допускается не более ±5°;
отклонение по высоте(вылету) штуцеров допускается не более ±5 мм.
(Измененная редакция, Изм. № 2)..
3.6.5. Для контроля нагерметичность при наличии облицовочной гильзы необходимо предусмотретьконтрольное отверстие с резьбой М10 по ГОСТ8724.
(Измененная редакция, Изм. № 2)..
3.6.6. При приварке бобышек,патрубков штуцеров и люков, укрепляющих колец расстояние N между краем швакорпуса и краем шва приварки детали (рис. 10) принимается в соответствиис требованиями п. 3.10.6.
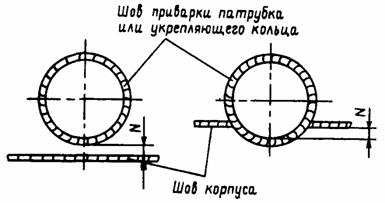
Рис. 10. Схема определения расстояния между краем шва корпуса и краемшва приварки детали
Расстояние между швами нерегламентируется:
при приварке бобышек кпатрубкам штуцеров;
в случае осесимметричногорасположения привариваемой детали на сварном шве корпуса.
3.6.7. Укрепляющие кольцадопускается изготавливать из частей, но не более чем из четырех. При этомсварные швы должны выполняться с проваром на полную толщину кольца.
В каждомукрепляющем кольце или каждой его части, если сварка частей производится послеустановки их на сосуд, должно быть не менее одного контрольного отверстия срезьбой М10 по ГОСТ8724. Контрольное отверстие должно располагаться в нижней части кольца илиполукольца по отношению к сосуду, устанавливаемому в эксплуатационноеположение, и оставаться открытым.
3.6.8. Укрепляющие кольцадолжны прилегать к поверхности укрепляемого элемента. Зазор допускается неболее 3 мм. Зазор контролируется щупом по наружному диаметру укрепляющегокольца.
3.7.1. При изготовлениигнутых змеевиков должны выполняться следующие условия:
а) расстояние между сварнымистыками в змеевиках спирального, винтового и других типов должно быть не менее4 м. Длина замыкающей трубы с каждого конца должна быть не менее 500 мм, заисключением случая приварки к замыкающей трубе патрубка, штуцера или отвода.
При горячей гибке труб с наполнителем допускается не более одногосварного стыка на каждом витке при условии, что расстояние между сварнымистыками не менее 2 м;
б) в змеевиках с приварнымидвойниками (колена двойные) на прямых участках труб длиной 2 м и болеедопускается один сварной стык, исключая швы приварки двойников.
Примечание. При горячей гибке вручную труб снаполнителем для змеевиков с диаметром витка не более 1,3 м допускается неболее двух стыков на каждом витке. Для змеевиков с диаметром витка более 1,3 мколичество стыков не нормируется, но при этом расстояние между стыками должнобыть не менее 2 м.
3.7.2. Для сварки стыковтруб могут применяться все виды сварки, за исключением газовой сварки, при соблюдениитребований подразд. 3.10-3.12.
3.7.4. Грат снаружи и внутритрубы после контактной сварки должен удаляться методом, принятым напредприятии-изготовителе.
Концы труб, подлежащиеконтактной сварке, должны быть очищены снаружи и внутри от грязи, масла,заусенцев. При этом не допускается исправление дефектов, дефектные стыки должныбыть вырезаны. В местах вырезки допускается вставка отрезка трубы длиной неменее 200 мм.
3.7.5. На каждый крайнийсварной стык, независимо от способа сварки, наносится клеймо, позволяющееустановить фамилию сварщика, выполнявшего эту работу.
Место клеймения должнорасполагаться на основном металле на расстоянии неболее 100 мм от стыка.
3.7.6. Отклонение отперпендикулярности торца труб наружным диаметром не более 100 мм относительнооси трубы не должно превышать:
0,4 мм при контактнойсварке;
0,6 мм при газовой иэлектродуговой сварке.
Отклонение отперпендикулярности торца труб наружным диаметром более 100 мм должносоответствовать нормам, принятым на предприятии-изготовителе.
3.7.7. Холодная раздача концовтруб из углеродистой стали при их подгонке допускаетсядля труб наружным диаметром не более 83 мм и толщиной стенки не более 6 мм навеличину не более чем на 3 % от внутреннего диаметра трубы.
3.7.8. Отклонение от круглости в местах гиба труб исужение внутреннего диаметра в зоне сварных швов не должны превышать 10 % отнаружного диаметра труб. Отклонение от круглостиследует проверять для труб диаметром не более 60 мм при радиусе гиба менее четырех диаметров пропусканием контрольногошара, а для остальных труб - измерением наружного диаметра.
(Измененнаяредакция, Изм. № 1)..
Диаметр контрольного шарадолжен быть равен:
0,9 d для труб без гибов, за исключением труб с подкладными остающимисякольцами (d - фактический наименьший внутренний диаметр труб);
0,8 d для гнутых сварных труб, заисключением гнутых труб в горячем состоянии или с приварными коленами;
0,86 d длягнутых в горячем состоянии труб;
0,75 d длягнутых труб с приварными коленами.
Отклонение от номинальногоразмера диаметра контрольного шара не должно превышать 1,5 мм.
3.7.9. Смещение кромок В стыкуемых труб (рис. 11) в стыковых соединенияхопределяется шаблоном и щупом и не должно превышать значений, указанных в табл.9.
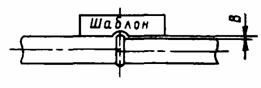
Рис. 11. Схема определения смещения кромок стыкуемых труб
Таблица 9
Смещение кромок стыкуемых труб
| В, мм | |
| До 3 | 0,2S |
| Свыше 3 до 6 | 0,1S+0,3 |
| Свыше 6 до 10 | 0,15S |
| Свыше 10 до 20 | 0,05S+1,0 |
| Свыше 20 | 0,1S, но не более 3 мм |
3.7.10. Отклонение от прямолинейности DL оситрубы на расстоянии 200 мм от оси шва (рис. 12) определяется шаблоном ищупом и не должно превышать значений, указанных втабл. 10.
3.7.11. При изготовлениигнутых змеевиков (рис. 13-а, в) предельные отклонения размеров должныбыть следующие; ±6 мм - для L; ±5 мм - для L1 и t2; ±4 мм - для t1; ±10 мм - для D.
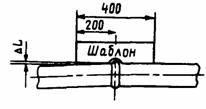
Рис. 12. Схема определения отклонения от прямолинейности оси трубы
Таблица 10
Отклонение от прямолинейности оси трубы
| DL, мм | |
| До 3 | 0,2S+1,0 |
| Свыше 3 до 6 | 0,1S+1,3 |
| Свыше 6 до 10 | 0,15S+1,0 |
| Свыше 10 до 20 | 0,05S+2,0 |
| Свыше 20 | 0,1S+1,0, но не более 4 мм |
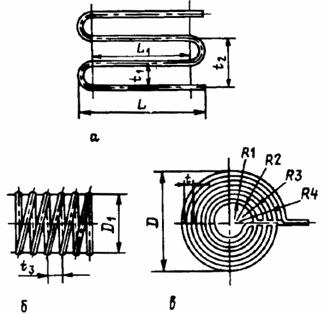
Рис. 13. Размеры гнутыхзмеевиков
Предельные отклонениярадиусов R1, R2, R3, R4, диаметра D1 шага t3 (рис. 13-б, в)и излома оси в швах приварки выводов устанавливаются чертежомпредприятия-изготовителя.
Примечание. Допускается отклонение размеров L и L1(если эти размеры больше 6 м)увеличить на 1 мм на каждый 1 м длины, но не более чем на 10 мм на всюдлину.
3.7.12. Контроль сварныхшвов змеевиков следует проводить в соответствии с требованиями подразд. 5.2-5.10.
Объем контроля сварных швоврадиографическим или ультразвуковым методом должен быть не менее указанного в табл. 20. Группа змеевика определяется по табл. 1.
3.7.13. Змеевики должныподвергаться гидравлическому испытанию до установки в сосуд пробным давлением,указанным в чертежах предприятия-изготовителя. При испытании не должно бытьпризнаков течи и потения.
3.7.14. (Исключен, Изм. № 2).
3.8.1. Отводы должныудовлетворять требованиям ГОСТ17375, ГОСТ17380 и чертежам предприятия-изготовителя.
3.8.2. Отводы должныизготавливаться с углом гиба 45, 60, 90 и 180°.
Отводы, гнутые из труб подуглом 180°, допускается изготавливать сварными из двухотводов под углом 90°.
Изменение угла гиба допускается по соглашению с заказчиком.
3.8.3. Крутоизогнутые отводымогут изготавливаться из труб и листового проката. Применение секторных отводовв сосудах 1-й и 2-й групп не допускается.
3.8.4. Каждый штампосварнойотвод должен подвергаться гидравлическому испытанию пробным давлением,указанным в ГОСТ356.
Гидравлическое испытаниеотводов допускается совмещать с гидравлическим испытанием труб.
Гидравлическое испытаниедопускается заменять 100-процентным контролем сварных швов радиографическим илиультразвуковым методом.
3.8.5. Предельные отклоненияразмеров и допуск плоскостности торцов D отводов и труб гнутых не должны превышать значений, указанных в табл. 11.
Таблица 11
Предельные отклонения размеров и допуск плоскостности отводов и гнутыхтруб
| Предельные отклонения, мм | Допуск плоскостности, D, мм | ||
| внутреннего диаметра | толщины стенки | ||
| От 2,5 до 3,0 | ±0,5 | ±0,125S | ±0,5 |
| От 3,5 до 4,5 | ±1,0 | ±1,0 | |
| От 5,0 до 6,0 | ±1,5 | ±11,5 | |
| От 7,0 до 8,0 | ±2,0 | ||
| От 9,0 до 15,0 | ±2,5 | ||
| От 16,0 и более | ±3,0 | ||
(Измененная редакция, Изм. № 2)..
Предельныеотклонения размеров L1, L2, L3 отводов (рис. 14) недолжны превышать значений, указанных в табл. 12.
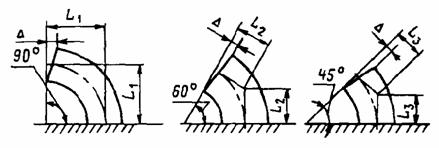
Рис. 14. Схема определения размеров L1, L2, L3, Dотводов в зависимости от угла гиба
Таблица 12
Предельные отклонения размеров L1, L2, L3 отводов
| Предельные отклонения размеров L1, L2, L3 мм | |
| До 125 | ±2,0 |
| Свыше 125 до 200 | ±3,0 |
| Свыше 200 до 350 | ±4,0 |
| Свыше 350 до 500 | ±5,0 |
| Свыше 500 | ±6,0 |
3.9.1. Сварка корпусов иприварка к ним деталей сосудов 1, 2, 3, 4-й групп, а также сварка внутреннихустройств, если они относятся к указанным группам, должна проводитьсясварщиками, сдавшими экзамены в соответствии с Правилами аттестации сварщиков,утвержденными Госгортехнадзором России, и имеющими удостоверение установленнойформы.
3.9.2. Сосуды в зависимостиот конструкции и размеров могут быть изготовлены с применением всех видовпромышленной сварки, за исключением газовой сварки. Использование газовойсварки допускается только для труб змеевиков в соответствии с требованием п. 3.7.3.
3.9.3. Сварка сосудов(сборочных единиц, деталей) должна производиться в соответствии с требованиямитехнических условий на изготовление или технологической документации.
Технологическая документациядолжна содержать указания по:
технологии сваркиматериалов, принятых для изготовления сосудов (сборочных единиц, деталей);
применению присадочныхматериалов;
видам и объему контроля;
предварительному исопутствующему подогреву;
термической обработке.
3.9.4. Прихватка свариваемыхсборочных узлов и деталей производится с применением сварочных материалов,указанных в обязательных приложениях 11-16. Прихватка должнавыполняться квалифицированными сварщиками.
3.9.5. Для предотвращенияхолодных трещин все сварочные работы при изготовлении сосудов (сборочных единици деталей) должны производиться при положительных температурах в закрытыхотапливаемых помещениях.
Сварку сосудов (сборочныхединиц и деталей) из хромистых, хромомолибденовых и хромованадиевовольфрамовыхсталей следует производить с подогревом, режим которого определяетсятехнологическим процессом.
При выполнении сварочныхработ на открытой площадке сварщик и место сварки должны быть защищены отнепосредственного воздействия дождя, ветра и снега. Температура окружающеговоздуха должна быть не ниже указанной в табл. 13.
3.9.6. Форма подготовкикромок должна соответствовать требованиям стандартов, нормативно-техническойдокументации и проекта.
Кромки подготовленных подсварку элементов сосудов должны быть зачищены на ширину не менее 20 мм, а дляэлектрошлаковой сварки - на ширину не менее 50 мм. Кромки не должны иметьследов ржавчины, окалины, масла и прочих загрязнений. Кромки должны проходитьвизуальный осмотр для выявления пороков металла. Не допускаются расслоения,закаты, трещины, а для двухслойнойстали - также и отслоения коррозионностойкого слоя.
Таблица 13
Температура окружающего воздуха при сварке сосудов
| Температура окружающего воздуха при сварке металла толщиной | ||
| не более 16 мм | более 16 мм | |
| Углеродистая сталь с содержанием углерода менее 0,24 %, низколегированные марганцовистые и марганцевокремнистые стали и основной слой из этих сталей в двухслойной стали | Ниже 0 °С до -20 °С сварка без подогрева При температуре ниже -20 °С сварка с подогревом до 100-200 °С | Ниже 0°С до -20 °С* сварка с подогревом до 100-200 °С |
| Углеродистая сталь с содержанием углерода от 0,24 до 0,28 % | Ниже 0 °С до -10 °С* сварка без подогрева | Ниже 0 °С до -10 °С* сварка с подогревом до 100-200 °С |
| Низколегированные хромомолибденовые стали (марок 12МХ, 12ХМ, 15ХМ) и основной слой из этих сталей в двухслойной стали | Ниже 0 °С до -10 °С* сварка с подогревом до 250-350 °С | |
| Стали марок 15Х5, 15Х5М, 15Х5ВФ, Х8, Х9М, 12Х8ВФ и т. п. | Не ниже 0 °С | |
| Высоколегированные, хромоникельмолибденовые и хромоникелевые стали аустенитного класса и коррозионностойкого слоя из этих сталей в двухслойной стали | Ниже 0 °С до -20°С* сварка без подогрева | |
*При температуре ниже указанной сварка недопускается.
При толщине листовогопроката более 36 мм зона, прилегающая к кромкам, дополнительно должна контролироватьсяультразвуковым методом на ширине не менее 50 мм для выявления трещин,расслоений и т. д.
Не допускаются дефектыплощадью более 1000 мм2причувствительности контроля Д5Э по ГОСТ 22727. На одном метре длиныконтролируемой кромки допускается не более трех зафиксированных дефектов приминимальном расстоянии между ними 100 мм.
В случае обнаружениянедопустимых дефектов исправления производятся в соответствии с Инструкцией наисправление методом дуговой сварки строчечных дефектов, выявляемых в процессеизготовления толстостенной нефтехимической аппаратуры.
3.9.7. Все сварные швыподлежат клеймению, позволяющему установить сварщика, выполнявшего эти швы.
Клеймо наносится нарасстоянии 20-50 мм от кромки сварного шва с наружной стороны. Если шов с наружнойи внутренней сторон заваривается разными сварщиками, клейма ставятся только снаружной стороны через дробь: в числителе клеймо сварщика с наружной сторонышва, в знаменателе - с внутренней стороны. Если сварные соединения сосудавыполняются одним сварщиком, то допускается клеймо ставить около таблички илина другом открытом участке.
У продольных швов клеймодолжно находиться в начале и в конце шва на расстоянии 100 мм от кольцевогошва. На обечайке с продольным швом длиной менее 400 мм допускается ставить одноклеймо. Для кольцевого шва клеймо должно выбиваться в месте пересечениякольцевого шва с продольным и далее через каждые 2 м, но при этом должно бытьне менее двух клейм на каждом шве. На кольцевой шов сосуда диаметром не более700 мм допускается ставить одно клеймо. Клеймение продольных и кольцевых швовсосудов с толщиной стенки менее 4 мм допускается производить электрографом илинесмываемой краской.
Место клеймения заключаетсяв хорошо видимую рамку, выполняемую несмываемой краской.
Примечание. Допускается вместо клеймения сварных швов прилагать к паспорту сосудасхему расположения швов с указанием фамилий сварщиков с их росписью.
3.9.8. Устранение дефектов всварных швах должно производиться в соответствии с инструкцией или стандартомпредприятия на сварку сосуда (сборочной единицы и детали) из данной маркистали.
3.10.1. При сварке обечаек итруб, приварке днищ к обечайкам должны применяться стыковые швы с полнымпроплавлением.
Допускается применятьугловые и тавровые швы при приварке штуцеров, люков, труб, трубных решеток,плоских днищ и фланцев.
Допускается применять нахлесточные сварные швы для приварки укрепляющих колец иопорных элементов.
Не допускается применениеугловых и тавровых швов для приварки штуцеров, люков, бобышек и других деталейк корпусу с неполным проплавлением (конструктивным зазором):
в сосудах 1, 2, 3-й групппри диаметре отверстия более 120 мм, в сосудах 4-й и 5а групп при диаметреотверстия более 275 мм;
в сосудах 1, 2, 3, 4-й и 5агрупп из низколегированных марганцовистых и марганцевокремнистыхсталей с температурой стенки ниже -30 °С безтермообработки и ниже -40 °С с термообработкой;
в сосудах всех групп,предназначенных для работы в средах, вызывающих коррозионное растрескивание,независимо от диаметра патрубка.
Не допускается применениеконструктивного зазора в соединениях фланцев с патрубками сосудов, работающихпод давлением более 2,5 МПа (25 кгс/см2) и при температуре более 300 °С, и фланцев с обечайками и днищами сосудов, работающихпод давлением более 1,6 МПа (16 кгс/см2) и при температуре более 300°С.
3.10.2. Сварные швы сосудовдолжны быть расположены так, чтобы обеспечить возможность их визуальногоосмотра и контроля качества неразрушающим методом (ультразвуковым,радиографическим и др.), а также устранения в них дефектов.
Допускается в сосудах 1, 2,3, 4-й и 5а групп не более одного, в сосудах 5б группы не более четырех, втеплообменниках не более двух стыковых швов, доступных для визуального осмотратолько с одной стороны. Швы должны выполняться способами, обеспечивающимипровар по всей толщине свариваемого металла (например, с применением аргоно-дуговой сварки корня шва, подкладного кольца,замкового соединения). Возможность применения остающегося подкладного кольца изамкового соединения в сосудах 1-й группы должна быть согласована сразработчиком сосуда или специализированной научно-исследовательскойорганизацией.
(Измененная редакция, Изм. № 2)..
3.10.3. Продольные сварныешвы горизонтально устанавливаемых сосудов должны быть расположены внецентрального угла 140° нижней части корпуса, если нижняя часть недоступна длявизуального осмотра, о чем должно быть сказано в проекте.
3.10.4. Сварные швы сосудовне должны перекрываться опорами. Допускается в горизонтальных сосудах на седловых опорах и подвесных вертикальных сосудах местноеперекрытие опорами кольцевых (поперечных) сварных швов на общей длине не более0,35pDн (Dн - наружный диаметр сосуда),а при наличии подкладного листа - на общей длине не более 0,5pDн при условии, что перекрываемыеучастки швов по всей длине проконтролированы радиографическим илиультразвуковым методом.
Перекрытие мест пересеченияшвов не допускается.
3.10.5. Расстояние междупродольным швом корпуса горизонтального сосуда и швом приварки опоры должноприниматься:
не менее ![]() для нетермообработанногососуда (D - внутренний диаметр сосуда, S -толщина обечайки);
для нетермообработанногососуда (D - внутренний диаметр сосуда, S -толщина обечайки);
в соответствии с требованиемп. 3.10.6для термообработанного сосуда.
3.10.6.Расстояние между краем шва приварки внутренних и внешних устройств и деталей икраем ближайшего шва корпуса должно быть не менее толщины стенки корпуса, но неменее 20 мм. Для сосудов из углеродистых и низколегированных марганцовистых и марганцевокремнистых сталей, подвергаемых после сварки термообработке, расстояние междукраем шва приварки деталей и краем ближайшего шва корпуса должно быть не менее20 мм независимо от толщины стенки корпуса.
Допускается пересечениестыковых швов корпуса угловыми швами приварки внутренних и внешних устройств(опорных элементов, тарелок, рубашек, перегородок и т. п.) при условии контроляперекрываемого участка шва корпуса радиографическим или ультразвуковым методом.
При приварке колец жесткостик обечайке общая длина сварного шва с каждой стороны кольца должна быть неменее половины длины окружности.
Допускается не смещать илисмещать на меньшую величину указанные швы относительно друг друга:
в сосудах, работающих поддавлением не более 1,6 МПа (16 кгс/см2) и при температуре не более400 °С, с толщиной стенки не более 30 мм, если эти швывыполняются автоматической или электрошлаковой сваркой, а места пересеченияшвов контролируются радиографическим или ультразвуковым методом в объеме 100 %;
в сосудах 5-й группынезависимо от способа сварки.
3.10.8. При сварке стыковыхсварных соединений элементов разной толщины необходимо предусмотреть плавныйпереход от одного элемента к другому постепенным утонением более толстогоэлемента. Угол скоса a элементов разной толщины(рис. 15-а,б, в, г, е) должен быть не более 20° (уклон 1:3).
Сварку патрубков разнойтолщины допускается выполнять в соответствии с рис. 15-д,е. При этом расстояние l должно быть не менеетолщины S, но не менее 20 мм, а радиус r³S2-S.
Допускается выполнять сваркустыковых швов без предварительного утонения более толстогоэлемента, если разность в толщинах соединяемых элементов не превышает 30 % оттолщины более тонкого элемента, но не более 5 мм; при этом форма шва должнаобеспечивать плавный переход от толстого элемента ктонкому.
Конструктивные элементыстыковых соединений литых деталей с трубами, листами и поковками разной толщиныдолжны приниматься в соответствии с проектом или техническими условиями насосуд (сборочную единицу, деталь).
Примечание. Всосудах, выполняемых из двухслойнойстали, скос осуществляется со стороны основного слоя.
(Измененная редакция, Изм. № 2)..
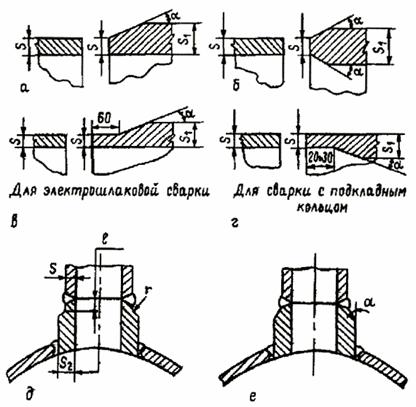
Рис. 15. Стыковка элементов разной толщины
3.10.9. Смещение кромок В листов (рис. 16), измеряемое по срединнойповерхности, в стыковых соединениях, определяющих прочность сосуда, не должнопревышать В = 0,1 S, но не более 3 мм (S - наименьшая толщинасвариваемых листов).
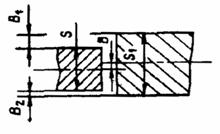
Рис. 16. Смещение кромок
Примечания.
1. К стыковым соединениям, определяющимпрочность сосуда, следует относить продольные швы обечаек и патрубков, хордовыеи меридиональные швы выпуклых днищ.
2. При измерении смещения Вкромок листов толщиной S и S1 в стыковых соединениях следует учитывать, что:
В1£0,5(S1-S)+В
В2£0,5(S1-S)-В,
где В1и В2 - расстояния между кромками листов.
Смещение кромок в кольцевыхшвах, выполняемых электрошлаковой сваркой, не должно превышать 5 мм. Смещениекромок в кольцевых швах монометаллических сосудов, а также в кольцевых ипродольных швах биметаллических сосудов со стороны коррозионностойкогослоя не должно превышать величин, указанных в табл. 14.
Таблица 14
Смещение кромок в кольцевых швах сосудов, выполняемых всеми видамисварки, за исключением электрошлаковой
| Максимально допустимое смещение стыкуемых кромок, мм | ||
| в кольцевых швах на монометаллических сосудах | в кольцевых и продольных швах на биметаллических сосудах со стороны коррозионностойкого слоя | |
| До 20 | 10 % S+1 | 50 % от толщины плакирующего слоя |
| Свыше 20 до 50 | 15 % S, но не более 5 | 50 % от толщины плакирующего слоя |
| Свыше 50 до 100 | 0,04S+3,5* | 0,04S+3,0, но не более толщины плакирующего слоя |
| Свыше 100 | 0,025S+5,0*, но не более 10 | 0,025S+5,0, но не более 8 и не более толщины плакирующего слоя |
* При условии наплавки с уклоном 1:3 настыкуемые поверхности для сварных соединений, имеющих смещение кромок более 5мм.
3.10.10. Увод(угловатость) f кромок(рис. 17)в стыковых сварных соединениях не должен превышать f=0,1 S+3 мм, но не более соответствующих значений для элементов,указанных в табл. 15, в зависимости от внутреннего диаметра D обечаек и днищ (S - толщина обечайки илиднища).
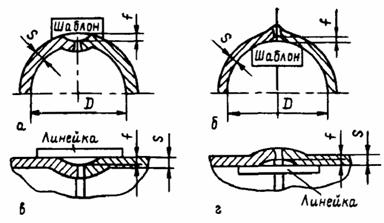
Рис. 17. Контроль увода кромок продольных и кольцевых сварных соединений
Таблица 15
Максимально допустимый увод кромок в стыковых сварных соединенияхобечаек и днищ
| Максимальный увод (угловатость) f кромок в стыковых сварных соединениях, мм | ||||
| обечаек | днищ из лепестков | конических днищ | ||
| Независимо от D | D£5000 мм | D>5000 мм | D£2000 мм | D>2000 мм |
| 5 | 6 | 8 | 5 | 7 |
Увод (угловатость) кромок в продольных сварных соединениях обечаек иконических днищ, стыковых сварных соединениях днищ из лепестков определяетсяшаблоном длиной 1/6 D (рис. 17-а, б), а в кольцевых сварных соединенияхобечаек и конических днищ - линейкой длиной 200 мм (рис. 17-в,г). Увод (угловатость) кромок определяется без учета усиления шва.
3.10.11. Форма и размерышвов должны соответствовать требованиям стандартов на швы сварных соединенийили чертежа. При выполнении стыковых соединений допускается не исправлятьсварные швы, если отклонение размеров валика (ширина и высота) составляет неболее 30 % от предусмотренных стандартом размеров на данный вид сварки.
(Измененная редакция, Изм. № 2)..
3.10.12. При защите откоррозии элементов сосудов способом наплавки толщина наплавленного слоя послемеханической обработки должна быть указана в проекте.
Для внутреннихуплотнительных поверхностей фланцев, патрубков штуцеров толщина наплавленногослоя должна соответствовать толщине, указанной в п. 3.6.1.
(Измененная редакция, Изм. № 2).
3.10.13. У сосудов,изготовленных из коррозионно-стойких сталей, снятие усиления сварных швов,соприкасающихся при эксплуатации со средой, допускается при наличии указаний обэтом в проекте и рабочей документации.
3.10.14. Сварные соединенияперлитных сталей со сталями аустенитного класса могутбыть предусмотрены в проекте с соблюдением следующих условий:
толщина материала в местахсварки соединения не должна превышать 36 мм для углеродистых сталей и 30мм для марганцевокремнистых сталей (марок 16ГС, 17ГС,09Г2С и др.);
среда не должна вызыватькоррозионное растрескивание.
3.10.15. Технология сварки,качество и контроль сварных соединений из разнородных сталей должнысоответствовать требованиям РТМ 26-298 и РТМ 26-378.
3.11.1. Механическиесвойства сварных соединений должны быть не ниже норм, указанных в табл. 16.
Таблица 16
Минимальные нормы механических свойств сварныхсоединений
| Для углеродистых сталей | Для низколегированных марганцовистых и марганцевокремнистых сталей | Для хромистых, хромомолибденовых и хромовавадиевовольфрамовых сталей | Для аустенитно-ферритных сталей | Для аустенитных сталей | |
| Временное сопротивление разрыву при температуре +20 °С | Не ниже нижнего значения временного сопротивления разрыву основного металла по стандарту или техническим условиям, для данной марки стали | ||||
| Минимальное значение ударной вязкости, KCU, Дж/см2 (кгс×м/см2): |
|
|
|
|
|
| при температуре +20 °С; | 50 (5) | 50 (5) | 50 (5) | 40 (4) | 70 (7) |
| при температуре ниже -20 °С | 30 (3) | 30 (3) | - | 30 (3) | - |
| Минимальное значение угла изгиба, град.: |
|
|
|
|
|
| при толщине не более 20 мм; | 100 | 80 | 50 | 80 | 100 |
| при толщине более 20 мм | 100 | 60 | 40 | 60 | 100 |
| Твердость металла шва сварных соединений, НВ, не более | - | - | 240 | 220 | 200 |
| Просвет между сжимаемыми поверхностями при сплющивании стыковых соединений труб | Не ниже норм, установленных нормативно-технической документацией на трубы | ||||
Примечания.
1. Твердость металла шва в коррозионностойкомслое сварных соединений сосудов из двухслойных сталей не должна превышать НВ220.
2. Показатели механических свойств сварныхсоединений повременному сопротивлению разрыву и углу изгиба определяются как среднеарифметическое от результатов испытаний отдельныхобразцов. Общий результат считается неудовлетворительным,если хотя бы один из образцов показал значение временного сопротивления разрывуболее чем на 7 % и угла изгиба более чем на 10 % ниже норм, указанных в табл. 16. Прииспытании на ударный изгиб результат считается неудовлетворительным, если хотябы один из образцов показал значение ниже норм, указанных в табл. 16.
Допускается на одном образце при температурах-40 °С и ниже получение значения ударной вязкости неменее 25 Дж/см2 (2,6 кгс×м/см2).
3. Виды испытаний и гарантированные нормымеханических свойств по временному сопротивлению разрыву и ударной вязкостистыковых сварных соединений типа «лист+поковка», «лист+литье», «поковка+поковка»,«поковка+труба», «поковка+сортовойпрокат» должны соответствовать требованиям, предъявляемым к материалу с болеенизкими показателями механических свойств.
Контроль механических свойств, а такжеметаллографическое исследование или испытание на стойкость противмежкристаллитной коррозии образцов этих соединений предусматриваютсяразработчиком технической документации.
Для сварных соединений типа «лист+поковка», «лист+литье», «поковка+поковка», «поковка+труба», «поковка+сортовойпрокат» значение угла изгиба должно быть не менее:
70° для углеродистых сталей и сталей аустенитного класса;
50° для низколегированных марганцовистых и марганцевокремнистых сталей, высоколегированных сталейаустенитно-ферритного класса;
30° для низколегированных и среднелегированных(хромистых и хромомолибденовых) сталей и высоколегированных сталей ферритногокласса.
4. Твердость металла шва сварных соединений из стали марки 12ХМ, выполненныхручной электродуговой сваркой ванадийсодержащими электродами, должна быть неболее 260 НВ при условии, что относительное удлинение металла шва будет неменее 18 %.
Твердость металла шва сварных соединений из стали марки 15Х5МУ должна бытьне более 270 НВ.
Твердостьпереходного слоя в сварных соединениях двухслойных сталей должна быть не более220 НВ при измерении на контрольных образцах.
3.11.2. Коррозионнаястойкость сварных соединений должна соответствовать требованиям проекта илитехнических условий на сосуд (сборочную единицу, детали).
3.11.3.В сварных соединениях не допускаются следующие наружные дефекты:
трещины всех видов инаправлений;
свищи и пористость наружнойповерхности шва;
подрезы;
наплывы, прожоги и незаплавленные кратеры;
смещение и совместный уводкромок свариваемых элементов свыше норм, предусмотренных настоящим стандартом;
несоответствие формы иразмеров требованиям стандартов, технических условий или проекта;
чешуйчатость поверхности иглубина впадин между валиками шва, превышающие допуск на усиление шва повысоте.
Допускаются местные подрезыв сосудах 3, 4 и 5-й групп, предназначенных для работы при температуре выше 0°С. При этом их глубина не должна превышать 5 % толщины стенки, но не более 0,5мм, а протяженность - 10 % длины шва.
Допускаются в сварныхсоединениях из сталей марок 03Х21Н21М4ГБ, 03ХН28МДТ, 06Х28МДТ отдельные микронадрывы протяженностью не более 2 мм (по согласованиюсо специализированной научно-исследовательской организацией).
3.11.4.В сварных соединениях не допускаются следующие внутренние дефекты:
трещины всех видов инаправлений, в том числе микротрещины, выявленные при микроисследовании;
свищи;
смещение основного иплакирующего слоев в сварных соединениях двухслойных сталей выше норм,предусмотренных настоящим стандартом;
непровары (несплавления),расположенные в сечении сварного соединения;
усиление tпереходного шва (рис. 18) в сварных соединениях двухслойных сталей вышелинии раздела слоев на величину более 0,3 S (S - толщина плакирующегослоя, S1- толщина листа);
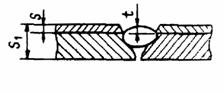
Рис. 18. Усиление переходногослоя в сварных соединениях двухслойных сталей
поры,шлаковые и вольфрамовые включения, выявленные радиографическим методом,выходящие за пределы норм, установленных допустимым классом дефектностисварного соединения по ГОСТ23055 в соответствии с табл. 17, или выявленные ультразвуковым методом по ОСТ26-2044.
Таблица 17
Классы дефектности сварного соединения
| Группы сосудов | ||||
| 1, 2, 3 | 4 | 5а | 5б | |
| классы дефектности по ГОСТ 23056 | ||||
| Стыковые | 3 | 4 | 5 | 6 |
| Угловые, тавровые | 4 | 5 | 5 | 6 |
| Нахлесточные | 5 | 6 | 6 | 7 |
Примечание. Оценку единичных дефектов (пор и включений) по ширине (диаметру) притолщине свариваемых элементов до 45 мм, а также цепочек независимо оттолщины свариваемых элементов допускается производить по нормам класса 4 вместокласса 3, класса 5 вместо класса 4, класса 6 вместо класса 5, класса 7 вместокласса 6. Оценку единичных пор и включений для кольцевых сварных соединенийтолщиной не более 10 мм, выполняемых ручной электродуговой сваркой,допускается производить по классу 5.
Допускается местныйвнутренний непровар, расположенный в области смыканиякорневых швов, глубиной не более 10 % от толщины стенки корпуса, но не более 2мм, и суммарной протяженностью не более 5 % длины шва:
в двусторонних угловых итавровых сварных соединениях с полным проплавлением патрубков внутреннимдиаметром не более 250 мм;
в сварных швах сосудов 2, 3,4, 5-й групп, предназначенных для работы в средах, не вызывающих водородную исероводородную коррозию.
Допускается непровар в корне шва глубиной (высотой) не более 10 % отноминальной толщины свариваемых элементов, но не более 2 мм, и суммарнойпротяженностью не более 20 % от длины шва:
в кольцевых стыковых сварныхсоединениях, доступных для сварки только с одной стороны и выполненных без подкладногокольца, сосудов 4-й и 5б групп, предназначенных для работы при температуре выше0 °С, а также в змеевиках;
в угловых сварныхсоединениях сосудов 4-й и 5б групп, предназначенных для работы при температуревыше 0 °С.
3.12.1.Сосуды (сборочные единицы, детали) из углеродистых и низколегированныхсталей (за исключением сталей, перечисленных в п. 3.12.3), изготовленные сприменением сварки, штамповки или вальцовки, подлежат обязательной термическойобработке, если:
а) толщина стенкицилиндрического или конического элемента, днища, фланца или патрубка сосуда вместе их сварного соединения более 36 мм для углеродистых сталей и более 30 ммдля низколегированных марганцовистых и марганцевокремнистыхсталей (марок 16ГС, 09Г2С, 17Г1С, 10Г2 и др.);
б) номинальная толщинастенки S цилиндрических или конических элементов сосуда (патрубка),изготовленных из листовой стали вальцовкой(штамповкой), превышает величину, вычисленную по формуле:
S=0,009(D+1200),
где D - минимальный внутреннийдиаметр элемента, мм.
Данное требование нераспространяется на отбортованные рубашки;
в) Исключен.
г) сосуды(сборочные единицы, детали) предназначены для эксплуатации в средах, вызывающихкоррозионное растрескивание (жидкий аммиак, аммиачная вода, растворы едкогонатрия и калия, азотнокислого натрия, калия, аммония, кальция, этаноламина и др.), и об этом есть указание в проекте;
д) днища сосудов и ихэлементов независимо от толщины изготовлены холодной штамповкой или холодным фланжированием;
е) необходимость термическойобработки обусловлена условиями изготовления и эксплуатации сосуда, чтооговаривается в проекте.
Примечание. Для снятия остаточных напряжений в соответствии с требованиямиподпунктов а, б, в допускается вместотермической обработки применять другие методы, предусмотренныенормативно-технической документацией, согласованной с Госгортехнадзором России(например, метод пластического деформирования).
(Измененная редакция, Изм. № 2).
3.12.2. Сварные соединенияиз углеродистых, низколегированных марганцовистых, марганцевокремнистыхи хромомолибденовых сталей, выполненные электрошлаковой сваркой, подлежатнормализации и высокому отпуску, за исключением случаев, оговоренных впримечании к обязательному приложению 15.
При электрошлаковой сваркезаготовок штампуемых и вальцуемых элементов из сталей марок 16ГС, 09Г2С и10Г2С1, предназначенных для работы при температуре не ниже -40 °С, нормализация может быть совмещена с нагревом подштамповку с окончанием штамповки при температуре не ниже 700 °С.
3.12.3.Сосуды (сборочные единицы, детали) из сталей марок 12МХ, 12ХМ, 15ХМ, 12Х1МФ,10Х2М1А-А, 10Х2ГНМ, 15Х2МФА-А, 1Х2М1, 15Х5, Х8, 15Х5М, 15Х5ВФ, 12Х8ВФ, Х9М и издвухслойных сталей с основным слоем из сталей марок 12МХ, 12ХМ, 20Х2Мподвергнутые сварке должны быть термообработаны независимо от диаметра итолщины стенки.
(Измененная редакция, Изм. № 2).
3.12.4.Сосуды (сборочные единицы, детали) из сталей марок 08Х18Н10Т, 08Х18Н12Б идругих аустенитных сталей, стабилизированных титаном или ниобием, предназначенные дляработы в средах, вызывающих коррозионное растрескивание, а также притемпературах выше 350 °С в средах, вызывающихмежкристаллитную коррозию, должны подвергаться термической обработке потребованию, оговоренному в проекте. Режим термической обработки должен бытьсогласован со специализированной научно-исследовательской организацией.
3.12.5. Необходимость и видтермической обработки сосудов (сборочных единиц, деталей) издвухслойной стали должны определяться в соответствии с требованиями пп. 3.12.1-3.12.3.
При определении толщинысвариваемого элемента принимается вся толщина двухслойнойстали.
При наличии в проектетребования на стойкость против межкристаллитной коррозии технология сварки ирежим термообработки сварных соединений двухслойных сталей должны обеспечиватьстойкость сварных соединений коррозионностойкого слояпротив межкристаллитной коррозии.
3.12.6. Для днищ и деталейиз углеродистых и низколегированных марганцевокремнистыхсталей, штампуемых (вальцуемых) вгорячую с окончаниемштамповки (вальцовки) при температуре не ниже 700 °С,и для днищ и деталей из аустенитных хромоникелевыхсталей, штампуемых (вальцуемых) при температуре не ниже 850 °С, термическаяобработка не требуется, если для указанных материалов нет других требований вобязательном приложении 2.
Днища и другие элементы изнизколегированных сталей марок 12ХМ и 12МХ, штампуемых (вальцуемых) вгорячую с окончанием штамповки (вальцовки) при температурене ниже 800 °С, допускается подвергать только отпуску(без нормализации).
Днища и другие штампуемые(вальцуемые) вгорячую элементы, изготовляемые изсталей марок 09Г2С, 10Г2С1, работающие при температуре от -41 до -70 °С, должны подвергаться термической обработке -нормализации или закалке и высокому отпуску.
Технология изготовления днищи других штампуемых элементов должна обеспечивать необходимые механическиесвойства, указанные в настоящем стандарте, а при наличии требования в проекте истойкость против межкристаллитной коррозии.
Примечания.
1. Возможность совмещения нормализации снагревом под горячую штамповку днищ из сталей, работающих при температуре от-41 до -70 °С, определяется в каждом конкретном случаепо согласованию со специализированной научно-исследовательской организацией.
2.Допускается не подвергать термической обработке горяче-штампованныеднища из аустенитных сталей с отношением внутреннегодиаметра к толщине стенки более 28, если они не предназначены для работы всредах, вызывающих коррозионное растрескивание.
3.12.7. Гнутые участки трубиз углеродистых и низколегированных сталей подлежат термообработке, еслиотношение среднего радиуса гиба к номинальномунаружному диаметру трубы составляет менее 3,5, а отношение номинальной толщиныстенки трубы к ее номинальному диаметру превышает 0,05.
3.12.8. Днища сосудов и ихэлементов, выполненные из коррозионностойких сталей аустенитного класса методом холодной штамповки или холоднымфланжированием, должны подвергаться термическойобработке (аустенизации или стабилизирующему отжигу),если они предназначены для работы в средах, вызывающих коррозионноерастрескивание. В остальных случаях термообработку допускается не проводить,если относительное удлинение при растяжении в исходном состоянии металла неменее 30 % при степени деформации в холодном состоянии не более 15 %.
3.12.9. Приварка внутреннихи наружных устройств к сосудам, подвергаемым термической обработке, должнапроводиться до термической обработки сосуда.
Допускается приваркавнутренних и наружных устройств без последующей термической обработки к термообработанным в соответствии с требованиями п. 3.12.1(а, б) сосудам при условии, что величина катета сварного шва не более 8 мм.
Допускается приварканаружных устройств на монтажной площадке к специальным накладкам, приваренным ккорпусу сосуда и прошедшим вместе с ним термическую обработку напредприятии-изготовителе, без последующей термической обработки монтажныхсварных швов.
3.12.10. Допускается местнаятермическая обработка сварных соединений сосудов, при проведении которой должныобеспечиваться равномерный нагрев и охлаждение по всей длине шва и прилегающихк нему зон основного металла. Ширина зоны нагрева определяется по РТМ 26-44.
3.12.11. Объемнаятермическая обработка производится в печах или путем нагрева сосуда (сборочной единицы,детали) вводом во внутреннюю полость среды (теплоносителя).
При этом должны бытьпроведены мероприятия, предохраняющие сосуд (сборочную единицу, деталь) отдеформаций, вызванных местным перегревом, неправильной установкой сосуда,действием собственного веса.
3.12.12. Свойства металлаобечаек, днищ, патрубков, решеток после всех циклов термической обработкидолжны соответствовать требованиям настоящего стандарта.
Контроль механическихсвойств основного металла можно не проводить в том случае, если температураотпуска металла не превышает:
650 °Сдля сталей марок Ст3, 20К, 16ГС, 09Г2С;
710 °Сдля сталей марок 12ХМ, 12МХ.
Если элементы сосудов изуглеродистых и низколегированных сталей подвергаются нормализации илинормализации и последующему отпуску, или закалке и последующему отпуску, топроводится только испытание на ударную вязкость при рабочей температуре сосуданиже 0 °С.
4.1. Сосуды (сборочныеединицы и детали), материалы и комплектующие изделия должны быть принятыотделом технического контроля предприятия-изготовителя и проверены насоответствие требованиям настоящего стандарта, технических условий.
4.2. Каждое изделие (сосуд)на предприятии-изготовителе должно подвергаться приемо-сдаточному испытанию,которое включает проверку:
габаритных иприсоединительных размеров;
прочности и герметичности;
качества сварных швов;
качества поверхности;
качества покрытия;
комплектности изделия(сосуда);
комплектностисопроводительной документации;
маркировки;
консервации;
упаковки.
5.1.1. Геометрическиеразмеры и форма поверхностей должны измеряться с помощью средств,обеспечивающих погрешность не более 30 % от установленного допуска наизготовление.
Габаритные размеры сосудовследует определять путем суммирования размеров входящих в них сборочных единици деталей.
5.1.2. Контроль качестваповерхностей на отсутствие плен, закатов, расслоений, грубых рисок, трещин,снижающих качество и ухудшающих товарный вид, должен проводиться путемвизуального осмотра.
5.1.3. Обязательная проверканаличия, содержания, мест расположения клейм на сварных швах и маркировки наготовом сосуде (самостоятельно поставляемых сборочных единицах и деталях)должна осуществляться визуальным осмотром.
5.1.4. Контроль качествасварных соединений следует проводить следующими методами:
а) визуальным осмотром иизмерением;
б) механическимииспытаниями;
в) испытанием на стойкостьпротив межкристаллитной коррозии;
г) металлографическимиисследованиями;
д) стилоскопированием;
е) ультразвуковойдефектоскопией;
ж) радиографией;
з) цветной илимагнитопорошковой дефектоскопией;
и) другими методами(акустической эмиссией, люминесцентным контролем, определением содержанияферритной фазы и др.), предусмотренными в проекте.
5.1.5. Окончательный контролькачества сварных соединений сосудов, подвергающихся термической обработке,должен проводиться после термической обработки.
Для сварных соединенийсосуда из низколегированных марганцовистых, марганцевокремнистыхсталей или двухслойных сталей с основным слоем из этих сталей, подвергаемых впроцессе изготовления нормализации или закалке с отпуском, механическиеиспытания и металлографические исследования допускается проводить доокончательной термической обработки (высокого отпуска). При этом полученные положительныерезультаты механических испытаний следует считать окончательными.
(Измененная редакция, Изм. № 2).
5.1.6. Контролькомплектности, консервации, окраски, упаковки необходимо проводить путемсопоставления объема и качества выполненных работ с требованиями настоящегостандарта и технических условий.
5.1.7.Предприятие-изготовитель негабаритных сосудов, транспортируемых частями, долженпровести контрольную сборку.
Допускается вместо сборкипроводить контрольную проверку размеров стыкуемых частей при условии, чтопредприятие-изготовитель гарантирует собираемость сосуда.
5.1.8. В процессеизготовления сборочных единиц и деталей необходимо проверять:
соответствие состояния икачества свариваемых сборочных единиц и деталей и сварочных материаловтребованиям стандартов (технических условий) и проекта;
соответствие качестваподготовки кромок и сборки под сварку требованиям стандартов и проекта;
соблюдение технологическогопроцесса сварки и термической обработки, разработанных в соответствии стребованиями стандартов и проекта.
5.2.1. Визуальный контроль иизмерение сварных швов необходимо проводить после очистки швов и прилегающих кним поверхностей основного металла от шлака, брызг и других загрязнений.
5.2.2. Обязательномувизуальному контролю и измерению подлежат все сварные швы в соответствии с ГОСТ 3242для выявления наружных дефектов, не допустимых в соответствии с требованияминастоящего стандарта.
Визуальный контроль иизмерение следует проводить в доступных местах с двух сторон по всейпротяженности шва.
5.3.1. Механическимиспытаниям должны подвергаться стыковые сварные соединения. Механические испытаниянеобходимо проводить на контрольных стыковых сварных соединениях в объеме,указанном в табл. 18.
Таблица 18
Количество образцов из каждого контрольного стыкового сварногосоединения
| Группы сосудов | Количество образцов | Примечание | |
| Растяжение при +20°С | 1-5 | Два образца типа XII, XIII, XIV или XV по ГОСТ 6996 | Испытание на растяжение отдельных образцов из сварных трубных стыков можно заменить испытанием на растяжение целых стыков со снятым усилием |
| Изгиб при +20 °С | 1-5 | Два образца типа XXVII, XXVIII по ГОСТ 6996 | Испытание сварных образцов труб с внутренним диаметром до 100 мм и толщиной стенки до 12 мм может быть заменено испытанием на сплющивание по ГОСТ 6996 (образцы типа XXIX, XXX) |
| Ударная вязкость KCU (толщина металла 12 мм и более) при +20 °С | 1-5 из сталей, склонных к термическому воздействию (12МХ, 12ХМ, 15Х5М, 10Х2М1А-А и др.) | Три образца типа VI по ГОСТ 6996 с надрезом по оси шва | Испытание на ударный изгиб околошовной зоны проводится на сварных соединениях, выполненных электрошлаковой сваркой без последующей нормализации, а также при наличии требований в технических условиях или проекте |
| 1-3 при давлении более 5 МПа (50 кгс/см2) 1 -2 при температуре выше 450° 0 | |||
| Ударная вязкость KCU (толщина металла 12 мм и более) при рабочей температуре ниже -20 °С, равной минимальной отрицательной рабочей температуре сосуда | 1-3, 5 при рабочей температуре ниже -20 °С | Три образца типа VI по ГОСТ 6996 с надрезом по оси шва | Испытание при рабочей температуре. Испытание на ударный изгиб околошовной зоны проводится на сварных соединениях, выполненных электрошлаковой сваркой без последующей нормализации, а также при наличии требований в технических условиях или проекте |
| Измерение твердости металла шва при температуре +20 °С | 1-4 в соответствии с требованием п. 5.3.2. | Не менее чем в трех точках по длине каждого участка сварного соединения по ГОСТ 9012 , ГОСТ 9013, ГОСТ 18661, ГОСТ 6996 |
|
Примечания 1. За длину контролируемого участка следует принимать длину сварного,соединения, выполненного одним сварщиком по технологии, предусмотреннойтехнической документацией на данный вид сборочной единицы или детали.
2. Допускается не проводить механическиеиспытания сварных образцов для сосудов 5б группы, если предприятие-изготовительгарантирует качество сварных швов.
(Измененнаяредакция, Изм. № 2).
3. Испытание на ударный изгиб сварныхсоединений сосудов, работающих при температуре не ниже -20 °С,следует проводить при комнатной температуре.
4. Допускается при испытаниях на изгибобразцов толщиной более 50 мм доводить толщину образцов до 50 мм строжкой илифрезерованием контрольных пластин. Образцы из двухслойных сталей следуетфрезеровать или строгать со стороны основного слоя и изгибать основным слоемнаружу. Тип образца XXVII по ГОСТ 6996,диаметр оправки - две толщины образца.
Допускается проводитьиспытание на изгиб образцов с предварительным их утонением до толщины не менее30 мм.
5. Испытание на ударный изгиб сварныхсоединений из двухслойных сталей следует приводить на образцах, изготовленныхпо рис. 19.
6. Испытания на растяжение, изгиб, ударныйизгиб из сварного соединения толщиной 50 мм и более должны проводиться согласнотребованиям РД 26-11-08.
(Измененнаяредакция, Изм. № 2).
7. Допускается не испытыватьна ударный изгиб при отрицательных температурах сварные соединения из сталей аустенитного и аустенитно-ферритного классов, выполненныесварочными материалами, указанными в обязательных приложениях 12, 14, 15, 16.
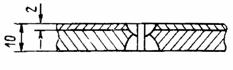
Рис. 19. Образец для испытания на изгиб сварных соединений издвухслойных сталей
5.3.2.Измерению твердости должны подвергаться металл шва сварных соединений сосудов(работающих под давлением деталей) из сталей марок 12МХ, 12ХМ, 15ХМ, 20Х2М,1Х2М1, 10Х2ГНМ, 10Х2МФА-А, 10Х2М1А-А, 15Х5М и металл шва коррозионностойкого слоя вышеуказанных марок в сварных соединениях из двухслойных сталей.Твердость должна проверяться не менее чем в трех точках поперек сварногосоединения по РД 26-11-08 .
Допускается измерениетвердости металла шва проводить на контрольных образцах, если невозможно егоосуществить на готовом сосуде (детали).
(Измененная редакция, Изм. № 2).
5.3.3. При получениинеудовлетворительных результатов по какому-либо виду механических испытанийдопускается проведение повторного испытания на удвоенном количестве образцов,вырезанных из того же контрольного сварного соединения, по тому видумеханических испытаний, которые дали неудовлетворительные результаты.
Если при повторном испытанииполучены неудовлетворительные результаты хотя бы на одном образце, сварноесоединение считается непригодным.
5.4.1. Испытание сварногосоединения на стойкость против межкристаллитной коррозии должно проводиться длясосудов (сборочных единиц, деталей), изготовленных из сталей аустенитного, ферритного, аустенитно-ферритного классов идвухслойной стали с коррозионностойким слоем из аустенитных и ферритных сталей при наличии такоготребования в технических условиях или проекте.
Необходимость испытания настойкость против межкристаллитной коррозии сварных соединений внутреннихустройств, работающих без давления, должна быть указана в проекте.
5.4.2. Форма, размеры иколичество образцов должны соответствовать ГОСТ 6032.
(Измененная редакция, Изм. № 2).
5.4.3. Испытание настойкость против межкристаллитной коррозии следует проводить по ГОСТ 6032или соответствующей нормативно-технической документации. Метод испытания долженбыть указан в проекте.
Металл шва и зонатермического влияния должны быть стойкими против межкристаллитной коррозии.
5.4.4. При получениинеудовлетворительных результатов допускается проведение повторного испытания наудвоенном количестве образцов, вырезанных из того же контрольного сварногосоединения.
Если при повторном испытанииполучены неудовлетворительные результаты хотя бы на одном образце, сварноесоединение считается непригодным.
5.5.1. Металлографическимисследованиям должны подвергаться стыковые сварные соединения, определяющиепрочность сосудов:
1, 2, 3-й групп, работающихпод давлением более 5 МПа (50 кгс/см2) или при температуре ниже -40 °С;
1, 2-й групп, работающих притемпературе выше 450 °С;
из сталей, склонных ктермическому воздействию (марок 12МХ, 12ХМ, 15Х5М и др.), из сталей аустенитного класса без ферритной фазы (марок 06ХН28МДТ,08Х17Н16МЗТ и др.) и из двухслойных сталей.
Допускается не проводитьметаллографические исследования стыковых сварных швов сборочных единиц идеталей, работающих при температуре ниже -40 °С,толщиной не более 20 мм из сталей марок 12Х18Н10Т и 08Х18Н10Т.
5.5.2. Металлографическиемакро- и микроисследования должны проводиться в соответствии с РД 24.200.04 наодном образце от каждого контрольного сварного соединения.
5.5.3. Качество контрольногосварного соединения при металлографических исследованиях должно соответствоватьтребованиям пп. 3.11.3 и 3.11.4.
5.5.4. Если приметаллографическом исследовании в контрольном сварном соединении будутобнаружены недопустимые внутренние дефекты, которые должны быть выявленырадиографическим или ультразвуковым контролем согласно п. 5.10.13,все производственные сварные соединения, контролируемые данным сварнымсоединением, подлежат повторному испытанию тем же методом неразрушающегоконтроля в объеме 100 % другим, болееопытным и квалифицированным дефектоскопистом. Вслучае получения удовлетворительных результатов повторного контроля этим дефектоскопистом сварные швы считаются годными.
5.5.5. При получениинеудовлетворительных результатов допускается повторное испытание на удвоенномколичестве образцов, вырезанных из того же контрольного сварного соединения.
Если при повторном испытанииполучены неудовлетворительные результаты хотя бы на одном образце, сварноесоединение считается непригодным.
5.6.1. Стилоскопированиесварных швов должно проводиться для установления марочного соответствияпримененных сварочных материалов требованиям проекта и инструкций по сварке илинастоящего стандарта.
При стилоскопированииследует руководствоваться Инструкцией по стилоскопированиюосновных и сварочных материалов и готовой продукции.
5.6.2. Стилоскопированиюдолжны подвергаться сварные швы работающих под давлением деталей из сталеймарок 12ХМ, 12МХ, 15ХМ, 10Х2М1А-А, 20Х2М, 1Х2М1, 15Х2МФА-А,10Х2ГНМ, 15Х5М, 15Х5, 08Х13, 08Х17Н13М2Т, 10Х17Н13М2Т, 10Х17Н13М3Т,08Х17Н-15М3Т, 03Х16Н15М3Т, 08Х21Н6М2Т, 06ХН28МДТ, 12Х18Н10Т, 08Х18Н10Т,08Х22Н6Т и металл коррозионностойкой наплавки вобъеме не менее указанного в табл. 19.
(Измененная редакция, Изм. № 2).
5.6.3. В процессе стилоскопирования следует определять в металле шва наличиехрома, молибдена.
Таблица 19
Объем контроля стилоскопированием
| Количество контролируемых сварных швов и металла коррозионностойкой наплавки от общего количества, % | |
| 1,2 | 100 |
| 3,4 | 50 |
| 5 | 25 |
5.6.4. Должны контролироваться:
каждый сварной шов в однойточке через каждые 2 м;
места исправления каждогосварного шва;
наплавка не менее чем водной точке.
5.6.5. Контроль стилоскопированием допускается не проводить:
при невозможностиосуществления контроля из-за недоступности сварных швов (ввиду конструктивныхособенностей сосуда, по условиям техники безопасности);
из-за малых размеров шва(например, швы обварки теплообменных труб).
5.6.6. При получениинеудовлетворительных результатов допускается повторноестилоскопирование того же сварного соединения наудвоенном количестве точек.
При неудовлетворительныхрезультатах повторного контроля должен проводиться спектральный или химическийанализ сварного соединения, результаты которого считаются окончательными.
5.6.7. При выявлениинесоответствия марки использованных присадочных материалов хотя бы на одном изсварных соединений сосудов 3, 4 и 5-й групп стилоскопированиеметалла шва должно быть проведено на всех сварных соединениях, выполненныхданным сварщиком или данным механизированным способом сварки.
5.6.8. Дефектныесварные швы, выявленные при контроле, должны быть удалены, швы вновьсварены и подвергнуты стилоскопированию.
5.7.1. Для выявлениявнутренних дефектов сварных соединений должны применяться проникающие методынеразрушающего контроля: радиографический,ультразвуковой.
Ультразвуковая дефектоскопиясварных соединений должна проводиться в соответствии с ГОСТ14782, ОСТ 26-2044.
Радиографический контрольсварных соединений должен проводиться в соответствии с ГОСТ7512, ОСТ 26-11-03, ОСТ 26-11-10.
(Измененная редакция, Изм. № 2).
5.7.2. Метод контроля(ультразвуковой, радиографический или их сочетание) должен выбираться исходя извозможностей более полного и точного выявления недопустимых дефектов с учетомособенностей физических свойств металла, а также особенностей методики контролядля данного вида сварных соединений сосуда (сборочных единиц, деталей).
Метод контроля качествастыковых и угловых сварных соединений должен определяться согласно ОСТ26-2079.
5.7.3. Обязательному контролюрадиографическим или ультразвуковым методом подлежат:
а) стыковые, угловые,тавровые сварные соединения, доступные для этого контроля в объеме не менееуказанного в табл. 20.
Таблица 20
Объем контроля радиографическим или ультразвуковым методом
| Длина контролируемых сварных соединений* от общей длины, % | |
| 1, 2 | 100 |
| 3 | 50 |
| 4, 5а | 25 |
| 5б | 10 |
*Требование относится к каждому сварномусоединению.
б) места сопряжения(пересечений) сварных соединений;
в) сварные соединениявнутренних и наружных устройств по указанию в проекте или технических условияхна сосуд (сборочную единицу, деталь);
г) сварные соединенияэлементов из стали перлитногокласса с элементами из сталей аустенитного класса вобъеме 100 %;
д) сварные стыковыесоединения «поковка+лист», «лист+литье»,«поковка+поковка», «поковка+труба», «поковка+сортовойпрокат», доступные для этого контроля, в объеме 100 %;
е) перекрываемыеукрепляющими кольцами участки сварных швов корпуса, предварительно зачищенныезаподлицо с наружной поверхностью корпуса;
ж) прилегающие к отверстиюучастки сварных швов корпуса, на которых устанавливаются люки и штуцера, надлине, равной ![]() (D -внутренний диаметр корпуса, S - толщина стенки корпуса вместе расположения отверстия).
(D -внутренний диаметр корпуса, S - толщина стенки корпуса вместе расположения отверстия).
Примечания.
1 Контроль сварных соединений, в том числе имест сопряжении сварных соединений, сосудов 5б группы, работающих под давлениемне более 0,03 МПа (0,3 кгс/см) или без давления (под налив), радиографическимили ультразвуковым методом допускается не проводить по усмотрениюпредприятия-изготовителя, если нет других указаний в проекте.
2Контроль сварных швов опор радиографическим или ультразвуковым методом долженпроводиться при наличии указания в проекте.
5.7.4. Места контролясварных соединений сосудов 3, 4, 5-й групп радиографическим или ультразвуковымметодом должны указываться в технической документации на сосуд.
5.7.5. Перед контролемсоответствующие участки сварных соединений должны быть так замаркированы, чтобыих можно было легко обнаружить на картах контроля и радиографических снимках.
5.7.6. При выявлениинедопустимых дефектов в сварном соединении сосудов 3, 4, 5-й группобязательному контролю тем же методом подлежат все однотипные сварныесоединения, выполненные данным сварщиком (оператором), по всей длинесоединения.
Примечание. Определение понятия однотипных сварных соединений дано в приложении 26.
5.7.7. При невозможностиосуществления контроля сварных соединений радиографическим или ультразвуковымметодом из-за их недоступности (ввиду конструктивных особенностей сосуда,ограниченности технических возможностей этих методов или по условиям техникибезопасности) или неэффективности (в частности, при наличии конструктивногозазора) контроль качества этих сварных соединений должен проводиться по РД26-11-01 в объеме 100 %.
5.8.1. Цветной илимагнитопорошковой дефектоскопии следует подвергать сварные швы, не доступные дляосуществления контроля радиографическим или ультразвуковым методом, а такжесварные швы сталей, склонных к образованию трещин при сварке.
Примечание. Марки сталей, склонных к образованию горячих и холодных трещин присварке, определяются по РД 26-11-01.
5.8.2. Магнитопорошковая ицветная дефектоскопия сварных соединений должна проводиться в соответствии сОСТ 26-01-84, ОСТ 26-5.
5.8.3. Объем контроляопределяется в соответствии с требованиями РД 26-11-01 или техническойдокументации на сосуд (сборочную единицу).
5.9.1. Содержание a-фазы в металле шва или наплавленном металле аустенитной стали следует определять при наличии указаний впроекте или технических условиях на сосуд (сборочную единицу).
5.9.2. Предельное допустимоесодержание a-фазы для сосудов,работающих при температурах более 350 °С, должносоответствовать требованиям ОСТ 26-3, а для других сосудов - указаниям проекта.
5.9.3. Определениесодержания ферритной фазы в металле шва или в металле, наплавленном аустенитными электродами, должно проводиться объемныммагнитным методом согласно ГОСТ9466. Содержание феррита определяется ферритометром,удовлетворяющим требованиям ГОСТ 26 364.
Допускается определятьколичество феррита альфа-фазометром пондеромоторного действия (магнитоотрывнойметод), а при содержании его более 5 % -металлографическим методом.
5.10.1. Для механических икоррозионных испытаний, а также металлографических исследований должнапроизводиться вырезка образцов из контрольных сварных соединений.
5.10.2. Контрольное сварноесоединение должно воспроизводить одно из стыковых сварных соединений сосуда(сборочной единицы, детали), определяющих его прочность, и выполнятьсяодновременно с контролируемым сосудом (сборочной единицей, деталью) сприменением одинаковых исходных материалов, формы разделки кромок, сборочныхразмеров, методов и режимов сварки, режима термообработки.
Примечание. К стыковым соединениям, определяющим прочностьсосуда следует относить продольные швы обечаек и патрубков, хордовые имеридиональные швы выпуклых днищ.
5.10.3. При автоматической,полуавтоматической или электрошлаковой сварке сосудов (сборочных единиц,деталей) на каждый сосуд (сборочную единицу, деталь) необходимо сваривать одноконтрольное сварное соединение (на каждый вид применяемого процесса) сиспользованием одинаковых присадочных материалов и режима термообработки.
5.10.4. Контрольные сварныесоединения для проверки качества продольных швов сосудов (сборочных единиц,деталей) следует изготавливать таким образом, чтобы их швы являлисьпродолжением производственного продольного шва.
После сварки контрольноесварное соединение должно быть отделено от сосуда (сборочной единицы, детали)любым методом, за исключением отламывания.
5.10.5. При ручной сваркесосуда (сборочной единицы, детали) несколькими сварщиками каждый из сварщиковдолжен выполнить отдельное контрольное сварное соединение.
5.10.6. Если многопроходной шов выполняется несколькими сварщиками, то наданный шов должно свариваться одно контрольное сварное соединение. При этомпроходы следует выполнять теми же сварщиками и в аналогичном порядке. Впротивном случае каждый из сварщиков должен выполнить отдельное контрольноесварное соединение.
5.10.7. Приизготовлении однотипных сосудов допускается на каждый вид сварки выполнять поодному контрольному сварному соединению на всю партию сосудов (сборочныхединиц, деталей) при условии контроля стыковых сварных соединений, определяющихпрочность сосуда, радиографическим или ультразвуковым методом в объеме 100 %. Водну партию сосудов (сборочных единиц, деталей) следует объединять сосуды (сборочныеединицы, детали) одного вида, из листового материала одного класса сталей,имеющие одинаковые формы разделки кромок, выполненные по единому(типовому) технологическому процессу и подлежащие термообработке по одномурежиму, если цикл их изготовления по сборочно-сварочным работам, термообработкеи контрольным операциям не превышает 3 месяца.
Примечание. Подразделение сталей на классы приведено в приложении 27.
5.10.8. Для контролякачества сварных соединений в трубчатых элементах сосудов необходимо выполнитьконтрольные сварные соединения. Эти контрольные сварные соединения должны бытьидентичны производственным контролируемым сварным соединениям - по марке стали,размерам труб, конструкции и виду соединения, форме разделки кромок, сборочнымразмерам, пространственному положению сварки и технологическому процессу.
Количество контрольныхсварных соединений труб должно составлять 1 % от общего числа сваренных каждымсварщиком однотипных сварных соединений труб данного сосуда, но не менее одногоконтрольного сварного соединения.
5.10.9. При невозможностиизготовить плоские образцы из сварного стыка трубчатого элемента допускаетсяпроизводить испытание образцов, вырезанных из контрольных сварных соединений,сваренных по указанию отдела технического контроля в наиболее трудномдля сварки положении.
5.10.10. Термообработкаконтрольных сварных соединений должна выполняться одновременно с сосудом(сборочной единицей, деталью). Допускается термообработку контрольных сварныхсоединений производить отдельно от сосуда (сборочной единицы, детали) приусловии применения одинаковых метода и режима термообработки.
5.10.11. Размеры контрольныхсварных соединений должны быть выбраны так, чтобы из нихвозможно было вырезать необходимое количество образцов для металлографическихисследований, для всех видов механических испытаний и испытаний на стойкостьпротив межкристаллитной коррозии, включая повторные.
5.10.12. Предусмотренныйнастоящим стандартом объем механических испытаний и металлографическогоисследования сварных соединений может быть изменен по согласованию с местнымиорганами госгортехнадзора в случае серийногоизготовления предприятием однотипных сосудов при неизменном технологическомпроцессе, специализации сварщиков на определенных видах работ и высокомкачестве сварных соединений, подтвержденном результатами контроля за период неменее 6 месяцев.
Допускается по решениюглавного инженера предприятия-изготовителя уменьшать количество контрольныхсварных соединений сосудов, не регистрируемых в органах госгортехнадзора.
Если в контрольном сварномсоединении будут обнаружены недопустимые дефекты, все производственные сварныесоединения, представленные данным соединением и не подвергнутые ранеерадиографическому или ультразвуковому контролю, подлежат проверке тем жеметодом неразрушающего контроля по всей длине.
5.10.14. Контрольным сварнымсоединениям и вырезаемым из них образцам следует присваивать регистрационныеномера согласно учетной документации предприятия-изготовителя, в которой должныотражаться необходимые сведения по изготавливаемому производственному сварномусоединению.
5.11.1. Гидравлическомуиспытанию подлежат сосуды после их изготовления.
Гидравлическое испытаниедолжно проводиться на предприятии-изготовителе.
Гидравлическое испытаниесосудов, транспортируемых частями и собираемых на месте монтажа, допускаетсяпроводить после их изготовления на месте установки.
5.11.2. Гидравлическоеиспытание сосудов должно проводиться с крепежом и прокладками, предусмотреннымив технической документации.
5.11.3.Пробное давление Рпр при гидравлическом испытании сосудов определяется по формуле:
![]() ,
,
где Р - расчетное давление, МПа (кгс/см2);[s]20, [s]t - допускаемые напряжениядля материала соответственно при +20 °С и расчетнойтемпературе t, МПа (кгс/см2).
Примечания. 1. Пробное давление гидравлическогоиспытания сосуда должно определяться с учетом минимальных значений расчетногодавления и отношения допускаемых напряжений материала сборочных единиц(деталей).
2. Пробное давление при гидравлическомиспытании сосуда, рассчитанного по зонам, должно определяться с учетом тойзоны, расчетное давление или расчетная температура которой имеет меньшеезначение.
3. Если рассчитанное пробное давление (поформуле, приведенной в п. 5.11.3) пригидравлическом испытании сосуда, работающего под наружным давлением, вызываетнеобходимость утолщения стенки сосуда, то допускается пробное давлениеопределять по формуле:
![]() ,
,
где Е20 и Еt - модули упругости материала соответственно при +20°С и расчетной температуре t,МПа (кгс/см2).
4. Пробное давление для гидравлическогоиспытания сосуда (реактора и др.), предназначенного для работы в условияхнескольких режимов с различными расчетными параметрами (давлениями и температурами),следует принимать равным максимальному из определенныхзначений пробных давлений для каждого режима.
5.Для сосудов, работающих под вакуумом, расчетное давление принимается равным 0,1МПа (1 кгс/см2).
5.11.4. Гидравлическоеиспытание сосудов, устанавливаемых вертикально, допускается проводить вгоризонтальном положении при условии обеспечения прочности корпуса сосуда. Приэтом разработчик сосуда должен выполнить расчет на прочность с учетом принятогоспособа опирания для проведения гидравлическогоиспытания.
Пробное давление следуетпринимать с учетом гидростатического давления, действующего на сосуд в процессеего эксплуатации.
5.11.5. Для гидравлическогоиспытания сосуда должна использоваться вода. Допускается по согласованию сразработчиком сосуда использование другой жидкости.
Температура воды должнаприниматься не ниже критической температуры хрупкости материала сосуда иуказываться разработчиком сосуда в технической документации. При отсутствииуказаний температура воды должна быть в пределах от +5 до +40 °С.
Разность температур стенкисосуда и окружающего воздуха во время испытания не должна вызывать конденсациювлаги на поверхности стенки сосуда.
(Измененная редакция, Изм. № 2).
5.11.6. При заполнениисосуда водой должен быть удален воздух из внутренних полостей. Давление следуетподнимать равномерно до достижения пробного. Скорость подъема давления недолжна превышать 0,5 МПа (5 кгс/см2) вминуту, если нет других указаний разработчика сосуда в техническойдокументации.
Время выдержки под пробнымдавлением должно быть не менее значений, указанных втабл. 21.
После выдержки под пробнымдавлением давление снижают до расчетного, при которомпроизводят визуальный осмотр наружной поверхности, разъемных и сварныхсоединений. Не допускается обстукивание сосуда вовремя испытаний.
Таблица 21
Время выдержки сосуда под пробным давлением при гидравлическом испытании
| Время выдержки, ч (мин) | |
| До 50 | 0,15 (10) |
| Свыше 50 до 100 | 0,35 (20) |
| Свыше 100 | 0,5 (30) |
Примечание. Визуальный осмотр сосудов, работающих под вакуумом, производится припробном давлении.
5.11.7. Пробное давление пригидравлическом испытании должно контролироваться двумя манометрами. Манометрывыбираются одного типа, предела измерения, класса точности, одинаковой ценыделения. Манометры должны иметь класс точности не ниже 2,5.
(Измененная редакция, Изм. № 2).
5.11.8. После проведениягидравлического испытания вода должна быть полностью удалена.
5.11.9. Гидравлическоеиспытание допускается по согласованию с разработчиком сосуда на месте монтажазаменять пневматическим (сжатым воздухом, инертным газом или смесью воздуха синертным газом), если проведение гидравлического испытания невозможновследствие следующих причин: большие напряжения от массы воды в сосуде илифундаменте, трудно удалить из изделия воду, возможно нарушение внутреннихпокрытий сосуда, температура окружающего воздуха ниже 0 °С,несущие конструкции и фундаменты испытательных стендов могут не выдержатьнагрузки, создаваемой при заполнении сосуда водой и др.
Перед проведениемпневматического испытания сосуд должен быть подвергнут внутреннему и наружномуосмотру, а сварные швы проконтролированы радиографическим или ультразвуковымметодом в объеме 100 %. Для обеспечения безопасности во время проведенияпневматического испытания должен проводиться контроль методом акустическойэмиссии.
Пробное давление следуетопределять согласно п. 5.11.3.
Время выдержки сосуда подпробным давлением должно быть не менее 0,08 ч (5 мин) и указываться втехнической документации.
После выдержки под пробнымдавлением давление снижают до расчетного, при которомпроизводят визуальный осмотр наружной поверхности и проверку герметичностисварных и разъемных соединений мыльным раствором или другим способом.
5.11.10. Результатыиспытаний считаются удовлетворительными, если во время их проведенияотсутствуют:
падение давления поманометру;
пропуски испытательной среды(течь, потение, пузырьки воздуха или газа) в сварных соединениях и на основномметалле;
признаки разрыва;
течи в разъемныхсоединениях;
остаточные деформации.
Примечание. Допускается не считать течью пропуски испытательной среды через неплотностиарматуры, если они не мешают сохранению пробного давления.
5.11.11. Испытание сосудов,работающих без давления (под налив), проводится смачиванием сварных швовкеросином или наливом воды до верхней кромки сосуда.
Время выдержки сосуда прииспытании наливом воды должно быть не менее 4 ч, а при испытании смачиваниемкеросином не менее указанного в табл. 22.
Таблица 22
Время выдержки сосуда и сварных швов при испытании смачиванием керосином
| Толщина шва, мм | Время выдержки, ч (мин) | |
| в нижнем положении шва | в потолочном вертикальном положении шва | |
| До 4 | 0,35 (20) | 0,50 (30) |
| Свыше 4 до 10 | 0,45 (25) | 0,60 (35) |
| Свыше 10 | 0,50 (30) | 0,70 (40) |
5.11.12. Значение пробного давления и результаты испытания должны бытьзанесены в паспорт.
5.12.1. Необходимостьконтроля на герметичность, степень герметичности и выбор методов и способовиспытаний должны быть оговорены в технической документации.
Контроль на герметичностьследует проводить согласно требованиям ОСТ 26-11-14.
Контроль на герметичностьспособами гидравлическим с люминесцентным индикаторным покрытием илилюминесцентно-гидравлическим допускается совмещать с гидравлическим испытанием.
5.12.2. Контроль нагерметичность крепления труб для трубных систем, соединений типа труба -решетка, где не допускается смешение сред (переток жидкости), следуетпроводить гелиевым (галогенным) течеискателем илилюминесцентно-гидравлическим методом.
5.12.3. Контроль сварныхшвов на герметичность допускается проводить капиллярным методом: смачиваниемкеросином. При этом поверхность контролируемого шва с наружной стороны следуетпокрыть мелом, а с внутренней - обильно смачивать керосином в течение всегопериода испытания.
Время выдержки сварных швовпри испытании смачиванием керосином должно быть не менее указанногов табл. 22.
(Измененная редакция, Изм. № 2).
5.12.4. Контроль нагерметичность швов приварки укрепляющих колец и сварных соединений облицовкипатрубков и фланцев следует проводить пневматическим испытанием.
Пробное давлениепневматического испытания должно быть:
0,4-0,6 МПа (4-6 кгс/см2), но не более расчетного давления сосуда дляшвов приварки укрепляющих колец;
0,05 МПа (0,5 кгс/см2) для сварных соединений облицовки.
Контроль необходимоосуществлять обмазкой мыльной эмульсией.
5.12.5. Качество сварногосоединения следует считать удовлетворительным, если в результате применениялюбого соответствующего заданному классу герметичности метода не будетобнаружено течи (утечек).
6.1.1. В комплект сосудадолжны входить:
сосуд в собранном виде илиотдельные транспортируемые части с ответными фланцами, рабочими прокладками икрепежными деталями, не требующими замены при монтаже;
запасные части (согласноуказаниям в технической документации);
фундаментные болты длякрепления сосуда в проектном положении (по указанию в техническойдокументации).
Примечание. Детали и сборочные единицы, которые при отправке в сборе с сосудоммогут быть повреждены, допускается снять и отправить в отдельной упаковке. Типи вид тары и упаковки этих деталей и сборочных единиц, а также покупных деталейдолжны соответствовать требованиям технических условий на конкретный сосуд.
(Измененная редакция, Изм. № 2).
6.1.2. Сосуд в собранном видедолжен поставляться с внутренним защитным покрытием согласно требованиямтехнической документации.
Торкретирование, футеровкаштучными материалами, теплоизоляция осуществляются заказчиком на монтажнойплощадке. Материалы для торкретирования, футеровки штучными материалами,теплоизоляции, а также неметаллические (керамические и др.) элементы для защитывнутренней футеровки в поставку предприятия-изготовителя не входят.Металлические элементы для защиты внутренней футеровки, предусмотренныетехнической документацией, должны поставляться предприятием-изготовителем.
6.1.3. Транспортируемыечасти негабаритных сосудов должны поставляться с приваренными приспособлениямидля сборки монтажного соединения под сварку.
Примечание. Допускается приспособления после использования срезать. Удалять ихследует на расстоянии не менее 20 мм от стенок корпуса методами, неповреждающими стенки.
6.1.4. В поставкунегабаритных сосудов, свариваемых на монтажной площадке из транспортируемыхчастей, должны входить сварочные материалы и пластины металла для проведенияконтрольных испытаний сварных швов. При этом сварочные материалы и пластиныдолжны отвечать требованиям разд. 2 и 5.
6.1.5. Сосуды в собранномвиде или транспортируемые части негабаритных сосудов должны поставляться сприваренными деталями для крепления изоляции, футеровки, обслуживающихплощадок, металлоконструкций и др., предусмотренными техническим проектом.Приварные детали для крепления изоляции следует применять по ГОСТ17314. Выбор типа приварной детали производится предприятием-изготовителем.
(Измененная редакция, Изм. № 2).
6.1.6. Впоставку тяжеловесного или негабаритного сосуда должны входить специальныетраверсы, опорные устройства (цапфы), тележки или салазки для опоры нижнейчасти сосуда, монтажные хомуты, съемные грузозахватные устройства, специальныестроповые устройства, приспособления для выверки и устройства для переводасосуда из горизонтального положения в вертикальное, если они предусмотрены втехнической документации.
6.1.7. Изготовленные из трубдетали (змеевики, секции, коллекторы, трубные пучки и др.), если они составляютчасти негабаритных сосудов или заказываются отдельно от сосудов, должныпоставляться собранными на предусмотренных техническойдокументацией прокладках.
6.1.8. В комплект сосудов смеханизмами и внутренними устройствами (реакторы, кристаллизаторы, емкости с погружными насосами и др.) должны входить электродвигатели,редукторы, насосы и др., предусмотренные технической документацией.
6.1.9. В комплект запасныхчастей должен входить комплект рабочих прокладок для фланцев. Если по условиямэксплуатации сосуда требуется большее количество запасных прокладок в течениепредусмотренного срока службы, то поставка их осуществляется согласнотребованиям технических условий на сосуд.
Запасной комплект прокладокдля экспортируемых сосудов поставляется по требованию заказа-наряда.
6.2.1. К сосудам должнаприлагаться следующая документация:
паспорт и приложениясогласно требованиям Правил;
инструкция по монтажу иэксплуатации;
ведомость запасных частей;
приложения согласнотребованиям настоящего стандарта;
чертежи быстроизнашивающихсядеталей (по требованию заказчика);
акт о проведении контрольнойсборки или контрольной проверки размеров, схема монтажной маркировки, сборочныечертежи в трех экземплярах (для сосудов, транспортируемых частями);
эксплуатационнаядокументация;
техническая исопроводительная документация на комплектующие изделия (электродвигатели,редукторы, насосы и др.).
Примечания.
1. К сосудам, на которые Правила нераспространяются, допускается прилагать паспорт по форме согласно требованиямобязательного приложения 28.
2. Инструкция по монтажу и эксплуатации должнабыть составлена разработчиком сосуда.
3.К деталям и сборочным единицам, поставляемым по кооперации, следует прилагатьудостоверение о качестве.
6.2.2. Сопроводительнаядокументация на сосуды для экспорта должна соответствовать ГОСТ 2.601, "Положению опорядке составления, оформления и рассылки технической и товаросопроводительнойдокументации на товары, поставляемые для экспорта" МВЭС СССР, ГОСТ 2.901.
(Измененная редакция, Изм. № 2).
6.2.3. На чертеже,поставляемом с паспортом сосуда, предприятие-изготовитель должно указатьперечень транспортных блоков (частей).
7.1.1. Сосуды должны иметьтабличку, соответствующую требованиям ГОСТ 12971.
На сосудах наружнымдиаметром не более 325 мм табличку допускается не устанавливать. В этомслучае необходимые данные наносятся на корпус сосуда.
7.1.2. Табличка размещаетсяна видном месте. Табличка крепится на приварном подкладном листе, приварнойскобе, приварных планках или приварном кронштейне.
7.1.3. На табличку должныбыть нанесены:
наименование или товарный знакпредприятия-изготовителя;
наименование или обозначение(шифр заказа) сосуда;
порядковый номер сосуда посистеме нумерации предприятия-изготовителя;
расчетное давление, МПа;
рабочее или условноеизбыточное давление, МПа;
пробное давление, МПа;
допустимая максимальная и(или) минимальная рабочая температура стенки, °С;
масса сосуда, кг;
год изготовления;
клеймо техническогоконтроля.
(Измененная редакция, Изм. № 2).
Примечание. Для теплообменных аппаратов и сосудов с несколькими полостями следуетрасчетное, рабочее и пробное давления и допустимую рабочую температуру стенкиуказывать для каждой полости.
7.1.4.На наружной поверхности стенки сосуда должна быть нанесена маркировка:
наименование или товарныйзнак предприятия-изготовителя;
порядковый номер по системенумерации предприятия-изготовителя;
год изготовления;
клеймо техническогоконтроля.
Маркировка сосудов столщиной стенки корпуса 4 мм и более наносится клеймением или гравировкой, а столщиной стенки менее 4 мм - гравировкой или несмываемой краской. Маркировказаключается в рамку, выполненную атмосферостойкой краской, и защищаетсябесцветным лаком (тонким слоем смазки). Глубина маркировки клеймением илигравировкой должна быть в пределах 0,2-0,3 мм.
Качество и цвет маркировкидолжны соответствовать ГОСТ 26828.
Примечание. Допускается наносить маркировку на пластину, приваренную к корпусусосуда рядом с табличкой.
7.1.5. Шрифт маркировкидолжен соответствовать ГОСТ 26.020 для плоской печати и ГОСТ 26.008 дляударного способа.
7.1.6. Кроме основной маркировки,следует:
а) выполнить по двеконтрольные метки вверху и внизу обечайки под углом 90° на неизолируемыхвертикальных сосудах, не имеющих специальных приспособлений для выверкивертикальности их на фундаменте;
б) нанести монтажные метки(риски), фиксирующие в плане главные оси сосуда, для выверки проектногоположения его на фундаменте;
в) нанести несмываемойкраской отличительную окраску на строповые устройства;
г) прикрепить (или отлить)стрелку, указывающую направление вращения механизмов, при этом стрелкунеобходимо окрасить в красный цвет несмываемой краской;
д) нанести монтажнуюмаркировку (для негабаритных сосудов, транспортируемых частями);
е) нанести отметки,указывающие положение центра масс на обечайке сосудов, при этом отметкирасположить на двух противоположных сторонах сосуда;
ж) указать диаметр отверстийпод регулировочные болты несмываемой краской вблизи от одного из отверстий (приналичии регулировочных болтов в опорной конструкции сосуда).
Примечание.Отметки центра масс выполняются по черт.12 ГОСТ 14192. Причем, когдакоординаты центра тяжести изделия и груза, отправляемого без упаковки в тарусовпадают, то Знак нанести один раз с 2-х сторон, а когда не совпадают. Знакнанести дважды с 2-х сторон. При этом, к Знаку,определяющему координаты "Центра масс", дополнительно нанести буквы"ЦМ".
(Измененная редакция, Изм. № 2).
7.1.7. Маркировкаотгрузочных мест должна наноситься по ГОСТ 14192.
7.1.8. На транспортируемыхчастях негабаритных сосудов должно быть указано:
обозначение сосуда;
порядковый номер по системенумерации предприятия-изготовителя;
обозначение транспортируемойчасти.
7.1.9. На каждом сосуде,поставочном блоке, негабаритных частях сосуда должны быть указаны местакрепления стропов, положение центра тяжести. Должны быть предусмотрены ипоставлены предприятием-изготовителем устройства в соответствии с техническойдокументацией, обеспечивающие установку в проектное положение сосуда в собранномвиде или поставочного блока.
7.2.1. Консервации и окраскеподлежат сосуды, принятые отделом технического контроля.
7.2.2. Консервацияметаллических неокрашенных поверхностей сосудов, поставляемых в полностьюсобранном виде, а также негабаритных поставочных частей, комплектующих деталейи сборочных единиц, входящих в объем поставки, должна проводиться всоответствии с требованиями ГОСТ9.014 и обеспечивать защиту от коррозии при транспортировании, хранении имонтаже в течение не менее 24 месяцев со дня отгрузки спредприятия-изготовителя.
7.2.3. Консервация сосудовдолжна проводиться по технологии предприятия-изготовителя с учетом условийтранспортирования и хранения по ГОСТ9.014.
7.2.4. Методы консервации иприменяемые для этого материалы должны обеспечивать возможность расконсервации сосудов в сборе и транспортируемых блоков(узлов) без их разборки.
Марки консервационныхматериалов выбираются в каждом отдельном случае в зависимости от условийэксплуатации сосудов и должны отвечать требованиям РТМ 26-02-52, РТМ 26-02-66, ГОСТ9.014.
Примечание. Если по условиям эксплуатации требуется обезжиривание, котороеневозможно выполнить без разборки сборочных единиц, то требование о безразборной расконсервации наэти сосуды не распространяется.
7.2.5. Свидетельство оконсервации должно включать следующие сведения:
дату консервации;
марку консервационногоматериала;
вариант внутренней упаковки;
условия хранения;
срок защиты без переконсервации;
срок консервации;
способы расконсервации.
Свидетельство прикладываетсяк паспорту сосуда, подвергнутого консервации. При этом должны применятьсяобозначения в соответствии с ГОСТ9.014.
Примечание. Окраска является защитной на время транспортирования, храненияи монтажа в течение не менее 24 месяцев со дня отгрузки спредприятия-изготовителя.
(Измененная редакция, Изм. № 2).
7.2.8. Цвет покрытиявыбирается в зависимости от условий эксплуатации по ГОСТ 12.4.026 итехнических условий на сосуд (сборочную единицу).
На период транспортирования,монтажа и хранения цвет покрытия не нормируется.
7.2.9. При поставкенегабаритных сосудов частями или габаритными блоками защитное покрытиенаносится в соответствии с требованиями пп. 7.2.6, 7.2.7.
Примечание. Кромки, подлежащие сварке на монтажнойплощадке, и прилегающие к ним поверхности шириной 50-60 мм должны защищатьсяконсистентной смазкой или другими материалами. Окраска кромок не допускается.
7.3.1. Упаковка сосудовдолжна производиться по технической документации на конкретный сосуд.
(Измененная редакция, Изм. № 2).
7.3.2. При необходимостивнутренние устройства и вращающиеся механизмы должны быть закреплены дляпредохранения от деформации под влиянием собственной массы и динамическихнагрузок при транспортировании.
7.3.3. Все отверстия,штуцера, муфты должны быть закрыты пробками или заглушками для защиты отзагрязнений и повреждений уплотнительных поверхностей.
7.3.4. Отдельно отправляемыесборочные единицы, детали, запасные части должны быть упакованы в ящики илисобраны в пакеты (стопы).
Вид упаковки выбираетсяпредприятием-изготовителем, если нет других указаний в техническойдокументации.
Ящики и способы креплениядолжны соответствовать ГОСТ 2991, ГОСТ 5959, ГОСТ10198, ГОСТ21650.
Ящики для запасных частейсосудов, предназначенных на экспорт, должны соответствовать ГОСТ24634 или требованиям заказа-наряда.
(Измененная редакция, Изм. № 2).
7.3.5. Крепежные детали приотправке их в ящиках должны быть законсервированы согласно инструкциипредприятия-изготовителя, а шпильки (болты) фланцевых соединений дополнительноупакованы в оберточную или парафинированную бумагу.
7.3.6. Техническая итоваросопроводительная документация, прилагаемая к сосудам, должна бытьзавернута в водонепроницаемую бумагу или бумагу с полиэтиленовым покрытием ивложена в пакет, изготовленный из полиэтиленовой пленки толщиной не менее 150 мк. Швы пакета свариваются (заклеиваются).
Для дополнительной защиты отмеханических повреждений пакет должен быть обернут водонепроницаемой бумагойили полиэтиленовой пленкой. Края бумаги или пленки должны быть склеенысинтетическим клеем.
7.3.7. Если сосудпоставляется в виде нескольких грузовых мест, техническая документация должнаупаковываться в грузовое место № 1.
7.3.8. При отгрузке сосудовбез тары техническая документация должна крепиться внутри сосуда или на сосуде.При этом на сосуд наносится надпись: «Документация находится здесь».
7.3.9. Каждое грузовое местодолжно иметь свой упаковочный лист, который вкладывается в пакет изводонепроницаемой бумаги или бумаги с полиэтиленовым покрытием. Пакетдополнительно завертывается в водонепроницаемую бумагу и размещается вспециальном кармане, изготовленном в соответствии с документацией, применяемойна предприятии-изготовителе. Карман крепится около маркировки груза.
К ярлыку грузов,отправляемых в пакетах и связках, должен крепиться футляр для упаковочноголиста в соответствии с документацией, используемой на предприятии-изготовителе.
Второй экземплярупаковочного листа или комплектовочной ведомости вместе с техническойдокументацией упаковывается в грузовое место № 1.
7.3.10. Техническуюдокументацию и второй экземпляр упаковочного листа допускается отправлятьпочтой. Отправка технической документации должна быть произведена в течениеодного месяца после отгрузки сосуда.
7.3.11. Сосуды должнытранспортироваться железнодорожным транспортом в соответствии с требованиямиМинистерства путей сообщения.
Допускаетсятранспортирование автомобильным и водным транспортом.
Крепление сосудов следуетпроизводить по документации предприятия-изготовителя.
7.3.12. Транспортирование ипогрузочно-разгрузочные работы должны проводиться без резких толчков и ударов вцелях обеспечения сохранности оборудования и его упаковки.
7.3.13. Условиятранспортирования и хранения сосудов на предприятии-изготовителе и монтажнойплощадке должны обеспечивать сохранность качества сосудов, предохранять их откоррозии, эрозии, загрязнения, механических повреждений и деформации.
7.3.14. Категорию и условиятранспортирования и хранения сосудов в части воздействия климатических фактороввнешней среды по ГОСТ15150 следует указывать в технических условиях на конкретные сосуды. Приназначении категории и условий хранения должна быть учтена сохраняемостькомплектующих деталей.
8.1. Предприятие-изготовительгарантирует соответствие сосудов требованиям настоящего стандарта присоблюдении условий транспортирования, хранения, монтажа и эксплуатации.
8.2. Гарантийный срокэксплуатации - не менее 18 мессо дня ввода сосуда в эксплуатацию, но не более 24 меспосле отгрузки с предприятия-изготовителя.
9.1.1. Относительнаяовальность корпуса колонных аппаратов должна соответствовать требованиям п. 3.3.2,если в технической документации не указаны более жесткие требования.
9.1.2. Отклонение отпараллельности уплотнительных поверхностей фланцев царгпосле механической обработки не должно превышать 0,4 мм на 1 м диаметра (рис. 20), ноне более 1 мм на диаметр D.
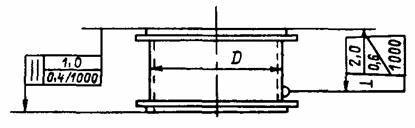
Рис. 20. Царгас фланцами
Отклонение отперпендикулярности уплотнительных поверхностей фланцев царгк образующей обечайки не должно превышать 0,6 мм на 1 м высоты царги (рис. 20), но не более 2 мм на всю высоту царги.
(Измененная редакция, Изм. № 2).
9.1.3. Отклонение от высоты царги с фланцами не должно превышать ±2 мм на 1 мноминального размера, но не более ±5 мм на всю высоту царги.
9.1.4. Допуск на расстояниеот оси сварного шва приварки нижнего днища к обечайке до:
оси штуцера - ±10 мм;
оси люка - ±20 мм;
основания опоры - ±20 мм;
Допуск на расстояние междуосями парных штуцеров для присоединения контрольных и регулировочных приборов -±3 мм.
9.1.5. Крепежные деталивнутренних устройств колонных аппаратов из углеродистых сталей должныизготавливаться из коррозионностойких материалов.
9.2.1. Тарелки должныизготавливаться в соответствии с требованиями стандартов и проекта.
9.2.2. При изготовлениидеталей и сборочных единиц тарелок одноименные детали и сборочные единицыопределенного типоразмера должны быть взаимозаменяемыми.
9.2.3. Штампованные деталитарелок должны быть чистыми, без трещин, надрывов и заусенцев.
9.2.4. Сварные швы, которыеперекрываются съемными деталями тарелок, в опорных деталях должны быть зачищенызаподлицо с основным металлом.
9.2.5. Отклонение отперпендикулярности опорной детали тарелки, привариваемой к корпусу колонногоаппарата, к оси корпуса, относительно которой установлены устройства (риски)для выверки вертикальности его на монтажной площадке, не должно превышатьзначений, указанных в табл. 23.
Таблица 23
Отклонение от перпендикулярности опорной детали тарелки
| Внутренний диаметр колонного аппарата, мм | Отклонение перпендикулярности, мм | |
| Тарелки провальные | ||
| Решетчатые и др. | До 2000 | ±2 |
| От 2000 до 3000 | ±3 | |
| Тарелки с переливами | ||
| Клапанные, клапанные балластные, S-образно-клапанные, ситчатые с отбойными элементами, центробежные | До 3000 | ±3 |
| От 3000 до 6000 | ±4 | |
| От 6000 и более | ±6 | |
| Колпачковые, ситчатые, ситчато-клапанные, жалюзийно-клапанные, с двумя зонами контакта фаз | До 3000 | ±3 |
| От 3000 до 4000 | ±4 | |
| От 4000 и более | ±5 | |
Результаты замеров фактических отклонений от перпендикулярности опорныхдеталей тарелок заносятся в формуляр, заверяемый отделом технического контроля.Формуляр прилагается к паспорту колонного аппарата.
9.2.6. Отклонение по шагумежду соседними тарелками не должно превышать ±3 мм.
Отклонение по высоте нижнейтарелки не должно превышать:
±3 мм от кромки нижнейобечайки корпуса;
±15 мм от кромки верхнейтарелки, при этом для промежуточных тарелок оно пропорционально изменяется.
9.2.7. Допуск на минимальноерасстояние от сливной перегородки до вертикальной поверхности уголка приемногокармана (успокаивающей планки) - +10 мм и - 5 мм.
Допуск на расстояние отнижней кромки сливной перегородки до поверхности нижележащей тарелки призаглубленном приемном кармане - ±5 мм на 1 м длины перегородки, но не более ±15мм на всю длину, а при отсутствии заглубленного кармана и наличии успокаивающейпланки - ±5 мм.
9.2.8. Уплотнения цельнособранных тарелок и отдельных секций следуетвыполнять из сальниковой набивки, которая должна состоять из отдельных колец.Стык каждого отдельного кольца следует выполнять с косым срезом. Места стыков всоседних кольцах должны быть смещены по диаметру. Уплотнение секций разборныхтарелок к опорной раме, если это предусмотрено стандартом или техническойдокументацией на тарелки, должно выполняться из асбестовой ткани марки АТ-2 по ГОСТ 6102 илипаронита по ГОСТ 481.
9.2.9. Попадание щелейрешетчатых тарелок на опорные части не допускается.
9.2.10. Качество сборки иправильность установки каждой тарелки должны контролироваться отделомтехнического контроля.
9.2.11. Прогиб секции (полотна)тарелки после их установки не должен превышать 3 мм, а высота отдельных выпучин - 2 мм.
Секции (полотна) тарелкидопускается изготавливать сварными, при этом швы должны быть зачищены с двухсторон заподлицо с основным металлом.
9.3.1. Прогиб секций послеих установки не должен превышать 2 мм на 1 м длины, но не более 3 мм на длинусекции. Допускаются отдельные выпучины высотой до 6мм и площадью не более 300´300 мм.
9.3.2. Предельные отклоненияразмеров щелей (рис. 21) должны быть:
для расстояния t междущелями ![]() по ГОСТ25347;
по ГОСТ25347;
для длины l иширины b щели - Н15 по ГОСТ25347.
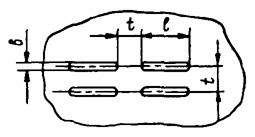
Рис. 21. Размеры щелей в решетчатых тарелках
9.3.3. Расположение щелейдолжно соответствовать требованиям стандартов и проекта.
9.3.4. Смежные тарелки повысоте колонного аппарата должны быть повернуты в горизонтальной плоскости на90° относительно друг друга.
9.3.5. На тарелке по кромкамщелей допускается не более 10 несквозных трещин длиной до 5 мм каждая,расположенных в разных местах секций.
9.4.1. Допуск на расстояниемежду отверстиями под клапаны на секциях тарелки - ±1 мм.
Допускается до 10 %отверстий под клапаны выполнять с допуском на межцентровое расстояние - ±3 мм.При этом допуск на расстояние между первым и последним рядами отверстий подклапаны на секциях тарелки - ±2 мм при расстоянии до 1000 мм и ±6 мм прирасстоянии свыше 1000 мм до 2700 мм.
9.4.2. Клапаны после ихустановки в отверстия секций должны свободно (без заеданий) перемещаться доупора.
9.4.3. Общий прогибустановленной тарелки не должен превышать значений, указанных в табл. 24.
Таблица 24
Прогиб установленной тарелки
| До 3000 | От 3000 до 4000 | От 4000 и более | |
| Прогиб тарелки, мм | 3 | 4 | 5 |
9.4.4. Предельное отклонение массы клапана - ±0,002 кг.
9.5.1. Клапаны после ихустановки в отверстия секций должны свободно (без заеданий) перемещаться доупора.
9.5.2. Балласты на тарелкедолжны свободно (без заеданий) перемещаться по направляющим до упора.
9.5.3. Допускается местное неприлегание балласта к клапанам до 5 мм.
9.6.1. Кромки зубцов S-образногоэлемента и колпачка должны быть ровными и не иметь заусенцев. Предельноеотклонение по высоте зубца - ±1 мм.
9.6.2. Прогиб S-образногоэлемента, колпачка и желоба не должен превышать 1 мм на 1 м длины, но не более3 мм на всю длину.
9.6.3. Предельные отклоненияразмеров профиля S-образного элемента, колпачка, желоба должны бытьсогласованы со специализированной научно-исследовательской организацией.
Нижняя (опорная) кромкапаровой заглушки S-образного элемента и колпачка должна быть в однойплоскости Д с опорнойповерхностью (рис. 22-а, б).
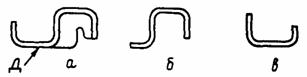
Рис. 22. а - S-образный элемент; б -колпачок; в - желоб
9.6.4. Концы вертикальныхполок S-образного элемента при сборке тарелок должны находиться в прорезяхпаровых заглушек соседних элементов.
9.7.1. Прогиб секций(полотен) после их установки не должен превышать 5 мм.
9.7.2. Предельные отклоненияразмеров щелей секций тарелки и отбойников должны быть Н16 по ГОСТ25347.
9.7.3. Торцы секций иотбойников должны быть без заусенцев и острых кромок.
9.8.1. Местные выпучины и кривизна поверхности секций (полотен) тарелок недолжны превышать 4 мм по всему сечению тарелки, а для тарелок с цельнымполотном - 5 мм.
9.8.2. Полотна тарелок могутизготавливаться из сварных листов, при этом сварные швы должны быть зачищенызаподлицо с основным металлом с двух сторон.
Кромки отверстий лазов втарелках должны быть зачищены.
9.8.3. Отклонение по шагумежду соседними отверстиями под паровые патрубки не должно превышать ±2 мм,отклонение между крайними отверстиями под паровые патрубки тарелки (в пределаходного полотна) не должно превышать ±4 мм.
9.8.4. Колпачки должны изготавливатьсяпо ГОСТ 9634.
9.8.5. Верхние торцы паровыхпатрубков тарелок в сборе должны быть в одной горизонтальной плоскости.Отклонение от плоскостности не должно превышать ±3 мм.
9.8.6. Отклонение уровняверхних торцов сливных труб относительно поверхности тарелок не должнопревышать ±3 мм. Базой, от которой ведется измерение, служит горизонтальнаяплоскость, проведенная через верхние торцы сливных труб.
9.8.7. Перекос колпачковотносительно плоскости тарелки, замеряемый от верха прорезей, не должен превышать±2 мм.
9.8.8. Тарелки колпачковые должны соответствовать следующим требованиям:
трещины на поверхности срезаи кромок не допускаются;
отклонение от параллельностиповерхностей А и Б (рис. 23) не должно превышать на весьдиаметр отверстия 0,5 мм при S=2,5 мм и 0,3 мм при S=1,6 мм(S - толщина полотна тарелки);
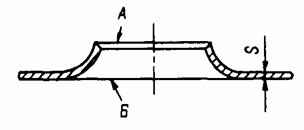
Рис. 23. Часть полотна тарелки в месте крепления патрубка
отклонение от плоскостностиоснования тарелки после штамповки и приварки паровых патрубков не должнопревышать ±3 мм на 1 м диаметра.
9.9.1. Прогиб секций(полотен) после перфорации в зажатом состоянии не должен превышать 2 мм на 1 мдлины, но не более 5 мм на всю длину.
Допускаются отдельные выпучины высотой до 8 мм на площади до 15 % для приварныхсекций (полотен).
9.9.2. Предельное отклонениедиаметра отверстий перфорации должно быть Н15 по ГОСТ25347.
9.9.3. Отклонение количестваотверстий от заданного в перфорированном полотнедопускается от +3 % до -5 %.
9.9.4. Сегменты и карманыдолжны иметь взаимно перпендикулярные стороны. Отклонение от перпендикулярностисторон не должно превышать 2 мм по наибольшей стороне.
9.9.5. В секциях (полотнах)тарелок, изготовленных из нескольких частей, сварные швы должны быть зачищенызаподлицо с основным металлом.
9.10.1. Отклонение отплоскостности основания тарелки после ее сборки не должно превышать 2 мм на 1 мдиаметра, но не более 5 мм на весь диаметр.
9.10.2. Допуск на расстояниемежду отверстиями под клапаны на секциях тарелки - ±3 мм, а между крайними вряду отверстиями - ±5 мм.
9.10.3. Клапаны после ихустановки в отверстиях секций должны свободно (без заеданий) перемещаться доупора.
9.10.4. Предельноеотклонение диаметра отверстий перфораций должно быть Н15 по ГОСТ25347.
9.10.5. Отклонение количестваотверстий от заданного в перфорированном полотнедопускается от +3 % до -5 %.
9.11.1. Местные выпучины и кривизна полос для решеток опорных не должныпревышать 2 мм на 1 м длины.
9.12.1. Местные выпучины и кривизна секций (полотен), подготовленных подустановку патрубков, не должны превышать 5 мм.
9.12.2. Отклонение осиотверстий под патрубки от номинального положения не должно превышать ±1 мм.
9.12.3. В собранных иустановленных тарелках верхние торцы патрубков должны быть в одной плоскости.Отклонение от плоскостности не должно превышать 3 мм.
9.12.4. Регулируемые тарелкидолжны быть установлены в колонном аппарате горизонтально при помощирегулировочных болтов. Отклонение от горизонтальности плоскости тарелки недолжно превышать 3 мм на 1 м диаметра, но не более 4 мм на весь диаметр.
Регулирование тарелокпроизводится после закрепления аппарата на фундаменте.
9.13.1. Отклонение отплоскостности основания тарелки после ее сборки не должно превышать 2 мм на 1 мдиаметра, но не более 5 мм на весь диаметр.
9.13.2. Допуск на расстояниемежду отверстиями под жалюзийные элементы - ±3 мм, а между крайними в рядуотверстиями - ±5 мм.
9.13.3. Жалюзи после оборкиэлемента должны свободно (без заеданий) поворачиваться до упора.
9.14.1. Сегменты глухиелевые и правые, карманы сегментные, а также карманы гидравлических затворовмногопоточных тарелок должны иметь взаимно перпендикулярные стороны. Отклонениеот перпендикулярности не должно превышать 2 мм для наиболее длинной детали.
9.14.2. Зазор между стенкойколпачка и шаблоном при проверке внутреннего профиля колпачка не долженпревышать 2 мм. Кромки зубцов колпачка должны быть ровными.
Допускается при проверке наплите для 15 % общего количества зубцов:
отклонение высоты зубца неболее 3 мм;
зазор между отдельнымизубцами и плитой (из-за неточности изготовления зубцов или прогиба колпачка) неболее 5 мм.
9.14.3. Смещение осиотверстия размером 18´25 мм относительно осисимметрии колпачка допускается не более 3 мм.
9.14.4. Донышки следуетприваривать перпендикулярно к поверхности колпачка. Отклонение отперпендикулярности не должно превышать 2 мм.
9.14.5. Зазор между кромкамижелоба (полужелоба) и плитой при проверке на плите недолжен превышать 3 мм на 1 м длины, но не более 5 мм на всю длину.
9.14.6. Отклонение диаметражелоба с двух концов на длине 50 мм от торцов не должно превышать - 1 мм.
9.14.7. Гребенки (сливныепланки) должны иметь визуально гладкую поверхность.
9.14.8. Местная кривизнаполок штампованных угольников при проверке на плите не должна превышать 4 мм,отклонение по высоте широкой полки угольника - ±3 мм, отклонение отперпендикулярности полок угольников после штамповки - ±3 мм по высокойполке угольника.
Допускаются опорныеугольники изготавливать с одним сварным швом, выполненным двусторонней сваркойсо сплошным проваром. Швы следует располагать в промежутках между вырезами поджелоба.
9.14.9. Приварные шпилькидолжны быть перпендикулярны к полке угольника. Отклонение от перпендикулярностине должно превышать 1 мм на длину шпильки.
9.14.10. Глухие левые иправые сегменты, а также сегментные карманы своими горизонтальными полкамиустанавливаются перпендикулярно к продольной оси аппарата. Отклонение отперпендикулярности не должно превышать 1 мм на 1 м диаметра, но не более 3 ммна диаметр.
Вертикальные полки должныбыть параллельны образующей корпуса колонного аппарата. Отклонение от параллельностине должно превышать 3 мм на всю длину полки L (рис. 24).
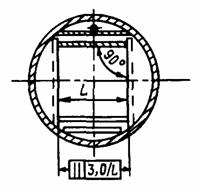
Рис. 24. Основание тарелок желобчатых
9.14.11. Глухие сегменты исегментные карманы (в плане) должны устанавливаться под углом 90° друг к другу.
Размеры (в плане)прямоугольного колодца и их отклонения должны соответствовать указанным в проекте.
9.14.12. Скошенные угольники(левый и правый) и угольники прямые должны привариваться так, чтобы опорныеполки всех четырех угольников одного пояса находились в одной плоскости.
Отклонение отгоризонтальности плоскости не должно превышать 0,001 внутреннего диаметраколонного аппарата, но не более 3 мм.
1Теплообменныеаппараты далее по тексту - аппараты.
10.1.1. Типы и параметрыаппаратов должны устанавливаться по ГОСТ 27601 или технической документации.
Изготавливаются аппаратыследующих типов:
Н - с неподвижными трубнымирешетками;
К - с температурнымкомпенсатором на кожухе;
П - с плавающей головкой;
У - с U-образнымитрубами.
(Измененная редакция, Изм. № 2).
10.1.2.Толщины стенок кожуха длиной до 6 м, распределительной камеры, обечайки и днищакрышки должны быть не меньше значений, указанных в табл. 25.
Таблица 25
Минимальные толщины стенок обечаек и днищ
| Материал | Толщины стенок при диаметре аппарата, мм | ||||||
| до 500 (630) | 600 (630) | 800 | 1000 | 1200 | 1400 и более | ||
| Н и К | Сталь углеродистая и низколегированная | 5 | 6 | 6 | 6 | 6 | 6 |
| Сталь высоколегированная хромоникелевая | 3 | 4 | 4 | 6 | 6 | 6 | |
| П и У | Сталь углеродистая и низколегированная | 5 | 6 | 8 | 10 | 12 | 14 |
| Сталь высоколегированная хромоникелевая | 3 | 4 | 6 | 8 | 10 | 12 | |
10.1.3. Толщины перегородок в распределительных камерах и крышкахдолжны быть не меньше значений, указанных в табл. 26.
Таблица 26
Минимальные толщины перегородок в распределительных камерах и крышках
| Толщина перегородок, мм | |
| 325, 400, 426 | 5 |
| 500 (530), 600 (630) | 8 |
| 800, 1000 | 10 |
| 1200 и более | 12 |
В продольной перегородке распределительной камеры и крышки аппаратамногоходового по трубному пространству следует выполнять дренажное отверстиедиаметром не менее 6 мм.
10.1.4. Толщина продольной перегородкитрубного пучка должна быть не менее 5 мм. Толщины поперечных перегородоктрубного пучка должны быть не меньше значений, указанных втабл. 27.
Таблица 27
Минимальные толщины поперечных перегородок трубного пучка
| Толщина перегородок при расстоянии между перегородками, мм | |||||
| до 300 | 301-450 | 451-600 | 601-850 | 851 и более | |
| До 325 | 3 | 5 | 6 | 8 | 10 |
| От 426 до 600 | 5 | 6 | 8 | 8 | 10 |
| 800, 1000 | 6 | 8 | 8 | 10 (8) | 12 (10) |
| 1200 и более | 6 | 8 | 10 (8) | 10 (8) | 12 (10) |
Примечание. Значения в скобках допускаются для аппаратов типов Н и К.
10.1.5. Диаметры поперечныхперегородок трубного пучка должны соответствовать значениям, приведенным в табл. 28.
Таблица 28
Диаметры поперечных перегородок трубного пучка
| при наружном диаметре аппарата, мм | при внутреннем диаметре аппарата, мм | |||||||
| до 329 | 426 (630) | 400 | 500 | 600 | 800 | 1000 | 1200 | 1400 |
| D-2S-3* | 397 | 497 | 597 | 796 | 995 | 1195 | 1395 | |
*S- толщина стенки аппарата, мм; D - наружный диаметр аппарата, мм.
10.1.6. При отсутствииуказаний в нормативно-технической документации расстояние между поперечнымиперегородками трубного пучка следует устанавливать в соответствии срезультатами теплотехнического, гидравлического и прочностного расчетов сучетом следующих требований:
минимальное расстояниедолжно составлять 0,2 внутреннего диаметра кожуха, но не менее 50 мм;
максимальное расстояние дляиспарителей с паровым пространством независимо от их диаметра должно составлять1200 мм, для остальных аппаратов должно соответствовать значениям, указанным в табл. 29.
Таблица 29
Максимальное расстояние между перегородками
| Материал труб | ||||
| сталь | латунь, алюминиевый сплав | |||
| расстояние между перегородками, мм | ||||
| в теплообменниках и испарителях | в холодильниках и конденсаторах | в теплообменниках и испарителях | в конденсаторах и холодильниках | |
| 16, 20 | 700 | 1000 | 600 (630) | 900 |
| 25 | 800 | 1200 | 700 | 1000 |
| 38 | 1000 | 1300 | 800 | 1200 |
10.1.7. Диаметры стяжек и их количество (при отсутствии противобайпасных полос) должны соответствовать значениям иколичеству, указанным в табл. 30.
Таблица 30
Диаметры и количество стяжек
| Диаметр стяжек, мм | Минимальное количество стяжек, шт. | |
| До 325 | 12 | 4 |
| От 426 до 600 (630) | 12 | 6 |
| От 800 до 1000 | 16 (12) | 8 (6) |
| От 1200 и более | 16 | 10 |
Примечания. 1. Значения в скобках допускаются дляаппаратов типов Н и К.
2.Для аппаратов типа П допускаются стяжки диаметром 12мм в количестве 8 шт.
10.1.8. Противобайпасныеустройства могут изготавливаться в виде полос, ложных труб и др.
Рекомендуемые размеры ирасположение противобайпасных устройств приведены на рис. 25.
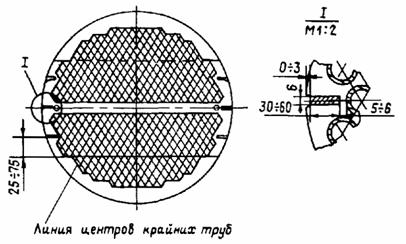
Рис. 25. Противобайпасные устройства
Количество противобайпасных устройств рекомендуется принимать согласнотабл. 31.
10.1.9. Проходное сечение вштуцерах распределительных камер не должно превышать проходное сечение потрубам одного хода.
10.1.10. В межтрубномпространстве аппарата под штуцером ввода продукта должен устанавливатьсяотбойник, если нет других указаний в технической документации.
Таблица 31
Рекомендуемое количество противобайпасныхустройств
| Количество противобайпасных устройств | |
| До 325 | От 2 до 4 |
| От 400 (426) до 800 | От 4 до 6 |
| От 1000 и более | От 6 до 8 |
10.1.11. Фланцы корпусов распределительных камер, крышек на Ру 1 МПа (10 кгс/см2) и более, а также фланцы аппаратов,одна или две полости которых работают при температуре 300 °Си более, должны быть выполнены приварными встык.
Фланцы с гладкойуплотнительной поверхностью не допускаются.
(Измененная редакция, Изм. № 2).
10.1.12. Конструкциясборочной единицы крепления трубной решетин аппаратов типов Н и К должна соответствовать рис. 26, если нет других указаний втехнической документации.
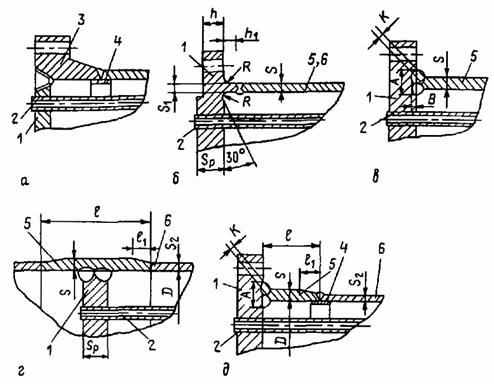
Рис. 26. Конструкция сборочной единицы креплениятрубной решетки аппаратов типов Н и К.
1 - решетка, 2 - труба теплообменная, 3 - фланец, 4 -подкладное кольцо, 5 - концевая обечайка, 6 - кожух
Следует учитывать, чтоконструкция сборочной единицы крепления решетки допускается:
по рис. 26-адля решеток из листовойстали, при этом допускается применение двух подкладных колец;
по рис. 26-бдля решеток из поковок, при этом поковки должны быть проконтролированыультразвуком в объеме 100 % и испытаны их механические свойства; размерырешеток должны соответствовать соотношениям: h»0,8×Sр; h1³S1; S1³S; R³S1 (где h - толщина фланца; Sр - толщина решетки, S -толщина концевой обечайки, h1 - высота отбортовки; S1 - толщина отбортовки, R - радиус);
по рис. 26-вдля решеток из листовой углеродистой стали, при этом решетка в местеприсоединения к концевой обечайке на длине А должнабыть проконтролирована ультразвуком в объеме 100 % (исправление дефектов недопускается) и наплавлена до сварки с обечайкой; сварной шов приварки решетки кобечайке должен иметь размеры: (А+В)³2S и К³0,7×S (где А - длина, В -глубина, К - катет);
по рис. 26-гдля решеток из листовой стали, при этом концевая обечайка должна быть толщиной S³2S2 и длиной ![]() (где D - внутренний диаметр аппарата, l1 - длина переходной части);
(где D - внутренний диаметр аппарата, l1 - длина переходной части);
по рис. 26-ддля решеток из листовой стали аустенитного класса,при этом концевая обечайка должна быть толщиной S³1,5×S2, но не менее 12 мм и длиной![]() ; сварной шов приварки решетки к обечайке должен иметьразмеры А³3×S и К³0,8×S; допускается применениедвух подкладных колец.
; сварной шов приварки решетки к обечайке должен иметьразмеры А³3×S и К³0,8×S; допускается применениедвух подкладных колец.
Сварной шов приварки решеткик фланцу или концевой обечайке (кожуху) должен быть проконтролированрадиографическим или ультразвуковым методом по всей длине. При недоступностишва (отдельных его участков) для проверки ультразвуком или радиографией методконтроля должен быть выбран в соответствии с требованиями РД 26-11-01.
10.1.13. Способ креплениятруб к трубным решеткам должен соответствовать требованиям ОСТ 26-02-1015.
10.1.14. Расположение (шаг)труб в трубных решетках принимается: по вершинам равносторонних треугольников -для типов Н и К; по вершинам квадратов или равносторонних треугольников - длятипов П и У.
Шаг отверстий для труб, мм:
21 - для труб диаметром 16,
26 - для труб диаметром 20,
32 - для труб диаметром 25,
48 - для труб диаметром 38,
70 - для труб диаметром57".
(Измененная редакция, Изм. № 2).
10.1.15. Аппараты типов П и У, внутренний диаметр кожуха (которых 800 мм и более, ииспарители с осенесимметричным коническим переходом,внутренний диаметр горловины которого 900 мм и более, должны быть снабженыустройством, облегчающим монтаж-демонтаж трубного пучка.
В трубных решетках аппаратовтипов П и У следует предусмотреть рым-болты длявытягивания трубного пучка, а на неподвижной трубной решетке этих аппаратов понаружной кольцевой поверхности должна быть выполнена проточка для крепленияприспособлений к пучку при его извлечении из корпуса.
10.1.16. В вертикальномаппарате типа П должен быть предусмотрен дренажжидкости из труб и межтрубного пространства.
10.1.17. У трубчаткивертикального аппарата с трубной решеткой, привариваемой непосредственно ккожуху, спуск воздуха и дренаж должны производиться через отверстия диаметромне менее 10 мм в трубной решетке.
10.1.18. Трубные пучки из U-образныхтруб вертикальных аппаратов рекомендуется располагать трубной решеткой вниз.
10.1.19. Высота крышкиплавающей головки аппарата одноходового по трубам должна быть не менее 1/3внутреннего диаметра штуцера на крышке.
Высота крышки плавающейголовки аппарата двухходового по трубам должна быть такой, чтобы площадь еецентрального сечения превышала площадь проходного сечения труб одного хода в1,3 или более раз.
10.2.1. Предельныеотклонения габаритных и присоединительных размеров аппаратов и их сборочныхединиц от номинальных должны соответствовать приведенным на рис. 27, приэтом К = 5 мм, если длина труб не более 3000 мм, иК=10 мм, если длина труб более 3000 мм.
Неперпендикулярность М торцафланца штуцера относительно оси штуцера не должна превышать значений, указанныхв табл. 32.
(Измененная редакция, Изм. № 2).
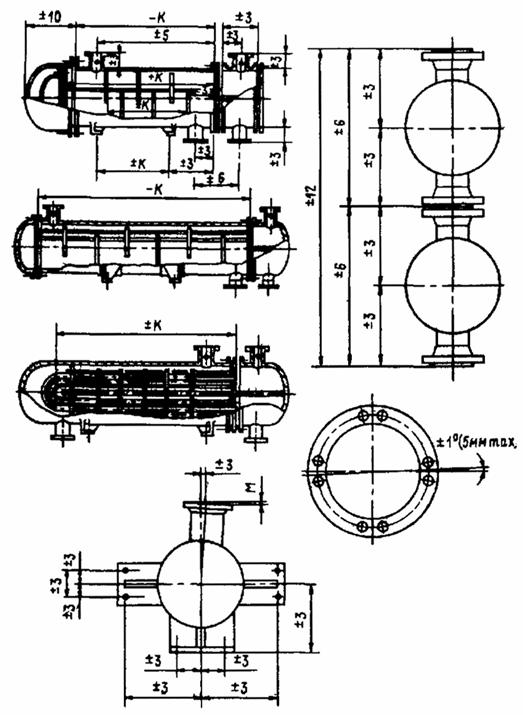
Рис. 27. Предельные отклонения габаритных и присоединительных размеров
Таблица 32
Неперпендикулярность торца фланца штуцера
| Неперпендикулярность, М, мм | |
| От 80 до 100 | 2 |
| От 150 до 300 | 3 |
| От 350 до 800 | 5 |
(Измененная редакция, Изм. № 2).
Предельноеотклонение внутреннего диаметра кожуха аппаратов типов Н и К с толщиной кожухаменьше, чем указано для аппаратов типов П и У в табл. 25,должно соответствовать Н14 по ГОСТ25347 и определяться путем измерения длины окружности по наружнойповерхности корпуса.
Предельное отклонениевнутреннего диаметра аппарата с кожухом из двухслойнойстали или изготовленного вгорячую устанавливается посогласованию со специализированной научно-исследовательскойорганизацией.
Предельное отклонениевнутреннего диаметра корпуса конденсаторов и испарителей с паровым теплоносителем(пары поступают в межтрубное пространство), а также испарителей с паровымпространством должно соответствовать Н16 по ГОСТ25347.
10.2.3.Предельное отклонение наружного диаметра поперечных перегородок должносоответствовать h13 по ГОСТ 25347 .
10.2.4. Максимальнодопускаемая разность между внутренним диаметром кожуха и наружным диаметромперегородок должна соответствовать величине, рассчитанной с учетом предельныхотклонений, указанных в пп. 10.2.2 и 10.2.3.
Для аппаратов типов Н и К, диаметр корпуса которых более 1400 мм, допускается зазормежду перегородками и корпусом не более 10 мм.
10.2.5. Для конструкцииплавающей головки согласно рис. 28 допуски на высоту h накладки, наружный диаметрподвижной трубной решетки D3, внутренний диаметрполукольца D3, диаметр выточки полукольца (D3+2 мм), на расстояние между фланцем и полукольцом, на угол должнысоответствовать размерам, указанным на этом рисунке.
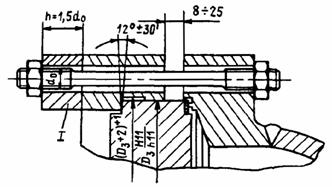
Рис. 28. Отклонения размеров деталей плавающей головки
Примечания.
1. Отклонение внутреннего диаметра полукольца- Н11 по ГОСТ25347 должно быть обеспечено для обработанного кольца до разрезки на дваполукольца.
2.Каждая накладка I (2 шт.) согласно рис. 28 должна крепиться четырьмяшпильками для аппаратов диаметром 400 мм и более и двумя шпильками для аппаратовдиаметром 325 мм и 426 мм.
10.2.6. Предельноеотклонение диаметров D1 и D2 трубной решетки (рис. 29)должно соответствовать h13 по ГОСТ25347.
Рис. 29. Узлы соединения решеток и фланцев
10.2.7. Отклонение отперпендикулярности торцовой поверхности теплообменной трубы к образующей еецилиндрической поверхности не должно превышать 1 мм.
(Измененная редакция, Изм. № 2).
10.2.8. Предельноеотклонение диаметра отверстий в поперечной перегородке под трубы должносоответствовать Н12 по ГОСТ25347.
10.2.9. Несовпадениеплоскостей под прокладку у перегородки и фланца распределительной камеры, атакже несовпадение плоскости в выточке трубной решетки относительно кольцевой привалочной поверхности под прокладку не должны превышать:
0,3 мм для аппаратовдиаметром до 1200 мм;
0,4 мм для аппаратовдиаметром от 1200 до 1400 мм;
0,5 мм для аппаратовдиаметром от 1400 мм и более.
Отклонение от плоскостностиповерхностей, между которыми размещается прокладки, не должно превышать ±0,8Мм. При этом отклонение от плоскостности каждой отдельной кольцевойуплотнительной поверхности не должно превышать 0,8 мм.
Предельные отклонения толщинSп' и Sп перегородки, ширины Sв выточки трубной решетки ирасположения выточки должны соответствовать указаннымна рис. 30.
(Измененная редакция, Изм. № 2).
10.2.10. Допуск нарасстояние (шаг) между центрами двух соседних отверстий в трубных решетках иперегородках составляет ±0,5 мм, а допуск на любую сумму шагов - ±1,0 мм.
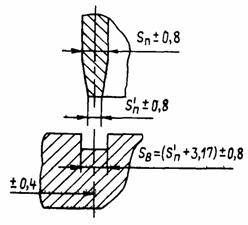
Рис. 30. Узел соединенияперегородки с решеткой
10.3.1. Внутренняяповерхность кожуха и штуцеров до сборки должна быть очищена от отслаивающейсяокалины и грязи.
10.3.2. Сварные швы корпусадолжны быть зачищены заподлицо с его внутренней поверхностью.
В аппаратах типов Н и К допускается не производить зачистку заподлицо швов, еслишвы не затрудняют сборку.
Допускается усилениеобработанных швов корпусов на величину не более:
0,5 мм для монометаллическихсосудов;
1,5 мм для двухслойныхсосудов с учетом требований п. 3.3.1, в.
10.3.3. Технология приваркиштуцеров к кожуху должна обеспечивать беспрепятственный монтаж (демонтаж)трубного пучка.
10.3.4. Трубные решеткидолжны иметь уплотнительные поверхности под прокладки без поперечных рисок,забоин, пор и раковин.
Шероховатость поверхностейпод прокладку должна соответствовать требованиям ГОСТ28759.2¸ГОСТ28759.4.
10.3.5. Шероховатостьповерхностей отверстий под трубы в трубных решетках должна соответствоватьтребованиям ОСТ26-02-1015.
10.3.6. Наружная поверхностьконцов прямых теплообменных труб, за исключением труб из коррозионно-стойкихсталей и цветных металлов (сплавов), должна быть зачищена до чистого металла надлине, равной удвоенной толщине трубной решетки плюс 20 мм, а наружнаяповерхность концов U-образных труб - на длине,равной толщине решетки плюс 20 мм.
Концу теплообменных трубперед закреплением их в трубных решетках не должны иметь по внутреннемудиаметру заусенцев, наплывов и грата.
10.4.1. Крышки плавающейголовки после сварки и исправления дефектов сварки подлежат термическойобработке независимо от материалов и размеров деталей крышек независимо отматериалов, кроме сталей аустенитного класса, сучетом требований п. 3.12.4, и размеров деталей.
10.4.2. Допускаетсяизготовление трубных решеток сварными из частей, если размеры листовой сталиили поковок, предусмотренные соответствующими стандартами или техническимиусловиями, не позволяют изготовить трубную решетку без сварных швов. При этомрешетки диаметром до 1600 мм могут изготавливаться не более чем из трех частей,а диаметром свыше 1600 мм - не более чем из четырех частей. Вставки допускаютсяне менее 400 мм.
Расположение сварных швовопределяется проектом. Пересечение сварных швов не допускается.
При изготовлении трубныхрешеток сварными следует соблюдать требования подразд. 3.12 и разд. 5.
Допускается на сварных швахрешеток располагать отверстия при условии контроля качества сварных швоврадиографическим или ультразвуковым методом.
(Измененная редакция, Изм. № 2).
10.4.3. Плакирование трубныхрешеток должно производиться по технологии предприятия-изготовителя.
Отслоения наплавленнойповерхности от основного металла решетки и раковины глубиной более 1 мм илиобщей площадью более 5 % от наплавленной поверхности не допускаются.
Толщина наплавленнойповерхности из латуни должна быть не менее 10 мм.
10.4.4. Острые кромкиотверстий в трубных решетках и перегородках должны быть притуплены фаскойразмером от 0,5 до 3 мм.
10.4.5. Прямые трубы недолжны иметь поперечных швов.
10.4.6. U-образные трубы должны изготавливаться безпоперечных сварных швов.
Допускается изготавливать U-образныетрубы с поперечными швами при соблюдении следующих требований:
швы должны располагаться нарасстоянии от начала гиба не менее наружногодиаметра трубы;
швы должны бытьпроконтролированы радиографическим методом в объеме 100 % с последующимгидравлическим испытанием каждой трубы перед набивкой трубного пучка пробнымдавлением не менее 10 МПа (100 кгс/см2).
После приварки колен долженбыть обеспечен свободный проход внутри трубы, что проверяется пропуском черезкаждую трубу контрольного шара диаметром, равным 0,8 внутреннего диаметратрубы.
10.4.7. U-образные трубы (колена) из стали типа 15Х5М,имеющие радиус гиба менее пяти наружных диаметровтрубы, должны быть подвергнуты термической обработке.
10.4.8. Поперечныеперегородки в трубном пучке должны устанавливаться с помощью распорных трубок,стяжек и гаек к ним.
Не допускается приваркаперегородок к трубам трубного пучка.
10.4.9. Острые кромкицилиндрической поверхности перегородок трубных пучков должны быть притупленыфаской от 1 до 2 мм.
10.5.1. При сборке аппарататрубный пучок должен беспрепятственно входить в кожух.
10.5.2. Не допускаетсяотслаивание металла на внутренней поверхности трубы после развальцовки.
10.5.3. Аргонодуговая сваркастыков труб из сталей марок 15Х5М, Х8, Х5, Х9М и приварка их к трубным решеткамаустенитными сварочными материалами допускаются посогласованию со специализированной научно-исследовательской организацией.
10.5.4. Напредприятии-изготовителе допускается заглушать количество труб, не превышающееуказанное в табл. 33.
Таблица 33
Максимальное количество заглушаемых труб
| До 426 | 500 (530) | 800 | 1000 | 1200 | 1400 | 1600 | 2000 | 3000 | 4000 | |
| Количество труб, шт. | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 18 | 20 |
Таблица 34
Порядок гидравлического испытания
| Тип аппарата | |||||
| Н и К | У | П | |||
| для расчетных давлений | |||||
| кожуха<труб | кожуха³труб | кожуха£труб | кожуха³труб | ||
| 1 | Испытание межтрубного пространства без распределительной камеры | Испытание трубного пространства с испытательным кольцом без кожуха | Испытание межтрубного пространства с испытательным кольцом без распределительной камеры | Испытание межтрубного пространства с испытательными кольцами без распределительной камеры, крышки плавающей головки и крышки кожуха | Испытание межтрубного пространства с испытательными кольцами без распределительной камеры, крышки плавающей головки и крышки кожуха |
| 2 | Испытание аппарата в сборе (трубного пространства) | Испытание межтрубного пространства с испытательным кольцом без распределительной камеры | Испытание аппарата в сборе (трубного и межтрубного пространств) | Испытание прочности узла плавающей головки давлением трубного пространства в сборе с распределительной камерой и крышкой плавающей головки без крышки кожуха | Испытание прочности узла плавающей головки давлением трубного пространства в сборе с распределительной камерой и крышкой плавающей головки без крышки кожуха |
| 3 | - | Испытание аппарата в сборе (трубного и межтрубного пространств) | - | Испытание аппарата в сборе (межтрубное пространство) | Испытание аппарата в сборе (межтрубное пространство) |
(Измененная редакция, Изм. № 2).
10.6.1. Порядок гидравлическогоиспытания на прочность и герметичность аппаратов типов Н, П, У и К должен отвечать указанному в табл. 34.
Примечание.Разрешается проводить гидравлическое испытание по технологии завода-изготовителя,не ухудшающей качество.
(Измененная редакция, Изм. № 2).
10.6.2. Если расчетноедавление кожуха меньше расчетного давления для распределительных камер,испытание на герметичность крепления труб в трубной решетке может проводитьсявоздухом, керосином, галоидами, гелием, хладоном или аммиаком.
10.6.3. Если толщина трубныхрешеток рассчитана на перепад давления между трубным и межтрубнымпространствами, условия гидравлического испытания и испытания на герметичностькрепления труб в трубных решетках должны указываться в проекте в соответствии стребованиями ОСТ 26-11-14.
| № п/п | Организация | Адрес, телефон |
| 1 | Акционерное общество «ВНИИНЕФТЕМАШ» | 113191, г. Москва, 4-й Рощинский проезд, 19/21; тел. 952-16-63 тел. 954-33-64 тел. 952-09-06 |
| 2 | Акционерное общество «НИИХИММАЩ» | 125015, г. Москве, Б. Новодмитровская улица, 14; тел. 285-56-74 тел. 285-93-02 |
| 3 | Акционерное общество "ПЕТРОХИМ ИНЖИНИРИНГ | 129869, Москва, Протопоповский пер., д. 25, корп."Б" тел. 288-62-81 тел. 288-55-74 тел. 288-16-90 |
| 4 | Акционерное общество "ВНИИПТХИМНЕФТЕАППАРАТУРЫ" | 400078, Волгоград, пр. Ленина, 90 тел. 34-21-17 |
(Измененная редакция, Изм. № 1).
| Марка стали, обозначение стандарта или технических условий | Технические требования | Рабочие условия | Виды испытаний и дополнительные требования | Примечания (ссылки на пункты примечаний к прил. 2) | |
| температура стенки, °С | давление среды, МПа (кгс/см2), не более | ||||
| Ст3кп2, Ст3пс2, Ст3сп2 ГОСТ 380, ГОСТ 14637 | ГОСТ 14637 | От +10 до +200 | 1,6 (16) | ГОСТ 14637 | п. 2 |
| От -15 до +350 | 0,07 (0,7) | ||||
| Ст3кп2, Ст3пс2, Ст3сп2 ГОСТ 380, ГОСТ 14637 | От -30 до +550 | - | п. 3 | ||
| Ст3сп4, Ст3пс4, Ст3Гпс4 ГОСТ 380, ГОСТ 14637 | От -20 до +200 | 5 (50) |
| п. 4 | |
| Ст3пс3, Ст3сп3, Ст3Гпс3 ГОСТ 380, ГОСТ 14637 | Св. 0 до +200 | ||||
| Ст3сп5, Ст3пс5, Ст3Гпс5 ГОСТ 380, ГОСТ 14637 | От -20 до +425 | ГОСТ 14637 и полистно при температуре стенки выше 200 °С | пп. 4, 11, 13 | ||
| Ст4сп3 ГОСТ 380, ГОСТ 14637 | Св. 0 до +200 | Не ограничено | ГОСТ 14637 | пп. 6 | |
| Ст3сп, Ст3пс, Ст3Гпс категорий 3, 4, 5 в зависимости от температуры стенки ГОСТ 380, ГОСТ 14637 | Группы 1 и 2 по ТУ 14-1-3023 | От -20 до +425 | 5 (50) | ТУ 14-1-3023 | пп. 4, 11, 13 |
| 08кп ГОСТ 1050 | ГОСТ 9045 | От -40 до +475 | Не ограничено | ГОСТ 9045 | п. 7 |
| ГОСТ 1577 | Категория 2 по ГОСТ 1577 | п. 7 | |||
| 20К ТУ 14-1-4088 | ТУ 14-1-4088 | От -20 до +425 | ТУ 14-1-4088, полистно при температуре стенки выше 200 °С и п. 2.2.7 настоящего стандарта | п. 11 | |
| 16К, 18К, 20К, 22К категории 5 ГОСТ 5520 | ГОСТ 5520 | От -20 до +200 | Не ограничено | ГОСТ 5520 | пп. 1, 5, 12, 18, 19 |
| 16К, 18К, 20К, 22К категории 3 ГОСТ 5520 | Св. 0 до +200 | ||||
| 16К, 18К, 20К, 22К категории 18 ГОСТ 5520 | ГОСТ 5520 | От +200 до +475 | ГОСТ 5520 | пп. 1, 5, 11, 12, 18, 19 | |
| 16К, 18К, 20К, 22К категории 11 ГОСТ 5520 | От -20 до +475 | ||||
| 22К ТУ 108.11-543 | ТУ 108.11-543 | От -20 до +350 | ТУ 108.11-543 | ||
| 09Г2С, 10Г2С1 категорий 7, 8, 9 в зависимости от температуры стенки ГОСТ 5520 | ГОСТ 5520 | От -70 до +200 | ГОСТ 5520 | пп. 5, 8, 10, 18 | |
| 17ГС, 17Г1С, 16ГС, 09Г2С, 10Г2С1 категории 6 ГОСТ 5520 | От -40 до +200 | ||||
| 17ГС, 17Г1С, 16ГС, 091Г2С, 10Г2С1 категории 3 ГОСТ 5520 | ГОСТ 5520 | От -30 до +200 | Не ограничено | ГОСТ 5520 | пп. 5, 18 |
| 17ГС, 17Г1С категории 12, 16ГС, 09Г2С, 10Г2С1 категорий 11, 12, 17 ГОСТ 5520 | От -40 до +475 | пп 5, 9, 11, 18, 19 | |||
| 09Г2С, 09Г2СА ТУ 302.02.122 | ТУ 302.02.122 | От -70 до +475 | ТУ 302.02.122 | п. 11 | |
| 17ГС, 17Г1С, 16ГС, 14Г2, 09Г2, 09Г2С категории 3 ГОСТ 19281 | ГОСТ 19281 | От -30 до +200 | ГОСТ 19281 | пп. 14, 15, 16, 18, 26, 27 | |
| 17ГС, 17Г1С, 16ГС, 14Г2, 09Г2, 09Г2С категории 4 ГОСТ 19281 | От -40 до +200 | ||||
| 17ГС, 17Г1С, 16ГС, 14Г2, 09Г2, 09Г2С категории 12 ГОСТ 19281 | ГОСТ 19281 | От -40 до +475 | Не ограничено | ГОСТ 19281 | пп. 11, 14, 15, 16, 18, 26, 27 |
| 09Г2С-ш ТУ 14-1-2072 | ТУ 14-1-2072 | От -60 до +450 | ТУ 14-1-2072 | п. 11 | |
| 09Г2СЮЧ, 09ХГ2СЮЧ ТУ 14-1-5065 | ТУ 14-1-5065 | От -70 до +475 | ТУ 14-1-5065 | п. 11 | |
| 12МХ ГОСТ 20072 | ТУ 4-1-5093 | От -40 до +540 | ТУ 14-1-5093 | - | |
| 12МХ ГОСТ 20072 | ТУ 14-1-5093; ТУ 24-10-003 | От -40 до +540 | ТУ 14-1-5093; ТУ 24-10-003 | - | |
| 12ХМ ТУ 14-1-642, ТУ 24-10-003 | От -40 до +560 | ||||
| 12ХМ категории 3 ГОСТ 5520 | ГОСТ 5520 | От -40 до +560 | ГОСТ 5520 | - | |
| 12ХМ ТУ 14-1-2304 | ТУ 14-1-2304 | От -40 до +660 | ТУ 14-1-2304 | ||
| 12ХМ ТУ 302.02.031 | ТУ 302.02.031 | От -40 до +560 | ТУ 302.02.031 | ||
| 10Х2М1А-А, 10Х2М1А (10Х2М1А-ВД, 10Х2М1А-ш) ТУ 302.02.121 | ТУ 302.02.121-91 | От -40 до +550 | ТУ 302.02.121 | ||
| 10Х2М1А-А ТУ 302.02.128 | |||||
| 15Х5М ГОСТ 20072 | Группа М2б по ГОСТ 7350; ТУ 14-1-2657 | От -40 до +650 | Группа М2б по ГОСТ 7350 | пп. 21, 25 | |
| 10Х2ГНМ ТУ 108.11.928, ТУ 14-1-5117 | ТУ 108.11.928 | От -40 до +550 | ТУ 108.11.928, ТУ 14-1-5117 | - | |
| 20ЮЧ ТУ 14-1-4853 | ТУ 14-1-4853 | От -40 до +475 | Не ограничено | ТУ 14-1-4853 | - |
| 09ХГ2НАБЧ ТУ 141-3333 | ТУ 14-1-3333 | ТУ 14-1-3333 | - | ||
| 16ГМЮЧ ТУ 14-1-4826 | ТУ 14-1-4826 | От -40 до +520 | ТУ 14-1-4826 | - | |
| 15Х2М1ФА-А ТУ 30202-014 | ТУ 302.02-014 | От -40 до +510 | ТУ 302-02-014 | - | |
| Св. +510 до +560 | 10 (100) | ||||
| 12Х2МФА ТУ 108.131 | ТУ 108.131 | От -40 до +500 | Не ограничено | ТУ 108-131 | - |
| 15Г2СФ1 категорий 12, 13, 14 в зависимости от температуры стенки ГОСТ 19281 | ГОСТ 19281 | От -60 до +350 | ГОСТ 19281 | пп. 14, 15, 16, 18, 26, 27 | |
| 15Г2СФ ТУ 14-1-4502 | ТУ 14-1-4502 | От -60 до +350 |
| ТУ 14-1-4502 | - |
| 09Г2ФБ, 10Г2ФБ ТУ 14-1-4083 | ТУ 14-1-4083 | От -60 до +420 | 10 (100) | ТУ 14-1-4083 | - |
| 09Г2БТ, 10Г2БТ, 07ГФБ-У ТУ 14-1-4083 | ТУ 14-1-4083 | От -70 до +200 | Не ограничено | ТУ 14-1-4083 | - |
| 10ХСНД, 15ХСНД категории 3 ГОСТ 19281 | ГОСТ 19281 | От -30 до +200 | 16 (160) | ГОСТ 19281 | пп. 14, 15, 16, 18, 26, 27 |
| 10ХСНД, 15ХСНД категории 4 ГОСТ 19281 | От -40 до +200 | ||||
| 10ХСНД, 15ХСНД категорий 11, 12 ГОСТ 19281 | От -40 до +475 | ||||
| Д40, Е40 ГОСТ 5521 | ГОСТ 5521 | От -40 до +200 | ГОСТ 5521 | - | |
| В ГОСТ 5521 | ГОСТ 5521 | От 0 до +200 | Не ограничено | ГОСТ 5521 | - |
| Е32, Д32 ГОСТ 5521 | От -20 до +200 | ||||
| 10Х14Г14Н4Т ГОСТ 5632 | Группа М2б по ГОСТ 7350; группы М2а и М3а по ГОСТ 5582 | От -196 до +500 | Группа М2б по ГОСТ 7350; группы М2а и М3а по ГОСТ 5582 | пп. 21, 25 | |
| 08Х22Н6Т, 08Х21Н6М2Т ГОСТ 5632 | Группа М2б по ГОСТ 7350; группы М2а и М3а по ГОСТ 5582 | От -40 до +300 | Не ограничено | Группа М2б по ГОСТ 7350; группы М2а и М3а по ГОСТ 5582 | пл. 21, 25 |
| 02Х8Н22С6, 02Х8Н22С6-ПД, 02Х8Н2ЙС6-ш ТУ 14-1-5076 ТУ 14-1-5075 | ТУ 14-1-5076; ТУ 14-1-5075 | От -40 до +120 | - | ТУ 14-1-5076; ТУ 14-1-5075; | - |
| 03Х19АГ31Н10 ТУ 14-1-2261 | ТУ 14-1-2261 | От -196 до +450 | Не ограничено | ТУ 14-1-2261 | - |
| 03Х21Н21М4ГБ ГОСТ 5632 | Группа М2б по ГОСТ 7350 | От -70 до +450 | Группа М2б по ГОСТ 7350 | пп. 21, 25 | |
| 08Х18Г8Н2Т ГОСТ 5632 | Группа М2б до ГОСТ 7350 | От -20 до +300 | 5 (50) | Группа М2б по ГОСТ 7350 | пп. 21, 25 |
| 07Х131АГ20 ТУ 14-1-3342 | ТУ 14-1-4780 | От -70 до +300 | ТУ 14-1-3342 |
| |
| 08Х18Н10Т ГОСТ 5632 | Группа М2б по ГОСТ 7350; группы М2а и М3а по ГОСТ 5582; ТУ 14-1-3199; ТУ 14-1-4780 | От -253 до +610 | Не ограничено | Группа М2б по ГОСТ 7350; группы М2а и М3а по ГОСТ 5582; ТУ 14-1-3199; ТУ 14-1-4780 | пп. 21, 25 |
| 08Х18Н10Т ГОСТ 5632 | ТУ 14-1-2542; ТУ 108-930; ТУ 108-1151; ТУ 14-1-394 | От -253 до +610 | Не ограничено | ТУ 14-1-2542; ТУ 14-1-394; ТУ 108-930; ТУ 108-1151 | - |
| От +610 до +700 | 5 (50) | ||||
| 08Х18Н10Т, 08Х18Н12Б ГОСТ 5632 | Группа М2б по ГОСТ 7350 | От +610 до +700 | 5 (50) | Группа М2б по ГОСТ 7350 | пп. 21, 25 |
| 08Х18Н12Б ГОСТ 5632 | Группа М2б по ГОСТ 7350 | От -196 до +610 | Не ограничено | Группа М2б по ГОСТ 7350 | пп. 21, 25 |
| 03Х18Н11 ГОСТ 5632 | ТУ 14-1-5142, ТУ 14-1-5073; группы М2а и М3а по ГОСТ 5582 | От -253 до +450 | ТУ 14-1-5142; ТУ 14-1-5073; группы М2а и М3а по ГОСТ 5582 | - | |
| 10Х17Н13М2Т ГОСТ 5632 | Группа М2б по ГОСТ 7350; группы М2а и М3а по ГОСТ 5582 | От -253 до +350 | Группа М2б по ГОСТ 7350; группы М2а и М3а по ГОСТ 5582 | пп 21, 25 | |
| Св. +350 до +700 | пп 21, 22, 25 | ||||
| 08Х17Н13М2Т ГОСТ 5632 | Группа А по ТУ 14-1-394 | От -253 до +700 | ТУ 14-1-394 | - | |
| 10Х17Н13М3Т ГОСТ 5632 | Группа М2б по ГОСТ 7350; группа А по ТУ 14-1-394; группы М2а и М3а по ГОСТ 5582 | От +196 до +350 | Не ограничено | Группа М2б по ГОСТ 7350, группа А по ТУ 14-1-394 группы М2а и М3а по ГОСТ 5582 | пп. 21, 25 |
| 02Х18Н11 ТУ 14-1-3071 | ТУ 14-1-3071 | От -253 до +450 | 5 (50) | ТУ 14-1-3071 | - |
| 10Х17Н13М3Т ГОСТ 5632 | Группа М2б по ГОСТ 7350 | Св. +350 до +600 | Не ограничено | Группа М2б по ГОСТ 7350 | пп. 21, 22, 25 |
| 08Х17Н15М2Т ГОСТ 5632 | От -196 до +600 | ||||
| 03ХН28МДТ, 06ХН28МДТ ГОСТ 5632 | Группа М2б по ГОСТ 7350; группы М2а и М3а по ГОСТ 5582 | От -196 до +400 | Не ограничено | Группы М2а и М3а по ГОСТ 7350 группы М2а и М3а по ГОСТ 5582 | пп. 21, 25 |
| 03Х17Н14М3 ГОСТ 5632 | ТУ 14-1-5071; ТУ 14-1-5056; ТУ 14-1-5073; ТУ 14-1-5054 | От -196 до +460 | ТУ 14-1-5071; ТУ 14-1-5056; ТУ 14-1-5073; ТУ 14-1-5054 | - | |
| 08Х18Н10 ГОСТ 5632 | Группы М2а и М3а по ГОСТ 5582; ТУ 14-1-3199 | От -253 до +600 | Группы М2а и М3а по ГОСТ 5582; ТУ 14-1-3199 | - | |
| 08Х18Н10Т, 08Х17Н13М2Т ГОСТ 5632 | Группа М2б по ГОСТ 7350 | ГОСТ 7350 | пп. 21, 25 | ||
| 15Х18Н12С4ТЮ ГОСТ 5632 | ГОСТ 7350; ТУ 14-1-3669 | От -20 до +200 | 2,5 (25) | ГОСТ 7350; ТУ 14-1-3669 | - |
| 12Х18Н9Т, 12Х18Н10Т ГОСТ 5632 | Группа М2б по ГОСТ 7350 | От -253 до +350 | Не ограничено | Группа М2б по ГОСТ 7350 | пп. 21, 25 |
| От -253 до +610 | пп. 21, 22, 25 | ||||
| 12Х18Н10Т ГОСТ 5632 | От +610 до +700 | 5 (50) | |||
| 12Х18Н10Т ГОСТ 5632 | Группы М2а и М3а по ГОСТ 5582 ТУ 14-1-31-99 | От -253 до +350 | Не ограничено | Группы М2а и М3а по ГОСТ 5582, ТУ 14-1-31-99 | - |
| 12Х18Н10Т ГОСТ 5632 | ТУ 14-1-2542; ТУ 108-1151; ТУ 108-930 | ТУ 14-1-2542; ТУ 108-1151; ТУ 108-930 | - | ||
| 12Х18Н10Т ГОСТ 5632 | ТУ 14-1-394 | От -253 до +610 | Не ограничено | ТУ 14-1-394 | п. 22 |
| От +610 до +700 | 5 (50) | ||||
| 08Х13 ГОСТ 5632 | Группа М2б по ГОСТ 7350 | От -40 до +550 | До 0,07 (0,7) | Группа М2б по ГОСТ 7350 | пп. 21, 23, 25, 28 |
| Группа М2а и М3а по ГОСТ 5582 | От -40 до +560 | До 0,07 (0,7) | Группы М2а и М3а по ГОСТ 5582 | - | |
| 08Х13, 12Х13, 20Х13 ГОСТ 5632 | Группа М2б по ГОСТ 7350 | От -40 до +550 | Не ограничено | Группа М2б по ГОСТ 7350 | пп. 3, 21, 25, 28 |
| п. 24 (для сталей марок 12Х13, 20Х13) | |||||
| 08Х17Т ГОСТ 5632 | От +20 до +700 | - | Группа М2б по ГОСТ 7350 | пп. 3, 21, 25 | |
| 15Х25Т ГОСТ 5632 | От +20 до +1000 | ||||
| 07Х16Н6 ТУ 14-1-235, ТУ 14-1763 | ТУ 14-1-235, ТУ 14-1763 | От -40 до +350 | Не ограничено | ТУ 14-1-235, ТУ 14-1763 | - |
(Измененная редакция, Изм. № 2).
1. Допускается применятьсталь марок 15 и 20 по ГОСТ1577 при тех же условиях, что сталь марок 16К, 18К и 20К, при этом объем ивиды испытаний этих сталей на предприятии-изготовителе сосудов должны бытьпроведены по ГОСТ5520 в том же объеме, что и для сталей марок 15К, 16К, 18К и 20Ксоответствующих категорий.
2. Толщина листа не более 16 мм.
3. Для трубных решеток, а также ненагруженныхдеталей внутренних устройств и других неответственных конструкций.
4. Ограничения по толщине: для сталеймарок Ст3сп и Ст3пс кат. 3 - не более 40 мм; для сталей марок Ст3сп и Ст3пскат. 4, 5 - не более 25 мм; для сталимарки Ст3Гпс - не более 30 мм.
5. Механические свойства листов по ГОСТ5520 толщиной менее 12 мм проверяются на листах, взятых от партии.
6. Допускается применять сталь марок Ст5пс2 иСт5сп2 для деталей, не подлежащих сварке, при тех же параметрах, что и стальмарки Ст4сп3 с испытанием на ударный изгиб на предприятии-изготовителе сосудовили их отдельных деталей.
7. Для прокладок. Прокладки толщиной неболее 2 мм могут применяться при температуре среды доминус 70 °С.
8. Для сосудов из стали марки 10Г2С1, работающих под давлением, температурастенки должна быть не ниже -60 °С.
9. При толщине листов более 60 мм и менее 12мм применяется сталь категории 12.
10. Допускается применение стали марки 10Г2 поГОСТ1577 при температурах стенок от -70 до -41 °С стехническими требованиями для стали марки 09Г2С в этом температурном интервале.
11. Испытание на механическое старениепроизводится в том случае, если при изготовлении сосудов, имеющих температурустенки выше 200 °С, сталь подвергается холоднойдеформации (вальцовка, гибка, отбортовка и др.).
12. Для сталей марок 16К, 18К, 20К испытаниепри -20 °С производится на металлургическомпредприятии. Значение ударной вязкости должно быть не менее 30 Дж/см2 (3 кгс×м/см2).
13. При толщине листов менее 5 ммдопускается применение сталей по ГОСТ14637 категории 2 вместо сталей категорий 3 и 4. При толщине листов менее 7мм допускается применение сталей по ГОСТ14637 категорий 3 и 4 вместо категорий 6 и 5 соответственно.
14. Листы по ГОСТ19281 должны поставляться с обязательным выполнением пунктов 2.2.1, 2.2.2,2.2.3, 2.2.7, 2.2.9, 2.2.12 ГОСТ19281, а также должен проводиться контроль макроструктуры по ГОСТ5520 от партии листов.
15. Листы, поставляемые по ГОСТ19281, должны быть испытаны полистно при температуре стенки ниже -30 °С, выше 200 °С или давлении более 5 МПа (50 кгс/см2)при толщине листа 12 мм и более.
16. Для нетермообработанныхсосудов.
17. Исключен.
18. При толщине листов менее 5 мм допускаетсяприменение сталей по ГОСТ5520 категории 2 вместо сталей категорий 3-17. При толщине листов менее 7мм допускается применение сталей по ГОСТ5520 категории 3 вместо категории 18, категории 6 вместо категорий 12 и 17
19. По согласованию со специализированнойнаучно-исследовательской организацией допускается применение сталей марок 16К,18К, 20К по ГОСТ5520 категорий 10 вместо категорий 18; стали 16ГС, 09Г2С по ГОСТ5520 категорий 12, 13, 14 и 15 (в зависимости от температуры стенки, еслиона ниже 0°С) вместо сталикатегории 17.
20. Исключен.
21. Допускается применениестали по ГОСТ 7350 группы поверхности М3б и М4б при условии, что врасчете на прочность должны быть учтены глубина залегания дефектов и минусовыеотклонения.
22. Для сред, не вызывающих межкристаллитнуюкоррозию.
23. Для изделий толщиной до 12 мм.
24. Для изготовления деталей, не подлежащихсварке.
25. Сталь должна быть заказана в соответствиис требованиями п. 2.2.2 настоящего стандарта.
26. При заказе проката толщиной до 32 ммвключительно класс прочности должен быть 325, 345; при толщине более 32мм класс прочности - 265, 295.
27. ГОСТ19281 распространяется на прокат из сталей повышенной прочности,применяемых для сосудов, не подвергаемых термической обработке. Возможностьприменения проката из сталей по ГОСТ19281 для сосудов, подвергаемых термической обработке, должнасогласовываться со специализированной научно-исследовательской организацией.
28. Для внутренних не подлежащих сваркедеталей сосудов допускается применение стали марки 08Х13 при температуре стенкиот -60 °С до +550 °С.
(Измененная редакция, Изм. № 2).
| Марка стали, обозначение стандарта или технических условий | Технические требования | Рабочие условия | Виды испытаний и требования | Примечания (ссылки на пункты примечаний к прил. 3) |
| |
| температура стенки, °С | давление среды, МПа (кгс/см2), не более |
| ||||
| Ст3сп4+08Х13 ГОСТ 10885 | ГОСТ 10885 | От -20 до +200 | 5 (50) | ГОСТ 10885 | пп. 1, 3 |
|
| Ст3сп3+08Х13 ГОСТ 10885 | Св. 0 до +200 |
| ||||
| Ст3сп5+08Х13 ГОСТ 10885 | От -20 до +425 | пп. 1, 3, 5 |
| |||
| Ст3сп4 с плакирующим слоем из сталей марок 12Х18Н10Т, 08Х18Н10Т, 10Х17Н131М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т, 06Х28МДТ ГОСТ 10885 | От -20 до +200 | пп. 1, 3 |
| |||
| Ст3сп3 с плакирующим слоем из сталей марок 12Х18Н10Т, 08Х18Н10Т, 10Х17Н131М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т, 06ХН28МДТ ГОСТ 10885 | Св. 0 до +200 |
| ||||
| Ст3сп5 с плакирующим слоем из сталей марок 12Х18Н10Т, 08Х18Н10Т, 10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т, 06ХН28МДТ ГОСТ 10885 | ГОСТ 10885 | От -20 до +425 | 5 (50) | ГОСТ 10885 | пп. 1, 3, 5 |
|
| 20К-5+08Х13 ГОСТ 10885 | От -20 до +200 | Не ограничено |
| |||
| 20К-3+08Х13 ГОСТ 10885 | От 0 до +200 |
| ||||
| 20К-10+08Х13 ГОСТ 10885 | Св. 0 до +475 | пп. 1, 3 |
| |||
| 20К-11+08Х13 ГОСТ 10885 | ГОСТ 10885 | От -20 до +475 | Не ограничено | ГОСТ 10885 | пп. 1, 3 |
|
| 20К-5 с плакирующим слоем из сталей марок 12Х18Н10Т. 08Х18Н10Т, 10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т, 06ХН28МДТ ГОСТ 10885 | От -20 до +200 |
| ||||
| 20К-3 с плакирующим слоем из сталей марок 12Х18Н10Т, 08Х18Н10Т, 10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т, 06ХН28МДТ ГОСТ 10885 | От 0 до +200 |
| ||||
| 20К-10 с плакирующим слоем из сталей марок 12Х18Н10Т, 08Х18Н10Т, 10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т, 06ХН28МДТ ГОСТ 10885 | Св. 0 до +425 | пп. 1, 2, 3, 5 |
| |||
| 20К-11 с плакирующим слоем из сталей марок 12Х18Н10Т, 08Х18Н10Т, 10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т, 06ХН28МДТ ГОСТ 10885 | От -20 до +425 |
| ||||
| 16ГС-6+08Х13, 09Г2С-6+08Х13 ГОСТ 10885 | От -40 до +200 |
| ||||
| 16ГС-6+08Х13, 09Г2С-3+08Х13 ГОСТ 10885 | От -30 до +200 |
| ||||
| 16ГС-17+08Х13, 09Г2С-17+08Х13 ГОСТ 10885 | ГОСТ 10885 | От -40 до +475 | Не ограничено | ГОСТ 10885 | пп. 1, 4, 5 |
|
| 09Г2С категорий 7, 8, 9 в зависимости от температуры стенки с плакирующим слоем из сталей марок 12Х18Н10Т, 08Х18Н10Т, 10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т, 06ХН28МДТ ГОСТ 10885 | От -70 до +200 |
| ||||
| 16ГС-6, 09Г2С-6 с плакирующим слоем из сталей марок 12Х18Н10Т, 08Х18Н10Т, 10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т, 06ХН28МДТ ГОСТ 10885 | От -40 до +200 | пп. 1, 3, 5 | ||||
| 16ГС-3, 09Г2С-3 с плакирующим слоем из сталей марок 12Х18Н10Т, 08Х18Н10Т, 10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т, 06ХН28МДТ ГОСТ 10885 | От -30 до +200 |
| ||||
| 16ГС-17, 09Г2С-17 с плакирующим слоем из сталей марок 12Х18Н10Т, 08Х18Н10Т, 10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т, 06ХН28МДТ ГОСТ 10885 | От -40 до +425 | |||||
| пп. 1, 2, 4, 5 |
| |||||
| 12МХ+08Х13 ГОСТ 10885 | ГОСТ 10885 | От -40 до +540 | Не ограничено | ГОСТ 10885 и п. 2.2.6 настоящего стандарта | п. 1 |
|
| 12ХМ+08Х13 ГОСТ 10885 | От -40 до +560 |
| ||||
| 15Г2СФ с плакирующим слоем из сталей марок 08Х18Н10Т, 12Х18Н10Т, 10Х17Н13М2Т, 08Х17Н15М3Т ТУ 14-1-4688; ТУ 14-1-4212 | ТУ 14-1-4212; ТУ 14-1-4688 | От -0 до +425 | ГОСТ 5520 |
|
| |
| 20К+НМжМц 28-2,5-1,5 ТУ 14-1-1034; ГОСТ 10885 | ТУ 14-1-1034; ГОСТ 10885 | От -20 до +425 | 5 (50) | ТУ 14-1-1034 |
|
|
| 12ХМ+08Х18Н10Т ГОСТ 10885; ТУ 14-1-2726 (изм. 1) | ГОСТ 10885; ТУ 14-1-2726 | От -40 до +560 | Не ограничено | ГОСТ 10885; ТУ 14-1-2726 | п. 1 |
|
(Измененная редакция, Изм. № 2).
1. При заказе двухслойной стали по ГОСТ10885 необходимо требовать проведение неразрушающего метода контролядвухслойных листов при условиях, оговоренных в п. 2.2.5настоящего стандарта.
2. Допускается применять двухслойные стали с коррозионностойким слоем из сталей марок 08Х18Н10Т,10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т при температуре стенки, не превышающеймаксимально допустимую для стали основного слоя, притолщине плакирующего слоя не более 15 % от общей толщины, но не более 8 мм.
3. При толщине двухслойных листов менее 10 ммдопускается применение основного слоя сталей по ГОСТ14637 и ГОСТ5520 категории 2 вместо сталей категорий 3, 4, 5, 6. При толщинедвухслойных листов менее 12 мм допускается применение сталей основногослоя категорий 3 и 4 вместо категорий 6 и 5 соответственно.
4. По согласованию со специализированнойнаучно-исследовательской организацией допускается применение двухслойных сталейс основным слоем из сталей марок 16ГС, 09Г2С по ГОСТ5520 и ГОСТ19281 категорий 12, 13, 14 и 15 (в зависимости от температуры стенки, еслиона ниже 0 °С) вместо сталикатегории 17.
5. Испытания проводятся полистно напредприятии - поставщике металла при температуре стенки ниже -30 °С, выше 200 °С при давлении более 5 МПа (50 кгс/см2)при толщине листа 12 мм и более.
| Марка стали, обозначение стандарта или технических условий | Технические требования | Рабочие условия | Виды испытаний и требования | Примечания (ссылки на пункты примечаний к прил. 4) | |
| температура стенки, °С | давление среды, МПа (кгс/см2), не более | ||||
| Ст3спЗ, Ст3пс3 ГОСТ 380, ГОСТ 14637 | Трубы водогазопроводные (усиленные) ГОСТ 3262 | От 0 до +200 | 1,6 (16) | ГОСТ 3262 | - |
| Ст3кп2 ГОСТ 380, ГОСТ 14637 | Трубы электросварные Группа В по ГОСТ 10706 | От +10 до +200 | Группа В по ГОСТ 10706 и п. 2.3.2 настоящего стандарта. Гидравлическое испытание каждой трубы пробным давлением, равным 1,5 рабочего. Проверка механических свойств сварного соединения у каждой десятой трубы одной партии, контроль радиографическим или ультразвуковым методом сварного шва каждого корпуса, изготовленного из труб в соответствии с требованиями настоящего стандарта | п. 8 | |
| От -15 до +350 | 0,07 (0,7) | ||||
| Ст3сп4, Ст3пс4 ГОСТ 380, ГОСТ 14637 | Трубы электросварные ГОСТ 10706 | От -20 до +200 | 5 (50) | Группа В по ГОСТ 10706 с учетом изменения 2 в части труб для магистральных тепловых сетей. Контроль радиографическим или ультразвуковым методом сварного шва каждого корпуса, изготовленного из труб в соответствии с требованиями настоящего стандарта | п. 8 |
| Ст3сп5, Ст3пс5 ГОСТ 380, ГОСТ 14637 | От -20 до +400 | ||||
| 10, 20 ГОСТ 1050 | Трубы электросварные ТУ 14-3-624 | От -30 до +400 | 4 (40) | ТУ 14-3-624 | п. 8 |
| Группы А, Б по ГОСТ 550; группа В по ГОСТ 8733; группа В по ГОСТ 8731 | От -30 до +475 | 5 (50) | Группы А, Б по ГОСТ 550; группа В по ГОСТ 8731; группа В по ГОСТ 8733 и пп. 2.3.3, 2.3.4 настоящего стандарта | пп. 2, 3, 4, 7 | |
| Группы А, Б по ГОСТ 550 | От -30 до +475 | 16 (160) | Группы А, Б по ГОСТ 550, группа В по ГОСТ 8733. Испытание на сплющивание | ||
| Группа В по ГОСТ 8733 | |||||
| 10, 20 ГОСТ 1050 | Группы А, Б по ГОСТ 550; группа В по ГОСТ 8731 | От -30 до +475 | 16 (160) | Группы А, Б по ГОСТ 550, группа В по ГОСТ 8731 и пп. 2.3.3, 2.3.4 настоящего стандарта. Испытание на сплющивание и проверка макроструктуры | пп. 2, 3, 4, 7 |
| ТУ 14-3-190 | От -30 до +425 | 6,4 (64) | ТУ 14-3-190 | ||
| 20 ТУ 14-3-460 | ТУ 14-3-460 | От -30 до +475 | Не ограничено | ТУ 14-3-460 | пп. 3, 7 |
| 20ЮЧ ТУ 14-3-1600; ТУ 14-3-1652; ТУ 14-3-1745 | ТУ 14-3-1600 ТУ 14-3-1652 ТУ 14-3-1745 | От -40 до +475 | ТУ 14-3-1600 ТУ 14-3-1652 ТУ 14-3-1745 | - | |
| 15ГС ТУ 14-3-460 | ТУ 14-3-460 | От -10 до +400 | Не ограничено | ТУ 14-3-460 | п. 11 |
| 09Г2С ГОСТ 19281 | ТУ 14-3-1128 | От -60 до +475 | ТУ 14-3-1128 | - | |
| 10Г2 по ГОСТ 4543 | Группы А, Б по ГОСТ 550; группа В по ГОСТ 8733; группа В по ГОСТ 8731 | От -70 до -31 | Группы А, Б по ГОСТ 550. Испытание на ударный изгиб при температуре стенки для толщин более 12 мм | пп. 2, 3,4 | |
| От -30 до +475 | Группы А, Б по ГОСТ 550, группа В по ГОСТ 8731, группа В по ГОСТ 8733 | ||||
| 10Г2ФБ ТУ 14-3-1464 | трубы электросварные ТУ 14-3-1464 | От -60 до +420 | 10 (100) | ТУ 14-3-1464 | п. 8 |
| 13Г1С-У ТУ 14-3-1464 | трубы электросварные ТУ 14-3-1464 | От -40 до +320 | 5,5 (55) | ||
| 15ХМ ТУ 14-3-460 | ТУ 14-3-460 | От -40 до +560 | Не ограничено | ТУ 14-3-460 | - |
| 12Х1МФ ГОСТ 20072 | От -20 до +560 | ||||
| 1Х2М1 ГОСТ 550 | ГОСТ 550 | От -40 до +650 | Не ограничено | ГОСТ 550 | - |
| 15Х5 ГОСТ 20072 | Группы А, Б по ГОСТ 550 | От -40 до +425 | Группы А, Б по ГОСТ 550 и п. 2.3.5 настоящего стандарта | - | |
| 15Х5М, 15Х5М-У, 15Х5ВФ ГОСТ 20072 | От -40 до +650 | ||||
| 15Х5М ГОСТ 20072 | ТУ 14-3-1080 | ТУ 14-3-1080 | - | ||
| 12Х8ВФ ГОСТ 20072 | ГОСТ 550 | От -10 до +650 | ГОСТ 550 | п. 4 | |
| Х9М ТУ 14-3-457 | ТУ 14-3-457 | ТУ 14-3-457 | - | ||
| Х8 ГОСТ 550 | ГОСТ 550 | От -40 до +475 | ГОСТ 550 | п. 4 | |
| 10Х14Г14Н4Т ТУ 14-3-1905 | ТУ 14-3-1905 | От -196 до +500 | ТУ 14-3-1905 | - | |
| 08Х22Н6Т ГОСТ 5632 | ГОСТ 9940; ГОСТ 9941; ТУ 14-3-1905 | От -40 до +300 | ГОСТ 9940; ГОСТ 9941; ТУ 14-3-1905 | - | |
| 07Х13АГ20 ТУ 14-3-1322 ТУ 14-3-1323 | ТУ 14-3-1322; ТУ 14-3-1323 | От -70 до +300 | 6 (50) | ТУ 14-3-1322; ТУ 14-3-1323 | - |
| 08Х21Н6М2Т ГОСТ 5632 | ТУ 14-3-1905 | От -40 до +300 | Не ограничено | ТУ 14-3-1905 |
|
| 08Х18Г8Н2Т ГОСТ 5632 | ГОСТ 5632 | От -20 до +300 | 5 (50) | ГОСТ 5632 |
|
| 03Х19АГ3Н10 ТУ 14-3-415 | ТУ 14-3-415 | От -196 до +450 | Не ограничено | ТУ 14-3-415 |
|
| 03Х17Н14М3 ТУ 14-3-396 | ТУ 14-3-396; ТУ 14-3-1348; ТУ 14-3-1357 | ТУ 14-3-396; ТУ 14-3-1357, ТУ 14-3-1348 | - | ||
| 02Х8Н22С6 ТУ 14-3-1024 | ТУ 14-3-1024 | От -40 до +120 | - | ТУ 14-3-1024 | - |
| 08Х18Н10Т, 10Х18Н10Т ГОСТ 5632 | Трубы электросварные ТУ 14-3-1391 | От -273 до +610 | 5 (50) | ТУ 14-3-1391 и п. 3.12.4 настоящего стандарта | - |
| 12Х18Н10Т ГОСТ 5632 | ГОСТ 9940 ГОСТ 9941 | От -253 до +350 | Не ограничено | ГОСТ 9940, ГОСТ 9941 и пп. 2.3.5, 2.3.8 настоящего стандарта | - |
| 12Х18Н10Т ГОСТ 5632 | Св. +350 до +610 | п. 6 | |||
| 12Х18Н12Т ТУ 14-3-460 | ТУ 14-3-460 | От -253 до +610 | ТУ 14-3-460 | ||
| 08Х18Н10Т ГОСТ 5632 | ГОСТ 9940; ГОСТ 9941 | ГОСТ 9940, ГОСТ 9941 и пп. 2.3.5, 2.3.8 настоящего стандарта | - | ||
| 12Х18Н10Т, 08Х18Н10Т ГОСТ 5632 | ГОСТ 9940; ГОСТ 9941 | От +610 до +700 | 5 (50) | ||
| 12Х18Н12Т ТУ 14-3-460 | ТУ 14-3-460 | ТУ 14-3-460 | - | ||
| 08Х18Н12Б ГОСТ 5632 | ГОСТ 9940; ГОСТ 9941 | От -196 до +610 | Не ограничено | ГОСТ 9940, ГОСТ 9941 и п. 2.3.8 настоящего стандарта | - |
| 10Х17Н13М2Т ГОСТ 5632 | От -196 до +350 | - | |||
| Св. +350 до +700 | |||||
| 08Х17Н15М3Т ГОСТ 5632 | От -196 до +600 | - | |||
| 03Х18Н11 ГОСТ 5632 | ТУ 14-3-1401 | От -196 до +450 | Не ограничено | ТУ 14-3-1401 | - |
| 02Х18Н11 ТУ 14-3-1401 | ТУ 14-3-1401; ТУ 14-3-1339 | От -196 до +450 | ТУ 14-3-1401; ТУ 14-3-1339 | ||
| 03Х21Н21М4ГБ ГОСТ 5632 | ТУ 14-3-751; ТУ 14-3-694; ТУ 14-3-696 | От -70 до +400 | ТУ 14-3-751; ТУ 14-3-694; ТУ 14-3-696 | - | |
| 03ХН28МДТ ГОСТ 5632 | ТУ 14-3-694; ТУ 14-3-751; ТУ 14-3-1201 | От -196 до +400 | ТУ 14-3-694; ТУ 14-3-751; ТУ 14-3-1201 | - | |
| 06ХН28МДТ ГОСТ 5632 | ТУ 14-3-318; ТУ 14-3-763; ТУ 14-3-822 | От -196 до +400 | Не ограничено | ТУ 14-3-318; ТУ 14-3-763, ТУ 14-3-822 | - |
| 15Х25 ГОСТ 5632 | ТУ 14-3-949 | От 0 до +300 | ТУ 14-3-949 | п. 9 | |
| 08Х17Т ГОСТ 5632 | ГОСТ 9940; ГОСТ 9941 | От 0 до +700 | - | ГОСТ 9940; ГОСТ 9941 и пп. 2.3.5, 2.3.8 настоящего стандарта | п. 5 |
| 15Х25Т ГОСТ 5632 | От 0 до +900 | ||||
| 15Х28 ГОСТ 5632 | ГОСТ 9940; ГОСТ 9941 | - | ГОСТ 9940; ГОСТ 9941 | п. 5 | |
| 08Х13, 12Х13 ГОСТ 5632 | От -40 до +600 | ||||
| 08Х13, 12Х13 ГОСТ 5632 | ГОСТ 9941 | От -40 до +550 | Не ограничено | - | |
| 15Х18Н12С4ТЮ ГОСТ 5632 | ТУ 14-3-310 | От -20 до +200 | 2,5 (25) | ТУ 14-3-310; ГОСТ 9941 | - |
| ХН32Т ТУ 14-3-489 | ТУ 14-3-489 | До +900 | Не ограничено | ТУ 14-3-489 | - |
1. Исключен.
2. Трубы с толщиной 12 мм и более по ГОСТ8731 должны быть испытаны на ударный изгиб при температуре +20 °С на предприятии - изготовителе труб. Значение ударнойвязкости и объем испытаний должны соответствовать ГОСТ550.
3. Трубы из сталей марок 10, 20,изготовленные по ГОСТ8733, ГОСТ550 и ТУ 14-3-460 диаметрами 20 и 25 мм толщиной не более 2,5 мм,допускается применять при температурах стенки от -60 °Сдо +475 °С.
4. При заказе труб по ГОСТ550, предназначенных для изготовления теплообменных аппаратов, необходимооговаривать группу А.
5. Для деталей внутренних устройств, неподлежащих ведению Госгортехнадзором России.
6. Для сред, не вызывающих межкристаллитнуюкоррозию.
7. Допускается применять трубы толщиной неболее 12 мм из сталей марок 10 и 20 по ГОСТ550 ГОСТ8733, ГОСТ8731, ТУ 14-3-460, ТУ 14-3-190 при температуре стенки от-40 °С и выше.
8. Контроль неразрушающими физическимиметодами продольных сварных швов.
9. Для трубных пучков, не подлежащих сварке.
10. Значениеударной вязкости KCUпри температуре минус 70 °С должно быть не менее 25Дж/см2 (2,5 кгс×м/см2).
11. Трубы изстали марки 15ГС при температуре стенки ниже минус 30 °Сдолжны испытываться на ударный изгиб при температуре минус 40 °С. Значениеударной вязкости должно быть не менее 30 Дж/см2 (3,0 кгс×м/см2).
(Измененная редакция, Изм. № 2).
| Марка стали, обозначение стандарта или технических условий | Технические требования | Рабочие условия | Виды испытаний и требования | Примечания (ссылки на пункты примечаний к прил. 5) | ||
| температура стенки, °С | давление среды, МПа (кгс/см2), не более | |||||
| Ст5сп ГОСТ 380 | Группа IV-КП.245 (КП.25) по ГОСТ 8479 | От -20 до +400 | 5 (50) | Группа IV по ГОСТ 8479 | пп. 1, 7 | |
| Ст3сп ГОСТ 380 | Группа IV-КП.195 (КП.20) по ГОСТ 8479 | От -20 до +450 | пп. 1 | |||
| 20 ГОСТ 1050 | Группы IV-КП.195 (КП.20) и IV-КП.215 (КП.22) по ГОСТ 8479 | От -30 до +475 | Не ограничено |
| пп. 1, 2, 3, 6, 9 | |
| 20К ГОСТ 5520 | Группы IV-КП.195 (КП.20) по ГОСТ 8479 |
| п. 1, 9 | |||
| 20, 22К ОСТ 108.030.113 | ОСТ 108030.113 | От -30 до +450 | ОСТ 108.030.113 | пп. 2, 6, 9 | ||
| 22К, 22К-III, 22К-ВД, 22К-ВРВ ТУ 108.11-543 | ТУ 10811-543 | От -30 до +475 | ТУ 108.11-543 | п. 9 | ||
| 20ЮЧ ТУ 26-0303-1532 | ТУ 26-0303-1532 | От -40 до +475 |
| ТУ 26-0303-1532 | - | |
| 16ГС ГОСТ 19281 | Группа IV-КП.245 (КП.25) по ГОСТ 8479 | Группа IV по ГОСТ 8479 | пп. 1, 4, 9 | |||
| 15ГС, 16ГС ОСТ 108.030.113 | ОСТ 108.030.113 | От -40 до +450 | Не ограничено | ОСТ 108.030.113 | пп. 4, 9 | |
| 15ГС ОСТ 108.030.113 | ОСТ 26-01-135 | От -40 до +400 | ОСТ 26-01-135 | |||
| 14ХГС ГОСТ 19281 | ОСТ 26-01-135 | От -50 до +380 | ОСТ 26-01-135 | |||
| 10Г2 ГОСТ 4543 | Группа IV-КП.215 (КП.22) по ГОСТ 8479 | От -70 до-30 | Группа IV по ГОСТ 8479 | пп. 1, 2, 3, 4, 5, 9 | ||
| От -30 до +475 | ||||||
| 09Г2С ГОСТ 19281 | Группа IV-КП.245 (КП.25) по ГОСТ 8479 | От -70 до -30 | пп. 1, 4, 9 | |||
| От -30 до +475 | ||||||
| 20Х ГОСТ 4543 | Группа IV-КП.395 (КП.40) по ГОСТ 8479 | От -40 до +450 | Не ограничено | Группа IV по ГОСТ 8479 | п. 1 | |
| 15ХМ ГОСТ 4543 | Группа IV-КП.275 (КП.28) по ГОСТ 8479 | От -40 до +560 | ||||
| 15Х5ВФ, 15Х5М ГОСТ 20072 | Группа IV-КП.395 (КП.40) по ГОСТ 8479: d³13 %; y³35 %; KCU³50 Дж/см2 | От -40 до +650 | п. 1 | |||
| 12Х1МФ ОСТ 108.030.113 | ОСТ 108.030.113 | От -20 до +450 | ОСТ 108.030.113 | - | ||
| 12МХ ГОСТ 20072 | Группа IV-КП.235 (КП-24) по ГОСТ 8479 | От -40 до +450 | Группа IV по ГОСТ 8479 | п. 1 | ||
| 12ХМ, 15ХМ ТУ 302.02.031 | ТУ 302.02.031 | От -40 до +560 | ТУ 302.02.031 | - | ||
| 10Х2М1А-А ТУ 108.13.39 | ТУ 108.13.39 | От -40 до +560 | ТУ 108.13.39 | - | ||
| 10Х2М1А-А, 10Х2М1А-ВД, 10Х2М 1А-Ш ТУ 302.02.121 | ТУ 302.02.121 | От -40 до +560 | ТУ 302.02.121 | - | ||
| 20Х2МА ОСТ 26-01-135 | ОСТ 26-01-136 | От -40 до +475 | ОСТ 26-01-135 | - | ||
| 15Х2МФА-А ТУ 302.02.014-89 | ТУ 302.02.014-89 | От -40 до 510 | Группа II по ТУ 302.02.014 | - | ||
| Св. +510 до 560 | 10 (100) | |||||
| 08Х22Н6Т, 08Х21Н6М2Т ГОСТ 5632 | Группа IV по ГОСТ 25054 | От -40 до +300 | Не ограничено | Группа IV по ГОСТ 25054 | п. 1 | |
| 12Х18Н9Т, 12Х18Н10Т ГОСТ 5632 | От -253 до +610 | п. 1 | ||||
| 08Х18Н10Т ГОСТ 5632 | От -253 до +610 | п. 1 | ||||
| 12Х18Н10Т, 08Х18Н10Т ГОСТ 5632 | Группа IV по ГОСТ 25054 | От +610 до +700 | 5 (50) | Группа IV по ГОСТ 25054 | п. 1 | |
| 10Х17Н132Т ГОСТ 5632 | От -253 до +600 | Не ограничено | п. 1 | |||
| 03Х18Н11 ГОСТ 5632 | От -253 до +450 | п. 1 | ||||
| 03Х17Н14М3 ГОСТ 5632 | От -196 до +450 | п. 1 | ||||
| 10Х17Н13М3Т ГОСТ 5632 | От -196 до +600 | п. 1 | ||||
| 08Х17Н15М3Т ГОСТ 5632 | От -196 до +600 | п. 1 | ||||
| 06ХН28МДТ ГОСТ 5632 | От -196 до +400 | 5 (50) | ||||
| 08Х13, 12Х13 ГОСТ 5632 | Группа IV по ГОСТ 25054 | От -40 до +650 | 6,4 (64) | Группа IV по ГОСТ 25054 | п. 1 | |
1. Допускается применять поковки группы II дляневзрывоопасных сред при давлении менее 0,07 МПа (0,7 кгс/см2).
2. Допускается наравне с поковками применятьстальные горячекатаные кольца дляизготовления фланцев из сталей марки 20 по ТУ 14-1-1431 и марок 20, 10Г2,15Х5М, 12Х18Н10Т по ТУ 14-3-375.
3. Допускается применять фланцыприварные встык из поковок группы IV-КП.215 (КП.22) по ГОСТ8479 и горячекатаных колец из стали марки 20 по ГОСТ1050 для температуры стенки от -31 до -40 °С при условии проведения термообработки-закалки ипоследующего высокого отпуска или нормализации после приварки фланца к корпусуили патрубку. При этом патрубок, привариваемый к корпусу, должен бытьизготовлен из стали марки16ГС (09Г2С, 10Г2). Значение ударной вязкости основного металла должно быть неменее 30 Дж/см2 (3 кгс×м/см2) Допускается применениеответных фланцев штуцеров из стали марки 20 в термообработанномсостоянии при температуре стенки от -30 до -40 °С.
4. Поковки из сталей марок 15ГС, 16ГС, 09Г2С,10Г2, 14ХГС должны испытываться на ударный изгиб при температуре стенки ниже-30 °С. Значение ударной вязкости должно быть не менее 30 Дж/см2(3 кгс×м/см2).
5. Допускается применение заготовок,полученных методом электрошлакового переплава из сталей марок 20Ш, 10Г2Шпо ТУ 0251-16, на параметры, аналогичные сталям 20 и 10Г2.
6. Допускается применять поковки из сталимарки 20 с толщиной в месте сварки не более 12 мм при температуре стенки нениже -40 °С без проведения термической обработкисварного соединения.
7. Для изготовления деталей, не подлежащихсварке.
8. Для сред, не вызывающих межкристаллитнуюкоррозию.
9 Контроль ультразвуковым методом приусловиях, оговоренных в пп. 2.4.4, 2.4.5 настоящегостандарта.
10. Термическая обработка по режимустабилизирующего отжига при условиях, оговоренных в п.3.12.4настоящего стандарта.
11. Для сред,вызывающих межкристаллитную коррозию (МКК), применять поковки группы IV К.
(Измененная редакция, Изм. № 2).
| Марка стали, обозначение стандарта или технических условий | Технические требования | Рабочие условия | Виды испытаний и требования | Примечания (ссылки на пункты примечаний к прил. 6) | |
| температура стенки, °С | давление среды, МПа (кгс/см2), не более | ||||
| Ст3кп2 ГОСТ 535 | ГОСТ 535 | От +10 до +200 | 1,6 (16) | ГОСТ 535 | п. 7, 8 |
| Ст3пс4, Ст3сп4 ГОСТ 535 | От -20 до +425 | 5 (50) | п. 7, 8 | ||
| Ст3сп3, Ст3пс3 ГОСТ 535 | От 0 до +425 | - | |||
| Ст5пс2 ГОСТ 535 | От -30 до +425 | - | п. 3 | ||
| Ст5сп2 ГОСТ 535 | От -20 до +425 | 6 (50) | п. 3, 9 | ||
| 10, 15, 20 ГОСТ 1050 | ГОСТ 1050 | От -20 до +475 | Не ограничено | ГОСТ 1050 | - |
| 20ЮЧ ТУ 14-1-3332 | ТУ 14-1-3332 | От -40 до +475 | ТУ 14-1-3332 | - | |
| 09Г2С-7, 09Г2-7 ГОСТ 19281 | ГОСТ 19281 | От -70 до -41 |
| ГОСТ 19281 | п. 2 |
| 09Г2С-4, 09Г2-4 ГОСТ 19281 | ГОСТ 19281 | От -40 до +200 | Не ограничено | ГОСТ 19281 | п. 2 |
| 09Г2С-12, 09Г2-12 ГОСТ 19281 | От -40 до +475 | ||||
| 10Г2 ГОСТ 4543 | ГОСТ 4543 | От -70 до +475 | ГОСТ 4543 | п. 5 | |
| 15Х5М ГОСТ 20072 | ГОСТ 20072 | От -40 до +650 | ГОСТ 20072 | - | |
| 10895 ГОСТ 11036 | ГОСТ 11036 | От -60 до +475 | Не ограничено | ГОСТ 11036 | п. 10 |
| 10Х14Г14Н4Т ГОСТ 5632 | ГОСТ 5949 | От -196 до +500 | ГОСТ 5949 | п. 1 | |
| 08Х22Н6Т, 08Х21Н6М2Т ГОСТ 5632 | ГОСТ 5949 | От -40 до +300 | ГОСТ 5949 | п. 1 | |
| 12Х18Н10Т ГОСТ 5632 | От -253 до +610 | п. 4 | |||
| 08Х18Н10Т, 08Х18Н12Б ГОСТ 5632 | ГОСТ 5949 | От -253 до +610 | Не ограничено | ГОСТ 5949 | п. 1 |
| 08Х18Н10Т ГОСТ 5632 | От +610 до +700 | (50) | п. 4 | ||
| 15Х18Н12С4ТЮ ГОСТ 5632 | ТУ 14-1-915 | От -20 до +120 | 2,5 (25) | ТУ 14-1-915 ГОСТ 5949 | - |
| 02Х8Н22С6 ТУ 14-1-3812 | ТУ 14-1-3812 | От -40 до +120 | - | ТУ 14-1-3812 | - |
| 10Х17Н13М2Т, 10Х17Н13М3Т ГОСТ 5632 | ГОСТ 5949 | От -253 до +350 | Не ограничено | ГОСТ 5949 | п. 1 |
| 10Х17Н13М2Т, 10Х17Н13М3Т ГОСТ 5632 | Св. +350 до +600 | пп. 1, 4 | |||
| 08Х17Н15М3Т ГОСТ 5632 | От -196 до +600 | п. 1 | |||
| 06ХН28МДТ ГОСТ 5632 | От -196 до +400 |
| |||
| 07Х16Н6-Ш ТУ 14-1-1660 | ТУ 14-1-1660 | От -60 до +350 | ТУ 14-1-1660 | - | |
| 08Х13 ГОСТ 5632 | ГОСТ 5949 | От -40 до +550 | ГОСТ 5949 | п. 6 | |
| 12Х13 ГОСТ 5632 | |||||
| 03Х18Н11 ГОСТ 5632 | ТУ 14-1-1160 | От -196 до +450 | ТУ 14-1-1160; ГОСТ 5949 | - | |
| 03Х17Н14М3 ГОСТ 5632 | ТУ 14-1-3303 | ТУ 14-1-3303 |
| ||
| 08Х17Т ГОСТ 5632 | ГОСТ 5949 | От 0 до +700 | - | ГОСТ 5949 | п. 3 |
| 15Х25Т, 15Х28 ГОСТ 5632 | От 0 до +900 | ||||
| ХН32Т ТУ 14-1-284 | ТУ 14-1-284 | от -70 до +900 | Не ограничено | ТУ 14-1-284 | - |
| 15Х18Н12С4ТЮ ГОСТ 5949 | ГОСТ 5949, ТУ 14-1-561 | От -20 до +200 | 2,5 (25) | ТУ 14-1-561 | - |
1. Испытываются на стойкость противмежкристаллитной коррозии по ГОСТ 6032 при условиях,оговоренных в п. 2.6.2 настоящего стандарта.
2. При толщине проката менее 5 ммдопускается применение сталей по ГОСТ19281 категории 2 вместо категорий 4, 7, 12.
3. Для изделий, не подлежащих сварке.
4. Для сред, не вызывающих межкристаллитнуюкоррозию.
5. Сортовой прокат испытывается на ударныйизгиб при температуре стенки ниже -30 °С. Значение ударной вязкости должно бытьне менее 30 Дж/см2 (3 кгс×м/см2).
6. Для внутренних не подлежащих сварке деталейсосудов, работающих без давления, допускается применение сталей марок 08Х13,12Х13 при температуре стенки от -60 до +550 °С.
7.Ограничения по толщине: для сталей кат. 3 - не более 40 мм; кат. 4, 5 -не более 25 мм.
8. Длясталей, подвергаемых холодной деформации, применять сталь кат. 5.
9.Дополнительное испытание на ударный изгиб при температуре +20°С на заводе - изготовителе сосудов или их отдельных деталей.
10. Дляпрокладок.
(Измененная редакция, Изм. № 2).
| Марка стали, обозначение стандарта или технических условий | Технические требования | Рабочие условия | Виды испытаний и требования | Примечания (ссылки на пункты примечании к прил. 7) |
| |||
| температура стенки, °С | давление среды. МПа (кгс/см8), не более |
| ||||||
| 20Л, 25Л ГОСТ 977 | Группа 3 по ГОСТ 977 | От -30 до +450 | Не ограничено | Группа 3 по ГОСТ 977; ТУ 26-02-19 | пп. 2, 3 |
| ||
| - | ||||||||
| 35Л, 45Л, ГОСТ 977 |
| |||||||
| 20ГМЛ ОСТ 26-07-402 | ОСТ 26-07-402 | От -40 до +450 | ОСТ 26-07-402 | - |
| |||
| 20ХМЛ ГОСТ 977 | Группа 3 по ГОСТ 977 | От -40 до +540 | Группа 3 по ГОСТ 977 | - |
| |||
| 20Х5МЛ ГОСТ 977 | От -40 до +600 | Группа 3 по ГОСТ 977; ТУ 26-02-19 | - |
| ||||
| 20Х5ТЛ ТУ 26-02-19 | ТУ 26-02-19 | От -40 до +425 | Не ограничено | ТУ 26-02-19 | - |
| ||
| 20Х5ВЛ ТУ 26-02-19 | От -40 до +550 |
| ||||||
| 20Х8ВЛ ГОСТ 977 | Группа 3 по ГОСТ 977 | От -40 до +600 | Группа 3 по ГОСТ 977, ТУ 26-02-19 | - |
| |||
| 20ХНЗЛ ТУ 26-02-19 | ТУ 26-02-19 | От -70 до +450 | ТУ 26-02-19 и ударная вязкость при -70 °С, если температура стенки ниже -30 °С | - |
| |||
| 10Х18Н9Л, 20Х18Н9ТЛ ГОСТ 977 | Группа 3 по ГОСТ 977 | От -253 до +600 |
| Группа 3 по ГОСТ 977; ТУ 26-02-19 | - |
| ||
| 12Х18Н12МЗТЛ ГОСТ 977 | - | |||||||
| 10Х21Н6М2Л ТУ 26-02-19 | ТУ 26-02-19 | От -40 до +300 |
| ТУ 26-02-19 | - |
| ||
| 40Х24Н12СЛ ГОСТ 977 | Группа 3 по ГОСТ 977 | От 0 до +1200 | - | Группа 3 по ГОСТ 977 | - |
| ||
| 35Х23Н7СЛ ГОСТ 977 | От 0 до +1000 | - |
| |||||
| ||||||||
1. Исключено.
2. При содержании углерода более 0,25 % сваркадолжна производиться с предварительным подогревом и последующей термическойобработкой.
3. Допускается применять отливки изуглеродистых сталей марок 20Л, 25Л до температуры стенки -40°С при условии проведения термической обработки в режиме нормализацииплюс отпуск или закалка плюс отпуск.
(Измененная редакция, Изм. № 2).
| Марка материала, обозначение стандарта или технических условий | Технические требования | Рабочие условия | Виды испытаний и требования | Примечания (ссылки на пункты примечаний к прил. 8) | |
| температура стенки, °С | давление среды, МПа (кгс/см2), не более | ||||
| Л63, Л68, ЛС59-1, ЛО62-1 ГОСТ 15527 | ГОСТ 931 | От -270 до +250 | Не ограничено | ГОСТ 931 | п. 2 |
| ЛЖМц 59-1-1 ГОСТ 15527 | ТУ 28-21-897 | ТУ 28-21-897 | - | ||
| НМЖМц 28-2, 5-1,5 ГОСТ 492 | ГОСТ 5063 | От -70 до +360 | 2,5 (25) | ГОСТ 5063 | п. 1 |
| А5, А6, АД0, АД1, АМц, Амг3, АМг5 ГОСТ 4784 | ГОСТ 21631Е | От -270 до +150 | 6 (60) | ГОСТ 21631-76Е | пп. 1, 5 |
| АД0, АД1, А5, А6, АМц ГОСТ 4784 | ГОСТ 17232 | От -70 до +150 | 6 (60) | ГОСТ 17232 | п. 6 |
| Амг3, АМг5, Амг6 ГОСТ 4784 | От -210 до +150 | ||||
Примечания.
1. Испытания на растяжение проводить в мягкомсостоянии.
2. Испытания на растяжение проводить в мягкомсостоянии марок Л63, Л68, ЛС59-1, а марки ЛО62-1 - в горячекатаном.
3. По требованию потребителя проводятиспытания на глубину выдавливания мягких полос толщиной 1 и 1,2 мм.
4. По требованию потребителя проводят испытанияна изгиб.
5. Механические свойства листов безтермической обработки и отожженных (кроме сплавов марок Амг3, АМг5, Амг6) обеспечиваются технологией изготовления (п. 4.6 ГОСТ 21631).
6 Механические свойства обеспечиваютсятехнологией изготовления и проверяются по требованию потребителя (п. 4.4 ГОСТ 17232).
(Измененная редакция, Изм. № 2).
| Марка материала, обозначение стандарта или технических условий | Технические требования | Рабочие условия | Виды испытаний и требования | Примечания (ссылки на пункты примечаний к прил. 9) | |
| температура стенки, °С | давление среды, МПа (кгс/см2), не более | ||||
| Л68, Л070-1, ЛОМш 70-1-0,05, ЛАМш 77-2-0,05 ГОСТ 15527 | ГОСТ 21646 | От -196 до +250 | Не ограничено | ГОСТ 21646 | п. 2 |
| Л63, Л68, ЛС59-1, ЛЖМц, 59-1-1 ГОСТ 15527 | ГОСТ 494 | От -253 до +250 | ГОСТ 494 | пп 3, 4, 5 | |
| МНЖ 5-1 ГОСТ 492 | ГОСТ 17217 | От -196 до +200 | ГОСТ 17217 | п. 6 | |
| МНЖМц, 30-1-1 ГОСТ 492 | ГОСТ 10092 | От 0 до +250 | ГОСТ 10092 | п. 1 | |
| АД0, АД1, АМц ГОСТ 4784 | ГОСТ 18475-82Е | От -270 до +150 | 6 (60) | ГОСТ 18475-82Е | п. 7 |
| АМг2, Амг3, АМг5 ГОСТ 4784 | ГОСТ 18482-79Е | ГОСТ 18482-79Е | - | ||
Примечания
1. Испытания на растяжение проводить в мягкомсостоянии.
2. Испытания на растяжение латуни марки Л68проводить в мягком состоянии.
3. Испытания на растяжение латунных труб марокЛ63, Л68 проводить в мягком состоянии, трубы марок ЛС69-1, ЛЖМц59-1-1 испытываются прессованными.
4. По требованию потребителя тянутые ихолоднокатаные трубы с толщиной 3 мм и менее подвергаются испытанию насплющивание.
5. По соглашению сторон трубы марок Л63, Л68изготавливают с повышенной пластичностью.
6. Испытания на растяжение проводить вотожженном состоянии.
7. Механические свойства отожженных трубпредприятие-изготовитель труб не контролирует.
| Марка материала, обозначение стандарта или технических условий | Технические требования | Рабочие условия | Виды испытаний и требования | Примечание (пункты примечания к прил. 10) | |
| температура стенки, °С | давление среды, МПа (кгс/см2), не более | ||||
| НМЖМц 28-2,5-1,5 ГОСТ 492 | ГОСТ 1525 | От -70 до +250 | 2,5 (25) | ГОСТ 1525 | п. 1 |
| ЛЦ23А6Ж3Мц2 (ЛАЖМц 66-6-3-2) ГОСТ 17711 | ГОСТ 17711 | Не ограничено | ГОСТ 17711 | - | |
| АД0, АМг2, АМц ГОСТ 4784 | ГОСТ 21488Е | От -70 до +150 | 6 (60) | ГОСТ 21488-76Е | - |
Примечание. 1. Испытания на растяжение проводить вмягком состоянии.
| Марка стали | Тип электрода по ГОСТ 9467 | Минимальная температура стенки сосуда под давлением (см. п. 2.8.1 настоящего стандарта) |
| Ст3кп; Ст3пс; Ст3сп, Ст3Гпс; 18Гпс, 10, 15, 20, 15К, 16К, 18К, 20К, 20Л, А; В и марки Ст3сп и 20К основного слоя двухслойной стали | Э 42 Э 46 | Не ниже -15 °С |
| Э 42А, Э 46А, Э 50А | Не ниже -30 °С; не ниже -40 °С по табл. 3 настоящего стандарта | |
| 22К, 25Л | Э 46А, Э 50А |
|
| 16ГС; 17ГС, 17Г1С, 20ЮЧ, 09ХГ2НАБЧ, 10ХСНД, Д40, Д32; Е40, Е32, трубы толщиной менее 12 мм из сталей марок 10 и 20 и марка 16ГС основного слоя двухслойной стали | Э 50А | Не ниже -40 °С |
| 16ГМЮЧ | Э-09МХ; Э-09Х1М; Э-05Х2М | Не ниже 0 °С |
| 15Г2СФ | Э 50А; Э 55; Э 60 | Не ниже -40 °С |
| 10Х2ГНМ | 09Х2М | Не ниже 0 °С |
| 09Г2С; 10Г2, 09Г2СЮЧ, 10Г2С1 и марка 09Г2С основного слоя двухслойной стали | Э 50А | Не ниже -60 °С, от -61 до -70 °С после нормализации |
| 09Г2С; 10Г2; 10Г2С1, 09Г2СЮЧ | 10ГН; 10ГНМ | До -70 °С |
| 12МХ и марка 12МХ основного слоя двухслойной стали | Э-09МХ; Э-09Х1М | Не ниже 0 °С |
| 12ХМ; 15ХМ и марка 12ХМ основного слоя двухслойной стали | Э-09Х1М; Э-09Х1МФ | |
| 12Х1МФ | Э-09Х1МФ | |
| 10Х2М1А-А | Э-09Х1М | |
| 10Х2М1А-А; 20Х2МА и марка 20Х2МА основного слоя двухслойной стали | Э-05Х2М | |
| 15Х2МФА-А | Н-3А | |
| 1Х2М1 | 10Х2М1 | |
| 15Х5; 15Х5М, 15Х5МУ, 15Х5ВФ 20Х5МЛ, 20Х5ВЛ | Э-10Х5МФ | |
| 12Х8ВФ | 09Х8ВФ | |
| Х9М | 09Х9М1 |
Примечания. 1. Без индекса «Э» условно указаны типыэлектродов, не предусмотренные ГОСТ9467. Марки электродов типов без индекса «Э» принимаются по рекомендациямспециализированной научно-исследовательской организации. Марка электрода типаН-3А принимается по ТУ 5.965-11313.
2. Электроды типа Э 42 и Э 46 для сваркисосудов, предназначенных для работы в средах, вызывающих коррозионноерастрескивание, применяются по согласованию со специализированнойнаучно-исследовательской организацией.
3. Необходимость подогрева для предотвращениятрещин при сварке малоуглеродистых, низколегированных марганцовистых и марганцевокремнистых сталей в зависимости от толщинысвариваемых элементов, содержания углерода в стали и других факторов определяется технологиейпредприятия-изготовителя сосуда.
4. При сварке хромомолибденовых,хромомолибденованадиевых и хромомолибденованадиевовольфрамовыхсталей требуются специальные меры (подогрев, термообработка и др.).
(Измененная редакция, Изм. № 2).
| Марка стали | Требования по стойкости против межкристаллитной коррозии | |||
| нет | есть | |||
| тип электрода по ГОСТ 10052 | температура стенки | тип электрода по ГОСТ 10052 (марка, ТУ) | температура стенки | |
| 08Х13 и марка 08Х13 коррозионностойкого слоя двухслойной стали | Э-10Х25Н13Г2 | - | - | |
| 08Х17Т 15Х25Т | Э-10X25Н13Г2Б | До +350 °С | ||
| 08Х22Н6Т 08Х18Г8Н2Т | Э-04Х20Н9 Э-07Х20Н9 | Э-08Х20Н9Г2Б Э-08Х19Н10Г2Б 08Х22Н7Г2Б (ОЗЛ-40 ТУ 14-168-43) | ||
| 08Х21Н6М2Т | Э-02Х20Н14Г2М2 | Э-09Х19Н10Г2М2Б Э-07Х19Н11М3Г2Ф 08Х20Н7Г2М2Б (ОЗЛ-41 ТУ 14-168-43) | ||
| 07Х13АГ20 | Э-07Х20Н9 Э-04Х20Н9 Э-08Х20Н9Г2Б | - | - | |
| 03Х19АГ3Н10 | Э-02Х21Н10Г2 | До +450 °С | Э-02Х21Н10Г2 | До +350 °С |
| Э-02Х19Н9Б | По обязательным приложениям 2 - 7 настоящего стандарта, при этом от +350 °С и выше после стабилизирующего отжига | |||
| 12Х18Н9Т 12Х18Н10Т 08Х18Н10Т 12Х18Н9ТЛ 08Х18Н12Б 12Х18Н12Т | Э-04Х20Н9 | До +450 °С | Э-08Х20Н9Г2Б | До +450 °С, при этом от +350 °С до +450 °С после стабилизирующего отжига |
|
| Э-07Х20Н9 | Э-08Х19Н10Г2Б | По обязательным приложениям 2 - 7 настоящего стандарта, при этом от +350 °С и выше после стабилизирующего отжига | |
| 10Х17Н13М2Т, 10Х17Н13М3Т, 12Х18Н12М3ТЛ, 08Х17Н13М2Т | Э-07Х19Н11М3Г2Ф | До +450 °С | Э-07Х19Н11М3Г2Ф; Э-09Х19Н10Г2М2Б | До +350 °С |
| Э-02Х20Н14Г2М2; Э-09Х19Н11Г3М2Ф; Э-02Х19Н18Г5АМ3 | ||||
| 08Х17Н15М3Т | - | - | Э-02Х19Н18Г5АМ3 | |
| 10Х14Г14Н4Т | Э-10Х20Н9Г6С; Э-03Х15Н9АГ4; Э-04Х19Н9 | - | - | |
| 03Х18Н11; 02Х18Н11 | Э-02Х21Н10Г2 | До +450 °С | Э-02Х21Н10Г2 | До +350 °С |
| Э-02Х19Н9Б | Э-02Х19Н9Б | По обязательным приложениям 2 - 7 настоящего стандарта, при этом от +350 °С и выше после стабилизирующего отжига | ||
| 12Х18Н10Т и 08Х18Н10Т коррозионностойкого слоя двухслойной стали | Э-10Х25Н13Г2 для переходного и коррозионностойкого слоев; Э-04Х20Н9 и Э-07Х20Н9 для коррозионностойкого слоя | По обязательному приложению 3 настоящего стандарта | Э-10Х25Н13Г2 для переходного слоя; Э-08Х20Н9Г2Б и Э-08Х19Н10Г2Б для коррозионностойкого слоя | По обязательным приложениям 2 - 7 настоящего стандарта, при этом от +350 °С и выше после стабилизирующего отжига |
| 10Х17Н13М2Т и 08Х17Н15М3Т коррозионностойкого слоя двухслойной стали | Э-10Х25Н13Г2 для переходного слоя; Э-07Х19Н11М3Г2Ф для коррозионностойкого слоя | Э-10Х25Н13Г2 для переходного слоя; Э-09Х19Н10Г2М2Б для коррозионностойкого слоя | До +350 °С | |
| 08Х17Н15М3Т коррозионностойкого слоя двухслойной стали | - | - | Э-10Х25Н13Г2 для переходного слоя Э-02Х19Н18Г5АМ3 | До +350 °С |
| 03Х17Н14М3 | Э-02Х19Н18Г5А1М3 Э-02Х20Н14Г2М2 | Э-02Х19Н18Г5АМ3; Э-02Х20Н14Г2М2 | До +350 °С | |
| 15Х18Н12С4ТЮ | - | - | Э-10Х17Н13С4 | До +200 °С |
| 02Х8Н22С6 02Х17Н14С5 | - | - | ОЗЛ-24 ТУ 14-4-579 | До +120 °С |
| 03Х21Н21М4ГБ | - | - | 03Х24Н25М3АГ3 (АНВ-38 ТУ ИЭС 376); 04Х23Н27М3Д3Г2Б (О3Л-17У ТУ 14-4-715); 04Х21Н21М4Г2Б (ОЗЛ-26А ТУ 14-4-316) | До +350 °С |
| 06ХН28МДТ 03ХН28МДТ | - | - | 03Х24Н26М3АГ3Д (АНВ-37 ТУ ИЭС 375); 04Х23Н27М3Д3Г2Б (О3Л-17У ТУ 14-4-715); 04Х23Н26М3Д3Г2Б (ОЗЛ-37-2 ТУ 14-4-1276) | До +350 °С |
| ХН32Т | Э-27Х15Н35В3Г2Б2Т | - | - | |
| НМЖМц28-2,5-1,5 коррозионностойкого слоя двухслойной стали | В-56у | - | - | |
Примечания
1. Без индекса «Э» условно указаны типы электродов, не предусмотренные ГОСТ 10052 Марка электрода типаВ-56у принимается по ТУ 14-4-807 (изм.1).
2. Возможность проведения стабилизирующегоотжига для сварных соединений из сталей марок 10Х17Н13М2Т, 10Х17Н13М3Т,12Х18Н12М3ТЛ, 08Х17Н13М2Т должна быть согласована со специализированнойнаучно-исследовательской организацией по технологии.
3. Применение сварных соединений притемпературе выше +600 °С должно быть согласовано соспециализированной научно-исследовательской организацией.
4. Электроды типов Э-02Х20Н14Г2М2 иЭ-09Х19Н11ГЗМ2Ф применяются при условии содержания в металле шва ферритной фазыне более 6 %.
5. Возможность применения электрода типаЭ-04Х19Н9 должна быть согласована со специализированнойнаучно-исследовательской организацией.
| Марка стали | Марка проволоки по ГОСТ 2246 | Марка флюса по ГОСТ 9087 | Минимальная температура стенки сосуда под давлением (см. п. 2.8.1 настоящего стандарта) | |
| Ст3кп; Ст3пс; Ст3сп; Ст3Гпс; 18Гпс, 10, 16 К; 18К; 15; 20; 20К; А; В и марки Ст3сп и 20К двухслойной стали | Св-08; Св-08А | АН-348А; ОСЦ-45; ОСЦ-45М; АНЦ-1 | Не ниже -20 °С | |
| Св-08ГА; Св-10ГА | Не ниже -30 °С; не ниже -40 °С по табл. 3 настоящего стандарта | |||
| 22К; 25Л | Св-08ГА; Св-10ГА | |||
| 20ЮЧ | Св-10НЮ | АН-22; АН-47 | Не ниже -40 °С | |
| 16ГС; 17ГС; 17Г1С; 09Г2С; 10Г2; 10Г2С1; 10ХСНД; Д40; Д32; Е40; Е32 и марки 16ГС и 09Г2С основного слоя двухслойной стали | Св-08ГА; Св-10ГА | АН-22; АН-348А; АН-47, ОСЦ-45, ОСЦ-45М, АНЦ-1 | Не ниже -30 °С при любой толщине; не ниже -40 °С при толщине металла не более 24 мм | |
| 16ГС; 17ГС; 17Г1С; 10ХСНД; Д40; Д32; Е40; Е32 и марка 16ГС основного слоя двухслойной стали | Не ниже -40 °С при любой толщине металла при условии выполнения многослойной сварки или в сочетании с проволоками Св-ЮНМА; Св-ЮНЮ | |||
| Св-10НЮ | Не ниже -40 °С | |||
| 16ГМЮЧ | Св-08ХМ; Св-04Х2МА; СвВ-10Х2М | АН-22; ФЦ-11; АН-17М | Не ниже 0 °С | |
| 15Г2СФ | Св-10Г2; Св-10НМА | АН-22; АН-348А; АН-47; ОСЦ-45; ОСЦ-45М; АНЦ-1 | Не ниже -40 °С | |
| 09Г2СЮЧ | Св-10ГА; Св-10НМА; Св-08ГСМТ; Св-10НЮ | АН-348А; АН-43; АН-22; АН-47 | Не ниже -70 °С | |
| 09ХГ2НАБ | Св-08ГСМТ | ФП-33 | Не ниже -40°С | |
| 15Х2МФА-А | Св-10Х3М1А; Св-10Х3ГМФТА; Св-10ХМФТУ | ФП-33; ФП-33М | Не ниже 0 °С | |
| 10Х2ГНМ | Св-04Х2МА; Св-10Х3ГМ ТУ 14-1-4181-85 | АН-47 | Не ниже 0 °С | |
| 10Х2М1А-А и марка 10Х2М1А-А основного слоя двухслойной стали | Св-04Х2МА; Св-10Х3ГМ1А-А | ФЦ-16А; ФЦ-16 | Не ниже 0 °С | |
| 09Г2С, 10Г2С1, 10Г2 и марка 09Г2С основного слоя двухслойной стали | Св-08ГА | АН-47; АН-348А; ОСЦ-45; ОСЦ-45М | Не ниже -60 °С при любой толщине металла при условии выполнения многослойной сварки или в сочетании с проволоками Св-10НМА, Св-10НЮ; Св-08МХ | |
| Св-08ГА; Св-08ГС | Не ниже -70 °С при любой толщине металла при условии нормализации сварных соединений | |||
| Св-10НЮ Св-10НМА | Не ниже -60 °С | |||
| 09Г2С1, 10Г2, 10Г2С1 и марка 09Г2С основного слоя двухслойной стали | Св-10НЮ | АН-22 | Не ниже -70 °С без нормализации сварных соединений при условии сварки по технологии, согласованной со специализированной научно-исследовательской организацией | |
| 12МХ и та же марка основного слоя двухслойной стали | Св-08МХ; Св-04Х2МА | АН-43, АН-22; АН-348А | Не ниже 0 °С | |
| 12ХМ и та же марка основного слоя двухслойной стали | Св-08ХМ; Св-10Х2М | |||
| 20Х2МА | Св-04Х2МА | АН-22; АН-43 | ||
| 15Х5М | Св-10Х5М | АН-22, АН-43 | ||
Примечания 1. Условия выполнения сварных соединений сразличным сочетанием сварочных проволок определяется технологией, согласованнойсо специализированной научно-исследовательской организацией.
2. Необходимость подогрева для предотвращениятрещин при сварке малоуглеродистых и низколегированных марганцовистых и марганцевокремнистых сталей в зависимости от толщинысвариваемых элементов, содержания углерода и других факторов определяетсятехнологией предприятия-изготовителя сосудов.
3. Марки проволоки типов Св-10НЮ и Св-10Х2Мпринимаются по ТУ 14-1-2219-77, типа Св-10ХМФТУ - по ТУ 14-1-4355-87, типовСв-10Х3М1А и Св-10Х3ГМФТА - по ТУ 14-1-49-1414-90. Марки флюсов типов ФП-33 иФП-33М принимаются по ТУ 5.965-11238-83, типов ФЦ-16 и ФЦ-16А-по ТУ108.948.02-85, типа АНЦ-1 - по ТУ 108.1424-86.
4. При сварке хромомолибденовых сталей требуютсяспециальные меры (подогрев, термическая обработка и др.).
| Марка стали | Наличие требований по стойкости против межкристаллитной коррозии | |||||
| нет | есть | |||||
| марка проволоки, обозначение стандарта или технических условий | марка флюса, обозначение стандарта или технических условий | условия применения (см. п. 2.8.1 настоящего стандарта) | марка проволоки, обозначение стандарта или технических условий | марка флюса, обозначение стандарта или технических условий | условия применения (см. п. 2.8.1 настоящего стандарта) | |
| 08Х13 коррозионностойкого слоя стали | Св-06Х25Н12ТЮ; Св-07Х26Н12Г2Т ГОСТ 2246 | АН-26С ГОСТ 9087 | По обязательному приложению 3 настоящего стандарта | - | - | - |
| 08Х22Н6Т; 08Х18Г8Н2Т | Св-04Х19Н9; Св-06Х19Н9Т ГОСТ 2246 | АН-26С ГОСТ 9087 | Св-06Х21Н7БТ (ЭП-500) ТУ 14-1-4981; Св-07Х18Н9ТЮ; Св-05Х20Н9ФБС ГОСТ 2246 Св-08Х20Н9С2БТЮ ТУ 14-1-4981 | АН-26С ГОСТ 9087, 48-ОФ-6 | ||
| 08Х21Н6М2Т | Св-04Х19Н11М3; Св-06Х19Н10М3Т ГОСТ 2246
| АН-26С ГОСТ 9087; 48-ОФ-6 | Св-08Х19Н10М3Б; Св-06Х20Н11М3ТБ ГОСТ 2246 Св-03Х24Н6АМ3 ТУ 14-1-4372 | |||
| 03Х18Н11 02Х18Н11 | - | - | - | Св-01Х18Н10 ТУ 14-1-2795 Св-01Х19Н9 ГОСТ 2246
| АН-18 ГОСТ 9087 | До +350 °С |
| 03Х17Н14М3 | - | - | Св-01Х17Н14М2 ТУ 14-1-2795; Св-01Х19Н18Г10АМ4 ТУ 14-1-4981 | АН-18 ГОСТ 9087 | До +350 °С | |
| 03Х21Н21М4ГБ | - | - | - | Св-01Х23Н28М3Д3Т ГОСТ 2246 ; Св- 03Х23Н25М3Д3Т ТУ 14-1-12571; Св-02Х21Н21М4Г2Б ТУ 14-1-3262 | ||
| 07Х13АГ20 | Св-05Х15Н9Г6АМ ТУ 14-1-1595; Св-07Х19Н10Б; Св-05Х20Н9ФБС ГОСТ 2246 | АН-26С ГОСТ 9087 | - | - | - | |
| 12Х18Н9Т; 12Х18Н10Т; 08Х18Н10Т | Св-06Х19Н9Т; Св-04Х19Н9 ГОСТ 2246
| АН-26С ГОСТ 9087 | До +600 °С | Св-07Х18Н9ТЮ; Св-05Х20Н9ФБС ГОСТ 2246
| АН-26С ГОСТ 9087 | До +600 °С, при этом от +350 °С до +600 °С после стабилизирующего отжига |
| Св-08Х20Н902БТЮ ТУ 14-1-4981 | До +350 °С | |||||
| 12Х18Н10Т и 08Х18Н10Т коррозионностойкого слоя двухслойной стали | Св-06Х25Н12ТЮ Св-07Х25Н12Г2Т ГОСТ 2246 | АН-26С ГОСТ 9087 | По обязательному приложению 3 настоящего стандарта | Св-06Х25Н12ТЮ; Св-07Х25Н12Г2Т ГОСТ 2246 | АН-26С ГОСТ 9087 | До +350 °С для сварки переходного слоя |
| Св-05Х20Н9ФБС ГОСТ 2246 | До +350 °С для сварки коррозионностойкого слоя | |||||
| Св-08Х25Н1ЭБТЮ; ГОСТ 2246 | До +350 °С для сварки переходного и коррозионностойкого слоев | |||||
| 08Х18Н12Б | - | - | - | Св-05Х20Н9ФБС ГОСТ 2246 | АН-26С ГОСТ 9087 | До +350 °С |
| 10Х17Н13М2Т 10Х17Н13М3Т 08Х17Н13М2Т | Св-06Х19Н10М3Т; Св-04Х19Н11М3 ГОСТ 2246 | АН-26С ГОСТ 9087; 48-ОФ-6 | Св-06Х20Н11М3ТБ; Св-08Х19Н10М3Б ГОСТ 2246 | АН-26С ГОСТ 9087; 48-ОФ-6 | ||
| 08Х17Н15М3Т | - | - | - | Св-06Х20Н11М3ТБ; Св-08Х19Н10М3Б ГОСТ 2246 | АН-26С ГОСТ 9087; 48-ОФ-6 АНК-61 ТУ ИЭС 519 | |
| 10Х14Г14Н4Т | Св-05Х15Н9Г6АМ ТУ 14-1-1595 | АН-26С ГОСТ 9087 | - | - | - | |
| 10Х17Н13М3Т и 10Х17Н13М2Т коррозионностойкого слоя двухслойной стали | Св-06Х25Н12ТЮ; Св-07Х25Н12Г2Т ГОСТ 2246-70 | АН-26С ГОСТ 9087 | По обязательному приложению 3 настоящего стандарта для переходного слоя | Св-07Х25Н12Г2Т; Св-06Х25Н12ТЮ ГОСТ 2246 | АН-26С ГОСТ 9087 | До +350 °С для переходного слоя |
| Св-06Х19Н10М3Т; Св-04Х19Н11М3 по ГОСТ 2246 | АН-26С ГОСТ 9087 48-ОФ-6 | По обязательному приложению 3 настоящего стандарта для коррозионностойкого слоя | Св-06Х20Н11М3ТБ; Св-08Х19Н10М8Б ГОСТ 2246 | АН-26С ГОСТ 9087 48-ОФ-6 | До +350 °С для коррозионностойкого слоя | |
| 06ХН28МДТ; 03ХН28МДТ | - | - | - | Св-01Х24Н25АГ7Д ТУ 14-1-368 Св-01Х23Н28М3Д3Т Св-03Х23Н28М3Д3Т ТУ 14-1-2571 | АН-18 ГОСТ 9087 | До +350 °С |
| Сплав НМЖМц-28-2,5-1,5 коррозионностойкого слоя двухслойной стали | НЖМцТА (сварочный монель) ТУ 48-21-284 | АН-26С ГОСТ 9087 | По обязательному приложению 3 настоящего стандарта | - | - | - |
Примечания. 1. Возможность применения стабилизирующего отжига для сварныхсоединений из сталей марок 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х17Н13М2Т должна бытьсогласована со специализированной научно-исследовательской организацией.
2. Применение сварных соединений из сталеймарок 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х17Н15М2Т при температуре выше 600°С должно бытьсогласовано со специализированной научно-исследовательской организацией.
(Измененная редакция, Изм. № 2).
| Марка стали | Марка проволоки, обозначение стандарта или технических условий | Марка флюса, обозначение стандарта или технических условий | Условия применения (см. п. 2.8.1 настоящего стандарта) | |
| Ст2сп; Ст3пс 20; 16К | Св-08ГА ГОСТ 2246 | АН-8; АН-22 ГОСТ 9087; АН-9; АН-9У ТУ ИЭС 291 | По обязательному приложению 2 настоящего стандарта при условии нормализации и высокого отпуска сварных соединений | |
| 18К; 20К; 22К; 20ЮЧ | Св-10НЮ ТУ 14-1-2219; Св-10Г2; Св-08ГС ГОСТ 2246 | |||
| 16ГС; 09Г2С; 09Г2СЮЧ | Св-08ГС; Св-08Г2С; Св-08ГСМТ ГОСТ 2246; Св-10НЮ ТУ 14-1-2219 | |||
| 12МХ; 12ХМ | Св-10ХГ2СМА; Св-08ХМ ГОСТ 2246; 10Х2М ТУ 14-1-2219; Св-04Х2МА ГОСТ 2246 | Не ниже 0 °С при условии нормализации и высокого отпуска сварных соединений | ||
| 1БГМЮЧ | Св 08ХМ, Св-10ХМ, Св-10НМА, Св 04Х2МА ТУ 14-1-2219 | АН-22; АН-8, ФЦ-11 ГОСТ 9087 | Не ниже 0 °С при условии высокого отпуска сварных соединений | |
| 15Г2СФ | Св-10Г2 | АН-8 | Не ниже -40 °С после нормализации и высокого отпуска сварных соединений | |
| 10Х2ГНМ | Св-10Х3ГМ ТУ 14-1-4181 | АН-8 ГОСТ 9087, АН-9У ТУ ИЭС 291 | Не ниже 0 °С при условии высокого отпуска | |
| 12Х18Н9Т, 08Х18Н10Т, 12Х18Н10Т | Св-04Х19Н9, Св-01Х19Н9, Св-06Х19Н9Т ГОСТ 2246 | АН-26П, АН-26С ГОСТ 9087 48-0Ф-6 | До +600 °С при отсутствии требований по стойкости металла против межкристаллитной коррозии | |
| Св 07Х19Н10Б, Св-05Х20Н9ФБС ГОСТ 2246 | АН-45 ГОСТ 9087 | До +350 °С при наличии требований по стойкости металла шва против межкристаллитной коррозии | ||
| 10Х17Н13М2Т; 10Х17Н13М3Т | Св-01Х19Н18Г10АМ4 ТУ 14-1-4981, Св-08Х19Н10М3Б, Св-06Х20Н11М13ТБ ГОСТ 2246, Св-03Х19Н15Г6М2АВ2 ТУ 14-1-1595 | АН-22, АН 26; АН-26П ГОСТ 9087; АН-45 ТУ 14-1-2372 | До +350 °С при условии подтверждения стойкости против межкристаллитной коррозии по предварительным испытаниям | |
Примечания.
1. Применение проволоки марки Св-08ХМдопускается только с содержанием хрома не менее 1 % и молибдена не менее 0,5 %.
2. Для сварки основного слоя двухслойной стали применяются сварочные материалы для соответствующеймарки стали по приложению 15 настоящего стандарта.
3. При выполнении электрошлаковой сваркидопускается применение пластинчатых электродов и других технологических приемовпо документации, согласованной со специализированной научно-исследовательскойорганизацией.
4. Для кольцевых швов сосудов из стали марки 12ХМ допускаетсяпроизводить только высокий отпуск без нормализации при условии выполнениямногослойной электрошлаковой сварки по документации, согласованной соспециализированной научно-исследовательской организации.
5. Для кольцевых швов сосудов с толщиной до100 мм, предназначенных для работы при температуре стенки не ниже -20 °С для стали марки 20К, не ниже -40 °С для сталей марок16ГС, 20ЮЧ, не ниже -55 °С для стали марки 09Г2С, и толщиной до 60 мм,предназначенных для работы при температуре стенки не ниже -60 °С для стали09Г2С, допускается производить только высокий отпуск без нормализации приусловии комбинированного способа - автоматической сварки под флюсом иэлектрошлаковой сварки с регулированием термического цикла.
(Измененная редакция, Изм. № 2).
| Марка стали | Марка проволоки, обозначение стандарта или технических условий | Защитный газ и обозначение стандарта | Условия применения (см. п. 2.8.1 настоящего стандарта) |
| ||
| Ст3сп; Ст3пс; Ст3кп; 10, 20; 20Л | Св-08Г2С ГОСТ 2246 | Углекислый газ ГОСТ 8050; смесь углекислого газа с кислородом ГОСТ 5583 | Не ниже -30 °С; не ниже -40 °С по табл. 3 настоящего стандарта |
| ||
| 17ГС; 17Г1С; 16ГС; 09Г2С; 10Г2; 10Г2С1, 09Г2СЮЧ и трубы из стали 10 и 20 толщиной не более 12 мм | Не ниже -40 °С |
| ||||
| 09Г2С; 10Г2С1; 10Г2; 09Г2СЮЧ | От -41 °С до -70 °С при условии нормализации сварных соединений |
| ||||
| 09Г2С; 10Г2С1; 10Г2; 09Г2СЮЧ | Св-08Г20НТЮР ТУ 14-1-3648 | Углекислый газ ГОСТ 8050 | Не ниже -70 °С |
| ||
| 12МХ; 12ХМ | Св-10ХГ2СМА ГОСТ 2246 | Углекислый газ ГОСТ 8050; аргон ГОСТ 10157 | Не ниже 0 °С |
| ||
| Св-08ХМ ГОСТ 2246 | Аргон ГОСТ 10157 |
| ||||
| 15Г2СФ | Св-08Г2С ГОСТ 2246 | Углекислый газ ГОСТ 8050 | Не ниже -40 °С |
| ||
| 10Х2ГНМ | Св-08Х3Г2СМ ГОСТ 2246 | Углекислый газ ГОСТ 8060 | Не ниже 0 °С |
| ||
| 1Х2М1 | Св-06Х3Г2СМФТЮЧ ТУ 14-1-2338 | Углекислый газ ГОСТ 8050; аргон ГОСТ 10157 | Не ниже 0 °С |
| ||
| 15Х5М, 15Х5МУ | Св-06Х8Г2СМФТЮЧ ТУ 14-1-2338 |
| ||||
| 15Х5М; 15Х5МУ | Св-10Х5М ГОСТ 2246 | Аргон ГОСТ 10157 | Не ниже 0 °С. Для сварки теплообменных труб диаметром до 38 мм и корневого слоя шва труб диаметром более 38 мм |
| ||
| 12Х8ВФ; Х9М; Х8 | Св-06Х8Г2СМФТЮЧ ТУ 14-1-2338 | Углекислый газ ГОСТ 8050 | Не ниже 0 °С |
| ||
| 08Х13 и марка 08Х13 коррозионностойкого слоя двухслойной стали | Св-08Х20Н9Г7Т; Св-10Х16Н25АМ6; Св-07Х25Н12Г2Т; Св-08Х25Н13БТЮ ГОСТ 2246 | Углекислый газ ГОСТ 8050; аргон ГОСТ 10157-79, смесь углекислого газа с аргоном |
| |||
| 08Х22Н6Т; 08Х18Г8Н2Т | Св-06Х21Н7БТ ТУ 14-1-1389-75; Св-07Х19Н10Б; Св-07Х18Н9ТЮ ГОСТ 2246 | Аргон ГОСТ 10157 | До +300°С при наличии требований стойкости против межкристаллитной коррозии |
| ||
| Св-04Х19Н9; Св-06Х19Н9Т ГОСТ 2246 | До +300 °С при отсутствии требований стойкости против межкристаллитной коррозии |
| ||||
| Св-08Х20Н9С2БТЮ ТУ 14-1-4981 | Углекислый газ ГОСТ 8050 | До +300 °С при наличии требований стойкости против межкристаллитной коррозии |
| |||
| 15Х18Н12С4ТЮ | Св-15Х18Н12С4ТЮ ТУ 14-1-2795 | Аргон ГОСТ 10157 |
| |||
| 02Х8Н22С6 | Св-02Х8Н22С6 ТУ 14-1-3233; Св-01Х12Н10С6Ц ТУ 14-1-3952 |
| ||||
| 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т и 12Х18Н10Т, 08Х18Н10Т коррозионностойкого слоя двухслойной стали | Св-08Х20Н9Г7Т; Св-10Х16Н25АМ6 ГОСТ 2246 | Аргон ГОСТ 10157; смесь аргона с углекислым газом ГОСТ 8050 | Для сварки коррозионностойкого слоя и деталей внутренних устройств |
| ||
| Св-01Х19Н9; Св-04Х19Н9 ГОСТ 2246 | При отсутствии требований по стойкости против межкристаллитной коррозии |
| ||||
| Св-06Х19Н9Т; Св-07Х19Н10Б Св-07Х18Н9ТЮ; Св-05Х20Н9ФВС ГОСТ 2246 | До +350 °С при наличии требований стойкости против межкристаллитной коррозии |
| ||||
| Св-08Х20Н9С2БТЮ ТУ 14-1-4981 | Углекислый газ ГОСТ 8050 |
| ||||
| 03Х18Н11; 02Х18Н11 | Св-01Х18Н10 ТУ 14-1-973 | Аргон ГОСТ 10157 |
| |||
| 08Х21Н6М2Т; 10Х17Н13М2Т; 10Х17Н13М3Т; 08Х17Н13М2Т | Св-04Х19Н11М3 ГОСТ 2246 | Аргон ГОСТ 10157; Смесь аргона с углекислым газом ГОСТ 8050 | По обязательным приложениям 2 - 4 настоящего стандарта при отсутствии требования по стойкости против межкристаллитной коррозии |
| ||
| Св-06Х19Н10М3Т; Св-06Х20Н11М3ТБ; Св-08Х19Н10М3Б ГОСТ 2246 Св-01Х19Н18Г10АМ4 ТУ 14-1-4981 | До +350 °С при наличии требований по стойкости против межкристаллитной коррозии |
| ||||
| 08Х18Н12Б | Св-06Х19Н9Т; Св-07Х19Н10Б; Св-07Х18Н9ТЮ; Св-05Х20Н9ФБС ГОСТ 2246 |
| До +350 °С при наличии требования стойкости против межкристаллитной коррозии |
| ||
| 03Х19АГ3Н10 | Св-01Х18Н10 ТУ 14-1-973 | Аргон ГОСТ 10157 | До +350 °С при наличии требования стойкости против межкристаллитной коррозии без требования равнопрочности сварных соединений основному металлу |
| ||
| 10Х14Г14Н4Т | Св-05Х15Н9Г6АМ ТУ 14-1-1595 | - |
| |||
| До +360 °С при наличии требований по стойкости против межкристаллитной коррозии | ||||||
| 03Х21Н21М4ГБ | Св-02Х21Н21М4Б ТУ 14-1-3262 |
| ||||
| 08Х17Н15М3Т 03Х17Н14М3 | Св-01Х17Н14М2 ТУ 14-1-973; Св-01Х19Н18Г10АМ4 ТУ 14-1-4981 |
| ||||
| 06ХН28МДТ 03ХН28МДТ | Св-01Х23Н28М3Д3Т ГОСТ 2246; Св-03ХН25МДТБ ТУ 14-1-2571 |
| ||||
| НМЖМц 28-2,5-1,5 | НММцТА (сварочный монель) ТУ 48-21-234 |
| По обязательному приложению 3 настоящего стандарта |
| ||
| ||||||
Примечания.
1. Допускается применениеаргонодуговой сварки неплавящимся электродом проволокой Св-08Г2С сталимарок Ст3сп, 10, 20, 20Л, 17ГС, 17Г1С, 16ГС, 09Г2С, 10Г2, 10Г2С1.
2. При сварке основного и коррозионностойкогослоев двухслойной стали применяются сварочныематериалы, приведенные в приложении 16настоящего стандарта для соответствующей марки стали.
3. При необходимости выполнения переходногослоя шва двухслойной стали аргонодуговой сваркойрекомендуется применение сварочной проволоки марок Св-08Х20Н9Г7Т,Св-10Х16Н25АМ6, Св-07Х25Н13, Св-06Х25Н12ТЮ, Св-07Х25Н12Г2Т.
(Измененная редакция, Изм. № 2).
1. Настоящий регламентраспространяется на сосуды химических, нефтеперерабатывающих и нефтехимическихзаводов, газовых промыслов и газобензиновых заводов, изготовленные всоответствии с требованиями настоящего стандарта и эксплуатируемые поддавлением на открытом воздухе или в неотапливаемомпомещении.
2. Пуск(остановка) или испытание на герметичность в зимнее время, т.е. повышение(снижение) давления в сосуде при повышении (снижении) температуры стенки,должны осуществляться в соответствии с графиком:
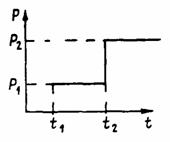
где Р1- давление пуска, Р2- рабочее давление, t1 - наинизшаятемпература воздуха, при которой допускается пуск сосуда под давлением Р1,t2 - минимальная температура,при которой сталь и ее сварные соединения допускаются для работы под давлениемв соответствии с требованиями обязательных приложений 2-6 и 11-14 настоящего стандарта.
3. Величина давления Р1 принимается согласно табл. 1 прил. 17 взависимости от рабочего давления Р2.
Таблица 1 прил. 17
| Р2, МПа (кгс/см2) | Менее 0,1 (1) | От 0,1 (1) до 0,3 (3) | Более 0,3 (3) |
| Р1, МПа (кгс/cм2) | Р2 | 0,1 (1) | 0,35 Р2 |
Примечание. При температуре t2 ниже или равной t1 давление пуска P1 принимается равнымрабочему давлению Р2.
Достижение давлений Р1и Р2 рекомендуется осуществлять постепенно по 0,25 Р1или 0,25 Р2 в течение часа с 15-минутными выдержками давленийна ступенях 0,25 Р1 (0,25 Р2); 0,5 Р1(0,5 Р2); 0,75 Р1 (0,75 Р2).
4. Величины температур t1 и t2принимаютсяпо табл. 2 прил. 17 в зависимости от типасталей.
Скорость подъема (снижения)температуры должна быть не более 30 °С в час, если нетдругих указаний в технической документации.
Таблица 2 прил. 17
| t1, °С | t2, °С | Допускаемая средняя температура наиболее холодной пятидневки в районе установки сосуда | |
| Ст3кп2 | -20 | +10 | -30 °С при объеме менее 100 м3 |
| Ст3сп3; Ст3пс3; Ст3сд6; Ст3пс6; 20К-3; 20К-10 | 0 | ||
| Ст3сп4; Ст3пс4; Ст3Гпс4; Ст3сп5; 20К-5; 20К-11 | -40 | -20 | |
| 16ГС-3; 09Г2С-3; 17ГС-3; 17Г1С-3 | -40 | -30 | |
| 16ГС-6; 16ГС-17; 09Г2С-6; 09Г2С-17; 17ГС-6; 17ГС-12; 17Г1С-6; 17Г1С-12; 20ЮЧ; 08Х22Н6Т; 08Х21 Н6М2Т | -40 | ||
| 12ХМ; 12МХ; 10Х2ГНМ | 0 | ||
| 09Г2С-7; 09Г2С-8; 12Х18Н10Т; 10Х17Н13М2Т | Ниже -40 | Не регламентируется |
Примечания. 1. Для материалов, не приведенных в табл. 2 прил. 17, температура t2 определяется по обязательным приложениям 2-6 и11-14настоящего стандарта.
2. В табл. 2 прил. 17 приведены температуры t1и t2 для сосудов из сталей 12ХМ и 12МХ со срокомслужбы не более 100 тыс. час.
| Марка стали обозначение стандарта или технических условий | Технические требования | Состояние материала | Толщина, S мм | Предел текучести sт, МПа (кгс/мм2), не менее | Временное сопротивление разрыву sв, МПа (кгс/мм2), не менее | Относительное удлинение d5, не менее | Ударная вязкость KSU, Дж/см2 (кгс×м/см2), не менее | Изгиб в холодном состоянии на 180°, мм (d - диаметр оправки, а - толщина образца) | Примечание | ||||
| при температуре | после механического старения | ||||||||||||
| +20 | -20 | -40 | -70 | ||||||||||
| Ст3кп2 ГОСТ 380; ГОСТ 14637 | ГОСТ 14637 | Горячекатаное | До 20 | 236 (24) | 360-460 | 27 | - | - | - | - | - | - | - |
| Св. 20 до 40 | 225 (23) |
| 26 |
|
|
|
|
|
|
| |||
| Св. 40 до 100 | 215 (22) | (37-47) | 24 |
|
|
|
|
|
|
| |||
| Св. 160 | 195 (30) |
| 24 |
|
|
|
|
|
|
| |||
| Ст3пс2; Ст3сп2 ГОСТ 380; ГОСТ 14637 | До 20 | 245 (25) | 370-480 | 26 | - | - | - | - | - | - | - | ||
| Св. 20 до 40 | 235 (24) |
| 25 |
|
|
|
|
|
|
| |||
| Св. 40 до 100 | 225 (23) | (38-49) | 23 |
|
|
|
|
|
|
| |||
| Св. 100 | 205 (21) |
| 23 |
|
|
|
|
|
|
| |||
| Ст3сп4; Ст3пс4 ГОСТ 380; ГОСТ 14637 | До 20 | 245 (25) | 370-480 | 26 | - | 39 (4) при S=5-9 мм; | - | - | - | - | - | ||
| Св. 20 до 40 | 235 (24) |
| 25 |
|
|
|
|
|
| ||||
| Св. 40 до 100 | 225 (23) | (38-49) | 23 |
| 29 (3) при S=10-30 мм |
|
|
|
|
| |||
| Св. 100 | 205 (21) |
| 23 |
|
|
|
|
|
| ||||
| Ст3Гпс4 ГОСТ 380; ГОСТ 14637 | До 20 | 245 (25) | 370-490 | 26 | 39 (4) при S=8-9 мм; | - | - | - | - | d=0,5 а при S£20 мм; | - | ||
| Св. 20 до 40 | 235 (24) |
| 25 |
|
|
|
|
| |||||
| Св. 40 до 100 | 225 (23) | (38-50) | 23 | 29 (3) при S=10-30 мм |
|
|
|
| d=1,5а при S³20 мм |
| |||
| Св. 100 | 205 (21) |
| 23 |
|
|
|
|
| |||||
| Ст3пс3 Ст3сп3 ГОСТ 380; ГОСТ 14637 | До 20 | 245 (25) | 370-480 | 26 | 78 (8) при S=5-9 мм; | - | - | - | - | - | - | ||
| Св. 20 до 40 | 235 (24) |
| 25 |
|
|
|
|
|
| ||||
| Св. 40 до 100 | 225 (23) | (38-49) | 23 | 69 (7) при S=10-25 мм |
|
|
|
|
|
| |||
| Св. 100 | 205 (21) |
| 23 |
|
|
|
|
|
| ||||
| Ст3Гпс3 ГОСТ 380; ГОСТ 14637 | ГОСТ 14637 | Горячекатаное | До 20 | 245 (25) | 370-490 | 26 | 49 (5) при S=26-40 мм | - | - | - | - | - | - |
| Св. 23 до 40 | 235 (24) | 25 |
|
|
|
|
|
| |||||
| Св. 40 до 100 | 225 (23) | (38-50) | 23 |
|
|
|
|
|
| ||||
| Св. 100 | 205 (21) | 23 |
|
|
|
|
|
| |||||
| Ст3сп5; Ст3пс5 ГОСТ 380; ГОСТ 14637 | До 20 | 245 (25) | 370-480 | 26 | - | 39 (4) при S=5-9 мм; | - | - | 39 (4) при S=5-9 мм; | d=1,5а при S£20 мм | - | ||
| Св. 20 до 40 | 235 (24) | 26 |
|
|
| ||||||||
| Св. 40 до 100 | 225 (23) | (38-49) | 23 | 29 (3) при S=10-25 мм |
|
| 29 (3) при S=10-25 мм |
|
| ||||
| Св. 100 | 205 (21) | 23 |
|
|
|
| |||||||
| Ст3Гпс5 ГОСТ 380; ГОСТ 14637 | До 20 | 245 (25) | 370-490 | 26 |
| 39 (4) при S=5-9 мм; | - | - | 39 (4) при S=5-9 мм; | d=1,5а при S>20 мм | - | ||
| Св. 20 до 40 | 235 (24) | 25 |
|
|
|
| |||||||
| Св. 40 до 100 | 225 (23) | (38-50) | 23 |
| 2 (3) при S=10-30 мм |
|
| 2 (3) при S=10-30 мм |
|
| |||
| Св. 100 | 205 (21) | 23 |
|
|
|
|
| ||||||
| Ст4сп3 ГОСТ 380; ГОСТ 14637 | ГОСТ 14637 | Горячекатаное | До 20 | 265 (27) | 410-530 | 24 | 69 (7) при S=9 мм; | - | - | - | - | - | - |
| Св. 20 до 40 | 255 (26) |
| 23 |
|
|
|
|
|
| ||||
| Св. 40 до 100 | 245 (25) | (42-54) | 21 | 59 (6) S=10-25 мм; 39 (4) S=26-40 мм |
|
|
|
|
|
| |||
| Св. 100 | 235 (24) |
| 21 |
|
|
|
|
|
| ||||
| 08кп ГОСТ 1050 | В, Г, группа III по ГОСТ 9045 | Холоднокатаное термически обработанное | 0,5-1,5 |
| 255-363 | 26 | - | - | - | - | - | - | - |
| 1,5-2,0 |
|
| 28 |
|
|
|
|
|
|
| |||
| 2,0-3,0 |
| (26-37) | 30 |
|
|
|
|
|
|
| |||
| 20ЮЧ ТУ 14-1-4853 | ТУ 14-1-4853 | Горячекатаное | 10-100 | 235 (24) | 410 (42) | 23 | - | - | 49 (5) | - | 24 (3) | d=1,5а при S<30 мм; d=2а при S>30 мм | - |
| Ст3пс ГОСТ 380 | Группа 1 по ТУ 14-1-3023 | - | До 10 |
| 360 (37) | 24 | - | - | - | - | - | - | - |
|
| Св. 10 до 20 | 235 (24) | 350 (36) | 23 |
|
|
|
|
|
|
| ||
| Группа 2 по ТУ 14-1-3023 | - | До 10 | 275 (28) | 370 (38) | 24 | - | - | - | - | - | - | - | |
|
| Св. 10 до 20 | 265 (27) | 350 (36) | 23 |
|
|
|
|
|
|
| ||
| Ст3сп; Ст3Гпс ГОСТ 380 | Группа 1 по ТУ 14-1-3023 гр. 1 |
| До 10 | 245 (25) | 370 (38) | 24 | - |
| - | - | - | - | - |
| - | Св. 10 до 20 | 235 (24) | 360 (37) | 23 |
|
|
|
|
|
|
| ||
| Группа 2 по ТУ 14-1-3023 | - | До 10 | 275 (28) | 385 (30) | 24 | - |
| - | - | - | - | - | |
|
| Св. 10 до 20 | 265 (27) | 370 (38) | 23 |
|
|
|
|
|
|
| ||
| 15Г2СФ ГОСТ 19281 | ГОСТ 19281 | Горячекатаное или термически обработанное | До 10 | 390 (40) | 510 (52) | 19 | - | - | 44 (4,5) | 34 (3,5) | 29 (3) | d=2а | - |
| Св. 10 до 40 |
|
|
|
|
| 38 (4) | 29 (3) |
|
|
| |||
| 15Г2СФ ТУ 14-1-4502 | ТУ 14-1-4502 | Термически обработанное | 34-50 | 392 (40) | 548 (55) | 18 | 59 (6) | - | 34 (3,5) | 29 (3) при -60 °С | - | - | - |
| 10Х2ГНМА-А ТУ 108.11.928 | ТУ 108.11.928 | Термически обработанное | 20-50 | 461 (47) | 608 (62) |
| 98 (10) | - | 39 (4) | 39 (4) | - | d=2а | - |
| 51-80 | 441 (45) | 568 (58) | 18 | 78 (8) |
|
|
| - | d=2,5а |
| |||
| 81-100 | 412 (42) | 549 (56) |
|
|
|
| 29 (3) | - | d=3а | - | |||
| 111-240 | 353 (36) | 490 (50) |
|
|
|
|
|
|
|
| |||
| 10Х2ГНМ ТУ 14-1-5117 | ТУ 14-1-5117 | Нормализация + отпуск | 10-20 | 530 (54) | 640 (65) | 18 | 98 (10) | - | 39 (4) |
|
| d=2а | - |
| 21-50 | 460 (47) | 590 (60) | 98 (10) | 39 (4) | 39 (4) |
| d=2а | ||||||
| 51-80 | 430 (44) | 570 (58) | 78 (8) | 39 (4) |
|
| d=2,5а | ||||||
| 81-110 | 410 (42) | 550 (56) | 78 (8) | 39 (4) |
|
| d=3а | ||||||
| 111-200 | 335 (34) | 490 (50) | 78 (8) | 39 (4) | 29 (3) |
| d=3а | ||||||
| 10Х2ГНМ ТУ14-1-5117 | ТУ 14-1-5117 | Закалка + отпуск | 10-20 | 590 (60) | 740 (75) | 18 | 98 (10) |
| 39 (4) | 78 (8) |
| d=2а | - |
| 21-50 | 540 (55) | 685 (70) | 98 (10) |
|
| 78 (8) |
| d=2а | |||||
| 51-80 | 510 (52) | 645 (66) | 78 (8) |
|
| 39 (4) |
| d=2,5а | |||||
| 81-110 | 490 (50) | 630 (64) | 78 (8) |
|
| 39 (4) |
| d=3а | |||||
| 111-200 | 440 (45) | 570 (58) | 78 (8) |
|
| 29 (3) |
| d=3а | |||||
| 16ГМЮЧ ТУ 14-1-826 | ТУ 14-1-4826 | Термически обработанное | - | 275 (28) | 450 (46) | 20 | 59 (6) | - | 29 (3) при -50 °С | - | - | - | - |
| 18К-3 ГОСТ 5520 | ГОСТ 5520 | Нормализованное | До 20 | 275 (28) | 431-519 | 20 | 59 (6) | - | - | - | - | - | - |
| От 21 до 40 | 265 (27) |
|
|
|
|
|
|
| |||||
| От 41 до 60 | 255 (26) |
|
|
|
|
|
|
| |||||
| 18К-5 ГОСТ 5520 | До 20 | 275 (28) |
| - | 29 (3) | - | - | - | - | - | |||
| От 21 до 40 | 265 (27) | (44-53) |
|
|
|
|
| d=2,5а |
| ||||
| От 41 до 60 | 255 (26) |
|
|
|
|
|
|
| |||||
| 18К-11 ГОСТ 5520 | До 20 | 275 (28) |
| - | 29 (3) | - | - | 29 (3) | - | ||||
| От 21 до 40 | 265 (27) |
|
|
|
|
|
|
| |||||
| От 41 до 60 | 255 (26) |
|
|
|
|
|
|
| |||||
| 20К-3 ГОСТ 5520 | ГОСТ 5520 | Без нормализации | До 20 | 245 (25) |
| 25 | 59 (6) |
|
|
|
|
|
|
| От 21 до 40 | 235 (24) |
| 24 | 54 (5,5) | - | - | - | - | - | - | |||
| От 40 до 60 | 225 (23) | 402-509 | 23 | 49 (5) |
|
|
|
|
|
| |||
| 20К-5 ГОСТ 5520 | Без нормализации | До 20 | 245 (25) | (41-52) | 25 | - | 29 (3) | - | - | - | d=1,5а при S£30 мм | - | |
| От 21 до 40 | 235 (24) | 24 |
|
|
|
|
|
| |||||
| От 41 до 60 | 225 (23) | 23 |
|
|
|
|
|
| |||||
| 20К-11 ГОСТ 5520 | До 20 | 245 (25) | 25 | - | 29 (3) | - | - | 29 (3) | d=2,5а при S>30 мм | - | |||
| От 21 до 40 | 235 (24) | 24 |
|
|
|
| 24 (2,5) |
| |||||
| От 41 до 60 | 225 (23) | 23 |
|
|
|
| 24 (2,5) |
| |||||
| 20К ТУ 14-1-3922, ТУ 14-1-4088 | ТУ 14-1-3922 | Горячекатаное | 60-160 | 205 (21) | 392 (40) | 20 | 49 (5) | - | - | - | 29 (3) | d=2а | - |
| ТУ 14-1-4088 | 4-20 | 245 (25) | 410-520 | 25 | - | 29 (3) | - | - | - |
| |||
| 21-40 | 230(23,5) |
| 24 |
|
| ||||||||
| 41-60 | 225 (23) | (41-52) | 23 |
|
| ||||||||
| 22К ГОСТ 5520, ТУ 108.11.543 | ГОСТ 5520 | При толщине до 35 мм термически обработанное или без термической обработки, при толщине более 35 мм - без термической обработки | До 60 | 265 (27) | 431-590 | 22 | 58 (6) | - |
|
| 29 (3) |
|
|
| Св. 60 | 255 (26) | (44-60) |
|
|
|
|
|
| d=2а при S£70 мм |
| |||
| 16К-3 ГОСТ 5520 | ГОСТ 5520 | Нормализованное | До 20 | 255 (26) | 402-490 | 22 | 69 (7) | - | - | - | - | - | - |
| 21-40 | 245 (25) |
|
|
|
|
|
|
| |||||
| 41-60 | 235 (24) |
|
|
|
|
|
|
| |||||
| 16К-5 ГОСТ 5520 | До 20 | 255 (26) | - | 29 (3) | - | - | - | d=2а | - | ||||
| 21-40 | 245 (25) |
|
|
|
|
|
|
| |||||
| 41-60 | 235 (24) |
|
|
|
|
|
|
| |||||
| 16К-11 ГОСТ 5520 | Нормализованное | До 20 | 255 (26) | - | 29 (3) | - | - | 34 (3,5) | - | - | |||
| 21-40 | 245 (25) |
|
|
|
|
|
|
| |||||
| 41-60 | 235 (24) |
|
|
|
|
|
|
| |||||
| 16ГС-3 ГОСТ 5520 | Горячекатаное или термически обработанное | До 6 | 325 (33) | 490 (50) | 21 | 59 (6) | - | - | - | - | - | - | |
| 5-9 | 325 (33) | 490 (60) |
|
|
|
|
|
|
| ||||
| 10-20 | 315 (32) | 480 (49) |
|
|
|
|
|
|
| ||||
| 21-32 | 295 (30) | 470 (48) |
|
|
|
|
|
|
| ||||
| 33-60 | 285 (29) | 460 (47) |
|
|
|
|
|
|
| ||||
| 61-100 | 276 (28) | 450 (46) |
|
|
|
|
|
|
| ||||
| 16ГС-6 ГОСТ 5520 | До 5 | 323 (33) | 490 (50) | 21 | - | - | - | - | - | - | - | ||
| 5-9 | 325 (33) | 490 (50) |
|
| 39 (4) |
|
|
|
| ||||
| 10-20 | 315 (32) | 480 (49) |
|
| 29 (3) |
|
|
|
| ||||
| 21-32 | 295 (30) | 470 (48) |
|
| 29 (3) |
|
|
|
| ||||
| 83-60 | 285 (29) | 460 (47) |
|
| 29 (3) |
|
|
|
| ||||
| 61-100 | 275 (28) | 450 (46) |
|
| 29 (3) |
|
|
|
| ||||
| 16ГС-17 ГОСТ 5520 | Термически обработанное | До 5 | 325 (33) | 490 (55) | 21 | - | - | - | - | - | d=2а | Предел текучести не менее: 230 МПа при 250°С, 200 МПа при 800 °С, 180 МПа при 350°С, 160 МПа при 400 °С | |
| 5-9 | 325 (33) | 490 (50) |
|
| 39 (4) |
|
|
| |||||
| 10-20 | 315 (32) | 480 (49) |
|
| 29 (3) |
|
|
| |||||
| 21-32 | 295 (30) | 470 (48) |
|
| 29 (3) |
|
|
| |||||
| 33-60 | 285 (29) | 460 (47) |
|
| 29 (3) |
|
|
| |||||
| 61-100 | 275 (28) | 450 (46) |
|
| 29 (3) |
|
|
| |||||
| 09Г2С-3 ГОСТ 5520 | ГОСТ 5620 | Горячекатаное или термически обработанное | До 5 | 345 (35) | 490 (50) | 21 | - |
|
|
|
|
|
|
| 5-9 | 345 (35) | 490 (50) | 64 (6,5) |
|
|
|
|
|
| ||||
| 10-20 | 325 (33) | 470 (48) | 59 (6) |
|
|
|
|
|
| ||||
| 21-32 | 305 (31) | 460 (47) | 59 (6) | - | - | - | - | - | - | ||||
| 33-60 | 285 (29) | 450 (46) | 59 (6) |
|
|
|
|
|
| ||||
| 61-80 | 275 (28) | 440 (46) | 59 (6) |
|
|
|
|
|
| ||||
| 81-160 | 265 (27) | 430 (44) | 59 (6) |
|
|
|
|
|
| ||||
| 09Г2С-6 ГОСТ 5520 | Горячекатаное или термически обработанное | До 5 | 345 (35) | 490 (50) | 21 |
|
| - |
|
|
|
| |
| 5-9 | 345 (35) | 490 (50) |
|
| 39 (4) |
|
|
|
| ||||
| 10-20 | 325 (33) | 470 (48) |
|
| 34(3,5) |
|
|
|
| ||||
| 21-32 | 305 (31) | 460 (47) | - | - | 34(3,5) | - | - | - | - | ||||
| 33-60 | 285 (29) | 450 (46) |
|
| 34(3,5) |
|
|
|
| ||||
| 61-80 | 275 (28) | 440 (45) |
|
| 34(3,8) |
|
|
|
| ||||
| 81-160 | 265 (27) | 430 (44) |
|
| 34(3,5) |
|
|
|
| ||||
| 09Г2С-7, 8, 9 ГОСТ 5520 | До 5 | 345 (35) | 490 (50) | 21 | - | - | - | - | - | - | Значения ударной вязкости для стали марки 09Г2С-7 при -50 °С и стали марки 09Г2С-8 при -60 °С не ниже значений при -70 °С | ||
| 5-9 | 345 (35) | 490 (60) | 34(3,5) | ||||||||||
| 10-20 | 325 (33) | 470 (48) | 29 (3) | ||||||||||
| 21-32 | 305 (31) | 460 (47) | 29 (3) | ||||||||||
| 33-60 | 285 (29) | 450 (46) | 29 (3) | ||||||||||
| 61-80 | 275 (28) | 440 (45) | 29 (3) | ||||||||||
| 81-160 | 265 (27) | 430 (44) | 29 (3) | ||||||||||
| 09Г2С-17 ГОСТ 5520 | До 5 | 345 (35) | 490 (50) | 21 |
|
| - |
|
|
| Предел текучести не менее: 230 МПа при 250 °С, 200 МПа при 300 °С, 80 МПа при 350 °С, 160 МПа при 400 °С | ||
| 5-9 | 345 (35) | 490 (50) |
|
| 39 (4) |
|
|
| |||||
| 10-20 | 325 (33) | 470 (48) |
|
| 34(3,0) |
|
|
| |||||
| 21-32 | 305 (31) | 460 (47) | - | - | 34(3,5) | - | 29 (3) | - | |||||
| 33-60 | 285 (29) | 450 (46) |
|
| 34(3,5) |
|
|
| |||||
| 61-80 | 275 (28) | 440 (45) |
|
| 34(3,6) |
|
|
| |||||
| 81-160 | 265 (27) | 430 (44) |
|
| 34(3,5) |
|
|
| |||||
| 09Г2С ТУ 14-1-3832 | ТУ 14-1-3832 | Термообработанное | 12-20 | 325 (33) | 470 (48) | 21 |
|
|
|
|
|
|
|
| 21-32 | 305 (31) | 460 (47) |
|
|
| 39 (4) |
|
|
| ||||
| 33-60 | 285 (29) | 450 (46) |
|
|
|
|
|
|
| ||||
| 61-80 | 275 (28) | 440 (45) | 78 (8) | - | 59 (6) |
| 39 (4) | - | - | ||||
| 81-120 | 265 (27) | 430 (44) |
|
|
|
|
|
|
| ||||
| 16ГС ТУ 14-1-3832 | ТУ 14-1-3832 | Термообработанное | 12-20 | 315 (32) | 480 (49) |
|
|
|
| - |
|
|
|
| 21-32 | 295 (30) | 470 (48) |
|
|
|
| - | - | - | ||||
| 33-60 | 285 (29) | 460 (47) |
|
|
|
|
|
|
| ||||
| 61-120 | 275 (28) | 450 (46) |
|
|
|
|
|
|
| ||||
| 10Г2С1-3 ГОСТ 5520 | ГОСТ 5520 | Горячекатанное | До 5 | 355 (36) | 490 (50) | 21 | - |
|
|
|
|
|
|
| 5-9 | 345 (35) | 490 (50) | 64 (6,5) |
|
|
|
|
|
| ||||
| 10-20 | 335 (34) | 480 (49) | 59 (6) | - | - | - | - | - | - | ||||
| 21-32 | 325 (33) | 470 (48) | 59 (6) |
|
|
|
|
|
| ||||
| 33-60 | 325 (33) | 450 (46) | 59 (6) |
|
|
|
|
|
| ||||
| 61-80 | 295 (30) | 430 (44) | 59 (6) |
|
|
|
|
|
| ||||
| 81-100 | 295 (30) | 430 (44) | 59 (6) |
|
|
|
|
|
| ||||
| 10Г2С1-7, 8, 9 ГОСТ 5520 | Термически обработанное | До 5 | 355 (36) | 490 (50) | 21 |
|
|
|
|
|
| Значение ударной вязкости для стали марки 10Г2С1-7 при -50 °С и стали марки 10Г2С1-8 при -60 °С не ниже значений при -70 °С | |
| 5-9 | 345 (35) | 490 (50) |
|
|
| 29 (3) |
|
| |||||
| 10-20 | 335 (34) | 480 (49) | - | - | - | 24(2,5) | - | - | |||||
| 21-32 | 325 (33) | 470 (48) |
|
|
| 24(2,5) |
|
| |||||
| 33-60 | 325 (33) | 450 (46) |
|
|
| 24(2,5) |
|
| |||||
| 61-80 | 295 (30) | 430 (44) |
|
|
| 24(2,5) |
|
| |||||
| 81-100 | 295 (30) | 430 (44) |
|
|
| 24(2,5) |
|
| |||||
| 10Г2С1-17 ГОСТ 5520 | До 5 | 355 (36) | 490 (50) | 21 |
|
| - |
|
|
| Предел текучести не менее 260 МПа при 250 °С, 230 МПа при 300 °С, 210 МПа при 350 °С, 180 МПа при 400 °С | ||
| 5-9 | 345 (35) | 490 (50) |
|
| 39 (4) |
|
|
| |||||
| 10-20 | 335 (34) | 480 (49) |
|
| 29 (3) |
|
|
| |||||
| 21-32 | 325 (33) | 470 (48) | - | - | 29 (3) | - | 29 (3) | - | |||||
| 33-60 | 325 (33) | 450 (46) |
|
| 29 (3) |
|
|
| |||||
| 61-80 | 295 (30) | 430 (44) |
|
| 29 (3) |
|
|
| |||||
| 81-100 | 295 (30) | 430 (44) |
|
| 29 (8) |
|
|
| |||||
| 17ГС ГОСТ 5520 | ГОСТ 5520 | Термически обработанное | До 5 | 345 (35) | 510 (51) | 23 | - | - | - | - | 29 (3) | - | - |
| 5-9 | 345 (35) | 510 (52) |
|
|
| 44(4,5) |
|
|
|
| |||
| 10-20 | 335 (34) | 490 (50) |
|
|
| 34(3,5) |
|
|
|
| |||
| 17Г1С ГОСТ 5520 | До 5 | 355 (36) |
| 23 | - | - | - | - | 29 (3) | - | - | ||
| 5-9 | 355 (36) | 510 (52) |
|
|
| 44(4,5) |
|
|
|
| |||
| 10-20 | 345 (35) |
|
|
|
| 39 (4) |
|
|
|
| |||
| 14Г2 ГОСТ 19281 | ГОСТ 19281 | Термически обработанное или горячекатаное | До 5 |
|
|
| 59 (6) | - | 39 (4) |
| 29 (3) | - | - |
| 5-9 |
|
|
|
|
| 39 (4) | 29 (3) |
|
|
| |||
| 10-0 | 325 (33) | 450 (46) | 21 |
|
| 34(3,5) |
|
|
|
| |||
| 21-32 |
|
|
|
|
| 29 (3) | 24(2,5) |
|
|
| |||
| 33-60 |
|
|
|
|
| 29 (3) |
|
|
|
| |||
| 12 МХ ГОСТ 20072 | ТУ 14-1-5093 | Термически обработанное | 4-60 | 235 (24) | 440 (45) | 24 | 59 (6) | - | - | - | - | d=2а | - |
| 12ХМ ТУ 14-1-5093 | 22 | ||||||||||||
| 12ХМ-3 ГОСТ 5520 | ГОСТ 5520 | 4-50 | 245 (25) | 440-560 (44-56) | 22 | 59 (6) | - | - | - | - | d=2а | - | |
| 51-100 | 235 (24) | 430 (44) | 20 | 49 (5) |
|
|
|
| d=2,5а |
| |||
| 101-160 | 225 (23) | 420 (43) | 18 | 39 (4) |
|
|
|
| d=3а |
| |||
| 12ХМ ТУ 14-1-2304 | ТУ 14-1-2304 | 10-50 | 245 (25) | 440 (45) | 22 | 59 (6) |
|
|
|
| d=2а | - | |
| 51-100 | 235 (24) | 430 (44) | 20 | 49 (5) |
|
|
|
| d=2а |
| |||
| 101-160 | 225 (23) | 420 (43) | 18 | 39 (4) |
|
|
|
| d=3а |
| |||
| 12ХМ ТУ 302.02.031; ГОСТ Б520 | ТУ 302.02031 | Термически обработанное | 20-50 | 245 (25) | 440 (45) | 22 | 34 (3,5) |
|
|
|
| d=2а для термически обработанных листов | - |
| 51-100 | 235 (24) | 430 (44) | 20 | 34 (3,5) |
|
|
|
|
| ||||
| 101-160 | 225 (23) | 420 (43) | 18 | 34 (3,5) |
|
|
|
|
| ||||
| 15Х5М ГОСТ 20072 | Группа М2б по ГОСТ 7350 | Термически обработанное | 50 | 236 (24) | 470 (48) | 18 | - | - | - | - | - | - | - |
| 10Х2М1А-ВД-Ш ТУ 302.02.121 | ТУ 302.02.121 | 30-150 | 310 (31,5) | 490 (50) | 18 | 49 (5) |
| 29 (3) | - | - | d=2а, на изгиб в холодном состоянии угол 90° | - | |
| 10Х2М1А-А ТУ 302.02.128 | ТУ 302.02.128 | 20-80 | 390 (39,7) | 450 (50) | 18 | 64 (6,5) | - | 49 (5) | - | - | - | - | |
| 09Х2НАБЧ ТУ 14-1-3333 | ТУ 14-1-3333 | Нормализованное | 7-100 | 314 (32) | 490 (50) | 22 | - | - | 49 (5) | 34(3,5) при -60 °С | 29 (3) | d=2а при S>30 мм | - |
| 15Х2МФА-А ТУ 302.02.014 | ТУ 302.02.014 | Термически обработанное | 30-160 | 30 (40) | 490-735 (50-75) | 14 | 49 (5) | - | - | - | - | - | ТKo£0°С |
| 12Х2МФА ТУ 108.131 | ТУ 108.131 | 60-300 | 431 (44) | 539-735 (55-75) |
|
|
|
|
|
|
|
| |
| 14Г2 ГОСТ 19281 | ГОСТ 19281 | Горячекатаное или термически обработанное | До 5 | 325 (33) | 450 (46) | 2 | 59 (6) | - | 39 (4) | 29 (3) | 29 (3) | d=2а | - |
| 6-10 |
|
|
|
|
| 39 (4) | 29 (3) |
|
|
| |||
| 11-20 |
|
|
|
|
| 34(3,5) | 29 (3) |
|
|
| |||
| 21-32 |
|
|
|
|
| 29 (3) | 24(2,5) |
|
|
| |||
| 33-60 |
|
|
|
|
| 29 (3) | 24(2,5) |
|
|
| |||
| 10ХСНД ГОСТ 19281 | ГОСТ 19281 | Горячекатаное или термически обработанное | До 5 | 390 (40) | 510 (61) | 19 | - | - | 44(4,5) | 34(3,5) |
| d=2а | - |
| 5-10 |
|
|
|
|
| 44(4,5) | 34(3,5) |
|
|
| |||
| 10ХСНД ГОСТ 19281 | ГОСТ 19281 | Горячекатаное или термически обработанное | 10-15 | 390 (40) | 510 (51) | 19 | - | - | 39 (4) | 29 (3) | 29 |
| - |
| 15-32 |
|
|
|
|
| 39 (4) | 29 (3) |
|
|
| |||
| 32-40 |
|
|
|
|
| 39 (4) | 29 (3) |
|
|
| |||
| 15ХСНД ГОСТ 19281 | До 5 | 345 (35) | 490 (50) | 21 | 64 (6,5) | - | 39 (4) | 29 (3) | 29 | d=2а | - | ||
| 6-10 |
|
|
|
|
| 39 (4) | 29 (3) |
|
|
| |||
| 11-20 |
|
|
|
|
| 29 (3) | 29 (3) |
|
|
| |||
| 21-32 |
|
|
|
|
| 29 (3) | 29 (3) |
|
|
| |||
| 09Г2ФБ, 10Г2ФБ ТУ 14-1-4083 | ТУ 14-1-4083 | Контролируемая прокатка | 4-9 | 450 (46) | 550 (56) | 22 | - | - | - | 59 (6) при -60 °С | - | - | - Ударная вязкость КСV 59 Дж/см2 (6 кгс×м/см2) при -15 °С |
| 10-28 | 430 (44) | 520 (63) | 17 | - | - | - | 39 (4) при -60 °С | - | - | ||||
| 09Г2БТ, 10Г2БТ ТУ 14-1-4083 | 10-28 | 430 (44) | 520 (53) | 17 | - | - | - | 39 (4) | - | - | Ударная вязкость КСV 59 Дж/см2 (6 кгс×м/см2) при -15 °С | ||
| 07ГФБ-У ТУ 14-1-4083 | 10-28 | 340 (35) | 470 (48) | 16 | - | - | - | - | - | - | Ударная вязкость КСV 59 Дж/см2 (6 кгc×м/см2) при -15 °С | ||
| Д-40 ГОСТ 5521 | ГОСТ 5521 | Термически обработанное или без термической обработки | 5-7 | 390 (40) | 530-690 | 19 | - | - | - | - | - | - | Работа удара КV при температурах 0, -20, -40 °С 25 Дж (2,5 кгс×м) для S=5¸7 мм, 30 Дж (3,1 кгс×м) для S¸7,5-9,5 мм, 36 Дж (3,7 кгс×м) для S=10 и более мм |
| 7,5-9,5 |
|
|
|
|
|
|
|
|
| ||||
| 10-32 |
|
|
|
|
|
|
|
|
| ||||
| Е-40 ГОСТ 5521 | ГОСТ 5521 | Термически обработанное или без термической обработки | 10-32 | 390 (40) | 530-690 (54-70) | 19 | - | - | - | - | - | - | Работа удара КV при температурах 0, -20, -40°С 25 Дж (2,5 кгс×м) для S=5¸7 мм, 30 Дж (3,1 кгс×м) для S=7,6¸9,5 мм, 36 Дж (3,7 кгс×м) для S=10 и более мм |
| А ГОСТ 5521 | 4-60 | 235 (24) | 400-490 (41-50) | 22 | - | - | - | - | - | - | - | ||
| В ГОСТ 5521 | 5-7 |
|
|
| - | - | - | - | - | - | Ударная вязкость KCU при +20 °С 19 Дж/см2 (1,9 кгс×м/см при S=5-7 мм; 24 Дж/см2 (2,4 кгс×м/см для S=7,5¸9,5 мм; 27 Дж/см2 (2,8 кгс×м/с2 при S=10-40 мм | ||
| 7,6-9,5 |
|
|
|
|
|
|
|
|
| ||||
| 10-40 |
|
|
|
|
|
|
|
|
| ||||
| Е-32 ГОСТ 5521 | 5-7 | 315 (32) | 470-590 (48-60) | 22 | - | - | - | - | - | - | Работа удара КV при температурах -20, -40° 22 Дж (2,2 кгс×м) для S=5¸7 мм, 26 Дж (2,7 кгс×м) для S=7,5¸9,5 мм, 31 Дж (3,2 кгс×м) для S=10 мм и более | ||
| 7,5-9,5 |
|
|
|
|
|
|
|
|
| ||||
| 10-40 |
|
|
|
|
|
|
|
|
| ||||
| Д-32 ГОСТ 5521 | ГОСТ 5521 | Термически или без термической обработки | 5-7 | 315 (32) | 470-590 (48-60) | 22 |
| - | - | - | - | - | Работа удара КV при температурах 0, -20, -40 °С 22 Дж (2,2 кгс×м) для S =5¸7 мм, 26 Дж (2,7 кгс×м) для S =7,5¸9,5 мм, 31 Дж (3,2 кгс×м) для S=10 мм и более |
| 7,5-9,5 |
|
|
|
|
|
|
|
|
| ||||
| 10-40 |
|
|
|
|
|
|
|
|
| ||||
| 10Х14Г, 14Н4Т ГОСТ 5632 | Группа М2б по ГОСТ 7350 | Термически обработанное | 6-50 | 245 (25) | 590 (60) | 40 | - | - | - | - | - | - | - |
| 08Х22Н6Т ГОСТ 5632 | ГОСТ 7350 | 4-25 | 345 (35) | 440 (45) | 18 | 59 (6) | - | - | - | - | - | - | |
| 02Х8Н22С6 ТУ 14-1-5075; ТУ 14-1-5076 | ТУ 14-1-5075 | Термически обработанное | 1,5-3,9 | 195 (20) | 540 (55) | 40 | - | - | - | - | - | - | - |
| ТУ 14-1-5076 | 4-11 |
|
|
|
|
|
|
|
|
|
| ||
| 08Х18Н10Т ГОСТ 5632 | ГОСТ 5582 | 1,5-3,9 | - | 509 (52) | 45 | - | - | - | - | - | - | - | |
| 12Х18Н9Т ГОСТ 5632 | Группа М2б по ГОСТ 7350 | 4-50 | 220 (22) | 530 (54) | 43 | - | - | - | - | - | - | - | |
| 12Х18Н10Т ГОСТ 5632 | Группа 1 по ТУ 14-1-394 | 4-50 | 216 (22) | - | 38 | - | - | - | - | - | - | - | |
| 12Х18Н10Т ГОСТ 5632 | ГОСТ 5582 | 0,7-3,9 | 205 (21) | 530 (54) | 40 | - | - | - | - | - | - | - | |
| 12Х18Н10Т ТУ 108-1151, ТУ 14-1-2512, ТУ 108-930 | ТУ 108.1151 | 40-160 | 236 (24) | 530 (54) | 38 | - | - | - | - | - | - | - | |
| ТУ 14-1-2542 | 4-120 |
|
|
|
|
|
|
|
|
|
| ||
| ТУ 108-930 | 51-160 | 196 (20) | 490 (50) | 35-38 | - | - | - | - | - | - | - | ||
| 08Х13 ГОСТ 5632 | ГОСТ 5582 | 1,5-3,9 | - | 40 | 21 | - | - | - | - | - | - | - | |
| 20Х13 ГОСТ 6632 | Группа М2, по ГОСТ 7350 | Термически обработанное | 4-50 | 372 (38) | 509 (52) | 20 | - | - | - | - | - | - | - |
| 08Х17Т ГОСТ Б632 | 4-50 | - | 431 (44) | 18 | - | - | - | - | - | - | - | ||
| 15Х25Т ГОСТ 5632 | Группа М2б по ГОСТ 7350 | Термически обработанное | 4-50 | - | 440 (45) | 14 | 20 (2) | - | - | - | - | - | - |
| ХН32Т ТУ 14-1-625 | ТУ 14-1-62573 | Термически обработанное и травленое | 5-20 | 176 (18) | 490 (50) | 30 | - | - | - | - | - | - | - |
| 12Х13 ГОСТ 5632 | Группа М2б по ГОСТ 7350 | Термически обработанное | 4-50 | 335 (34) | - | 21 | - | - | - | - | - | - | - |
| 08Х18Н12Б ГОСТ 6632 | 4-50 | 206 (21) | 509 (52) | 40 | - | - | - | - | - | - | - | ||
| 10Х17Н13-М2Т ГОСТ 5632 | 4-50 | 236 (24) | 530 (54) | 37 | - | - | - | - | - | - | - | ||
| 08Х17Н13-М2Т ГОСТ 5632 | ТУ 14-1-394 | 50-75 | 196 (20) | 509 (52) | 40 | - | - | - | - | - | - | - | |
| 10Х17Н13М3Т ГОСТ 5632 | Группа М2б по ГОСТ 7350 | Термически обработанное | 4-50 | 236 (24) | 530 (54) | 37 | - | - | - | - | - | - | - |
| 08Х17Н15М3Т ГОСТ 5632 | Группа М2б по ГОСТ 7350 | 4-50 | 196 (20) | 509 (52) | 40 | - | - | - | - | - | - | - | |
| 03ХН28-МДТ ГОСТ 5632 | 4-50 | 220 (22) | 550 (55) | 35 | - | - | - | - | - | - | - | ||
| 03Х17Н14М3 ТУ 14-1-5071; ТУ 14-1-5056; ТУ 14-1-5073; ТУ 14-1-5054 | ТУ 14-1-5071 | 8-20 |
|
|
| - | - | - | - | - | - | a-фаза - 0,5 балла | |
| ТУ 14-1-5056 | 0,8-3,9 |
|
|
|
|
|
|
|
|
|
| ||
| ТУ 14-1-5073 | 20-50 | 196 (20) | 490 (50) | 40 |
|
|
|
|
|
|
| ||
| ТУ 14-1-5054 | 5-20 |
|
|
|
|
|
|
|
|
|
| ||
| 15Х18Н12-С4ТЮ ГОСТ 6632 | ГОСТ 7350 | Термически обработанное | 5-25 | 340 (35) | 688-931 (70-95) | 30 | - | - | - | - | - | - | - |
| 08Х21Н6М2Т ГОСТ 5632 | ГОСТ 7350 | Термически обработанное | 4-50 | 360 (40) | 688 (70) | 14 | 59 (6) | - | - | - | - | - | При S>25 мм механические свойства не нормируются, но проверяются |
| 03Х19АГ3-Н10 ТУ 14-1-2261 | ТУ 14-1-2261 | 6-20 | - | 637 (65) | 45 | - | - | - | - | - | - | - | |
| 03Х21Н21-М4ГБ ГОСТ 5632 | ГОСТ 7350 | 10-20 | 294 (30) | 588 (60) | 30 | - | - | - | - | - | - | - | |
| 08Х18Г8Н2Т ГОСТ 5632 | 5-20 | 343 (35) | 588 (60) | 20 | 59 (6) | - | - | - | - | - | - | ||
| 07Х13АГ20 ТУ 14-1-3342 | ТУ 14-1-3342 | 6-20 | 343 (35) | 657 (67) | 40 | - | - | - | - | - | - | Ударная вязкость KCU и 98 Дж/см2 (10 кгс×м/см2) при -196 °С | |
| 08Х18Н10Т ГОСТ 5632 | Группа М2б по ГОСТ 7350 | 4-50 | 206 (21) | 509 (52) | 43 | - | - | - | - | - | - | - | |
| Группа А по ТУ 14-1-394 | 50-75 |
|
|
|
|
|
|
|
|
|
| ||
| 08Х18Н10Т ГОСТ 5582 | ГОСТ 5582 | Термически обработанное | 0,7-3,9 |
| 510 (52) | 45 |
|
|
|
|
|
|
|
| 08Х18Н10Т ТУ 14-1-3199; ТУ 4-1-4780; ТУ 14-1-2542; ТУ 108-930; ТУ 108-1151 | ТУ 14-1-3199 | 0,5-3,0 | 270 (27,5) | 519 (53) | 40 | - | - | - | - | - | - | - | |
| ТУ 14-1-4780 | 0,5-3,0; 3,8-4,2 | - | 500 (51) | 40 | - | - | - | - | - | - | - | ||
| ТУ 14-1-2542 | 4-12 | 206 (21) | 509 (52) | 43 | - | - | - | - | - | - | - | ||
| ТУ 108-930 | 50-160 | 196 (20) | 490 (50) | 35-38 | - | - | - | - | - | - | - | ||
| ТУ 108-1151 | 40-160 | 206 (21) | 509 (52) | 43 | - | - | - | - | - | - | - | ||
| 03Х18Н11 ТУ 14-1-3071; ТУ 14-1-5073 | ТУ 14-1-3071 | 6-20 | 196 (20) | 509 (52) | 45 | - | - | - | - | - | - | - | |
| ТУ 14-1-5073 | 20-50 | 192 (19,6) | 480 (49) | 40 | - | - | - | - | - | - | - | ||
| 02Х18H11 ТУ 14-1-5142 | ТУ 14-1-5142 | 6-20 | 196 (20) | 509 (52) | 45 | - | - | - | - | - | - | - | |
| 07Х16Н6 ТУ 14-1-2375, ТУ 14-1-763 | ТУ 14-1-2375 | Термически обработанное | 1-4 | 850 (85) | 1100 (110) | 12 | - | - | - | - | - | - |
|
| ТУ 14-1-763 | 6-20 | 850 (85) | 1100 (110) | 10 | - | - | - | - | - | - |
| ||
(Измененная редакция, Изм. № 2).
| Марка стали, обозначение стандарта или технических условий | Обозначение стандарта на марку стали | Состояние материала | Толщина S, мм | Предел текучести sт, МПа (кгс/мм2), не менее | Временное сопротивление разрыву sв, МПа (кгс/мм2), не менее | Относительное удлинение d5, %, не менее | Ударная вязкость KSU, Дж/см2 (кгс×м/см2), не менее | Изгиб в холодном состоянии на 180°, мм (d - диаметр оправки, а - толщина образца) | |||
| основного слоя | коррозионностойкого слоя | при 20 °С | после механического старения | при нижнем пределе применения | |||||||
|
|
|
|
|
|
|
|
|
|
| ||
| Ст3сп3Ч-08Х13, Ст3сп3+12Х18Н10Т, Ст3сп3+08Х18Н10Т, Ст3сп3+10Х17Н13М2Т, Ст3сп3+08Х17Н15М3Т, Ст3сп3+06ХН28МДТ, Ст3сп4+08Х13, Ст3сп4+10Х17Н13М3Т, Ст3сп4+10Х17Н13М2Т, Ст3сп4+08Х17Н15М3Т, Ст3сп4+06ХН28МДТ, Ст3сп5+12Х18Н10Т, Ст3сп5+10Х17Н13М3Т ГОСТ 10885 | ГОСТ 14637 | ГОСТ 5632 | Термически обработанное | 4-120 | По ГОСТ 14637 для стали Ст3cп (см. приложение 18 настоящего стандарта) | ||||||
|
|
|
|
|
|
|
| |||||
| Ст3сп5+10Х17Н13М2Т, Ст3сп5+08Х17Н15М3Т, Ст3сп5+08Х18Н10Т, Ст3сп5+06ХН28МДТ, Ст3сп6+12Х18Н10Т, Ст3сп6+08Х18Н10Т, Ст3сп6+10Х17Н13М3Т, Ст3сп6+10Х17Н13М2Т, Ст3сп6+08Х17Н15М3Т, Ст3сп6+06ХН28МДТ, ГОСТ 10885 | ГОСТ 14637 | ГОСТ 5632 | Термически обработанное | 4-120 | По ГОСТ 114637 для стали Ст3cп (см. приложение 18 настоящего стандарта) | ||||||
|
|
|
|
|
|
|
| |||||
| 20К-3+08Х13, 20К-3+12Х18Н10Т, 20К-3+08Х18Н10Т, 20К-3+10Х17Н13М3Т, 20К-3+10Х17Н13М2Т, 20К-3+08Х17Н15М3Т, 20К-3+06ХН28МДТ, 20К-5+08Х13, 20К-5+12Х18Н10Т, 20К-5+08Х18Н10Т, 20К-5+10Х17Н13М3Т ГОСТ 10885 | ГОСТ 5520 | ГОСТ 5632 | Термически обработанное | 4-120 | По ГОСТ 5520 для стали 20К (см. приложение 18 настоящего стандарта) | ||||||
|
|
|
|
|
|
|
| |||||
| 20К-5+10Х17Н13М2Т, 20К-5+08Х17Н15М3Т, 20К-5+06ХН28МДТ, 20К-10+12Х18Н10Т, 20К-10+08Х18Н10Т, 20К-10+10Х17Н13М3Т, 20К-10+10Х17Н13М2Т, 20К-10+08Х17Н15М3Т, 20К-10+06ХН28МДТ, 20К-11+12Х18Н10Т, 20К-11+08Х18Н10Т, 20К-11+10Х17Н13М3Т, 20К-11+10Х17Н13М2Т, 20К-11+08Х17Н15М3Т, 20К-11+06ХН28МДТ ГОСТ 10885 | ГОСТ 5520 | ГОСТ 5632 | Термически обработанное | 4-120 | По ГОСТ 5520 для стали 20К (см. приложение 18 настоящего стандарта) | ||||||
|
|
|
|
|
|
|
| |||||
| 16ГС-3+08Х13, 16ГС-3+12Х18Н10Т, 16ГС-3+08Х18Н10Т, 16ГС-3+10Х17Н13М3Т, 16ГС-3+10Х17Н13М2Т, 16ГС-3+08Х17Н15М3Т, 16ГС-3+06ХН28МДТ, ГОСТ 10885 | ГОСТ 5520 | ГОСТ 5632 | 4-120 | По ГОСТ 5520 для стали 16ГС (см. приложение 18 настоящего стандарта) | |||||||
|
|
|
|
|
|
|
| |||||
| 16ГС-6+08Х13, 16ГС-6+12Х18Н10Т, 16ГС-6+08Х18Н10Т, 16ГС-6+10Х17Н13М3Т, 16ГС-6+10Х17Н13М2Т, 16ГС-6+08Х17Н15М3Т, 16ГС-6+06ХН28МДТ, 16ГС-17+08Х13, 16ГС-17+12Х18Н10Т, 16ГС-17+08Х18Н10Т, 16ГС-17+10Х17Н13М3Т, 16ГС-17+10Х17Н13М2Т, 16ГС-17+08Х17Н15М3Т, 16ГС-17+06ХН28МДТ ГОСТ 10885 | ГОСТ 5520 | ГОСТ 5632 | Термически обработанное | 4-120 | По ГОСТ 5520 для стали 16ГС (cм. приложение 18 настоящего стандарта) | ||||||
|
|
|
|
|
|
|
| |||||
| 09Г2С-3+12Х18Н10Т, 09Г2С-3+08Х18Н10Т, 09Г2С-3+10Х17Н13М3Т, 09Г2С-3+10Х17Н13М2Т, 09Г2С-3+08Х17Н15М3Т, 09Г2С-3+06ХН28МДТ, 09Г2С-6+08Х13, 09Г2С-6+12Х18Н10Т, ГОСТ 10885 | ГОСТ 5520 | ГОСТ 5632 | Термически обработанное | 4-120 | по ГОСТ 5520 для стали 09Г2С (см. приложение 18 настоящего стандарта) | ||||||
|
|
|
|
|
|
|
| |||||
| 09Г2С-6+08Х18Н10Т, 09Г2С-6+10Х17Н13М3Т, 09Г2С-6+10Х17Н13М2Т, 09Г2С-6+08Х17Н15М3Т, 09Г2С-6+06ХН28МДТ, 09Г2С-7+08Х13, 09Г2С-7+12Х18Н10Т, 09Г2С-7+08Х18Н10Т, 09Г2С-7+10Х17Н13М3Т, 09Г2С-7+10Х17Н13М2Т, 09Г2С-7+08Х17Н15М3Т, 09Г2С-7+06ХН28МДТ, 09Г2С-8+12Х18Н10Т, 09Г2С-8+08Х18Н10Т, 09Г2С-8+10Х17Н13М3Т, 09Г2С-8+10Х17Н13М2Т, ГОСТ 10885 | ГОСТ 5520 | ГОСТ 5632 | Термически обработанное | 4-120 | По ГОСТ 5520 для стали 09Г2С (см. приложение 18 настоящего стандарта) | ||||||
|
|
|
|
|
|
|
| |||||
| 09Г2С-8+08Х17Н15М3Т, 09Г2С-8+06ХН28МДТ, 09Г2С-9+08Х13, 09Г2С-9+12Х18Н10Т, 09Г2С-9+08Х18Н10Т, 09Г2С-9+10Х17Н13М3Т, ГОСТ 10885 | ГОСТ 5520 | ГОСТ 5632 | Термически обработанное | 4-120 | По ГОСТ 5520 для стали 09Г2С (см, приложение 18 настоящего стандарта) | ||||||
|
|
|
|
|
|
|
| |||||
| 09Г2С-9+10Х17Н13М2Т, 09Г2С-9+08Х17Н15М3Т, 09Г2С-9+06ХН28МДТ | ГОСТ 5520 | ГОСТ 5632 | Термически обработанное | 4-120 | По ГОСТ 5520 для стали 09Г2С (см. приложение 18 настоящего стандарта) | ||||||
|
|
|
|
|
|
|
| |||||
| 09Г2С-17+12Х18Н10Т, 09Г2С-17+08Х18Н10Т, 09Г2С-17+10Х17Н13М3Т, 09Г2С-17+10Х17Н13М2Т, 09Г2С-17+08Х17Н15М3Т, 09Г2С-17+06ХН28МДТ, ГОСТ 10885 | ГОСТ 5520 | ГОСТ 5632 | Термически обработанное |
| По ГОСТ 5520 для стали 09Г2С (см. приложение 18 настоящего стандарта) | ||||||
| 4-120 |
|
|
|
|
|
|
| ||||
| 12МХ+08Х13 ГОСТ 10885 | ГОСТ 20072 | ГОСТ 5632 | Термически обработанное | 4-120 | 225 (22,5) | 430 (43) | 24 | 60 (6) | - | - | d=2а |
| 12ХМ+08Х13, 12ХМ+08Х18Н10Т ГОСТ 10885-85 | ГОСТ 5520 | 4-120 | По ГОСТ 5520 для стали 12ХМ (см. приложение 18 настоящего стандарта) | ||||||||
|
|
|
|
|
|
|
|
| ||||
| 12ХМ+08Х18Н10Т ТУ 14-1-2726 | 65-120 | По ГОСТ 5520 для стали 12ХМ (см. приложение 18 настоящего стандарта) | |||||||||
| 20К+НМЖМц28-2,5-1,5 ТУ 14-1-1034 | ГОСТ 5520 | ГОСТ 492 | Термически обработанное | 4-120 | По ГОСТ 5520 для стали 20К (см. приложение 18 настоящего стандарта) | ||||||
| 20К+НМЖМц28-2,5-1,5 ГОСТ 10885 |
|
|
|
|
|
|
|
| |||
| 15Г2СФ+08Х18Н10Т, 15Г2СФ+12Х18Н10Т, 15Г2СФ+10Х17Н13М2Т, 15Г2СФ+08Х17Н15М3Т, ТУ 14-1-4175 | ГОСТ 19281 | ГОСТ 5632 | Термически обработанное | 22-50 | 390 (40) | 550 (56) | 18 | 49 (5) | - | 29 (3) при -40 °С | ГОСТ 10885-85 |
| 15Г2СФ+12Х18Н10Т, 16Г2СФ+10Х17Н13М2Т, 15Г2СФ+08Х17Н15М3Т, ТУ 14-1-4212 | 8-21 | По ГОСТ 19281 для стали 15Г2СФ (см. приложение 18 настоящего стандарта) | |||||||||
Примечания.
1. Ударная вязкостьосновного слоя при нормальной и пониженной температурах нормируется для сталилистовой двухслойной толщиной 10 мм и более, а после механическогостарения - толщиной 12 мм и более.
2. Сопротивление срезу при определениипрочности соединения слоев должно быть не менее 150 МПа {15 кгс/мм2).
| Марка стали, обозначение стандарта или технических условий | Технические требования | Состояние материала | Предел текучести sт, МПа (кгс/мм2), не менее | Временное сопротивление разрыву sв, МПа (кгс/мм2), не менее | Относительное удлинение d5, %, не менее | Относительное сужение y, %, не менее | Ударная вязкость KCU, Дж/см2(кгс×м/см2), не менее | Твердость по Бринеллю, НВ, не более | Сплющивание | Раздача | Примечание | |
| при 20 °С | при нижнем пределе применения | |||||||||||
| 10,20 ГОСТ 380, ГОСТ 14637 | ГОСТ 3262 | - | - | - | - | - | - | - | - | ГОСТ 3262 | Загиб по ГОСТ 3262 | |
| Ст3кп3 ГОСТ 380, ГОСТ 14637 | Группа В по ГОСТ 10706 | Термически обработанное | 235 (24) | 363 (37) | 20 | - | - | - | - | - | - | - |
| Ст3сп4 ГОСТ 380, ГОСТ 1463789 | 245 (25) | 372 (38) | 23 | - | - | 29 (3) при -20 °С | - | - | - | Стали применяются толщиной не более 9 мм; для стали Ст3сп5 ударная вязкость KCU после механического старения не менее 30 Дж/см (3 кгс×м/см2) | ||
| Ст3сп5 ГОСТ 380 ГОСТ 14637 | 245 (25) | 372 (38) | 23 | - | - | 29 (3) при -20 °С | - | - | - | |||
| Ст10 ГОСТ 1050 | ТУ 14-3-624 | Термически обработанное | - | 333 (34) | 25 | - | - | - | - | - | - | - |
| Ст20 ГОСТ 1050 | 412 (42) | 22 | - | - | - | - | - | - | - | |||
| 10 ГОСТ 1050 | Группа А по ГОСТ 660 | С прокатного нагрева или термически обработанное | 216 (22) | 353 (36) | Горячедеформированные |
|
|
| - | - | - | |
| 25 | 50 | 78 | - | 137 | - | - | - | |||||
| Термически обработанное | 206 (21) | 333 (34) | Холоднодеформированные и теплодеформированные |
|
| ГОСТ 550-75 | - | |||||
| 26 | - | - | - | 137 | ||||||||
| 20 ГОСТ 1050 | Группа А по ГОСТ 550 | С прокатного нагрева или термически обработанное |
|
| Горячедеформированные |
|
|
|
|
| ||
| 255 (26) | 431 (44) | 22 | 50 | 78 | - | 156 | ГОСТ 550 | - | ||||
| 20 ГОСТ 1060 | Группы А, Б по ГОСТ 550 | Термически обработанное | Холоднодеформированные и теплодеформированные | - |
|
| - |
| ||||
| 245 (25) | 412 (42) | 23 | - | - | - | 156 | ГОСТ 550 | - | ||||
| 10 ГОСТ 1050, ТУ 14-3-190 | Группа В по ГОСТ 8733 | Термически обработанное | 206 (21) | 343 (35) | 24 | - | - | - | 137 | ГОСТ 8731, ГОСТ 8733 | Загиб по ГОСТ 8733, ГОСТ 8731- 74 | |
| Группа В по ГОСТ 8731 | Горячекатаное | 216 (22) | 353 (36) | |||||||||
| 20 ГОСТ 1050, ТУ 14-3-190 | Группа В по ГОСТ 8733 | Термически обработанное | 245 (25) | 412 (42) | 21 | - | - | - | 156 | ГОСТ 8731, ГОСТ 8733 | Загиб по ГОСТ 8733, ГОСТ 8731- 74 | |
| Группа В по ГОСТ 8731 | Горячекатаное | 245 (25) | 412 (42) | 21 | - | - | - | - | ||||
| 20 ГОСТ 1050 | ТУ 14-3-460 | Термически обработанное или с прокатного нагрева | 216 (22) | 412-550 (42-56) | Продольные образцы |
|
|
| ТУ 14-3-460 | - | ||
| 24 | 40 | 49 (5) | - | - | ||||||||
| 441 (45) | Поперечные образцы |
|
|
| - | |||||||
| 22 | 40 | 39 (4) | - | - | ||||||||
| 20ЮЧ ТУ 14-3-1600; ТУ 14-3-1652 | ТУ 14-3-1600 | - | 245 (25) | 412 (42) | 23 | - | - | 49 (5) при -40 °С | 190 | ТУ 14-3-1600 |
| |
| ТУ 14-3-1652 | 382 (39) | ТУ 14-3-1652 |
| |||||||||
| 09Г2С ГОСТ 19281; ТУ 14-3-1128 | ТУ 14-3-1128 | Термически обработанное | 265 (27) | 472 (48) | 22 | - | - | 34 (3,5) при -60 °С для S£10 мм 29 (3) при -60 °С для S>10 мм | - | - | - | Ударная вязкость KCU определяется при -30 °С |
| 09Г2С ГОСТ 19281 | ТУ 14-3-1128 | Термически обработанное | 265 (27) | 472 (48) | 22 | - | - | 39 (4) при -70 °С |
| ТУ 14-3-500 | - | Ударная вязкость KCU не менее 50 Дж/см (5 кгс×м/см2) для труб 219´8 мм |
| 10Г2 ГОСТ 4543 | Группа В по ГОСТ 8733 | 235 (25) | 421 (43) | 22 | - | - | - | - | ГОСТ 8733 | Загиб и бортование по ГОСТ 8733 | ||
| Группа В по ГОСТ 8731 | С прокатного нагрева или термически обработанное | 265 (27) | 421 (43) | 21 | - | - | - | 197 | ГОСТ 8731 | Загиб и бортование по ГОСТ 8731 | ||
| 10Г2 ГОСТ 4543 | Группы А, Б по ГОСТ 550 | С прокатного нагрева или термически обработанное | 265 (27) | 421 (43) | 21 | 50 | 118 (12) | 24 (2,5) при -40 °С | 197 | ГОСТ 550 | Ударная вязкость определяется для толщин более 12 мм | |
| 15ГС ТУ 14-3-460 | ТУ 14-3-460 | Термически обработанное или с прокатного нагрева |
| Поперечные образцы |
|
| - | - | ТУ 14-3-460-76 | - | ||
| 294 (30) | 491 (50) | 16 | 40 | 49 (5) | ||||||||
|
| Продольные образцы |
|
| |||||||||
| 294 (30) | 491 (50) | 18 | 45 | 59 (6) | ||||||||
| 10Г2ФБ ТУ 14-3-1464 | ТУ 14-3-1464 | Контролируемая прокатка | 441 (45) | 588 (60) | 20 | - | - | 49 (5) при -60 °С | - | - | - | Ударная вязкость КСV 78,4 Дж/см2 (8 кгс×м/см2) при -15 °С |
| 13ГС-У ТУ 14-3-1464 | 363 (37) | 510 (52) | 20 | - | - | 39 (4) при -60 °С | - | - | - | Ударная вязкость КСV 39,2 Дж/см2 (45 кгс×м/см2) при -15 °С | ||
| 13Г1С-У ТУ 14-3-1464 | 402 (41) | 539 (55) | 20 | - | - | 39 (4) при -60 °С | - | - | - | Ударная вязкость КСV при -15 °С 39,2 Дж/см2 (45 кгс×м/см2) и для толщин 14 мм 58,8 Дж/см2 (65 кгс×м/см2) | ||
| 15ХМ ТУ 14-3-460 | ТУ 14-3-460 | С прокатного нагрева или термически обработанное |
| Продольные образцы |
|
|
|
|
| - |
| |
| 235 (24) | 441-638 (45-65) | 21 | 50 | 59 (6) | - | - | ТУ 14-3-460 |
| ||||
| 15ХМ ТУ 14-3-460 | ТУ 14-3-460 | С прокатного нагрева или термически обработанное |
| Поперечные образцы |
|
|
|
|
|
|
| |
| 226 (23) | 441 (45) | 20 | 45 | 49 (5) | - | - | ТУ 14-3-460 | - | ||||
| 12Х1МФ ГОСТ 20072 |
| Продольные образцы |
|
|
|
|
| |||||
| 275 (28) | 441-638 (45-65) | 21 | 55 | 59 (6) | - | - | - | |||||
|
| Поперечные образцы |
|
|
|
|
| ||||||
| 275 (28) | 441 (45) | 19 | 50 | 49 (5) | - | - | - | |||||
| 1Х2М1 ГОСТ 550 | ГОСТ 550 | Термически обработанное | 265 (27) | 411 (45) | 20 | 45 | 98 (10) | - | 227 | ГОСТ 550 | - | |
| 15Х5 ГОСТ 20072 | Группы А, Б по ГОСТ 550 |
|
| Горячедеформированные |
|
|
|
|
| |||
| 216 (22) | 392 (40) | 24 | 50 | 98 (10) | - | - | ГОСТ 550- | - | ||||
| 15Х5М ГОСТ 20072 |
|
| Горячедеформированные |
|
|
|
| |||||
| 216 (22) | 392 (40) | 22 | 50 | 118 (12) | - | 170 | - | |||||
| Холодно- и теплодеформированные |
|
|
|
|
| |||||||
| 216 (22) | 392 (40) | 22 | - | - | - | 170 | - | |||||
| 15Х5М-У ГОСТ 20072 |
|
|
| Горячедеформированные |
|
|
|
| ||||
| Нормализация + отпуск | 412 (42) | 588 (60) | 16 | 65 | 98 (10) | - | 235 | - | ||||
| 15Х5ВФ ГОСТ 20072 | Группы А, Б по ГОСТ 650 | Термически обработанное | Горячедеформированные |
|
|
|
|
|
|
| ||
| 216 (22) | 392 (40) | 22 | 50 | 118 (12) | - | 170 | ГОСТ 550 | - | ||||
| Х9М ТУ 14-3-457 | ТУ 14-3-457 | 216 (22) | 470 (48) | 22 | 50 | 98 (10) | - | 170 | ТУ 14-3-457 |
| ||
| 12Х8 ГОСТ 550 | ГОСТ 550 | 216 (22) | 392 (40) | 22 | - | - | - | - | ГОСТ 550 |
| ||
| Х8 ТУ 14-3-457 | ТУ 14-3-457 | Термически обработанное | 196 (20) | 392 (40) | 22 | 50 | 78 (8) | - | 170 | ТУ 14-3-457 | - | |
| 12Х8ВФ ГОСТ 20072 | ГОСТ 550 | 167 (17) | 392 (40) | 22 | 50 | 98 (10) | - |
| ГОСТ 550 | - | ||
| 15Х5М ТУ 14-3-1080, ГОСТ 20072 | ТУ 14-3-1080 | 412 (42) | 569 (58) | 16 | 65 | 98 (10) | - | - | ТУ 14-3-1080 | - | ||
| 10Х14Г14Н4Т ТУ 14-3-1905 | ТУ 14-3-1905 | - | 588 (60) | 35 | - | - | - | - | - | - | - | |
| 08Х22Н6Т ГОСТ 5632 | ГОСТ 9940, ГОСТ 9941 | - | 588 (60) | 20 | - | - | - | - | ГОСТ 9940, ГОСТ 9941 | - | ||
| ТУ 14-3-1905 | - | - |
| |||||||||
| 08Х21Н6М2Т ГОСТ 5632 | ТУ 14-3-1905 | Термически обработанное | - | 588 (60) | 20 | - | - | - | - | ГОСТ 9440, ГОСТ 9941 | - | - |
| 08Х18Г8Н2Т ТУ 14-3-1596 | ТУ 14-3-1596 | 295 (30) | 588 (60) | 18 |
|
|
|
| ||||
| 07Х13АГ20 ТУ 14-3-1322, ТУ 14-3-1323 | ТУ 14-3-1322, ТУ 14-3-1323 |
| 344 (35) | 638 (65) | 40 |
|
|
|
|
|
| Растяжение по ГОСТ 10006 |
| 03Х17Н14М3 ТУ 14-3-396, ТУ 14-3-1357, ТУ 14-3-1348 | ТУ 14-3-336, ТУ 14-3-1357, | - | 196 (20) | 490 (50) | 30 | - | - | - | - | - | ТУ 14-3-396, ТУ 14-3-1357 | - |
| ТУ 14-3-1348 | 40 | |||||||||||
| 03Х19АГ3Н10 ТУ 14-3-415 | ТУ 14-3-415 | - | 344 (35) | 638 (65) | 45 | - | - | - | - | - | ТУ 14-3-415 | Бортование по ТУ 14-3-415 |
| 02Х8Н22С6 ТУ 14-3-1024 | ТУ 14-3-1024 | - | 196 (20) | 588 (60) | 35 | - | - | - | - | - | - | - |
| 08Х18Н10Т ГОСТ 5632 | Трубы электросварные по ТУ 14-3-1391 | - | - | 530 (54) | 37 | - | - | - | - | - | - | - |
| 10Х18Н10Т ГОСТ 5632 | 550 (56) | 35 | ||||||||||
| 02К18Н11 ТУ 14-3-1401 ТУ 14-3-1339 | ТУ 14-3-1401 | Термически обработанное | 186 (18,6) | 452 (46) | 45 | - | - | - | - | - | - | - |
| ТУ 14-3-1339 | 185 (18,5) | 472 (48) | 45 |
|
|
|
|
|
|
| ||
| 12К18Н10Т ГОСТ 5632 | ГОСТ 9940 | 216 (22) | 530 (54) | 40 | - | - | - | - | - | - | - | |
| ГОСТ 9941 |
| 550 (56) | 35 |
|
|
|
|
|
|
| ||
| 12Х18Н12Т ГОСТ 5632 | ТУ 14-3-460 | Термически обработанное |
| Продольные образцы |
|
|
|
|
|
|
| |
| 216 (22) | 530 (54) | 35 | 55 | - | - | 200 | ТУ 14-3-460 | - | ||||
| 08Х18Н10Т ГОСТ 5632 | ГОСТ 9940 | - | 510 (52) | 40 |
|
|
|
|
|
|
| |
| ГОСТ 9941 |
| 550 (56) | 37 | - | - | - | - | - | - | - | ||
| 08Х18Н12Б ГОСТ 5632 | ГОСТ 9940 | - | 510 (52) | 38 | - | - | - | - | - | - | - | |
| ГОСТ 9941 | - | 530 (54) | 37 | - | - | - | - | - | - | - | ||
| 10Х17Н13М2Т ГОСТ 5632 | ГОСТ 9940 | - | 530 (54) | 35 | - | - | - | - | - | - | - | |
| ГОСТ 9941 |
|
|
|
|
|
|
|
|
|
| ||
| 08Х17Н15М3Т ГОСТ 5632 | ГОСТ 9940 | - | 510 (52) | 35 | - | - | - | - | - | - | - | |
| ГОСТ 9941 | - | 550 (56) | 35 | - | - | - | - | - | - | - | ||
| 03Х18Н11 ГОСТ 5632 | ТУ 14-3-1401 | 196 (20) | 510 (52) | 45 | - | - | - | - | - | ТУ 14-3-1401 | Бортование по ТУ 14-3-1401 | |
| 030С21Н21МЧГБ ГОСТ 5632 | ТУ 14-3-694, ТУ 14-3-696, ТУ 4-3-751 | 216 (22) | 490 (50) | 30 | - | - | - | - | - | - | - | |
| 03ХН28МДТ ГОСТ 5632 | ТУ 14-3-6В4, ТУ 14-3-751, ТУ 14-3-1201 | Термически обработанное | 216 (22) | 490 (50) | 35 | - | - | - | - | - | ТУ 14-3-694, ТУ 14-3-751, ТУ 14-3-1201 | - |
| 06ХН28МДТ ГОСТ 5632 | ТУ 14-3-318, | - | 520 (53) | 35 | - | - | - | - | - | ТУ 14-3-318, ТУ 14-3-763, ТУ 14-3-822 | - | |
| ТУ 14-3-763, ТУ 14-3-822 | 490 (50) | 30 | ||||||||||
| 08Х17Т ГОСТ 5632 | ГОСТ 9940, ГОСТ 9941 |
| 372 (38) | 17 | - | - | - | - | - | - | - | |
| 15Х25Т ГОСТ 5632 | ГОСТ 9940, | - | 441 (45) | - | - | - | - | - | - | - | - | |
| ГОСТ 9941 | 461 (47) |
|
|
|
|
|
|
| ||||
| 08Х13 ГОСТ 5632 | ГОСТ 9940, ГОСТ 9941 |
| 372 (38) | 22 | - | - | - | - | - | - | - | |
| 12Х13 ГОСТ 5632 | ГОСТ 9940 | Термически обработанное |
| 392 (40) | 21 | - | - | - | - | - | - | - |
| ГОСТ 9941 |
|
| 22 |
|
|
|
|
|
|
| ||
| ХН32Т ТУ 14-3-489 | ТУ 14-3-489 |
|
| Горячекатаные | - | - | - | ТУ 14-3-489 | - | |||
| 176 (18) | 477 (48) | 35 | 60 при толщине не более 10 мм |
|
|
|
|
|
| |||
| 15Х18Н12С4ТЮ ГОСТ 5632 | ТУ 14-3-310 | Термически обработанное | - | 716 (73) | 25 | - | - | - | - | ТУ 14-3-310 | - | |
(Измененная редакция, Изм. № 2).
Таблица 1
| Технические требования | Состояние материала | Размер поковки (толщина или диаметр), мм | Предел текучести sт, МПа (кгс/мм2), не менее | Временное сопротивление разрыву sв, МПа (кгс/мм2), не менее | Относительное удлинение d5, %, не менее | Относительное сужение d5, %, не менее | Ударная вязкость KSU, Дж/см2 (кгс×м/см2), не менее | Примечание | ||
| при 20 °С | при нижнем пределе применения | |||||||||
| Ст5сп, Ст3сп ГОСТ 380 | Группа IV-КП.245 (КП.25) по ГОСТ 8479 | Термически обработанное | До 100 | 245 (25) | 470 (48) | 22 | 48 | 49 (5,0) | - | 143-179 |
| Св. 100 до 300 |
|
| 19 | 42 | 30 (4,0) |
|
| |||
| Св. 300 до 500 |
|
| 17 | 35 | 34 (3,5) |
|
| |||
| Св. 500 до 800 |
|
| 15 | 30 | 34 (3,5) |
|
| |||
| 20 ГОСТ 1050 | Группа IV-КП.215 (КП.22) по ГОСТ 6479 | До 100 | 215 (22) | 430 (40) | 24 | 53 | 54 (5,5) | - | 123-167 | |
| Св. 100 до 300 |
|
| 20 | 48 | 49 (5,0) |
|
| |||
| Св. 300 до 500 |
|
| 18 | 40 | 44 (4,5) |
|
| |||
| Св. 500 до 800 |
|
| 16 | 35 | 39 (4,0) |
|
| |||
| Группа IV.КП.195 (КП.20) по ГОСТ 8479 | До 100 | 195 (20) | 390 (40) | 26 | 55 | 59 (6,0) | - | 111-156 | ||
| Св. 100 до 300 |
|
| 23 | 50 | 54 (5,5) |
|
| |||
| Св. 300 до 500 |
|
| 20 | 45 | 49 (5,0) |
|
| |||
| Св. 500 до 800 |
|
| 18 | 38 | 44 (4,5) |
|
| |||
| 16ГС ГОСТ 19281 | Группа IV-КП.245 (КП.25) по ГОСТ 8479 | До 100 | 245 (25) | 470 (48) | 22 | 48 | 49 (5,0) |
| 143-179 | |
| Св. 100 до 300 |
|
| 19 | 42 | 39 (4,0) |
|
| |||
| Св. 300 до 500 |
|
| 17 | 35 | 34 (3,5) |
|
| |||
| Св. 500 до 800 |
|
| 15 | 30 | 34 (3,5) |
|
| |||
| 10Г2 ГОСТ 4543 | Группа IV-КП.215 (КП.22) по ГОСТ 8479 | До 100 | 215 (22) | 430 (44) | 24 | 53 | 54 (5,5) | 30 (3) при ниже -30 °С | 123-167 | |
| Св. 100 до 300 |
|
| 20 | 48 | 49 (5,0) |
| ||||
| Св. 300 до 500 |
|
| 18 | 40 | 44 (4,5) |
| ||||
| Св. 500 до 800 |
|
| 16 | 35 | 39 (4,0) |
| ||||
| 09Г2С ГОСТ 19281 | Группа IV-КП.245 (КП.25) по ГОСТ 8479 | Термически обработанное | До. 100 | 245 (25) | 470 (48) | 22 | 48 | 49 (5,0) | 25 (2,5) при ниже -30 °С | 120-179 |
| Св. 100 до 300 |
|
| 19 | 42 | 39 (4,0) |
| ||||
| Св. 300 до 600 |
|
| 17 | 35 | 34 (3,5) |
| ||||
| Св. 500 до 800 |
|
| 15 | 30 | 34 (3,5) |
| ||||
| 20К ГОСТ 5520 | Группа IV-КП 215 (КП.22) по ГОСТ 8479 | Термически обработанное | До 100 | 215 (22) | 430 (44) | 24 | 53 | 54 (5,5) | - | 123-187 |
| Св. 100 до 300 |
|
| 20 | 48 | 49 (5,0) |
|
| |||
| Св. 300 до 500 |
|
| 18 | 40 | 44 (4,5) |
|
| |||
| Св. 500 до 800 |
|
| 16 | 35 | 39 (4,0) |
|
| |||
| 20ЮЧ ТУ 26-0303-1532 | ТУ 26-0303-1532 | До 800 | 240 (24) | 420 (42) | 22 | - | - | 40 (4) | 1190 | |
| 20Х ГОСТ 4543 | Группа IV-КП.395 (КП.40) по ГОСТ 8479 | До 100 | 400 (40) | 630 (63) | 17 | 45 | 6,0 | - | 187-229 | |
| Св. 100 до 300 |
|
| 15 | 40 | 5,6 |
|
| |||
| Св. 300 до 500 |
|
| 13 | 35 | 5,0 |
|
| |||
| Св. 500 до 800 |
|
| 11 | 30 | 4,0 |
|
| |||
| 15ХМ ГОСТ 4543 | Группа IV-КП.275 (КП.28) по ГОСТ 8479 | До 100 | 280 (28) | 450 (45) | 20 | 40 | 4,5 | - | 156-197 | |
| Св. 100 до 300 |
|
| 17 | 38 | 3,5 |
|
| |||
| Св. 300 до 500 |
|
| 15 | 32 | 3,0 |
|
| |||
| Св. 500 до 800 |
|
| 13 | 30 | 3,0 |
|
| |||
| 15Х5ВФ, 15Х5М ГОСТ 5632 | Группа IV-КП.395 (КП.40) по ГОСТ 8479 | До 800 | 420 (42) | 600 (60) | 13 | 35 | 50 (5) | - | 190-240 | |
| 12ХМ ТУ 302.02031, ГОСТ 5520 | ТУ 30202.031 | До 100 | 245 (25) | 470 (48) | 22 | 48 | 34 (3,5) |
| 143-179 | |
| Св. 100 до 300 |
|
| 17 | 38 |
|
|
| |||
| 15ХМ ТУ 302.02.031, ГОСТ 4543 | До 100 | 275 (28) | 530 (54) | 20 | 40 | 34 (3,5) | - | 156-197 | ||
| Св. 100 до 300 |
|
| 17 | 38 |
|
|
| |||
| 10Х2М1А-А, 10Х2М1А-ВД, 10Х2М1А ТУ 302.02.121 | ТУ 302.02.121 | До 200 | 310 (31,5) | 490 (50) | 18 | 45 | 49 (5,0) | 29 (3) |
| |
| 10Х2М1А-А ТУ 108.13.39 | ТУ 108.13.39 | Термически обработанное | - | 392 (40) | 490 (50) | 18 | 45 | - | 49 | - |
| 15ГС ОСТ 108.030-113 | ОСТ 26-01-135 | До 350 | 294 (30) | 490 (50) | 18 | - | 60 (6) | - | 149-207 | |
| 14ХГС ГОСТ 19281 | До 550 | 314 (32) | 490 (50) | 17 | - | 60 (6) | - | 149-207 | ||
| 20Х2МА ОСТ 26-01-135 | ОСТ 26-01-135 | До 550 | 392 (40) | 539 (55) | 16 | - | 60 (6) | - | 197-235 | |
| 112МХ ГОСТ 20072 | Труппа IV-КП.235 (КП.24) по ГОСТ 8479 | Нормализованное | До 100 | 250 (25) | 480 (48) | 22 | 48 | 50 (5) | - | 143-179 |
| Св. 100 до 300 |
|
| 19 | 42 | 40 (4) |
|
| |||
| Св. 300 до 500 |
|
| 17 | 35 | 35 (3,5) |
|
| |||
| Св. 500 до 800 |
|
| 15 | 30 | 35 (3,5) |
|
| |||
| 08Х22Н6Т ГОСТ 5632 | Группа IV по ГОСТ 25054 | Термически обработанное | До 800 | 343 (35) | 539 (55) | 18 | 35 | 80 (8) | - | 140-200 |
| 08Х21Н6М2Т ГОСТ 5632 |
|
|
|
|
|
|
| |||
| 12Х18Н9Т ГОСТ 5632 | 196 (20) | 510 (52) | 35 | 40 | - | - | 170 | |||
| 12Х18Н10Т ГОСТ 5632 |
|
|
|
|
|
| 179 | |||
| 08Х18Н10Т ГОСТ 5632 |
| 490 (50) | - | - | - | - | - | |||
| 10-Х17Н13М2Т ГОСТ 5632 |
| 510 (52) | - | - | - | - | 200 | |||
| 03Х18Н11 ГОСТ 5632 | 176 (18) | 441 (45) | 40 | 35 | - | - | 179 | |||
| 03К17Н14М3 ГОСТ 5632 | ГОСТ 25054 | Термически обработанное | До 800 | 176 (18) | 470 (48) | 40 | 45 | - | - | 179 |
| 10Х17Н13МЗТ ГОСТ 5632 | 196 (20) | 510 (52) | 35 | 40 | - | - | 200 | |||
| 08Х17Н16МЗТ ГОСТ 5632 |
| 490 (50) |
| 45 | - | - |
| |||
| 06ХН28МДТ ГОСТ 5632 | 216 (22) | 510 (52) | 30 | 30 | - | - |
| |||
| 08Х13 ГОСТ 5632 | 392 (40) | 539 (55) | 14 | 35 | 50 | - | 187-229 | |||
| 12Х13 ГОСТ 5532 | 392 (40) | 539 (55) |
|
|
|
|
| |||
(Измененная редакция, Изм. № 2).
Примечание. Значениямеханических свойств относятся к испытанию на продольных образцах. Допускаетсяпроверка механических свойств на поперечных, тангенциальных или радиальныхобразцах; при этом нормы, указанные в табл. 1 настоящего приложения, снижаются на величины, указанные втабл. 2настоящего приложения.
Продолжениеприл. 21
Таблица 2
| Допускаемое снижение норм механических свойств, % | ||||
| для поперечных образцов | для радиальных образцов | для тангенциальных образцов | ||
| поковок диаметром до 300 мм | поковок диаметром св. 300 мм | |||
| Относительное удлинение | 50 | 35 | 25 | 30 |
| Относительное сужение | 40 | 35 | 20 | 25 |
| Ударная вязкость | 50 | 40 | 25 | 30 |
| Предел текучести | 10 | 10 | 5 | 5 |
| Временное сопротивление разрыву | 10 | 10 | 5 | 5 |
| Марка стали, обозначение стандарта или технических условий | Технические требования | Состояние материала | Толщина проката, мм | Предел текучести sт, МПа (кгс/мм2), не менее | Временное сопротивление разрыву sв, МПа (кгс/мм2), не менее | Относительное удлинение d5, %, не менее | Относительное сужение y, %, не менее | Ударная вязкость KCU, Дж/см2(кгс×м/см2), не менее | Твердость по Бринеллю, НВ, не более | Примечание | |
| при 20 °С | при нижнем пределе применения | ||||||||||
| Ст3кп ГОСТ 535 | ГОСТ 535 | Горячекатаное | До 10 | 235 (24) |
| 27 | - | - | - | - | - |
| Св. 10 до 20 | 235 (24) | 360-460 | 27 | - | - | - | - | - | |||
| Св. 20 до 40 | 225 (23) | (37-47) | 26 | - | - | - | - | - | |||
| Св. 40 до 100 | 215 (22) |
| 24 | - | - | - | - | - | |||
| Св. 100 | 185 (20) |
| 24 | - | - | - | - | - | |||
| Ст3сп ГОСТ 535 | До 10 | 255 (26) |
| 26 | - | 108 (11) для толщин 5-9 мм; 98 (10) для толщин 10-25 мм; 88 (9) для толщин 26-40 мм | 49 (5) для толщин 5-9 мм при -20°С, 29 (3) для толщин 10-25 мм при -20 °С | - | Ударная вязкость KCU после механического старения 49 Дж/см2 (5 кгс×м/см2) для толщин 5-9 мм и 29 Дж/см2 (3 кгс×м/см2) для толщин 10-40 мм | ||
| Св. 10 до 20 | 245 (25) |
| 26 | - | - | ||||||
| Св. 20 до 40 | 235 (24) | 380-490 | 25 | - | - | ||||||
| Св. 40 до 100 | 225 (23) | (39-50) | 23 | - | - | ||||||
| Св. 100 | 205 (21) |
| 23 | - | - | ||||||
| Ст3пс ГОСТ 636 | До 10 | 245 (25) | 370-480 (38-49) | 26 | - | 108 (11) для толщин 5-9 мм; 98 (10) для толщин 10-25 мм; 88 (9) для толщин 26-40 мм | 49 (5) для толщин 5-9 мм при -20 °С, 29 (3) для толщин 10-25 мм при -20 °С | - | Ударная вязкость KCU после механического старения 49 Дж/см2 (5 кгс×м/см2) для толщин 6-9 мм и 29 Дж/см2 (3 кгс×м/см2) для толщин 10-40 мм | ||
| Св. 10 до 20 | 245 (25) |
| 26 | - | - | ||||||
| Св. 20 до 40 | 235 (24) |
| 25 | - | - | ||||||
| Св. 40 до 100 | 225 (23) |
| 23 | - | - | ||||||
| Св. 100 | 206 (21) |
| 23 | - | - | ||||||
| Ст5сп ГОСТ 535 | ГОСТ 535 | Горячекатаное | До 10 | 295 (30) |
| 20 | - | - | - | - | - |
| Cв. 10 до 20 | 285 (29) | 490-630 | 20 | - | - | - | - | - | |||
| Св. 20 до 40 | 275 (28) |
| 19 | - | - | - | - | - | |||
| Св. 40 до 100 | 265 (27) | (50-64) | 17 | - | - | - | - | - | |||
| Св. 100 | 255 (26) |
| 17 | - | - | - | - | - | |||
| Ст5пс ГОСТ 535 | До 10 | 285 (29) |
| 20 | - | - | - | - | - | ||
| Св. 10 до 20 | 285 (29) | 490-630 | 20 | - | - | - | - | - | |||
| Св. 20 до 40 | 275 (28) |
| 19 | - | - | - | - | - | |||
| Св. 40 до 100 | 265 (27) | (50-64) | 17 | - | - | - | - | - | |||
| Св. 100 | 255 (26) |
| 17 | - | - | - | - | - | |||
| 20 ГОСТ 1050 | ГОСТ 1050 | Нормализованное | До 250 | 245 (25) | 410 (42) | 25 | 55 | - | - | 163 | Твердость указана в горячекатаном состоянии |
| 20ЮЧ ТУ 14-1-3332 | ТУ 14-1-3332 | - | До 180 | 240 (24) | 420 (42) | - | 23 | - | 49 (5) | - | - |
| 10 ГОСТ 1050 | ГОСТ 1050 | - | До 250 | 205 (21) | 330 (34) | 31 | 85 | - | - | - | - |
| 15 ГОСТ 1050 | - | До 250 | 225 (23) | 370 (38) | 27 | 55 | - | - | - | - | |
| 09Г2С ГОСТ 19281 | ГОСТ 19281 | - | Св. 20 до 32 | 265 (27) | 430 (44) | 21 | - | - | 29 (3) при -40 °С | - | - |
| От 32 до 100 |
|
|
|
| 59 (6) |
|
| ||||
| Св. 20 до 32 | 295 (30) | 430 (44) | 21 | - | - | - | - | ||||
| 09Г2С ГОСТ 19281 | ГОСТ 19281 | - | До 10 | 325 (33) | 450 (46) | 21 | - | 64 (6,5) | 34 (3,5) при -40°С и -70°С | - | Ударная вязкость KCU 34 Дж/см2 (3,5 кгс·м/см2) при 0 °С и -20 °С |
| Св. 10 до 20 |
|
|
|
| 59 (6) | 29 (3) при -40 °С и -70°С |
| ||||
| 09Г2С ГОСТ 19281 | - | До 5 | 345 (35) | 480 (49) |
|
| - | 39 (4) при -40 °С; 29 (3) при -70 °С | - | Ударная вязкость KCU 40 Дж/см2 (4,1 кгс×м/см2) при 0 °С и -20 °С | |
| От 5 до 10 |
|
|
|
| 64 (6,5) |
| |||||
| 09Г2 ГОСТ 19281 | - | До 20 | 295 (30) | 430 (44) | - | - | 98 (10) | - | - | - | |
| Св. 20 до 32 |
|
|
|
| - | 29 (3) при -40 °С |
|
| |||
| 12Х13 ГОСТ 6632 | ГОСТ 5949 | ГОСТ 5949 | До 200 | 410 (42) | 585 (60) | 20 | 60 | 8919) |
| 187-121 | Твердость указана в отожженном или отпущенном состоянии |
| 08Х17Т ГОСТ 5632 | По согласованию с потребителем | ||||||||||
| 15Х25Т, 15Х28 ГОСТ 5632 | 233 (30) | 440 (45) | 20 | 45 | - | - | - | - | |||
| 06ХН28МДТ ГОСТ 5632 | По согласованию с потребителем | ||||||||||
| 15Х5М ГОСТ 5632 | ГОСТ 20072 | 214 (22) | 390 (40) | 22 | 50 | 118 (12) | - | - | - | ||
| 07Х16Н6 ТУ 14-1-1660 | ТУ 14-1-1660 | Термообработанная | 20-180 | 1000 (100) | 1200 (120) | 13 | 55 | 100 (10) | - | - | - |
| ХН32Т ТУ 14-1-284 | ТУ 14-1-284 | Горячекатаное без термической обработки | - | 175 (18) | 470 (48) | 40 | 60 | - | - | - | - |
| 10Г2 ГОСТ 4543 | ГОСТ 4543 | Горячекатаное термически обработанное | До 250 | 245 (25) | 420 (43) | 22 | 50 | - | - | 197 | - |
| 15Х18Н12С4ТЮ ГОСТ 5949 ТУ 14-1-561 | ГОСТ 5949 ТУ 14-1-561 | Кованое или горячекатаное | Диаметр 10-180 | 375 (38) | 720 (73) | 25 | 40 | 78 (8) | - | - | Образец вырезан в продольном направлении |
| 35 (3,5) | - | - | Образец вырезан в поперечном направлении | ||||||||
| 10Х14Г14Н4Т ГОСТ 5632 | ГОСТ 5949 | Горячекатаное, термически обработанное | До 200 | 245 (25) | 635 (65) | 35 | 50 | - | - | - | - |
| 08Х22Н6Т ГОСТ 5632 | 340 (35) | 585 (60) | 20 | 45 | - | - | - | - | |||
| 12Х18Н10Т ГОСТ 5632 | 195 (20) | 510 (52) | 40 | 55 | - | - | - | - | |||
| 08Х21 Н6М2Т ГОСТ 5632 | 340 (35) | 585 (60) | 25 | 45 | - | - | - | - | |||
| 08Х18Н10Т ГОСТ 5632 | 195 (20) | 488 (50) | - | - | - | - | - | - | |||
| 08Х18Н12Б ГОСТ 5632 | 175 (18) | - | - | - | - | - | - | ||||
| 10Х17Н13М2Т ГОСТ 5632 | ГОСТ 5949 | Горячекатаное, термически обработанное | До 200 | 215 (22) | 508 (52) | 40 | 55 | - | - | - | - |
| 10Х17Н13МЗТ ГОСТ 5632 | 195 (20) | 527 (54) |
|
| - | - | - | - | |||
| 08Х17Н15МЗТ ГОСТ 5632 |
| 488 (50) | 33 | 45 | - | - | - | - | |||
| 08Х13 ГОСТ 5632 | 410 (42) | 585 (60) | 20 | 60 | 98 (10) |
| 179-116 | Твердость указана в отожженном или отпущенном состоянии | |||
| 02Х8Н22С6 ТУ 14-1-3812 | ТУ 14-1-3612 | Кованое, термически обработанное | Диаметр 55-100; квадрат 75, 85, 100, 125 | 175 (18) | 518 (53) | 60 | - | 69 (7) | - | - | - |
| Горячекатаное, термически обработанное | Диаметр 12-70 |
|
|
|
|
|
|
|
| ||
| 03Х18Н11 ГОСТ 5949 | ГОСТ 5949 | До 200 | 156 (16) | 440 (45) | 55 | 40 | - | - | - | - | |
| 03Х18Н11 ТУ 14-1-1160 | ТУ 14-1-1160 | Термически обработанное |
| 190 (19,6) | 480 (49) | 40 | - | - | - | - | - |
| 03Х17Н14МЗ ТУ 14-1-3303 | ТУ 14-1-3303 |
| Диаметр 5-200 | 195 (20) | 488 (50) | 40 | - | - | - | - | - |
(Измененная редакция, Изм. № 2).
| Марка стали, обозначение стандарта или технических условий | Состояние материала | Предел текучести sТ, МПа (кгс/мм2), не менее | Временное сопротивление разрыву sв, МПа (кгс/мм2), не менее | Относительное удлинение d5, %, не менее | Относительное сужение y, %, не менее | Ударная вязкость KCU, Дж/см2 (кгс×м/см2), не менее | Твердость по Бринеллю, НВ, не более | ||
| при 20 °С | при нижнем пределе применения | ||||||||
| ГОСТ 977 | Термически обработанное | Нормализация с отпуском или нормализация |
|
| - | - | |||
| 216 (22) | 412 (42) | 22 | 35 | 49,1 (5) | |||||
| 25Л ГОСТ 977 | Нормализация с отпуском или нормализация |
|
| - | - | ||||
| 235 (24) | 441 (45) | 19 | 30 | 39 (4) | |||||
|
| Закалка и отпуск |
|
| - | - | ||||
| 294 (30) | 491 (50) | 22 | 33 | 34 (3,5) | |||||
| 35Л ГОСТ 977 | Нормализация с отпуском или нормализация |
|
| - | - | ||||
| 275 (28) | 491 (50) | 15 | 25 | 34 (3,5) | |||||
|
| Закалка и отпуск |
|
| - | - | ||||
| 343 (35) | 540 (55) | 16 | 20 | 29 (3) | |||||
| 45Л ГОСТ 977 | Нормализация с отпуском или нормализация |
|
| - | - | ||||
| 314 (32) | 540 (55) | 12 | 20 | 29 (3) | |||||
| 45Л ГОСТ 977 | Термически обработанное |
| Закалка и отпуск |
|
| - | - | ||
| 392 (40) | 589 (60) | 10 | 20 | 24,5 (2,5) | |||||
| 20ХМЛ ГОСТ 977 | 245 (25) | 441 (45) | 18 | 30 | 29 (3) | 20 (2) при -40°С | - | ||
| 20Х5МЛ ГОСТ 977 | 392 (40) | 589 (60) | 16 | 30 | 39 (4) | - | - | ||
| 20Х5ТЛ ТУ 26-02-19 | |||||||||
| 20Х8ВЛ ГОСТ 977 | |||||||||
| 20Х5ВЛ ТУ 26-02-19 | Термически обработанное | 392 (40) | 589 (60) | 16 | 30 | 39 (4) | - | 190-240 | |
| 20ХН3Л ТУ 26-02 | 588 (60) | 392 (40) | 12 | 20 | 49 (5) | 25 (2) при -70 °С | - | ||
| 20ГМЛ ОСТ 26-07-402 | 274 (28) | 441 (45) | 28 | 50 | 120 (12) | 29 (3) при -60 °С | - | ||
| 12Х18Н9ТЛ ГОСТ 977 | 196 (20) |
|
| 32 | 59 (6) | - | - | ||
| 10Х18Н9Л ГОСТ 977 | 177 (18) | 441 (45) | 25 | 35 | 98 (10) | - | - | ||
| 12Х18Н12М3ТЛ ГОСТ 977 | 216 (22) | 30 | 59 (6) | - | - | ||||
| 10Х21Н6М2Л ТУ 26-02 | 294 (30) | 589 (60) | 30 | 30 | 59 (6) | - | - | ||
| 40Х24Н12СЛ ГОСТ 977 | 245 (25) | 491 (50) | 20 | 28 | - | - | - | ||
| 35Х23Н7СЛ ГОСТ 977 | Без термической обработки | 540 (55) | 12 | - | - | - | - | ||
| Марка материала | Обозначение стандарта или технических условий | Содержание элементов, %, не более | ||||||||||||
| углерод | марганец | кремний | хром | никель | молибден | медь | титан | ванадий | сера | фосфор | прочие элементы | |||
| Ст3кп | ГОСТ 380 | 0,14-0,22 | 0,30-0,60 | 0,07 | 0,30 | 0,30 | - | 0,30 | - | - | 0,050 | 0,040 | Мышьяк 0,08 | |
| Ст3пс | 0,14-0,22 | 0,40-0,65 | 0,05-0,17 | 0,30 | 0,30 | - | 0,30 | - | - | 0,050 | 0,040 | Мышьяк 0,08 | ||
| Ст3сп | 0,14-0,22 | 0,40-0,65 | 0,12-0,30 | 0,30 | 0,30 | - | 0,30 | - |
| 0,050 | 0,040 | Мышьяк 0,08 | ||
| Ст3Гпс | 0,14-0,22 | 0,80-1,10 | 0,15 | 0,30 | 0,30 | - | 0,30 | - |
| 0,050 | 0,040 | Мышьяк 0,08 | ||
| Ст4сп | 0,18-0,27 | 0,40-0,70 | 0,12-0,30 | 0,30 | 0,30 | - | 0,30 | - | - | 0,050 | 0,040 | Мышьяк 008 | ||
| Ст5пс | 0,28-0,37 | 0,50-0,80 | 0,05-0,17 | 0,30 | 0,30 | - | 0,30 | - | - | 0,050 | 0,040 | Мышьяк 0,08 | ||
| Ст5сп | 0,28-0,37 | 0,50-0,80 | 0,15-0,35 | 0,30 | 0,30 |
| 0,30 |
|
| 0,050 | 0,040 | Мышьяк 008 | ||
| 08КП | ГОСТ 9045 | 0,01 | 0,25-0,45 | 0,03 | 0,10 | 0,10 | - | 0,15 | - | - | 0,030 | 0,025 | - | |
| 10895 | ГОСТ 11036 | 0,035 | 0,3 | 0,3 | - | - | - | 0,3 | - | - | 0,030 | 0,020 | - | |
| 10 | ГОСТ 1050 | 0,07-0,14 | 0,35-0,65 | 0,17-0,37 | 0,15 | 0,25 | - | 0,25 | - | - | 0,040 | 0,035 | - | |
| 15 | 0,12-0,19 | 0,35-0,65 | 0,17-0,37 | 0,25 | - | - | - | - | - | 0,040 | 0,035 | - | ||
| 20 | 0,17-0,24 | 0,35-0,65 | 0,17-0,37 | 0,25 | 0,25 | - | 0,30 |
|
| 0,025 | 0,030 |
| ||
| 20ЮЧ | ТУ 14-1-4853 | 0,16-0,22 | 0,5-0,8 | 0,1-0,3 | 0,30 | - | - | - | - | - | 0,005 | 0,020 | Алюминий 0,03-0,1; церий 0,015-0,030 | |
| ТУ 14-3-1652; ТУ 14-3-1600; ТУ 14-1-3332; ТУ 26-0303-1532 | 0,16-0,22 | 0,5-0,8 | 0,1-0,3 | 0,30 | - | - | - | - | - | 0,012 | 0,020 | |||
| 16К | ГОСТ 5520 | 0,12-0,20 | 0,45-0,75 | 0,17-0,37 | 0,30 | 0,30 | - | 0,30 | - | - | 0,040 | 0,040 | Мышьяк 0,08 | |
| 18К | 0,14-0,22 | 0,55-0,85 | 0,17-0,37 | 0,30 | 0,30 | - | 0,30 | - | - | 0,040 | 0,040 | Мышьяк 0,08 | ||
| 20К | 0,16-0,24 | 0,35-0,65 | 0,15-0,30 | 0,30 | 0,30 | - | 0,30 | - | - | 0,040 | 0,040 | Мышьяк 0,08 | ||
| 16ГС | ГОСТ 19281 | 0,12-0,18 | 0,90-1,20 | 0,40-0,70 | 0,30 | 0,30 | - | 0,30 | - | - | 0,040 | 0,035 | Мышьяк 0,08 | |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| 09Г2С | ГОСТ 19281 | 0,12 | 1,30-1,70 | 0,50-0,80 | 0,30 | 0,30 | - | 0,30 | - | - | 0,040 | 0,035 | Мышьяк 0,08 | |
| 09Г2С 16ГС | ТУ 14-1-3832 | 0,12 | 1,30-1,70 | 0,50-0,80 | 0,30 | 0,30 | - | 0,30 | - | - | 0,010 | 0,020 | Мышьяк 0,08 | |
| 0,12-0,18 | 0,9-1,2 | 0,40-0,70 | 0,30 | 0,30 | - | 0,30 | - | - | 0,010 | 0,020 | Мышьяк 0,08 | |||
| 16ГМЮЧ | ТУ 14-1-4826 | 0,12-0,18 | 0,9-1,3 | 0,17-0,37 | 0,30 | 0,30 | 0,35-0,5 | 0,30 | - | - | 0,035 | 0,035 | Алюминий 0,02; РМЗ 0,02-0,10 | |
| 17ГС 17Г1С 10Г2С1 15Г2СФ 10Г2С1 09Г2 | ГОСТ 19281 | 0,14-0,20 | 0,4-0,6 | 1,0-1,4 | 0,30 | 0,30 | - | 0,30 | - | - | 0,040 | 0,035 | Мышьяк 0,08 | |
| 0,15-0,20 | 0,4-0,6 | 1,15-1,6 | 0,30 | 0,30 | - | 0,30 | - | - | 0,040 | 0,035 | Мышьяк 0,08 | |||
| 0,12 | 1,3-1,65 | 0,8-1,1 | 0,30 | 0,30 | - | 0,30 | - | - | 0,040 | 0,035 | Мышьяк 0,08 | |||
| 0,12-0,18 | 1,3-1,7 | 0,4-0,7 | 0,30 | 0,30 | - | 0,30 | - | 0,05 | 0,040 | 0,035 | Мышьяк 0,08 | |||
| 0,12 | 1,30-1,65 | 0,80-1,10 | 0,30 | 0,30 | - | 0,30 | - | - | 0,040 | 0,035 | - | |||
| 0,12 | 1,40-1,80 | 0,17-0,37 | 0,30 | 0,30 | - | 0,30 | - | - | 0,040 | 0,035 | - | |||
| 10Г2 20Х | ГОСТ 45431 | 0,07-0,15 | 1,20-1,60 | 0,17-0,37 | 0,30 | 0,30 | - | 0,30 | - | - | 0,035 | 0,035 | - | |
| 0,17-0,23 | 0,50-0,80 | 0,17-0,37 | 0,70-1,00 | 0,30 |
| 0,30 | - | - | 0,035 | 0,035 | - | |||
| 15ХМ | ГОСТ 4543 ТУ 14-3-460 | 0,11-0,18 | 0,40-0,70 | 0,17-0,37 | 0,80-1,10 | 0,30 | 0,40-0,55 |
|
|
| 0,035 | 0,035 |
| |
| 0,10-0,15 | 0,40-0,70 | 0,17-0,37 | 0,80-1,10 | 0,25 | 0,40-0,55 | 0,30 |
|
| 0,025 | 0,035 | - | |||
| 12МХ | ТУ 24-10-003 ГОСТ 20072 | 0,09-0,16 | 0,40-0,70 | 0,17-0,35 | 0,40-0,60 | 0,30 | 0,40-0,55 | - | - | - | 0,030 | 0,030 | - | |
| 0,09-0,16 | 0,40-0,70 | 0,17-0,37 | 0,40-0,70 | 0,30 | 0,40-0,60 | 0,20 | - | - | 0,025 | 0,030 | - | |||
| 12ХМ | ТУ 24-10-003 | 0,16 | 0,40-0,70 | 0,17-0,35 | 0,80-1,10 | 0,30 | 0,40-0,55 | - | - | - | 0,030 | 0,030 | - | |
| ТУ 14-1-5093 | 0,16 | 0,40-0,70 | 0,17-0,37 | 0,80-1,10 | 0,30 | 0,40-0,55 | - | - | - | 0,040 | 0,040 | - | ||
| ТУ 14-1-2304 | 0,16 | 0,40-0,70 | 0,17-0,37 | 0,80-1,10 | 0,30 | 0,40-0,55 | - | - | - | 0,040 | 0,040 | - | ||
| ГОСТ 5520 | 0,16 | 0,40-0,70 | 0,17-0,37 | 0,80-1,10 | 0,30 | 0,40-0,55 | - | - | - | 0,040 | 0,040 | - | ||
| 12Х1МФ | ГОСТ 120072 | 0,08-0,15 | 0,40-0,70 | 0,17-0,37 | 0,90-1,20 | 0,30 | 0,25-0,35 | 0,20 | - | 0,15-0,30 | 0,025 | 0,030 | - | |
| ТУ 14-3-460 | 0,08-0,15 | 0,40-0,70 | 0,17-0,37 | 0,90-1,20 | 0,25 | 0,25-0,35 | 0,20 | - | 0,15-0,30 | 0,025 | 0,025 | - | ||
| 15Х5 15Х5М 15Х5ВФ | ГОСТ 20072 | 0,15 | 0,50 | 0,50 | 4,5-6,0 | 0,6 | 0,45-0,60 | 0,20 | 0,20 | 0,05 | 0,025 | 0,030 | - | |
| 0,15 | 0,50 | 0,50 | 4,5-6,0 | 0,6 | 0,45-0,60 | 0,20 | 0,20 | 0,05 | 0,025 | 0,030 | - | |||
| 0,15 | 0,50 | 0,30-0,60 | 4,5-6,0 | 0,5 | - | 0,20 | - | 0,4-0,6 | 0,025 | 0,030 | Вольфрам 0,4-0,7 | |||
| 1Х2М1 | ТУ 14-3-517 | 0,08-0,13 | 0,30-0,60 | - | 2,0-2,5 | 0,50 | 0,90-1,10 | 0,30 | - | - | 0,035 | 0,035 | - | |
| 22 К | ГОСТ 5520 | 0,19-0,26 | 0,7-1,0 | 0,17-0,40 | 0,30 | 0,30 | - | 0,30 | - | - | 0,035 | 0,040 | - | |
| 12ХМ | ТУ 302.02.031 | 0,16 | 0,4-0,7 | 0,17-0,37 | 0,8-1,1 | 0,30 | 0,40-0,55 | - | - | - | 0,020 | 0,025 | - | |
| 15ХМ | ТУ 302.02.031 | 0,11-0,18 | 0,40-0,70 | 0,17-0,37 | 0,8-1,1 | - | 0,40-0,55 | - | - | - | 0,020 | 0,025 | - | |
| 10Х2М1А 10Х2М1А-А | ТУ 302.02.128; | 0,10-0,15 | 0,30-0,60 | 0,17-0,40 | 2,0-2,5 | 0,40- | 0,9-1,1 | 0,3 | - | - | 0,020 | 0,020 | Мышьяк 0,04 | |
| ТУ 302.02.121; ТУ 108.13.39 | 0,10-0,15 | 0,30-0,60 | 0,17-0,40 | 2,0-2,5 | 0,30 | 0,9-1,1 | 0,1 | - | - | 0,015 | 0,012 | Мышьяк 0,01; олово и сурьма 0,005 | ||
| 10Х2ГНМ | ТУ 108.11-928 | 0,08-0,12 | 0,9-1,3 | 0,17-0,37 | 1,9-2,3 | 0,15-0,65 | 0,45-0,65 | - | - | - | 0,010 | 0,012 | - | |
| ТУ 14-6117 | 0,08-0,11 | 0,9-1,3 | 0,17-0,37 | 1,9-2,3 | 0,15-0,65 | 0,45-0,65 | - | - | - | 0,008 | 0,015 | - | ||
| 09ХГ2НАБЧ | ТУ 14-1-3333 | 0,12 | 1,3-1,7 | 0,15-0,35 | 0,3-0,65 | 0,8-1,2 | - | - | - | - | 0,012 | 0,020 | Алюминий 0,05-0,1; ниобий 0,03-0,08; азот 0,01-0,05 | |
| 15Х2МФА А | ТУ 302.02.014 | 0,13-0,16 | 0,3-0,6 | 0,17-0,37 | 2,75-3,0 | 0,40 | 0,6-0,8 | 0,1 | - | 0,25-0,30 | 0,015 | 0,012 | Кобальт 0,025; мышьяк 0,010 | |
| 12Х2МФА | ТУ 108.131 | 0,11-0,16 | 0,3-0,6 | 0,17-0,37 | 2,0-2,5 | 0,40 | 0,6-0,8 | 0,30 | - | 0,25-0,35 | 0,020 | 0,020 |
| |
| 14Г2 | ГОСТ 19281 | 0,12-0,18 | 1,2-1,6 | 0,17-0,37 | 0,30 | 0,30 | - | 0,30 | - | - | 0,040 | 0,035 | - | |
| 09Г2СЮЧ | ТУ 14-1-5065 | 0,08-0,11 | 1,9-2,2 | 0,3-0,6 | 0,30 | 0,30 |
| 0,30 |
|
| 0,030 | 0,030 | Алюминий 0,04-0,08, церий 0,002-0,05 | |
| 09ХГ2СЮЧ | 0,08-0,11 | 1,9-2,2 | 0,3-0,6 | 1,0-1,3 | 0,30 |
| 0,30 |
|
| 0,030 | 0,030 | |||
| 07Х16Н6-Ш | ТУ 14-1-22 | 0,05-0,09 | 1,0 | 0,70 | 15,5-17,5 | 5,0-8,0 | - | - | - | - | 0,020 | 0,035 | - | |
| 07Х16Н6 | ТУ 14-1-205 | 0,09 | 1,0 | 0,70 | 15,5-17,5 | 5,0-8,0 | - | - | - | - | 0,020 | 0,035 | - | |
| ХН32Т | ГОСТ 5632 | 0,05 | 0,70 | 0,70 | 19,0-22,0 | 30,0-34,0 | - | 0,25 | 0,25-0,60 | - | - | 0,035 | - | |
| ТУ 14-1-625; | 0,05 | 0,70 | 0,70 | 19,0-23,0 | 30,0-34,0 | - | 0,25 | 0,25-0,60 | - | - | 0,030 | Алюминий 0,50 | ||
| ТУ 14-3-489; | 0,05 | 0,70 | 0,70 | 19,0-22,0 | 30,0-34,0 | - | 0,30 | 0,25-0,60 | - | - | 0,030 |
| ||
| ТУ 14-1-284 | 0,05 | 0,70 | 0,70 | 19,0-22,0 | 30,0-34,0 | - | 0,30 | 0,25-0,60 | - | - | 0,030 |
| ||
| 08Х8Н22С6 | ТУ 14-1-3801; ТУ 14-1-3802 | 0,02 | 0,6 | 5,4-6,7 | 7,5-10,0 | 21,0-23,0 | - | - | - | - | 0,020 | 0,030 | - | |
| 08Х18Н10 | ГОСТ 6632 | 0,08 | 2,0 | 0,80 | 17,0-19,0 | 9,0-11,0 | 0,30 | - | 0,50 | - | 0,020 | 0,035 | - | |
| 08Х18Н10Т | 0,08 | 2,0 | 0,80 | 17,0-19,0 | 9,0-11,0 | - | - | 5С-0,7 | - | 0,020 | 0,035 | - | ||
| 08Х17Н1БМЗТ | ГОСТ 5632 | 0,08 | 2,0 | 0,80 | 16,0-18,0 | 14,0-16,0 | 3,0-4,0 | - | 0,3-0,6 | - | 0,020 | 0,035 | - | |
| 15Х18Н12С4ТЮ | 0,12-0,17 | 5,5-1,0 | 3,8-4,5 | 17,0-19,0 | 11,0-13,0 | - | - | 0,4-0,7 | - | 0,030 | 0,035 | Алюминий 0,13-0,35 | ||
| 09Г2ФБ | ТУ 14-1-4083 | 0,08-0,13 | 1,3-1,7 | 0,15-0,35 | - | - | - | - | - | 0,05-0,09 | 0,01 | 0,02 | Ниобий 0,02-0,05 | |
| 10Г2ФБ | 0,09-0,12 | 1,55-1,75 | 0,15-0,35 | - | - | - | - | - | 0,09-0,12 | 0,006 | 0,02 | |||
| 10ХСНД | ГОСТ 19281 | 0,12 | 0,5-0,8 | 0,8-1,1 | 0,6-0,9 | 0,5-0,8 | - | 0,4-0,6 | - | - | 0,04 | 0,035 | - | |
| 15ХСНД | 0,12-0,18 | 0,4-0,7 | 0,4-0,7 | 0,6-0,9 | 0,3-0,6 | - | 0,2-0,4 | - | - | 0,04 | 0,035 | - | ||
| 09Г2БТ | ТУ 14-1-4083 | 0,08-0,13 | 1,5-1,7 | 0,15-0,35 | - | - | - | - | 0,05-0,09 | - | 0,010 | 0,02 | Ниобий | |
| 10Г2БТ | 0,09-0,12 | 1,55-1,75 | 0,15-0,35 | - | - | - | - | 0,07-0,09 | - | 0,005 | 0,02 | 0,02-0,05 | ||
| 07ГФБ-У | 0,05-0,10 | 1,20-1,80 | 0,10-0,50 | - | - | - | - | 0,035 | 0,04-0,08 | 0,006 | 0,025 | Ниобий 0,01-0,06 | ||
| Д-40 | ГОСТ 5521 | 0,12 | 0,5-0,8 | 0,8-1,1 | 0,6-0,9 | 0,5-0,8 | - | 0,4-0,6 | - | - | 0,035 | 0,035 | Алюминий | |
| Е-40 | 0,12 | 0,5-0,8 | 0,8-1,1 | 0,6-0,9 | 0,5-0,8 | - | 0,4-0,6 | - | - | 0,035 | 0,035 | 0,015-0,06 | ||
| А | 0,22 | 0,4-1,0 | 0,15-0,37 | - | - | - | - | - | - | 0,04 | 0,04 | - | ||
| В | 0,21 | 0,4-1,1 | 0,15-0,37 | - | - | - | - | - | - | 0,04 | 0,04 | Алюминий 0,06 | ||
| Е-32 | 0,18 | 0,9-1,6 | 0,15-0,50 | 0,2 | 0,40 | 0,08 | 0,35 | - | - | 0,035 | 0,035 | Алюминий 0,015-0,06 | ||
| Д-32 | 0,18 | 0,9-1,6 | 0,15-0,50 | 0,2 | 0,40 | 0,08 | 0,35 | - | - | 0,035 | 0,035 | Алюминий до 0,06 | ||
| 10Г2ФБ | ТУ 14-31464 | 0,09-0,12 | 1,55-1,75 | 0,15-0,35 | - | - | - | - | - | 0,09-0,12 | 0,006 | 0,020 | Ниобий 0,02-0,04 | |
| 13ГС | 0,11-0,15 | 1,15-1,45 | 0,4-0,6 | - | - | - | - | 0,015-0,035 | - | 0,008 | 0,025 | - | ||
| 13Г1С | 0,11-0,15 | 1,15-1,60 | 0,40-0,60 | - | - | - | - | 0,015-0,035 | - | 0,007 | 0,025 | - | ||
| 15ГС | ТУ 14-3-460 | 0,12-0,18 | 0,9-1,3 | 0,7-1,0 | 0,30 | 0,30 | - | 0,30 | - | - | 0,025 | 0,030 | - | |
| 14ХГС | ГОСТ 19281 | 0,11-0,16 | 0,9-1,3 | 0,4-0,7 | 0,5-0,8 | 0,30 | - | 0,30 | - | - | 0,040 | 0,035 | - | |
| 12МХ | ГОСТ 20072 | 0,09-0,16 | 0,4-0,7 | 0,17-0,37 | 0,4-0,7 | 0,30 | 0,4-0,6 | - | - | - | 0,025 | 0,030 | - | |
| 12Х8ВФ | ГОСТ 20072 | 0,08-0,15 | 0,50 | 0,60 | 7,0-8,5 | 0,06 | - | 0,30 | - | 0,3-0,5 | 0,025 | 0,030 | Вольфрам 0,6-1,0 | |
| Х9М | ТУ 14-3-457 | 0,09-0,15 | 0,50 | 0,50 | 7,5-9,5 | 0,50 | 0,9-1,1 | 0,25 | - | - | 0,025 | 0,030 | - | |
| Х8 | ГОСТ 550 | 0,12 | 0,3-0,6 | 0,17-0,37 | 7,5-9,0 | 0,40 | - | 0,25 | - | - | 0,020 | 0,035 | - | |
| 08Х13 | ГОСТ 5692 | 0,08 | 0,80 | 0,80 | 12,0-14,0 | 0,60 | - | 0,30 | - | - | 0,025 | 0,030 | - | |
| 12Х13 | 0,09-0,15 | 0,80 | 0,80 | 12,0-14,0 | 0,60 | - | 0,30 | - | - | 0,025 | 0,030 | - | ||
| 20Х13 | 0,16-0,25 | 0,80 | 0,80 | 12,0-14,0 | 0,50 | - | 0,30 | - | - | 0,025 | 0,030 | - | ||
| 08Х17Т | 0,08 | 0,80 | 0,80 | 16,0-18,0 | 0,60 | - | 0,30 | 5С-0,80 | - | 0,025 | 0,035 | - | ||
| 16Х25Т | 0,15 | 0,80 | 1,0 | 24,0-27,0 | 0,60 | - | 0,30 | 5С-0,90 | - | 0,025 | 0,035 | - | ||
| 15Х28 | 0,15 | 0,80 | 1,0 | 27,0-30,0 | 0,60 | - | 0,30 | 0,20 | - | 0,025 | 0,035 | - | ||
| 12Х18Н9Т | 0,12 | 2,0 | 0,80 | 17,0-19,0 | 8,0-9,5 | - | 0,30 | 5С-0,8 | - | 0,020 | 0,035 | - | ||
| 12Х18Н10Т | 0,12 | 2,0 | 0,80 | 17,0-19,0 | 9,0-11,0 | - | 0,30 | 5С-0,8 | - | 0,020 | 0,035 | - | ||
| 12Х18Н12Т | ТУ 14-3-460 | 0,12 | 1,0-2,0 | 0,80 | 17,0-19,0 | 11,0-13,0 | - | 0,30 | - | - | 0,020 | 0,035 | - | |
| 03Х18Н11 | ГОСТ 6632 | 0,03 | 2,0 | 0,80 | 17,0-19,0 | 10,5-12,5 | 0,10 | - | 0,20 | 0,20 | 0,020 | 0,035 | - | |
| 08Х18Н12Б | 0,08 | 2,0 | 0,80 | 17,0-19,0 | 11,0-13,0 | 0,10 | 0,30 | 0,20 | - | 0,020 | 0,035 | Ниобий 10С-1,1 | ||
| 08Х21Н6М2Т | 0,08 | 0,80 | 0,80 | 20,0-22,0 | 5,5-6,5 | 1,8-2,5 | 0,30 | 0,20-0,40 | - | 0,025 | 0,035 | - | ||
| 08Х22Н6Т | 0,08 | 0,80 | 0,80 | 21,0-23,0 | 5,3-6,3 | - | 0,30 | 5С-0,65 | 0,20 | 0,025 | 0,035 | - | ||
|
| 0,10 | 13,0-15,0 | 0,80 | 13,0-15,0 | 2,8-4,5 | - | 0,30 | 5С-0,7 | - | 0,025 | 0,035 | - | ||
| 10Х14Г4Н4Т | ТУ 14-1-69 ТУ 14-3-59 | 0,10 | 13,0-15,0 | 0,80 | 13,0-15,0 | 3,8-4,5 | - | 0,30 | 5С-0,7 | - | 0,025 | 0,035 | - | |
|
| 0,10 | 13,0-15,0 | 0,80 | 13,0-15,0 | 3,8-4,5 | - | 0,30 | 0,3-0,6 | - | 0,025 | 0,035 | - | ||
| 03Х17Н14МЗ | ГОСТ 5632 | 0,03 | 1,0-2,0 | 0,40 | 16,0-18,0 | 13,0-15,0 | 2,5-3,1 | - | - | - | 0,020 | 0,035 | - | |
| 08Х17Н13М2Т | ГОСТ 5632 | 0,08 | 2,0 | 0,80 | 16,0-18,0 | 12,0-14,0 | 2,0-3,0 | 0,30 | 5С-0,7 | 0,20 | 0,020 | 0,035 | - | |
| 10Х17Н13М2Т | 0,10 | 2,0 | 0,80 | 16,0-18,0 | 12,0-14,0 | 2,0-3,0 | 0,30 | 5С-0,7 | 0,20 | 0,020 | 0,035 | - | ||
| 02Х8Н22С6 | ТУ 14-1-3802; ТУ 14-1-3812 | 0,02 | 0,6 | 5,4-6,7 | 7,5-10,0 | 21,0-23,0 | - | - | - | - | 0,020 | 0,030 | Ниобий 10С-1,1 | |
| 02Х18Н11 | ТУ 14-1-3071; ТУ 14-3-1339; ТУ 14-3-1401 | 0,025 | 0,20 | 0,20 | 17,0-19,0 | 10,5-12,5 | - | - | - | - | 0,020 | 0,030 | Ниобий 10С-1,1 | |
| 03Х19АГ3Н10 | ТУ 14-1-2261; ТУ 14-3-415 | 0,03 | 2,0-4,0 | 0,8 | 18,5-20,5 | 9,0-11,0 | - | - | - | - | 0,020 | 0,035 | - | |
| 08Х17Н15МЗТ | ГОСТ 5633 | 0,08 | 2,0 | 0,80 | 16,0-18,0 | 14,0-16,0 | 3,0-4,0 | 0,30 | 0,3-0,6 |
| 0,020 | 0,035 | - | |
| 10Х17Н13МЗТ | 0,10 | 2,0 | 0,80 | 16,0-18,0 | 12,0-14,0 | 3,0-4,0 | 0,30 | 5С-0,7 | - | 0,020 | 0,035 | - | ||
| 03ХН28МДТ | 0,03 | 0,80 | 0,80 | 22,0-25,0 | 26,0-29,0 | 2,5-3,0 | 2,5-3,0 | 0,5-0,9 | - | 0,020 | 0,035 | - | ||
| 06ХН28МДТ | 0,06 | 0,80 | 0,80 | 22,025,0 | 26,0-29,0 | 2,5-3,0 | 2,5-3,5 | 0,5-0,9 | - | 0,020 | 0,035 | - | ||
| 03Х19АГЗН10 | ТУ 14-1-2261 | 0,03 | 2,0-4,0 | 0,80 | 18,5-20,5 | 9,0-11,0 | - | - | - | - | 0,020 | 0,035 | Азот 0,2-0,3 | |
| 03Х13АГ19 | ТУ 14-3-303; ТУ 14-1-743 | 0,03 | 18,0-21,0 | 0,80 | 12,0-15,0 | 1,0 | 0,6 | - | - | - | 0,025 | 0,050 | Кальций 0,10; Бор 0,007; | |
| 07Х13АГ20 | ТУ 14-1-2640; ТУ 14-1-3342; ТУ 14-3-1322; ТУ 14-3-1323 | 0,07 | 19,0-20,0 | 0,60 | 12,0-15,0 | 1,0 | 0,6 | - | - | - | 0,025 | 0,040 | Кальций 0,10; церий 0,10; бор 0,03; азот 0,08-0,018 | |
| 03Х21Н21М4ГБ | ГОСТ 5632 | 0,03 | 1,8-2,5 | 0,60 | 20,0-22,0 | 20,0-22,0 | 3,4-3,7 | 0,3 | - | - | 0,020 | 0,030 | Ниобий С15-0,8 | |
| 08Х18Г8Н2Т |
| 0,08 | 7,0-9,0 | 0,80 | 17,0-19,0 | 1,8-2,8 | - | - | 0,2-0,5 | - | 0,025 | 0,035 | - | |
| Ст3сп+08Х13, Ст3сп+12Х18Н10Т, Ст3сп+08Х18Н10Т, Ст3сп+10Х17Н13М2Т, Ст3сп+10Х17Н13МЗТ, Ст3сп+08Х17Н15МЗТ, Ст3сп+06ХН28МДТ | ГОСТ 380 | Основной слой по ГОСТ 380, плакирующий слой по ГОСТ 5632 | ||||||||||||
| 20К+08Х13, 20К+12Х18Н10Т, 20К+08Х18Н10Т, 20К+10Х17Н13М2Т, 20К+10Х17Н13М3Т, 20К+06ХН28МДТ, 20К+08Х17Н15МЗТ | ГОСТ 10885 | Основной слой по ГОСТ 5520, плакирующий слой по ГОСТ 5632 | ||||||||||||
| 16ГС+08Х13, 16ГС+12Х18Н10Т, 16ГС+08Х18Н10Т, 16ГС+10Х17Н13М2Т, 16ГС+10Х17Н13МЗТ, 16ГС+08Х17Н15МЗТ, 16ГС+06ХН28МДТ | ГОСТ 10885 | Основной слой по ГОСТ 19281, плакирующий слой по ГОСТ 5632 | ||||||||||||
| 09Г2С+08Х13, 09Г2С+12Х18Н10Т, 09Г2С+08Х18Н10Т, 09Г2С+10Х17Н13М2Т, 09Г2С+10Х17Н13МЗТ, 09Г2С+08Х17Н15МЗТ, 09Г2С+06ХН28МДТ | ГОСТ 10885 | Основной слой по ГОСТ 19281, плакирующий слой по ГОСТ 5632 | ||||||||||||
| 15Г2СФ+08Х17Н15МЗТ, 16Г2СФ+10Х17Н13М2Т, 15Г2СФ+12Х18Н10Т | ТУ 14-1-4688 ТУ 14-1-4212 | Основной слой по ГОСТ 19281, плакирующий слой по ГОСТ 5632 | ||||||||||||
| 12МХ+08Х13 | ГОСТ 10885 | Основной слой по ГОСТ 20072, плакирующий слой по ГОСТ 5632 | ||||||||||||
| 12ХМ+08Х13 | Основной слой по ГОСТ 5520, плакирующий слой по ГОСТ 5632 | |||||||||||||
| 20К+НМЖМц2,8-2,5-1,5 | Основной слой по ГОСТ 5520, плакирующий слой по ГОСТ 492 | |||||||||||||
| 20Л | ГОСТ 977 | 0,17-0,25 | 0,45-0,60 | 0,20-0,52 | - | - | - | - | - | - | 0,045- 0,06 | 0,04-0,08 | - | |
| 25Л | ГОСТ 977 | 0,22-0,30 | 0,45-0,90 | 0,20-0,52 | - | - | - | - | - | - | 0,045-0,06 | 0,04- 0,08 | - | |
| 35Л | 0,32-0,40 | 0,45-0,90 | 0,20-0,52 | - | - | - | - | - | - | 0,045- 0,06 | 0,04-0,08 | - | ||
| 45Л | 0,42-0,50 | 0,45-0,90 | 0,20-0,52 | - | - | - | - | - | - | 0,045-0,06 | 0,04-0,08 | - | ||
| 20ХМЛ | 0,15-0,25 | 0,40-0,60 | 0,20-0,42 | 0,4-0,7 | - | 0,40-0,60 | - | - | - | 0,040 | 0,040 | - | ||
| 30Х5МЛ | 0,15-0,25 | 0,40-0,60 | 0,35-0,70 | 4,0-6,5 | - | 0,40-0,65 | - | - | - | 0,040 | 0,040 | - | ||
| 20Х5ТЛ | ТУ 26-02-19 | 0,15-0,25 | 0,30-0,60 | 0,20-0,60 | 4,5-6,0 | 0,50 | - | 0,30 | 0,10 | - | 0,035 | 0,040 | - | |
| 20Х5ВЛ | 0,15-0,25 | 0,30-0,60 | 0,30-0,60 | 4,5-6,0 | - | - | - | 0,10 | - | 0,035 | 0,040 | Вольфрам 1,25-1,75 | ||
| 20Х8ВЛ | ГОСТ 977 | 0,15-0,25 | 0,30-0,50 | 0,30-0,60 | 7,5-9,0 | - | - | - | - | - | 0,035 | 0,040 | Вольфрам 1,25-1,76 | |
| 20ХНЗЛ | ТУ 26-02-19 | - | 0,30-0,60 | 0,20-0,50 | 0,6-0,9 | 2,75-3,75 | - | - | - | - | 0,035 | 0,040 | - | |
| 12Х18Н9ТЛ | ГОСТ 977 | 0,12 | 1,00-2,00 | 0,20-1,00 | 17,0-20,0 | 8,0-11,0 | - | - | 5С-0,70 | - | 0,03 | 0,035 | - | |
| 10Х18Н9Л | 0,14 | 1,00-2,00 | 0,20-1,00 | 17,0-20,0 | 8,0-11,0 | - | - | - | - | 0,03 | 0,035 | - | ||
| 12Х18Н12МЗТЛ | 0,12 | 1,00-2,00 | 0,20-1,00 | 16,0-19,0 | 11,0-13,0 | 3,00-4,00 | - | 5С-0,70 | - | 0,03 | 0,035 | - | ||
| 10Х21Н6М2Л | ТУ 26-02-19 | 0,12 | 0,80 | 0,80 | 20,0-22,0 | 6,0-6,5 | 1,8-2,5 | 0,30 | - | - | 0,035 | 0,040 | - | |
| 40Х24Н12СЛ | ГОСТ 977 | 0,40 | 0,30-0,80 | 0,50-1,50 | 22,0-26,0 | 11,0-13,0 | - | - | - | - | 0,030 | 0,035 | - | |
| 35Х23Н7СЛ | 0,35 | 0,50-0,85 | 0,50-1,20 | 21,0-25,0 | 6,0-8,0 | - | - | - | - | 0,035 | 0,035 | - | ||
| 20ГМЛ | ОСТ 26-07-402 | 0,12-0,20 | 0,80-1,20 | 0,20-0,40 | 0,50 | 0,50 | 0,25-0,35 | - | - | - | 0,030 | 0,030 | Алюминий 0,08; церий 0,05-0,010; кальций 0,05-0,15 | |
(Измененная редакция, Изм. № 2).
| Марка материала | Обозначение стандарта или технических условий | Содержание элементов, %, не более | |||||||||||
| углерод | марганец | кремний | хром | никель | молибден | медь | титан | ванадий | сера | фосфор | прочие элементы | ||
| Св-08 | ГОСТ 2246 | 0,10 | 0,35-0,60 | 0,03 | 0,15 | 0,30 | - | - | - | - | 0,040 | 0,040 | - |
| Св-08А | 0,10 | 0,35-0,60 | 0,03 | 0,12 | 0,25 | - | - | - | - | 0,030 | 0,030 | - | |
| Св-08ГА | 0,10 | 0,80-1,10 | 0,03 | 0,10 | 0,25 | - | - | - | - | 0,025 | 0,030 | - | |
| Св-10ГА | 0,12 | 1,10-1,40 | 0,03 | 0,20 | 0,30 | - | - | - | - | 0,025 | 0,030 | - | |
| Св-10Г2 | 0,12 | 1,50-1,90 | 0,03 | 0,20 | 0,30 | - | - | - | - | 0,030 | 0,030 | - | |
| Св-08ГС | 0,10 | 1,40-1,70 | 0,60-0,85 | 0,20 | 0,25 | - | - | - | - | 0,025 | 0,030 | - | |
| Св-08Г2С | 0,05-0,11 | 1,80-2,10 | 0,70-0,95 | 0,20 | 0,25 | - | - | - |
| 0,025 | 0,030 | - | |
| Св-08ГСМТ | 0,06-0,11 | 1,00-1,30 | 0,40-0,70 | 0,30 | 0,30 | 0,20-0,40 | - | 0,05-0,12 | - | 0,025 | 0,030 | - | |
| Св-10НЮ | ТУ 14-1-2219 | 0,10 | 0,40-0,70 | 0,30 | 0,25 | 1,50-1,90 | - | 0,025 | 0,10 | - | 0,030 | 0,030 | Алюминий 0,10-0,25 |
| Св-10НМА | ГОСТ 2246 | 0,07-0,12 | 0,40-0,70 | 0,12-0,35 | 0,20 | 1,00-1,50 | 0,40-0,55 | - | - |
| 0,025 | 0,020 | - |
| Св-08МХ | 0,06-0,10 | 0,35-0,60 | 0,12-0,30 | 0,45-0,65 | 0,30 | 0,40-0,60 | - | - |
| 0,025 | 0,030 | - | |
| Св-08ХМ | 0,06-0,10 | 0,35-0,60 | 0,12-0,30 | 0,90-1,20 | 0,30 | 0,50-0,70 | - | - | - | 0,025 | 0,030 | - | |
| Св-10ХГ2СМА | 0,07-0,12 | 1,70-2,10 | 0,60-0,90 | 0,80-1,10 | 0,30 | 0,40-0,60 | - | - | - | 0,025 | 0,025 | - | |
| Св-04Х2МА | 0,06 | 0,40-0,70 | 0,12-0,35 | 1,80-2,20 | 0,25 | 0,50-0,70 | - | - | - | 0,020 | 0,025 | - | |
| Св-10Х2М | ТУ 14-1-2219 | 0-08-0,13 | 0,40-0,70 | 0,12-0,37 | 1,80-2,20 | 0,25 | 0,40-0,60 | - | - | - | 0,020 | 0,025 | - |
| Св-10ХМФТУ | ТУ 14-1-4355 | 0,05-0,13 | 0,50-1,00 | 0,15-0,50 | 1,30-1,80 | - | 0,35-0,60 | - | - | - | 0,035 | 0,040 | - |
| Св-10ХЗГМ | ТУ 14-1-4181 | 0,08-0,13 | 0,60-1,10 | 0,17-0,37 | 2,20-2,80 | 0,30 | 0,40-0,60 | - | - | - | 0,030 | 0,030 | - |
| Св-08Г2СНТЮР | ТУ 14-1-3648 | 0,06-0,11 | 1,70-2,20 | 0,35-0,60 | 0,30 | 1,00-1,40 | - | 0,025 | 0,15-0,40 | - | 0,030 | 0,030 | Алюминий 0,2-0,6; Бор 0,005 |
| Св 08Х3Г2СМ | ГОСТ 2246 | 0,10 | 2,00-2,50 | 0,45-0,75 | 2,00-3,00 | 0,30 | 0,30-0,50 | - | - | - | 0,030 | 0,030 | - |
| Св-06Х3Г2СМФТЮЧ | ТУ 14-1-2338 | 0,09 | 1,80-2,20 | 0,60-0,85 | 2,00-4,50 | - | 0,90-1,20 | 0,025 | 0,05-0,12 | 0,10-0,30 | 0,030 | 0,030 | РМЗ 0,01-0,06; алюминий 0,20-0,40 |
| Св 10Х5М | ГОСТ 2246 | 0,12 | 0,40-0,70 | 0,12-0,35 | 4,00-5,50 | 0,30 | 0,40-0,60 | - | - | - | 0,025 | 0,030 | - |
| Св-06Х8Г2СМФТЮЧ | ТУ 14-1-2338 | 0,09 | 1,80-2,20 | 0,60-0,85 | 7,50-9,00 | 0,30 | 0,70-0,90 | 0,25 | 0,10-0,40 | 0,10-0,30 | 0,030 | 0,030 | РЗМ 0,02-0,06; алюминий 0,20-0,40 |
| Св-10ХЗГМФТА | ТУ 14-1-4914 | 0,07-0,12 | 0,60-0,90 | 0,20-0,35 | 2,10-2,50 | 0,20 | 0,60-0,80 | 0,06 | 0,05-0,15 | 0,15-0,25 | 0,006 | 0,006 | Алюминий 0,06; кобальт 0,02; азот 0,012 |
| Св-10ХЗМ1А | ТУ 14-1-4914 | 0,07-0,12 | 0,60-0,90 | 0,20-0,35 | 2,10-2,50 | 0,20 | 0,90-1,10 | 0,06 | 0,05-0,15 | 0,03 | 0,006 | 0,003 | Алюминий 0,05; кобальт 0,02; азот 0,012 |
| Св-07Х19Н10Б | ГОСТ 2246 | 0,05-0,09 | 1,50-2,00 | 0,70 | 18,5-0,5 | 9,0-10,5 | - | - | - | - | 0,018 | 0,025 | Ниобий 1,20-1,50 |
| Св-01Х18Н10 | ТУ 14-1-2795 | 0,02 | 1,00-2,00 | 0,40 | 17,0-19,0 | 9,5-11,0 | - | - | - | - | 0,020 | 0,020 | Азот 0,07 |
| Св-01Х19Н9 | ГОСТ 2246 | 0,03 | 1,00-2,00 | 0,50-1,00 | 18,0-20,0 | 8,0-10,0 | - | - | - |
| 0,015 | 0,025 | - |
| Св-04Х19Н9 | 0,06 | 1,00-2,00 | 0,50-1,00 | 18,0-20,0 | 8,0-10,0 | - | - | - | - | 0,018 | 0,025 | - | |
| Св-06Х19Н9Т | 0,08 | 1,00-2,00 | 0,40-1,00 | 18,0-20,0 | 8,0-10,0 | - | - | 0,50-1,00 | - | 0,015 | 0,030 | - | |
| Св-07Х18Н9ТЮ | 0,09 | 2,00 | 0,80 | 17,0-19,0 | 8,0-10,0 | - | - | 1,00-1,40 | - | 0,015 | 0,030 | Алюминий 0,60-0,95 | |
| Св-06Х19Н10МЗТ | 0,08 | 1,00-2,00 | 0,30-0,80 | 18,0-20,0 | 9,0-11,0 | 2,00-3,00 | - | 0,50-0,80 | - | 0,018 | 0,025 | - | |
| Св-08Х19Н10МЗБ | 0,10 | 1,00-2,00 | 0,60 | 18,0-20,0 | 9,0-11,0 | 2,00-3,00 | - | - | - | 0,018 | 0,025 | Ниобий 0,90-1,3 | |
| Св-04Х19Н11МЗ | 0,06 | 1,00-2,00 | 0,60 | 18,0-20,0 | 10,0-12,0 | 2,00-3,00 | - | - | - | 0,018 | 0,025 | - | |
| Св-03Х19Н15Г6М2АВ2 | ТУ 14-1-1595 | 0,03 | 6,00-7,50 | 0,20 | 18,0-20,0 | 15,0-16,5 | 2,50-3,20 | - | - | - | 0,010 | 0,010 | Вольфрам 1,80-2,30; азот 0,15-0,22 |
| Св-05Х20Н9ФБС | ГОСТ 2246 | 0,07 | 1,00-2,00 | 0,60-1,50 | 19,0-21,0 | 8,0-10,0 | - | - | - | 0,90-1,30 | 0,020 | 0,030 | Ниобий 1,0-1,4 |
| Св-08Х20Н9С2БТЮ | ТУ 14-1-1140 | 0,10 | 1,00-2,00 | 2,00-2,50 | 19,0-21,0 | 8,0-10,0 | - | - | 0,60-1,00 | - | 0,00 | 0,035 | Алюминий 0,3-0,7; ниобий 0,6-1,0 |
| Св-06Х20Н11МЗТБ | ГОСТ 2246 | 0,08 | 0,80 | 0,50-1,00 | 19,0-21,0 | 10,0-12,0 | 2,50-3,00 | - | 0,60-1,00 | - | 0,018 | 0,030 | Ниобий 0,6-0,9 |
| Св-06Х21Н7БТ | ТУ 14-1-1389 | 0,08 | 1,00-2,00 | 0,80 | 20,0-22,0 | 6,8-7,8 | - | - | 0,30-0,60 | - | 0,025 | 0,035 | Ниобий 0,6-1,0 |
| Св-06Х25Н12ТЮ | ГОСТ 2246 | 0,08 | 0,80 | 0,60-1,00 | 2-4,0-26,5 | 11,5-13,5 | - | - | 0,60-1,00 | - | 0,020 | 0,030 | Алюминий 0,4-0,8 |
| Св-07Х25Н13 | 0,09 | 1,00-2,00 | 0,50-1,00 | 23,0-25,0 | 12,0-14,0 | - | - | - | - | 0,018 | 0,025 |
| |
| Св-08Х25Н13БТЮ | 0,10 | 0,55 | 0,60-1,00 | 24,0-26,0 | 12,0-14,0 | - | - | 0,50-0,90 | - | 0,020 | 0,030 | Ниобий 0,7-1,1; алюминий 0,4-0,9 | |
| Св-15Х18Н12СЧТЮ | ТУ 14-1-2795 | 0,12-0,17 | 0,50-1,00 | 3,80-4,50 | 17,0-19,0 | 11,0-13,0 | - | - | 0,40-0,70 | - | 0,030 | 0,035 | Алюминий 0,13-0,35 |
| Св-02Х8Н22С6 | ТУ 14-1-3233 | 0,020 | 0,60 | 5,40-6,70 | 7,5-10,0 | 21,0-23,0 | - | - | - | - | 0,020 | 0,030 | - |
| Св-01Х21Н10С6Ц | ТУ 14-1-3652 | 0,025 | 0,40 | 5,00-6,00 | 20,0-23,0 | 9,0-11,0 | - | - | - | - | 0,020 | 0,020 | Цирконий 0,15-0,40 |
| Св-02Х21Н21М4БГ2 | ТУ 14-1-3262 | 0,03 | 1,80-2,50 | 0,40 | 20,0-22,0 | 20,0-22,0 | 3,40-3,70 | - | - | - | 0,020 | 0,030 | Ниобий 0,3-0,5 |
| Св-08Х20Н9Г7Т | ГОСТ 2246 | 0,10 | 5,00-8,00 | 0,50-1,00 | 18,5-22,0 | 8,0-10,0 | - | - | - | - | 0,018 | 0,035 | - |
| Св-10Х16Н25АМ6 | ГОСТ 2246 | 0,08-0,12 | 1,00-2,00 | 0,60 | 15,0-17,0 | 24,0-27,0 | 5,50-7,00 | - | - | - | 0,018 | 0,025 | Азот 0,1-0,2 |
| Св-07Х26Н12П2Т | 0,09 | 1,50-2,50 | 0,30-1,00 | 24,0-26,5 | 11,0-13,0 | - | - | 0,60-1,00 | - | 0,020 | 0,035 | - | |
| Св-01Х17Н14М2 | ТУ 14-1-2795 | 0,02 | 0,80 | 0,40 | 17,0-19,0 | 13,5-16,0 | 2,00-3,00 | - | - | - | 0,020 | 0,020 | Азот 0,07 |
| Св-01Х19Н18Г10АМЧ | ТУ 14-1-1892 | 0,03 | 8,5-10,5 | 0,60 | 18,0-20,0 | 17,0-19,0 | 3,20-4,20 | - | - | - | 0,020 | 0,025 | Азот 0,15-0,26 |
| Св-01Х23Н28М3Д3Т | ГОСТ 2246 | 0,03 | 0,55 | 0,55 | 22,0-25,0 | 26,0-29,0 | 2,50-3,00 | 2,50-3,50 | 0,50-0,90 | - | 0,018 | 0,030 | - |
| Св-05Х1ВН9Г6АМ | ТУ 14-1-1595 | 0,05 | 5,50-7,00 | 0,40 | 14,5-15,5 | 9,0-10,0 | 1,40-1,80 | - | - | - | 0,020 | 0,020 | Азот 0,12-0,22 |
| Св-03Х23Н28М3ДЗТ | ТУ 14-1-2571 | 0,025 | 1,50-2,50 | 0,25 | 22,0-25,0 | 24,5-27,0 | 2,50-3,00 | 2,50-3,50 | 0,10 | - | 0,018 | 0,020 | Ниобий 0,6-0,9 |
| НЖМцТА 28-1, 5-1, 1-0,5 | ТУ 48-21-284 | 0,05 | 1,20-1,80 | 0,30 |
| 68,0-73,0 |
| Остальное | 0,80-1,40 |
| 0,005 | 0,05 | Церий 0,05; алюминий 0,3-0,8; железо 0,1; магний 0,1 |
Однотипными сварнымисоединениями является группа сварных соединений, имеющих следующие общиепризнаки:
а) способ сварки;
б) марка (сочетание марок)основного металла. В одну группу допускается объединять сварные соединениядеталей из сталей различных марок, для сварки которых согласно технологиипредусмотрено применение сварочных материалов одних и тех же марок (сочетаниймарок);
в) марка (сочетание марок)сварочных материалов. В одну группу допускается объединятьсварные соединения, выполненные с применением различных сварочных материалов,марки (сочетание марок) которых согласно технологии могут использоваться длясварки деталей из одной и той же стали; электроды должны иметь одинаковый видпокрытия по ГОСТ9466 (основной, рутиловый, целлюлозный, кислый);
г) номинальная толщинасвариваемых деталей в зоне сварки. В одну группу допускается объединятьсоединения с номинальной толщиной деталей в зоне сварки в пределах одного изследующих диапазонов:
до 3 мм включительно;
свыше 3 до 10 ммвключительно;
свыше 10 до 50 ммвключительно;
свыше 50 мм.
Для угловых, тавровых и нахлесточных соединений указанные диапазоны относятся кпривариваемым деталям; толщину основных деталей разрешается не учитывать;
д) радиус кривизны деталей взоне сварки. В одну группу допускается объединять сварные соединения деталей срадиусом кривизны в зоне сварки (для труб - с половиной наружного номинальногодиаметра) в пределах одного из следующих диапазонов:
до 12,5 ммвключительно;
свыше 12,5 до 50 ммвключительно;
свыше 50 до 250 ммвключительно;
свыше 250 мм (включая плоскиедетали).
Для угловых, тавровых и нахлесточных сварных соединений указанные диапазоныотносятся к привариваемым деталям; радиусы кривизны основных деталейразрешается не учитывать;
е) вид сварного соединения (стыковое, угловое, тавровое, нахлесточное).В одну группу могут быть объединены угловые, тавровые и нахлесточныесоединения, кроме угловых сварных соединений приварки штуцеров (труб) кэлементам сосудов;
ж) форма подготовки кромок. Водну группу допускается объединять сварные соединения с одной из следующих формподготовки кромок:
с односторонней разделкойкромок и углом их скоса более 8°;
с односторонней разделкой кромоки углом их скоса до 8° включительно (узкая разделка);
с двусторонней разделкойкромок;
без разделки кромок;
з) способ сварки корневогослоя: на остающейся подкладке (подкладном кольце), на расплавляемой подкладке,без подкладки (свободное формирование обратного валика), с подваркойкорня шва;
и) термический режим сварки:с предварительным и сопутствующим подогревом, без подогрева, с послойнымохлаждением;
к) режим термическойобработки сварного соединения.
| Класс стали | Марка стали |
| Углеродистый | Ст3, 10, 20, 15К, 16К, 18К, 20К, 20ЮЧ |
| Низколегированный марганцовистый, марганцевокремнистый | 16ГС, 17ГС, 17Г1С, 09Г2С, 10Г2СФ, 10Г2С1, 10Г2, 10Г2С1Д, 09Г2, 09Г2СЮЧ, 16ГМЮЧ, 09Г2СФБ |
| Низколегированный хромомолибденовый, хромомолибденованадиваый | 12МХ, 12ХМ, 12Х1МФ, 15Х1М, 10Х2ГНМ, 1Х2М1, 20Х2МА, 15Х2МФА |
| Мартенситный | 15Х5, 15Х5М, 15Х5ВФ, 12Х8ВФ, 20Х13, Х9М, 12Х13 |
| Ферритный | 08Х13, 08Х17Т, 15Х25Т |
| Аустенитный | 10Х14Г14Н4Т, 08Х18Н10Т, 08Х18Н12Б, 10Х17Н13М2Т, 08Х17Н15М3Т, 03Х17Н14М3, 12Х18Н12Т, 02Х18Н11, 02Х8Н22С6, 03Х19АГ3Н10Т, 07ХГ3АГ20, 12Х18Н10Т, 12Х18Н9Т, 03Х21М4ГБ |
| Сплавы на железоникелевой и никелевой основе | 06Х28МДТ, 03Х28МДТ, ХН32Т |
| Аустенитно-ферритный | 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т, 15Х18Н12С4ТЮ |
(Измененная редакция, Изм. № 2).
ПАСПОРТ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Наименование рабочего пространства. | Корпус | Рубашка | Трубное пространство | |
| Рабочее или условное давление, МПа (кгс/см2) |
|
|
| |
| Расчетное давление, МПа (кгс/см2) |
|
|
| |
| Пробное давление, МПа (кгс/см2) | гидравлическое |
|
|
|
| пневматическое |
|
|
| |
| Испытательная среда |
|
|
| |
| Температура испытательной среды, °С |
|
|
| |
| Внутренний диаметр, мм |
|
|
| |
| Длина (высота), мм |
|
|
| |
| Наименование рабочей среды |
|
|
| |
| Внутренний объем, м3 |
|
|
| |
| Масса пустого сосуда, кг |
|
|
| |
| Перемешивающее устройство | число оборотов |
|
|
|
| мощность двигателя |
|
|
| |
3. МАТЕРИАЛ ОСНОВНЫХ ДЕТАЛЕЙ
| Наименование детали (обечайка, днище, патрубки, фланцы, крепеж и др.) | Материал, ГОСТ, ТУ |
|
|
|
4. КОМПЛЕКТУЮЩИЕ ИЗДЕЛИЯ (ОСНОВНЫЕ)
| Наименование и характеристика | ГОСТ, ТУ | Предприятие-изготовитель |
|
|
|
|
5. СВЕДЕНИЯ ПО ИСПЫТАНИЯМ НА ПРЕДПРИЯТИИ-ИЗГОТОВИТЕЛЕ
6. ОТКЛОНЕНИЯ ОТ ЧЕРТЕЖА ПРИ ИЗГОТОВЛЕНИИ
7. ПЕРЕЧЕНЬ ПРИЛАГАЕМОЙ ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ
| Наименование документа | Обозначение | Заводской номер | Количество экз. |
|
|
|
|
|
8. УДОСТОВЕРЕНИЕ О КАЧЕСТВЕ
М. П. Главный инженер предприятия
Начальник ОТК
Приложения:
чертеж общего вида,
расчет на прочность,
инструкция по монтажу и эксплуатации (при необходимости).
(Справочное)
В настоящем стандартеиспользованы ссылки на следующие стандарты, правила, нормы, руководящиедокументы, технические условия:
ГОСТ 2.601 ЕСКД. Эксплуатационныедокументы
ГОСТ 2.901 ЕСКД. Требованияк документам, отправляемым за границу
ГОСТ9.014 ЕСЗКС. Временная противокоррозионная защита изделий. Общие требования
ГОСТ9.402 ЕСЗКС. Покрытия лакокрасочные. Подготовка металлических поверхностейперед окрашиванием
ГОСТ12.1.005 ССБТ. Общие санитарно-гигиенические требования к воздуху рабочейзоны
ГОСТ12.1.007 ССБТ. Вредные вещества. Классификация и общие требованиябезопасности
ГОСТ 12.4.026 ССБТ.Цвета сигнальные и знаки безопасности
ГОСТ 26.008 Шрифты длянадписей, наносимых методом гравирования. Исполнительные размеры
ГОСТ 26.020 Шрифты длясредств измерений и автоматизации. Начертания и основные размеры
ГОСТ356 Арматура и детали трубопроводов. Давления условные, пробные и рабочие.Ряды
ГОСТ 380 Стальуглеродистая обыкновенного качества. Марки
ГОСТ 427Линейки измерительные металлические. Технические условия
ГОСТ 481 Паронит и прокладки из него. Технические условия
ГОСТ 492 Никель, сплавыникелевые и медноникелевые, обрабатываемые давлением.Марки
ГОСТ 494 Трубы латунные.Технические условия
ГОСТ535 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие техническиеусловия
ГОСТ550 Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимическойпромышленности. Технические условия
ГОСТ 931 Листы иполосы латунные. Технические условия
ГОСТ 977 Отливкистальные. Общие технические условия
ГОСТ1050 Прокат сортовой, калиброванный со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общиетехнические условия
ГОСТ 1525 Прутки медные.Технические условия
ГОСТ1577 Прокат листовой и широкополосный универсальный изконструкционной качественной стали. Технические условия
ГОСТ 2246 Проволока стальнаясварочная. Технические условия
ГОСТ 2991 Ящики дощатыенеразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 3242 Соединениясварные. Методы контроля качества
ГОСТ 3262Трубы стальные водогазопроводные. Технические условия
ГОСТ4543 Прокат из легированной конструкционной стали.Технические условия
ГОСТ 4784Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 5063 Полосы измедно-никелевых сплавов. Технические условия
ГОСТ5520 Сталь листовая углеродистая низколегированная для котлов и сосудов,работающих под давлением. Технические условия
ГОСТ 5521 Прокат стальнойдля судостроения. Технические условия
ГОСТ 5582 Прокаттонколистовой коррозионно-стойкий, жаростойкий и жаропрочный. Техническиеусловия
ГОСТ5583 Кислород газообразный технический и медицинский. Технические условия
ГОСТ5632 Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5949 Сталь сортовая икалиброванная коррозионностойкая, жаростойкая ижаропрочная. Технические требования
ГОСТ 5959 Ящики из листовыхдревесных материалов неразборные для грузов массой до 200 кг. Общие техническиеусловия
ГОСТ 6032Стали и сплавы коррозионностойкие. Методыиспытаний на стойкость против межкристаллитной коррозии
ГОСТ 6102 Ткани асбестовые.Технические условия
ГОСТ6533 Днища эллиптические отбортованные стальные для сосудов и аппаратов.Основные размеры
ГОСТ 6996Сварные соединения. Методы определения механических свойств
ГОСТ7062 Поковки из углеродистой и легированной стали,изготовляемые ковкой на прессах. Припуски и допуски
ГОСТ 7350 Стальтолстолистовая коррозионностойкая, жаростойкая ижаропрочная. Технические условия
ГОСТ 7505 Поковки стальныештампованные. Допуски, припуски и кузнечные напуски
ГОСТ7512 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ7829 Поковки из углеродистой и легированной стали,изготовляемые ковкой на молотах. Припуски и, допуски
ГОСТ 8050 Двуокись углеродагазообразная и жидкая. Технические условия
ГОСТ8479 Поковки из конструкционной углеродистой илегированной стали. Общие технические условия
ГОСТ8724 Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги
ГОСТ8731 Трубы стальные бесшовные горячедеформированные. Технические условия
ГОСТ8733 Трубы стальные бесшовные холоднодеформированные. Технические условия
ГОСТ 9012Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013 Металлы. Методизмерения твердости по Роквеллу
ГОСТ9045 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественнойстали для холодной штамповки. Технические условия
ГОСТ 9087 Флюсысварочные плавленные. Технические условия
ГОСТ9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ9466 Электроды покрытые металлические для ручнойдуговой сварки сталей и наплавки. Классификация и общие технические требования
ГОСТ9467 Электроды покрытые металлические для ручнойдуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 9617 Сосуды и аппараты. Рядыдиаметров
ГОСТ 9634 Колпачкикапсульные стальные колонных аппаратов. Конструкция и размеры. Техническиетребования
ГОСТ9940. Трубы бесшовные горячедеформированные из коррозионностойкойстали. Технические условия
ГОСТ9941. Трубы бесшовные холодно- и теплодеформированные из коррозионностойкойстали. Технические условия
ГОСТ 10006Трубы металлические. Метод испытания на растяжение
ГОСТ 10052 Электроды покрытые металлические для ручной дуговой сваркивысоколегированных сталей с особыми свойствами. Типы
ГОСТ 10092 Трубымельхиоровые для теплообменных аппаратов. Технические условия
ГОСТ 10157 Аргонгазообразный и жидкий. Технические условия
ГОСТ10198 Ящики деревянные для грузов массой св. 200 до 20000 кг. Общиетехнические условия
ГОСТ10706 Трубы стальные электросварные прямошовные.Технические требования
ГОСТ10885 Сталь листовая горячекатаная двухслойная коррозионностойкая.Технические условия
ГОСТ 11036 Сталь сортоваяэлектротехническая нелегированная. Технические условия
ГОСТ12619 Днища конические отбортованные с углами при вершине 60 и 90°. Основныеразмеры
ГОСТ12620 Днища конические неотбортованные с угламипри вершине 60, 90 и 120°. Основные размеры
ГОСТ12621 Днища конические неотбортованные, с угломпри вершине 140°. Основные размеры
ГОСТ 12622 Днища плоскиеотбортованные. Основные размеры
ГОСТ 12623 Днищаплоские неотбортованные. Основные размеры
ГОСТ12815 Фланцы арматуры, соединительных частей и трубопроводов на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2).Типы. Присоединительные размеры и размеры уплотнительных поверхностей.
ГОСТ12816 Фланцы арматуры, соединительных частей и трубопроводов на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2).Общие технические требования
ГОСТ12817 Фланцы литые из серого чугуна на Ру от 0,1до 1,6 МПа (от 1 до 16 кгс/см2).Конструкция и размеры
ГОСТ12818 Фланцы литые из ковкого чугуна на Ру от 1,6 до 4,0. МПа (от 16 до 40 кгс/см2).Конструкция и размеры
ГОСТ12819 Фланцы литые стальные на Ру от 1,6 до 20,0МПа (от 16 до 200 кгс/см2). Конструкция иразмеры
ГОСТ12820 Фланцы стальные плоские приварные на Ру от0,1 до 2,5 МПа (от 1 до 25 кгс/см2).Конструкция и размеры
ГОСТ12821 Фланцы стальные приварные встык на Ру от0,1 до 20,0 МПа (от 1 до 200 кгс/см2). Конструкцияи размеры
ГОСТ12822 Фланцы стальные свободные на приварном кольце на Руот 0,1 до 2,5 МПа (от 1 до 25 кгс/см2).Конструкция и размеры
ГОСТ 12971Таблички прямоугольные для машин и приборов. Размеры
ГОСТ 14192 Маркировка грузов
ГОСТ14637 Прокат толстолистовой из углеродистойстали обыкновенного качества. Технические условия
ГОСТ14782 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ15150 Машины, приборы и другие технические изделия. Исполнения дляразличных климатических районов. Категории, условия эксплуатации, хранения итранспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15527 Сплавымедно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 17217 Трубы измедно-никелевого сплава марки МНЖ-5-1. Технические условия
ГОСТ 17232Плиты из алюминия и алюминиевых сплавов. Технические требования
ГОСТ17314 Устройства для крепления тепловой изоляции стальных сосудов иаппаратов. Конструкция и размеры. Технические требования
ГОСТ17375 Детали трубопроводов стальные бесшовные приварные на Ру£10 МПа (£100 кгс/см2).Отводы крутоизогнутые. Конструкция и размеры
ГОСТ17380 Детали трубопроводов стальные бесшовные приварные на Ру£10 МПа (£100 кгс/см2).Технические условия
ГОСТ 17711 Сплавымедно-цинковые (латуни) литейные. Марки
ГОСТ 18475 Трубыхолоднодеформированные из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 18482 Трубыпрессованные из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 18661 Сталь. Измерениетвердости методом ударного отпечатка
ГОСТ19281 Прокат из стали повышенной прочности. Общие технические, условия
ГОСТ 19903 Прокат листовойгорячекатаный. Сортамент
ГОСТ 20072 Стальтеплоустойчивая. Технические условия
ГОСТ20700 Болты, шпильки, гайки и шайбы для фланцевых и анкерных соединений,пробки и хомуты с температурой среды от 0 до 650 °С. Технические условия
ГОСТ 21488 Прутки прессованные из алюминия и алюминиевых сплавов.Технические условия
ГОСТ 21631Листы из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 21646 Трубы латунныедля теплообменных аппаратов. Технические условия
ГОСТ21650 Средства скрепления тарно-штучных грузов в транспортных пакетах
ГОСТ 22727 Прокат листовой.Методы ультразвукового контроля
ГОСТ23055 Контроль неразрушающий. Сварка металлов плавлением. Классификациясварных соединений по результатам радиографического контроля
ГОСТ 24379.0 Болтыфундаментные. Общие технические условия
ГОСТ24634 Ящики деревянные для продукции, поставляемой для экспорта. Общиетехнические условия
ГОСТ 24643 Основные нормывзаимозаменяемости. Допуски формы и расположения поверхностей. Числовыезначения
ГОСТ 25054 Поковки из коррозионностойких сталей и сплавов. Общие техническиеусловия
ГОСТ25347 Основные нормы взаимозаменяемости. ЕСДП. Поля допусков ирекомендуемые посадки
ГОСТ 26159 Сосуды и аппаратычугунные. Нормы и методы расчета на прочность. Общие требования
ГОСТ 26179 Основные нормывзаимозаменяемости. Допуски размеров свыше 10000 до 40000 мм
ГОСТ 26296 Лапы опорныеподвесных вертикальных сосудов и аппаратов. Основные размеры
ГОСТ 26364 Ферритометры для сталей аустенитногокласса. Общие технические условия
ГОСТ 26645 Отливки изметаллов и сплавов. Допуски размеров, массы и припуски на механическуюобработку
ГОСТ 26828 Изделиямашиностроения и приборостроения. Маркировка
ГОСТ 27601 Аппаратытеплообменные кожухотрубчатые. Общие техническиетребования
ГОСТ28759.2 Фланцы сосудов и аппаратов стальные плоские приварные. Конструкцияи размеры
ГОСТ28759.3 Фланцы сосудов и аппаратов стальные приварные встык. Конструкция иразмеры
ГОСТ28759.4 Фланцы сосудов и аппаратов стальные приварные встык под прокладкувосьмиугольного сечения. Конструкция и размеры
ГОСТ 28759.5Фланцы сосудов и аппаратов. Технические требования
ГОСТР 50460 Знак соответствия при обязательнойсертификации. Форма, размеры и технические требования
ОСТ 26-3 Сварка в химическоммашиностроении. Основные положения
ОСТ 26-5 Контрольнеразрушающий. Цветной метод контроля сварных соединений, направленного иосновного металла
ОСТ26-2043 Болты, шпильки, гайки и шайбы для фланцевых соединений. Техническиетребования
ОСТ 26-2044 Швы стыковых иугловых сварных соединений сосудов и аппаратов, работающих под давлением.Методы ультразвукового контроля
ОСТ26-2079 Швы сварных соединений сосудов и аппаратов, работающих поддавлением. Выбор методов неразрушающего контроля
ОСТ 26-2091 Опорыгоризонтальных сосудов и аппаратов. Конструкция
ОСТ 26-01-84 Швы сварныхсоединений стальных сосудов и аппаратов, работающих под давлением. Методикамагнитопорошкового метода контроля
ОСТ 26-01-135 Поковкидеталей сосудов, аппаратов и деталей трубопроводов высокого давления. Общиетехнические требования, правила приемки, методы испытаний
ОСТ 26-02-1015 Крепление труб втрубных решетках
ОСТ 26-07-402 Отливкистальные для трубопроводной арматуры и приводных устройств к ней. Общиетехнические условия
ОСТ 26-11-03 Швы сварныхсоединений сосудов и аппаратов, работающих под давлением. Радиографическийметод контроля
ОСТ 26-11-09 Поковки иштамповки сосудов и аппаратов, работающих под давлением. Методика ультразвуковогоконтроля
ОСТ 26-11-10 Швы сварныхсоединений сосудов и аппаратов, работающих под давлением. Рентгенотелевизионныйметод контроля
ОСТ 26-11-14 Сосуды иаппараты, работающие под давлением. Газовые и жидкостные методы контролягерметичности
ОСТ 36-18 Приспособления длявыверки аппаратов колонного и башенного типов. Конструкция, размеры итехнические требования
ОСТ108.030.113 Поковки из углеродистой, легированной и высоколегированной сталейдля котлов, сосудов и стационарных трубопроводов. Общие технические условия
СНиП2.01.01 Строительная климатология и геофизика
Правила устройства ибезопасной эксплуатации сосудов, работающих под давлением, утвержденныеГосгортехнадзором России
МВЭС СССР. Объединениеинформационного обеспечения и автоматизированной обработки данных. Положение опорядке составления, оформления и рассылки технической и товаросопроводительнойдокументации на товары, поставляемые для экспорта
АТК24.200.03 Опоры-стойки вертикальных аппаратов. Типы, конструкция и размеры
АТК24.200.04 Опоры цилиндрические и конические вертикальных аппаратов. Типы иосновные размеры
РД 24.200.04 Швы сварныхсоединений. Металлографический метод контроля основного металла и сварныхсоединений нефтехимической аппаратуры
РТМ 26-44 Термическая обработканефтехимической аппаратуры и ее элементов
РТМ 26-298 Сосуды и аппаратыстальные сварные. Соединения из разнородных сталей
РТМ 26-378 Сварка в защитныхгазах нефтехимической аппаратуры из разнородных сталей
РД 24.202.03 Покрытиялакокрасочные атмосферостойкие для нефтегазоперерабатывающего оборудования.Технические требования
РТМ 26-02-52 Методыконсервации. Химпром
РТМ 26-02-66 Методыконсервации оборудования, выпускаемого заводами НПО Союзнефтехиммаш
РД 26-11-01 Инструкция по контролюсварных соединений, недоступных для проведения радиографического иультразвукового контроля
РД 26-11-08 Соединениясварные. Механические испытания
ТУ ИЭС 291 Флюс АН-9У
ТУ ИЭС 375 Электроды маркиАНВ-37
ТУ ИЭС 376 Электроды маркиАНВ-38
ТУ ИЭС 519 Флюс АНК-61
ТУ 0251-16 Отливки ЦЭШЛ
ТУ 5.965-11238 Флюсы маркиФП-33 и ФП-33М
ТУ 5.965-11313 Электродытипа Н-3А
ТУ 14-1-49-1414 Проволокасварочная типов Св-10ХЗМ1А и Св-ЮХЗГМФТА
ТУ 14-1-284 Пруткигорячекатаные и кованые из сталимарки Х20Н32Т (ЭП 670)
ТУ 14-1-368 Проволокасварочная марки Св-01Х24Н25АГ7Д
ТУ 14-1-394 Стальтолстолистовая высоколегированная коррозионностойкая2Х13, Х18Н10Т, 08Х18Н10Т, Х17Н13М2Т, ОХ17Н13М2Т, Х17Н13МЗТ
ТУ 14-1-561 Прутки кованые(горячекатаные) из сталимарки 15Х18Н12С4ТЮ
ТУ 14-1-625 Лист толстый изсплава марки ХН32Т (ЭП 670)
Ту 14-1-743 Листыгорячекатаные из стали марки03Х13АГ19
ТУ 14-1-763 Прокаттолстолистовой из стали марки07Х16Н6
ТУ 14-1-915 Прутки из коррозионностойкой стали марки 15Х18Н12С4ТЮ-Ш (ЭИ 654-Ш)
ТУ 14-1-973 Проволокастальная сварочная из коррозионностойких аустенитных марок Св-01Х18Н10 (ЭП 550) и Св-01Х17Н14М2 (ЭП551)
ТУ 14-1-1034 Листовой прокатдвухслойный 20К+НМжМц28-2,5-1,5
ТУ 14-1-1160 Сталь сортовая коррозионностойкая марки 03Х18Н11
ТУ 14-1-1337 Листы из коррозионностойкой стали марки 15Х18Н12С4ТЮ (ЭИ 654)
ТУ 14-1-1431 Кольцагорячекатаные для фланцев из сталимарки 30
ТУ 14-1-1595 Проволокавысоколегированная из сталимарок Св-03Х18Н15Г6М2АВ2, Св-05Х15Н9Г6АМ
ТУ 14-1-1660 Прутки из стали марки 07Х16Н6
ТУ 14-1-2072 Стальтолстолистовая низколегированная марки 09Г2С-Ш электрошлакового переплава длясосудов, работающих под давлением
ТУ 14-1-2219 Проволокастальная сварочная марок Св-10НЮ и Св-10Х2М
ТУ 14-1-2261 Стальгорячекатаная листовая коррозионностойкая маркиОЗХ19АГ3Н10
ТУ 14-1-2304 Прокат листовойстали марки 12ХМ
ТУ 14-1-2338 Проволокасварочная из стали марокСв-06Х8Г2СМФТЮч и Св-06Х3Г2СМФТЮч
ТУ 14-1-2372 Флюс сварочный плавильныймарки АН-45
ТУ 14-1-2375 Прокаттонколистовой из стали марки07Х16Н6
ТУ 14-1-2542 Стальтолстолистовая высоколегированная коррозионностойкаямарок 08Х18Н10Т, 12Х18Н10Т
ТУ 14-1-2571 Проволокасварочная из стали марокСв-01Х23Н28М3Д3Т и Св-03Х23Н28М3Д3Т
ТУ 14-1-2657 Прокат листовойстали марки 15Х5М
ТУ 14-1-2726 Сталь листоваягорячекатаная двухслойная коррозионностойкая толщиной65-120 мм
ТУ 14-1-2795 Проволокастальная сварочная из коррозионностойких аустенитных марок Св-01Х18Н10 (ЭП 550) и Св-01Х17Н14М2 (ЭП551)
ТУ 14-1-3023 Прокат листовойширокополосный универсальный и фасонный из углеродистой и низколегированнойстали с гарантированным уровнем механических свойств, дифференцированным погруппам прочности
ТУ 14-1-3199 Стальтонколистовая коррозионностойкая марок 08Х18Н10,08Х18Н10Т, 12Х18Н9, 12Х18Н10Т
ТУ 14-1-3233 Проволокастальная сварочная марки Св-02Х8Н22 (ЭИ 794)
ТУ 14-1-3262 Проволокасварочная марки Св-02Х21Н21М4Г2Б (ЭИ 69)
ТУ 14-1-3303 Сталь сортовая коррозионностойкая низкоуглеродистая марки 03Х17Н14М3 (ЭИ66)
ТУ 14-1-3332 Прокат листовойстали марки 20ЮЧ
ТУ 14-1-3333 Прокаттолстолистовой стойкий к коррозионному растрескиванию
ТУ 14-1-3342 Стальтолстолистовая коррозионностойкая марки 07Х13АГ20 (ЧС46)
ТУ 14-1-3648 Проволокасварочная из стали маркиСв-08Г2СНТЮР
ТУ 14-1-3669 Прокаттонколистовой из стали марки15Х18Н12С4ТЮ
ТУ 14-1-3812 Прутки из коррозионностойкой стали марок 02Х8Н22С6 (ЭП 794),02Х8Н22С6-ПД (ЭП 794-ПД), 02Х8Н22С6-Ш (ЭП 794-Ш), 02Х8Н22С6-ИД (ЭП 794-ИД)
ТУ 14-1-3832 Прокат листовойиз низколегированных сталей 09Г2С и 16ГС
ТУ 14-1-3922 Прокаттолстолистовой горячекатаный из сталимарки 20К
ТУ 14-1-3952 Проволокасварочная марки Св-01Х21Н10С6Ц
ТУ 14-1-4083 Сталь листоваямарки 09Г2ФБ и 10Г2ФБ улучшенной свариваемости и хладостойкости
ТУ 14-1-4088 Прокаттолстолистовой из углеродистой стали марки 20К
ТУ 14-1-4175 Сталь листоваядвухслойная коррозионностойкая марок15Г2СФ+12Х18Н10Т, 15Г2СФ+10Х17Н13М3Г2 и 15Г2СФ+08Х17Н15М3Т
ТУ 14-1-4181 Проволокасварочная и катанка из сталимарки Св-10Х3ГМ ускоренно-охлажденной с прокатного нагрева
ТУ 14-1-4212 Сталь листоваядвухслойная коррозионностойкая марок15Г2СФ+12Х18Н10Т, 15Г2СФ+10Х17Н13М3Т и 15Г2СФ+08Х17Н15М3Т
ТУ 14-1-4355 Проволока стальнаясварочная из стали марокСв-08АА-ВИ, Св-08ХМАА-ВИ, Св-08ГТАА-ВИ, Св-10Х2ГМФТАА-ВИ
ТУ 14-1-4372 Проволокастальная сварочная из сталимарки Св-03Х24Н6АМ3
ТУ 14-1-4502 Прокат листовойнизколегированный стали марки 15Г2СФ
ТУ 14-1-4688 Прокат листовойдвухслойный коррозионностойкий с основным слоем из стали марки 15Г2СФ
ТУ 14-1-4780 Прокат листовойкоррозионностойкий в рулонах
ТУ 14-1-4826 Прокат листовойнизколегированный марки 16ГМЮЧ
ТУ 14-1-4853 Прокаттолстолистовой стойкий к коррозионному растрескиванию
ТУ 14-1-4914 Проволокастальная сварочная марок Св-10Х3ГМФТА и Св-10ХЗМ1А
ТУ 14-1-4981 Проволокастальная сварочная марок Св-06Х2ТН7БТ (ЭП 500), Св-08Х25Н20СЗР1 (ЭП 532),Св-08Х15Н23В7Г7М2 (ЭП 88), Св-08Х20Н9С2БТЮ (ЭП 156), Св-01Х19Н18Г10АМЧ (ЭП 690)
ТУ 14-1-5054 Стальгорячекатаная толстолистовая коррозионностойкаявакуумно-обезуглероженная марок 02Х17Н14М3-ВО, 03Х17Н14М3-ВО
ТУ 14-1-5056 Стальтонколистовая коррозионностойкая марки 03Х17Н14М3
ТУ 14-1-5065 Стальтонколистовая низколегированная марок 09Г2СЮЧ, 09ХГ2СЮЧ
ТУ 14-1-5071 Прокаттолстолистовой из коррозионностойкой стали марок02Х17Н14М3-ВИ, 03Х17Н14М3-ВИ
ТУ 14-1-5073 Прокатгорячекатаный толстолистовой коррозионностойкий марок03Х18Н11 и 03Х17Н14М3
ТУ 14-1-5075 Стальтолстолистовая горячекатаная марок 02Х8Н22С6-ПД (ЭП 794-ПД) и 02Х8Н22С6-Ш (ЭП794-Ш)
ТУ 14-1-5076 Стальтонколистовая холоднокатаная марок 02Х8Н22С6-ПД (ЭП 794-ПД) и 02Х8Н22С6-Ш (ЭП794-Ш)
ТУ 14-1-5093 Стальтолстолистовая теплоустойчивая марок 12МХ и 12ХМ
ТУ 14-1-5117 Сталь толстолистоваялегированная марки 10Х2ГНМ для сосудов, работающих под давлением
ТУ 14-1-5142 Стальгорячекатаная толстолистовая коррозионностойкаявакуумно-обезуглероженная марок 02Х18Н11, 03Х18Н11
ТУ 14-3-190 Трубы стальныебесшовные для котельных установок и трубопроводов
ТУ 14-3-303 Трубы бесшовныегорячекатаные из стали 03Х13АГ19 (ЧС 36)
ТУ 14-3-310 Трубы бесшовныехолоднодеформированные из стали 14Х18Н12С4ТЮ (ЭИ 654)
ТУ 14-3-318 Трубы бесшовныегорячепрессованные из сталимарки 0Х23Н28М3Д3Т (ЭИ 943)
ТУ 14-3-375 Кольца дляфланцев стальные горячекатаные
ТУ 14-3-396 Трубы бесшовныегорячекатаные и холоднодеформированные из коррозионностойкойстали марки 03Х17Н14М3 (ЭИ 66)
ТУ 14-3-415 Трубы бесшовные из стали 03Х19АГЗН10
ТУ 14-3-457 Трубы печные икоммуникационные для нефтеперерабатывающей промышленности
ТУ 14-3-460 Трубы стальныебесшовные для паровых котлов и трубопроводов
ТУ 14-3-489 Трубыгорячекатаные и холоднодеформированные из жаропрочного сплава ХН32Т (Х20Н32Т,ЭП 670)
ТУ14-3-624 Трубы электросварные из углеродистой стали 10 и 20 для химического инефтяного машиностроения
ТУ 14-3-694 Трубы бесшовныехолоднодеформированные из сталимарки 03Х21Н21М4ГБ (ЭИ 35) и сплава 03ХН28МДТ (ЭП 516)
Ту 14-3-696 Трубыгорячепрессованные из сплава 03ХН28МДТ (ЭП 516) и стали 03Х21Н21М4ГБ (ЭИ 35)
ТУ 14-3-751 Трубы бесшовныехолоднодеформированные из сплава ЭП 516 и стали марки ЭИ 35
ТУ 14-3-763 Трубы бесшовныехолоднодеформированные из сталимарки 06ХН28МДТ (ЭИ 943)
ТУ 14-3-822 Трубы бесшовныеиз коррозионностойкой стали марки 06ХН28МДТ (ЭИ 943)
ТУ 14-3-949 Трубы бесшовные теплодеформированные из стали марки 15Х25Т
ТУ 14-3-1024 Трубы бесшовныехолодно- и теплодеформированныеиз стали 02Х8Н22С6 (ЭИ 794)
ТУ 14-3-1080 Трубы бесшовныегорячекатаные из стали марки15Х5М для нефтедобывающей промышленности
ТУ 14-3-1128 Трубы стальныебесшовные горячедеформированные для газопроводов газлифтных систем иобустройства газовых месторождений
ТУ 14-3-1201 Трубы бесшовныеиз стали марки 03ХН28МДТ (ЭП516)
ТУ 14-3-1322 Трубы бесшовныеиз стали марки 07Х13АГ20
ТУ 14-3-1323 Трубы бесшовныеиз стали марки 07Х13АГ20
ТУ 14-3-1339 Трубы бесшовныегорячедеформированные из сталимарки 02Х18Н11
ТУ 14-3-1348 Трубы бесшовныетепло- и холоднодеформированные из сталимарки 03Х17Н14М3
ТУ 14-3-1357 Трубы бесшовныегорячедеформированные из сталимарки 03Х17Н14М3
ТУ 14-3-1391 Трубы стальныеэлектросварные холоднодеформированные из коррозионностойкойстали
ТУ 14-3-1401 Трубы бесшовныехолоднодеформированные из сталимарки 02Х18Н11
ТУ 14-3-1464 Трубы стальныеэлектросварные прямошовные экспандированныедиаметром 1420 мм из сталимарки 10Г2ФБ
ТУ 14-3-1596 Трубы бесшовныехолодно- и теплодеформированныеиз коррозионностойкой стали
ТУ 14-3-1600 Трубы бесшовныеиз стали марки 20ЮЧ
ТУ 14-3-1652 Трубыхолоднодеформированные из стали 20ЮЧ
ТУ 14-3-1745 Трубы бесшовныегорячедеформированные из сталимарки 20ЮЧ
ТУ 14-3-1905 Трубы бесшовныегоряче-и холоднодеформированные из коррозионностойкой сталимарок 08Х22Н6Т (ЭП 53), 08Х21Н6М2Т (ЭП 54) и 10Х14Г14Н4Т (ЭП 711)
ТУ 14-4-316 Электроды маркиОЗЛ-26А
ТУ 14-4-579 Электроды маркиОЗЛ-24
ТУ 14-4-715 Электроды маркиОЗЛ-17У
ТУ 14-4-807 Электроды маркиВ-56У
ТУ 14-4-1276 Электроды маркиОЗЛ-37-2
ТУ 14-168-43 Электроды маркиОЗЛ-40 и ОЗЛ-41
ТУ 24-10-003 Листы из стали марок 12ХМ и 12ХМ толщинойот 20 до 130 мм
ТУ 26-02 Отливки стальныедля оборудования нефтеперерабатывающих и нефтехимических заводов
ТУ 26-0303-1532 Поковки из стали марки 20ЮЧ
ТУ 48-21-234 Ленты из кремнистомарганцевой бронзы марки КМЦ 3-1
ТУ 48-21-284 Проволокасварочная для автоматической сварки коррозионностойкогослоя сплава НМЖНц-28-2,5-1,5
ТУ 48-21-897 Листы и плитылатунные
ТУ 108-11-543 Прокаттолстолистовой котельной стали марки 22К
ТУ 108-11-928 Листы из стали марки 10Х2ГНМА-А
ТУ 108-13-39 Поковки излегированной стали марки 10Х2М1А-А
ТУ 108.131 Заготовки из теплоустойчивой, стали
ТУ 108.930 Листы (плиты) из стали марок 12Х18Н10Т и08Х18Н10Т
ТУ 108.948.02 Флюсысварочные типов ФЦ-16 и ФЦ-16А
ТУ 108.1151 Листы из стали марок 12ХЦН10Т, 08Х18Н10Т,12Х18Н10ГТ, 08Х18Н10ГТ
ТУ 108.1424 Флюс сварочный плавленный общего назначения марки АНЦ-1
ТУ 302-02-014 Заготовки из стали марки 15Х2МФА-А
ТУ 302-02-031 Заготовки из стали марок 12ХМ и 15ХМ
ТУ 302-02-121 Заготовки из стали марок 10Х2М1А-А и 10Х2М1А(10Х2М1А-ВД, 10Х2М1А-Ш)
ТУ 302-02-122 Заготовки из стали марок 09Г2С (09Г2С-Ш),09Г2СА
ТУ 302-02-128 Заготовки из стали марки 10Х2М1А-А
(Введено дополнительно, Изм. № 2)
СОДЕРЖАНИЕ