



Стандарт распространяется на закладные болты нормальной точности (класс точности В) и грубой точности (класс точности С), применяемые для прикрепления металлических подкладок или рельсов к железобетонным подрельсовым основаниям в рельсовых скреплениях.
| Обозначение: | ГОСТ 16017-79* |
| Название рус.: | Болты закладные для рельсовых скреплений железнодорожного пути. Конструкция и размеры. Технические требования |
| Статус: | действующий |
| Заменяет собой: | ГОСТ 16017-70 |
| Дата актуализации текста: | 01.10.2008 |
| Дата добавления в базу: | 01.02.2009 |
| Дата введения в действие: | 01.01.1981 |
| Утвержден: | Госстандарт СССР (26.04.1979) |
| Опубликован: | Издательство стандартов № 1979<br>ИПК Издательство стандартов № 1997 |

ГОСУДАРСТВЕННЫЙ СТАНДАРТСОЮЗА ССР
БОЛТЫ И ГАЙКИ
ДЛЯ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ
ЖЕЛЕЗНОДОРОЖНОГО ПУТИ
БОЛТЫЗАКЛАДНЫЕ ДЛЯ РЕЛЬСОВЫХ
СКРЕПЛЕНИЙ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ
ГОСТ 16017-79
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| БОЛТЫ ЗАКЛАДНЫЕ ДЛЯ РЕЛЬСОВЫХ Конструкция и размеры. Inserted bolts for rail track fastenings. | ГОСТ Взамен |
Постановлением Государственного комитета СССР по стандартам от 26 апреля1979 г. № 1547 срок введения установлен
с 01.01.81
Постановлением Госстандарта от 03.06.92 № 523 снято ограничение срокадействия
Настоящий стандарт распространяется на закладные болтынормальной точности (класс точности В) и грубой точности (класс точности С),применяемые для прикрепления металлических подкладок или рельсов кжелезобетонным подрельсовым основаниям в рельсовых скреплениях.
При поставкезакладных болтов для рельсовых скреплений на экспорт следует учитыватьтребования настоящего стандарта и ГОСТ16018-79, предъявляемые к этим болтам.
Требованиянастоящего стандарта являются обязательными.
(Измененнаяредакция, Изм. № 1, 4).
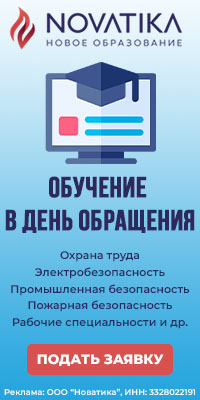
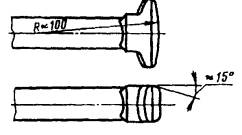
1.1.Конструкция и размеры закладных болтов должны соответствовать указанным начертеже.
Исполнение 1
(класс точности В)
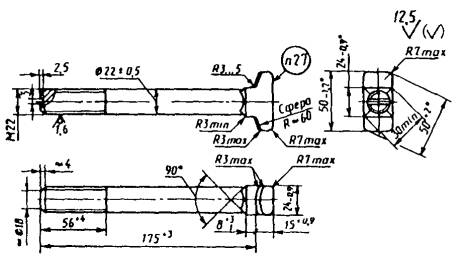
Исполнение2
(класс точности С)
Исполнение3
(класс точности С)
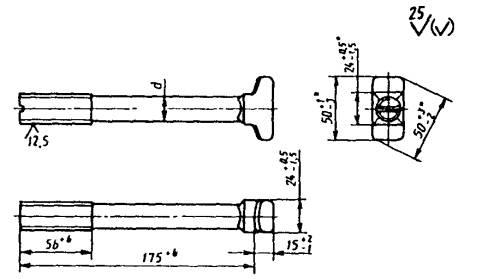
Вариантголовки
d » dср, где dcp - средний диаметр резьбы.
Вариантуказательной канавки
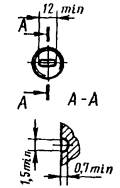
* Размеры указаны с учетом высоты швов от разъема матриц, наплывов металлав углах подголовка и заусенцев от обсечки облоя.
Пример условного обозначения закладного болта класса точности В, исполнения 1,диаметром резьбы d = 22 мм, с крупным шагом резьбы, с полемдопуска 8g, длиной 175 мм, класса прочности 3.6, из спокойнойстали, с цинковым покрытием толщиной 15 мкм, хроматированным:
БолтM22 - 8g ´ 175.36.C.0115ГОСТ 16017-79
То же, классаточности С, исполнения 2, из автоматной стали без цинкового покрытия:
БолтС2 M22 - 8g ´ 175.36.AГОСТ 16017-79.
(Измененнаяредакция, Изм. № 2, 3).
1.2.Допускается изготовление болтов длиной от 145 до 225 мм и длиной резьбы впределах от 40 до 84 мм по согласованию потребителя с изготовителем. При этомдлина болта должна назначаться кратной 10 мм, а длина резьбы кратной:
4 мм - придлине резьбы до 60 мм включ.;
6 мм » » » св. 60 мм.
1.3. Вариантизготовления головки и профиль указательной канавки устанавливаетпредприятие-изготовитель.
(Измененнаяредакция, Изм. № 3).
2.1. Закладныеболты должны изготовляться в соответствии с требованиями настоящего стандарта иГОСТ1759.0-87 по рабочим чертежам, утвержденным в установленном порядке.
2.2.Механические свойства болтов должны соответствовать классу прочности 3.6, 4.8или 5.8 по ГОСТ1759.4-87.
2.1, 2.2. (Измененнаяредакция, Изм. № 3).
2.3. Закладныеболты должны иметь цинковое с хроматированием или пассивированием покрытиетолщиной 9 - 18 мкм. Требования к покрытию - по ГОСТ9.301-86. По согласованию изготовителя с потребителем закладные болты могутизготавливаться без покрытия.
(Измененнаяредакция, Изм. № 1).
2.4. Резьба -по ГОСТ24705-81. После допуска 8 g по ГОСТ16093-81.
2.4а. Недопускается утолщение стержня болта под головкой более 1,0 мм на длине 25 мм.
(Введендополнительно, Изм. № 2).
2.5. Смещениеоси головки и подголовка относительно оси стержня болта не должно быть более0,9 мм.
2.6.Допускается отклонение от перпендикулярности оси указательной канавки к большойоси головки болта до 5° и смещение оси канавки от диаметрального егоположения до 2 мм.
Смещениеканавки по меньшей оси не контролируется.
(Измененнаяредакция, Изм. № 3).
2.7.Маркировать: товарный знак или условное обозначение предприятия-изготовителя игод изготовления (две последние цифры).
Высота знаковмаркировки - не менее 8 мм, толщина - не менее 1 мм, выпуклость - не менее 0,5мм.
2.8. Масса 1000болтов (справочная):
591 кг - висполнении 2.
Примечания:
1. Когдавозможно применение болтов как в исполнении 1, таки в исполнении 2 или 3,в конструкторской документации должна указываться масса болтов в исполнении 1.
2.Изменение массы 1000 болтов при изменении их длины на 10 мм не должно бытьболее:
25,7 кг -для исполнений 1 и 3;
29,8 кг - для исполнения 2.
2.9. Правилаприемки - по ГОСТ17769-83.
2.10. Методыконтроля болтов - по ГОСТ 1759.0-87.
Испытаниямеханических свойств болтов должны проводиться по требованию потребителя всоответствии с ГОСТ1759.4-87.
Измерениетвердости и испытание на разрыв на косой шайбе не проводятся.
Допускиразмеров, формы и расположение поверхностей и методы их контроля - по ГОСТ1759.1-82.
Дефектыповерхности и методы контроля - по ГОСТ 1759.2-82.
(Измененнаяредакция, Изм. № 2, 3).
2.11. Контролькачества цинкового покрытия - по ГОСТ9.302-88.
2.12.(Исключен, Изм. № 2).
2.13. Упаковкаболтов и маркировка тары - по ГОСТ18160-72.
2.14. Болтыдолжны быть укомплектованы гайками по ГОСТ16018-79.
Допускаетсятранспортирование болтов и гаек без упаковки, при этом должна быть исключенавозможность их смешивания.
2.15.Транспортирование болтов без упаковки на железнодорожных платформах недопускается.
СОДЕРЖАНИЕ
