.webp "Новатика")


Настоящий стандарт распространяется на колючую проволоку, состоящую из одной рифленой пряди (основы) с расположенными на ней на равных расстояниях друг от друга шипами.
| Обозначение: | ГОСТ 285-69* |
| Название рус.: | Проволока колючая одноосновная рифленая. Технические условия |
| Статус: | действующий |
| Заменяет собой: | ГОСТ 285-41 |
| Дата актуализации текста: | 01.10.2008 |
| Дата добавления в базу: | 01.02.2009 |
| Дата введения в действие: | 01.07.1970 |
| Разработан: | Министерство черной металлургии СССР |
| Утвержден: | Госстандарт СССР (15.09.1969) |
| Опубликован: | ИПК Издательство стандартов № 2003 |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
| ПРОВОЛОКА КОЛЮЧАЯ Технические условия Barbed monobasic fluted wire. Specifications | ГОСТ |
Дата введения 01.07.70
Настоящий стандарт распространяется на колючую проволоку,состоящую из одной рифленой пряди (основы) с расположенными на ней на равныхрасстояниях друг от друга шипами.
Содержание
1.1. Проволоку изготовляют по виду поверхности:
без покрытия - К;
оцинкованную - КЦ (1, 2, 3 и 4 классов);
оцинкованную пассивированную - КЦП;
по точности изготовления:
повышенной точности - А;
нормальной точности.
(Измененная редакция,Изм. № 2).
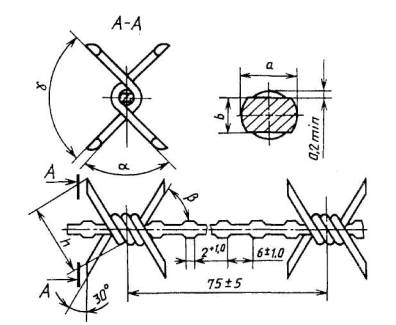
1.2. Конструкция, основные размеры и предельные отклоненияпо ним в зависимости от составляющих колючей проволоки должны соответствоватьуказанным на чертеже и в табл. 1.
Углы α, β, γ должны быть не менее 30°.
Размеры должны быть:
а - не менее 2,8мм;
b - не менее 2,3мм;
h - не менее 17мм.
Проволока колючая, без покрытия, нормальной точности:
То же, оцинкованная 1-го класса, повышенной точности:
То же, оцинкованная 1-го класса, пассивированная:
мм
| Составляющие колючей проволоки | Диаметр проволоки | Предельное отклонение по диаметру | |||
| для проволоки без покрытия, оцинкованной 1, 2 классов и оцинкованной 1, 2 классов пассивированной | для проволоки оцинкованной 3, 4 классов и оцинкованной 3, 4 классов пассивированной | ||||
| повышенной точности | нормальной точности | повышенной точности | нормальной точности | ||
| Основа | 2,8 | ±0,06 | ±0,10 | ±0,08 | +0,15 -0,10 |
| Шип | 2,0 | ±0,05 | -0,12 | ±0,05 | +0,04 -0,12 |
(Измененная редакция, Изм. №1, 2).
2.1. Колючая проволокадолжна изготовляться в соответствии с требованиями настоящего стандарта потехнологическому регламенту, утвержденному в установленном порядке.
Проволока для основы и шипов колючей проволоки должнаизготовляться из катанки. Допускается изготовление проволоки из стали марки08кп по ГОСТ1050.
2.2. Основу колючей проволоки изготовляют из термическиобработанной проволоки, которая должна иметь временное сопротивление разрыву неменее 350 Н/мм2 (36 кгс/мм2) и выдерживать без разрушенияне менее пяти перегибов на 180°.
2.3. Шипы колючей проволоки изготовляются из термическинеобработанной проволоки с временным сопротивлением разрыву не более 1180 Н/мм2(120 кгс/мм2).
2.1-2.3. (Измененнаяредакция, Изм. № 2).
2.4. Концы шипов должны быть прямыми и острыми (уголзаострения должен соответствовать указанному на чертеже). Допускаетсяпритупление и погнутость не более одного шипа на каждом метре колючейпроволоки.
2.5. Шипы должны сидеть на основе неподвижно. Допускаетсяпровертывание шипов вокруг основы на угол не более 30° и перемещение шиповвдоль основы в пределах расстояния между выступами основы.
2.6. Допускается пропуск шипов, а также наличие шипов, несоответствующих требованиям п. 2.5, на участках длиной не более 0,5 м приусловии, если общая длина таких участков в мотке не превышает 4 м и расстояниемежду ними не менее 5 м.
2.7. На поверхности основы проволоки без покрытия недопускаются плены, раковины, трещины, расслоения и ржавчина.
На поверхности шипов проволоки без покрытия допускаютсяпродольные и поперечные риски.
(Измененная редакция,Изм. № 2).
2.8. (Исключен, Изм. №2).
2.9. Пассивированная проволока должна быть покрытапассивной пленкой. Цвет пассивной пленки от светло-желтого до серо-желтого.
(Измененная редакция,Изм. № 1).
2.10. Цинковое покрытие на проволоке, предназначенной дляосновы, должно быть сплошным. Допускаются местные наплывы цинка.
Цинковое покрытие на проволоке, предназначенной для шипов,должно быть сплошным, прочным и не должно растрескиваться и отслаиваться приспиральной навивке проволоки пятью витками на цилиндрический сердечник, равныйдиаметру 2,75 мм для проволоки оцинкованной 1 и 2 классов и равный 4-кратномудиаметру навиваемой проволоки для проволоки оцинкованной 3 и 4 классов.
Допускается наличие поверхностного пылевидного шелушенияцинкового покрытия на навитых образцах.
(Измененная редакция,Изм. № 2).
2.11. Срезы острия шипов остаются неоцинкованными.Допускается отслаивание цинкового покрытия на расстоянии 5 мм от основаниясреза шипа.
2.12. (Исключен, Изм. №2).
2.13. Поверхностная плотность цинка, число погруженийи продолжительность каждого погружения должны соответствовать указанным в табл.2.
| Составляющие колючей проволоки | 1 класс | 2 класс | 3 класс | 4 класс | ||||
| поверхностная плотность цинка, г/м2, не менее | Количество погружений продолжительностью 60 с | поверхностная плотность цинка, г/м2, не менее | Количество погружений продолжительностью 60 с | поверхностная плотность цинка, г/м2, не менее | Количество погружений продолжительностью 60 с | поверхностная плотность цинка, г/м2, не менее | Количество погружений продолжительностью 60 с | |
| Основа | 80 | 2 | 114 | 2,5 | 175 | 4 | 260 | 5 |
| Шип | 60 | 1 | 85 | 2 | 147 | 3 | 240 | 4 |
Примечание. Проволока 3 и 4 классов покрытияизготовляется по требованию потребителя.
(Измененная редакция,Изм. № 2).
2.14. Проволока должна изготовляться в мотках массой (35±2)кг с наружным диаметром мотка не более 600 мм, высотой не более 250 мм.Внутренний диаметр мотка проволоки должен быть от 100 до 140 мм. Допускаетсяконусность отверстия мотка в тех же пределах.
Примечание. Длина проволокив мотке массой 35 кг равна приблизительно 400 м.
(Измененная редакция,Изм. № 1).
2.15. В мотке допускается не более двух соединенийосновы колючей проволоки. Соединение концов отрезков должно быть произведено ввиде петель, входящих одна в другую. Закрепление петель должно производитьсяпрочной навивкой не менее четырех витков каждого отогнутого конца петли вокругосновы.
2.16. (Исключен, Изм. №2).
3а.1. Проволоку принимают партиями. Партия должна состоятьиз проволоки одного вида и сопровождаться документом о качестве, содержащим:
товарный знак или наименование и товарный знакпредприятия-изготовителя;
условное обозначение проволоки;
результаты проведенных испытаний;
количество мотков в партии;
массу нетто партии;
номер партии.
3а.2. Качество поверхности, размеры, крепление шипов, цветпассивной пленки проверяют на каждом мотке проволоки.
3а.3. Для проверки механических свойств и качествацинкового покрытия проволоки, предназначенной для изготовления основы и шиповот партии отбирают 1 % мотков, но не менее пяти мотков.
3а.4. При получении неудовлетворительных результатовиспытаний хотя бы по одному из показателей по нему проводят повторные испытанияна удвоенной выборке.
Разд. 3а. (Введендополнительно, Изм. № 2).
3.1. Для определения механических свойств и качествацинкового покрытия проволоки отбирают по одному образцу от наружного концамотка.
3.2. Качество поверхности проволоки проверяют невооруженнымглазом. Цвет пассивной пленки проверяют невооруженным глазом, а привозникновении разногласий в оценке по эталону, согласованному междуизготовителем и потребителем.
3.3. Диаметр проволоки для изготовленияосновы и шипов измеряют микрометром по ГОСТ 6507 не менее чем втрех местах мотка.
3.4. Геометрические размеры основыпроверяют штангенциркулем по ГОСТ 166. Геометрическиеразмеры шипа (углы) проверяют предельными шаблонами.
3.5. Проволоку, предназначенную для основыи шипов, испытывают на растяжение по ГОСТ10446.
3.6. Проволоку, предназначенную дляосновы, испытывают на перегиб по ГОСТ1579.
3.7. Проволоку, предназначенную для шипов,испытывают на навивку по ГОСТ10447.
3.1-3.7. (Измененнаяредакция, Изм. № 2).
3.8. Поверхностную плотность цинка определяют весовым иобъемно-газометрическим методами, а равномерность покрытия - методомпогружения.
Весовой метод применяют для особо точных определений иарбитражных анализов.
Длина образцов проволоки, предназначенных для определенияповерхностной плотности цинка весовым и объемно-газометрическим методами,должна быть не менее 100 мм. При взвешивании и стравливании цинка испытываемыйобразец проволоки разрешается разрезать на произвольное число отрезков взависимости от условий испытания.
3.8.1. Весовой метод
Поверхностную плотность цинка весовым методом определяютпутем растворения покрытия с образцов проволоки в растворе серной кислоты сдобавлением в качестве ингибитора мышьяковистого ангидрида или трехокисисурьмы.
Состав стравливающего раствора:
H2SO4 - 20-25 г/дм3;
As2O3 или Sb2O3- 2 г/дм3.
Стравливающий раствор заменяют по мере его истощения.
Испытание для определения поверхностной плотности цинкавесовым методом проводят в следующем порядке:
а) отбирают образцы проволоки, обезжиривают в спирте,бензине или бензоле, протирают чистой тканью и взвешивают;
б) растворяют цинковое покрытие;
в) промывают образцы в воде, протирают чистой тканью дляудаления влаги и взвешивают;
г) вычисляют поверхностную плотность цинка.
Поверхностную плотность цинка (X) в граммах, приходящуюся на 1 м2 поверхностипроволоки, вычисляют по формуле
![]() ,
,
где m1 - масса образцапроволоки (или группы образцов) до снятия покрытия, г;
m2 - масса образца проволоки(или группы образцов) после снятия покрытия, г;
d - номинальныйдиаметр образца, мм.
Точность определения отдельных величин должна бытьследующей:
m1 и m2 - 0,001 г;
d - 0,010 мм.
Поверхностную плотность цинка вычисляют с погрешностью не более0,1 г/м2.
3.8.2. Объемно-газометрическийметод
Снятие цинкового покрытия при объемно-газометрическомметоде производится при полном погружении образцов проволоки в раствор прикомнатной температуре до прекращения газовыделения.
Состав стравливающего раствора такой же, как и при весовомметоде.
Порядок проведения операций при определенииповерхностной плотности цинка объемно-газометрическим методом следующий:
а) отбирают образцы проволоки и измеряют фактическую длину;
б) обезжиривают образцы в спирте, бензине или бензоле ипротирают чистой тканью;
в) растворяют цинковое покрытие, полностью улавливаявыделяющийся при этом водород;
г) измеряют объем выделившегося водорода и приводят его кнормальным условиям;
д) вычисляют поверхностную плотность цинка.
Поверхностную плотность цинка (Х1) в граммах, приходящуюся на 1 м2поверхности проволоки, вычисляют по формуле
![]() ,
,
где V -среднее арифметическое значение объема водорода при нормальных условиях(давлении 760 мм рт. ст. и температуре 0 °С), см3;
d - номинальныйдиаметр образца проволоки, мм;
l - длина образца,мм.
Точность определения отдельных величин должна бытьследующей:
d - 0,010 мм;
l - 0,100 мм.
Поверхностную плотность цинка вычисляют с погрешностью неболее 0,1 г/м2.
Испытание проволоки на равномерность цинкового покрытияпроводят методом погружения в раствор медного купороса, полученный растворениемодной весовой части сухого кристаллического медного купороса по ГОСТ 19347 в пяти весовыхчастях дистиллированной воды и нейтрализованной избытком свежеосажденногогидрата окиси меди. После нейтрализации раствор должен быть профильтрован.Плотность нейтрализованного раствора должна быть в пределах 1,114-1,116 г/см3.
Температура раствора медного купороса должна быть 18±2 °С.
Порядок проведения испытаний следующий:
а) отбирают образцы проволоки, обезжиривают в спирте,бензине, бензоле или эфире. Если образцы промывают бензином или бензолом, то производятдополнительную промывку в дистиллированной воде;
б) промытые образцы вытирают насухо ватой или чистой тканьюи погружают в раствор медного купороса. Продолжительность каждого погружения ичисло погружений в зависимости от составляющей колючей проволоки приведены в табл. 2.
Глубина погружения образцов в раствор медного купороса -около 100 мм.
Перед каждым последующим погружением в раствор медногокупороса образцы промывают дистиллированной водой и протирают ватой или чистойтканью. Образцы проволоки должны находиться в растворе медного купороса внеподвижном состоянии, не соприкасаясь друг с другом и со стенками сосуда. Одини тот же раствор медного купороса объемом 200 см3 может бытьиспользован для испытания не более 10 образцов.
На поверхности образцов проволоки после испытания методомпогружения не допускаются места, покрытые медью, не сходящей при протиранииватой или чистой тканью.
На поверхности проволоки после испытания допускаются:
а) покраснение на участке, соответствующем высоте уровняраствора на расстоянии 10 мм от этого уровня и на расстоянии 20 мм отпогруженного в раствор нижнего конца образца;
б) неоднородность по цвету, белые пятна и блески;
в) белый налет, после удаления которого проволокавыдерживает испытание качества цинкового покрытия, а также бурый оттенок ипокраснение точечного характера, исчезающие при дополнительном (не более 5 с)погружении в раствор медного купороса.
3.9, 3.10. (Исключены,Изм. № 2).
4.1. Проволока безпокрытия должна быть покрыта тонким слоем консервационного масла типа НГ204У,типа НГ203А или К-17 по ГОСТ 10877,НГ208, ЖКБ и ЖКБ-1 по нормативно-технической документации или индустриальногомасла марок И-20А-И-50А по ГОСТ20799 с добавлением присадок КП по ГОСТ 23639 (15-20 %) или Акор-1(15-25 %) по ГОСТ 15171.
Допускается применение консервационных масел другого типа,обеспечивающих защиту проволоки от коррозии.
Оцинкованную и оцинкованную пассивированную проволоку непокрывают маслом.
4.2. Каждый моток проволоки должен бытьперевязан проволокой диаметром не менее 2 мм термически обработанной по ГОСТ3282 или другой термически обработанной проволокой понормативно-технической документации в трех местах, равномерно расположенных помотку. При этом каждый конец обвязочной проволоки пропускают через отверстиемотка, прочно свивают с другим концом обвязочной проволоки и загибают пообразующей цилиндрической поверхности мотка.
4.3. Пассивированная проволокапоставляется в специальной упаковке, вид которой устанавливается посогласованию изготовителя с потребителем.
Проволока, отправляемая в районы Крайнего Севера и труднодоступныерайоны, упаковывается по ГОСТ15846.
4.4. К наружному концу мотка проволоки прикрепляют ярлык,на котором указывают:
товарный знак или наименование и товарный знакпредприятия-изготовителя;
условное обозначение проволоки;
дату изготовления;
клеймо технического контроля;
номер партии.
4.5. Масса грузового места должна быть неболее 1000 кг. Укрупнение грузовых мест в транспортные пакеты проводится по ГОСТ21650, ГОСТ 24597.
4.6. Проволоку транспортируют всеми видамитранспорта в крытых транспортных средствах в соответствии с правилами перевозкигрузов, действующими на транспорте данного вида. Размещение и крепление грузовв транспортных средствах должно соответствовать техническим условиям погрузки икрепления грузов, утвержденных Министерством путей сообщения СССР.
Транспортирование проволоки по железной дороге проводитсяповагонными, малотоннажными или мелкими отправками.
Допускается транспортирование проволоки в универсальныхконтейнерах по ГОСТ15102, ГОСТ20435, ГОСТ22225.
Условия транспортирования должны соответствовать условиям хранения3 ГОСТ15150.
По согласованию изготовителя с потребителем допускаетсятранспортирование проволоки в открытых транспортных средствах.
4.1 - 4.6. (Измененнаяредакция, Изм. № 2).
4.7. Хранение проволоки - по условиям 3 ГОСТ15150.
4.8. Транспортнаямаркировка - по ГОСТ 14192.
4.7, 4.8. (Введеныдополнительно, Изм. № 2).
1. РАЗРАБОТАН И ВНЕСЕНМинистерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕПостановлением Комитета стандартов, мер и измерительных приборов при СоветеМинистров СССР от 15.09.69 № 1042
3. ВЗАМЕН ГОСТ 285-41
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта, подпункта, перечисления, приложения | Обозначение НТД, на который дана ссылка | Номер пункта, подпункта, перечисления, приложения |
| ГОСТ 166-89 | ГОСТ 15150-69 | ||
| ГОСТ 1050-88 | ГОСТ 15171-78 | ||
| ГОСТ 1579-93 | ГОСТ 15846-79 | ||
| ГОСТ 3282-74 | ГОСТ 19347-99 | ||
| ГОСТ 6507-90 | ГОСТ 20435-75 | ||
| ГОСТ 10446-80 | ГОСТ 20799-88 | ||
| ГОСТ 10447-93 | ГОСТ 21650-76 | ||
| ГОСТ 10877-76 | ГОСТ 22225-76 | ||
| ГОСТ 14192-96 | ГОСТ 23639-79 | ||
| ГОСТ 15102-75 | ГОСТ 24597-81 |
5. Ограничение срокадействия снято по протоколу № 2-92 Межгосударственного Совета постандартизации, метрологии и сертификации (ИУС 2-93)
6. ИЗДАНИЕ с Изменениями № 1, 2, утвержденными в июле 1975 г., в апреле1987 г. (ИУС 8-75, 8-87)