.webp "Новатика")


Настоящая инструкция распространяется на плетеную графитовую набивку марки НГ-100 (НГ-Л) и марки НГ-200 (НГ-Н), предназначенную для герметизации сальниковых уплотнений арматуры, установленной на трубопроводах и оборудовании, работающем с нефтью и продуктами ее переработки при давлении: НГ-100 - до 25 МПа, НГ-200 - до 35 МПа в интервале температур от минус 60°C до плюс 600°С.
| Обозначение: | Инструкция 2.1 |
| Название рус.: | Инструкция по монтажу плетеной сальниковой графитовой набивки для арматуры, работающей с нефтью и нефтепродуктами |
| Статус: | действующий |
| Дата актуализации текста: | 01.10.2008 |
| Дата добавления в базу: | 01.02.2009 |
| Дата введения в действие: | 08.02.2003 |
| Разработан: | ЗАО "Новомет-Пермь" |
| Утвержден: | ЗАО "Новомет-Пермь" (08.02.2003) |
| Опубликован: | ЗАО "Новомет-Пермь" № 2003 |
Зам. генерального директора
По производству ТРГ
ЗАО «НОВОМЕТ Пермь»
__________О.Ю. Исаев
«_____» ________
ИНСТРУКЦИЯ № 2.1.
по монтажу плетенойсальниковой графитовой набивки для арматуры, работающей с нефтью инефтепродуктами.
1.1. Настоящая инструкцияраспространяется на плетеную графитовую набивку марки НГ-100 (НГ-Л) и маркиНГ-200 (НГ-Н), предназначенную для герметизации сальниковых уплотненийарматуры, установленной на трубопроводах и оборудовании, работающем с нефтью ипродуктами ее переработки при давлении: НГ-100 - до 25 МПа, НГ-200 - до 35 МПав интервале температур от минус
1.2. Характеристики набивкиотображены в паспорте качества на каждую партию продукции в соответствии с ТУ2573-002-12058737-2005. К использованию допускается партия набивки, имеющаяпаспорт качества и прошедшая входной контроль.
1.3. Рекомендуемое количествоколец из набивки в пакете -5-6 штук. При давлении до 6,ЗМПа допускаетсяустановка колец с полным заполнением сальниковой камеры.
1.4. Кольца из набивки НГ-100и НГ-200, при обеспечении оптимального выбора конструкции и усилия сжатиясальника, обеспечивают ресурс работы уплотнения не менее 10 000 циклов втечение 4 лет.
1.5. Повторное использованиенабивки не рекомендуется.
2.1. К работе по установке сальниковыхуплотнений из набивки допускаются работники, изучившие инструкцию по монтажу.
3.1. Перед установкой набивкив сальниковую камеру поверхности шпинделя и камеры очистить от грязи и старойнабивки, убедиться в отсутствии изгиба шпинделя и следов коррозии.
3.2. Зазор между штоком,грундбуксой, корпусом и подсальниковым кольцом, а также шероховатостьповерхности штока не должна превышать показателей, указанных на Рис. 1. При наличииэксцентриситета между осями шпинделя и камеры сальника его необходимоустранять. Изгиб шпинделя (штока) не допускается.
ВНИМАНИЕ:Не допускается применение корродированного (поврежденного) штока (шпинделя).
3.3. Поверхности грундбуксы,подсальникового кольца или дна сальниковой камеры не должны иметь сколов ифасок. Острые кромки притупить, но не закруглять.
3.4. Для исключения потеригерметичности сальникового уплотнения не рекомендуется применение грундбуксы иподсальникового кольца со скошенными торцами (15°).
3.5.Если сальниковая камера имеет большую глубину, необходимо изготовить по меступодсальниковое кольцо.
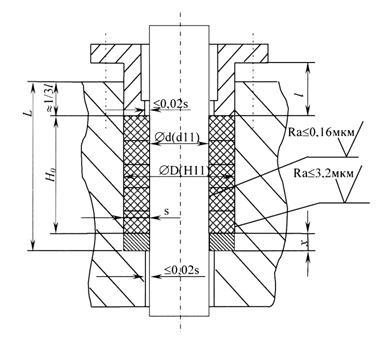
Рис. 1.
Высотаподсальникового кольца χ определяетсякак разность между глубиной сальниковой камеры L и суммой высоты сальникового пакета Н0и 1/3 длины рабочейчасти грундбуксы l. (Рис. 1).
χ= L-(Н0 + 1/3 l)
Наружный и внутренний диаметрыподсальникового кольца вычисляется по формулам;
Dk = D - 0,2 (мм)
dк = d + 0,2 (мм)
Приневозможности установить подсальниковое кольцо (нет свободного доступа к штокуарматуры) вместо него для заполнения сальниковой камеры можно использоватьнабивку ХБС до температуры плюс 150°С или углеродную набивку марки НУ-201 (УНФ)до температуры плюс 600°С
| Пример: | |
| Среда | нефть; |
| Давление | 4,0 МПа; |
| Температура | 100°С; |
| Размеры узла сальника: | |
| Ø штока | |
| Ø камеры | |
| глубина камеры | |
| длина рабочей части грундбуксы | |
Для уплотнения сальниковой камерыиспользуем 5 колец из набивки НГ-Л сечением 8×8 мм;
| Высота сальникового пакета | 5×8 = |
| 1/3 рабочей длины грундбуксы | 1/3×40 = |
| Необходимая глубина сальниковой камеры | 40+13 = |
| Высота подсальникового кольца | 100-53 = |
Вместо кольца можно использовать шесть колец набивкиХБС сечением 8×8 мм.
3.6. При наличии на грундбуксе фаски иневозможности ее устранения, согласно п.п. 3.3.-3.4. настоящей инструкции илиесли дно сальниковой камеры скошено, то для предотвращения возможногоэкструдирования набивки в зазор необходимо использовать запорные кольца изплетеной хлопчатобумажной набивки марки ХБС до температуры плюс 150°С илиуглеродной набивки марки НУ-201 (УНФ) до температуры плюс 600 °С.
3.7. Для уменьшения адгезии (налипания)графита на контактирующие с ним поверхности штока, грундбуксы, эти поверхностинатереть графитом марки ГС ГОСТ 8295-73.
4.1. Подобрать набивку необходимогосечения (S) исходя из размера сальниковойкамеры:
![]()
D - диаметр сальниковой камеры;
d- диаметр шпинделя.
4.2. « Разбивать», «раздавливать» добольшего размера, «забивать» сальниковую набивку при уплотнении сальниковыхкамер категорически запрещается.
4.3. Длину заготовки длянабивочных колец можно определить по формуле (см. Рис. 2):
L = (d + S) × π ×1.07; где
d -диаметр шпинделя (штока), мм;
S -размер набивки, мм;
1.07 - поправочныйкоэффициент.
|
|
|
| Рис. 2 | Рис. 3 |
4.4. Кольца должны отрезатьсяпо возможности под углом 45°. При этом вырезается точно отрезок для первогокольца и используется далее как шаблон для нарезки последующих колец.
4.5. Возможно применениенамоточного метода нарезки колец. Для этого шнур набивки плотно наматывают навспомогательную втулку диаметром, равным диаметру вала, и разрезают на кольца.Разрезку выполняют под углом 45° к оси по спирали (рис. 3.а) или по разметке(рис. 3.б)
Аккуратный разрез получается придополнительной обмотке втулки с набивкой тонкой клейкой лентой.
4.6. Смазка колец какими-либосоставами перед установкой, при установке не допускается.
5.1. Кольца устанавливаются вкамеру по одному со смещением разрезов на 90°, например: 0°, 90°, 180°, 270° ит.д.
5.2. Для обеспечениягерметизации первоначально весь пакет колец обжимается грундбуксой на20÷30% от величины сечения. Окончательное обжатие всего пакета осуществляетсяна 40÷43%
5.3. от первоначальной высотыпакета.
Изменение высоты пакета ∆Н:
- предварительное ∆Н = 0,2÷0,3 H0
- окончательное ∆Н = 0,4÷0,43 H0
где H0 - начальная высота пакета
5.3. Перед окончательным обжатиемпакета сделать 5-6 перемещений шпинделя на величину, большую, чем высотасальника.
5.4. Выполнять п.п. 5.2.;5.3.до тех пор, пока не прекратится ослабление затяжки болтов после требуемых 5-6перемещений шпинделя.
ВНИМАНИЕ: при затяжке перекос грундбуксыне допускается.