.webp "Новатика")


Стандарт устанавливает общие технические условия для горячекатаного и кованого сортового проката из углеродистой качественной конструкционной стали марок 08, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 58 (55пп) и 60 диаметром или толщиной до 250 мм, а также проката калиброванного и со специальной отделкой поверхности всех марок.
В части норм химического состава стандарт распространяется на другие виды проката, слитки, поковки, штамповки из стали марок, перечисленных выше, а также из стали марок 05кп, 08кп, 08пс, 10кп, 10 пс, 11кп, 15кп, 15пс, 18кп, 20кп и 20пс.
| Обозначение: | ГОСТ 1050-88* |
| Название рус.: | Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия |
| Статус: | действующий |
| Заменяет собой: | ГОСТ 1050-74 |
| Дата актуализации текста: | 17.06.2011 |
| Дата добавления в базу: | 17.06.2011 |
| Дата введения в действие: | 01.01.1991 |
| Разработан: | Министерство черной металлургии СССР |
| Утвержден: | Госстандарт СССР (24.11.1988) |
| Опубликован: | ИПК Издательство стандартов № 2003<br>Издательство стандартов № 1989 |
ГОСУДАРСТВЕННЫЕСТАНДАРТЫ
СТАЛЬ КАЧЕСТВЕННАЯ
И ВЫСОКОКАЧЕСТВЕННАЯ
СОРТОВОЙИ ФАСОННЫЙ ПРОКАТ,
КАЛИБРОВАННАЯ СТАЛЬ
Часть1
ГОСТ 1050-88
Москва
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
1996
ГОСУДАРСТВЕННЫЙСТАНДАРТ СОЮЗА ССР
| ПРОКАТ СОРТОВОЙ, КАЛИБРОВАННЫЙ, Общие технические условия Carbon structural quality steel gauged bars with | ГОСТ |
Датавведения 01.01.91
Настоящий стандарт устанавливает общие технические условиядля горячекатаного и кованого сортового проката из углеродистой качественнойконструкционной стали марок 08, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 58(55пп) и 60 диаметром или толщиной до 250 мм, а также проката калиброванного исо специальной отделкой поверхности всех марок.
В части норм химического состава стандарт распространяетсяна другие виды проката, слитки, поковки, штамповки из стали марок,перечисленных выше, а также из стали марок 05кп, 08кп, 08пс, 10кп, 10пс, 11кп,15кп, 15пс, 18кп, 20кп и 20пс.
1.1. Марки и химический составстали по ковшевой пробе должны соответствовать приведенным в табл. 1.
| Марка стали | Массовая доля элементов, % | |||
| углерода | кремния | марганца | хрома, | |
| 05кп | Не более 0,06 | Не более 0,03 | Не более 0,40 | 0,10 |
| 08кп | 0,05-0,12 | Не более 0,03 | 0,25-0,50 | 0,10 |
| 08пс | 0,05-0,11 | 0,05-0,17 | 0,35-0,65 | 0,10 |
| 08 | 0,05-0,12 | 0,17-0,37 | 0,35-0,65 | 0,10 |
| 10кп | 0,07-0,14 | Не более 0,07 | 0,25-0,50 | 0,15 |
| 10пс | 0,07-0,14 | 0,05-0,17 | 0,35-0,65 | 0,15 |
| 10 | 0,07-0,14 | 0,17-0,37 | 0,35-0,65 | 0,15 |
| 11кп | 0,05-0,12 | Не более 0,06 | 0,30-0,50 | 0,15 |
| 15кп | 0,12-0,19 | Не более 0,07 | 0,25-0,50 | 0,25 |
| 15пс | 0,12-0,19 | 0,05-0,17 | 0,35-0,65 | 0,25 |
| 15 | 0,12-0,19 | 0,17-0,37 | 0,35-0,65 | 0,25 |
| 18кп | 0,12-0,20 | Не более 0,06 | 0,30-0,50 | 0,15 |
| 20кп | 0,17-0,24 | Не более 0,07 | 0,25-0,50 | 0,25 |
| 20пс | 0,17-0,24 | 0,05-0,17 | 0,35-0,65 | 0,25 |
| 20 | 0,17-0,24 | 0,17-0,37 | 0,35-0,65 | 0,25 |
| 25 | 0,22-0,30 | 0,17-0,37 | 0,50-0,80 | 0,25 |
| 30 | 0,27-0,35 | 0,17-0,37 | 0,50-0,80 | 0,25 |
| 35 | 0,32-0,40 | 0,17-0,37 | 0,50-0,80 | 0,25 |
| 40 | 0,37-0,45 | 0,17-0,37 | 0,50-0,80 | 0,25 |
| 45 | 0,42-0,50 | 0,17-0,37 | 0,50-0,80 | 0,25 |
| 50 | 0,47-0,55 | 0,17-0,37 | 0,50-0,80 | 0,25 |
| 55 | 0,52-0,60 | 0,17-0,37 | 0,50-0,80 | 0,25 |
| 58(55пп) | 0,55-0,63 | 0,10-0,30 | Не более 0,20 | 0,15 |
| 60 | 0,57-0,65 | 0,17-0,37 | 0,50-0,80 | 0,25 |
Примечания:
1.По степени раскисления сталь обозначают: кипящую - кп, полуспокойную - пс,спокойную - без индекса.
2.Сталь марки 05кп не допускается к применению во вновь создаваемой имодернизируемой технике.
3.Профиль для косых шайб по ГОСТ 5157изготавливают из стали марок 20 и 35.
(Измененная редакция, Изм. №1).
1.1.1. Массовая доля серы в стали должна быть неболее 0,040 %, фосфора - не более 0,035 %.
Для стали марок 11кпи 18кп, применяемой для плакировки, массовая доля серы должна быть не более0,035 %, фосфора - не более 0,030 %.
1.1.2. Остаточнаямассовая доля никеля в стали всех марок не должна превышать 0,30 %, меди встали марок 11кп и 18кп - 0,20 %, в стали остальных марок - 0,30 %.
1.1.3. В стали марок35, 40, 45, 50, 55 и 60, предназначенной для изготовления патентированнойпроволоки, массовая доля марганца должна быть 0,30-0,60% , никеля - неболее 0,15 %, хрома - не более 0,15 %, меди - не более 0,20 %. Массовая долясеры и фосфора - соответственно требованиям стандартов на проволоку, но непревышает норм, приведенных в п. 1.1.1.
1.1.4. В стали марок 08пс, 10пс, 15пс и 20пс,предназначенной для изготовления листового проката для холодной штамповки,допускается массовая доля марганца до 0,25 % по нижнему пределу.
1.1.5. В стали марок 08пс, 10пс, 15пс и 20пс допускаетсямассовая доля кремния менее 0,05% при условии применения других (кроме кремния)раскислителей в необходимых количествах.
1.1.6. В стали допускается массовая доля мышьяка не более0,08 %.
1.1.7. Массовая доля азота в кислородно-конвертерной сталине должна превышать 0,006 % для тонколистового проката и ленты и 0,008 % - дляостальных видов проката.
1.1.8. В соответствии с заказом в спокойной стали,изготовленной скрап-процессом и скрап-рудным процессом, допускается остаточнаямассовая доля никеля и хрома не более 0,40 % каждого.
(Введен дополнительно, Изм. № 1).
1.2. В прокате, заготовках, поковках и изделиях дальнейшегопередела допускаются отклонения по химическому составу от норм, приведенных в табл. 1, в соответствии с табл. 2.
| Наименование элемента | Допускаемые отклонения, % |
| Углерод | ±0,01 |
| Кремний для спокойной стали | ±0,02 |
| Марганец | ±0,03 |
| Фосфор | +0,005 |
( Поправка , ИУС 3-2007)
1.3. Сортамент проката должен соответствоватьтребованиям:
ГОСТ 2590 - длягорячекатаного круглого;
ГОСТ 2591 илидругой нормативно-технической документации - для горячекатаного квадратного;
ГОСТ 1133 - длякованого круглого и квадратного;
ГОСТ 2879 -для горячекатаного шестигранного;
ГОСТ 103 - длягорячекатаного полосового;
ГОСТ4405 - для кованого полосового;
ГОСТ 5157- для профиля для косых шайб;
ГОСТ 7417 - длякалиброванного круглого;
ГОСТ 8559 - для калиброванногоквадратного;
ГОСТ 8560 - длякалиброванного шестигранного;
нормативно-технической документации - для калиброванногополосового;
ГОСТ 14955 - со специальной отделкой поверхности.
Примеры условных обозначений приведены в приложении 1.
2.1. Характеристики базового исполнения
2.1.1. Прокат сортовой немерной (НД) длиныс предельными отклонениями для обычной точности размеров, кривизны, овальностии других требований к форме, серповидности и отклонения от плоскостности класса2 по ГОСТ103 (для полосы).
2.1.2. Прокат калиброванный немерной (НД) длины спредельными отклонениями для поля допуска - h11, овальностью - не более предельных отклонений по диаметру.
2.1.3. Прокат со специальной отделкой поверхности немерной(НД) длины с предельными отклонениями для поля допуска - h11, овальностью - не более половиныпредельных отклонений по диаметру.
2.1.4. Прокат сортовой без термической обработки,калиброванный и со специальной отделкой поверхности нагартованный - НГ илитермически обработанный (отожженный, высокоотпущенный, нормализованный, нормализованныйс отпуском, закаленный с отпуском) - ТО.
2.1.5 Прокат сортовой двух групп качества поверхности: 2ГП и3ГП. Прокат группы качества поверхности 2ГП предназначен преимущественно длягорячей обработки давлением, группы 3ГП преимущественно для холодноймеханической обработки.
(Поправка, ИУС 3-2007)
2.1.6. На поверхности проката группы качества поверхности2ГП не должно быть раскатанных пузырей, прокатных плен, закатов, трещин,загрязнений, трещин напряжения.
2.1.1-2.1.6. (Измененная редакция, Изм. № 1).
2.1.6.1. Дефекты на поверхности должны быть удалены пологойвырубкой или зачисткой, ширина которой должна быть не менее пятикратнойглубины.
Глубина зачистки дефектов, считая от фактического размера,не должна превышать:
половины допуска на размер - для проката размером менее 80мм;
допуска на размер - для проката размером от 80 до 140 мм;
5 % диаметра или толщины - для проката размером от 140 до200 мм;
6 % - диаметра или толщины - для проката размером более 200мм.
В одном сечении проката размером (диаметром или толщиной)более 140 мм допускается не более двух зачисток максимальной глубины.
2.1.6.2. На поверхности проката допускаются без зачисткиотдельные риски, вмятины и рябизна глубиной в пределах половины допуска наразмер, а также раскатанные пузыри и загрязнения (волосовины) глубиной, непревышающей 1/4 допуска на размер, но не более0,20 мм, считая от фактического размера.
2.1.7. На поверхности проката с качеством поверхности группы3ГП допускаются местные дефекты глубиной, не превышающей минусового предельногоотклонения на размер для проката размером менее 100 мм; допуска на размер - дляпроката размером 100 мм и более.
Глубина залегания дефектов считается от номинальногоразмера.
2.1.8. Прокат сортовой должен быть обрезан.
Допускаются смятые концы и заусенцы.
Косина реза сортового проката размером до 30 мм нерегламентируется, свыше 30 мм - не должна превышать 0,1 диаметра илитолщины. Прокат сортовой размером до 40 мм немерной длины допускаетсяизготовлять с необрезными концами.
2.1.9. Качество поверхности и требования пообрезке концов калиброванного проката должны соответствовать - ГОСТ 1051 группБ и В, со специальной отделкой поверхности - ГОСТ 14955 групп В, Г и Д.
В прокате со специальной отделкой поверхностиобезуглероживание не допускается.
2.1.10. Твердость (ТВ1) сортового прокатабез термической обработки не должна превышать 255 HB, калиброванного и со специальнойотделкой поверхности нагартованного - 269 HB.
2.1.11.Механические свойства проката в нормализованном состоянии (Ml) должны соответствовать нормам,приведенным в табл. 3.
| Марка стали | Механические свойства, не менее | |||
| Предел текучести (кгс/мм2) | Временное сопротивление разрыву σв Н/мм2 (кгс/мм2) | Относительное удлинение δ | Относительное сужение ψ | |
| % | ||||
| 08 | 196(20) | 320(33) | 33 | 60 |
| 10 | 205(21) | 330(34) | 31 | 55 |
| 15 | 225(23) | 370(38) | 27 | 55 |
| 20 | 245(25) | 410(42) | 25 | 55 |
| 25 | 275(28) | 450(46) | 23 | 50 |
| 30 | 295(30) | 490(50) | 21 | 50 |
| 35 | 315(32) | 530(54) | 20 | 45 |
| 40 | 335(34) | 570(58) | 19 | 45 |
| 45 | 355(36) | 600(61) | 16 | 40 |
| 50 | 375(38) | 630(64) | 14 | 40 |
| 55 | 380(39) | 650(66) | 13 | 35 |
| 58(55пп) | 315(32) | 600(61) | 12 | 28 |
| 60 | 400(41) | 680(69) | 12 | 35 |
Примечания:
1.Нормы механических свойств, приведенные в табл.3, относятся к прокату диаметром или толщиной до 80 мм. Для проката диаметромили толщиной свыше 80 мм допускается снижение относительного удлинения на 2 %(абс.) и относительного сужения на 5 % (абс.).
Нормымеханических свойств для заготовок, перекованных из прутков диаметром илитолщиной свыше 120 до 250 мм на прокат диаметром или толщиной от 90 до 100 мм,должны соответствовать приведенным в табл. 3.
2. По согласованиюизготовителя с потребителем для стали марок 25-60 допускается снижениевременного сопротивления на 20 Н/мм2 (2 кгс/мм2) посравнению с нормами, указанными в табл. 3,при одновременном повышении норм относительного удлинения на 2 % (абс.).
2.1.10; 2.1.11. (Измененная редакция, Изм. № 1).
2.1.12. Макроструктура проката не должна иметьусадочной раковины, рыхлости, пузырей, расслоений, внутренних трещин, шлаковыхвключений и флокенов.
2.2. Характеристики, устанавливаемые потребителем
2.2.1. Прокат из стали марок 20, 25, 30, 35, 40, 45, 50 смассовой долей бора 0,002-0,006 %.
В этом случае в конце обозначения марки ставится буква Р.
2.2.2. Прокат из спокойной стали с массовой долей кремния0,17- 0,27 %.
2.2.3. Прокат мерной (МД) длины.
2.2.4. Прокат длины, кратной мерной (КД).
2.2.5. Прокат калиброванный и со специальной отделкойповерхности с полем допуска h12.
2.2.6. Сортовой прокат в термически обработанном состоянии(отожженный, высокоотпущенный, нормализованный, нормализованный с отпуском) -ТО.
2.2.7. Прокат с качеством поверхности группы 1ГП - дляраскатанных пузырей и загрязнений (волосовин) и испытанием на горячую осадку(65).
Прокат предназначен преимущественно для горячей осадки,высадки и штамповки.
Испытание проката размером св. 80 мм изготовитель может непроводить.
2.2.8. Прокат из стали марок 25, 30, 35, 40, 45, 50 сконтролем ударной вязкости (КУВ) на термически обработанных (закалка + отпуск)образцах.
Нормы ударной вязкости (У В) должны соответствоватьуказанным в табл. 4.
| Марка стали | Ударная вязкость Дж/см2 (кгс.м/см2), не менее |
| 25 | 88(9) |
| 30 | 78(8) |
| 35 | 69(7) |
| 40 | 59(6) |
| 45 | 49(5) |
| 50 | 38(4) |
2.2.9. Прокаткалиброванный в нагартованном или термически обработанном состоянии с нормированнымимеханическими свойствами (М2) в соответствии с требованиями, указанными в табл. 5.
2.2.10. Прокат с нормированной в баллах макроструктурой(КМС) в соответствии с требованиями, указанными в табл. 6.
(Поправка, ИУС 3-2007)
2.2.11.Прокат с нормируемой твердостью (ТВ2) в соответствии с требованиями,приведенными в табл. 7.
| Марка стали | Механические свойства проката, не менее | |||||
| нагартованного | отожженного или высокоотпущенного | |||||
| Временное сопротивление разрыву σт, Н/мм2 (кгс/мм2) | Относительное удлинение δ,% | Относительное сужение ψ,% | Временное сопротивление разрыву σт, Н/мм2 (кгс/мм2) | Относительное удлинение δ,% | Относительное сужение ψ,% | |
| 10 | 410(42) | 8 | 50 | 290(30) | 26 | 55 |
| 15 | 440(45) | 8 | 45 | 340(35) | 23 | 55 |
| 25 | 540(55) | 7 | 40 | 410(42) | 19 | 50 |
| 30 | 560(57) | 7 | 35 | 440(45) | 17 | 45 |
| 35 | 590(60) | 6 | 35 | 470(48) | 15 | 45 |
| 40 | 610(62) | 6 | 35 | 510(52) | 14 | 40 |
| 45 | 640(65) | 6 | 30 | : 540(55) | 13 | 40 |
| 50 | 660(67) | 6 | 30 | 560(57) | 12 | 40 |
| Макроструктура стали в баллах, не более | ||||||||
| Центральная пористость | Точечная неоднородность | Ликвационный квадрат | Общая пятнистая ликвация | Краевая пятнистая ликвация | Подусадочная ликвация для проката размером | Подкорковые пузыри | Межкристаллитные трещины | |
| до 70 мм | св. 70 мм | |||||||
| 3 | 3 | 3 | 2 | 1 | 1 | 2 | Не допускаются | |
Примечание. Для проката размером 70 мм и более с качествомповерхности группы 3ГП допускаются подкорковые пузыри балла 2 на глубину неболее 1/2, допуска на диаметр или толщину.
(Поправка,ИУС 3-2007)
| Марка стали | Число твердости HB, не более | |||
| для горячекатаного и кованого проката | для калиброванного проката и со специальной отделкой поверхности | |||
| без термической обработки | после отжига или высокого отпуска | нагартованного | отожженного или высокоотпущенного | |
| 08 | 131 |
| 179 | 131 |
| 10 | 143 | - | 187 | 143 |
| 15 | 149 | - | 197 | 149 |
| 20 | 163 | - | 207 | 163 |
| 25 | 170 | - | 217 | 170 |
| 30 | 179 | - | 229 | 179 |
| 35 | 207 | - | 229 | 187 |
| 40 | 217 | 187 | 241 | 197 |
| 45 | 229 | 197 | 241 | 207 |
| 50 | 241 | 207 | 255 | 217 |
| 55 | 255 | 217 | 269 | 229 |
| 58(55пп) | 255 | 217 | - | - |
| 60 | 255 | 229 | 269 | 229 |
2.2.12. Прокат с ультразвуковым контролем (УЗК) внутреннихдефектов по ГОСТ 21120.
2.2.13. Прокат с обеспечением свариваемости (ГС).
2.2.14. Прокат из стали марок 35, 40, 45,50, 55, 58 (55пп), 60, предназначенный для поверхностной закалки токами высокойчастоты, с обезуглероживанием (феррит + переходная зона) не более 1,5 %диаметра или толщины на сторону (1С).
2.2.4-2.2.14 (Измененная редакция, Изм. № 1).
2.2.15. (Исключен, Изм. № 1).
2.3. Характеристики, устанавливаемые по согласованиюпотребителя с изготовителем
2.3.1. Прокат с уменьшенными по сравнению с приведенными в табл. 1 пределами по массовой долеуглерода, но не менее 0,05 %.
2.3.2. Прокат с уменьшенными по сравнению с приведенными в табл. 1 пределами по массовой долеуглерода, но не менее 0,05 %, без учета допускаемых отклонений в готовомпрокате, указанных в табл. 2.
2.3.3. Прокат с массовой долей серы 0,020-0,040 %.
2.3.4. Прокат с массовой долей серы не более 0,025 %.
2.3.5. Прокат с массовой долей фосфора не более 0,030 %.
2.3.6. Прокат с массовой долей меди не более 0,25 %.
2.3.7. Сортовой прокат диаметром или толщиной свыше 30 до140 мм с удалением заусенцев (УЗ) и смятых концов.
2.3.8. Нагартованный прокат с повышенной на15 HB по сравнению с приведенной в табл. 7твердостью (ТВЗ).
2.3.9. Прокат с нормированными механическими свойствами(МЗ), определяемыми на образцах, вырезанных из термически обработанныхзаготовок (закалка + отпуск), указанного в заказе размера, в соответствии стребованиями табл. 8.
2.3.10. Прокат с нормированной прокаливаемостью (ПР) всоответствии с приложениями 3 и 4.
2.3.11. Прокат из стали марок 35, 40, 45,50, 55, 58 (55пп), 60, предназначенный для поверхностной закалки токами высокойчастоты, с обезуглероживанием (феррит + переходная зона) не более 0,5 %диаметра или толщины на сторону (2С).
2.3.12. Прокат в травленом (Т) состоянии.
2.3.7-2.3.11. (Измененная редакция, Изм. № 1).
2.3.13. Прокат калиброванный с полем допуска h10.
2.3.14. Прокат сортовой горячекатаный повышенной (Б) ивысокой (А) точности размеров.
| Марка стали | Твердость по Роквеллу, HRC, не менее |
| 45 | 45 |
| 50, 50А | 50 |
| Марка стали | Механические свойства проката размером | |||||||||||
| до 16 мм | от 16 до 40 мм | от 40 до 100 мм | ||||||||||
| Предел текучести σт Н/мм2 (кгс/мм2) не менее | Временное сопротивление разрыву σв Н/мм2 (кгс/мм2) | Относительное удлинение δ5, % | Работа удара KU, Дж (кгс.м) | Предел текучести σт Н/мм2 (кгс/мм2) не менее | Временное сопротивление разрыву σв Н/мм2 (кгс/мм2) | Относительное удлинение δ5, % | Работа удара KU, Дж (кгс.м) | Предел текучести σт Н/мм2 (кгс/мм2) не менее | Временное сопротивление разрыву σв Н/мм2 (кгс/мм2) | Относительное удлинение δ5, % | Работа удара KU, Дж (кгс.м) | |
| не менее | не менее | не менее | ||||||||||
| 25 | 375 | 550-700 | 19 | 35 | 315 | 500-650 | 21 | 35 |
|
|
|
|
|
| (38) | (56-71) |
| (3,5) | (32) | (51-66) |
| (3,5) |
|
|
|
|
| 30 | 400 | 600-750 | 18 | 30 | 355 | 550-700 | 20 | 30 | 295 j | 500-650 | 21 | 30 |
|
| (41) | (61-76) |
| (3,0) | (36) | (56-71) |
| (3,0) | (30) | (51-66) |
| (3,5) |
| 35 | 430 | 630-780 | 17 | 25 | 380 | 600-750 | 19 | 25 | 315 | 550-700 | 20 | 25 |
|
| (44) | (64-80) |
| (2,5) | (39) | (61-76) |
| (2,5) | (32) | (56-71) |
| (2,5) |
| 40 | 460 | 650-800 | 16 | 20 | 400 | 630-780 | 18 | 20 | 355 | 600-750 | 19 | 20 |
|
| (47) | (66-82) |
| (2,0) | (41) | (64-80) |
| (2,0) | (36) | (61-76) |
| (2,0) |
| 45 | 490 | 700-850 | 14 | 15 | 430 | 650-800 | 16 | 15 | 375 | 630-780 | 17 | 15 |
|
| (50) | (71-87) |
| (1,5) | (44) | (66-82) |
| (1,5) | (38) | (64-80) |
| (1,5) |
| 50 | 520 | 750-900 | 13 | - | 460 | 700-850 | 15 | - | 400 | 650-800 | 16 | - |
|
| (53) | (76-92) |
|
| (47) | (71-87) |
|
| (41) | (66-82) |
|
|
| 55 | 550 | 800-950 | 12 | - | 490 | 750-900 | 14 | - | 420 | 700-850 | 15 | - |
|
| (56) | (82-97) |
|
| (50) | (76-92) |
|
| (43) | (71-87) |
|
|
| 60 | 580 | 850-1000 | 11 | - | 520 | 800-950 | 13 | - | 450 | 750-900 | 14 | - |
|
| (59) | (87-102) |
|
| (53) | (82-97) |
|
| (46) | (76-92) |
|
|
Примечания:
1.Нормы механических свойств до 01.01.92 не являются браковочными, определениеобязательно.
2.Механические свойства стали 30 распространяются на прокат размером до 63 мм.
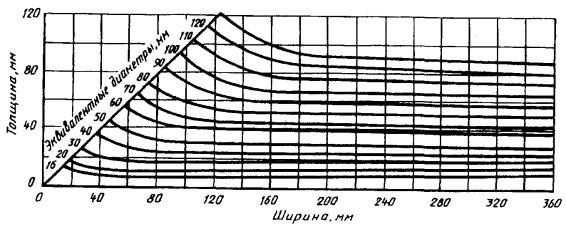
3. Значения механическихсвойств приведены для проката круглого сечения. Для прямоугольных сеченийдиапазоны эквивалентных диаметров приведены в приложении 2.
2.3.15. Прокат с качеством поверхности группы 2ГП сиспытанием на горячую осадку (65).
Испытание проката размером св. 80 мм изготовитель может непроводить.
2.3.16. Прокат из стали марок 45, 50, 50А с контролемтвердости (ТВ4) на закаленных образцах в соответствии с требованиями,указанными в табл. 8а.
2.3.17. Массовая доля азота не более 0,008 % вкислородно-конвертерной стали для тонколистового проката.
2.3.13-2.3.17. (Введены дополнительно, Изм. № 1).
2.4. Допускается в технических условиях на конкретнуюпродукцию предусматривать дополнительные или повышенные характеристики, непредусмотренные настоящим стандартом.
Перечень дополнительных характеристик приведен в приложении 5.
2.5. Маркировка и упаковка проката - по ГОСТ7566.
2.5.1. Упаковка калиброванного проката - поГОСТ 1051, со специальной отделкой поверхности - по ГОСТ 14955.
2.5.2. Маркировку наносят непосредственно на продукцию, еслипродукция не подлежит упаковке, и на ярлык, если продукция упакована в связки,мотки и бухты.
3.1. Прокат принимают партиями, состоящимииз стали одной плавки, одного размера и одного режима термической обработки(при изготовлении в термически обработанном состоянии).
По согласованию изготовителя с потребителем партииформируются из стали одной марки нескольких плавок одного размера.
Каждую партию сопровождают документом о качестве по ГОСТ7566.
При использовании для полуспокойной стали других (кромекремния) раскислителей делается соответствующее указание в документе окачестве.
Для проката, принимаемого с характеристиками,устанавливаемыми потребителем в соответствии с пп. 2.2и 2.3, в документе о качестве указываютрезультаты испытаний по заказываемым показателям.
3.2. Прокат подвергают приемо-сдаточным испытаниям.
3.3. Для проверки качества от партии прокатаотбирают:
1) для химического анализа - пробы по ГОСТ 7565. Контрольостаточных меди, никеля, хрома, мышьяка и азота изготовитель проводитпериодически не реже раза в квартал. При изготовлении стали с учетоммарганцевого эквивалента контроль остаточных меди, никеля и хрома проводят накаждой плавке;
2) для контроля качества поверхности и размеров - всепрутки, полосы и мотки;
3) для контроля макроструктуры по излому или травлением, дляиспытания на ударный изгиб, определения глубины обезуглероженного слоя - двапрутка, полосы или мотка;
4) для проверки твердости - 2 % прутков, полос или мотков,но не менее 3 штук;
5) для испытания на растяжение - один пруток, полосу илимоток для контроля в нормализованном состоянии, два прутка, две полосы или двамотка для контроля в нагартованном, отожженном, высокоотпущенном или закаленномс отпуском состоянии;
6) для определения прокаливаемости - один пруток, полосу илимоток от плавки-ковша стали всех марок, не содержащих бор, и два прутка, двеполосы или два мотка от плавки - ковша стали марок, содержащих бор;
7) для определения величины зерна - один пруток, полосу илимоток от плавки-ковша;
8) для испытания на осадку - три прутка, полосы или мотка;
9) для определения твердости после закалки - два продольныхобразца от плавки.
(Измененная редакция, Изм. № 1).
3.4. При получении неудовлетворительныхрезультатов испытаний хотя бы по одному из показателей по нему проводятповторные испытания по ГОСТ7566.
Результаты повторных испытаний распространяют на всю партию.
4.1. Химический анализ стали проводят поГОСТ 22536.0 - ГОСТ 22536.9, ГОСТ 27809, ГОСТ 12359 или другими методами поточности, не уступающими стандартным. При возникновении разногласий химическийанализ проводят по ГОСТ 22536.0-ГОСТ 22536.9, ГОСТ 27809, ГОСТ 12359.
4.2. Качество поверхности проверяют осмотром проката безприменения увеличительных приборов. При необходимости проводят светление илитравление поверхности, а для проката со специальной отделкой поверхностидиаметром до 3 мм включительно осмотр проводят при увеличении до 10х.Глубину залегания дефектов на поверхности проката определяют контрольнойзачисткой или запиловкой напильником.
4.3. Геометрические размеры и формуопределяют при помощи измерительных инструментов по ГОСТ 26877,ГОСТ 162, ГОСТ166, ГОСТ 427, ГОСТ 3749,ГОСТ 5378, ГОСТ 6507, ГОСТ 7502,или инструментов, аттестованных по ГОСТ 8.001 или ГОСТ 8.326.
4.4. Отбор проб от мотков для всех видов испытаний проводятна расстоянии не менее 1,5 витка от конца раската.
4.5. От каждого отобранного для контроля прутка, полосы илимотка отбирают: для испытания на растяжение и осадку, для определения величинызерна, прокаливаемости и глубины обезуглероженного слоя - по одному образцу;
для испытания на ударный изгиб - по одному образцу каждоготипа;
для контроля макроструктуры - один темплет.
4.6. Отбор проб для испытаний на осадку - поГОСТ7564.
4.7. Отбор проб для испытания механическихсвойств по табл. 3 и 5 проводят по ГОСТ7564 (вариант 1), по табл. 4 и 8 - по ГОСТ7564 (вариант 2).
(Измененная редакция, Изм. № 1).
4.7а. Отбор образцов для определения твердости после закалкипроводят по схеме, приведенной в приложении8.
Пробы для контроля могут быть вырезаны из готового прокатаили передельной заготовки (в плавочном контроле).
(Введен дополнительно, Изм. № 1).
4.8. Рекомендуемая температура нагреваобразцов при испытании на горячую осадку 850-1000 ºС. Температуру нагреваобразцов указывают в документе о качестве.
Образцы нагревают до температуры ковки 850-1000 °С иосаживают на 65 % относительно первоначальной высоты. На осаженных образцах недолжно быть раскрывшихся трещин и закатов.
4.9. Твердость по Бринеллю определяют по ГОСТ9012. Твердость проката диаметром или толщиной менее 5 мм не определяют.
4.9а. Твердость по Роквеллу после закалкиопределяют по ГОСТ 9013 на площадке, расположенной на середине длины образца.Поверхность площадки для замера твердости подвергается зачистке; при этомшероховатость поверхности Raдолжна быть не более 1,25 мкм по ГОСТ 2789.
(Введен дополнительно, Изм. № 1).
4.10. Испытание на растяжение проводят по ГОСТ 1497на образцах пятикратной длины диаметром 5 или 10 мм.
Для проката диаметром или толщиной до 25 мм включительноиспытание допускается проводить на образцах без механической обработки.
Испытание на ударную вязкость проводят по ГОСТ9454 на образцах типа 1.
Направление оси образца - вдоль направления прокатки.
4.11. Образцы для испытаний на растяжение проката всоответствии с требованиями табл. 3вырезают из нормализованных заготовок диаметром или стороной квадрата25 мм.
Для прутков диаметром менее 25 мм нормализация проводится вготовом сечении прутка (без вырезки заготовки).
Примечание.От прутков размером более 120 мм отбор проб для механических испытаний можетпроводиться от перекованных или перекатанных заготовок сечением 90-100 мм.
4.12. Образцы для испытаний на растяжение проката всоответствии с требованиями табл. 8вырезают из термически обработанных заготовок размером, указанным потребителем.
4.13. Режимы термической обработки заготовок (образцов) дляпроведения испытаний механических свойств приведены в приложениях 6 и 7,для контроля твердости после закалки - в приложении9.
(Измененная редакция, Изм. № 1).
4.14. Контроль макроструктуры на излом илипротравленных темплетах проводят без применения увеличительных приборов по ГОСТ10243.
Допускается применять методы ультразвукового контроля (УЗК)и другие неразрушающие методы контроля, согласованные в установленном порядке.
4.15. Глубину обезуглероженного слояопределяют по ГОСТ 1763.
4.16. Прокаливаемость определяют методомторцевой закалки по ГОСТ 5657.
4.17. Величину зерна определяют по ГОСТ5639.
4.18. На стали одной плавки, прошедшей испытания намакроструктуру, прокаливаемость и механические свойства на крупных профиляхпроката, при изготовлении более мелких профилей проката перечисленные испытанияу изготовителя допускается не проводить.
4.19. Допускается у изготовителя применять статистические инеразрушающие методы контроля по методике, согласованной в установленномпорядке. При возникновении разногласий и при периодических проверках качествапродукции применяются методы контроля, предусмотренные настоящим стандартом.
5.1. Транспортирование и хранение - по ГОСТ7566 со следующим дополнением.
5.1.1. Транспортирование продукциипроводится транспортом всех видов в соответствии с правилами перевозки грузов,действующими на транспорте данного вида. По железным дорогам перевозкаосуществляется в зависимости от массы и габаритных размеров в крытых илиоткрытых вагонах. Масса грузового места не должна превышать примеханизированной погрузке в открытые транспортные средства 10000 кг, в крытые -1250 кг. Упаковка, средства и способы формирования пакетов - по ГОСТ7566.
При отправке двух и более грузовых мест, размеры которыхпозволяют оформить транспортный пакет с габаритными размерами по ГОСТ 24597,грузовые места должны быть сформированы в транспортные пакеты. Средствакрепления - по ГОСТ21650.
Схема 1 условного обозначения проката
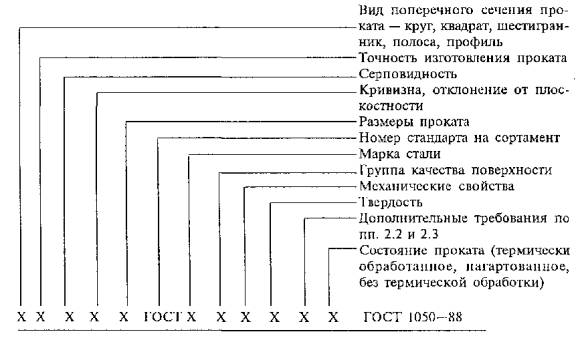
В конструкторскойдокументации допускается приводить примеры условных обозначений в соответствиисо схемой 2.
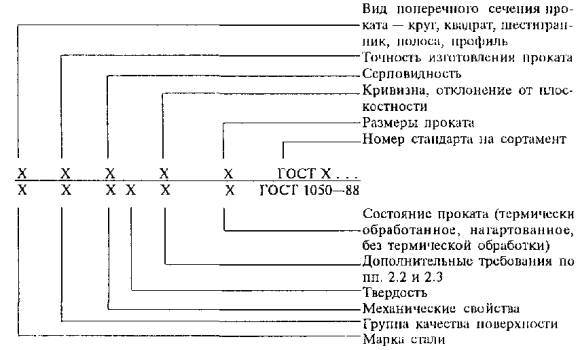
Примеры условныхобозначений
Прокат сортовой,круглый, обычной точности прокатки (В), II класса по кривизне, немерной длины(НД), диаметром 100 мм по ГОСТ 2590-88, изстали марки 30, с качеством поверхности группы 2ГП, с механическими свойствамипо табл. 3 (M1), с твердостью по п. 2.1.10 (ТВ1), с контролем ударной вязкости по табл. 4 (КУВ), с удалением заусенцев (УЗ),с испытанием на горячую осадку (65), без термической обработки:
Круг В-II-НД-100 ГОСТ 2590-88/30-2ГП-М1-ТВ1-КУВ-УЗ-65ГОСТ 1050-88
(Поправка,ИУС 3-2007)
Прокат сортовой,квадратный, повышенной точности прокатки (Б), I класса по кривизне, мернойдлины (МД), со стороной квадрата 25 мм по ГОСТ 2591-88,из стали марки 35, с качеством поверхности группы 1ГП, с механическимисвойствами по табл. 8 (МЗ), с твердостьюпо табл. 7 (ТВ2), с нормированной вбаллах макроструктурой (КМС) по табл. 6,с обезуглероживанием по п. 2.2.14 (1С),термически обработанный (ТО):
КвадратБ-I-МД-25 ГОСТ2591-88/35-1ГП-МЗ-ТВ2-КМС-1С-ТО ГОСТ 1050-88
Прокат полосовой,обычной точности прокатки (В), серповидности класса 2, отклонения отплоскостности класса 2, кратной мерной длины (КД), толщиной 36 мм, шириной 90мм по ГОСТ103-76, из стали марки 45, с качеством поверхности группы 3ГП, смеханическими свойствами по табл. 3 (Ml), с твердостью по п. 2.1.10 (ТВ1), с нормированной прокаливаемостью (ПР), безтермической обработки:
ПолосаВ-2-2-КД-36х90 ГОСТ 103-76/45-3ГП-М1-ТВ1-ПР ГОСТ 1050-88
Профиль горячекатаныйдля косых шайб, мерной длины (МД), с размерами 2BxHxh=32x5,8x4 мм по ГОСТ5157-83, из стали марки 35, с качеством поверхности группы 3ГП, смеханическими свойствами по табл. 3 (Ml), с твердостью по п. 2.1.10(ТВ1), без термической обработки:
Профильдля косых шайб МД-32х5,8х4 ГОСТ 5157-83/35-3ГП-M1-TB1 ГОСТ 1050-88
Прокат калиброванный,круглый, с полем допуска по h11,мерной длины (МД), диаметром 10 мм по ГОСТ 7417-75, из стали марки45, с качеством поверхности группы В по ГОСТ 1051-73, с механическимисвойствами по табл. 5 (М2), с твердостьюпо п. 2.3.8 (ТВЗ), с обезуглероживанием по п. 2.3.11 (2С), нагартованный (НГ):
Кругh11-МД-10 ГОСТ 7417-75/45-В-М2-ТВЗ-2С-НГ ГОСТ 1050-88
Прокат калиброванный,квадратный, с полем допуска h11,кратной мерной длины (КД), со стороной квадрата 15 мм по ГОСТ 8559-75, из сталимарки 20, с качеством поверхности группы Б по ГОСТ 1051-73, с механическимисвойствами по табл. 8 (МЗ), с твердостьюпо табл. 7 (ТВ2), с обеспечениемсвариваемости (ГС), нагартованный (НГ):
Квадрат h11-КД-15 ГОСТ 8559-75/20-Б-МЗ-ТВ2-ГС-НГ ГОСТ1050-88
Прокат калиброванный,шестигранный, с полем допуска h12,немерной длины (НД), диаметром вписанного круга 8 мм по ГОСТ 8560-78, из сталимарки 45, с качеством поверхности группы В по ГОСТ 1051-73, с механическимисвойствами по табл. 3 (Ml), с твердостью по табл. 8а (ТВ4), термически обработанный (ТО):
Шестигранникh12-НД-8 ГОСТ8560-78/45-В-М1-ТВ4-ТО ГОСТ 1050-88
Прокат со специальнойотделкой поверхности, круглый, с полем допуска h11, немерной длины (НД), диаметром 8 мм, скачеством поверхности группы В по ГОСТ 14955-77 из стали марки 20, смеханическими свойствами по табл. 5(М2), с твердостью по табл. 7 (ТВЗ)нагартованный (НГ):
Круг h11-НД-8 ГОСТ 14955-77/20-В-М2-ТВЗ-НГ ГОСТ1050-88
Примеры условных обозначений, которые допускаетсяприводить в конструкторской документации:
Прокат со специальнойотделкой поверхности, круглый, с полем допуска h11, немерной длины (НД), диаметром 8 мм,качеством поверхности группы В по ГОСТ 14955-77, из стали марки 20, смеханическими свойствами по табл. 5(М2), с твердостью по табл. 7 (ТВЗ),нагартованный (НГ):
Круг ![]() .
.
(Измененнаяредакция, Изм. № 1).
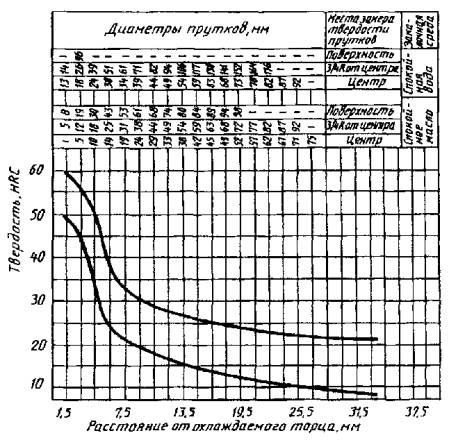
Черт. 1
Стальмарки 35
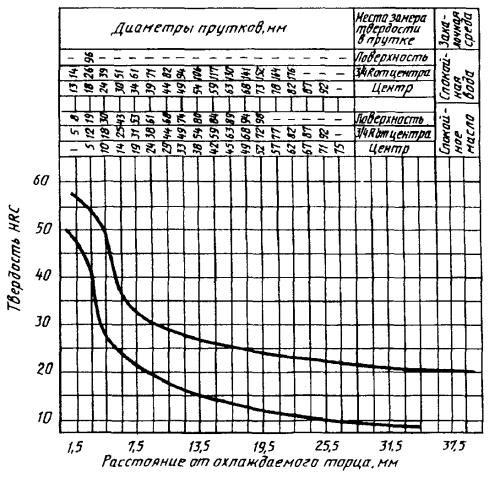
Черт. 2
Сталь марки 40
Черт. 3
Стальмарки 45
Черт. 4
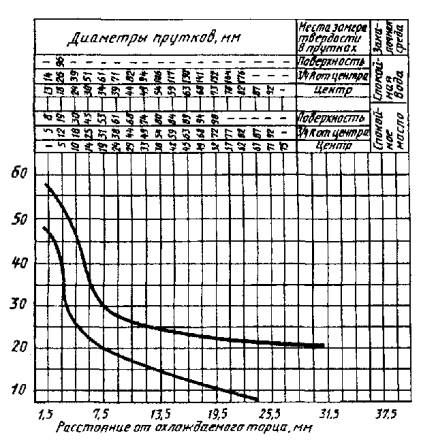
Таблица 9
| Расстояние от торца, мм | Твердость для полос прокаливаемости стали марок | |||||
| 35 | 40 | 45 | ||||
| макс. | мин. | макс. | мин. | макс. | мин. | |
| 1,5 | HRC 56 (HRC,57) | HRC 48 (HRC,49,5) | HRC 57 (HRC,58) | HRC 49 (HRC,50,5) | HRC 58 (HRC,59) | HRC 49 (HRC,50,5) |
| 3,0 | HRC 54 (HRC,55) | HRC 43 (HRC44) | HRC 56 (HRC,57) | HRC 44 (HRC,45,5) | HRC 56 (HRC, 57) | HRC 44 (HRC,45,5) |
| 4,5 | HRC 48 (HRC,49) | HRC 25 (HRC,27) | HRC 51 (HRC,52,2) | HRC 27 (HRC,29) | HRC 53 (HRC,54) | HRC 27 (HRC,29) |
| 6,0 | HRC 36 (HRC,38) | HRC 21 (HRC,23) | HRC 36 (HRC,37,5) | HRC 24 (HRC,26) | HRC 41 (HRC,42,5) | HRC 24 (HRC,26) |
| 7,5 | HRC 29 (HRC,31) | HRC 18 (HRC,20) | HRC 32 (HRC,33,5) | HRC 22 (HRC,24) | HRC 35 (HRC,36,5) | HRC 22 (HRC,24) |
| 9,5 | HRC 28 (HRC,30) | HRB 94 | HRC 30 (HRC,32) | HRC 20 (HRC,22) | HRC 31 (HRC,33) | HRC 20 (HRC,22) |
| 10,5 | HRC 27 (HRC,29) | HRB 93 | HRC 28 (HRC,30) | HRC 18 (HRC,20) | HRC 30,5 (HRC,32,5) | HRC 19 (HRC,21) |
| 12,0 | HRC 26 (HRC,28) | HRB 92 | HRC 27 (HRC,29) | HRB 94 | HRC 29 (HRC,31) | HRC 18 (HR,20) |
| 13,5 | HRC 25,5 (HRC,27,5) | HRB 91 | HRC 26 (HRC,28) | HRB 93 | HRC 28 (HRC,30) | HRB 94 |
| 15,0 | HRC 25 (HRC,27) | HRB 90 | HRC 25,5 (HRC,27,5) | HRB 92 | HRC 27,5 (HRC,29,5) | HRB 93 |
| 16,5 | HRC 24,5 (HRC,26,5) | HRB 89 | HRC 25 (HRC,27) | HRB 91 | HRC 27 (HRC,29) | HRB 92 |
| 18,0 | HRC 24 (HRC,26) | HRB 88 | HRC 24,5 (HRC,26,5) | HRB 89 | HRC 26,5 (HRC,28,5) | HRB 91 |
| 19,5 | HRC 23,5 (HRC,25,5) | HRB 87 | HRC 24 (HRC,26) | HRB 88 | HRC 26 (HRC,28) | HRB 90 |
| 21,0 | HRC 23 (HRC,25) | HRB 86 | HRC 23,5 (HRC,25,5) | HRB 87 | HRC 25 (HRC,27) | HRB 89 |
| 24,0 | HRC 22 (HRC,24) | HRB 85 | HRC 23 (HRC,25) | HRB 86 | HRC 24 (HRC,26) | HRB 88 |
| 27,0 | HRC 21 (HRC,23) | HRB 84 | HRC 22 (HRC,24) | HRB 85 | HRC 23 (HRC25) | HRB 87 |
| 30,0 | HRC 20 (HRC,22) | HRB 83 | HRC 21 (HRC,23) | HRB 84 | HRC 22 (HRC,24) | HRB 86 |
| 33,0 | - | - | HRC 20,5 (HRC,22,5) | HRB 83 | - | - |
| 36,0 | - | - | HRC 20 (HRC,22) | HRB 82 | - | - |
| 39,0 |
| - | - | - | - | - |
1. Прокат снормированной массовой долей азота в стали электро выплавки.
2. Прокат с нижнеймассовой долей марганца, уменьшенной против норм табл. 1 на значение марганцового эквивалента, равного:
Эм=0,3 (Cr %) + 0,5 (Ni %) + 0,7 (Cu %), где Cr, Ni,Cu - остаточная фактическая массовая доля хрома,никеля, меди в стали, не превышающая норм, указанных в табл. 1.
3. Прокат,калиброванный из стали марок 08, 55 и 60 в нагартованном или термическиобработанном состоянии с контролем механических свойств.
4. Прокат снормированной ударной вязкостью на образцах типа I при температуре минус 40 ºС.
5. Прокат снормированной ударной вязкостью на образцах типа II при температуре плюс 20 °Си минусовых температурах.
6. Прокат безконтроля относительного сужения.
7. Прокаткалиброванный и со специальной отделкой поверхности с нормированной твердостью внормализованном с отпуском и закаленном с отпуском состоянии.
8. Прокат сортовой снормированной твердостью в нормализованном состоянии.
9. Прокат снормированной твердостью в заданных пределах.
10. Прокат безконтроля твердости.
11. Прокат снормированной величиной аустенитного зерна.
12. Прокат снормированной чистотой по неметаллическим включениям.
13. Прокат снормированной чистотой по волосовинам, выявляемым на поверхности готовыхдеталей магнитным методом или травлением.
14. Прокат малотоннажных партий.
Таблица 10
| Марка стали | Температура нагрева, ºС | ||
| Нормализация | Закалка | Отпуск | |
| Испытание при растяжении | Испытание на ударный изгиб | ||
| 10 | 920 | 900 | 200 |
| 15 | 900 | 880 | 200 |
| 20 | 900 | 880 | 600 |
| 25 | 890 | 870 | 600 |
| 30 | 880 | 860 | 600 |
| 35 | 880 | 850 | 600 |
| 40 | 870 | 840 | 600 |
| 45 | 860 | 840 | 600 |
| 50 | 850 | 830 | 600 |
| 55 | 850 | 820 | 600 |
| 58 (55пп) | 850 | - | - |
| 60 | 840 | 820 | 600 |
Рекомендуемые минимальные выдержки:
при нормализации или закалке - 30 мин;
при отпуске 200 ºС - 2 ч;
при отпуске 600 ºС - 1 ч.
Среда охлаждения при закалке - вода.
Таблица 11
| Марка стали | Закалка | Отпуск | |
| Температура нагрева, ºС | Среда охлаждения | Температура нагрева, ºС | |
| 25 | 860-900 | Вода | 550-600 Охлаждение на воздухе |
| 30 | 850-890 | ||
| 35 | 840-880 | Вода или масло | |
| 40 | 830-870 | ||
| 45 | 820-860 | ||
| 50 | 810-850 | Масло или вода | |
| 55 | 805-850 | ||
| 60 | 800-840 | ||
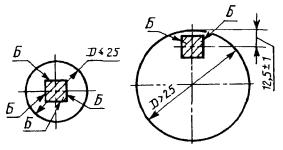
а -для проката диаметром б - для проката диаметром
до25 мм свыше25 мм
Условные обозначения
 -поперечное сечение образца; длина образца 55-60 мм.
-поперечное сечение образца; длина образца 55-60 мм.
Б -площадка для измерения твердости.
Таблица 12
| Марка стали | Режим закалки образцов | |
| Температура нагрева; ºС | Среда охлаждения | |
| 45 | 860±10 | Масло |
| 50, 50А | 850±10 | Масло |
Примечания:
1.Время выдержки при закалке (после достижения температуры закалки) 20 мин.
2. Температура масла (65±10)ºС.
Приложения 8, 9.(Введены дополнительно,Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
РАЗРАБОТЧИКИ
В. Т.Абабков, канд. техн. наук (руководитель темы);
В. Д.Хромов, канд. техн. наук; Н. И. Елина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕПостановлением Государственного комитета СССР по стандартам от 24.11.88 № 3811
3. ВЗАМЕНГОСТ 1050-74
4. Срокпроверки - 1997
5.ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта, подпункта, перечисления, приложения |
| ГОСТ 8.001-80 | |
| ГОСТ 8.326-89 | |
| ГОСТ 103-76 | |
| ГОСТ 162-90 | |
| ГОСТ 166-89 | |
| ГОСТ 427-75 | |
| ГОСТ 1051-73 | |
| ГОСТ 1133-71 | |
| ГОСТ 1497-84 | |
| ГОСТ 1763-68 | |
| ГОСТ 2216-84 | |
| ГОСТ 2590-88 | |
| ГОСТ 2591-88 | |
| ГОСТ 2789-73 | |
| ГОСТ 2879-88 | |
| ГОСТ 3749-77 | |
| ГОСТ 4405-75 | |
| ГОСТ 5157-83 | |
| ГОСТ 5378-88 | |
| ГОСТ 5639-82 | |
| ГОСТ 5657-69 | |
| ГОСТ 6507-90 | |
| ГОСТ 7417-75 | |
| ГОСТ 7502-89 | |
| ГОСТ 7564-73 | |
| ГОСТ 7565-81 | |
| ГОСТ 7566-81 | |
| ГОСТ 8559-75 | |
| ГОСТ 8560-78 | |
| ГОСТ 8817-82 | |
| ГОСТ 9012-59 | |
| ГОСТ 9013-59 | |
| ГОСТ 9454-78 | |
| ГОСТ 10243-75 | |
| ГОСТ 12359-81 | |
| ГОСТ 14955-77 | |
| ГОСТ 21120-75 | |
| ГОСТ 22536.0-87 - ГОСТ 22536.5-87 | |
| ГОСТ 22536.6-88 | |
| ГОСТ 22536.7-88 | |
| ГОСТ 22536.8-87 | |
| ГОСТ 22536.9-88 | |
| ГОСТ 24597-81 | |
| ГОСТ 26877-91 | |
| ГОСТ 27809-88 |
6.Ограничение срока действия снято по решению Межгосударственного Совета постандартизации, метрологии и сертификации (ИУС 11-12-94)
7.ПЕРЕИЗДАНИЕ с Изменением № 1, утвержденным в декабре 1991 г.
(ИУС 4-92)
СОДЕРЖАНИЕ