




Стандарт устанавливает правила записи технологических операций и переходов холодной штамповки. Допускается распространение требований настоящего стандарта на описание операций холодной штамповки древесины.
| Обозначение: | ГОСТ 3.1701-79* |
| Название рус.: | ЕСТД. Правила записи операций и переходов. Холодная штамповка |
| Статус: | действующий |
| Дата актуализации текста: | 01.10.2008 |
| Дата добавления в базу: | 01.02.2009 |
| Дата введения в действие: | 01.01.1981 |
| Разработан: | Госстандарт СССР |
| Утвержден: | Госстандарт СССР (31.10.1979) |
| Опубликован: | Издательство стандартов № 1979<br>ИПК Издательство стандартов № 2001<br>ИПК Издательство стандартов № 2003 |
ГОСТ 3.1701-79
МЕЖГОСУДАРСТВЕННЫЙСТАНДАРТ
ЕДИНАЯ СИСТЕМАТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ПРАВИЛА ЗАПИСИ
ОПЕРАЦИЙ И ПЕРЕХОДОВ
ХОЛОДНАЯ ШТАМПОВКА
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН ВДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от31.10.79 № 4158
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕНОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 2.307-68 |
5. ИЗДАНИЕ (июль 2001 г.) с Изменением № 1, утвержденным в декабре 1982г. (ИУС 4-83)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
| Единая система технологической документации ПРАВИЛА ЗАПИСИ ОПЕРАЦИЙ И ПЕРЕХОДОВ Холодная штамповка Unified system of technological documentation. Rules for writing down operations and manufacturing steps. Cold stamping | ГОСТ |
Датавведения 01.01.81
1. Настоящийстандарт устанавливает правила записи технологических операций и переходов холоднойштамповки. Допускается распространение требований настоящего стандарта наописание операций холодной штамповки древесины.
2. Наименованиеопераций следует записывать в документы именем существительным в именительномпадеже в соответствии с приложением 1.
Исключениесоставляет наименование операции «Вытяжка с утонением». Допускается записькраткой формы наименования операций, приведенная в приложении 1.
3. Допускаетсяуказывать код операций по «Классификатору технологических операций вмашиностроении и приборостроении» без записи наименования операций.
4. Наименованияопераций, выполняемых на штампах совмещенного или последовательного(совмещенно-последовательного) действия, следует записывать сочетанием имениприлагательного и существительного в именительном падеже, например «Совмещеннаяштамповка».
Допускаетсязаписывать наименования операций, выполняемых на указанных выше штампах,перечислением операций, например «Вырубка», «Вытяжка», «Пробивка», «Надрезка»,«Закатка».
5. При записинаименования операций допускается указывать технологическую последовательностьвыполнения операций, например «Вытяжка 3-я», «Гибка 2-я».
6. При описаниитехнологических процессов, включающих (кроме наименования операций холоднойштамповки) наименования операций других видов обработки, следует применятьнормативно-технические документы, устанавливающие наименования операцийдополнительно применяемых видов обработки, например слесарной, механическойобработки резанием.
7. Записьсодержания операций следует выполнять в виде маршрутного или операционногоописания.
8. Маршрутноеописание следует применять при разработке маршрутного технологического процесса(для всех операций) и маршрутно-операционного технологического процесса (дляотдельных операций).
9. Операционноеописание следует применять при разработке операционного технологическогопроцесса (для всех операций) и маршрутно-операционного технологического процесса(для отдельных операций).
10. Приразработке документов следует отражать все необходимые требования и средствабезопасности труда, обеспечивающие безопасность труда при выполнении обработки.
Запись информациии оформление документов следует выполнять в соответствии с требованияминормативно-технических документов системы стандартов безопасности труда (ССБТ).
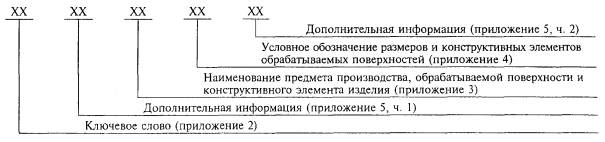
11. Содержаниеоперации (перехода) должно состоять из:
- ключевогослова (определяющего применяемый метод обработки), выраженного глаголом внеопределенной форме, например «Вырубить», «Проколоть», «Гнуть» и т. д.;
- наименованияпредмета производства, обрабатываемой поверхности и конструктивного элементаизделия, например «Заготовка», «Плоскость», «Отверстие» и т. д.;
- информации поразмерам или их условным обозначениям;
-дополнительной информации, определяющей количество одновременно обрабатываемыхизделий, стадию обработки, например «Предварительно», «Окончательно»,«Одновременно» и т. д., вид применяемого конструкторского или технологическогодокумента, метод базирования изделий (заготовок).
12. Порядокформирования записи содержания операции маршрутного описания следует условновыражать в виде следующего кода:
(Измененнаяредакция, Изм. № 1).
13. Допускаетсяполная или сокращенная записи содержания операции.
14. Полнуюзапись содержания операции следует выполнять при отсутствии графическойиллюстрации и для указания всех действий, выполняемых исполнителем.
В данном случаеследует указывать дополнительную информацию по приложению 5.
В текстесодержания операции следует указывать выполняемые размеры и их предельныеотклонения, например «Гнуть заготовку на Ð 60°, выдерживая h полки58 ± 0,5».
15. Сокращеннуюзапись содержания операции следует выполнять при наличии соответствующейграфической иллюстрации, поясняющей выполнение операции, например «Гнутьзаготовку согласно эскизу, выдерживая размер 1» или «Гнуть заготовку согласноэскизу».
16. Допускаетсяполная или сокращенная запись перехода.
В данном случаеформирование полной записи перехода следует производить в соответствии сусловным кодом, приведенным в п. 12, например«Вырубить жалюзи, выдерживая размеры l 30-0,5 и h 10± 2».
Примечания:
1. При рукописном заполнениидокументов указание предельных отклонений размеров следует выполнять по ГОСТ2.307.
2. При машинописном (или сприменением других печатающих устройств) заполнении документов предельныеотклонения размеров записывают в одну строку после записи размера с заключениемв скобки.
Например: 40 (-0,34); 100 (+0,6;-0,6).
(Измененная редакция, Изм. № 1).
18. Сокращеннуюзапись содержания перехода следует выполнять при наличии графическойиллюстрации и ссылок на условные обозначения конструктивных элементовобрабатываемого изделия.
Порядок формированиясокращенной записи содержания перехода следует условно выражать в видеследующего кода:

Например,«Вырубить паз, выдерживая размеры 1 и 2».
19. Допускаетсяв записи содержания перехода применять дополнительную информацию по приложению 5,например «Вырубить паз согласно эскизу».
20. Записьсодержания вспомогательных переходов следует выполнять в соответствии справилами записи технологических переходов.
Соответствующиеключевые слова следует выбирать по приложению 2, начиная с условного кода81.
21. Записьвспомогательных переходов допускается не выполнять:
- примаршрутном описании операций;
- приоперационном описании операций и наличии на карте эскизов или операционнойкарте графического изображения обрабатываемого изделия (заготовки) с указаниемусловных обозначений баз и опор, поясняющих установку и метод базирования, иесли действия исполнителя не требуют специальных приемов, связанных с установкойи снятием изделия (заготовки).
22. Выборполной или сокращенной формы записи содержания операции (перехода) для каждогослучая определяется разработчиком документов.
23. Примерызаписи полной и сокращенной формы содержания операции (перехода) приведены вприложении 6.
24. В текстовойзаписи содержания операции (перехода) следует применять допускаемые сокращенияслов и словосочетаний в соответствии с приложениями 1, 2, 4-7 и установленные другимигосударственными стандартами.
25. При формированиизаписи содержания операции (переход) и при работе с приложением 5следует руководствоваться следующим:
-дополнительная информация (ч. 1) определяет количество одновременнообрабатываемых конструктивных элементов поверхностей и предварительное илиокончательное выполнение операции (перехода);
-дополнительная информация (ч. 2) определяет вид применяемого конструкторскогоили технологического документа, метод базирования изделий (заготовок), наладкутехнологического оборудования для выполнения определенной операции, число ходовползуна для изготовления конструктивного элемента поверхности;
-дополнительную информацию «Согласно чертежу» или «Согласно эскизу» следуетприменять в тексте записи содержания операции (перехода) в случае, еслиимеющаяся информация в указанном документе дополняет или разъясняет текстовуюзапись операции (перехода).
26. Информацию,не вошедшую в приложения 3-7, допускается устанавливать в отраслевыхстандартах.
(Измененнаяредакция, Изм. № 1).
27. Условныекоды, приведенные в приложениях, следует применять только при формированиизаписи содержания операции или перехода. Запись условных кодов втехнологические документы не требуется.
(Введендополнительно, Изм. № 1).
ПЕРЕЧЕНЬ НАИМЕНОВАНИЙ ОПЕРАЦИЙ
| Наименование операции | Сокращенная форма наименования операции | Наименование операции | Сокращенная форма наименования операции |
| Выдавливание | - | Отбортовка | - |
| Высадка | - | Отрезка | - |
| Вырубка | - | Правка | - |
| Вытяжка | - | Пробивка | - |
| Вытяжка с утонением | Вытяжка | Проколка | - |
| Гибка | - | Раздача | - |
| Зачистка | - | Разрезка | - |
| Закатка | - | Рельефная формовка | Формовка |
| Калибровка | - | Рельефная чеканка | Чеканка |
| Керновка | - | Ротационная вытяжка | Вытяжка |
| Надрезка | - | Скручивание | - |
| Обрезка | - | Совмещенная штамповка | - |
| Обжим | - |
|
|
КЛЮЧЕВЫЕ СЛОВА И ИХ УСЛОВНЫЕ КОДЫ
| Условный код | Ключевое слово | Условный код предметов производства, обрабатываемых поверхностей и конструктивных элементов | Условный код | Ключевое слово | Условный код предметов производства, обрабатываемых поверхностей и конструктивных элементов |
| 01 | Выдавить | 002, 008, 024 | 22 | Проколоть | 018 |
| 02 | Высадить | 003, 009 | 23 | Раздать | 009 |
| 03 | Вырубить | 007, 009, 010 | 21 | Разрезать | 009, 022 |
| 04 | Вытянуть | 009 | 25 | Скрутить | 009, 012 |
| 05 | Гнуть | 007, 019 | 26 | Формовать | 010, 024 |
| 07 | Зачистить | 014, 020 | 27 | Чеканить | 011 |
| 08 | Закатать | 001, 012 | 28 | Штамповать | 007 |
| 09 | Калибровать | 007, 014 | 81 | Закрепить | 007, 009 |
| 14 | Кернить | 026 | 82 | Заправить | 022 |
| 15 | Надрезать | 010, 015 | 83 | Продвинуть | 007, 022 |
| 18 | Обрезать | 009, 014 | 84 | Протереть | 009, 022 |
| 19 | Обжать | 007, 023 | 89 | Смазать | 008, 009 |
| 20 | Отбортовать | 017, 018 | 90 | Снять | 007 |
| 16 | Отрезать | 019, 025 | 91 | Установить | 007 |
| 17 | Править | 009, 019 | 92 | Удалить | 007, 022 |
| 24 | Пробить | 016 |
|
|
|
Примечание. Ключевое слово «штамповать»следует применять при записи содержания операций, выполняемых на штампахсовмещенного или последовательного (совмещенно-последовательного) действия.
| Условный код | Наименование | Условный код | Наименование | ||
| Полное | Сокращенное | Полное | Сокращенное | ||
| 001 | Борт | - | 016 | Окно | - |
| 002 | Выдавка | - | 017 | Отбортовка | Отборт. |
| 003 | Головка (болта) | Гол. | 018 | Отверстие | Отв. |
| 007 | Деталь | Дет. | 019 | Плоскость | Плоек. |
| 008 | Дно | - | 020 | Припуск | Прип. |
| 010 | Жалюзи | - | 021 | Полка | - |
| 009 | Заготовка | Загот. | 022 | Полоса | П-са |
| ОН | Знак | - | 023 | Раструб | Растр. |
| 012 | Конец (пружины) | - | 024 | Ребро | - |
| 014 | Контур | К-р | 025 | Срез | - |
| 015 | Надрез | - | 026 | Углубление | Углуб. |
(Измененная редакция, Изм. № 1).
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ РАЗМЕРОВ, КОНСТРУКТИВНЫХЭЛЕМЕНТОВ ОБРАБАТЫВАЕМЫХ ПОВЕРХНОСТЕЙ И ИХ УСЛОВНЫЕ КОДЫ
| Условный код | Условное обозначение при проектировании | Условный код конструктивных элементов обрабатываемых поверхностей и предметов производства | Применение | |
| ручном | автоматизированном | |||
| 01 | 1 | 1 | 019 | При проектировании операций с выполнением графической части |
| 02 | 1 и 2 | 1 и 2 | 016 | Допускается словосочетание: «Выдерживая размер (ы)» |
| 08 | d = | D = | 018 | Для маршрутного описания операции, при указании размеров с предельными отклонениями |
| 09 | l =, h = | L =, H = | 002 | |
| 10 | l = | L = | 009, 021 | |
| 11 | d =, h = | D =, H = | 017 | Допускается применять совместно со словом «выдерживая» |
| 12 | < a | УГОЛ | 021 | |
| 13 | r = | R = | 009 | |
| 14 | b =, l = | В =, L = | 016, 021 | |
(Измененная редакция, Изм. № 1).
| Часть | Условный код | Наименование дополнительной информации | Условные коды: ключевого слова (для ч. 1): предметов производства и конструктивных элементов обрабатываемых поверхностей (для ч. 2) | |
| полное | сокращенное | |||
| 1 | 01 | п - количество одновременно обрабатываемых конструктивных элементов поверхностей | - | 01-27 |
| 02 | Предварительно | Предв. | 01, 02, 04, 19, 23 | |
| 03 | Окончательно | Оконч. | 26 | |
| 04 | Одновременно | Одновр. | 01-27 | |
| 2 | 10 | Согласно чертежу | Согл. черт. | 01-026 |
| 11 | Согласно эскизу | Согл. эск. | 01-026 | |
| 12 | С базированием по упору | С базир. по упору | 009, 010, 014, 015, 021, 022, 025 | |
| 13 | С базированием по п упорам | С базир. по п упорам | ||
| 14 | С базированием на ловитель | С базир. на лов. | 01, 02, 007, 010, 011, 014, 015-019, 021, 022, 024, 026 | |
| 15 | С базированием на п ловителей | С базир. на п лов. | ||
| 16 | За ход ползуна | За ход полз. | 002, 008, 017, 021, 024 | |
| 17 | За п ходов ползуна | За п ход. полз. | ||
| 18 | За настройку | За настр. | 001, 002, 017, 024 | |
| 19 | За п настроек | За п настр. | ||
| 20 | С прижимом | С приж. | 007, 008, 017 | |
(Измененная редакция, Изм. № 1).
ПРИМЕРЫ ПОЛНОЙ И СОКРАЩЕННОЙ ЗАПИСИ ОПЕРАЦИЙ(ПЕРЕХОДОВ)
| Запись операции (перехода) | |
| полная | сокращенная |
| Выдавить заготовку, выдерживая толщину дна s, стенок s1 и высоту стенок h | Выдавить заготовку, выдерживая размеры 1-3 Выдавить заготовку согласно эскизу |
| Высадить головку на длине l, выдерживая размеры b и h | Высадить головку согласно эскизу |
| Вырубить заготовку, выдерживая размеры b и l | Вырубить заготовку, выдерживая размеры 1, 2 Вырубить заготовку согласно эскизу |
| Вытянуть деталь, выдерживая h, с прижимом | Вытянуть деталь согласно эскизу |
| Гнуть борт на Ð 35°, выдерживая размер h | Гнуть борт согласно эскизу |
| Зачистить окно по контуру, выдерживая размеры b, h | Зачистить окно, выдерживая размеры 1, 2 Зачистить окно согласно эскизу |
| Калибровать отверстие, выдерживая размер d | Калибровать отверстие согласно эскизу |
| Кернить п углублений (центров), выдерживая размеры | Кернить п углублений согласно эскизу |
| Отбортовать окно, выдерживая размеры b, l и h | Отбортовать окно, выдерживая размеры 1-3 Отбортовать окно согласно эскизу |
| Отрезать заготовку, выдерживая размеры b и l по упору | Отрезать заготовку, выдерживая размеры 1 и 2 по упору. Отрезать заготовку согласно эскизу |
| Раздать заготовку с диаметра d до диаметра d1 на длине l | Раздать заготовку согласно эскизу |
| Чеканить на детали знаки, выдерживая размеры | Чеканить на детали знаки согласно эскизу |
СОКРАЩЕНИЯ НАИМЕНОВАНИЙ ОБОРУДОВАНИЯ И ШТАМПОВ
| Полное наименование | Сокращенное наименование |
| Автомат холодновысадочный | Авт. холодновыс. |
| Машина кузнечно-прессовая ротационная | Маш. кузн.-прес. ротац. |
| Пресс винтовой | Пресс-винтов. |
| Пресс чеканочный кривошипно-коленный | Пресс чекан. кривош.-колен. |
| Пресс обрезной кривошипный | Пресс обрезн. кривош. |
| Пресс гидравлический штамповочный | Пресс гидр. штампов. |
| Пресс гидравлический правильный | Пресс гидр. правил. |
| Пресс листогибочный кривошипный | Пресс листогиб. кривош. |
| Пресс-автомат кривошипный листоштамповочный | Пресс-авт. кривош. листоштампов. |
| Пресс гибочно-штамповочный горизонтальный кривошипный | Пресс гиб.-штампов, гориз. кривош. |
| Пресс штамповочный механический двойного действия | Пресс штампов, мех. двойн. действ. |
| Пресс штамповочный механический | Пресс штампов, мех. |
| Пресс штамповочный механический тройного действия | Пресс штампов, мех. тройн. действ. |
| Штамп специальный | Штамп спец. |
| Штамп специализированный | Штамп специализ. |
| Штамп универсальный | Штамп универс. |
| Штамп простого действия | Штамп прост. действ. |
| Штамп последовательного действия | Штамп послед. действ. |