.webp "Новатика")


Стандарт распространяется на горячекатаный полосовой прокат (далее - прокат) из углеродистой качественной и высококачественной стали, предназначенный для изготовления плакированных полос методом горячей прокатки.
| Обозначение: | ГОСТ 803-81* |
| Название рус.: | Прокат полосовой горячекатаный для плакирования из углеродистой качественной и высококачественной стали. Технические условия |
| Статус: | действующий |
| Заменяет собой: | ГОСТ 803-66 |
| Дата актуализации текста: | 01.10.2008 |
| Дата добавления в базу: | 01.02.2009 |
| Дата введения в действие: | 01.01.1983 |
| Разработан: | Министерство черной металлургии СССР |
| Утвержден: | Госстандарт СССР (27.10.1981) |
| Опубликован: | Издательство стандартов № 1981<br>ИПК Издательство стандартов № 1998<br>ИПК Издательство стандартов № 2002 |

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОКАТ ПОЛОСОВОЙ
ГОРЯЧЕКАТАНЫЙ ДЛЯ ПЛАКИРОВАНИЯ
ИЗ УГЛЕРОДИСТОЙ КАЧЕСТВЕННОЙ
И ВЫСОКОКАЧЕСТВЕННОЙ СТАЛИ
ТЕХНИЧЕСКИЕУСЛОВИЯ
ГОСТ 803-81
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| ПРОКАТ ПОЛОСОВОЙ ГОРЯЧЕКАТАНЫЙ Технические условия Hot-rolled strips of carbon high-grade steel for plating. Specifications | ГОСТ |
Дата введения 01.01.83
Настоящийстандарт распространяется на горячекатаный полосовой прокат (далее - прокат) изуглеродистой качественной и высококачественной стали, предназначенный дляизготовления плакированных полос методом горячей прокатки.
1.1.Прокат должен изготовляться из стали марок 11кп, 18кп, 11ЮА, 18ЮА.
1.2. Химический состав стали марок 11ЮА, 18ЮА долженсоответствовать нормам, указанным в табл. 1, сталимарок 11кп, 18кп - ГОСТ 1050 .
В прокатеиз стали марок 11кп, 18кп допускаются отклонения по массовой доле углерода,марганца и фосфора, установленные ГОСТ1050.
Таблица 1
| Массовая доля элементов, % | ||||||
| углерода | марганца | алюминия | кремния | серы | фосфора | |
| не более | ||||||
| 11ЮА | 0,08-0,13 | 0,30-0,50 | 0,02-0,07 | 0,13 | 0,025 | 0,025 |
| 18ЮА | 0,16-0,22 | 0,20-0,40 | 0,02-0,07 | 0,13 | 0,025 | 0,025 |
Примечание. Остаточная массовая доля элементов в сталях марок11ЮА, 18ЮА не должна превышать: хрома - 0,15 %, никеля - 0,25 %, меди - 0,20 %.В стали марок 18кп и 18ЮА массовая доля хрома допускается не более 0,20 % при массовойдоле углерода не более 0,18 %.
(Измененная редакция, Изм. №1).
1.3.Размеры полос должны соответствовать указанным в табл. 2. По согласованию изготовителя спотребителем допускается изготовление полос других размеров.
1.4.Косая плоскость при резке не должна превышать 5 мм.
Таблица 2
мм
| Толщина | Ширина | Ширина для плакирования* | Длина | |||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |
| 11кп 11ЮА | 22 | +0,4 -1,0 | 300 | +5,0 -2,0 | 295 | +5,0 -2,0 | 445, 510 | +10 |
| 18кп 18ЮА | 32 | 260 | 250 | 430 | ||||
* Ширина полосы за вычетом суммарной выпуклостибоковых граней.
Пример условного обозначения полосы из стали марки11кп размером 22´300´445 мм:
Полоса 22´300´445 -11кп ГОСТ 803-81
2.1. Прокатизготовляют в соответствии с требованиями настоящего стандарта потехнологическому регламенту, утвержденному в установленном порядке.
2.2.Прокат изготовляют без термической обработки с травленой поверхностью.
2.3. Макроструктурапроката из стали марок 11ЮА, 18ЮА, не должна иметь остатков усадочной раковины,подусадочной рыхлости, расслоений, подкорковых пузырей, свищей, инородныхнеметаллических макровключений.
Нормыхимической неоднородности распределения серы в поперечном сечении полос изстали марок 11кп, 18кп устанавливаются по согласованию изготовителя спотребителем.
(Измененная редакция, Изм. №1).
2.4.Загрязненность неметаллическими включениями проката из стали марок 11кп и 18кпне должна превышать третий балл шкалы эталонов, приведенных в приложении.
оксидыстрочечные - балл 3,0;
сульфиды- балл 3,0.
Допускаетсяна одном шлифе загрязненность четвертого балла.
2.6. Наповерхности полос не допускаются прокатные плены, закаты, раскатанныезагрязнения, раскатанные пузыри, остатки окалины, поперечные царапины, пятназагрязнения. На боковых гранях полос не допускаются рванины.
2.7. Наповерхности полос допускаются отпечатки, риски, продольные царапины глубиной неболее 0,4 мм, а также рябизна и ржавчина, не препятствующие выявлению другихповерхностных дефектов.
Глубиназачистки не должна превышать половины суммы предельных отклонений по толщине.Ширина зачистки должна быть не менее пятикратной глубины.
2.9. Наторцах полос не допускаются остатки усадочной раковины, подусадочная рыхлость,расслоения, инородные неметаллические макровключения. Заусенцы на торцах должныбыть зачищены.
(Измененная редакция, Изм. №1).
3.1.Прокат предъявляют к приемке партиями. Партия должна состоять из полос однойплавки, одного размера и оформлена одним документом о качестве. Масса партиидолжна быть не более 100 т и не менее 20 т.
3.2. Приконтроле качества стали от партии отбирают:
дляхимического анализа - три полосы;
дляпроверки размеров и качества поверхности - двадцать полос;
для проверкимакроструктуры и контроля неоднородности распределения серы - две полосы;
дляпроверки загрязненности неметаллическими включениями - две полосы.
(Измененная редакция, Изм. №1).
4.1. Химический анализ стали проводят по ГОСТ 22536.0 - ГОСТ 22536.12 , ГОСТ 22536.14 . Отборпроб для химического анализа проводят по ГОСТ 7565.
4.3Контроль макроструктуры стали марок 11ЮА, 18ЮА проводят методом травления по ГОСТ10243.
Контрольхимической неоднородности распределения серы в поперечном сечении полос изстали марок 11кп, 18кп проводят методом снятия серного отпечатка по ГОСТ10243 и сравнением его с согласованной шкалой.
Присодержании серы в ковшевой пробе не более 0,024 % в стали марки 11кп и 0,026 % -18кп контроль распределения серы не проводят.
(Измененная редакция, Изм. №1).
4.4. Оценку загрязненности неметаллическими включениямипроводят на шести шлифах:
стали марок 11кп, 18кп - по прилагаемым эталонам;
сталимарок 11ЮА, 18ЮА - по ГОСТ 1778 методом Ш3.
Оценкузагрязненности неметаллическими включениями при повторных испытаниях проводятна восьми шлифах.
Изготовлениемикрошлифов для оценки загрязненности стали неметаллическими включениямипроизводят по ГОСТ 1778.
4.6.Допускается применение других методов измерений и испытаний, обеспечивающихтребуемую точность и достоверность.
Содержаниемаркировки, наносимой на ярлык, должно соответствовать требованиям ГОСТ7566.
Маркировка,наносимая на торец полосы, должна содержать обозначение номера плавки, а потребованию потребителя - и обозначение марки стали.
(Измененная редакция, Изм. №1).
5.2.Транспортные пакеты формируют на поддонах, изготовляемых по нормативно-техническойдокументации.
5.3. Транспортная маркировка - по ГОСТ14192 .
5.4.Транспортирование полос производят в крытых железнодорожных вагонах всоответствии с правилами перевозок и условиями погрузки и крепления грузов,утвержденными Министерством путей сообщения СССР.
В одинвагон отгружают не более трех партий.
5.5. Хранение продукции - по группе ОЖ3 ГОСТ 15150 .
(Измененная редакция, Изм. №1).
Обязательное
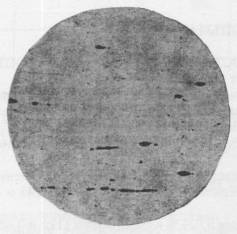
Балл 1
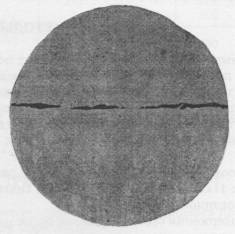
Балл 2
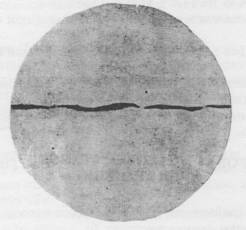
Балл 3
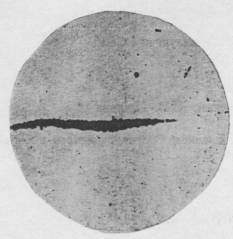
Балл 4
Балл 5
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕНМинистерством черной металлургии СССР
РАЗРАБОТЧИКИ
Л.А. Смирнов,В.И. Сырейщикова, В.А. Рабовский, Л.Н. Сиунова
2. УТВЕРЖДЕН И ВВЕДЕН ВДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от27.10.81 № 4709
3. ВЗАМЕН ГОСТ 803-66
4. ССЫЛОЧНЫЕНОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта | Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 1050-88 | ГОСТ 22536.3-88 | ||
| ГОСТ 1778-70 | ГОСТ 22536.4-88 | ||
| ГОСТ 3647-80 | ГОСТ 22536.5-87 | ||
| ГОСТ 7566-94 | ГОСТ 22536.6-88 | ||
| ГОСТ 7565-81 | ГОСТ 22536.7-88 | ||
| ГОСТ 7661-67 | ГОСТ 22536.8-87 | ||
| ГОСТ 10243-75 | ГОСТ 22536.9-88 | ||
| ГОСТ 14192-96 | ГОСТ 22536.10-88 | ||
| ГОСТ 15150-69 | ГОСТ 22536.11-87 | ||
| ГОСТ 22536.0-87 | ГОСТ 22536.12-88 | ||
| ГОСТ 22536.1-88 | ГОСТ 22536.14-88 | ||
| ГОСТ 22536.2-87 |
|
|
5. Ограничение срока действияснято по Протоколу № 2-93 Межгосударственного Совета по стандартизации,метрологии и сертификации (ИУС 2-93)
6. ПЕРЕИЗДАНИЕ (октябрь 1997 г.) с Изменением № 1, утвержденным в июне1987 г. (ИУС 11-87)
СОДЕРЖАНИЕ
| 5. Маркировка, упаковка, транспортирование и хранение. 3 Приложение Эталоны загрязненности неметаллическими включениями стали марок 11кп, 18кп. 3 |