.webp "Новатика")


Предназначены для инженерно-технических работников автотранспортных предприятий
| Обозначение: | Нормы |
| Название рус.: | Нормы расхода материалов и инструментов на ремонт автомобилей УАЗ 451М, -451ДМ, -452, -452Д |
| Статус: | действует |
| Дата актуализации текста: | 05.05.2017 |
| Дата добавления в базу: | 01.09.2013 |
| Дата введения в действие: | 18.09.1978 |
| Утвержден: | 18.09.1978 Министерство автомобильного транспорта РСФСР |
| Опубликован: | Транспорт (1980 г. ) |
| Ссылки для скачивания: |
министерство ЭНЕРГЕТИКИ И электрификации ссср
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ,ПРОЕКТНЫЙ И ВНЕДРЕНЧЕСКИЙ ЦЕНТР
ОРГАНИЗАЦИИ ТРУДА В ЭНЕРГЕТИКЕ ИЭНЕРГЕТИЧЕСКОМ СТРОИТЕЛЬСТВЕ
| СОГЛАСОВАНО | УТВЕРЖДАЮ |
| с ЦК профсоюза рабочих электростанций и электротехнической промышленности (Постановление Президиума от 05.01.1990 г. № 38) | Заместитель Министра энергетики и электрификации СССР __________________В.Л. Смирнов 5 февраля 1990 г. |
ЕДИНЫЕ
НОРМЫ ВРЕМЕНИ И РАСЦЕНКИ НА
ИЗГОТОВЛЕНИЕ ЖЕЛЕЗОБЕТОННЫХ
ИЗДЕЛИЙ И КОНСТРУКЦИЙ
Выпуск II.Арматурные paботы
Единые нормы времени и расценки на изготовление железобетонных изделий иконструкций. Выпуск II.Арматурные работы разработаны научно-исследовательским, проектным ивнедренческим центром "ЦОТэнерго" (ответственный исполнитель -нормативно-исследовательская станция № 43, ответственный за выпуск - отделорганизации и нормирования труда в стройиндустрии) в соответствии с приказомМинэнерго СССР от 15.08.86 № 434 "О состоянии и мерах по улучшениюнормирования труда на стройках и предприятиях стройиндустрии".
Сборник содержит нормы времени на правку и резку арматурной стали, гнутьеарматурных стержней и сеток, изготовление предварительно-напряженной арматуры,изготовление спиралей на навивочных станках, сварочные работы, изготовлениепространственных арматурных каркасов.
С выходом в свет настоящего сборника отменяется действие сборника"Единые нормы времени и расценки на изготовление железобетонных изделий иконструкций. Выпуск II.Арматурные работы", издания 1985 года.
1. В основу разработки норм времени положены следующие данные:
- хронометражные наблюдения;
- технические расчеты;
- технические характеристики оборудования и механизмов;
- результаты анализа организации труда и мероприятия по ее совершенствованию.
2. Нормы времени указаны в числителе и выражены в человеко-часах,расценки (в рублях и копейках) рассчитаны по часовым тарифным ставкамрабочих-сдельщиков, установленным согласно приложению № 8 к приказу МинэнергоСССР от 14.11.86 № 616.
3. Наименование профессий и разряды работ указаны в соответствия сдействующим Единым тарифно-квалификационным справочником работ и профессийрабочих: выпуск 42 (раздел "Производство железобетонных изделий иконструкций") и выпуск 2 (раздел "Сварочные работы"), утвержденныепостановлениями Государственного комитета СССР по труду и социальным вопросам иВЦСПС от 23 июля 1984 г. № 214/14-1 и от 16 января 1985 г. № 17/2-54.
В случае внесения изменений в тарифно-квалификационный справочник,наименования профессий, разряды работ и рабочих, указанные в данном сборнике,должны соответственно изменяться.
4. Выполнение работ рабочими не тех разрядов (квалификации), которыеуказаны в сборнике, не может служить основанием для каких-либо изменений норм ирасценок.
5. Нормами учтено время на подготовительно-заключительные работы,обслуживание рабочего места, технологические перерывы, отдых и личныенадобности. Значения этих величин, в процентах от оперативного времени,приведены в соответствующих разделах.
В случае применения сборника для оплати труда рабочих сквозных бригаднормы времен! к расценки умножать на 0,95.
6. Приведенные в сборнике пределы числовых показателей (длина, диаметр,вес и др.), в которых указано "до", следует понимать включительно.
7. Нормами предусмотрена транспортировка и подноска материалов,инструмента и приспособлений на заготовительных работах (разделы 1-5) нарасстояние до 10 м, а при изготовлении пространственных арматурных каркасов -на расстояние до 30 м.
Перемещение грузов на расстояние, превышающее учтенное в сборнике,следует нормировать по разделу VI"Транспортные работы" сборника "Нормативы времени напроизводство железобетонных изделий и конструкций. Выпуск II. Арматурные работы"издания 1984 г. Этим же сборником следует пользоваться при нормированииарматурных работ, не охваченных настоящим сборником.
Перемещение арматурных стержней, каркасов, сеток, закладных деталей весомдо 60 кг производится вручную, более 60 кг - тельфером или краном.
8. Затраты времени машинистов кранов, занятых на подъемно-транспортныхоперациях, в величину норм не включены и оплачиваются отдельно.
9. Нормы времени, указанные в таблицах настоящего выпуска, установленыдля наиболее распространенных условий выполнения работ. Для других условий ввыпуске приводятся поправочные коэффициенты к нормам и расценкамсоответствующих таблиц.
10. Расчет норм произведен на укрупненные измерители - 1 т арматуры и 1 ткаркасов с учетом применения их для бригад с оплатой за конечный коллективныйрезультат труда.
11. До введения норм времени настоящего сборника необходимо привестиорганизационно-технические условия в цехах и на производственных участках(организация труда, оснастка и др.) в соответствие с запроектированными внормах и осуществить производственный инструктаж рабочих.
12. При внедрении на предприятиях более прогрессивной, чем этопредусмотрено в данном выпуске, организации производства, труда, технологииработы, оборудования, машин, оснастки и т.п., повышающих производительностьтруда рабочих, следует разрабатывать методом технического нормирования ивводить в установленном порядке местные нормы, соответствующие более высокойпроизводительности труда.
1. Нормами настоящего выпуска предусмотрена заготовка арматуры иизготовление пространственных арматурных каркасов для изготовленияжелезобетонных изделий и конструкций на предприятиях по производству сборногожелезобетона, оснащенных подъемно-транспортными механизмами, станками,ножницами, сварочными машинами, приспособлениями и инструментами с выполнениемработ в помещениях или на открытых полигонах.
2. Нормы установлены с учетом:
оснащения рабочих мест необходимые оборудованием, оснасткой, инвентарем иинструментом;
выпуска продукции, отвечающей требованиям действующих технических условийи стандартов;
соблюдения действующих в промышленности строительных материалов"Единых правил техники безопасности и производственной санитарии".
3. Кроме основных работ, нормами настоящего сборника учтены и особойоплате не подлежат:
получение задания, инструмента, инструктаж и ознакомление с чертежами иэскизами;
переходы рабочих в пределах цеха, технологической линии, связанные спеременой рабочих мест;
подготовка инструмента, приспособлений и рабочего места;
уборка инструмента, приспособлений и рабочего места с погрузкой отходов втранспортные средства;
обслуживание механизмов и уход за ними;
мелкий ремонт оборудования и механизмов;
ручное управление тельферами и кран-балками;
маркировка изделий;
сдача работ.
4. В настоящем сборнике предусмотрено использование мостовых кранов. Приперемещении грузов козловыми и башенными кранами Н.вр. и Расц. умножать на 1,2.
5. Характеристика и сортамент арматурной стали, применяемой припроизводстве арматурных работ, приведены ниже.
| Способ обработки при изготовлении | Нормативный документ | Профиль стали | Диаметр стали, мм | |
| 1. Проволочная арматура | ||||
| В-I | Волочение в холодном состоянии | ГОСТ 6727-80 | круглая гладкая | 3-8 |
| В-II | то же | ГОСТ 7348-81 | то же | 3-8 |
| Вр-II | то же | ГОСТ 8460-63 | то же | 3-8 |
| 2. Стержневая арматура | ||||
| A-I | Горячий прокат | ГОСТ 5781-75 ГОСТ 380-71; ГОСТ 2590-71 | круглая гладкая | 6-40 |
| А-II | то же | ГОСТ 380-71 ГОСТ 5781-71 | круглая периодического профиля | 10-32 10-40 40-90 |
| А-III | то же | ГОСТ 5781-82 | то же | 6-40 |
| ГОСТ 5781-75 | то же | 10-32 | ||
| А-IIв | Упрочненная вытяжкой | СНиП I-В.4-62 | то же | 10-40 |
| А-IIIв | то же | то же | то же | 6-40 |
| Aт-IV | Термически упрочненная | ГОСТ 10884-81 | то же | 10-25 |
| Ат-V | то же | то не | то же | 10-25 |
| Ат-VI | то же | ГОСТ 10884-81 | то же | 10-25 |
| Ат-VII | то же | то же | то же | 10-25 |
СОРТАМЕНТ СТЕРЖНЕЙ АРМАТУРЫ
| Номинальный диаметр стержней, мм | Площадь поперечного сечения, см2 | Теоретическая масса 1 м, кг | Номинальный диаметр стержней, мм | Площадь поперечного сечения, см2 | Теоретическая масса 1 м, кг |
| 3 | 0,0707 | 0,0565 | 20 | 3,14 | 2,47 |
| 3,5 | 0,0968 | 0,076 | 22 | 3,80 | 2,98 |
| 4 | 0,1257 | 0,099 | 25 | 4,91 | 3,85 |
| 4,5 | 0,159 | 0,125 | 28 | 6,16 | 4,83 |
| 5 | 0,1963 | 0,154 | 32 | 8,04 | 6,31 |
| 5,5 | 0,2376 | 0,186 | 36 | 10,18 | 7,99 |
| 6 | 0,283 | 0,222 | 40 | 12,57 | 9,87 |
| 7 | 0,385 | 0,302 | 46 | 15,90 | 12,48 |
| 8 | 0,503 | 0,395 | 50 | 19,63 | 15,41 |
| 9 | 0,636 | 0,499 | 55 | 23,76 | 18,65 |
| 10 | 0,785 | 0,617 | 60 | 28,27 | 22,19 |
| 12 | 1,131 | 0,888 | 70 | 38,48 | 30,21 |
| 14 | 1,54 | 1,21 | 80 | 50,27 | 39,46 |
| 16 | 2,01 | 1,58 | 90 | 63,62 | 49,94 |
| 18 | 2.54 | 2 |
|
|
|
Б. Квадратной стали
| Сторона квадрата, мм | Теоретическая масса 1 м, кг. | Площадь сечения стержня, см2 | Сторона квадрата, мм | Теоретическая масса 1 м, кг. | Площадь сечения стержня, см2 |
| 8 | 0,5 | 0,64 | 25 | 4,91 | 6,25 |
| 10 | 0,79 | 1 | 28 | 6,15 | 7,84 |
| 11 | 0,95 | 1,21 | 30 | 7,07 | 9 |
| 12 | 1,13 | 1,44 | 32 | 8,04 | 10,24 |
| 14 | 1,54 | 1,96 | 35 | 9,62 | 12,25 |
| 16 | 2,01 | 2,56 | 38 | 11,84 | 14,44 |
| 18 | 2,54 | 3,24 | 40 | 12,56 | 16 |
| 20 | 3,14 | 4 | 45 | 16,9 | 20,25 |
| 22 | 3,8 | 4,84 | 50 | 19,63 | 25 |
Сортамент листовой, швеллерной, двухтавровой,угловой стали и труб
Вес 1 м2заготовки из листовой стали
| Толщина листа, мм | Площадь листа, м2 | ||||||||||
| 0,5 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
| Вес листа, кг | |||||||||||
| 0,5 | 1,96 | 3,92 | 7,85 | 11,8 | 15,7 | 19,6 | 23,5 | 27,5 | 31,4 | 35,3 | 39,2 |
| 1,0 | 3,92 | 7,85 | 15,7 | 26,5 | 31,4 | 39,2 | 47,1 | 55 | 62,9 | 70,6 | 78,5 |
| 1,5 | 5,83 | 11,75 | 23,5 | 35,3 | 47,1 | 58,9 | 70,6 | 82,4 | 94,2 | 106 | 118 |
| 2 | 7,85 | 15,7 | 31,4 | 47,1 | 62,8 | 78,5 | 94,2 | 109 | 126 | 141 | 157 |
| 2,5 | 9,8 | 19,6 | 39,2 | 58,9 | 78,5 | 98 | 118 | 137 | 157 | 177 | 196 |
| 3 | 11,75 | 23,6 | 47,1 | 70,6 | 94 | 118 | 141 | 165 | 188 | 212 | 235 |
| 4 | 15,7 | 31,4 | 62,8 | 94,2 | 126 | 157 | 188 | 220 | 251 | 283 | 314 |
| 5 | 19,6 | 39,2 | 78,5 | 117,7 | 157 | 196 | 235 | 275 | 314 | 353 | 392 |
| 6 | 23,5 | 47,1 | 94,2 | 141 | 188 | 235 | 282 | 330 | 377 | 424 | 471 |
| 7 | 27,5 | 54,9 | 110 | 165 | 220 | 275 | 330 | 385 | 440 | 494 | 549 |
| 8 | 31,4 | 62,8 | 126 | 188 | 251 | 314 | 377 | 440 | 502 | 565 | 6286 |
| 9 | 35,8 | 70,6 | 141 | 212 | 283 | 353 | 424 | 495 | 565 | 636 | 706 |
| 10 | 39,2 | 78,5 | 157 | 235 | 314 | 392 | 471 | 550 | 628 | 706 | 785 |
| 11 | 43,2 | 86,4 | 173 | 265 | 345 | 432 | 518 | 604 | 691 | 777 | 863 |
| 12 | 47,1 | 94,2 | 183 | 283 | 377 | 471 | 565 | 659 | 754 | 850 | 942 |
| 13 | 51 | 102 | 204 | 306 | 408 | 510 | 612 | 717 | 816 | 920 | 1020 |
| 14 | 55 | 110 | 220 | 330 | 440 | 549 | 659 | 769 | 879 | 990 | 1099 |
| 15 | 59 | 118 | 236 | 353 | 471 | 589 | 706 | 824 | 942 | 1059 | 1177 |
| 16 | 63 | 125 | 252 | 377 | 504 | 628 | 755 | 880 | 1050 | 1130 | 1255 |
| 18 | 70,5 | 142 | 282 | 424 | 565 | 705 | 846 | 990 | 1130 | 1270 | 1420 |
| 20 | 78,5 | 157 | 314 | 471 | 628 | 785 | 992 | 1092 | 1256 | 1413 | 1570 |
| 22 | 86,5 | 172 | 346 | 518 | 690 | 864 | 1070 | 1220 | 1380 | 1550 | 1725 |
| 24 | 94 | 188 | 376 | 564 | 752 | 940 | 1160 | 1320 | 1505 | 1690 | 1880 |
| 26 | 102 | 204 | 408 | 612 | 815 | 1040 | 1220 | 1430 | 1660 | 1840 | 2040 |
| 28 | 110 | 220 | 440 | 660 | 880 | 1100 | 1320 | 1540 | 1760 | 1980 | 2200 |
| 30 | 117 | 236 | 471 | 706 | 942 | 1177 | 1418 | 1648 | 1864 | 2113 | 2355 |
| 32 | 125 | 251 | 502 | 754 | 1004 | 1255 | 1505 | 1760 | 2010 | 2260 | 2510 |
| 34 | 134 | 267 | 534 | 808 | 1068 | 1335 | 1600 | 1870 | 2140 | 2400 | 2670 |
| 36 | 142 | 283 | 566 | 850 | 1130 | I410 | 1700 | 1980 | 2260 | 2570 | 2820 |
| 38 | 149 | 296 | 596 | 894 | 1192 | 1490 | 1790 | 2090 | 2380 | 2680 | 2980 |
| 40 | 157 | 314 | 623 | 944 | 1255 | 1570 | 1885 | 2200 | 2510 | 2830 | 3140 |
Вес 1 м заготовкишвеллерной и двухтавровой стали
| Швеллеры (ГОСТ 8240-72) | Балки двухтавровые (ГОСТ 8239-72) | ||
| № профиля | Вес 1 м, кг. | № профиля | Вес 1 м, кг. |
| 5 | 4,84 | 10 | 9,46 |
| 6,5 | 5,9 | 12 | 11,5 |
| 8 | 7,06 | 14 | 13,7 |
| 10 | 8,59 | 16 | 15,9 |
| 12 | 10,4 | 18 | 18,4 |
| 14 | 12,3 | 18а | 19,9 |
| 14а | 13,3 | 20 | 21 |
| 16 | 14,2 | 20а | 22,7 |
| 16а | 15,3 | 22 | 24 |
| 18 | 16,3 | 22а | 25,8 |
| 18а | 17,4 | 24 | 27,3 |
| 20 | 18,4 | 24а | 29,4 |
| 20а | 19,8 | 27 | 31,5 |
| 22 | 21 | 27а | 33,9 |
| 22а | 22,6 | 30 | 36,5 |
| 24 | 24 | 30а | 39,2 |
| 24а | 25,8 | 33 | 42,2 |
| 27 | 27,7 | 36 | 48,6 |
| 30 | 31,8 | 40 | 56,1 |
| 33 | 36,5 | 45 | 65,2 |
| 36 | 41,9 | 50 | 76,8 |
| 40 | 48,3 | 55 | 89,8 |
|
|
| 60 | 104 |
Вес 1 мзаготовки угловой равнобокой стали
(ГОСТ 8509-72)
| № профиля | Толщина стенки, мм | Вес 1 м, кг. | № профиля | Толщина стенки, мм | Вес 1 м, кг. |
|
| 3 | 0,89 | 8 | 5,5 | 6,78 |
| 2 | 4 | 1,15 | 6 | 7,36 | |
|
| 3 | 1,12 | 7 | 8,51 | |
| 2,5 | 4 | 1,46 | 8 | 9,65 | |
| 2,8 | 3 | 1,27 |
| 6 | 8,33 |
| 3,2 | 3 | 1,46 |
| 7 | 9,64 |
|
| 4 | 1,91 | 9 | 8 | 10,9 |
| 3,6 | 3 | 1,65 |
| 9 | 12,2 |
|
| 4 | 2,16 |
| 6,5 | 10,1 |
| 4 | 3 | 1,85 |
| 7 | 10,8 |
|
| 4 | 2,42 |
| 8 | 12,2 |
| 4,5 | 3 | 2,08 | 10 | 10 | 15,1 |
|
| 4 | 2,73 |
| 12 | 17,9 |
|
| 5 | 3,37 |
| 14 | 20,6 |
|
| 3 | 2,32 |
| 16 | 23,3 |
| 5 | 4 | 3,05 |
| 7 | 11,9 |
|
| 5 | 3,77 | 11 | 8 | 13,5 |
|
| 3,5 | 3,03 |
| 8 | 15,5 |
| 5,6 | 4 | 3,44 |
| 9 | 17,3 |
|
| 5 | 4,25 |
| 10 | 19,1 |
| 6,3 | 4 | 3,9 | 12,5 | 12 | 22,7 |
|
| 5 | 4,81 |
| 14 | 26,2 |
|
| 6 | 5,72 |
| 16 | 29,6 |
|
| 4,5 | 4,87 | 14 | 9 | 19,4 |
|
| 5 | 5,38 |
| 10 | 21,5 |
| 7 | 6 | 6,39 |
| 12 | 25,6 |
|
| 7 | 7,39 |
| 10 | 24,7 |
|
| 8 | 9,37 |
| 11 | 27 |
|
|
|
| 16 | 12 | 29,4 |
|
| 5 | 5,8 |
| 14 | 34 |
|
| 6 | 6,89 |
| 16 | 38,5 |
| 7,5 | 7 | 7,96 |
| 18 | 43 |
|
| 8 | 9,02 |
| 20 | 47,4 |
|
| 9 | 10,1 |
|
|
|
Вес 1мзаготовки угловой неравнобокой стали
(ГОСТ 8510-72)
| № профиля | Толщина стенки, мм | Вес 1 м, кг. | № профиля | Толщина стенки, мм | Вес 1 м, кг. |
| 2,5/1,6 | 3 | 0,91 |
| 5,5 | 6,17 |
| 3,2/2 | 3 | 1,17 | 9/5,6 | 6 | 6,7 |
|
| 4 | 1,52 |
| 8 | 8,77 |
| 4/2,5 | 3 | 1,48 |
| 6 | 7,53 |
|
| 4 | 1,94 | 10/6,3 | 7 | 8,7 |
| 4,5/2,8 | 3 | 1,68 |
| 8 | 9,87 |
|
| 4 | 2,2 |
| 10 | 12,1 |
| 5/3,2 | 3 | 1,9 |
| 6,5 | 8,98 |
|
| 4 | 2,49 | 11/7 | 7 | 9,64 |
| 5,6/3,6 | 3,5 | 2,48 |
| 8 | 10,9 |
|
| 4 | 2,81 |
| 7 | 11 |
|
| 5 | 3,46 |
| 8 | 12,5 |
| 6,3/4 | 4 | 3,17 | 12,5/8 | 10 | 15,5 |
|
| 5 | 3,91 |
| 12 | 18,3 |
|
| 6 | 4,63 |
| 8 | 14,1 |
|
| 8 | 6,03 | 14/9 | 10 | 17,5 |
| 7/4,0 | 4,5 | 3,98 |
| 9 | 18 |
|
| 5 | 4,39 | 16,10 | 10 | 19,8 |
| 7,5/5 | 5 | 4,79 |
| 12 | 23,6 |
|
| 6 | 5,69 |
| 14 | 27,3 |
|
| 8 | 7,43 |
| 10 | 22,2 |
| 8/5 | 5 | 4,99 |
|
|
|
|
| 6 | 5,92 | 18/11 | 12 | 26,4 |
Раздел включает нормы времении расценки на правку и резку арматурной стали на правильно-отрезных станках,поступающей на завод в бухтах, и резку стержневой стали на приводных станках.
| Показатели | Тип станка | ||
| С-338А | СМ-759; СМЖ-142А | ИО-358 | |
| Диаметр выпрямляемой стали мм |
|
|
|
| гладкой | 4-10 | 3-10 | 4-16 |
| периодического профиля | - | - | 6-12 |
| Максимальная длима отрезаемых стержней, мм | 8000 | 8000 | 9000 |
| Скорость подачи и правки, м/мин. | 40 | 35-50 | 30-60 |
| Мощность электродвигателя, квт |
|
|
|
| подачи | - | 4,5 | 2 |
| правки и резки | 10 | 7 | 7 |
| механизма очистки | - | - | 1 |
| Габаритные размеры, мм |
|
|
|
| длина | 7660 | 1790 | 12050 |
| ширина | 860 | 1050 | 1255 |
| высота | 890 | 750 | I485 |
| Вес, кг | 954 | 1050 | 4700 |
Техническаяхарактеристика станков для резки стержневой арматуры
| Показатели | Тип станка | |||
| С-370 | С-445М | СМ-3002 | СМЖ-322А | |
| Наибольший диаметр разрезаемой стали, мм |
|
|
|
|
| марки Ст.3, Ст.5 | 40 | 70 | - | - |
| 35ГС, 18Г2С | 28 | 40 | 40 | 40 |
| Число резов в мин. | 33 | 4 | 10-15 | 43 |
| Мощность электродвигателя, квт | 3 | 7,5 | 5,5 | 7,5 |
| Наибольшее рабочее давление гидравлической системы, кгc/см2 | - | 65 | 300 | - |
| Габаритные размеры, мм |
|
|
|
|
| длина | 1066 | 1660 | 1190 | 1525 |
| ширина | 445 | 640 | 410 | 690 |
| высота | 765 | 1155 | 845 | 850 |
| Вес, кг | 456 | 1000 | 450 | 1220 |
1.Правке и резка арматурной сталипроизводится на автоматических станках непрерывного действия тина С-338А,СМ-759, СМЖ-142А и ИО-358, резка - на приводных станках типа С-370, СМ-3002 иСМЖ-322А.
2. Нормами времени учтена организация труда при которой:
станки оборудованы одним бухтодержателем, cтолом с роликами, приемным, желобом,передвижным упором и мерной линейкой;
установка бухт на вертушку правильно-отрезногостанка производится краном или тельфером. Допускается установка бухты вручную, вес бухты при этом не долженпревышать 100 кг;
- бухты и арматурные стержни заранее доставляются вцех и складируются на расстоянии не более 10 метров от станков;
- установка и периодическая замена плашек ирежущих ножей производится наладчиком оборудования;
- рабочий обслуживает один станок, при обслуживанииодним рабочим двух или более станков применяется поправочный коэффициент,указанный в примечании к параграфу 2-1;
- арматурная стальрежется пучками, количество штук в каждом пучке приведено ниже.
| Марка стали | Диаметр стали, мм | |||||||
| 3 | 4 | 5 | 6-8 | 10-12 | 14-18 | 20 | 22 и более | |
|
| Количество штук в пучке | |||||||
| СТ.3 | 26 | 20 | 14 | 6 | 5 | 3 | 2 | 1 |
| СТ.5 | - | - | - | - | 4 | 2 | 1 | 1 |
| 35ГС 18Г2С | - | - | - | - | 3 | 1 | 1 | 1 |
Регламентированныезатраты времени
| Виды затрат | Время в процентах от оперативного |
| Подготовительно-заключительная работа | 3,5 |
| Организационно-техническое обслуживание рабочего места | 6,2 |
| Отдых и личные надобности | 10,2 |
|
| Итого: 19,9 |
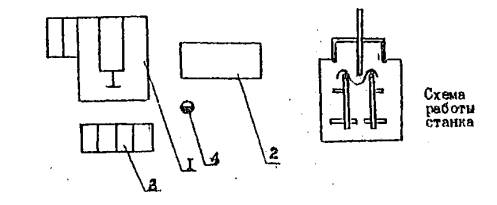
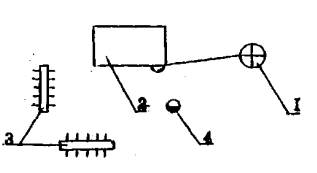
Схемаорганизации рабочего места
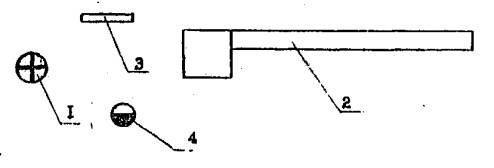
1 - бухтодержатель,
2 -правильно-отрезной станок,
3 -предохранительное устройство,
4 -место арматурщика.
Установить бухту на вертушку, снять скрутки и заправить конец арматуры вбарабан. Отрегулировать плашки. Установить механизм резки на заданную длинустержней. Произвести правку и резку арматурной стали.
Исполнитель арматурщик 3 разряда
| Диаметр стали, мм, до | ||||||||
| 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 |
| 8,5 5-36 | 6.4 4-03 | 4,0 3-02 | 3,3 2-08 | 2,1 1-32 | 1,3 0-81,9 | 1,2 0-75,6 | 0,9 0-56,7 | 0,8 0-50,4 |
| а | б | в | г | д | е | ж | з | и |
Примечания: 1. Приправке и резке стали одновременно на двухи более станках Н.вр. и Расц. умножать на 0,7.
2. При правке и резке арматурной стали периодического профиля Н.вр. иРасц. умножать на 1,2.
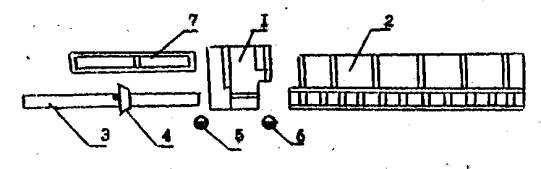
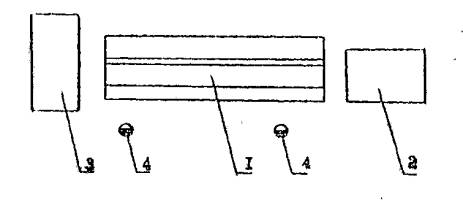
1 - станок для резки арматурной стали,
2 -роликовый стол со стеллажом,
3 -разметочная линейка,
4 -передвижной упор,
5 -место арматурщика 2 разряда,
6 -место арматурщика 2 разряда,
7 -контейнер
Установить упор на заданный размер резки.Извлечь стержни из пачки и уложить их на рольганг. Выровнять концы стержнеймежду собой. Отрезать стержни. Уложить отрезанные стержни в контейнер.
| Исполнители | Длина отрезаемых стержней, м | |
| до 3 | более 3 | |
| Арматурщик 2 разряда | - | 1 |
| Арматурщик 2 разряда | 1 | 1 |
Нормывременя и расценки на 1т нарезанной стали
| Диаметр стержней, мм, до | Длина отрезаемых стержней, м, до | ||||||||||
| 0,2 | 0,5 | 1 | 2 | 3 | 4 | 5 | 7 | 9 | Более 9 | ||
| 3 | 7,6 4-33 | 7 3-99 | 6,2 3-53 | 5,4 3-08 | 3,8 2-17 | 2,9 1-65 | 2,5 1-42 | 2 1-I4 | 1,7 0-96,9 | 1,5 0-85,5 | 1 |
| 4 | 6,8 3-88 | 5,8 3-31 | 4,8 2-74 | 4,5 2-56 | 3,5 2-00 | 2,4 1-37 | 2,1 1-20 | 1,7 0-96,9 | 1,5 0-85,5 | 1,4 0-79,8 | 2 |
| 5 | 5,8 3-31 | 5,2 2-96 | 4,6 2-62 | 4,2 2-39 | 2,9 1-65 | 2,3 1-31 | 2 1-14 | 1,6 0-91,2 | 1,4 0-79,8 | 1,3 0-74,1 | 3 |
| 6 | 5,5 3-14 | 4,8 2-74 | 4,4 2-51 | 4 2-28 | 2,6 1-48 | 2,1 1-20 | 1,9 1-08 | 1,5 0-85,5 | 1,3 0-74,1 | 1,2 0-68,4 | 4 |
| 8 | 4,3 2-45 | 3,9 2-22 | 3,8 2-17 | 3,1 1-77 | 2,5 1-42 | 2 1-I4 | 1,8 1-03 | 1,4 0-79,8 | 1,2 0-68,4 | 1,1 0-62,7 | 5 |
| 10 | 3,8 2-17 | 3,7 2-11 | 3,2 1-82 | 2,7 1-54 | 2 1-I4 | 1,7 0-96,9 | 1,4 0-79,8 | 1,3 0-74,1 | 1,1 0-62,7 | 1 0-57 | 6 |
| 12 | 3,4 1-94 | 3,1 1-77 | 2,6 1-48 | 2,4 1-37 | 1,6 0-91,2 | 1,4 0-79,8 | 1,3 0-74,1 | 1,1 0-62,7 | 1 0-57 | 0,96 0-54,7 | 7 |
| 14 | 2,9 1-65 | 2,6 1-48 | 2,5 1-42 | 2 1-14 | 1,6 0-91,2 | 1,4 0-79,8 | 1,3 0-74,1 | 1,1 0-62,7 | 1 0,57 | 0,95 0-54,2 | 8 |
| 16 | 2,7 1-54 | 2,5 1-42 | 2,4 1-37 | 1,9 1-08 | 1,5 0-85,5 | 1,3 0-74,1 | 1,2 0-68,4 | 1 0-57 | 0,95 0-54,2 | 0,9 0-51,3 | 9 |
| 18 | 2,6 1-48 | 2,4 1-37 | 2,3 1-31 | 1,8 1-03 | 1,4 0-79,8 | 1,2 0-68,4 | 1,1 0-62,7 | 0,9 0-51,3 | 0,8 0-45,6 | 0,75 0-42,8 | 10 |
| 20 | 2,5 1-42 | 2,3 1-31 | 2,2 1-25 | 1,7 0-96,9 | 1,3 0-74,1 | 1,1 0-62,7 | 1 0-57 | 0,85 0-48,5 | 0,75 0-42,8 | 0,7 0-39,9 | 11 |
| 22 | 2,4 1-37 | 2,2 1-25 | 2,1 1-20 | 1,6 0-91,2 | 1,2 0-68,4 | 1 0-57 | 0,9 0-51,3 | 0,8 0-45,6 | 0,7 0-39,9 | 0,65 0-37,1 | 12 |
| 25 | - | 2,1 1-20 | 2 1-14 | 1,5 0-85,5 | 1,1 0-62,7 | 0,95 0-54,2 | 0,85 0-48,5 | 0,75 0-42,8 | 0,65 0-37,1 | 0,6 0-34,2 | 13 |
| 28 | - | 2 1-14 | 1,9 1-08 | 1,4 0-79,8 | 0,95 0-54,2 | 0,9 0-51,3 | 0,8 0-45,6 | 0,7 0-39,9 | 0,6 0-34,2 | 0,5 0-28,5 | 14 |
| 32 | - | 1,8 1-03 | 1,7 0-96,9 | 1,3 0-74,1 | 0,9 0-51,3 | 0,81 0-46,2 | 0,7 0-39,9 | 0,6 0-34,2 | 0,5 0-23,5 | 0,4 0-22,8 | 15 |
| 36 | - | 1,2 0-68,4 | 1,1 0-62,7 | 1 0-57 | 0,7 0-39,9 | 0,6 0-34,2 | 0,5 0-28,5 | 0,4 0-22,8 | 0,35 0-20 | 0,3 0-17,1 | 16 |
| 40 | - | 1 0-57 | 0,9 0-51,3 | 0,8 0-45,6 | 0,6 0-34,2 | 0,5 0-28,5 | 0,4 0-22,8 | 0,35 0-20 | 0,3 0-17,1 | 0,25 0-14,3 | 17 |
|
| а | б | в | г | д | е | ж | з | и | к | № |
Настоящий раздел включает нормы времени и расценки на гнутье арматурныхстержней на приводных и ручных станках, изготовление монтажных петель иполухомутов на станках местного изготовления и гнутье сеток на приводныхстанках.
| Показателя | Тип станка | |
| C-I46A | С-564 | |
| Диаметр нагибаемой арматуры, мм из стали |
|
|
| Ст.3 | до 40 | до 70 |
| Ст.5 | до 32 | до 60 |
| Мощность электродвигателя, квт | 2,8 | 5,5 |
| Габаритные размеры, мм |
|
|
| длина | 775 | 2015 |
| ширина | 806 | 1530 |
| высота | 670 | 860 |
| Вес, кг | 454 | 2087 |
Б.Станки для гнутья монтажных петель и полухомутов (местного изготовления)
| Показатели | значение |
| Диаметр изгибаемых стержней, мм | 3-12 |
| Число ходов шатуна в минуту | 10-20 |
| Мощность электродвигателя, квт | 2-8 |
| Габаритные размеры, мм длина | 1910 |
| ширина | 640 |
| высота | 1100 |
В.Станки для гнутья сеток
| Показатели | Тип станка | |
| 7251A | CМ-516A | |
| Наибольший диаметр изгибаемых стержней класса А-III, мм | 10 | 12 |
| Максимальное количество изгибаемых стержней, шт. | 30 | 34 |
| Производительность гибов в час | до 150 | - |
| Наибольший угол гнутья, градус | 135 | - |
| Длина изгибаемой сетки, мм | 3000-6000 | 2000-3500 |
Гнутье арматурных стержней предусмотрено на станках C-146A и С-564.
Нормой времени и расценками учтена организация работпри которой:
- арматурные сетки и стержни поданы и уложены в непосредственной близостиот станка;
- рабочие места оборудованы роликовыми столами (по обе стороны отстанка);
- станки оборудованы мерными линейками, на которые наносятся метки пригнутье первого размеченного стержня;
- станки имеет комплект сменных упоров, осевых и изгибающих пальцев инесколько пар шестерен, которые могут меняться в зависимости от диаметраизгибаемой арматуры;
- нарезанные по размерам ровные стержни подаются и укладываются впределах рабочего места (не более 10 метров, от станка);
- гнутье стержней производится пучками,количество одновременно изгибаемых стержней в пучке приведено в таблице.
| Диаметр стержней, мм, до | 6 | 8 | 10 | 12 | 16 | 22 | 40 |
| Количество стержней в пучке, изгибаемых за один раз | 10 | 8 | 6 | 5 | 3 | 2 | 1 |
- гнутье стержней на ручных станках производится в исключительных случаяхпри небольших объемах работ. Диаметр стержней не должен превышать 12 мм.Количество одновременно изгибаемых стержней на ручных станках приведено ниже.
| Диаметр стержней, мм, до | 3 | 4 | 5 | 6 | 8 | 10 | 12 |
| Количество изгибаемых стержней в пучках | 7 | 6 | 5 | 4 | 3 | 2 | 1 |
- гнутье монтажных петель и полухомутов изарматурных стержней диаметром от 3 до 12 мм производится навысокопроизводительных пневматических или механических станках. Конструкциястанков позволяет производить 3-5 отгибов в стержне за один рабочий ход. Длинастержней для монтажных петел петель от 0,8 до 1,3 м.
Для гнутья сварных сеток используются станки 7251A, CМ-5I6A, а также станки местного изготовления. На этихстанках производится гнутье сеток длиной до 3 м. При гнутье сеток более 3м косновной секции станка комплектуют дополнительную.
| Виды затрат времени | Нормативы в % от оперативного времени |
| Подготовительно-заключительная работа | 3,2 |
| Организационно-техническое обслуживание рабочего места | 5,1 |
| Отдых и личные надобности | 11,5 |
|
| Итого: 19,8 |
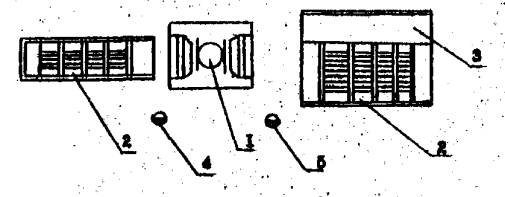
1 - станок для гнутья арматуры,
2 - роликовые столы со сплошными настилами,
3 - стеллаж для стержней,
4 - место арматурщика 3 разряда,
5 - место арматурщика 1 разряда.
Разметить места отгибов стержней. Согнуть стержни по заданнойконфигурации. Уложить согнутые стержни на стеллаж или контейнер.
| Исполнители | Длина стержней, м | |
| до 1,5 | более 1,5 | |
| Арматурщик 3 разряда | 1 | 1 |
| Арматурщик 1 разряда | - | 1 |
Нормывремени и расценки на 1 тонну арматуры
| Длина стержней, м, до | Число отгибов в одном стержне | Диаметр стемней, мм, до | |||||||||||||
| 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 20 | 25 | 32 | 40 |
| ||
| 0,5 | 1 | 20 12-60 | 16,5 10-40 | 14 8-82 | 11 6-93 | 7,4 4-66 | 5,9 3-72 | 4,9 3-09 | 4,1 2-58 | 3,5 2-20 | 2,9 1-83 | 2,5 1-58 | 2,1 1-32 | 1,8 1-13 | 1 |
| 2 | 24 15-12 | 21 13-23 | 17 10-71 | 14 8-82 | 8,8 5-54 | 7,1 4-47 | 5,9 3-72 | 4,9 3-09 | 4,1 2-58 | 3,5 2-20 | 3 1-89 | 2,6 1-64 | 2,2 1-39 | 2 | |
| 3 | 29 18-27 | 25 15-75 | 20 12-60 | 17 10-71 | 11 6-93 | 8,6 5-42 | 7 4-41 | 5,9 3-72 | 4,9 3-09 | 4,1 2-58 | 3,6 2-27 | 3,1 1-95 | 2,6 1-64 | 3 | |
| 4 | 31 19-53 | 27 17-01 | 21 13-23 | 18,5 11-66 | 15 9-45 | 11,5 7-24 | 10 6-30 | 8 5-04 | 6 3-78 | 5,4 3-40 | 5,2 3-28 | 5 3-15 | 4,8 3-03 | 4 | |
| 5 | 37 23-31 | 28 17-64 | 23 14-49 | 20 12-60 | 16,5 10-40 | 15,5 9-77 | 12 7-56 | 10 6-30 | 7,5 4-72 | 6 3-78 | 5,9 3-72 | 5,6 3-53 | 5,5 3-47 | 5 | |
| 1 | 1 | 15 9-45 | 11 6-93 | 9,2 5-80 | 7,7 4-85 | 5,9 3-72 | 4,6 2-90 | 3,7 2-33 | 3 1-89 | 2,8 1-76 | 2,4 1-51 | 2,2 1-93 | 1,9 1-20 | 1,6 1-01 | 6 |
| 2 | 18 11-34 | 14 8-82 | 11 6-93 | 9 5-67 | 6,8 4-28 | 5,5 3-46 | 4,5 2-84 | 3,6 2-27 | 3,3 2-08 | 3 1-89 | 2,8 1-76 | 2,4 1-51 | 2 1-26 | 7 | |
| 3 | 21 13-23 | 17 10-71 | 13 8-19 | 11 6-93 | 8,3 5-23 | 6,6 4-16 | 5,4 3-40 | 4,4 2-77 | 4,2 2-65 | 3,6 2-27 | 3,4 2-14 | 3 1-89 | 2,5 1-38 | 8 | |
| 4 | 25 15-75 | 20 12-60 | 16 10-08 | 13 8-19 | 10 6-30 | 8 5-04 | 6,4 4-03 | 5,3 3-34 | 5 3-15 | 4,4 2-77 | 4,3 2-71 | 4,1 2-58 | 4 2-52 | 9 | |
| 5 | 30 18-90 | 23 14-49 | 19 11-97 | 16 10-08 | 12 7-56 | 9,5 5-99 | 7,7 4-85 | 6,4 4-03 | 6 3-78 | 5,3 3-34 | 5,2 3-29 | 4,9 3-09 | 4,8 3-02 | 10 | |
| 1,5 | 1 | 11 6-93 | 8,1 5-10 | 6,8 4-28 | 5,7 3-59 | 4,2 2-65 | 3,4 2-14 | 2,9 1-83 | 2,5 1-58 | 2,3 1-45 | 2 1-26 | 1,6 1-01 | 1,5 0-94,5 | 1,4 0-88,2 | 11 |
| 2 | 14 8-82 | 11 6-93 | 8,6 5-42 | 7,2 4-54 | 5,4 3-40 | 4,4 2-77 | 3,7 2-33 | 3,2 2-02 | 2,8 1-76 | 2,4 1-51 | 2,2 1-39 | 2 1-26 | 1,9 1-20 | 12 | |
| 3 | 17 10-71 | 13 8-19 | 11 6-93 | 8,9 5-61 | 6,9 4-35 | 5,5 3-47 | 4,6 2-90 | 3,6 2-27 | 3,2 2-02 | 2,9 1-83 | 2,8 1-76 | 2,6 1-64 | 2,4 1-51 | 13 | |
| 4 | 20 12-60 | 16 10-08 | 13 8-19 | 11 6-93 | 8,4 5-29 | 6,7 4-22 | 5,5 3-46 | 4,4 2-77 | 3,9 2-46 | 3,6 2-27 | 3,4 2-14 | 3,3 2-08 | 3,2 2-02 | 14 | |
| 5 | 24 15-12 | 19 11-97 | 15 9-45 | 13 8-19 | 10,5 6-62 | 8,3 5-23 | 6,5 4-10 | 5,3 3-34 | 4,8 3-02 | 4,7 2-96 | 4,6 2-90 | 4,3 2-71 | 4,2 2-65 | 15 | |
| 2 | 1 | 9,9 5-69 | 7,3 4-20 | 6,1 3-51 | 5,1 2-93 | 3,8 2-18 | 3,1 1-78 | 2,6 1-50 | 2,2 1-26 | 2,1 1-21 | 1,8 1-04 | 1,5 0-86,2 | 1,4 0-80,5 | 1,3 0-74,8 | 16 |
| 2 | 12,5 7-19 | 9,9 5-69 | 7,7 4-43 | 6,5 3-74 | 4,9 2-82 | 4 2-30 | 3,3 1-90 | 2,9 1-67 | 2,5 1-44 | 2,2 1-26 | 2 1-15 | 1,8 1-04 | 1,7 0-97,8 | 17 | |
| 3 | 15,5 8-91 | 12 6-90 | 9,9 5-69 | 8 4-60 | 6,2 3-56 | 5 2-88 | 4,1 2-36 | 3,2 1-84 | 2,9 1-67 | 2,6 1-50 | 2,5 1-44 | 2,3 1-32 | 2,2 1-26 | 18 | |
| 4 | 18 10-35 | 14,5 8-34 | 12 6-90 | 9,9 5-69 | 7,6 4-37 | 6 3-45 | 5 2-88 | 4 2-30 | 3,5 2-01 | 3,2 1-84 | 3,1 1-78 | 3 1-72 | 2,9 1-67 | 19 | |
| 5 | 22 12-65 | 17 9-78 | 13,5 7-76 | 12 6-90 | 9,5 5-46 | 7,5 4-31 | 5,8 3-34 | 4,8 2-76 | 4,3 2-47 | 4,2 2-42 | 4,1 2-36 | 3,9 2-24 | 3,8 2-18 | 20 | |
| 2,5 | 1 | 8,9 5-12 | 6,6 3-80 | 5,5 3-16 | 4,6 2-64 | 3,4 1-96 | 2,8 1-61 | 2,3 1-32 | 2 1-15 | 1,9 1-09 | 1,6 0-92 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 21 |
| 2 | 11 6-32 | 8,9 5-12 | 6,9 3-97 | 5,9 3-39 | 4,4 2-53 | 3,6 2-07 | 3 1-72 | 2,6 1-50 | 2,3 1-32 | 2 I-I5 | 1,8 1-04 | 1,6 0-92 | 1,5 0-86,2 | 22 | |
| 3 | 14 8-05 | 11 6-32 | 8,9 5-12 | 7,2 4-14 | 5,6 3-22 | 4,5 2-59 | 3,7 2-13 | 2,9 1-67 | 2,6 1-50 | 2,3 1-32 | 2,2 1-26 | 2,1 1-21 | 2 1-15 | 23 | |
| 4 | 16 9-20 | 13 7-48 | 11 6-32 | 8,9 5-12 | 6,8 3-91 | 5,4 3-10 | 4,5 2-59 | 3,6 2-07 | 3,2 1-84 | 2,9 1-67 | 2,8 1-6I | 2,7 1-55 | 2,6 1-50 | 24 | |
| 5 | 20 11-50 | 15 8-62 | 12 6-90 | 11 6-32 | 8,5 4-69 | 6,7 3-85 | 5,2 2-99 | 4,3 2-47 | 3,9 2-24 | 3,8 2-18 | 3,7 2-13 | 3,5 2-01 | 3,4 1-96 | 25 | |
| 3 | 1 | 7,6 4-37 | 5,9 3-39 | 5,1 2-93 | 4,3 2-47 | 3,1 1-78 | 2,3 1-32 | 1,7 0-97 | 1,5 0-86,2 | 1,4 0-80,5 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 26 |
| 2 | 9,3 5-35 | 7,2 4-14 | 6 3-45 | 5,2 2-99 | 3,7 2-13 | 2,8 1-61 | 2,1 1-21 | 1,8 1-04 | 1,6 0-92 | 1,5 0-86,2 | 1,4 0-80,5 | 1,3 0-74,8 | 1,2 0-69 | 27 | |
| 3 | 11 6-32 | 8,6 4-94 | 7,2 4-14 | 6,3 3-62 | 4,6 2-64 | 3,4 1-96 | 2,5 1-44 | 2,1 1-21 | 2 1-15 | 1,9 1-09 | 1,8 1-04 | 1,6 0-92 | 1,4 0-80,5 | 28 | |
| 4 | 13 7-48 | 10,5 6-04 | 8,6 4-94 | 7,5 4-31 | 5,4 3-10 | 4 2-30 | 2,9 1-67 | 2,5 1-44 | 2,4 1-38 | 2,3 1-32 | 2,2 1-26 | 2,1 1-21 | 2 1-15 | 29 | |
| 5 | 16 9-20 | 12,5 7-19 | 10 5-75 | 8,9 5-12 | 6,5 3-74 | 4,8 2-76 | 3,5 2-01 | 3,2 1-84 | 3 1-72 | 2,9 1-67 | 2,8 1-61 | 2,7 1-55 | 2,6 1-50 | 30 | |
|
|
| а | б | в | г | д | е | ж | з | и | к | л | м | н | № |
Продолжение таблицы 1
| Длина стержней, м, до | Число отгибов в одном стержне | Диаметр стемней, мм, до | |||||||||||||
| 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 20 | 25 | 32 | 40 |
| ||
| 4 | 1 | 6,5 3-74 | 5,4 3-10 | 4,6 2-64 | 3,8 2-18 | 2,6 1-50 | 2 1-15 | 1,5 0-86,2 | 1,4 0-80,5 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,9 | 31 |
| 2 | 7,8 4-48 | 6,5 3-74 | 5,5 3-16 | 4,6 2-64 | 3,1 1-78 | 2,4 1-38 | 1,8 1-04 | 1,5 0-86,2 | 1,4 0-80,5 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 32 | |
| 3 | 9,3 5-35 | 7,8 4-48 | 6,6 3-80 | 5,5 3-16 | 3,6 2-07 | 2,9 1-67 | 2,1 1-21 | 1,8 1-04 | 1,7 0-97,8 | 1,5 0-86,2 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 33 | |
| 4 | 11 6-32 | 9,5 5-46 | 7,8 4-48 | 6,6 3-80 | 4,3 2-47 | 3,5 2-01 | 2,5 1-44 | 2,1 1-21 | 2 1-15 | 1,9 1-09 | 1,8 1-04 | 1,6 0-92 | 1,4 0-80,5 | 34 | |
| 5 | 13,5 7-76 | 11,5 6-61 | 9,6 5-52 | 7,8 4-48 | 5 2-88 | 4,1 2-36 | 3 1-72 | 2,5 1-44 | 2,4 1-38 | 2,3 1-32 | 2,2 1-26 | 2,1 1-21 | 2 1-15 | 35 | |
| 5 | 1 | 5,5 3-16 | 4,3 2-47 | 3,7 2-13 | 3 1-72 | 2,3 1-32 | 1,6 0-92 | 1,4 0-30,5 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,8 | 0,8 0-46 | 36 |
| 2 | 6,7 3-85 | 5,2 2-99 | 4,4 2-53 | 3,6 2-07 | 2,8 1-61 | 2 1-15 | 1,5 0-86,2 | 1,4 0-80,5 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,8 | 37 | |
| 3 | 8,1 4-66 | 6,3 3-62 | 5,3 3-05 | 4,3 2-47 | 3,4 1-96 | 2,4 1-38 | 1,8 1-04 | 1,5 0-86,2 | 1,4 0-80,5 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 38 | |
| 4 | 9,6 5-52 | 7,5 4-31 | 6,4 3-68 | 5,2 2-99 | 4 2-30 | 2,9 1-67 | 2,1 1--21 | 1,6 0-92 | 1,5 0-86,2 | 1,4 0-80,5 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 39 | |
| 6 | 5 | 12 6-90 | 9,2 5-29 | 7,5 4-31 | 6,3 3-62 | 4,8 2-76 | 3,5 2-01 | 2,5 1-44 | 2 1-15 | 1,9 1-05 | 1,8 1-04 | 1,6 0-92 | 1,5 0-86,2 | 1,4 0-80,5 | 40 |
| 1 | 4,8 2-76 | 3,8 2-19 | 3,2 1-84 | 2,6 1-50 | 2 1-15 | 1,4 0-80,5 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,8 | 0,8 0-46 | 0,7 0-40,2 | 41 | |
| 2 | 5,8 3-34 | 4,5 2-59 | 3,8 2-19 | 3 1-72 | 2,4 1-38 | 1,6 0-92 | 1,4 0-80,5 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,8 | 0,8 0-46 | 42 | |
| 3 | 7,1 4-08 | 5,4 3-10 | 4,5 2-59 | 3,7 2-13 | 2,9 1-67 | 2 1-15 | 1,5 0-86,2 | 1,4 0-80,5 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,8 | 43 | |
| 4 | 8,3 4-77 | 6,4 3-68 | 5,4 3-10 | 4,4 2-53 | 3,5 2-01 | 2,4 1-38 | 1,6 0-92 | 1,5 0-86,2 | 1,4 0-80,5 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 44 | |
| 5 | 9,6 5-52 | 7,5 4-31 | 6,4 3-68 | 5,3 3-05 | 4,1 2-36 | 2,9 1-67 | 2,3 1-32 | 1,6 0-92 | 1,5 0-86,2 | 1,4 0-80,5 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 45 | |
| 7 | 1 | 4 2-30 | 3,3 1-90 | 2,9 1-67 | 2,2 1-26 | 1,7 0-97,8 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,7 | 0,8 0-46 | 0,7 0-40,2 | 0,6 0-34,5 | 46 |
| 2 | 5 2-88 | 3,9 2-24 | 3,2 1-84 | 2,8 1-61 | 2 1-15 | 1,5 0-86,2 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57 | 0,9 0-51,7 | 0,8 0-46 | 0,7 0-40,2 | 47 | |
| 3 | 6,2 3-56 | 4,6 2-64 | 3,8 2-19 | 3,1 1-78 | 2,5 1-44 | 1,7 0-97,8 | 1,4 0-80,5 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,7 | 0,8 0-46 | 48 | |
| 4 | 7,2 4-14 | 5,5 3-16 | 4,6 2-64 | 3,7 2-13 | 3 1-72 | 2,1 1-21 | 1,5 0-86,2 | 1,4 0-80,5 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,9 | 49 | |
| 5 | 7,7 4-43 | 6,2 3-56 | 5,5 3-16 | 4,5 2-59 | 3,8 2-18 | 2,5 1-44 | 2 1-15 | 1,5 0-86,2 | 1,4 0-80,5 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 50 | |
| 8 | 1 | 3,7 2-13 | 3 1-72 | 2,5 1-44 | 2 1-15 | 1,5 0-86,2 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,7 | 0,8 0-46 | 0,7 0-40,2 | 0,6 0-34,5 | 0,5 0-28,8 | 51 |
| 2 | 4,3 2-47 | 3,3 1-90 | 2,8 1-61 | 2,4 1-38 | 1,8 1-04 | 1,4 0-80,5 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,7 | 0,8 0-46 | 0,7 0-40,2 | 0,6 0-34,5 | 52 | |
| 3 | 5,4 3-10 | 3,9 2-24 | 3,2 1-84 | 2,7 1-55 | 2,2 1-26 | 1,6 0-92 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,7 | 0,8 0-46 | 0,7 0-40,2 | 53 | |
| 4 | 6,2 3-56 | 4,7 2-70 | 3,9 2-24 | 3,1 1-73 | 2,8 1-61 | 1,9 1-09 | 1,4 0-80,5 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,8 | 0,8 0-46 | 54 | |
| 5 | 6,7 3-85 | 5,1 2-93 | 4,7 2-70 | 3,8 2-18 | 3,4 1-96 | 2,3 1-32 | 1,9 1-09 | 1,4 0-80,5 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,5 | 55 | |
| 9 | 1 | 3,4 1-96 | 2,6 1-50 | 2,1 1-21 | 1,7 0-97,8 | 1,4 0-80,5 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,8 | 0,8 0-46 | 0,7 0-40,2 | 0,6 0-34,5 | 0,5 0-28,8 | 0,4 0-23 | 56 |
| 2 | 3,7 2-13 | 2,9 1-67 | 2,4 1-38 | 2,1 1-21 | 1,5 0-86,2 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,8 | 0,8 0-46 | 0,7 0-40,2 | 0,6 0-34,5 | 0,6 0-28,8 | 57 | |
| 3 | 4,1 2-36 | 3,2 1-84 | 2,6 1-15 | 2,3 1-32 | 1,9 1-09 | 1,5 0-86,2 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,8 | 0,8 0-46 | 0,7 0-40,2 | 0,6 0-34,5 | 58 | |
| 4 | 5,3 3-05 | 4 2-30 | 3,3 1-90 | 2,5 1-44 | 2,3 1-32 | 1,8 1-04 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,9 | 0,8 0-46 | 0,7 0-40,2 | 59 | |
| 5 | 5,8 3-34 | 4,2 2-42 | 4 2-30 | 3,2 1-84 | 3 1-72 | 2 1-15 | 1,8 1-04 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,9 | 0,8 0-46 | 60 | |
| 10 | 1 | 3,1 1-78 | 2,3 1-32 | 1,9 1-09 | 1,5 0-86,2 | 1,3 0-74,8 | 1 0-57,5 | 0,9 0-51,8 | 0,8 0-46 | 0,7 0-40,2 | 0,6 0-34,5 | 0,5 0-28,8 | 0,4 0-23 | 0,3 0-17,2 | 61 |
| 2 | 3,2 1-84 | 2,5 1-44 | 2,1 1-21 | 1,9 1-09 | 1,4 0-80,5 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,8 | 0,8 0-46 | 0,7 0-40,2 | 0,6 0-34,5 | 0,5 0-28,8 | 0,4 0-23 | 62 | |
| 3 | 3,6 2-07 | 2,7 1-55 | 2,3 1-32 | 2 1-15 | 1,6 0-92 | 1,3 0-74,8 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,8 | 0,8 0-46 | 0,7 0-40,2 | 0,6 0-34,5 | 0,5 0-28,8 | 63 | |
| 4 | 4,5 2-59 | 3,3 1-90 | 2,7 1-55 | 2,2 1-26 | 1,9 1-09 | 1,6 0-92 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,8 | 0,8 0-46 | 0,7 0-40,2 | 0,6 0-34,5 | 64 | |
| 5 | 5,4 3-10 | 3,7 2-13, | 3,3 1-90 | 2,6 1-50 | 2,4 1-38 | 1,9 1-09 | 1,6 0-92 | 1,2 0-69 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,8 | 0,8 0-46 | 0,7 0-40,2 | 65 | |
| 11 | 1 | 2,8 1-61 | 2 1-15 | 1,6 0-92 | 1,3 0-74,8 | 1,2 0-69 | 0,9 0-51,8 | 0,8 0-46 | 0,7 0-40,2 | 0,6 0-34,5 | 0,5 0-28,8 | 0,4 0-23 | 0,3 0-17,2 | 0,2 0-11,5 | 66 |
| 2 | 3 1-72 | 2,1 1-21 | 1,9 1-09 | 1,6 0-92 | 1,3 0-74,8 | 1 0-57,5 | 0,9 0-51,8 | 0,8 0-46 | 0,7 0-40,2 | 0,6 0-34,5 | 0,5 0-28,8 | 0,4 0-23 | 0,3 0-17,2 | 67 | |
| 3 | 3,1 1-18 | 2,2 1-26 | 2,1 1-21 | 1,9 1-09 | 1,4 0-80,5 | 1,2 0-69 | 1 0-57,5 | 0,9 0-51,8 | 0,8 0-46 | 0,7 0-40,2 | 0,6 0-34,5 | 0,5 0-28,8 | 0,4 0-23 | 68 | |
| 4 | 3,8 2-18 | 2,8 1-61 | 2,2 1-26 | 1,9 1-09 | 1,6 0-92 | 1,5 0-86,2 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,8 | 0,8 0-46 | 0,7 0-40,2 | 0,6 0-34,5 | 0,5 0-28,8 | 69 | |
| 5 | 5 2-88 | 3,3 1-90 | 2,8 1-61 | 2,1 1-21 | 1,9 1-09 | 1,8 1-04 | 1,4 0-80,5 | 1,1 0-63,2 | 1 0-57,5 | 0,9 0-51,8 | 0,8 0-46 | 0,7 0-40,2 | 0,6 0-34,5 | 70 | |
| 12 | 1 | 2,5 1-44 | 1,8 1-04 | 1,3 0-74,8 | 1,2 0-69 | 1,1 0-63,2 | 0,8 0-46 | 0,7 0-40,2 | 0,6 0-34,5 | 0,5 0-28,8 | 0,4 0-23 | 0,3 0-17,2 | 0,2 0-11,5 | 0,1 0-05,8 | 71 |
| 2 | 2,8 1-61 | 1,85 1-06 | 1,6 0-92 | 1,3 0-74,8 | 1,2 0-69 | 0,9 0-51,8 | 0,8 0-46 | 0,7 0-40,2 | 0,6 0-34,5 | 0,5 0-28,8 | 0,4 0-23 | 0,3 0-17,2 | 0,2 0-11,5 | 72 | |
| 3 | 3 1-72 | 1,9 1-09 | 1,8 1-04 | 1,5 0-86,2 | 1,3 0-74,8 | 1,1 0-63,2 | 0,9 0-51,8 | 0,8 0-46 | 0,7 0-40,2 | 0,6 0-34,5 | 0,5 0-28,8 | 0,4 0-23 | 0,3 0-17,2 | 73 | |
| 4 | 3,2 1-34 | 2,2 1-26 | 1,9 1-09 | 1,7 0-98,8 | 1,5 0-86,2 | 1,2 0-69 | 1 0-57,5 | 0,9 0-51,8 | 0,8 0-46 | 0,7 0-40,2 | 0,6 0-34,5 | 0,5 0-28,8 | 0,4 0-23 | 74 | |
| 5 | 4,6 2-64 | 2,9 1-67 | 2,3 1-32 | 1,8 1-04 | 1,7 0-97,8 | 1,3 0-74,8 | 1,2 0-69 | 1 0-57,5 | 0,9 0-51,8 | 0,8 0-46 | 0,7 0-40,2 | 0,6 0-34,5 | 0,5 0-28,8 | 75 | |
|
|
| а | б | в | г | д | е | ж | з | и | к | л | м | н | № |
Примечание. При числе отгибов более пяти Н.вр. и Расц.строк с пятью отгибами умножать на 1,1 на каждый следующий отгиб.
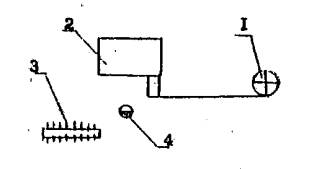
Схемаорганизации рабочего места
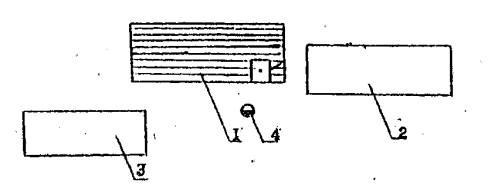
1 - верстак сручным станком для гнутья,
2 - контейнер длязаготовок стержней,
3 - контейнер дляготовых изделий,
4 - местоарматурщика.
Разметить места отгибов стержней. Произвестигнутье стержней с периодической проверкой отгибов по шаблону. Уложить стержни вконтейнер.
| Исполнители | Длина стержней, м | |
| до 1,5 | более 1,5 | |
| Арматурщик 2 разряда | 1 | 1 |
| Арматурщик 1 разряда | - | 1 |
Таблица 2
Нормывремени и расценкина 1 т арматуры
| Длина стержней, м, до | Число отгибов в одном стержне | Диаметр стержней, мм, до | ||||||||
| 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 |
| ||
| 0,5 | 1 | 25 14-25 | 20 11-40 | 17 9-69 | 13,5 7-70 | 9,1 5-19 | 7,2 4-10 | 6 3-42 | 5 2-85 | 1 |
| 2 | 29 16-53 | 26 14-82 | 21 11-97 | 17 9-69 | 11 6-27 | 8,7 4-96 | 7,2 4-10 | 6 3-42 | 2 | |
| 3 | 32 18-24 | 28 15-96 | 23 13-11 | 19 10-83 | 12,5 7-12 | 10,5 5-98 | 8,6 4-90 | 7,2 4-10 | 3 | |
| 1 | 1 | 21 11-97 | 15,6 8-89 | 13 7-41 | 11 6-27 | 8,3 4-73 | 6,4 3-65 | 5,2 2-96 | 4,2 2-39 | 4 |
| 2 | 25 14-25 | 19,5 11-12 | I5,5 8-84 | 12,5 7-12 | 9,5 5-42 | 7,7 4-39 | 6,3 3-59 | 5 2-85 | 5 | |
| 3 | 29 16-53 | 24 13-68 | 18 10-26 | 15,5 8-84 | 11,5 6-56 | 9,2 5-24 | 7,6 4-33 | 6,2 3-53 | 6 | |
| 4 | 35 19-95 | 28 15-96 | 22 12-54 | 18 10-26 | 14 7-98 | 11 6-27 | 9 5-13 | 7,4 4-22 | 7 | |
| 5 | 42 23-94 | 32 18-24 | 27 15-39 | 22 12-54 | 17 9-69 | 13 7-41 | 11 6-27 | 9 5-13 | 8 | |
| 1,5 | 1 | 17,5 9-98 | 13 7-41 | 11 6-27 | 9 5-13 | 6,6 3-76 | 5,4 3-08 | 4,8 2-74 | 3,9 2-22 | 9 |
| 2 | 22 12-54 | 17,5 9-98 | 13,5 7-70 | 11,5 6-56 | 8,5 4-84 | 6,9 3-93 | 5,6 3-19 | 5 2-85 | 10 | |
| 3 | 27 15-39 | 20 11-40 | 17,5 9-98 | 14 7-98 | 11 6-27 | 8,7 4-96 | 7,3 4-16 | 5,7 3-25 | 11 | |
| 4 | 32 18-24 | 25 14-25 | 20 11-40 | 17,5 9-98 | 13 7-41 | 10,5 5-98 | 8,7 4-96 | 7 3-99 | 12 | |
| 5 | 38 21-66 | 30 17-10 | 24 13-68 | 21 11-97 | 16,5 9-40 | 13 7-41 | 10 5-70 | 8,4 4-79 | 13 | |
| 2 | 1 | 15,5 8-45 | 11,5 6-27 | 9,6 5-23 | 8 4-36 | 6 3-27 | 4,9 2-67 | 4,1 2-23 | 3,5 1-91 | 14 |
| 2 | 19,5 11-63 | 15,5 8-45 | 12 6-54 | 10,3 5-61 | 7,7 4-20 | 6,3 3-43 | 5,2 2-83 | 4,6 2-51 | 15 | |
| 3 | 24 13-08 | 19 10-36 | 15,5 8-45 | 12,5 6-81 | 9,8 5-34 | 7,9 4-30 | 6,5 3-54 | 5 2-73 | 16 | |
| 4 | 28 15-26 | 23 12-54 | 19 10-36 | 15,5 8-45 | 12 6-54 | 9,5 5-18 | 7,9 4-30 | 6,3 -43 | 17 | |
| 5 | 35 19-08 | 27 14-72 | 21 11-45 | 19 10-35 | 15 8-18 | 12 6-54 | 9,2 5-01 | 7,6 4-14 | 18 | |
| 2,5 | 1 | 15 8-18 | 11 6-00 | 9,3 5-07 | 7,8 4-25 | 5,7 3-11 | 4,7 2-56 | 3,9 2-12 | 3,4 1-85 | 19 |
| 2 | 18,5 10-08 | 15 8-18 | 11,5 6-27 | 10 5-45 | 7,4 4-03 | 6,1 3-32 | 5,1 2-78 | 4,4 2-40 | 20 | |
| 3 | 24 13-08 | 18,5 10-08 | 15 8-18 | 12 6-54 | 9,5 5-18 | 7,6 4-14 | 6,2 3-38 | 4,9 2-67 | 21 | |
| 4 | 27 14-72 | 22 11-99 | 18,5 10-08 | 15 8-18 | 11,5 6-27 | 9,1 4-96 | 7,6 4-14 | 6,1 3-32 | 22 | |
| 5 | 34 18-53 | 25 13-62 | 20 10-90 | 18,5 10-08 | 14,5 7-90 | 11 6-00 | 8,8 4-80 | 7,3 3-98 | 23 | |
| 3 | 1 | 11,5 6-27 | 8,9 4-85 | 7,7 4-20 | 6,5 3-54 | 4,7 2-55 | 3,5 1-91 | 2,6 1-42 | 2,2 1-20 | 24 |
| 2 | 14 7-63 | 11 6-00 | 9 4-90 | 7,8 4-25 | 5,1 2-78 | 4,2 2-29 | 3,1 1-69 | 2,7 1-47 | 25 | |
| 3 | 16,5 8-99 | 13 7-08 | 11 6-00 | 9,5 5-18 | 6,9 3-76 | 5,1 2-78 | 3,8 2-07 | 3,2 1-74 | 26 | |
| 4 | 19,5 10-63 | 15,5 8-45 | 13 7-08 | 11 6-00 | 8,1 4-41 | 6 3-27 | 4,4 2-40 | 3,8 2-07 | 27 | |
| 5 | 24 13-08 | 18,8 10-25 | 15 8-18 | 13,5 7-36 | 9,8 5-34 | 7,2 3-92 | 5,3 2-89 | 4,8 2-62 | 28 | |
| 4 | 1 | 9,8 5-34 | 8,1 4-41 | 6,9 3-76 | 5,7 3-11 | 3,9 2-12 | 3 1-64 | 2,3 1-25 | 2,1 1-14 | 29 |
| 2 | 11,5 6-27 | 9,8 5-34 | 8,3 4-52 | 6,9 3-76 | 4,7 2-56 | 3,6 1-96 | 2,7 1-47 | 2,3 1-25 | 30 | |
| 3 | 14 7-63 | 12 6-54 | 9,9 5-40 | 8,2 4-47 | 5,4 2-94 | 4,4 2-40 | 3,1 1-69 | 2,7 1-47 | 31 | |
| 4 | 16,5 8-99 | 14 7-63 | 12 6-54 | 9,9 5-40 | 6,4 3-49 | 5,3 2-89 | 3,8 2-07 | 3,2 1-74 | 32 | |
| 5 | 20 10-90 | 17 9-26 | 14,5 7-90 | 12 6-54 | 7,5 4-09 | 6,1 3-32 | 4,5 2-45 | 3,8 2-07 | 33 | |
| 5 | 1 | 8,3 4-52 | 6,5 3-54 | 5,5 3-00 | 4,5 2-45 | 3,5 1-91 | 2,4 1-31 | 2,1 1-14 | 2 1-09 | 34 |
| 2 | 10 5-45 | 7,8 4-25 | 6,6 3-60 | 5,4 2-94 | 4,2 2-29 | 3 1-64 | 2,3 1-25 | 2,1 1-14 | 35 | |
| 3 | 12 6-54 | 9,5 5-18 | 7,9 4-30 | 6,5 3-54 | 5,1 2-78 | 3,6 1-96 | 2,7 1-47 | 2,3 1-25 | 36 | |
| 4 | 14,5 7-90 | 11 6-00 | 9,6 5-23 | 7,8 4-25 | 6 3-27 | 4,3 2-34 | 3,2 1-74 | 2,4 1-31 | 37 | |
| 5 | 18 9-81 | 14 7-63 | 11 6-00 | 9,5 5-18 | 7,2 3-92 | 5,3 2-89 | 3,7 2-02 | 3 1-64 | 38 | |
| 6 | 1 | 7,2 3-92 | 5,7 3-11 | 4,8 2-62 | 3,9 2-12 | 3 1-64 | 2,1 1-14 | 2 1-09 | 1,8 0-98,1 | 39 |
| 2 | 8,7 4-74 | 6,8 3-71 | 5,7 3-11 | 4,6 2-51 | 3,6 1-96 | 2,4 1-31 | 2,1 1-14 | 2 1-09 | 40 | |
| 3 | 10,5 5-72 | 8,1 4-41 | 6,8 3-71 | 5,6 3-05 | 4,4 2-40 | 3 1-64 | 2,3 1-25 | 2,1 1-14 | 41 | |
| 4 | 12,5 6-81 | 9,6 5-23 | 8,1 4-41 | 6,6 3-60 | 5,3 2-89 | 3,6 1-96 | 2,4 1-31 | 2,2 1-20 | 42 | |
| 5 | 14,5 7-90 | 11 6-00 | 9,6 5-53 | 8 4-36 | 6,2 3-38 | 4,4 2-40 | 3,5 1-91 | 2,4 1-31 | 43 | |
|
|
| а | б | в | г | д | е | ж | з | № |
1 - станок для изготовления петель и полухомутов,
2 - контейнер длястержней,
3 - контейнер дляпетель,
4 - местоарматурщика.
Включить станок. Подать стержни в гибочное устройство. Произвести гнутьестержней. Уложить готовые изделия в кассету или контейнер.
Исполнитель
арматурщик 2 разряда.
Нормы времени и расценки на1 т петель
| Диаметр стержней, мм, до | |||||||||||
| 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 |
| 7,6 4-33 | 5,5 3-14 | 4,1 2-34 | 3 1-71 | 2,2 1-25 | 1,6 0-91,2 | 1,3 0-74,1 | 1,2 0-68,4 | 0,72 0-41 | 0,63 0-35,9 | 0,55 0-31,4 | 0,45 0-25,7 |
| а | б | в | г | д | е | ж | з | и | к | л | м |
1 - станок длягнутья сеток и плоских каркасов,
2 - местоскладирования сеток и каркасов,
3 - местоскладирования гнутых сеток и каркасов,
4 - рабочие местаарматурщиков.
Уложить сетку на стол гибочного станка. Разметить места отгибов.Произвести гнутье изделий по разметке. Снять изделия со станка и уложить вштабель или контейнер.
Исполнители:
арматурщик 2 разряда - 2.
| Длина сетки м, до | Количество отгибов | Вес сетки или плоского каркаса, кг, до | |||||||||||||
| 1 | 1,5 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 6 | 7 | 8 | 9 |
| ||
| 1,5 | 1 | 6,3 3-59 | 5,4 3-08 | 4,8 2-74 | 4,4 2-51 | 4 2-28 | 3,8 2-17 | 3,6 2-05 | 3,4 1-94 | 3,2 1-82 | 2,9 1-65 | 2,7 1-54 | 2,5 1-42 | 2,2 1-25 | 1 |
| 2 | 9,3 5-30 | 8 4-56 | 7,3 4-16 | 6,7 3-82 | 6,3 3-59 | 5,9 3-36 | 5,6 3-19 | 5,3 3-02 | 5 2-85 | 4,6 2-62 | 4,2 2-39 | 3,7 2-11 | 3,4 1-94 | 2 | |
| 3 | 13,5 7-70 | 11,5 6-56 | 10,5 5-98 | 9,3 5-30 | 8,6 4-90 | 8 4-56 | 7,6 4-33 | 7,2 4-10 | 6,8 3-88 | 6,2 3-53 | 5,9 3-36 | 5 2-85 | 4,6 2-62 | 3 | |
| 3 | 1 | 7,4 4-22 | 6,5 3-70 | 5,5 3-14 | 5,2 2,96 | 4,8 2-74 | 4,5 2-57 | 4,3 2-45 | 4 2-28 | 3,8 2-17 | 3,5 2-00 | 3,2 1-82 | 2,9 1-65 | 2,6 1-48 | 4 |
| 2 | 10,5 5-99 | 9,1 5-19 | 7,9 4-50 | 7,6 4-33 | 7 3-99 | 6,7 3-82 | 6,3 3-59 | 5,9 3-36 | 5,5 3-14 | 5,2 2-96 | 4,7 2-68 | 4,2 2-39 | 3,8 2-17 | 5 | |
| 3 | 14,5 8-27 | 13 7-41 | 11 6-27 | 10 5-70 | 9,4 5-36 | 8,8 5-02 | 8,3 4-45 | 7,8 4-45 | 7,4 4-22 | 6,8 3-88 | 6,3 3-59 | 5,7 3-25 | 5 2-85 | 6 | |
| 6 | 1 | 8,6 4-90 | 7,4 4-22 | 6,7 3-82 | 6 3-42 | 5,6 3-19 | 5,3 3-02 | 5 2-85 | 4,7 2-68 | 4,5 2-56 | 4,1 2-34 | 3,7 2-11 | 3,4 1-94 | 3 1-71 | 7 |
| 2 | 11,5 6-55 | 10 5-70 | 9,1 5-19 | 8,4 4-79 | 7,9 4-50 | 7,5 4-28 | 7 3-99 | 6,6 3-76 | 6,3 3-59 | 5,8 3-31 | 5,2 2-96 | 4,7 2-68 | 4,3 2-45 | 8 | |
| 3 | 16 9-12 | 13,5 7-70 | 12,5 7-13 | 11 6-27 | 10,5 5-98 | 10 5-70 | 9 5-13 | 8,5 4-84 | 8 4-56 | 7,4 4-22 | 6,8 3-88 | 6,2 3-53 | 5,5 3-14 | 9 | |
|
|
| а | б | в | г | д | е | ж | з | и | к | л | м | н | № |
Продолжение таблицы 1
| Длина сетки м, до | Количество отгибов | Вес сетки или плоского каркаса, кг, до | ||||||||||||
| 10 | 12 | 14 | 17 | 20 | 25 | 30 | 50 | 75 | 100 | 125 | 150 |
| ||
| 1,5 | 1 | 1,8 1-03 | 1,4 0-79,8 | 1,2 0-68,4 | 0,98 0-55,9 | 0,95 0-54,2 | 0,88 0-50,2 | 0,84 0-47,9 | 0,79 0-45 | 0,68 0-33,8 | 0,5 0-28,5 | 0,35 0-20 | 0,29 0-16,5 | 10 |
| 2 | 2,8 1-60 | 2,1 1-20 | 1,9 1-08 | 1,6 0-91,2 | 1,5 0-85,5 | 1,4 0-79,8 | 1,3 0-74,1 | 1,2 0-68,4 | 1,1 0-62,7 | 0,8 0-45,6 | 0,53 0-30,2 | 0,44 0-25,1 | 11 | |
| 3 | 3,8 2-17 | 3 1-71 | 2,5 1-43 | 2,1 1-20 | 2 1-14 | 1,9 1-08 | 1,8 1-03 | 1,7 0-96,9 | 1,4 0-79,8 | 1,1 0-62,7 | 0,75 0-42,8 | 0,62 0-35,3 | 12 | |
| 3 | 1 | 2,2 1-25 | 1,7 0-96,9 | 1,4 0-79,8 | 1,3 0-74,1 | 1,2 0-68,4 | 1,1 0-62,7 | 1 0-57 | 0,94 0-53,6 | 0,81 0-46,2 | 0,6 0-34,2 | 0,42 0-23,9 | 0,35 0-20 | 13 |
| 2 | 3,2 1-82 | 2,5 1-43 | 2,1 1-20 | 1,7 0-96,9 | 1,6 0-91,2 | 1,5 0-85,5 | 1,4 0-79,8 | 1,3 0-74,1 | 1,2 0-68,4 | 0,9 0-51,3 | 0,6 0-34,2 | 0,5 0-28,5 | 14 | |
| 3 | 4,2 2-39 | 3,3 1-88 | 2,8 1-60 | 2,3 1-31 | 2,2 1-25 | 2 1-14 | 1,9 1-08 | 1,8 1-03 | 1,6 0-91,2 | 1,2 0-68,4 | 0,82 0-46,7 | 0,62 0-35,3 | 15 | |
| 6 | 1 | 2,5 1-42 | 2 1-14 | 1,8 1-03 | 1,7 0-97 | 1,6 0-91,2 | 1,5 0-85,5 | 1,2 0-68,4 | 1,1 0-62,7 | 0,96 0-54,7 | 0,7 0-39,9 | 0,48 0-27,4 | 0,42 0-23,9 | 16 |
| 2 | 3,5 2-00 | 2,8 1-60 | 2,4 1-37 | 2 1-14 | 1,9 1-08 | 1,8 1-03 | 1,7 0-96,9 | 1,6 0-91,2 | 1,4 0-79,8 | 1 0-57 | 0,66 0-37,6 | 0,57 0-32,5 | 17 | |
|
| 4,6 2-62 | 3,6 2-05 | 3 1-71 | 2,5 1-42 | 2,4 1-37 | 2,3 1-31 | 2,2 1-25 | 2 1-14 | 1,7 0-96,9 | 1,3 0-74,1 | 0,88 0-50,2 | 0,75 0-42,8 | 18 | |
|
|
| о | п | р | с | т | у | ф | x | ц | ч | ш | щ | № |
Нормывремени и расценки на 1 т изделий
| Длина сетки м, до | Количество отгибов | Вес сетки или плоского каркаса, кг, до | |||||||||||||
| 1 | 1,5 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 6 | 7 | 8 | 9 |
| ||
| 1,5 | 1 | 5,7 3-25 | 4,9 2-79 | 4,3 2-45 | 4 2-28 | 3,6 2-05 | 3,4 1-94 | 3,2 1-82 | 3,1 1-77 | 2,9 1-65 | 2,6 1-48 | 2,4 1-37 | 2,2 1-25 | 2 I-I4 | 1 |
| 2 | 8,4 4-79 | 7,2 4-10 | 6,6 3-76 | 6 3-42 | 5,7 3-25 | 5,3 3-02 | 5 2-85 | 4,8 2-74 | 4,5 2-57 | 4,1 2-34 | 3,8 2-17 | 3,3 1-88 | 3,1 1-77 | 2 | |
| 3 | 12 6-84 | 10,5 5-98 | 9,5 5-42 | 8,4 4-79 | 7,7 4-39 | 7,2 4-10 | 6,8 3-88 | 6,5 3-70 | 61 3-48 | 5,6 3-19 | 5,3 3-02 | 4,8 2-74 | 4,1 2-34 | 3 | |
| 3 | 1 | 6,7 3-82 | 5,9 3-36 | 5 2-85 | 4,7 2-68 | 4,3 2-45 | 4,1 2-34 | 3,9 2-22 | 3,6 2-05 | 3,4 1-94 | 3,2 1-82 | 2,9 1-65 | 2,6 1-48 | 2,4 1-37 | 4 |
| 2 | 9,5 5-42 | 8,2 4-67 | 7,1 4-05 | 6,8 3-88 | 6,3 3-59 | 6 3-42 | 5,7 3-25 | 5,3 3-02 | 5 2-85 | 4,7 2-68 | 4,2 2-39 | 3,8 2-17 | 3,4 1-94 | 5 | |
| 3 | 13 7-41 | 11,5 6-56 | 9,9 5-64 | 9 5-13 | 8,5 4-84 | 7,9 4-50 | 7,5 4-28 | 7 3-99 | 6,7 3-82 | 6,1 3-48 | 5,7 3-25 | 5,1 2-91 | 4,5 2-56 | 6 | |
| 6 | 1 | 7,7 4-39 | 6,7 3-62 | 6 3-42 | 5,4 3-08 | 5 2-85 | 4,8 2-74 | 4,5 2-57 | 4,2 2-39 | 4 2-28 | 3,7 2-11 | 3,3 1-88 | 3,1 1-77 | 2,7 1-54 | 7 |
| 2 | 10,5 5-98 | 9 5-13 | 8,2 4-67 | 7,6 4-33 | 7,1 4-05 | 6,8 3-88 | 6,3 8-59 | 5,9 3-36 | 5,7 3-25 | 5,2 2-96 | 4,7 2-68 | 4,2 2-39 | 3,9 2-22 | 8 | |
| 3 | 14,5 8-27 | 12 6-84 | 11 6-27 | 10 5-70 | 9,5 5-42 | 9 5-13 | 8,1 4-62 | 7,6 4-33 | 7,2 4-10 | 6,7 3-82 | 6,1 3-48 | 5,6 3-19 | 5 2-85 | 9 | |
|
|
| а | б | в | г | д | е | ж | з | и | к | л | м | н | № |
Продолжение таблицы 2
| Длина сетки м, до | Количество отгибов | Вес сетки или плоского каркаса, кг, до | ||||||||||||
| 10 | 12 | 14 | 17 | 20 | 25 | 30 | 50 | 75 | 100 | 125 | 150 |
| ||
| 1,5 | 1 | 1,6 0-91,2 | 1,3 0-74,1 | 1,1 0-62,7 | 0,88 0-50,2 | 0,85 0-48,4 | 0,79 0-45 | 0,76 0-43,3 | 0,71 0-40,5 | 0,61 0-34,8 | 0,45 0-25,7 | 0,31 0-17,7 | 0,26 0-14,8 | 10 |
| 2 | 2,5 1-42 | 1,9 1-08 | 1,7 0-96,9 | 1,5 0-85,5 | 1,4 0-79,8 | 1,3 0-74,1 | 1,2 0-68,4 | 1,1 0-62,7 | 0,99 0-56,4 | 0,72 0-41 | 0,48 0-27,4 | 0,4 0-22,8 | 11 | |
| 3 | 3,4 1-94 | 2,7 1-54 | 2,3 1-31 | 1,9 1-08 | 1,8 1-03 | 1,7 0-96,9 | 1,6 0-91,2 | 1,5 0-85,5 | 1,3 0-74,1 | 0,99 0-56,4 | 0,68 0-38,8 | 0,56 0-31,9 | 12 | |
| 3 | 1 | 2 1-14 | 1,5 0-85,5 | 1,3 0-74,1 | 1,1 0-62,7 | 1 0-57 | 0,94 0-53,6 | 0,9 0-51,3 | 0,85 0-48,4 | 0,73 0-41,6 | 0,54 0-30,8 | 0,38 0-21,7 | 0,32 0-18,2 | 13 |
| 2 | 2,9 1-65 | 2,3 1-31 | 1,9 1-08 | 1,6 0-91,2 | 1,5 0-85,5 | 1,4 0-79,8 | 1,3 0-74,1 | 1,2 0-68,4 | 1,1 0-62,7 | 0,81 0-46,2 | 0,54 0-30,8 | 0,45 0-25,6 | 14 | |
| 3 | 3,8 2-17 | 3 1-71 | 2,5 1-42 | 2,1 1-20 | 2 1-14 | 1,8 1-03 | 1,7 0-96,9 | 1,6 0-91,2 | 1,4 0-79,8 | 1,1 0-62,7 | 0,74 0-42,2 | 0,56 0-31,9 | 15 | |
| 6 | 1 | 2,2 1-25 | 1,8 1-03 | 1,5 0-85,5 | 1,4 0-79,8 | 1,3 0-74,1 | 1,2 0-68,4 | 1,1 0-62,7 | 0,99 0-56,4 | 0,86 0-49 | 0,63 0-35,9 | 0,43 0-24,5 | 0,33 0-21,7 | 16 |
| 2 | 3,2 1-82 | 2,5 1-42 | 2,2 1-25 | 1,8 1-03 | 1,7 0-96,9 | 1,6 0-91,2 | 1,5 0-85,5 | 1,4 0-79,8 | 1,2 0-68,4 | 0,9 0-51,3 | 0,59 0-33,6 | 0,51 0-29,1 | 17 | |
| 3 | 4,1 2-34 | 3,2 1-82 | 2,7 1-54 | 2,4 1-37 | 2,2 1-25 | 2,1 1-20 | 2 1-14 | 1,8 1-03 | 1,5 0-85,5 | 1,2 0-68,4 | 0,8 0-45,6 | 0,68 0-38,8 | 18 | |
|
|
| о | п | р | с | т | у | ф | x | ц | ч | ш | щ | № |
Нестоящий раздел содержит нормы времени ирасценки на:
- упрочнение арматурных стержней вытяжкой наспециальных установках;
- электротермическое упрочнение стержней на машинахЭТУ;
- высадку анкерных головок на стержнях на специальныхмашинах или модернизированных стыкосварочных машинах МСР и МСМУ;
- опрессовку втулок на концах стержней на малинахМО-4 или модернизированном прессе С-445;
- сварку стержней с отрезками напряженной арматурына стыкосварочных машинах МСР и МСМУ.
А.Машины для упрочнения арматурных стержней вытяжкой
| Показатели | Единица измерения | Марка установки | ||
| CН-5I3 | 6597С | 6701C/2А | ||
| Максимальное усилие растяжения | т | 60 | 70 | 70 |
| Максимальный диаметр стержня | мм | 36 | 40 | 40 |
| Длина стержней | мм | 24000 | 6000-6400 | 6000-12000 |
| Производительность | шт/ч | 18 | 25 | 8-16 |
| Ход поршня | мм | 800 | - | - |
Б.Установки для термического упрочнения арматуры
| Показатели | Единица измерения | Тип установки |
| ЭТУ-1 и ЭТУ-1А | ||
| Общая установленная мощность трансформатора | ква | 150 |
| Давление на зажимах | кг/см2 | 5-6 |
| Диаметр упрочняемых стержней | мм | 10-16 |
| Длина упрочняемых стержней | м | 6-12 |
| Производительность стержней | шт/час | 90-100 |
| Температура нагрева для закачки | градус | 950 °С |
| Охлаждающая среда |
| водяная ванна |
| Температура нагрева для отпуска |
| 380 °С |
| Габариты: длина | мм | 9000-12000 |
| ширина | мм | 4110 |
| высота | мм | 1670 |
| Вес | кг | 6000 |
В.Машины для образования высаженных анкерных головок
| Показатели | Единица измерения | Тип установки | |
| СМЖ-128 | 65960С/1 | ||
| Вид арматурной стали |
| Стержневая арматура периодического профиля | |
| Ø 10-25 | Ø 10-25 | ||
| Длина стержней: |
|
|
|
| максимальная | мм | 6510 | 6510 |
| минимальная | мм | 5590 | 5590 |
| количество стержней, на которых одновременно производят высадку | шт | 1 | 1 |
| Производительность стержней час | шт | 100-120 | 60-80 |
| Установления мощность | ква | 70 | 70 |
| Масса | кг | 2360 | 2400 |
Г.Пневматический пресс МО-4 для опрессовки втулок на стержнях арматурной стали
| Показателя | Единица измерения | МО-4 |
| Усилие обжатия | т | 150 |
| Диаметр |
|
|
| арматурных стержней | мм | 10-22 |
| втулки (максимальный наружный) | мм | 50 |
| цилиндра пневматического привода | мм | 414 |
| Давление воздуха | кг/см2 | 8 |
| Ход поршня | мм | 230 |
| Расход воздуха | м3/мин | 1,6 |
| Производительность машины |
|
|
| число циклов в час | шт | 300 |
| вес | кг | 990 |
1. Упрочнение арматурных стержней вытяжкойпроизводится на специальных стендах, оборудованных приспособлениями,гидравлическими домкратами и насосом.
Контроль за натяжением осуществляется по показателямоттарированных манометров и по удлинению стержней. Арматурные стержниукладываются на стенд при помощи подъемных механизмов или вручную изакрепляются одним концом в упорах, а другим - в захватах натяжной станции.Стерший длиной свыше 20 м вытягиваются за два хода поршня с перестановкойупора. Стержни снимаются со стенда вручную или с помощью механическогосбрасывателя.
2. Электротермическое упрочнение арматурных стержнейпроизводится на специальных машинах ЭТУ-1 и ЭТУ-1А.
Процесс упрочнения стержней на этих установкахполностью автоматизирован, за исключением укладки стержней в зубчатыйтранспортер.
3. Высадка анкерных головок производится поочереднос обоих сторон стержней на машинах МСМУ и МСР с замененным неподвижным зажимомна упор или одновременно с обоих сторон стержня на специальных малинах СМЖ-128и 6596С/1.
4. Опрессовку шайб на стержневой арматуре производятна гидравлическом прессе С-445 или пневматических машинах МО-4.
Внутренний диаметр отверстия шайб должен быть на 1-2мм больше диаметра стержней.
| Виды затрат | Время в процентах от оперативного |
| Подготовительно-заключительная работа | 4,1 |
| Организационно-техническое обслуживание рабочего места | 3,3 |
| Отдых и личные надобности | 10,9 |
|
| Итого: 18,3 |
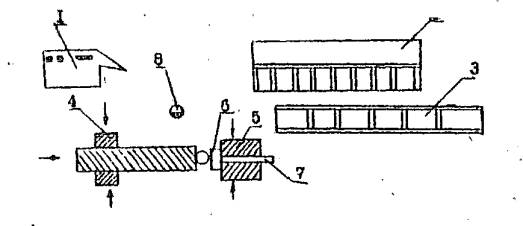
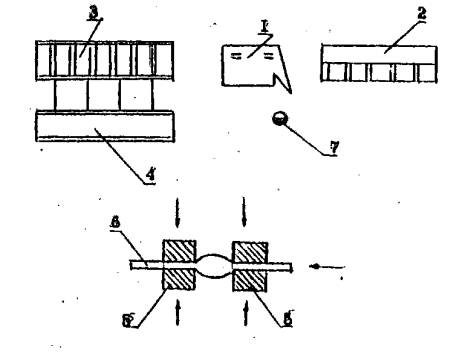
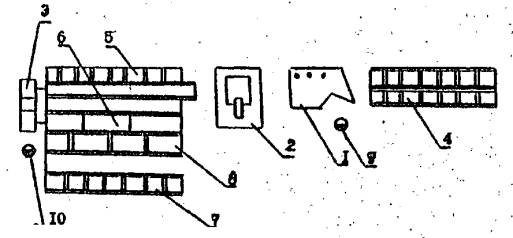
1 -машина стыковой электросварки с модернизированным контактом,
2 -роликовый стол,
3 -контейнер для стержней,
4 -неразъемный подвижной контакт,
5 -зажимной контакт,
6 -опорная шайба,
7 -обрабатываемый стержень,
8 -место сварщика арматурных сеток и каркасов.
Одеть шайбу на конец стержня. Подать стержень по рольгангу под контактныйзажим машины, Зажать стержень. Произвести высадку головки. Снять стержень иуложить в контейнер. Подать стержни на стол краном, предварительно развернувпакет на 180°. Повторить все операции и произвести высадку головок но другойконце стержня.
Сварщик арматурных сеток и каркасов 3 разряда.
| длина стержней, м, до | Диаметр стержней, мм, до | ||||||||||
| 10 | 12 | 14 | 18 | 20 | 22 | 25 | 28 | 32 | 36 |
| |
| 7 | 5,4 3-40 | 4,5 2-84 | 3,9 2-46 | 3 1-89 | 2,6 1-64 | 2,3 1-45 | 1,9 1-20 | 1,8 1-13 | 1,5 0-94,5 | 1,3 0-81,9 | 1 |
| 10 | 3,8 2-39 | 3,2 2-02 | 2,8 1-76 | 2,1 1-32 | 1,8 1-13 | 1,6 1-01 | 1,3 0-81,9 | 1,2 0-75,6 | 1 0-63 | 0,9 0-56,7 | 2 |
| 13 | 2,8 1-76 | 2,4 1-51 | 2,1 1-32 | 1,6 1-01 | 1,4 0-88,2 | 1,2 0-75,6 | 1 0-63 | 0,95 0-59,9 | 0,8 0-50,4 | 0,7 0-44,1 | 3 |
| 17 | 2,4 1-51 | 1-18 1-13 | 1,6 1-01 | 1,2 0-75,6 | 1,1 0-69,3 | 0,95 0-59,9 | 0,78 0-49,1 | 0,73 0-46 | 0,62 0-39,1 | 0,53 0-33,4 | 4 |
| 19 | 2 1-26 | 1,7 1-07 | 1,4 0-88,2 | 1,1 0-69,3 | 0,96 0-60,5 | 0,85 0-53,6 | 0,7 0-44,1 | 0,65 0-41 | 0,55 0-34,6 | 0,48 0-30,2 | 5 |
| 25 | 1,5 0-94,5 | 1,3 0-81,9 | 1,1 0-69,3 | 0,89 0-56,1 | 0,72 0-45,4 | 0,64 0-40,3 | 0,53 0-33,4 | 0,49 0-30,9 | 0,42 0-26,5 | 0,36 0-22,7 | 6 |
|
| а | б | в | г | д | е | ж | з | и | к | № |
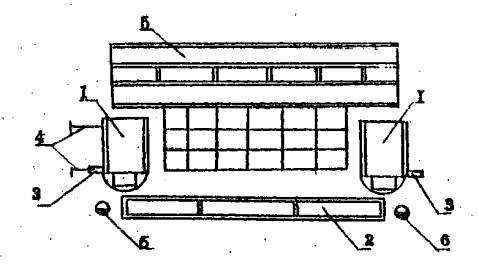
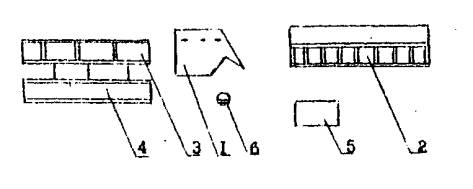
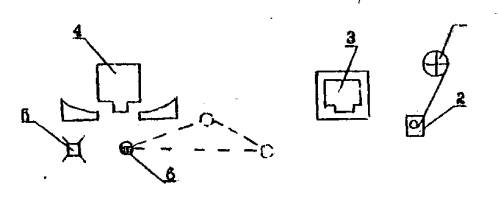
Схемаорганизации рабочего места
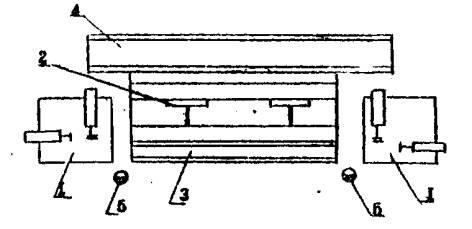
1 - высадочно-зажимное устройство,
2 - сбрасывающее устройство,
3 - контейнер для стержней,
4 - приемный лоток,
6 - рабочее место сварщиков арматурных сетоки каркасов.
Подать стержень под электродом высадочно-зажимного устройства. Одетьшайбы на концы стержня. Произвести высадку головок одновременно с двух сторон.Сбросить стержень в контейнер.
Исполнители:
Сварщик арматурных сеток и каркасов 3 разряда - 2.
| длина стержней, м, до | Диаметр стержней, мм, до | ||||||||||
| 10 | 12 | 14 | 18 | 20 | 22 | 25 | 28 | 32 | 36 |
| |
| 7 | 3,3 2-08 | 2,5 1-58 | 2,1 1-32 | 1,8 1-13 | 1,6 1-01 | 1,4 0-88,2 | 1,3 0-81,9 | 1,2 0-75,6 | 1 0-63 | 0,94 0-59,2 | 1 |
| 10 | 2,4 1-51 | 1,8 1-13 | 1,5 0-94,5 | 1,2 0-75,6 | 1,1 0-69,3 | 1 0-63 | 0,9 0-56,7 | 0,83 0-52,3 | 0,71 0-44,7 | 0,65 0-41 | 2 |
| 13 | 1,8 1-13 | 1,4 0-88,2 | 1,2 0-75,6 | 0,94 0-59,2 | 0,85 0-53,6 | 0,78 0-49,1 | 0,71 0-44,7 | 0,63 0-39,7 | 0,54 0-34 | 0,51 0-32,1 | 3 |
| 17 | 1,4 0-88,2 | 1 0-63 | 0,89 0-56,1 | 0,72 0-45,4 | 0,65 0-41 | 0,54 0-34 | 0,52 0-32,8 | 0,49 0-30,9 | 0,42 0-26,5 | 0,38 0-23,9 | 4 |
| 19 | 1,2 0-75,6 | 0,9 0-56,7 | 0,78 0-49,1 | 0,65 0-41 | 0,58 0-36,5 | 0,52 0-32,8 | 0,47 0-29,6 | 0,43 0-27,1 | 0,38 0-23,9 | 0,34 0-21,4 | 5 |
| 20 | 0,94 0-59,2 | 0,72 0-45,4 | 0,6 0-37,8 | 0,49 0-30,9 | 0,45 0-28,3 | 0,4 0-25,2 | 0,36 0-22,7 | 0,33 0-20,8 | 0,29 0-18,3 | 0,26 0-16,4 | 6 |
|
| а | б | в | г | д | е | ж | з | и | к | № |
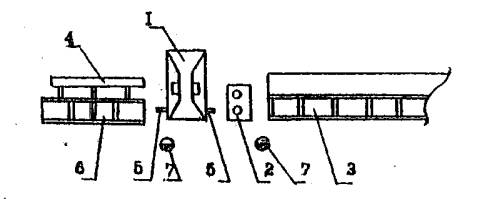
1 - машина для стыковой электросварки,
2 - роликовый стол,
3 - рольганг,
4 - контейнер для стержней,
5 - контактные зажимы,
6 - обрабатываемый стержень,
7 - место сварщика арматурных сеток и каркасов.
Подать стержень под контактные зажимы машины. Зажать, произвести высадкуголовки. Освободить стержень от зажимов, переместить по рольгангу, высадитьголовку с другой стороны. Снять стержень и уложить в контейнер.
Сварщик арматурных сеток и каркасов 3 разряда.
| длина стержней, м, до | Диаметр стержней, мм, до | ||||||||||
| 10 | 12 | 14 | 18 | 20 | 22 | 25 | 28 | 32 | 36 |
| |
| 7 | 5,2 3-28 | 4,3 2-71 | 3,8 2-39 | 2,8 1-76 | 2,5 1-58 | 2,2 1-39 | 2 1-26 | 1,7 1-07 | 1,4 0-88,2 | 1,2 0-75,6 | 1 |
| 10 | 4,1 2-58 | 3,4 2-14 | 2,9 1-83 | 2 1-26 | 1,9 1-20 | 1,7 1-07 | 1,5 0-94,5 | 1,4 0-88,2 | 1 0-63 | 0,9 0-56,7 | 2 |
| 13 | 3 1-89 | 2,4 1-51 | 2 1-26 | 1,5 0-94,5 | 1,3 0-81,9 | 1,2 0-75,6 | 1 0-63 | 0,9 0-56,7 | 0,8 0-50,4 | 0,7 0-44,1 | 3 |
| 17 | 2,2 1-39 | 1,8 1-13 | 1,5 0-94,5 | 1,1 0-69,3 | 1 0-63 | 0,9 0-56,7 | 0,8 0-50,4 | 0,7 0-44,1 | 0,6 0-37,8 | 0,5 0-31,5 | 4 |
| 13 | 1,6 1-01 | 1,4 0-88,2 | 1,1 0-69,3 | 0,9 0-56,7 | 0,8 0-50,4 | 0,7 0-44,1 | 0,6 0-37,8 | 0,5 0-31,5 | 0,4 0-25,2 | 0,3 0-18,9 | 5 |
| 25 | 1,3 0-61,9 | 1 0-63 | 0,9 0-56,7 | 0,8 0-50,4 | 0,7 0-44,1 | 0,6 0-37,8 | 0,5 0-31,5 | 0,4 0-25,2 | 0,3 0-18,9 | 0,2 0-12,6 | 6 |
|
| а | б | в | г | д | е | ж | з | и | к | № |
Примечание. Нормамипредусмотрена высадка двух головок на каждом стержне.
Вслучав высадки более двух головок на каждую последующую пару Н.вр. и Расц.умножать на 1,7. При высадке головок на машинах МСЖ нормы времениумножать на 0,7.
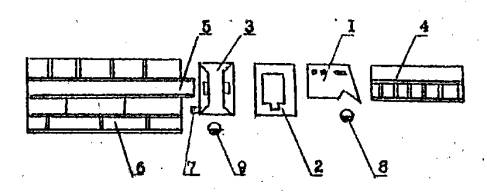
Схемаорганизации рабочего места
1 - пресс,
2 - протяжное устройство,
3 - роликовый стол,
4 - парный стол,
5 - ящик для шайб,
6 - контейнер для стержней,
7 - место арматурщиков.
Отобрать стержень из пакета. Одеть шайбу на конец стержня, произвестиопрессовку. Подать стержень по рольгангу до упора. Одеть шайбу на другой конецстержня и опрессовать. Сбросить стержень в приемный контейнер или кассету.
Исполнители:
арматурщик 3 разряда
арматурщик 2 разряда
Таблица 1
Нормы времени я расценки на 1 т стержней
| длина стержней, м, до | Диаметр стержней, мм, до | |||||||||
| 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 32 |
| |
| 7 | 3,7 2-22 | 3,5 2-10 | 3,1 1-86 | 2,6 1-56 | 2,3 1-38 | 2 1-20 | 1,7 1-02 | 1,3 0-78 | 1 0-60 | 1 |
| 10 | 2,7 1-62 | 2,5 1-50 | 2,2 1-32 | 2 1-20 | 1,8 1-08 | 1,6 0-96 | 1,3 0-78 | 1 0-60 | 0,8 0-48 | 2 |
| 13 | 2,2 1-32 | 2 1-20 | 1,8 1-08 | 1,5 0-90 | 1,4 0-84 | 1,2 0-72 | 1 0-60 | 0,8 0-48 | 0,7 0-42 | 3 |
| 19 | 1,6 0-96 | 1,4 0-84 | 1,3 0-78 | 1,1 0-66 | 1 0-60 | 0,9 0,54 | 0,7 0-42 | 0,6 0-36 | 0,5 0-30 | 4 |
| 25 | 1,2 0-72 | 1,1 0-66 | 0,99 0-59,4 | 0,89 0-53,4 | 0,8 0-48 | 0,7 0-42 | 0,6 0-36 | 0,5 0-30 | 0,4 0-24 | 5 |
|
| а | б | в | г | д | е | ж | з | и | № |
Примечание. Нормамипредусмотрена опрессовка двух шайб на каждом стержне.
При опрессовке более двух шайб на каждуюпоследующую пару Н.вр. и Расц. умножать на 1,5.
Схемаорганизация рабочего места
1 - опрессовочные спаренные машины,
2 - контейнер для неопрессованных стержней,
3 - ящики для шайб,
4 - направляющие для перемещения машины,
5 - контейнер для опрессованных стержней,
6 - рабочее место арматурщика.
Отобрать стержни из пакета. Одеть шайбы на концы стержня, произвестиопрессовку. Сбросить стержень в приемный контейнер или кассету.
Исполнители:
арматурщик 3 разряда - 2.
| длина стержней, м, до | Диаметр стержней, мм, до | ||||||||
| 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 |
| |
| 7 | 3,5 2-20 | 3,1 1-95 | 2,6 1-64 | 2,2 1-3 | 1,9 1-20 | 1,7 1-07 | 1,5 0-94,5 | 1,3 0-81,9 | 1 |
| 10 | 2,6 1-64 | 2,3 1-45 | 1,9 1-20 | 1,7 1-07 | 1,4 0-88,2 | 1,3 0-81,9 | 1,1 0-69,3 | 1 0-63 | 2 |
| 13 | 2,1 1-32 | 1,9 1-20 | 1,5 0-94,5 | 1,4 0-88,2 | 1,1 0-69,3 | 1 0-63 | 0,95 0-59,8 | 0,73 0-46 | 3 |
| 19 | 1,6 1-01 | 1,4 0-88,2 | 1,1 0-69,3 | 0,97 0-61,1 | 0,83 0-52,3 | 0,75 0-47,2 | 0,68 0-42,8 | 0,55 0-34,6 | 4 |
| 25 | 1,3 0-81,9 | 1,1 0-69,3 | 0,88 0-55,4 | 0,78 0-49,1 | 0,65 0-41 | 0,59 0-37,2 | 0,54 0-34 | 0,45 0-28,4 | 5 |
|
| а | б | в | г | д | е | ж | з | № |
Примечание. Нормамипредусмотрена опрессовка двух шайб на каждом стержне. В случае опрессовки болеедвух шайб на каждую последующую пару Н.вр. и Расц. умножать на 1,5.
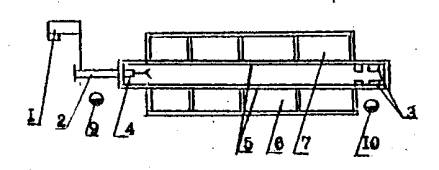
Схемаорганизации рабочего места
1 -машина для стыковой электросварки,
2 -станок для резки,
3 -пресс,
4 -роликовый стол,
5 -мерный стол с упорами,
6 -контейнер для стержней,
7 -ящик для шайб,
8 - местосварщика арматурных сеток и каркасов,
9 -место арматурщика.
Отобрать стержень из пакета. Одеть и опрессовать шайбу с одной стороныстержня. Подать стержень по рольгангу к зажимному контакту стыкосварочноймашины. Отобрать второй стержень. Состыковать стержни. Подать стержень норольгангу до упора. Отрезать по заданной длине. Одеть и опрессовать шайбу сдругой стороны стержня. Сбросить стержень в контейнер.
Исполнители:
сварщик арматурных сеток и каркасов 4 разряда,
арматурщик 3 разряда.
| длина стержней, м, до | Диаметр стержней, мм, до | ||||||
| 10 | 12 | 14 | 16 | 18 | 20 |
| |
| 17 | 6,9 4-59 | 6,2 4-12 | 5,5 3-66 | 4,8 3-19 | 4,2 2-79 | 3,7 2-46 | 1 |
| 19 | 5,7 3-79 | 5,1 3-39 | 4,5 2-99 | 3,9 2-59 | 3,7 2-46 | 3,5 2-33 | 2 |
| 23 | 3,4 2-26 | 3 2-00 | 26 1-73 | 2,3 1-53 | 2 1-33 | 1,8 1-20 | 3 |
| 26 | 2,8 1-86 | 2,5 1-66 | 2,1 1-40 | 1,8 1-20 | 1,6 1-06 | 1,3 0-86,4 | 4 |
|
| а | б | в | г | д | е | № |
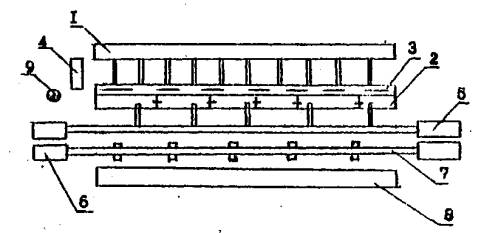
1 -машина для стыковой сварки,
2 -станок для резки,
3 -натяжная установка,
4 -роликовый стол,
5 -мерный стол с упорами,
6 -стенд упрочнения стержней,
7 -мерный стол с упорами для приварки сухарей,
8 -контейнер для стержней,
9 -место сварщика арматурных сеток и каркасов,
10 -место электросварщика ручной сварки.
Подача стержней по рольгангу и хвостовиков к машине для стыковой сварки,зачистка их концов. Стыковая сварка стержней непрерывной ниткой с резкой позаданному размеру, приварка хвостовиков и высадка сферических головок. Подачастержней по направляющим в захваты натяжной установки. Установка на мернойлинейке величины удлинения. Включение натяжной установки. Наблюдение запроцессом упрочнения по показаниям манометра и линии удлинения стержня.
Включение оборотного хода домкрата, освобождение стержня. Укладка стержняна мерный стол с упорами. Обрезка хвостовика и приварка сухарей к стержню поразметке с помощью ручной дуговой сварки. Сбрасывание стержня в контейнер.
Исполнители:
сварщик арматурных сеток и каркасов 4 разряда
электросварщик ручкой сварки 4 разряда
| длина стержней, м, до | Диаметр стержней, мм, до | ||||
| 22 | 25 | 28 | 32 |
| |
| 13 | 9,1 6-37 | 7,4 5-18 | 6,6 4-62 | 5,6 3-92 | 1 |
| 19 | 7,7 5-39 | 6,2 4-34 | 5,6 3-92 | 4,6 3-22 | 2 |
| 25 | 5,1 3-57 | 4,1 2-87 | 3,7 2-59 | 3,1 2-17 | 3 |
|
| а | б | в | г | № |
1-машина для стыковой электросварки,
2 -роликовый стол,
3 -рольганг,
4 -контейнер для стержней,
5 -контейнер для отрезков стержней,
6 -место сварщика арматурных сеток и каркасов.
Подать стержни и отрезки по рольгангу к сварочному аппарату, зачистить ихконцы. Зажать концы стержней в контактах, отцентрировать их. Произвести сваркуи уложить стержни в контейнер.
сварщик арматурных сеток и каркасов 4 разряда.
Нормы времени и расценки на 1 т стержней
| длина стержней, м, до | Диаметр стержней, мм, до | ||||||||||||
| 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | 36 | 40 | 45 |
| |
| 6 | 6 4-20 | 5,1 3-57 | 4,4 3-08 | 3,9 2-73 | 3,5 2-45 | 3,2 2-24 | 2,7 1-89 | 2,4 1-68 | 2 1-40 | 1,7 1-19 | 1,6 1-12 | 1,3 0-91 | 1 |
| 9 | 4 2-80 | 3,4 2-38 | 3 2-10 | 2,6 1-82 | 2,3 1-61 | 2,2 1-54 | 1,8 1-26 | 1,6 1-12 | 1,4 0-98 | 1,2 0-84 | 0,94 0-65,8 | 0,88 0-61,6 | 2 |
| 12 | 3 2-10 | 2,6 1-82 | 2,2 1-54 | 2 1-40 | 1,8 1-26 | 1,6 1-12 | 1,4 0-98 | 1,2 0-84 | 1 0-70 | 0,87 0-60,9 | 0,79 0-55,3 | 0,66 0-46,2 | 3 |
| 18 | 2 1-40 | 1,7 1-I9 | 1,5 1-05 | 1,3 0-91 | 1,2 0-84 | 1,1 0-77 | 0,91 0-63,7 | 0,78 0-54,6 | 0,68 0-46,6 | 0,58 0-40,6 | 0,52 0-36,4 | 0,44 0-30,8 | 4 |
| 24 | 1,5 1-05 | 1,3 0-91 | 1,1 0-77 | 1 0-70 | 0,88 0-61,6 | 0,81 0-56,7 | 0,68 0-47,6 | 0,73 0-51,1 | 0,51 0-35,7 | 0,43 0-30,1 | 0,39 0-27,3 | 0,33 0-23,1 | 5 |
|
| а | б | в | г | д | е | ж | з | и | к | л | м | № |
Примечания:
1. Нормами предусмотрена приварка отрезков напряженной арматуры сдвух сторон стержней.
2. При приварке отрезков с однойстороны стержней Н.вр. и Расц. умножать на 0,6.
1 - насосная установка,
2 - гидродомкрат,
3 - захваты на раме,
4 - захват на гидродомкрате,
5 - рама натяжного стенда,
6 - стеллаж для стержней,
7 - стеллаж или контейнер для упрочнения стержней,
8 - мерная линейка,
9 - место арматурщика 3 разряда,
10 - место арматурщика 2 разряда.
Уложить стержень между балками стенда.Заправить копии стержня в захваты. Установить на мерной линейке величинуудлинения. Включить насосную установку. Наблюдать за процессом упрочнения попоказаниям манометра и линии удлинения стержня. Включить обратный ход домкрата,ослабить стержень. При ступенчатом упрочнении (при длине стержней более 20 м)переместить конец стержня в следующий захват на раме, и все операции повторить.Сбросить стержень на стеллаж или в контейнер.
| Длина стержней, м | Исполнители |
| до 10 | Арматурщик 3 разряда |
| более 10 | Арматурщик 3 разряда |
|
| Арматурщик 2 разряда |
Таблица1
Нормывремени и расценки на 1 т стержней
| длина стержней, м, до | Диаметр стержней, мм, до | |||||||||
| 10 | 12 | 14 | 16 | 18 | 20 | 25 | 30 | 36 |
| |
| 7 | 10,8 6-80 | 7,6 4-79 | 6,1 3-84 | 4,5 2-84 | 4,2 2-65 | 4 2-52 | 2,1 1-32 | 1,6 1-01 | 1,2 0-75,6 | 1 |
| 13 | 8,8 5-28 | 6,2 3-72 | 4,1 2-46 | 3,6 2-16 | 3 1-80 | 2,4 1-44 | 1,7 1-02 | 1,2 0-72 | 0,98 0-58,8 | 2 |
| 19 | 8,7 5-22 | 6 3-600 | 4 2-40 | 3,5 2-10 | 2,9 1-74 | 2,4 1-44 | 1,6 0-96 | 1,2 0-72 | 0,85 0-51 | 3 |
| 25 | 8,5 5-10 | 5,8 3-48 | 3,6 2-16 | 3,2 1-92 | 2,5 1-50 | 2 1-20 | 1,4 0-84 | 1 0-60 | 0,74 0-44,4 | 4 |
|
| а | б | в | г | д | е | ж | з | и | № |
Схемаорганизации рабочего места
1 - стеллаж дляарматурных стержней,
2 - зубчатыйтранспортер,
3 - лоток,
4 - ножницы длярезки арматуры,
5 - механизм подачинагретых стержней,
6 - устройствоотпуска стержней,
7 - механизмукладки стержней в контейнер,
8 - контейнер длятермоупрочненных стержней,
9 - местоарматурщика 3 разряда.
Отобрать стержни со стеллажа и уложить на зубчатый транспортер. Включитьмалину и вести наблюдение за процессом упрочнения стержней.
арматурщик 3 разряда.
| длина стержней, м, до | Диаметр стержней, мм, до | ||||
| 10 | 12 | 14 | 16 |
| |
| 7 | 4,2 2-65 | 3,5 2-20 | 3,1 1-95 | 2,7 1-70 | 1 |
| 13 | 3,3 2-08 | 2,8 1-76 | 2,4 1-51 | 2 1-26 | 2 |
|
| а | б | в | г | № |
Раздел включает нормы времени и расценки на изготовление спиралейарматуры на станках, монтажных колец для арматурных каркасов центрифугированныхопор ЛЭП, анкерных спиралей и спиральных анкеров.
| Показатели | Единица измерения | Тип станка |
| местного изготовления | ||
| Диаметр навивочной проволоки | мм | 4+6 |
| Скорость навивки | м/мин | 20 |
| Мощность электродвигателя | квт | 4,5 |
| Вес станка | кг | 965 |
| Габаритные размеры: |
|
|
| Длина | мм | 2000 |
| Ширина | мм | 1230 |
| Высота | мм | 1270 |
Техническаяхарактеристика линии навивки спиральных анкеров
Конструкция станка-автомата для навивки спиральных анкеров разработана набазе правильно-отрезного станка С-338.
| Показатели | Единица измерения | Тип станка |
| С-338 реконструир. | ||
| Производительность (при массе бухты 250 кг.) | анкеров в смену | 184000 |
| Диаметр проволоки | мм | 6 |
| Внутренний диаметр спиральных анкеров (минимальный) | мм | 13 |
| Установленная мощность | квт | 13 |
| Привод продольной подачи проволоки | - | от станка |
| Габариты линии: длина | мм | 3850 |
| ширина | мм | 1800 |
| высота | мм | 1380 |
| Масса | кг | 765 |
Техническаяхарактеристика линии изготовления монтажных колец
| Показатели | единица измерения | Значение |
| Производительность | шт. в смену | 1824 |
| Диаметр проволоки навиваемых колец | мм | 8 |
| Установленная мощность: |
|
|
| станка для навивки монтажных колец | квт | 3 |
| станка для резки С-370А | квт | 3 |
| машина для точечной сварки МТ-1222 | квт | 32,4 |
| Масса | кг | 1989 |
В нормах времени учтена организация труда, при которой:
- установка бухт на бухтодержатель станка производится краном илительфером;
- бухты заранее доставляются в цех и складируются на расстоянии не более10 метров от станка;
- техническое обслуживание оборудования (устранение неисправностей,замена ножей и оправки) производится наладчиком оборудования.
| Виды затрат | Время в процентах от оперативного |
| Подготовительно-заключительная работа | 3,2 |
| Организационно-техническое обслуживание рабочего места | 5,1 |
| Отдых и личные надобности | 11,6 |
|
| Итого: 19,8 |
Схема организациирабочего места
Бухта проволоки диаметром 4-5 мм устанавливается вручную или краном набухтодержатель - 1. Через правильное устройство проволока навивается на оправкустанка - 2. Станок оборудован механизмом раскладки, винт которого имеет шагнарезки, соответствующий диаметру проволоки. После навивки спирали конецпроволоки отрезается пневматическими ножницами и спираль снимается вручную.Готовая спираль навешивается на контейнер - 3.
Установить и закрепить бухту проволоки на бухтодержателе металлическимдиском или стержнем. Снять проволочные скрутки. Выровнять, заправить конецпроволоки между роликами правильного устройства и закрепить. Включить станок ивести наблюдение за навивкой спирали, отрезать конец проволоки ручными ножницами.Снять спираль с оправки и навесить на контейнер.
арматурщик 3 разряда.
| Диаметр арматурной стали, мм, до | Вес спирали, кг, до | ||||||||||||||||
| 3 | 4 | 5 | 6 | 8 | 10 | 13 | 16 | 18 | 20 | 22 | 24 | 26 | 28 | 30 | 32 |
| |
| 4 | 6,2 3-91 | 5,3 3-34 | 4,8 3-02 | 4,5 2-84 | 3,6 2-27 | 3 1-89 | 2,5 1-58 | 2,1 1-32 | - | - | - | - | - | - | - | - | 1 |
| 5 | 4,7 2-96 | 4 2-52 | 3,7 2-33 | 3,4 2-14 | 2,7 1-70 | 2,3 1-45 | 1,8 1-13 | 1,6 1-01 | 1,3 0-81,9 | 1,2 0-75,6 | 1 0-63 | 0,88 0-55,4 | - | - | - | - | 2 |
| 6 | 3,9 2-46 | 3,3 2-08 | 3,1 1-95 | 2,7 1-70 | 2,1 1-32 | 1,8 1-13 | 1,4 0-88,2 | 1,1 0-69,3 | 0,97 0-61,1 | 0,87 0-54,8 | 0,84 0-52,9 | 0,76 0-47,8 | 0,71 0-44,7 | 0,66 0-41,6 | 0,6 0-37,8 | 0,53 0-33,4 | 3 |
|
| а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | № |
Бухта проволоки диаметром 8 мм устанавливается вручную или краном набухтодержатель - 1. Через правильное устройство проволока навивается на оправкустанка - 2. Станок оборудован механизмом раскладки, винт которого имеет шагнарезки соответствующий диаметру проволоки. После навивки спирали конецпроволоки отрезается пневматическими ножницами и спираль снимается вручную.Спираль разрезается на отдельные кольца на станке для резки - 3. Кольцасвариваются на машине точечной электросварки - 4. Готовые кольца навешиваютсяна контейнер - 5. Сварщик арматурных сеток и каркасов находится на рабочемместе - 6 и перемещается, как показано на схеме.
Установить и закрепить бухту проволоки на бухтодержателе металлическимдиском или стержнем. Снять проволочные скрутки. Выровнять, заправить конецпроволоки между роликами правильного устройства и закрепить. Включить станок ивести наблюдение за навивкой спирали, отрезать конец проволоки ручныминожницами. Снять спираль с барабана, разрезать на кольца. Сварить кольца наодноточечной сварочной машине и уложить в контейнер.
Исполнитель сварщик арматурных сеток и каркасов 3 разряда
Норма времени и расценка на 100 колец
Примечание. Прирезке и сварке колец электродуговой сваркой Н.вр. и Расц. умножать на 1,9.
Схемаорганизации рабочего места
1 - бухтодержатель,
2 - станок длянавивки спиралей,
3 - контейнер дляспиралей,
4 - местоарматурщика.
Установить и закрепить бухту проволоки на бухтодержателе, металлическимдиском или стержнем. Снять проволочные скрутки. Выровнять, заправить конецпроволоки между роликами правильного устройства и закрепить. Включить станок ивести наблюдение за навивкой спирали, отрезать конец проволоки ручныминожницами. Снять со станка, растянуть и разрубить на заданную длину.
| Длина спирали, мм, до | ||||
| 200 | 250 | 300 | 350 | 400 |
| 1 0-63 | 1,2 0-75,6 | 1,3 0-81,9 | 1,4 0-88,2 | 1,5 0-94,5 |
| а | б | в | г | д |
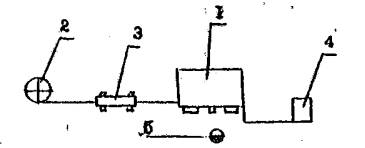
Бухта проволоки диаметром 6 мм устанавливается набухтодержатель - 2, подается через правильный барабан - 3 на завивающееустройство станка для навивки спиральных анкеров -1. На этом устройствеформируется несколько первых (до 5) витков. Сформированные витки устанавливаютна палец навивочного механизма. Спиральные анкера навивают на вращающемсяпальце с помощью пары тяговых роликов с высокой твердостью рабочихповерхностей. В нижнем ролике установлены ножи для резки непрерывно навиваемойспирали.
Изменением диаметров тяговых роликов и числа ножей, анкера навиваются сразличным числом витков для стержней диаметром 20-10 мм. После отрезки готовогоанкера на пальце всегда остается 1,5 витка проволоки. Готовые анкера подают вконтейнер - 4 на рабочее место - 5.
| Диаметр проволоки, мм | Вес одного анкера, кг | |||||
| Внутренний диаметр анкеров, мм | ||||||
| 13 | 15 | 17 | 20 | 22 |
| |
| 6 | 0,054 | 0,06 | 0,066 | 0,081 | 0,087 | 1 |
| 6,5 | 0,064 | 0,07 | 0,077 | 0,095 | 0,102 | 2 |
|
| а | б | в | г | д | № |
Составработы
Установить и закрепить бухту проволоки на бухтодержателе металлическимдиском или стержнем. Снять проволочные скрутки. Выровнять, заправить конецпроволоки между роликами правильного барабана и закрепить. Пропустить проволокуна завивающее устройство. Первые сформированные витки спирального анкера снять сзавивающего устройства и установить на палец проволочного механизма. Включитьстанок и наблюдать за навивкой анкеров.
| Диаметр проволоки, мм | Внутренний диаметр анкера, мм | |||||
| 13 | 15 | 17 | 20 | 22 |
| |
| 6 | 13 8-19 | 11,5 7-24 | 10,5 6-62 | 8,7 6-48 | 8,1 5-10 | 1 |
| 6,5 | 11 6-93 | 10 6-30 | 9,1 5-73 | 7,4 4-66 | 6,9 4-35 | 2 |
|
| a | б | в | г | д | № |
Раздел включает нормы времени и расценки на сварку арматурных сеток иплоских каркасов на одноточечных и многоточечных машинах МТП, МТМС, МТМК, атакже на стыковую сварку арматурных стержней на машинах МСР-100, МСМУ-150,МСГА-300 и ручную сварку сеток и плоских каркасов.
| Показатели | Единица измерения | Марка машин | ||||||
| МТ | МТП | |||||||
| 1207 | 2507 | 75 | I00 | 150/120 | 300 | 400 | ||
| Номинальная мощность | ква | 54 | 170 | 75 | 150 | 100 | 260 | 400 |
| Продолжительность включения (ПВ) | % | 20 | 20 | 20 | 20 | 20 | 20 | 20 |
| Первичное напряженно тока | в | 380 | 380 | 380 | 380 | 380 | 380 | 380 |
| Число ступеней регулирования силы тока | - | 8 | 16 | 8 | 8 | 8 | 16 | 16 |
| Полезный вылет электродов | мм | 500 | 500 | 500 | 1200 | 500 | 500 | 500 |
| Наибольший диаметр свариваемых стержней | мм | 22 | 32 | 22 | 16 | 25 | 40 | 40 |
| Максимальная сила сжатия электродов | кгс | 500 | 1600 | 540 | 14000 | 640 | 3300 | 3250 |
| Давление воздуха в пневмосети | кгс/см2 | 3,5 | 5 | 5 | 5 | 5 | 5 | 5 |
| Расход воздуха | м3/час | 20 | 40 | 18 | 83 | 18 | 35 | 35 |
| Расход охлаждающей воды | л/час | 700 | 800 | 420 | 900 | 680 | 1200 | 1200 |
| Габаритные размеры: |
|
|
|
|
|
|
|
|
| длина | мм | 1400 | 1585 | 1420 | 2210 | 1420 | 1555 | 1555 |
| ширина | мм | 450 | 530 | 608 | 772 | 608 | 796 | 796 |
| высота | мм | 1820 | 1960 | 1980 | 2150 | 1980 | 2275 | 2275 |
| Вес машины | кг | 435 | 630 | 630 | 1770 | 1770 | 1250 | 1250 |
Б.Многоточечные
| Показателя | единица измерения | Марка машин | ||
| МТМК-3×100 | АТМС-14×25-7 | МТМС-10-35 | ||
| Установленная мощность | ква | 3×100 = 300 | 18×75 = 1350 | 10×35 = 350 |
| Производительность | м/мин | 2,5 - 3 | 2 - 4 | 2 |
| Ширина сеток или каркасов | мм | 775 | 3900 | 2000 |
| Пределы регулирования вторичного напряжения | в | 3,02 - 9,26 | 3,58 - 7,9 | 2,75 - 6,15 |
| Номинальный сварочный ток одного трансформатора | а | 12000 | 11500 | 7000 |
| Максимальный диаметр свариваемых стержней |
|
|
|
|
| продольных | мм | 25 | 12 | 6 |
| поперечных | мм | 12 | 10 | 6 |
В.Стыковые контактные машины для сварки арматурных стержней
| Показатели | Единица измерения | Марка и вид привода машин | ||||
| ручной | моторный МСМУ-150 | гидравлический МСГУ-500 | ||||
| ACП-10 | MCР-75 | МСР-100-3 | ||||
| Наибольший диаметр свариваемых стержней по классам | мм |
|
|
|
|
|
| А-IV |
| - | 18 | 20 | 28 | 32 |
| А-III, А-II |
| - | 25 | 28 | 32 | 60 |
| A-I |
| 8 | 28 | 32 | 36 | 90 |
| Число стыков, свариваемых при непрерывной сварке оплавлением без подогрева, за час |
| 180 | 30-75 | 30 | 80 | 40 |
| Минимальная мощность | ква | 10 | 75 | 100 | 150 | 400 |
| Первичное напряжение | в | 220,380 | 220,380 | 220,380 | 220,380 | 380 |
| Номинальный коэффициент ПВ | % | 8 | 20 | 20 | 20 | 50 |
| Номинальный ток в первичной цепи | а | 46,26 | 340,198 | 455,263 | 395 | 1315 |
| Максимальный сварочный ток в цепи при подогреве и осадке | а | 3680 | 14000 | 16000 | 23000 | 18000/36000 |
| Пределы регулирования вторичного напряжения | в | 1,2-3,3 | 3,2-5,9 | 3,3-6,3 | 4,08-8,14 | 7,9-15,8 |
| Число ступеней регулирования трансформатора | шт | 7 | 8 | 12 | 16 | 16 |
| Характер работы |
| автоматический | неавтоматический | автоматический с неавтоматическим подогревом | автоматический | |
| Тип зажимов |
| пружинный | рычажно-винтовой | пневматический | пневмогидравлический | |
| Расход охлаждающей воды | л/час | - | 300 | 300 | 200 | 1500 |
| Рабочее давление сжатого воздуха | атм | - | - | - | 5,5 | 5 |
| Максимальное усиление зажатия | кгс | - | 3000 | 3000 | 10000 | 40000 |
| Габаритные размеры | мм |
|
|
|
|
|
| длина |
| 635 | 560 | 1410 | 2000 | 3140 |
| ширина |
| 650 | 1570 | 1800 | 1530 | 1880 |
| высота |
| 1275 | 1100 | 1200 | 1300 | 2890 |
| Вес | кг | 115 | 390 | 555 | 2000 | 11300 |
Контактную точечную сварку арматуры применяют для сварки пересекающихсястержней в сетках и каркасах.
Нормами времени и расценками учтена организация работ, при которой:
- рабочее место сварщика на одноточечной машине оборудовано рабочимстолом с лотками для заготовок продольных и поперечных арматурных стержней;
- заготовки продольных и поперечных стержней предварительно нарезаны,поданы и уложены в пределах рабочей зоны сварщика (не более 10 м от рабочегоместа);
- при сварке сеток на многоточечных полуавтоматических машинах продольныестержни подаются в машину непрерывно из бухт, а поперечные стержни, заранеенарезанные, укладываются под электроды вручную или же автоматически поступаютиз специальных бункеров;
- резка арматурной сетки производится на гильотинных ножницах.
Контактная стыковая сварка арматуры применяется для соединения стержнеймежду собой, когда требуется увеличение их длины.
Нормами времени и расценками учтена организация работы, при которой:
- рабочее место оборудовано стеллажными и роликовыми столами, а такжемерным устройствам с упором;
- стыковая сварка и мерная резка стержней объединены в одну непрерывнуютехнологическую линию. Для этой цели линия оборудуется станком для резкиарматурных стержней;
- стержня для стыковой сварки предварительно подаются и укладываются впределах рабочей зоны.
Регламентированныезатраты времени
| Виды затрат времени | Вид сварки | |
| Одноточечная, многоточечная, контактно-стыковая | Электродуговая | |
| Нормативы времени в % от оперативного времени | ||
| Подготовительно-заключительная работа | 4,1 | 3,4 |
| Организационно-техническое обслуживание рабочего места | 3,3 | 3,2 |
| Отдых и личные надобности | 10,9 | 12,3 |
| Итого: | 18,3 | 18,9 |
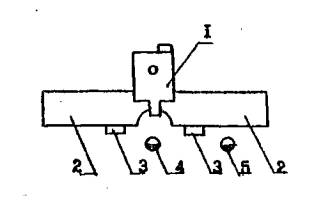
1 - сварочнаямашина;
2 - столы;
3 - лотки длязаготовок;
4 - место сварщикаарматурных сеток и каркасов;
5 - местоарматурщика.
Взять продольные и поперечные стержни. Разметить места пересечений.Сверять сетку или каркас в местах пересечений стержней с переворачиванием иперемещением изделия в процессе сварки. Уложить сваренное изделие наприпостовой склад или в контейнер.
2.13.1
| Исполнителя | Вес сетки или каркаса до 20 кг. | |
| Площадь сетки или каркаса, м2 | ||
| до 3,5 | более 3,5 | |
| Сварщик арматурных сеток и каркасов 3 разряда | 1 | 1 |
| Сварщик арматурных сеток и каркасов 2 разряда | - | 1 |
Таблица 1
Нормы времени и расценки на100 сеток
| Вес сетки, кг, до | Количество сварных точек в одной сетке, шт. до | ||||||||||
| 2 | 4 | 6 | 10 | 20 | 30 | 40 | 50 | 75 | 100 |
| |
| 1 | 0,62 0-39,1 | 0,75 0-47,2 | 0,82 0-51,7 | 1 0-63 | 1,4 0-88,2 | 1,8 1-13 | 2,2 1-39 | 2,5 1-58 | 3 1-89 | 3,5 2-20 | 1 |
| 2 | 0,71 0-44,7 | 0,83 0-52,3 | 0,92 0-58 | 1,1 0-69,3 | 1,6 1-01 | 2 1-26 | 2,4 1-51 | 2,8 1-76 | 3,3 2-08 | 3,9 2-46 | 2 |
| 4 | 0,82 0-51,7 | 1 0-63 | 1,1 0-69,3 | 1,4 0-88,2 | 1,9 1-20 | 2,4 1-51 | 2,9 1-83 | 3,4 2-14 | 4 2-52 | 4,7 2-96 | 3 |
| 7 | 1 0-63 | 1,2 0-75,6 | 1,4 0-88,2 | 1,6 1-01 | 2,3 1-45 | 2,8 1-76 | 3,3 2-08 | 4,1 2-58 | 4,7 2-96 | 5,5 3-46 | 4 |
| 10 | 1,3 0-81,9 | 1,7 1-07 | 2 1-26 | 2,3 1-45 | 2,9 1-83 | 3,5 2-20 | 4,4 2-77 | 5,5 3-47 | 6,8 4-28 | 7,4 4-66 | 5 |
| 20 | 1,7 1-07 | 2,1 1-32 | 2,4 1-51 | 2,8 1-76 | 3,5 2-20 | 4,4 2-77 | 4,9 3-09 | 5,9 3-72 | 8 5-04 | 10,5 6-62 | 6 |
|
| а | б | в | г | д | е | ж | з | и | к | № |
Продолжение таблицы 1
| Вес сетки, кг, до | Количество сварных точек в одной сетке, шт. до | |||||||||||
| 125 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 900 | 1100 |
| |
| 1 | 4 2-40 | 4,6 2-76 | 5,3 3-18 | - | - | - | - | - | - | - | - | 1 |
| 2 | 4,5 2-70 | 5,1 3-06 | 5,9 3-54 | - | - | - | - | - | - | - | - | 2 |
| 4 | 5,4 3-24 | 6,1 3-66 | 7,1 4-26 | 9,5 5-70 | 11 6-60 | - | - | - | - | - | - | 3 |
| 7 | 6,3 3-78 | 7,1 4-26 | 8,3 4-98 | 11,5 6-90 | 13 7-80 | 17 10-20 | 19 11-40 | - | - | - | - | 4 |
| 10 | 8,8 5-28 | 9,5 5-70 | 10 6-00 | 14 8-40 | 16 9-60 | 20 12-00 | 24 14-40 | - | - | - | - | 5 |
| 20 | 11,5 6-90 | 12,5 7-50 | 15 9-00 | 16 9-60 | 18,5 11-10 | 24 14-40 | 28 16-80 | 38 22-80 | 42 25-20 | 52 31-20 | 62 37-20 | 6 |
|
| л | м | н | о | п | р | с | т | у | ф | х | № |
2.13.2
| Исполнители | Вас сетки иди каркаса свыше 20 кг. | |
| Площадь сетки или каркаса, м2 | ||
| до 3,5 | более 3,5 | |
| Сварщик арматурных сеток и каркасов 3 разряда | 1 | - |
| Сварщик арматурных сеток и каркасов 4 разряда | - | 1 |
| Арматурщик 2 разряда | 1 | 1 |
Таблица2
| Вес сетки, кг, до | Количество сварных точек в одной сетке, шт. до | ||||||||||||
| 4 | 6 | 10 | 20 | 30 | 40 | 50 | 75 | 100 | 125 | 150 | 200 |
| |
| 30 | 2,8 1-68 | 3,1 1-86 | 3,5 2-10 | 4,5 2-70 | 5,3 3-18 | 6,6 3-96 | 7,2 4-32 | 10,5 6-30 | 12 7-20 | 13 7-80 | 15,5 9-30 | 17 10-20 | 1 |
| 40 | 3,5 2-10 | 4 2-40 | 4,5 2-70 | 5,3 3-18 | 6,4 3-84 | 8,3 4-98 | 10 6-00 | 12 7-20 | 13,5 8-10 | 16 9-60 | 20 12-00 | 24 14-40 | 2 |
| 60 | - | 4,7 2-82 | 5,3 3-18 | 6,4 3-84 | 7,4 4-44 | 9,3 5-58 | 12 7-20 | 13,5 8-10 | 16 9-60 | 20 12-00 | 24 14-40 | 29 17-40 | 3 |
| 80 | - | - | 6,4 3-84 | 7,6 4-66 | 8,8 5-28 | 12 7-20 | 14 8-40 | 17 10-20 | 20 12-00 | 24 14-40 | 29 17-40 | 37 22-20 | 4 |
| 100 | - | - | - | - | 12 7-20 | 14 8-40 | 18 10-80 | 23 13-80 | 27 16-20 | 33 19-80 | 40 24-00 | 51 20-60 | 5 |
|
| а | б | в | г | д | е | ж | з | и | к | л | м | № |
Продолжение таблицы 2
| Вес сетки, кг, до | Количество сварных точек в одной сетке, шт. до | ||||||||||||
| 250 | 300 | 400 | 500 | 600 | 700 | 900 | 1100 | 1300 | 1500 | 1700 | 2000 |
| |
| 30 | 20 12-70 | 23 14-61 | 29 18-42 | 34 21-59 | 46 29-21 | 52 33-02 | 62 39-37 | 76 48-26 | - | - | - | - | 1 |
| 40 | 34 21-59 | 37 23-50 | 43 27-31 | 53 33-66 | 59 37-47 | 65 41-28 | 80 50-80 | 84 53-34 | 89 56-52 | 106 67-31 | 115 73-02 | 129 81-92 | 2 |
| 60 | 40 25-40 | 47 29-84 | 53 33-66 | 63 40-00 | 71 45-09 | 77 48-90 | 95 60-33 | 100 63-50 | 106 67-31 | 126 80-01 | 137 87-00 | 154 97-79 | 3 |
| 80 | 48 30-48 | 56 35-56 | 63 40-00 | 76 48-26 | 84 53-34 | 92 58-42 | 113 71-76 | 120 76-20 | 127 80-64 | 150 95-25 | 163 103-51 | 183 116-20 | 4 |
| 100 | 58 36-83 | 67 42-54 | 76 48-26 | 90 57-15 | 100 63-50 | 110 69-85 | 135 85-72 | 147 93-34 | 159 100-96 | 179 113-66 | 194 123-19 | 218 138-43 | 5 |
|
| н | о | п | р | с | т | у | ф | х | ц | ч | щ | № |
Схемаорганизации рабочего места
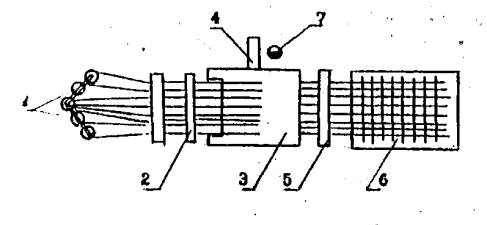
1 - групповойбухтодержатель;
2 -правильно-направляющее устройство;
3- сварочнаямашина;
4 - бункер дляпоперечных стержней;
5 - гильотинные ножницы;
6 - приемный стол;
7 - место сварщикаарматурных сеток и каркасов.
Установить бухты или барабаны с арматурной сталью на бухтодержатель.Заправить концы арматуры в направляющие устройства многоточечной машины. Податьпоперечную арматуру в приемный бункер. Подать поперечные стержни под электроды.Сварить сетку. Отрезать сетку на гильотинных ножницах. Снять готовую сетку иуложить в штабель вручную.
сварщик арматурных сеток и каркасов 4 разряда.
Нормывремени и расценки на 100 п.м. сетки
| Наименьший диаметр арматурной стали, мм. до | Шаг сварки поперечных стержней, мм, до | ||||||||
| 50 | 100 | 150 | 200 | 250 | 300 | 350 | 400 |
| |
| 3 | 2,5 1-75 | 1,9 1-33 | 1,4 0-98 | 1,2 0-64 | 1 0-70 | 0,8 0-56 | 0,7 0-49 | 0,6 0-42 | 1 |
| 4 | 2,6 1-82 | 2 1-40 | 1,7 1-19 | 1,3 0-91 | 1,1 0-77 | 1 0-70 | 0,8 0-56 | 0,7 0-49 | 2 |
| 5 | 3 2-10 | 2,4 1-68 | 1,8 1-26 | 1,6 1-12 | 1,2 0-84 | 1,1 0-77 | 1 0-70 | 0,8 0-56 | 3 |
| б | 3,2 2-24 | 2,5 1-75 | 2 1-40 | 1,7 1-19 | 1,4 0-98 | 1,2 0-84 | 1,1 0-77 | 1 0-70 | 4 |
| 8 | 3,7 2-59 | 2,9 2-03 | 2,4 1-68 | 2 1-40 | 1,8 1-26 | 1,6 1-12 | 1,4 0-98 | 1,3 0-91 | 5 |
|
| а | б | в | р | д | е | ж : | з | » |
Примечания:
1. При намоткеарматурной стали на барабан Н.вр. и Расц. умножать на 1,1
2. При сварке сетоктолько из отдельных стержней Н.вр. и Расц. умножать на 1,45.
3. Приавтоматическом сбрасывании Н.вр. и Расц. умножать на 0,7.
4. Приавтоматизированной подаче поперечных стержней непосредственно из бухты Н.вр. иРасц. умножать на 0,9.
Схемаорганизации рабочего места
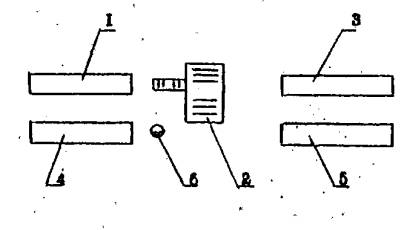
1 - стоя дляпродольных стершей,
2 - сварочнаямашина,
3 - приемный стол,
4 - место дляскладирования заготовок,
5 - местоскладирования арматурных каркасов,
6 - место сварщикаарматурных сеток и каркасов.
Уложить продольные стержни на стол. Заправить концы в направляющееустройство многоточечной машины. Уложить поперечные стержни и подать их подэлектроды. Сварить стержни в местах пересечения. Сбросить сетку автоматически.
сварщик арматурных сеток и каркасов 4 разряда.
| Наименьший диаметр арматурной стали, мм. до | Количество поперечных стержней, мм, до | |||||||||
| 10 | 15 | 20 | 30 | 40 | 50 | 60 | 80 | 100 |
| |
| 4 | 4,2 2-94 | 4,6 3-22 | 5,2 3-64 | 6 4-20 | 6,8 4-76 | 7,9 5-53 | 8,6 6-02 | 10,6 7-42 | 12,9 9-03 | 1 |
| 5 | 4,3 3-01 | 5,1 3 57 | 5,4 3-78 | 6,3 4-41 | 7,2 5-04 | 8,1 5-67 | 9,2 6-44 | 11,1 7-77 | 13,4 9-38 | 2 |
| 6 | 4,6 3-22 | 5,2 3-64 | 6 4-20 | 7,2 5-04 | 7,9 5-53 | 8,6 6-02 | 10 7-00 | 11,8 8-26 | 13,9 9-73 | 3 |
| 8 | 5,2 3-64 | 5,7 3-99 | 6,6 4-62 | 7,6 5-32 | 8,7 6-09 | 9,5 6-65 | 10,8 7-56 | 12,5 8-75 | 14,7 10-29 | 4 |
| 10 | 5,2 3-99 | 6 4-20 | 6,8 4-76 | 8,5 5-95 | 9,6 6-72 | 10,6 7-42 | 11,4 7-98 | 13,3 9-31 | 15,3 10-71 | 5 |
| 12 | 6,3 4-41 | 7,2 5-04 | 7,6 5-32 | 9 6-30 | 10 7-00 | 11,1 7-77 | 11,9 8-33 | 13,9 9-73 | 16,2 11-34 | 6 |
| 14 | 7 4-90 | 7,7 5-39 | 8 5-60 | 9,5 6-65 | 10,6 7-42 | 11,6 8-12 | 12,3 8-61 | 14,3 10-01 | 16,7 11-69 | 7 |
|
| а | б | в | г | д | е | ж | з | и | № |
Таблица3а
| Кол-во продольных стержней | Диаметр | Вес сетки, каркаса, кг, до | |||||||||||||
| Наименьший, мм | Наибольший, мм | 5 | 10 | 20 |
| ||||||||||
| Шаг, мм, до | Шаг, мм, до | Шаг, мм, до |
| ||||||||||||
| 100 | 200 | 300 | 400 | 100 | 200 | 300 | 400 | 100 | 200 | 300 | 400 |
| |||
|
| 4 | 14 | 1,1 0-77 | 1 0-70 | 0,9 0-63 | 0,8 0-56 | 1,3 0-91 | 1,2 0-84 | 1,1 0-77 | 0,9 0-63 | 1,3 0-91 | 1,2 0-84 | 1,1 0-77 | 1 0-70 | 1 |
| 2 | 8 | 20 | 1,2 0-84 | 1,1 0-77 | 1 0-70 | 0,9 0-63 | 1,4 0-98 | 1,3 0-91 | 1,2 0-84 | 1,1 0-77 | 1,6 1-12 | 1,4 0-98 | 1,3 0-91 | 1,2 0-84 | 2 |
|
| 14 | 40 | 1,6 1-12 | 1,5 1-05 | 1,3 0-91 | 1,2 0-84 | 1,9 1-33 | 1,7 1-19 | 1,6 1-12 | 1,4 0-98 | 2 1-40 | 1,8 1-26 | 1,6 1-12 | 1,5 1-05 | 3 |
|
| 4 | 14 | 1,1 0-77 | 1 0-70 | 0,9 0-63 | 0,8 0-56 | 1,4 0-98 | 1,2 0-84 | 1,1 0-77 | 1 0-70 | 1,4 0-98 | 1,3 0-91 | 1,2 0-84 | 1 0-77 | 4 |
| 3 | 8 | 20 | 1,3 0-91 | 1,2 0-84 | 1,1 0-77 | 1 0-70 | 1,6 1-12 | 1,4 0-98 | 1,3 0-91 | 1,2 0-84 | 1,6 1-12 | 1,5 1-05 | 1,4 0-98 | 1,1 0-77 | 5 |
|
| 4 | 40 | 1,7 1-19 | 1,6 1-12 | 1,4 0-98 | 1,2 0-84 | 2 1-40 | 1,8 1-26 | 1,7 1-19 | 1,5 1-05 | 2,1 1-47 | 1,9 1-33 | 1,8 1-26 | 1,6 1-12 | 6 |
|
| 4 | 14 | 1,2 0-84 | 1,1 0-77 | 1 0-70 | 0,9 0-63 | 1,4 0-98 | 1,3 0-91 | 1,2 0-84 | 1,1 0-77 | 1,5 1-05 | 1,4 0-98 | 1,2 0-84 | 1,1 0-77 | 7 |
| 4 | 8 | 20 | 1,4 0-98 | 1,3 0-91 | 1,2 0-84 | 1,0 0-70 | 1,7 1-19 | 1,5 1-05 | 1,3 0-91 | 1,2 0-84 | 1,8 1-26 | 1,6 1-12 | 1,4 0-98 | 1,3 0-91 | 8 |
|
| 14 | 40 | 1,8 1-26 | 1,6 1-12 | 1,5 1-05 | 1,3 0-91 | 2,2 1-54 | 1,9 1-33 | 1,8 1-26 | 1,6 1-12 | 2,3 1-61 | 2,1 1-47 | 1,9 1-33 | 1,7 1-19 | 9 |
|
| 4 | 14 | 1,3 0-91 | 1,2 0-64 | 1 0-70 | 0,9 0-63 | 1,5 1-05 | 1,4 0-98 | 1,2 0-84 | 1,1 0-77 | 1,6 1-I2 | 1,4 0-98 | 1,3 0-91 | 1,2 0-84 | 10 |
| 5 | 8 | 20 | 1,4 0-98 | 1,3 0-91 | 1,2 0-84 | 1,1 0-77 | 1,8 1-26 | 1,6 1-12 | 1,4 0-98 | 1,3 0-91 | 1,9 1-33 | 1,5 1-05 | 1,4 0-98 | 1,3 0-91 | 11 |
|
| 14 | 40 | 1,9 1-33 | 1,7 1-19 | 1,6 1-12 | 1,4 0-98 | 2,3 1-61 | 2,1 1-47 | 1,8 1-26 | 1,7 1-19 | 2,4 1-68 | 2,2 1-54 | 1,9 1-33 | 1,8 1-26 | 12 |
|
| 4 | 14 | 1,3 0-91 | 1,2 0-84 | 1,1 0-77 | 1 0-70 | 1,6 1-12 | 1,4 0-98 | 1,3 0-91 | 1,2 0-84 | 1,7 1-19 | 1,5 1-05 | 1,4 0-98 | 1,2 0-84 | 13 |
| 6 | 8 | 20 | 1,6 1-12 | 1,4 0-98 | 1,3 0-91 | 1,2 0-84 | 1,8 1-26 | 1,7 1-19 | 1,5 1-05 | 1,4 0-98 | 1,9 1-33 | 1,8 1-26 | 1,6 1-12 | 1,4 0-98 | 14 |
|
| 14 | 40 | 2,3 1-61 | 1,8 1-26 | 1,6 1-12 | 1,5 1-05 | 2,4 1-68 | 2,2 1-54 | 2 1,4 | 1,8 1-26 | 2,5 1-75 | 2,3 1-61 | 2,1 1-47 | 1,8 1-26 | 15 |
|
| 4 | 14 | 1,6 1-12 | 1,5 1-05 | 1,3 0-91 | 1,2 0-84 | 1,9 1-33 | 1,8 1-26 | 1,6 1-12 | 1,4 0-98 | 2 1-40 | 1,6 1-26 | 1,7 1-19 | 1,5 1-05 | 16 |
| 7 | 8 | 20 | 1,9 1-33 | 1,7 1-19 | 1,6 1-12 | 1,4 0-98 | 2,2 1-54 | 2 1-40 | 1,8 1-26 | 1,6 1-12 | 2,4 1-68 | 2,2 1-54 | 1,9 1-33 | 1,7 1-19 | 17 |
|
| 14 | 40 | 2,4 1-68 | 2,2 1-54 | 2 1-40 | 1,8 1-26 | 2,9 2-03 | 2,6 1-82 | 2,4 1-68 | 2,1 1-47 | 3,1 2-17 | 2,8 1-96 | 2,5 1-75 | 2,2 1-54 | 18 |
|
| 4 | 14 | 2 1-40 | 1,8 1-26 | 1,6 1-12 | 1,4 0-98 | 2,1 1-47 | 1,9 1-33 | 1,8 1-26 | 1,7 1-19 | 2,4 1-68 | 2,2 1-54 | 2 1-40 | 1,8 1-26 | 19 |
| 8 | 8 | 20 | 2,3 1-61 | 2,1 1-47 | 1,9 1-33 | 1,7 1-19 | 2,7 1-89 | 2,4 1-68 | 2,2 1-54 | 2 1-40 | 2,8 1-96 | 2,6 1-82 | 2,3 1-61 | 2,1 1-47 | 20 |
|
| 14 | 40 | 2,9 2-03 | 2,7 1-89 | 2,4 1-68 | 2,2 1-54 | 3,5 2-45 | 3,2 2-24 | 2,9 2-03 | 2,6 1-82 | 3,7 2-59 | 3,3 2-31 | 3 2-10 | 2,7 1-89 | 21 |
|
| 4 | 14 | 2,1 1-47 | 1,9 1-33 | 1,7 1-I9 | 1,6 1-12 | 2,5 1-75 | 2,3 1-61 | 2,1 1-47 | 1,8 1-26 | 2,6 1-62 | 2,4 1-68 | 2,2 1-54 | 2 1-40 | 22 |
| 9 | 8 | 20 | 2,5 1-75 | 2,2 1-54 | 2 1-40 | 1,8 1-26 | 2,9 2-03 | 2,6 1-82 | 2,4 1-68 | 2,1 1-47 | 3,1 2-17 | 2,8 1-96 | 2,5 1-75 | 2,3 1-61 | 23 |
|
| 14 | 40 | 3,2 2-24 | 2,9 2-03 | 2,6 1-82 | 2,3 1-61 | 3,8 2-66 | 3,4 2-38 | 3,1 2-17 | 2,8 1-96 | 4 2-80 | 3,6 2-52 | 3,3 2-31 | 2,9 2-03 | 24 |
|
| 4 | 14 | 2,2 1-54 | 2 1-40 | 1,8 1-26 | 1,6 1-12 | 2,6 1-82 | 2,4 1-68 | 2,2 1-54 | 1,9 1-33 | 2,8 1-96 | 2,5 1-75 | 2,3 1-61 | 2 1-40 | 25 |
| 10 | 8 | 20 | 2,6 1-82 | 2,3 1-61 | 2,1 1-47 | 1,9 1-33 | 3,1 2-17 | 2,8 1-96 | 2,5 1-75 | 2,2 1-54 | 3,2 2-24 | 2,9 2с03 | 2,6 1-82 | 2,4 1-68 | 26 |
|
| 14 | 40 | 3,3 2-31 | 3 2-10 | 2,7 1-89 | 2,4 1-68 | 4 2-80 | 3,6 2-52 | 3,2 2-24 | 2,9 2-03 | 4,2 2-94 | 3,8 2-66 | 3,4 2-38 | 3,1 2-17 | 27 |
|
| 4 | 14 | 2,3 1-61 | 2,1 1-47 | 1,9 1-33 | 1,7 1-19 | 2,8 1-96 | 2,5 1-75 | 2,3 1-61 | 2 1-40 | 2,9 2-03 | 2,6 1-82 | 2,4 1-68 | 2,1 1-47 | 28 |
| 11 | 8 | 20 | 2,7 1-89 | 2,4 1-68 | 2,2 1-54 | 2 1-40 | 3,2 2-24 | 2,9 2-03 | 2,6 1-82 | 2,3 1-61 | 3,4 2-38 | 3,1 2-17 | 2,8 1-96 | 2,5 1-75 | 29 |
|
| 14 | 40 | 3,5 2-45 | 3,1 2-17 | 2,8 1-96 | 2,5 1-75 | 4,1 2-87 | 3,7 2-59 | 3,4 2-38 | 3 2-10 | 4,4 3-08 | 3,9 2-73 | 3,6 2-52 | 3,2 2-24 | 30 |
|
| 4 | 14 | 2,4 1-68 | 2,2 1-54 | 2 1-40 | 1,8 1-26 | 2,8 1-96 | 2,6 1-82 | 2,2 1-54 | 2,1 1-47 | 3 2-10 | 2,7 1-89 | 2,5 1-75 | 2,2 1-54 | 31 |
| 12 | 8 | 20 | 2,8 1-96 | 2,5 1-75 | 2,3 1-61 | 2,1 1-47 | 3,3 2-31 | 3 2-10 | 2,7 1-89 | 2,4 1-68 | 3,5 2-45 | 3,2 2-24 | 2,9 2-03 | 2,6 1-82 | 32 |
|
| 14 | 40 | 3,6 2-52 | 3,3 2-31 | 3 2-10 | 2,6 1-82 | 4,3 3-01 | 3,9 2-73 | 3,5 2-45 | 3,1 2-17 | 4,5 3-15 | 4,1 2-87 | 3,7 2-59 | 3,3 2-31 | 33 |
|
|
|
| a | б | в | г | д | е | ж | з | и | к | л | м | № |
Продолжение таблицы 3а
| Кол-во продольных стержней | Диаметр | Вес сетки, каркаса, кг, до | |||||||||||||
| Наименьший, мм | Наибольший, мм | 30 | 40 | 60 и более |
| ||||||||||
| Шаг, мм, до | Шаг, мм, до | Шаг, мм, до |
| ||||||||||||
| 100 | 200 | 300 | 400 | 100 | 200 | 300 | 400 | 100 | 200 | 300 | 400 |
| |||
|
| 4 | 14 | 1,4 0-98 | 1,3 0-91 | 1,2 0-84 | 1 0-70 | 1,5 1-05 | 1,3 0-91 | 1,2 0-84 | 1,1 0-77 | 1,6 1-12 | 1,4 0-98 | 1,3 0-91 | 1,2 0-84 | 34 |
| 2 | 8 | 20 | 1,6 1-12 | 1,5 1-05 | 1,3 0-91 | 1,2 0-84 | 1,7 1-19 | 1,6 1-12 | 1,4 0-98 | 1,3 0-91 | 1,9 1-33 | 1,7 1-19 | 1,5 1-05 | 1,4 0-98 | 35 |
|
| 14 | 40 | 2,2 1-47 | 1,9 1-33 | 1,7 1-19 | 1,6 1-12 | 2,2 1-54 | 2 1-40 | 1,8 1-26 | 1,6 1-12 | 2,4 1-68 | 2,1 1-47 | 2 1-40 | 1,7 1-19 | 36 |
|
| 4 | 14 | 1,5 1-05 | 1,4 0-98 | 1,3 0-91 | 1,1 0-77 | 1,6 1-12 | 1,4 0-98 | 1,3 0-91 | 1,2 0-84 | 1,7 1-19 | 1,6 1-12 | 1,4 0-98 | 1,3 0-91 | 37 |
| 3 | 8 | 20 | 1,7 1-19 | 1,6 1-12 | 1,4 0-98 | 1,3 0-91 | 1,8 1-26 | 1,6 1-12 | 1,5 1-05 | 1,3 0-91 | 2 1-40 | 1,8 1-26 | 1,6 1-12 | 1,5 1-05 | 38 |
|
| 14 | 40 | 2,2 1-54 | 2 1-40 | 1,8 1-26 | 1,6 1-12 | 2,4 1-68 | 2,2 1-54 | 2 1-40 | 1,7 1-19 | 2,8 1-96 | 2,2 1-54 | 2,1 1-47 | 2 1-40 | 39 |
|
| 4 | 14 | 1,6 1-12 | 1,4 0-98 | 1,3 0-91 | 1,2 0-84 | 1,6 1-12 | 1,5 1-05 | 1,4 0-98 | 1,2 0-84 | 1,8 1-26 | 1,6 1-12 | 1,5 1-05 | 1,3 0-91 | 40 |
| 4 | 8 | 20 | 1,8 1-26 | 1,7 1-19 | 1,5 1-05 | 1,4 0-98 | 1,9 1-33 | 1,8 1-26 | 1,6 1-12 | 1,4 0-98 | 2,1 1-47 | 1,9 1-33 | 1,7 1-19 | 1,5 1-05 | 41 |
|
| 14 | 40 | 2,4 1-68 | 2,2 1-54 | 1,9 1-33 | 1,7 1-19 | 2,5 1-75 | 2,3 1-61 | 2 1-40 | 1,8 1-26 | 2,7 1-89 | 2,4 1-68 | 2,2 1-54 | 2 1-40 | 42 |
|
| 4 | 14 | 1,7 1-19 | 1,5 1-05 | 1,4 0-98 | 1,2 0-84 | 1,8 1-26 | 1,6 1-12 | 1,4 0-98 | 1,3 0-91 | 1,9 1-33 | 1,7 1-19 | 1,6 1-12 | 1,4 0-93 | 43 |
| 5 | 8 | 20 | 1,9 1-33 | 1,8 1-26 | 1,6 1-12 | 1,4 0-98 | 2 1-40 | 1,8 1-26 | 1,7 1-19 | 1,5 1-05 | 2,2 1-54 | 2 1-40 | 1,8 1-26 | 1,5 1-05 | 44 |
|
| 14 | 40 | 2,5 1-75 | 2,3 1-61 | 2,1 1-47 | 1,8 1-26 | 2,6 1-82 | 2,4 1-68 | 2,2 1-54 | 1,9 1-33 | 3,5 2-45 | 2,6 1-82 | 2,4 1-68 | 2,1 1-47 | 45 |
|
| 4 | 14 | 1,8 1-26 | 1,6 1-12 | 1,4 0-98 | 1,3 0-91 | 1,8 1-26 | 1,7 1-19 | 1,5 1-05 | 1,3 0-91 | 2 1-40 | 1,8 1-26 | 1,6 1-12 | 1,5 1-05 | 46 |
| 6 | 8 | 20 | 2,2 1-54 | 1,8 1-26 | 1,7 1-19 | 1,5 1-05 | 2,3 1-61 | 1,9 1-33 | 1,8 1-26 | 1,6 1-12 | 2,3 1-61 | 2,1 1-47 | 1,9 1-33 | 1,7 1-19 | 47 |
|
| 14 | 40 | 2,6 1-82 | 2,4 1-68 | 2,2 1-54 | 1,9 1-33 | 2,8 1-96 | 2,5 1-75 | 2,3 1-61 | 2 1-40 | 2,9 2-03 | 2,7 1-89 | 2,5 1-75 | 2,2 1-54 | 48 |
|
| 4 | 14 | 2,1 1-47 | 1,9 1-33 | 1,8 1-26 | 1,6 1-12 | 2,2 1-54 | 2 1-40 | 1,8 1-26 | 1,6 1-12 | 2,4 1-66 | 2,2 1-54 | 2 1-40 | 1,8 1-26 | 49 |
| 7 | 8 | 20 | 2,7 1-89 | 2,3 1-61 | 2 1-40 | 1,8 1-26 | 2,6 1-82 | 2,4 1-68 | 2,1 1-47 | 1,9 1-33 | 2,8 1-96 | 2,6 1-82 | 2,3 1-61 | 2,1 1-47 | 50 |
|
| 14 | 40 | 3,2 2-24 | 2,9 2-03 | 2,6 1-82 | 2,4 1-68 | 3,4 2-38 | 3 2-10 | 2,8 1-96 | 2,5 1-75 | 3,7 2-59 | 3,3 2-31 | 3 2-10 | 2,7 1-89 | 51 |
|
| 4 | 14 | 2,6 1-82 | 2,3 1-61 | 2,1 1-47 | 1,9 1-33 | 2,7 1-89 | 2,4 1-68 | 2,2 1-54 | 2 1-40 | 3,1 2-17 | 2,8 1-96 | 2,5 1-75 | 2,2 1-54 | 52 |
| 8 | 8 | 20 | 3,2 2-24 | 2,7 1-89 | 2,5 1-75 | 2,4 1-68 | 3,1 2-17 | 2,8 1-96 | 2,5 1-75 | 2,2 1-54 | 3,2 2-24 | 2,9 2-03 | 2,6 1-82 | 2,3 1-61 | 53 |
|
| 14 | 40 | 3,9 2-73 | 3,5 2-45 | 3,2 2-24 | 2,8 1-96 | 4,1 2-87 | 3,7 2-59 | 3,3 2-31 | 3 2-10 | 4,3 3-01 | 3,9 2-73 | 3,5 2-45 | 3,2 2-24 | 54 |
|
| 4 | 14 | 2,8 1-96 | 2,5 1-75 | 2,3 1-61 | 2 1-40 | 3,3 2-31 | 3 2-10 | 2,7 1-89 | 2,4 1-68 | 3,4 2-38 | 3,1 2-17 | 2,8 1-96 | 2,5 1-75 | 55 |
| 9 | 8 | 20 | 3,5 2-45 | 2,9 2-03 | 2,6 1-82 | 2,4 1-68 | 4,1 2-87 | 3,7 2-59 | 3,3 2-31 | 3 2-10 | 4,4 3-08 | 4 2-80 | 3,6 2-52 | 3,2 2-24 | 56 |
|
| 14 | 40 | 4,2 2-94 | 3,8 2-66 | 3,4 2-38 | 3,1 2-17 | 4,9 3-43 | 4,4 3-08 | 4 2-80 | 3,6 2-52 | 5,1 3-57 | 4,6 3-22 | 4,1 2-87 | 3,7 2-59 | 57 |
|
| 4 | 14 | 2,9 2-03 | 2,6 1-82 | 2,4 1-68 | 2,1 1-47 | 3,4 2-38 | 3,1 2-17 | 2,8 1-96 | 2,5 1-75 | 3,6 2-52 | 3,2 2-24 | 2,9 2-03 | 2,6 1-82 | 58 |
| 10 | 8 | 20 | 3,6 2-52 | 3,1 2-17 | 2,8 1-96 | 2,5 1-75 | 4,2 2-94 | 3,8 2-66 | 3,4 2-38 | 3,1 2-17 | 4,3 3-01 | 3,9 2-73 | 3,5 2-45 | 3,2 2-24 | 59 |
|
| 14 | 46 | 4,4 3-08 | 4 2-80 | 3,6 2-52 | 3,2 2-24 | 5,2 3-64 | 4,7 3-29 | 4,2 2-94 | 3,8 2-66 | 5,5 3-65 | 5 3-50 | 4,5 3-15 | 4,1 2-87 | 60 |
|
| 4 | 14 | 3 2-10 | 2,8 1-96 | 2,5 1-75 | 2,2 1-54 | 3,6 2-52 | 3,2 2-24 | 2,9 2-03 | 2,6 1-82 | 3,7 2-59 | 3,3 2-31 | 3 2-10 | 2,7 1-89 | 61 |
| 11 | 8 | 20 | 3,8 2-66 | 3,2 2-24 | 2,9 2-03 | 2,6 1-82 | 4,5 3-15 | 4,1 2-87 | 3,7 2-59 | 3,3 2-31 | 3,8 2-66 | 4,3 3-01 | 3,9 2-73 | 3,5 2-45 | 62 |
|
| 14 | 40 | 4,6 3-22 | 4,1 2-87 | 3,7 2-59 | 3,3 2-31 | 5,4 3-78 | 4,9 3-43 | 4,4 3-08 | 4 2-80 | 5,8 4-06 | 5,2 3-64 | 4,7 3-29 | 4,2 2-94 | 63 |
|
| 4 | 14 | 3,2 2-24 | 2,8 1-96 | 2,6 1-82 | 2,3 1-61 | 3,7 2-59 | 3,3 2-31 | 3 2-10 | 2,7 1-89 | 4 2-80 | 3,6 2-52 | 3,2 2-24 | 2,9 2-03 | 64 |
| 12 | 8 | 20 | 3,5 2-45 | 3,3 2-31 | 3 2-10 | 2,7 1-89 | 4,1 2-87 | 3,7 2-59 | 3,3 2-31 | 3 2-10 | 4,3 3-01 | 3,9 2-73 | 3,5 2-45 | 3,2 2-24 | 65 |
|
| 14 | 40 | 4,7 3-29 | 4,3 3-01 | 3,9 2-73 | 3,5 2-45 | 5,6 3-92 | 5 3-50 | 4,5 3-15 | 4,1 2-87 | 5,9 4-13 | 5,3 3-71 | 4,8 3-36 | 4,3 3-01 | 66 |
|
|
|
| н | о | п | р | с | т | у | ф | х | ц | ч | ш | № |
Схемаорганизации рабочего места
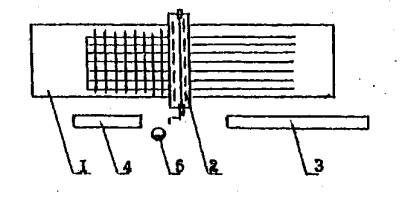
1 - стол-кондуктор,
2 - одноточечная машинас подвижным верхним электродом,
3 - контейнер дляпродольных стержней,
4 - контейнер дляпоперечных стержней,
5 - место сверщикаарматурных сеток и каркасов.
Уложить продольные стержни на стол-кондуктор. Разметить местарасположения поперечных стержней и уложить их. Сварить сетки с перемещениемверхнего электрода с помощью ручного привода. Снять и уложить готовые сетки вштабель.
исполнитель
сварщик арматурных сеток и каркасов 4 разряда
| Число сварных точек в одной сетке, шт., до | |||||||||||||
| 10 | 20 | 30 | 40 | 50 | 60 | 75 | 100 | 125 | 150 | 200 | 250 | 300 | 500 |
| 1 0-70 | 2 1-40 | 3 2-10 | 4 2-80 | 5 3-50 | 6 4-20 | 7,3 5-11 | 9,3 6-51 | 11,5 8-05 | 13 9-10 | 18 12-60 | 23 16-10 | 28 19-60 | 33 23-10 |
| a | б | в | г | д | е | ж | з | и | к | л | м | н | о |
Разметить места расположения стержней в шаблоне или кондукторе. Уложить стержни в шаблон или кондуктор по разметке. Сварить сетки или каркасы спомощью ручной электродуговой сварки.Снять сетки с шаблона и уложить их в штабель.
электросварщик ручной сварки 3 разряда;
арматурщик 2разряда
Нормывремени ирасценки на 100 изделий
| Вес сетки кг, до | Число сварных точек в одной сетке, шт., до | |||||||||
| 10 | 20 | 30 | 50 | 75 | 100 | 150 | 200 | 300 |
| |
| 5 | 2,3 1-38 | 3 1-80 | 4,4 2-64 | 6,7 4-02 | 8,8 5-28 | 12,6 7-56 | 18 10-80 | 26 15-60 | 34 20-40 | 1 |
| 10 | 2,7 1-62 | 3,6 2-16 | 5,4 3-24 | 8,1 4-86 | 10,8 6-48 | 15,3 9-18 | 22 13-20 | 30 18-00 | 41 24-60 | 2 |
| 20 | 3,5 2-10 | 5,1 3-06 | 7 4-20 | 10 6-00 | 15 9-00 | 19 11-40 | 27 16-20 | 36 21-60 | 50 30-00 | 3 |
| 40 | 4,6 2-76 | 6,6 3-96 | 8,8 5-28 | 12,6 7-56 | 17 10-20 | 23 13-80 | 33 19-60 | 44 26-40 | 61 26-60 | 4 |
| 60 | 6 3-60 | 7,7 4-62 | 10 6-00 | 16 9-60 | 21 12-60 | 29 17-40 | 41 24-60 | 54 32-40 | 75 45-00 | 5 |
| 100 | - | - | 12 7-20 | 17,5 10-50 | 24 14-40 | 32 19-20 | 46 27-60 | 61 36-60 | 84 50-40 | 6 |
| 150 | - | - | - | 23 13-80 | 30 18-00 | 39 23-40 | 55 33-00 | 71 42-60 | 97 58-20 | 7 |
| 200 | - | - | - | - | 36 21-60 | 47 28-20 | 66 39-60 | 84 50-40 | 113 67-80 | 8 |
| 300 | - | - | - | - | - | 56 33-60 | 78 46-80 | 99 59-40 | 132 79-20 | 9 |
| 400 | - | - | - | - | - | - | 90 54-00 | 112 67-20 | 149 89-40 | 10 |
| 500 | - | - | - | - | - | - | - | 129 77-40 | 170 102-00 | 11 |
| 600 | - | - | - | - | - | - | - | - | 190 114-00 | 12 |
|
| а | б | в | г | д | е | ж | з | и | № |
Продолжение таблицы 5
| Вес сетки кг, до | Число сварных точек в одной сетке, шт., до | ||||||||
| 400 | 500 | 600 | 700 | 800 | 1000 | 1200 | 1400 |
| |
| 5 | - | - | - | - | - | - | - | - | 1 |
| 10 | 58 34-80 | 73 43-80 | - | - | - | - | - | - | 2 |
| 20 | 70 42-00 | 87 52-20 | 103 61-80 | 119 71-40 | 135 81-00 | 156 93-60 | - | - | 3 |
| 40 | 83 49-80 | 104 62-40 | 121 72-60 | 140 84-00 | 157 94-20 | 177 106-20 | 198 118-80 | - | 4 |
| 60 | 102 61-20 | 124 74-40 | 143 85-80 | 164 98-40 | 183 109-80 | 203 121-80 | 226 135-60 | 257 154-20 | 5 |
| 100 | 110 66-00 | 133 79-80 | 153 91-80 | 174 104-40 | 192 115-20 | 211 126-60 | 232 139-20 | 263 157-80 | 6 |
| 150 | 130 78-00 | 156 93-60 | 177 106-20 | 199 119-40 | 214 128-40 | 235 141-00 | 256 153-60 | 284 170-40 | 7 |
| 200 | 150 90-00 | 177 106-20 | 200 120-00 | 222 133-20 | 238 142-80 | 258 154-80 | 280 168-00 | 306 183-60 | 8 |
| 300 | 174 104-40 | 202 121-20 | 227 136-20 | 249 149-40 | 263 157-80 | 284 170-40 | 305 183-00 | 330 198-00 | 9 |
| 400 | 195 117-00 | 225 135-00 | 249 149-40 | 272 163-20 | 284 170-40 | 304 182-10 | 323 193-80- | 344 206-40 | 10 |
| 500 | 220 132-00 | 252 151-20 | 276 165-60 | 299 179-40 | 309 185-40 | 328 196-ео | 345 207-00 | 364 218-40 | 11 |
| 600 | 245 147-00 | 277 166-20 | 301 180-60 | 319 191-40 | 338 202-80 | 345 207-00 | 359 215-40 | 375 225-00 | 12 |
|
| к | л | м | н | о | п | р | с | № |
Примечание. При вязке плоскихсеток и каркасов вручную вязальной проволокой Н.вр. и Расц. умножать на 1,4.
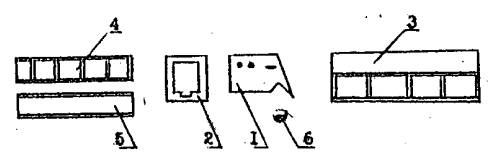
1 - машина для стыковой электросварки,
2 - станок для резки,
3 - роликовый стол,
4 - мерный кондуктор с передвижным упором,
5 - контейнер для стержней,
6 - место сварщика арматурных сеток и каркасов.
Подать стержни по рольгангу к месту зачистки. Зачистить концы стержней.Подать стержни к сварочному аппарату. Задать стержни в зажимах и отцентрироватьих. Сварить стержни методом сопротивления или оплавления. Установить упор длярезки стержней на заданную длину. Подать стержни по рольгангу до упора.Произвести резку по заданному размеру и сбросить стержни в контейнер.
сварщик арматурных сеток и каркасов 4 разряда.
| Длина стержней м, до | Диаметр стержней, мм, до | |||||||||||
| 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | 36 | 40 |
| |
| 3 | 6,3 4-41 | 5,6 3-92 | 5,1 3-57 | 4,8 3-36 | 4,2 2-94 | 4 2-80 | 3,7 2-59 | 3,3 2-31 | 3 2-10 | 2,5 1-75 | 2,2 1-54 | 1 |
| 6 | 4,5 3-15 | 4 2-80 | 3,5 2-45 | 3 2-10 | 2,7 1-89 | 2,5 1-75 | 2,2 1-54 | 2 1-40 | 1,7 1-19 | 1,4 0-98 | 1,2 0-84 | 2 |
| 9 | 3,6 2-52 | 3,2 2-24 | 2,8 1-96 | 2,3 1-61 | 2,1 1-47 | 1,9 1-33 | 1,7 1-19 | 1,6 1-I2 | 1,3 0-91 | 1,1 0-77 | 0,9 0-63 | 3 |
| 12 | 2,9 2-03 | 2,6 1-82 | 2,2 1-54 | 1,8 1-26 | 1,6 1-12 | 1,5 1-05 | 1,4 0-98 | 1,2 0-84 | 0,95 0-66,5 | 0,8 0-56 | 0,68 0-47,6 | 4 |
| 18 | 2,5 1-75 | 2,2 1-54 | 1,8 1-26 | 1,4 0-98 | 1,3 0-91 | 1,2 0-84 | 1,1 0-77 | 0,94 0-65,8 | 0,86 0-60,2 | 0,7 0-49 | 0,52 0-36,4 | 5 |
| 24 | 2,2 1-54 | 2 1-40 | 1,6 1-12 | 1,2 0-84 | 1,1 0-77 | 0,92 0-64,4 | 0,88 0-61,6 | 0,73 0-51,1 | 0,63 0-44,1 | 0,5 0-35 | 0,41 0-28,7 | 6 |
| 30 | 1,8 1-26 | 1,6 1-12 | 1,3 0-91 | 0,96 0-67,2 | 0,88 0-61,6 | 0,75 0-52,5 | 0,7 0-49 | 0,58 0-40,6 | 0,5 0-35 | 0,4 0-28 | 0,33 0-23,1 | 7 |
|
| а | б | в | г | д | е | ж | з | и | к | л | № |
Примечание. При применениеручных эксцентриковых или винтовых зажимов стержней Н.вр. и Расц. умножать на1,06.
1. Раздел включает нормы времени и расценкина сборку и электродуговую сварку, вязку пространственных арматурных каркасовпо трем наиболее распространенным способам изготовления:
- в кондукторах и на козлах из отдельных сеток,стержней, закладных деталей со сваркой вручную;
- в горизонтальных и вертикальных кондукторах наподвесной сварочной машине МТПГ;
- на навивочных стендах со сваркой вручную иливязкой и на навивочно-сварочных машинах.
2. При изготовлении каркасов, за исключением особооговоренных случаев, предусмотрена:
а) разметка мест расположения и установка сеток,каркасов, стержней;
б) перекантовка арматурных каркасов;
в) окончательная выверка и крепление элементовкаркаса.
3. Нормы времени и расценки настоящего разделапредусматривают:
- крепление элементов каркаса дуговой сваркой. Прикреплении элементов каркаса вязальной проволокой Н.вр. и Расц. умножать на 1,4;
- изготовление армокаркасов без установки закладныхдеталей;
- установку и крепление закладных деталейнормировать отдельно по § 2-38 настоящего сборника.
4. При комбинированном креплении элементов каркаса(сваркой и частичной вязкой проволокой) Н.вр. и Расц. умножать на 1,2.
| Показатели | Единица измерения | Тип трансформатора | |||||||
| ТДП-1 | СТШ-500-80 | СТШ-500 | ТД-300 | ТД-500 | ТСД-500 | ТСД-1000 | ТСД-2000 | ||
| Потребляемая мощность | ква | 12 | 44,5 | 32 | 20 | 32 | 42 | 78 | 180 |
| Пределы регулирования сварочного тока | а | 105-180 | 60-800 | 145-650 | 30-385 | 165-550 | 200-600 | 400-1200 | 800-2200 |
| Первичное напряжение | в | 220 | 220;380 | 220;380 | 220;380 | 220;380 | 220;380 | 220;280 | 380 |
| Номинальный коэффициент ПВ | % | 20 | 60 | 60 | 60 | 60 | 60 | 65 | 50 |
| Габаритные размеры: |
|
|
|
|
|
|
|
|
|
| высота | мм | 470 | 73 | 753 | 1010 | 1100 | 1382 | 1382 | 1382 |
| ширина | мм | 225 | 765 | 666 | 524 | 600 | 818 | 818 | 818 |
| длина | мм | 435 | 980 | 670 | 765 | 845 | 950 | 950 | 950 |
| Вес | кг | 34 | 223 | 220 | 180 | 250 | 420 | 510 | 670 |
Техническаяхарактеристика сварочных агрегатов постоянного тока с приводом отэлектродвигателя трехфазного типа
| Показатели | Единица измерения | Тип агрегата | ||||
| ПС-300М | ПС-500 | ПСО-300 | ПСО-500 | ПCO-800 | ||
| Двигатель |
|
|
|
|
|
|
| напряжение | в | 220/380 | 220/380 | 220/380 | 220/380 | 220/380 |
| мощность | квт | 14 | 28 | 14 | 28 | 55 |
| число оборотов | об/мин | 1450 | 1450 | 1450 | 1450 | 1450 |
| Напряжение генератора |
|
|
|
|
|
|
| на холостом ходу | в | 65 | 60-90 | 47-73 | 58-86 | - |
| под нагрузкой | в | 30-35 | 40 | 30 | 40 | 45 |
| ПВ | % | 60 | 65 | 60 | 55-65 | 65 |
| Пределы регулирования тока | а | 80-380 | 140-600 | 75-320 | 125-600 | 220-800 |
| Вес агрегата | кг | 570 | 940 | 440 | 780 | 1040 |
Техническаяхарактеристика подвесных сварочных клещей
| Показатели | С выносным трансформатором | Малогабаритные со встроенным трансформатором | |||||
| пневмогидравлические | пневматические | ||||||
| КТГ-75-1 | КТГ-75-3 | КТП-1 | КТП-2 | К-201М | К-265М | К-243 | |
| Мощность трансформатора, ква | - | - | - | - | 25 | 25 | 90 |
| Продолжительность включения ПВ, % | - | - | - | - | 20 | 20 | 10 |
| Наибольшее первичное напряжение, вольт | - | - | - | - | 65 | 65 | 72 |
| Движение электрода | осевое | радиальное | осевое | радиальное | осевое | радиальное | осевое |
| Усилие сжатия электродов, кгс | 275 | 260 | 300 | 225 | 250 | 300 | до 1250 |
| Наибольший диаметр свариваемых стержней, мм | 16+16 | 16+16 | 16+16 | 16+16 | 8+20 | 10+10 | от 10+25 до 12+32 |
| Число сварок в минуту | 80 | 80 | 120 | 120 | 50 | 50 | 90 |
| Давление воздуха в сети, кгс/см2 | - | - | - | - | 4-5 | 4-5 | 6 |
| Габаритные размеры, мм |
|
|
|
|
|
|
|
| длина | 433 | 315 | 488 | 365 | 620 | 617 | 870 |
| ширина | 120 | 255 | 155 | 296 | 150 | 148 | 235 |
| высота | 390 | 212 | 296 | 285 | 315 | 228 | 315 |
| Вес (без кабелей и шлангов), кг | 12,5 | 12,5 | 10,4 | 9,8 | 22 | 20,5 | 64 |
Техническаяхарактеристика машины СКЦ-2
| Показателя | Единица измерения | СКЦ-2 |
| Производительность в смену | п/м | 200-260 |
| Диаметр |
|
|
| свариваемого каркаса | мм | 400-1300 |
| навиваемой проволоки | мм | до 8 |
| продольник стержней | мм | до 18 |
| Длина изготавляемого каркаса | м | до 8 |
| Мощность электродвигателей | квт | 6,1 |
| Число оборотов планшайбы в минуту | мин | 5,5 и 11 |
| Шаг навивки спирали | мм | 25-140 |
| Мощность сварочного трансформатора | ква | 75 |
| Габаритные размеры: |
|
|
| длина | мм | 9000 |
| ширина | мм | 2650 |
| высота | мм | 2100 |
| Вес | кг | 2500 |
Техническаяхарактеристика каркасно-сварочного станка C-I53Aконструкции Энерготехпрома
| Показатели | Единица измерения | C-I53A |
| Производительность | Каркасов смену | 10-60 |
| Размер каркаса по диагонали | мм | 140-520 |
| Шаг спирали | мм | 65-490 |
| Диаметр предельной арматуры | мм | 12-20 |
| Диаметр навиваемой проволоки | мм | 5-7 |
| Привод станка: |
|
|
| электродвигатели |
| А02-61-12/8/6/4 A02-31-2 |
| редуктора |
| РЦД-250-20-1 РЦД-250-10-6 РЦД-250-10-2 |
| Тормоз |
| ТКГГ-200-11 |
| Сварочный механизм |
| Роликовый с внутренним охлажденном |
| Сварочный трансформатор |
| TK12-0 6,81 кВа |
| Габариты | мм | 14200×2610×1310 |
| Вес | кг | 4000 |
Нормами времени и расценками настоящего раздела учтена организация работ,при которой:
- элементы каркасов заранее заготовлены и доставлены на рабочее место;
- рабочие места оборудованы необходимыми кондукторами, столами,источниками питания сварочной дуги, подъемно-транспортным оборудованием;
- рабочие обеспечены необходимым инструментом;
- вязальная проволока заранее отожжена и нарезана на куски.
| Виды затрат | Время в процентах от оперативного |
| Подготовительно-заключительная работа | 3,7 |
| Организационно-техническое обслуживание рабочего места | 2,4 |
| Отдых и личные надобности | 11,1 |
| Итого: | 17,2 |
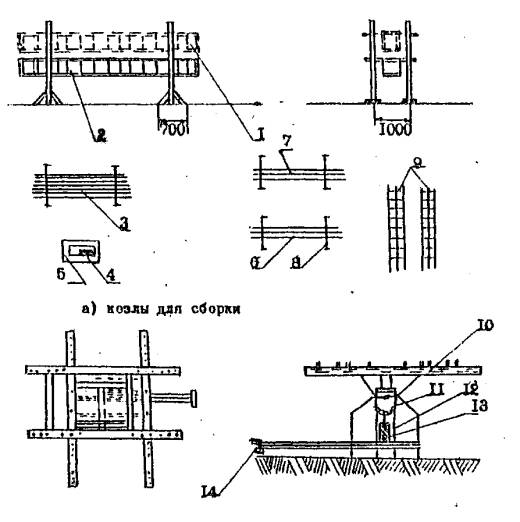
б) поворотныйгоризонтальный кондуктор-манипулятор
1 - каркас поднят, 2 - каркас в нижнем положении, 3 - продольные стержни,4 - хомуты, 5 - настил на козлах, 6 - подготовка, 7 - вязка каркасов, 8 -козлы, 9 - готовые каркасы, 10 - рама, 11 - зубчатый сектор, 12 - поворотнаякрестовина, 13 - фиксатор, 14 - педаль.
Уложить арматурные сетки, плоские каркасы и стержни в кондуктор поразметке. Произвести сварку пространственного каркаса, снять с кондуктора иуложить в штабель.
Исполнители:
электросварщик ручной сварки 4 разряда; арматурщик 4 разряда.
| Вид сборки | Вес каркаса, кг, до | |||||
| 10 | 20 | 30 | 50 | 75 |
| |
| Из стержней и хомутов | 42 29-40 | 38 26-60 | 35 24-50 | 32 22-40 | 29 20-30 | 1 |
| Из плоских каркасов и стержней | 32 22-40 | 27 18-90 | 25 17-50 | 21 14-70 | 19,5 13-65 | 2 |
|
| а | б | в | г | д | № |
Продолжение таблицы
| Вес каркаса, кг, до | |||||||
| 100 | 150 | 200 | 300 | 400 | 600 | 800 |
|
| 26 18-20 | 22 15-40 | 19,5 13-65 | 17 11-9 | 14 9-80 | 12 8-40 | 11,5 8-05 | 1 |
| 16,5 11-55 | 13,5 9-45 | 12 8-40 | 10,5 7-35 | 9,6 6-72 | 8,2 5-74 | 7,5 5-25 | 2 |
| е | ж | з | и | к | л | м | № |
Продолжение таблицы
| Вес каркаса, кг, до | |||||||
| 1000 | 1500 | 2000 | 2500 | 3000 | 3500 | 4000 |
|
| 11 7-70 | 10,5 7-35 | 10 7-00 | 9,7 6-79 | 3,2 2-24 | 8,7 6-09 | 8,3 5-81 | 1 |
| 6,9 4-83 | 6,6 4-62 | 6 4-20 | 5,8 4-06 | 5 3-50 | 4,8 3-36 | 4 2-80 | 2 |
| н | о | п | р | с | т | у | № |
Уложить арматурные сетки, плоские каркасы и стержни в кондуктор поразметке. Произвести сварку пространственного каркаса, снять с кондуктора иуложить в штабель.
Исполнители:
электросварщик ручной сварки 4 разряда;
арматурщик 4 разряда.
| Вид сборки | Вес каркаса, кг, до | |||||
| 10 | 60 | 100 | 150 | 200 |
| |
| Из стержней и хомутов | 27 18-90 | 26 18-20 | 24 16-80 | 23 16-10 | 22 15-40 | 1 |
| Из плоских каркасов, сеток и стержней | 17 11-90 | 16,5 11-55 | 15,5 10-85 | 14,5 10-15 | 14 9-80 | 2 |
|
| а | б | в | г | д | № |
Продолжение таблицы
| Вес каркаса, кг, до | ||||||
| 300 | 400 | 1000 | 2000 | 3000 | 4000 |
|
| 21 14-70 | 19 13-30 | 15 10-50 | 14 9-80 | 11 7-70 | 9 6-30 | 1 |
| 13 9-10 | 12 8-40 | 9,5 6-65 | 9 6-30 | 7 4-90 | 5,5 3-85 | 2 |
| е | ж | з | и | к | л | № |
Примечание. Фундаментныеплиты с петлевыми выпусками нормировать по настоящему параграфу.
Разметить места расположения и уложить в кондуктор сетки, плоские каркасыи стержни. Произвести сварку каркаса, снять с кондуктора и уложить в штабель.
Исполнители:
электросварщик ручной сварки 4 разряда;
арматурщик 4разряда.
| Вид сборки | Вес каркаса, кг, до | |||||
| 5 | 7,5 | 10 | 15 | 25 |
| |
| Из стержней и хомутов | 75 52-50 | 65 45-50 | 56 39-20 | 46 33-60 | 42 29-40 | 1 |
| Из плоских каркасов, сеток и стержней | 45 31-50 | 39 27-30 | 34 23-80 | 29 20-30 | 25 17-50 | 2 |
|
| а | б | в | г | д | № |
Продолжение таблицы
| Вес каркаса, кг, до | |||||||
| 35 | 45 | 60 | 75 | 90 | 110 | 130 |
|
| 38 26-60 | 33 23-10 | 30 21-00 | 26 18-20 | 23 16-10 | 20 14-00 | 17,5 12-25 | 1 |
| 19,5 13-65 | 17 11-90 | 15 10-50 | 13 9-10 | 12 8-40 | 11 7-70 | 9,6 6-72 | 2 |
| е | ж | з | и | к | л | м | № |
Продолжение таблицы
| Вес каркаса, кг, до | |||||||
| 150 | 175 | 200 | 250 | 300 | 350 | 500 |
|
| 15,5 10-85 | 13,5 9-45 | 12 8-40 | 10,5 7-35 | 9,1 6-37 | 8 5-60 | 6,6 4-62 | 1 |
| 8,8 6-16 | 7,8 5-46 | 7,1 4-97 | 6 4-20 | 5,5 3-85 | 5 3-50 | 4,8 3-36 | 2 |
| н | о | п | р | с | т | у | № |
Продолжение таблицы
| Вес каркаса, кг, до | |||||||
| 800 | 1100 | 1500 | 1900 | 2300 | 2700 | 3100 |
|
| 5,7 3-99 | 5,3 3-71 | 5 3-50 | 4,8 3-36 | 4,6 3-22 | 4,4 3-08 | 4,2 2-94 | 1 |
| 4,4 3-08 | 4 2-80 | 3,6 2-52 | 3,2 2-24 | 2,8 1-96 | 2,4 1-68 | 2 1-40 | 2 |
| ф | x | ц | ч | ш | щ | э | № |
Примечание. Сборку арматурныхкаркасов для армопенобетонных панелей и плитнормировать по настоящему параграфу.
Разметить места расположения и уложить вкондуктор сетки, плоские каркасы и стержни. Произвести сварку каркаса, снять скондуктора и уложить в штабель.
|
| Количество рабочих при длине каркаса, м, до | |
| 12 | более 12 | |
| Арматурщик 5 разряда | - | 1 |
| Арматурщик 4 разряда | 1 | 1 |
| Электросварщик ручной сварки 4 разряда | 1 | 2 |
Нормывремени и расценки на 1 т каркасов
| Вид сборки | Вес каркаса, кг, до | |||||||||
| 50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 |
| |
| Из стержней и хомутов | 17 11-90 | 16 11-20 | 15 10-50 | 14,5 10-15 | 13,5 9-45 | 13 9-10 | 11,5 8-05 | 10,5 7-35 | 9,2 6-44 | 1 |
|
|
| 11-65 | 10-92 | 10-56 | 9-83 | 9-46 | 8-37 | 7-64 | 6-70 |
|
| Из плоских каркасов и сеток | 15 10-50 | 11,5 8-05 | 9,4 6-58 | 7,8 5-46 | 6,3 4-41 | 5,6 3-92 | 4,6 3-22 | 3,4 2-38 | 2,7 1-89 | 2 |
|
|
| 8-37 | 6-84 | 4-68 | 4-59 | 4-08 | 3-35 | 2-48 | 1-97 |
|
|
| а | б | в | г | д | е | ж | з | и | № |
Продолжение таблицы
| Вид сборки | Вес каркаса, кг, до | |||||||||
| 700 | 800 | 900 | 1000 | 1200 | 1400 | 1600 | 1800 | 2000 |
| |
| Из стержней и хомутов | 8,9 6-23 | 8,2 5-74 | 7,8 5-46 | 7,6 5-32 | 7,4 5-18 | 6,7 4-69 | 5,1 3-57 | 5,6 3-92 | 5,3 3-71 | 1 |
|
| 6-48 | 5-97 | 5-68 | 5-53 | 5-39 | 4-88 | 3-71 | 4-08 | 3-66 |
|
| Из плоских каркасов и сеток | 2,2 1-54 | 1,8 1-26 | 1,6 1-12 | 1,4 0-98 | - | - | - | - | - | 2 |
|
| 1-60 | 1-31 | 1-16 | 1-02 |
|
|
|
|
|
|
|
| к | л | м | н | о | п | р | с | т | № |
Продолжение таблицы
| Вид сборки | Вес каркаса, кг, до | ||||||||||
| 2500 | 3000 | 3500 | 4000 | 4500 | 5000 | 5500 | 6000 |
| |||
| Из стержней и хомутов | 5 3-50 | 4,8 3-36 | 4,4 3-08 | 4,2 2-94 | 3,9 2-73 | 3,6 2-52 | 3,4 2-38 | 3,2 2-24 | 1 | ||
|
| 3-64 | 3-49 | 3-20 | 3-06 | 2-84 | 2-62 | 2-48 | 2-33 |
| ||
| Из плоских каркасов и сеток | - | - | - | - | - | - | - | - | 2 | ||
|
| у | ф | х | ц | ч | ш | щ | э | № | ||
Примечание:
1. Норками настоящего параграфа предусмотреноизготовление арматурных каркасов колонн сплошного и переменного сечения, атакже двухветвевых.
2. При сборке пространственных каркасов безконсолей Н.вр. и Расц. строки 1 и 2 умножать на 0,8.
Разметитьместа расположения и уложить в кондуктор сетки, плоские каркасы и стержни.Произвести сварку каркасов, снять с кондуктора и уложить в штабель.
| Исполнители | Количество рабочих при длине каркаса, м, до | |
| 12 | более 12 | |
| Арматурщик 4 разряда | 1 | 2 |
| Электросварщик ручной сварки 4 разряда | 1 | 2 |
Нормывремени и расценки на 1 т каркасов
| Вид сборки | Вес каркаса, кг, до | |||||||||||
| 10 | 30 | 50 | 70 | 100 | 150 | 200 | 250 | 300 | 350 > | 400 |
| |
| Из стержней и хомутов | 15,5 10-85 | 15 10-50 | 14,5 10-15 | 14 9-80 | 13,5 9-45 | 13 9-10 | 12,5 8-75 | 12 8-40 | 11 7-70 | 10,5 7-35 | 10 7-00 | 1 |
| Их плоских каркасов и сеток | 11 7-70 | 10,5 7-35 | 10 7-00 | 9,8 6-86 | 9,5 6-65 | 8,6 6-02 | 8,2 5-74 | 7,8 5-46 | 7,3 5-11 | 7,1 4-97 | 6,8 4-76 | 2 |
|
| а | б | в | г | д | е | ж | з | и | к | л | № |
Продолжение таблицы
| Вид сборки | Вес каркаса, кг, до | |||||||||||
| 500 | 600 | 700 | 900 | 1100 | 1300 | 1500 | 2000 | 2500 | 3000 | 4000 |
| |
| Из стержней и хомутов | 9,6 6-72 | 8,9 6-23 | 8,1 5-67 | 7,2 5-04 | 6,5 4-55 | 5,7 3-99 | 5 3-50 | 4,3 3-01 | 3,8 2-66 | 3,4 2-38 | 3,1 2-17 | 1 |
| Их плоских каркасов сеток | 6,2 4-34 | 5,8 4-06 | 5,6 3-92 | 5 3-50 | 4,4 3-08 | 4 2-80 | 3,7 2-59 | 3,4 2-38 | 3,1 2-17 | 2,8 1-96 | 2,5 1-75 | 2 |
|
| м | н | о | п | р | с | т | у | ф | x | ц | № |
Уложить арматурные сетки, плоские каркасы и стержни в кондуктор или формупо разметке. Произвести сварку пространственного каркаса, снять с кондуктора иуложить в штабель.
Исполнители:
арматурщик 5 разряда,
арматурщик 4 разряда,
электросварщик ручной сварки 4 разряда,
электросварщик ручной сварки 5 разряда.
Нормывремени и расценки на 1 т каркасов
| Наименование работ | Длина к, м, до | |||||||
| 6 | 18 | 24 |
| |||||
| Вес каркаса, кг, до |
| |||||||
| 300 | 500 | 700 | 1000 | 1500 | 2000 |
| ||
| Сборка, электросварка, установка каркаса и напрягаемых стержней в форму | - | 28 21-14 | 24 18-12 | 20 15-10 | 16 12-08 | 13 9-82 | 1 | |
| Изготовление плоских арматурных каркасов ферм из уголка, пластин и арматурных стержней | 30 22-65 | - | - | - | - | - | 2 | |
|
| а | б | в | г | д | е | № | |
Установить плоские каркасы ферм в кондуктор с временным креплением.Разметить места расположения, установить в кондуктор стержни, раскосы, уголки ипетли. Произвести сварку, снять с кондуктора и уложить в штабель.
Исполнители:
арматурщик 5 разряда,
электросварщик ручной сварки 4 разряда - 2.
Нормывремени и расценки на 1 т каркасов
| Вес каркаса, кг, до | |||||||
| 250 | 400 | 600 | 900 | 1200 | 1500 | 2000 | 3000 |
| 28 20-64 | 21 15-48 | 16 11-79 | 11 8-11 | 6,8 5-01 | 4,5 3-32 | 3,3 2-43 | 2,3 1-70 |
| а | б | в | г | д | е | ж | з |
Разметить места расположения и уложить в кондуктор сетки, каркасы истержни. Произвести сварку, снять каркас и уложить в штабель.
Исполнители:
арматурщик 3 разряда,
электросварщик ручной сварки 4 разряда.
| Вид сборки | Вес каркаса, кг, до |
| |||||||||
| 20 | 30 | 45 | 60 | 75 | 100 | 150 | 200 | 250 | 300 |
| |
| Из плоских сеток и стержней | 17 11-31 | 14 9-31 | 12 7-98 | 11 7-32 | 10 6-65 | 9,6 6-38 | 8,4 5-59 | 7,2 4-79 | 6,4 4-26 | 5,6 3-72 | 1 |
| Из сеток и каркасов | 12,5 8-31 | 10 6-65 | 9,3 6-19 | 8,4 5-59 | 7,8 5-19 | 7,2 4-79 | 6,3 4-19 | 5,4 3-59 | 4,8 3-19 | 4,2 2-79 | 2 |
|
| а | б | в | г | д | е | ж | з | и | к | № |
Продолжение таблицы
| Вид сборки | Вес каркаса, кг, до |
| ||||||||
| 400 | 500 | 600 | 800 | 1000 | 1200 | 1400 | 1600 | 1800 |
| |
| Из плоских сеток и стержней | 4,9 3-26 | 4,2 2-79 | 3,8 2-53 | 3,4 2-26 | 3,2 2-13 | 3 2-00 | 2,9 1-93 | 2,7 1-80 | 2,6 1-73 | 1 |
| Из сеток и каркасов | 3,7 2-46 | 3,2 2-13 | 2,9 1-93 | 2,6 1-73 | 2,4 1-60 | 2,3 1-53 | 2,2 1-46 | 2 1-33 | 1,9 1-26 | 2 |
|
| л | м | н | о | п | р | с | т | у | № |
Разметить места расположения и уложить в кондуктор сетки, стержни,монтажные петли и анкера. Произвести сварку, снять каркас и уложить в штабель.
Исполнители:
арматурщик 3 разряда,
электросварщик ручной сварки 4 разряда.
| Вид сборки | Вес изделия, кг, до |
| |||||||
| 50 | 100 | 150 | 200 | 300 | 500 | 700 | 1000 |
| |
| Из стержней и анкеров | 24 15-96 | 21 13-97 | 19,5 12-97 | 17,5 11-64 | 14,5 9-64 | 10 6-65 | 6,6 4-39 | 4,1 2-73 | 1 |
| Из сеток, анкеров и стержней | 12,5 8-31 | 11 7-32 | 10 6-65 | 9 5-99 | 7,6 5-05 | 5,5 3-66 | 3,4 2-26 | 1,5 0-99,8 | 2 |
|
| а | б | в | г | д | е | ж | з | № |
Разметить места расположения и уложить в кондуктор сотки, каркасы истержни. Произвести сварку, снять каркас и уложить в штабель.
Исполнители:
арматурщик 3 разряда,
электросварщик ручной сварки 4 разряда
| Вec каркаса, кг, до | ||||||
| 30 | 40 | 50 | 60 | 70 | 80 | 100 |
| 45 29-93 | 38 25-27 | 33 21-95 | 29 19-29 | 25 16-63 | 22 14-63 | 19 12-64 |
| а | б | в | г | д | е | ж |
Разметить места расположения и уложить в кондуктор сетки, стержни имонтажные петли. Произвести сварку, снять каркас и уложить в штабель.
Исполнители:
арматурщик 3 разряда,
электросварщик ручной сварки 4 разряда.
| Вес каркаса, кг, до | |||||||||
| 50 | 75 | 100 | 125 | 150 | 175 | 200 | 250 | 300 | 350 |
| 49 32-59 | 43 28-60 | 38 25-27 | 34 22-61 | 30 19-95 | 27 17-96 | 24 15-96 | 21 13-97 | 16,5 10-97 | 13,5 8-98 |
| а | б | в | г | д | е | ж | з | и | к |
Продолжение таблицы
| Вес каркаса, кг, до | ||||||||
| 400 | 450 | 500 | 550 | 600 | 650 | 700 | 750 | 800 |
| 11 7-32 | 9,3 6-19 | 7,9 5-25 | 6,4 4-26 | 5,5 3-66 | 4,8 3-19 | 4,5 2-99 | 4,2 2-79 | 4 2-66 |
| л | м | н | о | п | р | с | т | у |
Разметить места расположения и уложить в кондуктор сетки, плоские каркасыи стержни. Произвести сварку, снять каркас и уложить в штабель.
Исполнители:
арматурщик 3 разряда
электросварщик ручной сварки 4 разряда.
| Вес каркаса, кг, до | ||||||||
| 50 | 100 | 150 | 200 | 300 | 400 | 500 | 700 | 900 |
| 14 9-31 | 13 8-64 | 12 7-98 | 11 7-32 | 9,3 6-19 | 7,7 5-12 | 6,4 4-26 | 5 3-33 | 4 2-66 |
| а | б | в | г | д | в | ж | з | и |
Разметить места расположения и уложить в кондуктор стержни и сетки.Произвести сборку и сварку стойки фундамента. Установить стойку на нижнююсетку. Собрать и сварить верхнюю сетку. Установить и закрепить анкерные болты.Снять каркас с кондуктора и уложить в штабель.
Исполнители:
арматурщик 3 разряда,
электросварщик ручной сварки 4 разряда.
| Вид сборки | Вес каркаса, кг, до |
| ||||||||
| 50 | 75 | 100 | 150 | 200 | 400- | 700 | 1200 | 1600 |
| |
| Из стержней и хомутов | 10,5 6-98 | 9 5-99 | 8,4 5-59 | 7,8 5-19 | 7,2 4-79 | 6,3 4-19 | 4,8 3-19 | 3,7 2-46 | 3,3 2-20 | 1 |
| Из сеток и плоских каркасов | 9,4 5-59 | 7 4-66 | 6,5 4-32 | 5,9 3-92 | 5,3 3-53 | 4,2 2-79 | 3 2-00 | 1,9 1-26 | 1,5 1-00 | 2 |
|
| а | б | в | г | д | е | ж | з | и | № |
Примечания:
1. Приизготовления каркасов фундаментов со спаренными рабочими стержнями Н.вр. иРасц. строки 1 умножать на 1,75.
2. Приизготовлении каркаса стойки фундамента из отдельных стержней с навивкой спиралина навивочной машине Н.вр. и Расц. строки 1 умножать на 0,45.
Разметить места расположения и уложить в кондуктор сетки, плоские каркасыи стержни. Произвести сварку, снять каркас и уложить в штабель.
Исполнители:
арматурщик 3 разряда,
электросварщик ручной сварки 4 разряда.
| Вес каркаса, кг, до | ||||||
| 20 | 30 | 40 | 50 | 70 | 100 | 200 |
| 7,9 5-25 | 7 4-66 | 6,2 4-12 | 5,6 3-66 | 47 3-13 | 3,6 2-39 | 2,7 1-80 |
| а | б | в | г | д | е | ж |
Разметить места расположения и уложить в кондуктор плоские каркасы,стержни, хомуты, спирали. Произвести сварку каркаса, снять с кондуктора иуложить в штабель.
Исполнители:
арматурщик 3 разряда,
электросварщик ручной сварки 4 разряда.
| Вид сборки | Вес каркаса, кг, до |
| |||||||
| 10 | 20 | 30 | 50 | 70 | 100 | 150 | 200 |
| |
| Из стержней и хомутов | 16 10-64 | 15,5 10-31 | 15 9-98 | 14,5 9-64 | 14 9-31 | 13,5 8-98 | 13 8-65 | 12 7-98 | 1 |
| Из сеток и стержней | 13,5 5-98 | 13 8-65 | 12,5 8-31 | 11,5 7-65 | 11 7-32 | 10,5 6-98 | 9,5 6-32 | 8,7 5-79 | 2 |
| Из стержней и готовой спирали | 12 7-98 | 11,5 7-65 | 11 7-32 | 10 6-65 | 9 5-99 | 8 5-32 | 7 4-66 | 6 3-99 | 3 |
|
| а | б | в | г | д | е | ж | з | № |
Продолжение таблицы
| Вид сборка | Вес каркаса, кг, до |
| |||||||
| 300 | 400 | 500 | 600 | 700 | 800 | 900 | 1000 |
| |
| Из стержней и хомутов | 11 7-32 | 10 6-65 | 9,2 6-12 | 8,4 5-59 | 7,7 5-12 | 7 4-66 | 6,4 4-26 | 5,8 3-86 | 1 |
| Из стержней и сеток | 8,4 5-59 | 7,8 5-19 | 7,2 4-79 | 6,6 4-39 | 6,1 4-06 | 5,6 3-72 | 5,2 3-46 | 4,8 3-19 | 2 |
| Из стержней и готовой спирали | 5,5 3-66 | 5 3-33 | 4,5 2-99 | 4 2-66 | 3,5 2-33 | 3 2-00 | 2,5 1-66 | 2 1-33 | 3 |
|
| и | к | л | м | н | о | п | р | № |
Разметить места расположения и уложить в кондуктор плоские каркасы,стержни, хомуты, спирали с креплением. Установить и закрепить противоударныесетки. Произвести сборку острия сваи.
Исполнители:
арматурщик 3 разряда,
электросварщик ручной сварки 4 разряда.
| Вид сборки | Вес каркаса, кг, до |
| ||||||||
| 40 | 70 | 100 | 150 | 200 | 250 | 300 | 350 | 400 |
| |
| Из стержней, хомутов и готовой спирали | 20 13-30 | 18,5 12-30 | 16 10-64 | 13,5 8-98 | 11,5 7-65 | 9,6 6-38 | 8 5-32 | 7,2 4-79 | 6,7 4-46 | 1 |
| Из плоских каркасов и стержней | 16 10-64 | 14 9-31 | 12,5 8-31 | 11 7-32 | 9,6 6-38 | 7,4 4-92 | 6,1 4-06 | 5,5 3-66 | 5,1 3-39 | 2 |
|
| а | б | в | г | д | е | ж | з | и | № |
Разметить места расположения и уложить в кондуктор сетки, плоские каркасыи стержни. Произвести сварку, снять с кондуктора и уложить в штабель.
Исполнители:
арматурщик 3 разряда,
электросварщик ручной сварки 4 разряда.
| Вид сборки | Вес каркаса, кг, до | ||||||||||||||
| 50 | 100 | 150 | 200 | 300 | 500 | 700 | 1000 | 1500 | 2000 | 2500 | 3000 | 3500 | 4000 |
| |
| Из стержней и хомутов | 26 17-29 | 23 15-30 | 21 13-97 | 19 12-64 | 16,5 10-97 | 13 8-65 | 10 6-65 | 9,1 6-05 | 8,7 5-78 | 8,5 5-65 | 8,4 5-59 | 8,2 5-45 | 8,1 5-39 | 7,9 5-25 | 1 |
| Из стержней и сеток | 16 10-64 | 14 9-31 | 12,5 8-31 | 11,5 7-65 | 10 6-65 | 7,8 5-19 | 6,1 4-06 | 5,5 3-66 | 5,3 3-53 | 5,2 3-46 | 5 3-39 | 5 3-33 | 4,9 3-26 | 4,7 3-13 | 2 |
| Из сеток и плоских каркасов | 6,8 4-52 | 5,5 3-66 | 4,5 2-99 | 3,9 2-59 | 3,1 2-06 | 2,4 1-60 | 2,1 1-40 | 1,9 1-26 | 1,7 1-13 | 1,5 0-99,8 | 1,3 0-86,4 | 1,1 0-73,2 | 1 0-66,5 | 0,9 0-59,8 | 3 |
|
| а | б | в | г | д | е | ж | з | и | к | л | м | н | о | № |
Разметить места расположения и уложить в кондуктор сетки, стержни ихомуты. Произвести сварку, снять с кондуктора и уложить в штабель.
Исполнители:
арматурщик 3 разряда,
электросварщик, ручной сварки 4 разряда.
| Вид сборки | Вес каркаса, кг, до | ||||||||
| 15 | 30 | 60 | 90 | 150 | 250 | 400 | 550 |
| |
| Из стержней и хомутов | 15 9-98 | 14 9-31 | 13 8-65 | 11,5 7-65 | 7,7 5-12 | 5,1 3-39 | 3,1 2-06 | 2,5 1-66 | 1 |
| Из стержней и сеток | 11 7-32 | 10 6-65 | 8,9 5-92 | 7,5 4-99 | 5,5 3-66 | 3,7 2-46 | 2,2 1-46 | 1,8 1-20 | 2 |
| Из сеток и плоских каркасов | 6,8 5-85 | 8 5-32 | 7,1 4-72 | 6 3-99 | 4,6 3-06 | 3 2-00 | 1,75 1-16 | 1,45 0-96,4 | 3 |
|
| а | б | в | г | д | е | ж | з | № |
Разметить места расположения и уложить в кондуктор сетки, стержни ихомуты. Произвести сварку, снять с кондуктора и уложить в штабель.
Исполнители:
арматурщик 3 разряда,
электросварщик ручной сварки 4 разряда.
Нормывремени и расценки на 1 т каркасов
| Вес каркаса, кг, до | ||||||
| 15 | 20 | 30 | 40 | 50 | 60 | 70 |
| 44 29-26 | 38 25-27 | 34 22-61 | 30 19-95 | 27 17-96 | 24 15-96 | 22 14-63 |
| а | б | в | г | д | е | ж |
Разметить места расположения и уложить В кондуктор сетки, плоскиекаркасы, стержни, хомуты, кольца. Произвести сварку каркаса, снять с кондуктораи уложить в штабель.
Исполнители: арматурщик 3 разряда,
электросварщик ручной сварки 4 разряда.
Нормывремени и расценки на 1 т каркасов
| Вид сборки | Вес каркаса, кг, до | |||||||||
| 15 | 30 | 40 | 50 | 75 | 100 | 125 | 150 | 200 |
| |
| Из стержней, хомутов и колец | 32 21-28 | 25 16-63 | 21 13-97 | 17,5 11-64 | 14 9-31 | 9,5 6-32 | 7 4-66 | 4,8 3-19 | 3,4 2-26 | 1 |
| Из сеток, хомутов колец и стержней | 23 15-30 | 18 11-97 | 15 9-98 | 12,5 8-31 | 10 6-65 | 6,9 4-59 | 4,8 3-19 | 3,6 2-39 | 2,5 1-66 | 2 |
|
| а | б | в | г | д | е | ж | з | и | № |
Разметить места расположения и уложить в кондуктор сетки, плоские каркасыи стержни. Произвести сварку каркаса, снять с кондуктора и уложить в штабель.
Исполнители: арматурщик 4 разряда,
электросварщик ручной сварки 4 разряда.
| Вид сборки | Вид каркаса | Вес каркаса, кг, до | |||||
| 130 | 150 | 170 | 250 | 300 |
| ||
| Из плоских каркасов, сеток и стержней | плоский | 22 15-40 | 21 14-70 | 20 14-00 | - | - | 1 |
| плоский, с проемом | 20 14-00 | 19,5 13-65 | 18,5 12-95 | - | - | 2 | |
| ребристый | - | - | - | 19 13-30 | 16 11-20 | 3 | |
| ребристый, с проемом | - | - | - | 18 12-60 | 15 10-50 | 4 | |
|
|
| а | б | в | г | д | № |
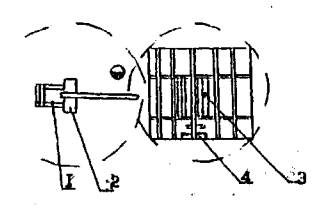
а) с горизонтальнымповоротным кондуктором
1 - колонна сострелой, 2 - сварочная машина, 3 - поворотная стойка кондуктора, 4 - кондуктор.
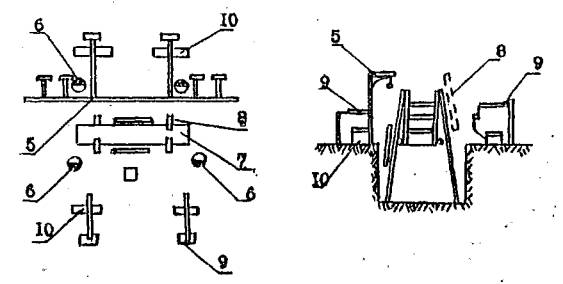
б) с вертикальнымподъемным кондуктором
5 - подвесной путь,6 - место сварщика арматурных сеток и каркасов 4 разряда, 7 - станина, 8 -подвесная площадка кондуктор, 9 - консольные краны, 10 - подвесные сварочныемалины.
Составработы
Разметить места расположения и уложить в кондуктор сетки, плоскиекаркасы, стержни, монтажные петли. Произвести сварку каркаса, снять скондуктора и уложить в штабель.
Исполнители:
сварщикарматурных сеток и каркасов 4 разряда,
сварщикарматурных сеток и каркасов 3 разряда.
| Вес изделия, кг, до | Число сварных точек в изделии, шт, до |
| ||||||
| 10 | 20 | 30 | 40 | 50 | 75 | 100 |
| |
| 5 | 1,8 1-20 | 2,8 1-86 | 3,9 2-59 | 5,2 3-46 | 6,4 4-26 | 8,4 5-59 | 10,5 6-98 | 1 |
| 10 | 2,7 1-80 | 3,5 2-33 | 4,8 3-19 | 6,1 4-06 | 8 5-32 | 9,6 6-52 | 12 7-98 | 2 |
| 20 | 3,4 2-26 | 4,4 2-93 | 6,1 4-06 | 6 5-32 | 10 6-65 | 14 9-31 | 16 10-64 | 3 |
| 40 | 4,4 2-93 | 5,7 3-79 | 7,5 4-99 | 10 6-65 | 13 8-65 | 18 11-97 | 21 13-97 | 4 |
| 60 | 5,5 3-66 | 7,1 4-72 | 9 5-99 | 12 7-98 | 16 10-64 | 23 15-30 | 26 17-29 | 5 |
| 100 | - | 8 5-32 | 10 6-65 | 14 9-31 | 18 11-97 | 26 17-29 | 29 19-29 | 6 |
| 150 | - | - | 14 9-31 | 18 11-97 | 22 14-63 | 32 21-28 | 34 22-61 | 7 |
|
| а | б | в | г | д | е | ж | № |
Продолжение таблицы
| Вес изделия, кг, до | Число сварных точек в изделии, шт, до |
| ||||||
| 150 | 200 | 250 | 300 | 350 | 400 | 500 |
| |
| 5 | 13,5 8-98 | 17,5 11-64 | 23 15-30 | - | - | - | - | 1 |
| 10 | 15 9-98 | 20 13-30 | 25 16-63 | 33 21-95 | - | - | - | 2 |
| 20 | 19 12-64 | 24 15-96 | 29 19-29 | 37 24-61 | - | - | - | 3 |
| 40 | 26 17-29 | 32 21-28 | 36 23-94 | 44 29-26 | 48 31-92 | - | - | 4 |
| 60 | 34 22-61 | 42 27-93 | 50 33-25 | 58 38-57 | 66 43-89 | 75 49-88 | 85 56-53 | 5 |
| 100 | 47 31-26 | 58 38-57 | 69 45-89 | 80 53-20 | 91 60-52 | 104 69-16 | 117 77-81 | 6 |
| 150 | 60 39-90 | 74 49-21 | 89 59-19 | 103 68-50 | 117 77-81 | 133 88-45 | 150 99-75 | 7 |
|
| з | и | к | л | м | н | о | № |
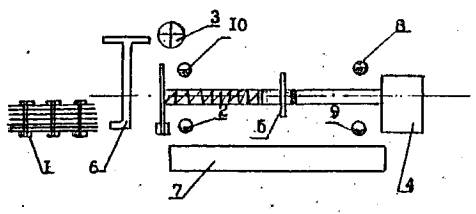
а) на навивочноймашине
1 - стеллаж дляскладирования продольник стержней, 2 - место арматурщика 5 разряда, 3 - бухтодержатель,4 - привод тяговой каретки, 5 - тяговая каретка, б - машина СКЦ-2, 7 - складготовых каркасов, 8 - место арматурщика 4 разряда, 9 - место арматурщика 3разряда, 10 - место электросварщика ручной сварки 4 разряда.
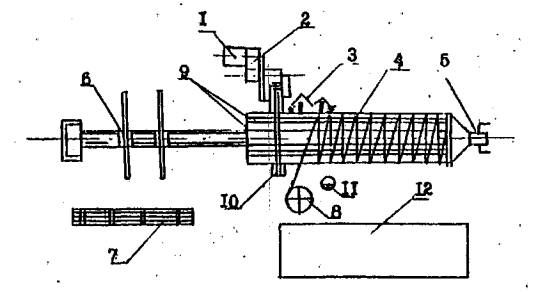
б) нанавивочно-сварочной машине
1 -электродвигатель привода вращения планшайбы, 2 - вариатор, 3 - сварочноероликовое устройство, 4 - готовый каркас, 5 - тянущее устройство, 6 - вал, 7 -место складирования продольной арматуры, 8 - бухтодержатель, 9 - продольнаяарматура, 10 - планшайба, 11 - место машиниста навивочных машин 4 разряда, 12 -склад готовых каркасов.
Установить стержни в пазы оголовника и натянуть спомощью натяжной станции. Разметить места расположения и установить монтажныекольца, хомуты, закладные детали, стержни, закрепить электродуговой сваркой.Произвести навивку спирали на сборочно-навивочной машине. Снять каркас и уложить в штабель.
| Исполнители | Количество рабочих при длине каркаса, м, до | ||
| 6 | 18 | 26 | |
| Арматурщик 5 разряда | - | 1 | 1 |
| Арматурщик 4 разряда | - | 1 | 1 |
| Арматурщик 3 разряда | 1 | - | 1 |
| Электросварщик ручной сварки 4 разряда | - | - | 1 |
| Электросварщик ручной сварки 3 разряда | 1 | 1 | - |
Нормы времени и расценки на 1 т изделий
Таблица 1
| Вес каркаса, кг, до | ||||||
| 10 | 20 | 30 | 50 | 100 | 150 | 200 |
| 18 11-34 | 16 10-08 | 14 8-82 | 12 7-56 | 10,5 6-62 | 9,8 6-17 | 9,1 5-73 |
| - | - | 9-98 | 8-56 | 7-49 | 6-99 | 6-49 |
| а | б | в | г | д | е | ж |
Продолжениетаблицы 1
| Вес каркаса, кг, до | |||||||
| 300 | 400 | 500 | 600 | 700 | 800 | 900 | 1000 |
| 8,1 6-10 | 7 4-41 | 6,1 3-84 | 5,4 3-40 | 4,8 3-02 | 4,4 2-77 | 4 2-52 | 3,7 2-33 |
| 5-78 | 4-99 | 4-35 | 3-85 | 3-42 | 3-14 | 2-85 | 2-64 |
| з | и | к | л | м | н | о | п |
Подать стержни на стеллаж и установить бухту на бухтодержатель. Снятьскрутки, выпрямить конец проволоки, заправить конец проволоки и стержни внаправляющие машины. Произвести навивку спирали со сваркой пересечений,произвести крепление острия каркаса электросваркой, отрезать конец проволоки,снять каркас и уложить в штабель.
Исполнители
машинистнавивочных и намоточных машин 4 разряда.
Нормывремени и расценки на I т изделий
| Вес каркаса, кг, до | |||||||
| 10 | 20 | 30 | 50 | 70 | 100 | 150 | 200 |
| 9 6-30 | 8,6 6-02 | 8,2 5-74 | 7,4 5-18 | 6,8 4-76 | 6 4-20 | 5,1 3-57 | 4,3 3-01 |
| а | б | в | г | д | в | ж | з |
Продолжениетаблицы 1
| Вес каркаса, кг, до | |||||||
| 300 | 400 | 500 | 600 | 700 | 800 | 900 | 1000 |
| 3,9 2-73 | 3,5 2-45 | 3,4 2-38 | 3,2 2-24 | 3 2-10 | 2,8 1-96 | 2,6 1-82 | 2,4 1-68 |
| и | к | л | м | н | о | п | р |
Составработы
Установить бухту на вертушку с заправкой конца проволоки в барабан.Установить план-шайбу в рабочее положение. Установить продольные стержни вотверстия план-шайбы. Навить спираль с одновременной сваркой пересечений припомощи сварочной головки. Обрезать концы стержней электродуговой сваркой. Снятькаркас с барабана. Приварить фиксаторы защитного слоя и отогнуть концыпродольных стержней с другого конца каркаса.
Исполнитель
машинист навивочных и намоточных машин 4 разряда .
Нормывремени и расценки на 1 т изделий
| Вес каркаса, кг, до | ||||||||
| 25 | 50 | 75 | 110 | 150 | 200 | 250 | 300 | 350 |
| 13,6 9-45 | 12 8-40 | 10,5 7-35 | 8,4 5-88 | 6,8 4-76 | 5,1 3-57 | 3,6 2-52 | 2,6 1-82 | 1,7 1-19 |
| а | б | в | г | д | е | ж | з | и |
Поднести закладные детали в пределах рабочей зоны. Разметить местаустановки. Установить закладные детали с фиксацией и креплением.
Исполнитель
арматурщик4 разряда
Нормывремени и расценки на 1 арматурный каркас
| Количество закладных деталей в каркасе, шт, до | Вес закладных деталей в каркас, шт, до | ||||||||||||
| 10 | 20 | 30 | 50 | 75 | 100 | 150 | 200 | 250 | 300 | 350 | 400 |
| |
| 2 | 0,04 0-02,8 | 0,08 0-05,6 | 0,17 0-11,9 | 0,27 0-18,9 | 0,42 0-29,4 | 0,52 0-36,4 | 0,9 0-63 | 1,2 0-84 | 1,55 1-08 | 1,85 1-30 | 2,2 1-54 | 2,5 1-75 | 1 |
| 5 | 0,09 0-06,3 | 0,15 0-10,5 | 0,22 0-15,4 | 0,34 0-23,8 | 0,5 0-35 | 0,67 0-46,9 | 0,98 0-68,6 | 1,3 0-91 | 1,65 1-16 | 1,9 1-33 | 2,3 1-61 | 2,6 1-82 | 2 |
| 10 | 0,2 0-14 | 0,26 0-18,2 | 0,38 0-26,6 | 0,45 0-31,5 | 0,63 0-44,1 | 0,78 0-54,6 | 1,1 0-77 | 1,45 1-02 | 1,75 1-23 | 2,1 1-47 | 2,4 1-68 | 2,8 1-96 | 3 |
| 15 | 0,32 0-22,4 | 0,38 0-26,6 | 0,47 0-32,9 | 0,58 0-40,6 | 0,77 0-53,9 | 0,98 0-68,6 | 1,25 0-87,5 | 1,6 1-12 | 1,9 1-33 | 2,3 1-61 | 2,6 1-82 | 2,9 2-03 | 4 |
|
| а | б | в | г | д | е | ж | з | и | к | л | м | № |
Продолжениетаблицы 1
| Количество закладных деталей в каркасе, шт, до | Вес закладных деталей в каркас, шт, до |
| |||||||||||
| 10 | 20 | 30 | 50 | 75 | 100 | 150 | 200 | 250 | 300 | 350 | 400 |
| |
| 20 | 0,45 0-31,5 | 0,5 0-35 | 0,58 0-40,6 | 0,72 0-50,4 | 0,86 0-60,2 | 1,05 0-73,5 | 1,4 0-98 | 1,65 1-16 | 2,1 1-47 | 2,4 1-68 | 2,8 1-96 | 3,2 2-24 | 5 |
| 30 | 0,7 0-49 | 0,77 0-53,9 | 0,83 0-58,1 | 0,98 0-68,6 | 1,15 0-80,5 | 1,35 0-94,5 | 1,65 1-16 | 2 1-40 | 2,3 1-61 | 2,8 1-96 | 3,1 2-17 | 3,5 2-45 | 5 |
| более 30 | 0,95 0-66,5 | 1 0-70 | 1,1 0-77 | 1,25 0-87,5 | 1,4 0-98 | 1,6 1-12 | 1,9 1-33 | 2,3 1-61 | 2,7 1-89 | 3 2-10 | 3,3 2-31 | 3,8 2-66 | 7 |
|
| а | б | в | г | д | е | ж | з | и | к | л | м | № |
При выполнении арматурных работ в зимнее время наоткрытом воздухе и в неотапливаемом помещении нормы времени применяются скоэффициентом по температурным зонам
Таблица 1
| Температурная зона | Коэффициент к нормам по месяцам | ||||||
| октябрь | ноябрь | декабрь | январь | февраль | март | апрель | |
| I | - | - | - | 1,05 | 1,05 | - | - |
| II | - | - | 1,06 | 1,08 | 1,08 | 1,05 | - |
| III | - | 1,06 | 1,08 | 1,13 | 1,13 | 1,08 | - |
| IV | - | 1,08 | 1,10 | 1,16 | 1,16 | 1,10 | - |
| V | - | 1,10 | 1,12 | 1,18 | 1,18 | 1,12 | - |
| VI | 1,07 | 1,17 | 1,25 | 1,25 | 1,25 | 1,17 | 1,07 |
Примечания
1. Привыполнении работ в местностях, не отнесенных к температурным зонам, а также ввысокогорных районах, где отрицательная температура воздуха возможна не толькозимой, но и в другое время года, усредненные поправочные коэффициенты,приведенные в таблице, не применяются. дляоплаты труда рабочих в таких местностях и районах в периоды наступленияпохолодания следует два раза в смену (в конце второго и в конце шестого часаработы) производить замер температуры на рабочем месте. За объем работ,выполненных при среднемесячной отрицательной температуре, применять к нормамвремени коэффициенты:
Таблица 2
| Температура воздуха на рабочем месте отрицательная | Коэффициент к норме времени |
| от 0° до 10° | 1,10 |
| от 11° до 20° | 1,17 |
| от 21° до 30° | 1,25 |
| от 31° до 40° | 1,35 |
| ниже 40 | 1,50 |
2. В техслучаях, когда в отдельные месяцы, предусмотренные в таблице 1, наблюдаютсяположительные температуры не менее, чем в течение 8 рабочих дней в общей суммеза месяц, усредненные поправочные коэффициенты, приведенные в таблице 1 кнормам времени на работы, выполняемые в дни с положительной температурой, неприменяется. Если же в месяце, не предусмотренном таблицей 1, наблюдаетсяотрицательная температура также не менее 8 рабочих дней в общей сумме за месяц,то к нормам времени на работы, выполненные в эти месяцы и дни с отрицательнойтемпературой, применяются поправочные коэффициенты в порядке и размерахпредусмотренных, в пункте 1 примечания.
Андижанскаяобласть, Бухарская область (южнее 41 параллели), Дагестанская АССР, джизакская область, донецкая область (пункты расположенныена Азовском побережье), Закарпатская область (южнее линии Б.Лепетиха-Мелитополь-Бердянск включительно), Ивано-Франковская область,Кабардино-Балкарская АССР, Калининградская область, Кашкадарьинская область,Краснодарский край, Крымская область (Керчь, Севастополь и остальная частьобласти, за исключением пунктов, расположенных на побережье), Латвийская ССР(пункты, расположенные на побережье Балтийского моря и Рига), Литовская ССР(западнее линии Марияполе-Каунас-Мажейкяй включительно), Львовская область, молдавская ССР, Наманганская область,Николаевская область, Одесская область, Ошская область, Самаркандская область,Северо-Осетинская АССР, Ставропольский край (южнее линии Ставрополь-Моздоквключительно), Сырдарьинская область, Ташкентская область, Тернопольскаяобласть, Туркменская ССР (севернее 40-й параллели кроме Чарджоуской области),Ферганская область, Херсонская область, Хорезмская область, Чарджоуская область(севернее 38-й параллели), Черновицкая область, Чечено-Ингушская АССР.
Астраханскаяобласть, Брестская область, Бухарская область (севернее 41-й параллели),Винницкая область, Волынская область, Ворошиловоградская область, Гомельскаяобласть, Гродненская область, джамбульскаяобласть (южнее линии Чулак-Тау-Ленинжол исключительно), днепропетровская область, донецкаяобласть (за исключением пунктов расположенные на побережье Азовского моря),Житомирская область, Запорожская область (севернее линии Б.Лепетиха-Мелитополь-Бердянск исключительно), Калмыцкая АССР, КаракалпакскаяАССР, Киевская область, Киргизская ССР (кроме Ошской области), Кировоградскаяобласть, курильские островаСахалинской области, Латвийская ССР (кроме Риги и пунктов, расположенные напобережье балтийского моря),Ленинградская область (пункты, расположенные на побережье Финского залива иЛенинград), Литовская ССР (восточнее линии Мариямиоле-Каунас-Мажейкяйисключительно), Мангышлакская область, минскаяобласть, полтавская область,Ровенская область, Ростовская область, Ставропольский край (севернее линииСтаврополь-Моздок включительно), Сумская область, Харьковская область,Хмельницкая область, Черкасская область, Черниговская область, Чимкентскаяобласть (южнее 44-параллели), Эстонская ССР.
Актюбинскаяобласть (южнее линии Уил-Берчогул исключительно), Алма-Атинская область,Белгородская область, Брянская область,Витебская область, владимирскаяобласть, Ворошиловоградская область, Гурьевская область, джамбульская область (севернее линииЧулак-Тау-Ленинжол включительно), Ивановская область, Калининская область,Калужская область, Камчатская область (южнее линии Кихчик-Среднекамчатск-Пущиноисключительно), Карельская АССР, Кзыл-Ордынская область, Кострома, Курскаяобласть, Ленинградская область (кроме Ленинграда и пунктов на побережьеФинского залива), Липецкая область, Могилевская область, Московская область,Новгородская область, Орловская область, Приморский край (южнее линии бухтаНаходка-Тетюхе исключительно) Псковская область, Рязанская область, Саратовскаяобласть, Сахалинская область (южнее линии яблочный-Углезаводскисключительно), Смоленская область, Тамбовская область, Талды-Курганскаяобласть, Тульская область, Уральская область (южнее линии Озинки-Кара-Тюбеисключительно), чимкентскаяобласть (севернее 44-й параллели), Ярославская область, Воронежская область.
Актюбинскаяобласть (севернее линии Уил-Берчогур включительно), Архангельская область (заисключением районов, вошедших в V и VI зоны), Башкирская АССP,Вологодская область, Горьковская область, Камчатская область (южнее линииБелоголовое-Эссо-Еловка и севернее линии Кихчик-Пущино-Среднекамчатсквключительно), Кировская область, Коми АССР (южнее линии Вожгора-Нижняя Вочьисключительно) Костромская область (за исключением Костромы), Куйбышевскаяобласть, Курганская область, Кустанайская область, Марийская АССР, мордовская АССР, Мурманская область,Оренбургская область, Пензенская область, Пермская область (юго-западнее линииКерчевский-Березники-Губазха-Усьва-Чусовая-Лысьва исключительно), Приморскийкрай (севернее линии бухта Находка-Тетюхе включительно), Сахалинская область(западнее линии Мгачи-Поронайск исключительно и севернее линииЯблочный-Углезаводск включительно), Семипалатинская область (южнее линииЕгидыбулак-Самарское исключительно), Татарская АССР, Удмуртская АССР,Ульяновская область, Уральская область (севернее линии Озинки-Кара-Тюбевключительно), Хабаровский край (южнее линии Облучье-Комсомольск-на-Амуре-Мариинскоеисключительно), Челябинская область, Чувашская АССР.
Алтайский край, Амурская область (южнее линии ЕрофейПавлович-Невер-Баладек исключительно), Архангельская область (западнее 60-гомеридиана и восточнее линии Мезель-Вожгора исключительно), Бурятская АССР(юго-западнее линии Сосновка-Мухор-Кондуй исключительно),Восточно-Казахстанская область, Джезказганская область, Иркутская область(южнее линии Кондратьево-Баяндай-Коса исключительно), Камчатская область (южнеелинии Хайлюля-Аманино и севернее линии Белоголово-Эссо-Еловка исключительно),Карагандинская область, Кемеровская область, Кокчетавская область, Коми АССР(западнее 60-го меридиана и севернее линии Вожгора-Нижняя Вочь включительно), Красноярский край (южнее линии МаксимкинЯр-Подтесово-Мотыгино-Чунояр исключительно), новосибирскаяобласть, Омская область, Павлодарская область, Пермская область(северо-восточнее линии Керчевский-Березники-Губаха-Усьва-Чусовая-Лысьвавключительно), Сахалинская область (восточнее линии Мгачи-Поронайсквключительно), Свердловская область, Северо-Казахстанская область,Семипалатинская область (севернее линии Егиндыбулак-Самарское включительно),Томская область, Тувинская АССР, Тургайская область, Тюменская область (южнеелинии Саранпауль-Хангокурт-Ханты-Мансийск-Таурово-Ларломкины исключительно),Хабаровский край (южнее линии Баладек-Усольгин-Маго исключительно и севернеелинии Облучье-Комсомольск-на-Амуре-Мариинское включительно), Целиноградскаяобласть, Читинская область (южнее линии Мyxop-Кондуй-Букачача-Ксеньевка-Амазарисключительно).
Амурская область(севернее линии Ерофей Павлович-Невер-Баладек включительно), Архангельскаяобласть (восточнее 60-го меридиана), Бурятская АССР ( северо-восточнее линии Сосновка-Мухор-Кондуйвключительно), Иркутская область (южнее 62-й параллели и севернее линииКондратьево-Братск-Баяндай-Коса включительно), Камчатская область (южнее линииТымлат-Лесная и севернее линии Хайлюля-Аманино включительно), Коми АССР(восточнее 60-го меридиана), Красноярский край (севернее линии МаксимкинЯр-Подтесово-Мотыгино-Чунояр включительно), Тюменская область (севернее линииСаранпуаль-Хангокурт-Ханты-Мансийск-Таурово-Лерломкины включительно),Хабаровский край (южнее 60-й параллели и севернее линии Баладек-Усольгин-Маговключительно), Читинская область (севернее линииМухор-Кондуй-Букачача-Ксеньевка-Амазар включительно), Якутская АССР (южнеелинии дулга-Кюель-Ноя-Уланское-Чагдавключительно).