


Стандарт распространяетя на автоклавы, предназначенные для термовлажностной обработки силикатного кирпича и силикатных изделий из ячеистого бетона.
| Обозначение: | ГОСТ 10037-83* |
| Название рус.: | Автоклавы для строительной индустрии. Технические условия |
| Статус: | действующий |
| Заменяет собой: | ГОСТ 10037-72 |
| Дата актуализации текста: | 01.10.2008 |
| Дата добавления в базу: | 01.02.2009 |
| Дата введения в действие: | 01.01.1985 |
| Разработан: | Министерство строительного, дорожного и коммунального машиностроения СССР |
| Утвержден: | Госстандарт СССР (24.05.1983) |
| Опубликован: | Издательство стандартов № 1983<br>ИПК Издательство стандартов № 1997 |

ГОСУДАРСТВЕННЫЙ СТАНДАРТСОЮЗА ССР
АВТОКЛАВЫДЛЯ СТРОИТЕЛЬНОЙ ИНДУСТРИИ
ТЕХНИЧЕСКИЕУСЛОВИЯ
ГОСТ10037-83
ИПКИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙСТАНДАРТ СОЮЗА ССР
| АВТОКЛАВЫ Технические условия Autoclaves for building industry. | ГОСТ |
Дата введения 01.01.85
Настоящий стандарт распространяется на автоклавы,предназначенные для термовлажностной обработки силикатного кирпича и силикатныхизделий из ячеистого бетона.
Требования настоящего стандарта являютсяобязательными.
(Измененная редакция, Изм. № 1, 2).
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫИ РАЗМЕРЫ
1.1. Автоклавы изготовляют двух типов:
AT - тупиковые;
АП - проходные.
1.2. Основные параметры и размерыавтоклавов должны соответствовать указанным на черт. 1 и 2 и в табл. 1.
(Измененная редакция, Изм. № 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Общиетребования
2.1.1. Автоклавы следует изготовлять в соответствиис требованиями настоящего стандарта, «Правилами устройства и безопаснойэксплуатации сосудов, работающих под давлением», утвержденнымиГосгортехнадзором СССР, по рабочим чертежам, утвержденным в установленномпорядке.
Черт. 2
Примечание.Черт. 1и 2не определяют конструкцию автоклавов.
2.1.2. Автоклавы следует изготовлять висполнении У, категория размещения 3 по ГОСТ 15150 .
2.2. Требования кконструкции
Таблица 1
Размеры в мм
| Длина рабочей части L | Рабочее давление, МПа, не более | Рабочая температура, °С | Номинальное значение колеи | Габаритные размеры при закрытых крышках, не более | ||||
| Длина для типов | Ширина | Высота | ||||||
| AT | АП | |||||||
| 2000 | 17000 | 1,2 | 191 | 750 | L+1500 | L+2000 | 2500 | 3500 |
| 2000 | 19000 | 1,2 | 191 | 750 | L+1500 | L+2000 | 2500 | 3500 |
| 2000 | 19000 | 1,6 | 203 | 750 | L+1600 | L+2100 | 2500 | 3500 |
| 2600 | 19000 | 1,2 | 191 | 900 | L+2000 | L+2500 | 3250 | 4000 |
| 3600 | 27000 | 1,2 | 191 | 1524 | L+2550 | L+3100 | 4250 | 6000 |
Примечание.По заказу потребителя допускается изготовлять автоклавы каждого типоразмерадлиной L до41000 мм.
На тупиковом автоклавевнутренний диаметр корпуса допускается выполнять по фактическому диаметру днищав пределах допуска на отклонения диаметра днища.
Пример условного обозначения тупикового автоклава надавление 1,2 МПа, внутренним диаметром 3600 мм, длиной рабочей части 27000 мм:
Автоклав AT1,2 - 3,6 ´ 27 ГОСТ 10037-83
2.2.1. Конструкция автоклавов должна обеспечивать:
- быстрое открывание и закрывание крышек игерметизацию их соединения;
- непрерывный отвод конденсата;
- автоматическое регулирование технологическогопроцесса запаривания;
- дистанционное управление байонетным затвором иоткрывание - закрывание крышки автоклава;
- фиксацию крышки в открытом положении;
- перекрытие по всей длине зубьев фланца крышки ифланца корпуса(байонетного кольца) в соответствии с черт. 3;
- разность зазоров S между зубом фланца крышки ивпадиной корпуса (байонетного кольца) в соответствии с черт. 3 длялюбых двух диаметрально расположенных зубьев зацепления - не более 3 мм;
- свободу осевого температурного перемещениякорпуса;
- невозможность открывания крышек автоклава поддавлением;
- невозможность подачи пара в открытый автоклав;
- визуальный контроль давления пара.
2.2.2. В конструкции автоклава должна бытьпредусмотрена непрерывная запись на бумажную ленту следующих параметров:
- температуры пара внутри автоклава;
- давления пара внутри автоклава;
- разности температур между верхней и нижнейобразующими корпусав центральном сечении.
Конструкция автоклава должна обеспечиватьвозможность контроля в процессе эксплуатации следующих параметров:
- наличия конденсата;
- скорости разогрева и охлаждения корпуса;
- величины теплового удлинения корпуса;
- давления пара внутри автоклава;
- перекрытия по всей длине зубьев фланца крышки ифланца корпуса (байонетного кольца) в соответствии с черт. 3;
- разности зазоров между зубьями фланца крышки ивпадиной фланца корпуса (байонетного кольца) для любых двух диаметральнорасположенных зубьев в соответствии с черт. 3.
Байонетное зацепление
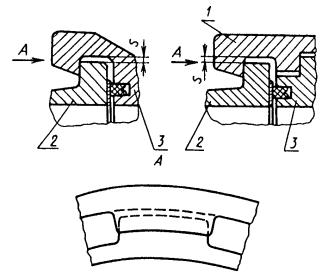
1 - байонетное кольцо; 2 - крышка; 3 - корпус
Черт. 3.
2.2.1,2.2.2. (Измененная редакция, Изм. № 1, 2).
2.3. Требования кматериалам
2.3.1. Обечайки и днищаавтоклавов следует изготовлять:
- работающие при температуре до 200 °С - из стали марки 15К или 20К третьейкатегории по ГОСТ5520;
- работающие при температуре выше 200 °С - из стали марки 15К или 20К четвертойкатегории по ГОСТ5520 с проверкой механических свойств и ударной вязкости послемеханического старения каждого листа.
Применение стали марки 15К не допускается во вновьпроектируемых и модернизируемых автоклавах.
(Измененная редакция, Изм. № 2).
2.3.2. Фланцы корпуса икрышек автоклавов диаметром 2600 и 3600 мм следует изготовлять из стали марки20Л-II или 25Л-II по ГОСТ 977 или из стали марки 20 по ГОСТ 1050 , поковки IV группы по ГОСТ 8479 , а диаметром 2000 мм - из стали марки 20 по ГОСТ 1050 , поковки IV группы по ГОСТ 8479 .
2.3.3. Байонетные кольцаследует изготовлять из стали марки 35Л-II по ГОСТ 977 или из стали марки 20 по ГОСТ 1050 , поковки IV группы по ГОСТ 8479 .
2.3.2, 2.3.3. (Измененная редакция, Изм. № 2).
2.3.4. Опорные частиавтоклавов, привариваемые к корпусу, следует изготовлять из стали марки Ст3сп5по ГОСТ 380 или из стали марки 15К или 20К третьей категории по ГОСТ 5520 .
2.3.5. Для сварочных работследует применять стальную проволоку марок Св-08, Св-08А или Св-08ГА по ГОСТ 2246 , сварочные флюсы марки АН-348-А или ОСЦ-45 по ГОСТ 9087 и электроды типа Э42 или Э50А по ГОСТ 9467 .
(Измененная редакция, Изм. № 2).
2.3.6. На необработанныхповерхностях литых байонетных колец и фланцев допускаются без исправления:
- единичные раковины и другие подобные пороки,расположенные друг от друга на расстоянии св. 50 мм, размером не более 5 ммкаждый, но не более 8 шт. на 1 пог.м;
- шероховатость и волнистость высотой не более 4 мм;
- остатки питателей и заливов высотой не более 3 мм;
- остатки прибылей высотой не более 4 мм.
Местные поверхностные углубления, утяжины и спаиразмером не более 4 мм подлежат разделке и зачистке.
Металлизированный пригар в виде пленки толщиной неболее 2 мм подлежит прочеканке.
Трещины всех видов и направлений без исправлений не допускаются.
2.3.8. Дефекты отливок, размеры и количество которыхболее указанных в пп. 2.3.6 и 2.3.7, следует исправлятьсваркой.
2.3.9. На отливках из стали марки 20Л или 25Лдефекты глубиной до ⅛ толщины детали в месте дефекта и площадью не более50 см2 каждая, расположенные рассосредоточенно в количестве не более4 шт. на деталь, следует исправлять сваркой без последующей термообработки, аиз стали марки 35Л - с последующей термообработкой. Дефекты глубиной до 1/3толщины отливки в месте дефекта и площадью не более 300 см2 каждая вколичестве не более 4 шт. на деталь следует исправлять сваркой с последующейтермообработкой.
Детали с дефектами глубиной св. 1/3 толщины самой детали вместе дефекта исправлению не подлежат.
2.3.10. Прокладкибайонетного затвора следует изготовлять из теплостойкой резины средней твердостипо ГОСТ 7338 .
2.3.11. Автоклавы следует изготовлять из материалов,качество которых должно быть подтверждено сертификатами или результатамииспытаний. Данные сертификатов или результаты испытаний материалов следуетуказывать в паспорте автоклава.
2.4. Требования кизготовлению
2.4.1. Методы сборки элементов под сварку должныобеспечивать правильное взаимное расположение сопрягаемых элементов и свободныйдоступ к выполнению сварочных работ.
2.4.2. Предприятие-изготовитель при изготовленииавтоклавов должно проводить пооперационный контроль.
2.4.3. На листах, принятых для изготовления обечаек,должна быть сохранена маркировка предприятия-изготовителя металла, а в случаеих разрезки на заготовки маркировка должна быть перенесена на каждую заготовку.
(Измененная редакция, Изм. № 1).
2.4.4. На каждой заготовке или ее частях должна бытьнанесена маркировка, содержащая следующие данные:
- марку стали;
- номер партии-плавки;
- номер листа.
На обечайках автоклава должна быть маркировка,состоящая из порядкового номера обечайки и обозначения рабочего чертежа.
Место маркировки - угол раскроенного листа, нарасстоянии 300 мм от кромок.
(Измененная редакция, Изм. № 2).
2.4.5. Допускаемые отклонения длины обечайки ±5 мм.
2.4.6. (Исключен, Изм. № 2).
2.4.7. Отклонения длины развертки окружности обечаекне должны быть более:
±5 мм - для листов толщиной 18 мм;
±7 мм » » » 20мм;
±9 мм » » » 28мм.
Длину развертки измеряют с двух концов заготовкиобечайки.
2.4.8. Отклонения (вследствие любых причин) толщиныстенки обечайки не должны быть такими, чтобы фактическая толщина ее была нижерасчетной.
2.4.9. Допускается неперпендикулярность торцаобечайки к ее образующей до 1 мм на 1 м диаметра, но не более 3 мм для обечайкидиаметром 3,6 м.
Допускается для одной из стыкуемых обечаек срезкромки глубиной не более 2 мм на длине дуги до 150 мм.
2.4.10. После сборки и сварки корпуса автоклавовдолжны удовлетворять следующим требованиям:
- отклонение длины - в пределах ±0,3 % номинальнойдлины корпуса (без днища), но не более ±75 мм;
- отклонение от прямолинейности корпуса не должнопревышать 30 мм.
2.4.11. Отклонение наружногодиаметра корпуса автоклава - в пределах ±1 % номинального диаметра, при этом отношениеразности наибольшего и наименьшего наружных диаметров к среднему диаметру(относится овальность а) в процентах определяют по формуле
![]() ,
,
и должно быть не более 1 %.
У автоклавов с отношением величины толщины стенки квнутреннему диаметру 0,01 и менее значение а допускается до 1,5 %.
2.4.12. В автоклавах следуетприменять эллиптические днища по ГОСТ 6533 или сферические днища.
2.4.11, 2.4.12. (Измененная редакция, Изм. № 2).
2.4.13. На каждой заготовке днища или его частяхдолжна быть нанесена маркировка, содержащая следующие данные:
- марку стали;
- номер партии или плавки;
- номер листа (когда испытаниям подвергают каждыйлист);
- размер днища (диаметр и толщина);
- номер днища.
Правильность перенесения маркировки с листа назаготовку заверяют клеймом технического контроля. Маркировка и клейма должнынаходиться на наружной (выпуклой) поверхности днища.
2.4.14. Заготовки днищ допускается изготовлятьсварными из частей, при этом расположение сварных швов должно соответствоватьчерт. 4a, б. Расстояние С от оси днища досварного шва должно быть не более 1/5 диаметра днища. Сварные швы должны быть стыковымис полным проваром.
Черт.4
2.4.15. На изготовленные днища должна быть нанесенамаркировка, содержащая следующие данные:
- номер днища;
- марку стали;
- номер партии или плавки;
- номер листа (когда испытаниям подвергают каждыйлист);
- размер днища (диаметр и толщина);
- номер чертежа;
- клеймо ОТК.
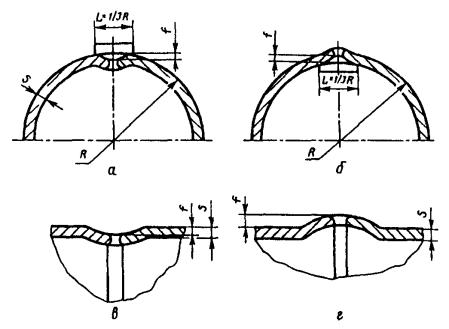
2.4.16. Отклонения основных размеров отбортованныхэллиптических днищ не должны превышать указанных ниже и в табл. 2:
- конусность 4 мм - для днищ со стенкой толщиной 18и 20 мм;
- 6 мм - для днищ со стенкой толщиной 28 мм (черт. 5a);
- высота гофр на цилиндрической части днища более 2мм (черт. 5е);
- утонение стенки 15% исходной толщины заготовки иутолщение борта днища 15%.
Таблица 2
мм
| Толщина стенки днища | Предельное отклонение (черт. 5д) | Вогнутость и выпуклость С (черт. 5б, в) | Торцевое биение f (черт. 5г) | Зазор между шаблоном и поверхностью днища в любом диаметральном сечении | |||
| внутреннего диаметра Dв | высоты сфер hв | черт. 5ж | черт. 5з | ||||
| 2000 | 18 | ±5 | ±12 | 4 | 5 | +8 | -18 |
| 20 | |||||||
| 2600 | 20 | ±6 | ±16 | 8 | +10 | -28 | |
| 3600 | 28 | ±8 | ±20 | 10 | +14 | -38 | |
2.4.17. (Исключен, Изм. № 2).
Черт.5*
* Черт. 6. (Исключен, Изм. №2).
2.4.18. На продольных швах обечаек автоклавовдопускается установка штуцеров диаметром не более 150 мм.
В пересечениях швов установка штуцеров не допускается.
2.4.19. При приварке к корпусу штуцеров расстояниемежду краем шва приварки штуцера и краем ближайшего шва должно быть не менеетолщины стенки корпуса, но не менее 20 мм.
2.5. Требования ксварке
2.5.1. Сварочные работы при изготовлении автоклавовследует производить в соответствии с «Правилами аттестации сварщиков»,утвержденными Госгортехнадзором СССР.
2.5.2. При изготовлении автоклавов применяют всевиды сварки, кроме газовой.
2.5.3. Сварочные работы следует производить приположительной температуре окружающего воздуха.
2.5.4. Сварку обечаек, приварку днищ и фланцевкорпуса автоклавов следует производить двусторонними стыковыми швами, априварку штуцеров - угловыми швами.
2.5.5. Кромки подготовленных под сварку элементов иприлегающие к ним поверхности должны быть зачищены до чистого металла на ширину20 мм.
2.5.6. Прихватку свариваемых элементов следуетпроизводить присадочными материалами, предназначенными для сварки данногометалла.
2.5.7. Каждый сварной шов подлежит клеймению,позволяющему установить сварщика, выполнявшего эти швы. Клеймо следует ставитьна расстоянии 20 - 50 мм от сварного шва. На продольных швах клеймо следуетставить в начале или конце шва на расстоянии 100 мм от кольцевого шва. Накольцевых швах клеймо следует ставить на месте пересечения кольцевого шва спродольным и далее через каждые 2 м, но при этом должно быть не менее трехклейм на каждом шве. Клейма следует ставить на наружной поверхности автоклава.
2.5.8. Продольные сварные швы автоклавов следуетрасполагать вне центрального угла нижней части корпуса, значение которогодолжно быть не менее 75°.
2.5.9. При приварке опор или иных элементов ккорпусу автоклава расстояние между краем сварного шва сосуда и краем сварногошва привариваемого элемента должно быть не менее толщины корпуса автоклава, ноне менее 20 мм.
(Измененная редакция, Изм. № 2).
2.5.10. Швы следует располагать так, чтобы можнобыло проводить их визуальный осмотр и контроль качества и устранять дефекты.Опоры не должны пересекать кольцевые сварные швы на длину более 0,35pD.
2.5.11. При сварке стыковыхсоединений элементов автоклава разной толщины следует предусмотреть плавныйпереход от одного элемента к другому постепенным утонением более толстогоэлемента (черт. 7).
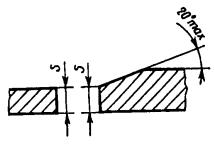
Черт.7
2.5.12. Смещение кромок листов в стыковыхсоединениях, определяющих прочность автоклава, не должно превышать 10 %номинальной толщины более тонкого листа, но при этом не должен быть более 3 мм(черт. 8).
Черт.8
2.5.13. Смещение кромок в кольцевых швах при толщинелистов до 20 мм не должно превышать 10 % номинальной толщины более тонкоголиста плюс 1 мм, а при толщине листов св. 20 мм - 15 % номинальной толщины болеетонкого листа, но при этом не должно быть более 5 мм (черт. 8).
2.5.14. Продольные швы смежных обечаек должны бытьсмещены относительно друг друга не менее чем на 100 мм между осями швов.
2.5.15. Совместный уводкромок в продольных и кольцевых швах (угловатость) не должен превышать 10 %толщины листа плюс 3 мм, но при этом не должен бытьболее 5 мм. Угловатость продольных швов следует определять по шаблону, длинакоторого равна 1/3 радиуса обечайки, а угловатость кольцевых швов - линейкойдлиной не менее 200 мм (черт. 9).
2.5.16. Значение предела прочности сварногосоединения, полученное для каждого из двух образцов, должно соответствовать пределупрочности основного металла, при этом на одном образце допускается получениерезультатов ниже установленной нормы для основного металла не более чем на 7 %.
Черт.9
2.5.17. При испытании образцов на изгиб угол загибадолжен быть не менее 100° при D = 2S,где D - диаметр пуансона; S - толщина пробного образца.
2.5.18. Сварные соединения типа «лист-поковка»соответствуют соединениям типа «лист-лист», при этом угол загиба должен быть неменее 70°.
2.5.19. В сварныхсоединениях не допускаются следующие наружные дефекты:
- трещины всех видов и направлений;
- свищи и пористость наружной поверхности шва;
- подрезы глубиной более 0,5 мм и протяженностьюболее 10 % длины шва;
- наплывы, прожоги и незаплавленные кратеры;
- смещение и совместный увод кромок свариваемыхэлементов свыше норм, предусмотренных настоящим стандартом;
- несоответствие формы и размеров требованиямстандартов, технических условий или рабочих чертежей;
- для соединений, подлежащих ультразвуковой имагнитопорошковой дефектоскопии, чешуйчатость поверхности и западание междуваликами шва, превышающие по глубине 0,2 мм и по протяженности 0,2S,где S - номинальная толщина свариваемого элемента в миллиметрах.
(Измененная редакция, Изм. № 2).
2.5.20. В сварных соединениях не допускаются следующиевнутренние дефекты:
- трещины всех видов и направлений;
- свищи;
- непровары (несплавления), расположенные в сечениисварного соединения.
2.5.21. В сварных стыковых соединениях, при контролерадиографическим методом, не допускаются:
- внутренние единичные поры, шлаковые и другиевключения шириной (диаметром) более 0,1S и длиной более 0,2S;
- скопления внутренних пор, шлаковых и другихвключений длиной более 0,3S.
Суммарная длина пор, шлаковых и других включений длялюбого участка радиограммы длиной 10S не должна превышать 1,0S.Для меньшей длины радиограмм допустимая суммарная длина пор и других включений(для любого участка радиограмм длиной 10 S) уменьшается пропорциональнодлине радиограмм. При этом минимальная длина радиограмм не может быть менее 2S.
Примечания:
1. При различной толщине свариваемых элементов максимальный допустимыйразмер дефектов выбирается по меньшей толщине.
2. За размеры пор и других включений следует принимать следующие размерыих изображений на радиограммах:
- диаметр - для сферических пор и включений;
- ширина и длина - для удлиненных пор и включений.
3. Скоплением называется три или более расположенных беспорядочно пор идругих включений с расстоянием между любыми двумя близлежащими краямиизображений пор или включений более одной, но не более трех их максимальныхширин или диаметров.
4. За размер скопления пор и других включений принимается его длина,измеренная по наиболее удаленным друг от друга краям изображений пор иливключений в скоплении.
5. Поры или включения с расстоянием между ними не более их максимальнойширины или диаметра, независимо от их числа и взаимного расположения,рассматриваются как одна пора или одно включение.
2.5.22. В сварныхсоединениях при контроле методом ультразвуковой дефектоскопии по ГОСТ 14782 оценку дефектов следует производить в соответствии с табл. 3.
Таблица 3
| Эквивалентная площадь одиночного дефекта, мм2 | ||
| наименьшая фиксируемая | наибольшая допустимая | |
| Св. 8 до 16 | 2 | 4 |
| » 16 » 30 | 3 | 5 |
Примечания:
1. Максимально допустимое количествоодиночных дефектов на любые 100 мм протяженности шва сварного соединения - 3.
2. Протяженные дефекты,обнаруженные на чувствительности фиксации, не допускаются.
2.5.20 - 2.5.23. (Введены дополнительно, Изм.№ 2).
2.6. Контролькачества сварных соединений
2.6.1. При контроле качествасварных соединений проводят:
- внешний осмотр и измерения швов;
- механические испытания;
- ультразвуковую дефектоскопию;
- просвечивание (гаммаграфирование);
- гидравлическое испытание;
- капиллярную или магнитопорошковую дефектоскопии.
2.6.2. Внешний осмотр и измерение сварных швовнеобходимо проводить после очистки сварных швов и прилегающих к нимповерхностей основного металла по обе стороны шва от шлака, брызг и другихзагрязнений.
Внешнему осмотру подлежат все сварные соединения сцелью выявления в них дефектов, указанных в пп. 2.5.11 - 2.5.15,2.5.19и 2.5.23.
2.6.1, 2.6.2. (Измененная редакция, Изм. № 2).
2.6.3. Механическиеиспытания проводят при 20 °С по ГОСТ 6996 на образцах, вырезанных из контрольных стыковых сварных соединений.
Испытания на растяжение проводят на двух образцах;при этом относительное удлинение не должно быть менее 18 %. Испытания на изгиб(загиб) проводят также на двух образцах.
2.6.4. При получении неудовлетворительныхрезультатов по одному из видов механических испытаний этот вид испытаний долженбыть повторен на удвоенном количестве образцов, вырезаемых из того жеконтрольного стыка. В случае невозможности вырезки образцов из указанных стыковповторные механические испытания должны быть проведены на выполненных тем жесварщиком производственных стыках, вырезанных из контролируемого изделия. Еслипри повторном испытании хотя бы на одном из образцов получены показатели, неудовлетворяющие установленным нормам, качество сварного соединения считаетсянеудовлетворительным.
(Измененная редакция, Изм. № 2).
2.6.5. 2.6.6. (Исключены, Изм. № 2).
2.6.7. Для механических испытаний следует произвестивырезку образцов из контрольных сварных соединений, выполненных одновременно сизготовлением контролируемых автоклавов, с применением тех же материалов, тойже разделки кромок и тех же методов и режимов сварки.
2.6.8. При сварке контрольных соединений (пластин),предназначенных для проверки механических свойств, проведения испытаний настойкость против межкристаллитной коррозии и металлографического исследования,пластины следует прихватывать к свариваемым элементам так, чтобы шовконтрольных пластин являлся продолжением шва свариваемого автоклава. Послесварки контрольная пластина должна быть отделена от свариваемого автоклавалюбым методом, кроме отламывания.
Сварка контрольных пластин для проверки соединенийэлементов сосудов, к которым прихватка пластин невозможна, может производитьсяотдельно от них, но с обязательным соблюдением всех условий сваркиконтролируемых стыковых соединений.
(Измененная редакция, Изм. № 2).
2.6.9. Сварной шов контрольной пластины должен бытьподвергнут неразрушающему контролю. При положительных результатах контроля изпластины изготовляют образцы.
2.6.10. Размеры контрольных пластин должны бытьвыбраны с таким расчетом, чтобы из них можно было вырезать необходимое количество образцов длямеханических испытаний, а из оставшейся части можно было бы дополнительновырезать удвоенное количество образцов.
2.6.10а. При автоматической (механизированной)сварке автоклавов на каждый автоклав должно быть сварено одно контрольноесоединение. При ручной сварке автоклавов несколькими сварщиками каждый из нихдолжен сварить по одному контрольному соединению на каждый автоклав. Если втечение рабочей смены по одному технологическому процессу сваривается несколькооднотипных автоклавов, разрешается на всю партию автоклавов, сваренных в даннойсмене, выполнить одно контрольное соединение.
2.6.10б. При серийном изготовлении автоклавов вслучае 100%-ного контроля стыковых сварных соединений ультразвуковойдефектоскопией или радиационным методом допускается на каждый вид сварки варитьпо одному контрольному соединению на всю партию автоклавов. При этом в однупартию могут быть объединены автоклавы, аналогичные по назначению и типу,изготовляемые из одного вида металлопродукции (листа, трубы, поковки и т.п.),одной марки металла, имеющие одинаковую форму разделки кромок, выполненные поединому технологическому процессу и подлежащие термообработке по одному режиму,если цикл изготовления всех изделий по сборочно-сварочным работам,термообработке и контрольным операциям не превышает 3 мес.
2.6.10а, 2.6.10б. (Введены дополнительно, Изм. №2).
2.6.12. Метод контроля (ультразвуковаядефектоскопия, просвечивание или их сочетание) следует выбирать исходя изнеобходимости более полного и точного выявления недопустимых дефектов с учетомособенностей физических свойств металла, а также особенностей методики контролясварных соединений данного вида и изделий.
2.6.13. Контроль качествасварных соединений производить радиографическим методом по ГОСТ 7512 , ультразвуковым - по ГОСТ 14782 , капиллярным - по IV классу чувствительности ГОСТ 18442 , магнитопорошковым - по уровню «В» ГОСТ 21105 .
2.6.14. Неразрушающему контролю радиографическим илиультразвуковым методом подлежат 100% длины всех сварных соединений элементовавтоклава, работающих под давлением, при этом контроль качества сварных швовнеразъемных соединений литых деталей друг с другом, с прокатом или поковками необходимовыполнять радиографическим методом.
2.6.13, 2.6.14. (Измененная редакция, Изм. № 2).
2.6.15. Перед контролем соответствующие участкисварных соединений должны быть маркированы так, чтобы их можно было легкообнаружить на картах контроля или гамма-снимках.
2.6.16. При контроле угловыхсварных швов капиллярной дефектоскопией по ГОСТ 18442 класса чувствительности IV необходимо контролировать также и кромкипривариваемых деталей.
При этом допускаются объемные дефекты округлой илиудлиненной формы с линейным размером не более 1,8 мм. Максимально допустимоеколичество дефектов на любых 100 мм протяженности шва - не более 6.
(Введен дополнительно, Изм. № 2).
2.7. Требования кпокрытиям
2.7.1. Лакокрасочные покрытия поверхностей -по ГОСТ 9.032 , класс VI, группа условий эксплуатации - по ГОСТ 9.104 .
2.7.2. Подготовкаметаллических поверхностей для нанесения лакокрасочных покрытий - по ГОСТ 9.402 .
2.8.Монтажно-технологические требования - по ГОСТ 24444.
2.9. Требования кнадежности
2.9.1. Назначенный ресурс автоклавов долженбыть не менее:
12000 (14700 с 01.01.95) рабочих циклов дляавтоклавов внутренним диаметром 2000 мм, кроме длинномерных автоклавов длиной41000 мм;
11000 (12000 с 01.01.95) рабочих циклов - дляавтоклавов внутренним диаметром 2600 и 3600 мм.
По истечении назначенного ресурса или обнаруженияповреждения автоклавы должны быть подвергнуты специальному техническомуобследованию для определения возможности дальнейшей эксплуатации.
Каждый автоклав должен подвергаться техническомуобследованию по специальному положению по обследованию и ремонту автоклавов,согласованному с Госгортехнадзором СССР, после чего принимают решение овозможности и сроке его дальнейшей эксплуатации.
2.9.2. Показатели ремонтопригодности автоклавов:
- удельная суммарная оперативная трудоемкостьтекущих ремонтов - не более 0,2 (0,19 с 01.01.95) чел.-ч/цикл;
- удельная суммарная оперативная продолжительностьтехнических обслуживании - не более 0,33 (0,31 с 01.01.95) чел.-ч/цикл.
2.9.1, 2.9.2. (Измененная редакция, Изм. № 1, 2).
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1. Конструкция иэксплуатация автоклавов должны соответствовать требованиям ГОСТ 12.2.003 , ГОСТ 12.2.049 и «Правил устройства и безопасной эксплуатации сосудов,работающих под давлением», утвержденных Госгортехнадзором СССР.
3.2. Конструкцией автоклава должно бытьпредусмотрено:
- сигнально-блокировочное устройство, исключающеевозможность включения автоклава под давление при неполном закрывании крышки изатвора и открывании их при наличии остаточного давления более 0,005 МПа дляавтоклавов всех типов;
- световая сигнализация, оповещающая об отсутствииили наличии давления в автоклаве.
3.3. Устройство фиксации крышки в открытом положениидолжно исключать возможность ее самопроизвольного перемещения.
3.4. При эксплуатации автоклавов должна применятьсясистема «ключ-марка».
3.5. Работа привода крышки должна быть исключена принахождении в зоне автоклава передаточного моста.
3.6. При монтаже иобслуживании электрооборудования должны выполняться требования ГОСТ 12.2.007.0 , а также «Правил технической эксплуатации электроустановокпотребителей» и «Правил техники безопасности при эксплуатации электроустановокпотребителей», утвержденных Госэнергонадзором. Сопротивление защитногозаземления - не более 4 Ом.
3.7. Наружная поверхность корпуса автоклава послемонтажа должна быть теплоизолирована. Температура наружной поверхноститеплоизоляции не должна превышать 40 °С.
3.8. Для удобстваобслуживания автоклавы должны быть оборудованы лестницами и площадками по ГОСТ 23120 . Площадки и лестницы должны быть выполнены без опоры на корпус и недолжны препятствовать свободному расширению автоклава.
3.9. Воздух рабочей зоны -по ГОСТ 12.1.005 .
3.10. Рабочее местооператора - по ГОСТ 12.2.032 .
3.11. Символы органовуправления производственным оборудованием - по ГОСТ 12.4.040.
3.12. Выходное отверстие контрольного вентиля должнобыть направлено в безопасное место.
(Измененная редакция, Изм. № 1).
3.13. Сигнально-блокировочноеустройство должно быть окрашено в красный цвет по ГОСТ12.4.026 .
3.15. (Исключен, Изм. № 2).
3.16. Допустимая разность температур между верхней инижней образующими автоклава при подъеме и выдержке давления - не более 45 °С.
3.17. Допустимая скорость разогрева и охлаждениякорпуса автоклава из условий прочности - не более 5 °С/мин.
3.16, 3.17. (Введены дополнительно, Изм. № 2).
4. КОМПЛЕКТНОСТЬ
4.1. В комплект автоклава должны входить:
- корпус (с рельсовым путем):
- крышка (для типа АП - две крышки);
- механизм открывания и закрывания крышек (в случаеприменения гидропривода насосная станция поставляется с каждым автоклавомдиаметром 2600 и 3600 мм; на группу автоклавов диаметром 2000 ммпоставляется одна насосная станция, при этом на маслопроводе каждого автоклаваустанавливается запорный вентиль);
- подавтоклавные опоры;
- ролики с противоугонным устройством для подвижныхопор;
- реперное устройство;
- комплект быстроизнашивающихся деталей согласноведомости ЗИП;
- комплект фундаментных болтов;
- пульт управления;
- предохранительный клапан и манометры (длятупикового автоклава - один, для проходного - два);
- сигнально-блокировочное и фиксирующее устройство сконтрольным вентилем и «Ключ-маркой»;
- система непрерывного отвода конденсата суказателем уровня;
- устройство автоматического регулированиятехнологического процесса запаривания, обеспечивающее заданную скоростьразогрева и охлаждения корпуса (по требованию потребителя);
- устройство контроля скорости разогрева иохлаждения корпуса и разности температуры между верхней и нижней образующимикорпуса;
- перекидной мостик для автоклавов диаметром 2000мм;
- низковольтные комплектные устройства.
(Измененная редакция, Изм. № 2).
4.2. К каждому автоклавудолжны быть приложены:
- эксплуатационная документация по ГОСТ 2.601;
- паспорт сосуда (автоклава), работающего поддавлением;
- комплект чертежей.
4.3. Ответные фланцы должны быть прикреплены кавтоклавам с рабочими прокладками и крепежными деталями.
4.4. Быстроизнашивающиеся детали - в количестве, обеспечивающемэксплуатацию автоклавов в течение гарантийного срока.
5. ПРАВИЛА ПРИЕМКИ
5.1. Для проверки соответствия автоклавовтребованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные,периодические и эксплуатационные испытания.
5.2. Приемо-сдаточным испытаниям подвергают каждыйавтоклав на соответствие требованиям пп. 1.2 табл. 1, 2.4.11,2.6.1(в части гидравлических испытаний), 2.7.1, 2.9.1, а также проводят не менее трех открываний изакрываний крышек и проверку работы механизма подъема крышки и поворота (крышкиили байонетного кольца) в наладочном режиме на технологическом стенде, при этомдолжно быть обеспечено правильное взаимодействие механизмов системы управления,блокировок и сигнализации.
(Измененная редакция, Изм. № 2).
5.3. Перед испытанием на соответствие требованиям п.2.6.1в части гидравлических испытаний следует провести осмотр автоклава безприменения увеличительных приборов.
На наружной и внутренней поверхностях не должно бытьплен, закатов, расслоений, грубых рисок, трещин, а на сварных швах такженаплывов, подрезов, трещин, пор и других дефектов, снижающих качество иухудшающих товарный вид. Внутри корпуса не допускается наличие грязи ипосторонних предметов.
5.4. При осмотре следует проверить наличие иправильность нанесения маркировки на обечайках, днищах, фланцах и фирменнойпластинке. Проверяют наличие клейм сварщиков на сварных швах.
5.5. Периодическим испытаниям в эксплуатационныхусловиях подвергают один автоклав каждого типоразмера не реже одного раза в тригода.
Испытания проводят по программе и методике,утвержденным в установленном порядке.
5.6. Эксплуатационные испытания проводят попрограмме и в сроки, установленные специальными правилами ГосгортехнадзораСССР.
6. МЕТОДЫ ИСПЫТАНИЙ
6.1. Длину, ширину, высоту,колею проверяют рулеткой по ГОСТ 7502 с верхним пределом измерения 30000 мм и ценой деления 1 мм; внутреннийдиаметр проверяют измерением наружной длины окружности с пересчетом навнутренний диаметр с учетом толщины листов, взятой по сертификату.
6.2. Рабочее давление (табл.1) проверяют манометром по ГОСТ 2405 с пределами измерений от 0 до 2,5 МПа класса точности не ниже 1,5.
(Измененная редакция, Изм. № 2).
6.3. Рабочую температуру(табл. 1) при эксплуатации проверяют при помощи термопары с параметрами ГОСТ3044.
(Измененная редакция, Изм. № 1).
6.4. Массу автоклава (табл. 1) проверяют суммированиемсборочных единиц и деталей, входящих в комплект поставки.
6.5. Гидравлические испытания (п. 2.6.1)проводят на предприятии-изготовителе пробным давлением Рпр, МПа(кгс/см2), вычисляемым по формулам:
- для автоклавов с кованными элементами байонетногозатвора
![]() ; (1)
; (1)
- для автоклавов с литыми элементами байонетногозатвора
![]() , (2)
, (2)
где [s]20 - допускаемое напряжениепри температуре 20 °С;
[s]t- допускаемое напряжение при рабочей температуре;
Р - рабочее давление, МПа (кгс/см2).
Время испытаний при пробном давлении - не менее 10мин.
Для гидравлического испытания применяют водутемпературой не ниже 5 °С и не выше 40 °С. Автоклав считают выдержавшимгидравлическое испытание, если не обнаружено признаков разрыва, течи, слезок ипотения в сварных соединениях и на основном металле, видимых остаточныхдеформаций.
Подъем давления воды в сосуде производят насосом безтолчков и ударов.
Давление, равное рабочему, поддерживают в течениевсего времени, необходимого для осмотра автоклава. Обстукивание автоклава,находящегося под давлением, запрещается.
Скорость подъема давления при гидроиспытании - неболее 0,5 МПа/мин.
(Измененная редакция, Изм. № 2).
6.6. Проверку лакокрасочных покрытий (п. 2.7.1)проводят визуально.
6.7. Назначенный ресурс (п. 2.9.1) проверяют по даннымподконтрольной эксплуатации.
7. МАРКИРОВКА, УПАКОВКА,ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1. На каждом автоклаведолжна быть прикреплена табличка по ГОСТ 12969 и ГОСТ 12971 , содержащая следующие данные:
- наименование предприятия-изготовителя или еготоварный знак;
- индекс автоклава;
- порядковый номер по системе нумерации предприятия-изготовителя;
- год выпуска;
- рабочее давление;
- пробное давление;
- допустимую максимальную рабочую температурустенки;
- обозначение настоящего стандарта.
Материал, расположение таблички, способ крепления инанесения маркировки должны обеспечивать ее сохранность в течение всего срокаслужбы автоклава.
Указанные в табличке данные дополнительно наносятклеймами на наружной стенке автоклава под табличкой.
(Измененная редакция, Изм. № 2).
7.2. С целью облегчения монтажа автоклавов сгидравлическим приводом после контрольной сборки производят маркировкусборочных единиц и деталей согласно монтажно-маркировочным схемам.
7.3. Автоклавы отгружают сборочными единицами всоответствии с комплектно-отгрузочной ведомостью.
Для выполнения погрузочно-разгрузочных и монтажныхработ на корпусе автоклава должны быть нанесены знаки маркировки мест креплениястропов с указанием положения центра тяжести в соответствии с эксплуатационнойи отгрузочной документацией предприятия-изготовителя.
7.4. Упаковка отправляемых грузов,эксплуатационной сопроводительной документации - по ГОСТ 23170 . Категория упаковки крупногабаритных сборочных единиц - ВУ-0,электроаппаратуры ВУ-3 по ГОСТ 9.014 . Мелкие сборочные единицы и детали упаковывают в ящики по ГОСТ 2991.
7.5. Маркировка грузов иупаковочной тары - по ГОСТ 14192 .
7.6. Консервация автоклавов- по ГОСТ 9.014 , группа II, вариант защиты поверхностей ВЗ-1, категория условийхранения 2(С) по ГОСТ 15150 . Срок действия консервации - три года.
7.7. При транспортировании автоклавов отдельнымисборочными единицами габаритные размеры и масса должны соответствовать:
- для автомобильного транспорта - правилам,действующим на автомобильном транспорте;
- для железнодорожного транспорта - правилам,действующим на железнодорожном транспорте, и «Техническим условиям перевозки икрепления грузов» Министерства путей сообщения СССР, утвержденным МПС СССР.
7.8. Условиятранспортирования - 8 (ОЖЗ) по ГОСТ 15150 .
7.9. Сборочные единицы автоклавов, кроме корпуса,при хранении должны быть защищены от атмосферных осадков; условия хранениякорпуса - ОЖЗ по ГОСТ15150.
8. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
8.1. Предприятие-изготовитель гарантируетсоответствие автоклава требованиям настоящего стандарта при условии соблюденияправил эксплуатации, транспортирования, хранения и монтажа.
8.2. Гарантийный срок эксплуатации автоклавов - 18мес со дня ввода их в эксплуатацию.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАНИ ВНЕСЕН Министерством строительного, дорожного и коммунального машиностроенияСССР
РАЗРАБОТЧИКИ
С.Н. Кузнецов; К.Х. Адигамов (руководители темы); А.А.Поляков; В.Н. Лямин; С.М. Анучин; В.И. Чижаткин; Г.Ф. Муравьева; А.П. Волов;Н.С. Судаков; В.В. Долгополов; М.М. Срибнер; З.А. Курсина
2. УТВЕРЖДЕН ИВВЕДЕН В ДЕЙСТВИЕ ПОСТАНОВЛЕНИЕМ Государственного комитета СССР по стандартамот 24.05.83 № 2327
3. Срок проверки - 1993 г., периодичность проверки -5 лет
4. ВЗАМЕН ГОСТ 10037-72
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 2.601-95 | |
| ГОСТ 9.014-78 | |
| ГОСТ 9.032-74 | |
| ГОСТ 9.104-79 | |
| ГОСТ 9.402-80 | |
| ГОСТ 12.1.005-88 | |
| ГОСТ 12.2.003-91 | |
| ГОСТ 12.2.007.0-75 | |
| ГОСТ 12.2.032-78 | |
| ГОСТ 12.2.049-80 | |
| ГОСТ 12.4.026-76 | |
| ГОСТ 12.4.040-78 | |
| ГОСТ 380-88 | |
| ГОСТ 977-88 | |
| ГОСТ 1050-88 | |
| ГОСТ 2246-70 | |
| ГОСТ 2405-77 | |
| ГОСТ 2991-85 | |
| ГОСТ 3044-84 | |
| ГОСТ 5520-79 | |
| ГОСТ 6533-78 | |
| ГОСТ 6996-66 | |
| ГОСТ 7338-90 | |
| ГОСТ 7502-89 | |
| ГОСТ 7512-82 | |
| ГОСТ 8479-70 | |
| ГОСТ 9087-81 | |
| ГОСТ 9467-75 | |
| ГОСТ 12969-67 | |
| ГОСТ 12971-67 | |
| ГОСТ 14192-77 | |
| ГОСТ 14782-86 | |
| ГОСТ 15150-69 | |
| ГОСТ 18442-80 | |
| ГОСТ 18447-91 | |
| ГОСТ 21105-87 | |
| ГОСТ 23120-78 | |
| ГОСТ 23170-78 | |
| ГОСТ 24444-87 |
6. Снято ограничение срока действияПостановлением Госстандарта от 01.09.92 № 1074
7. ПЕРЕИЗДАНИЕ (март 1997г.) с Изменениями № 1, 2, утвержденными в июле 1988 г., сентябре 1992 г. (ИУС11-88, 12-92)