.webp "Новатика")



Нормы распространяются на производство изделий из тяжелых бетонов с применением предварительного пароразогрева смеси, пластифицирующей добавки II-й категории ХДСК-1 и ускорителя твердения НН+ХК (нитрит натрия + хлористый кальций), твердеющих при тепловой обработке.
| Обозначение: | ВСН 65 УССР 2-86 |
| Название рус.: | Технология изготовления изделий из разогретых бетонных смесей с применением химических добавок (пластификатора ХДСК-1, ускорителя твердения НН+ХК) |
| Статус: | действующий |
| Дата актуализации текста: | 01.10.2008 |
| Дата добавления в базу: | 01.02.2009 |
| Дата введения в действие: | 01.07.1986 |
| Разработан: | НИИСП Госстроя УССР Киев, Краснозвездный пр., 51 Харьковский ДСК-1 Минпромстроя УССР Укроргтехстрой Минпромстроя УССР |
| Утвержден: | Минпромстрой УССР (03.04.1986) |
| Опубликован: | НИИСП Госстроя УССР № 1986 |
ВЕДОМСТВЕННЫЕ СТРОИТЕЛЬНЫЕ НОРМЫ
ТЕХНОЛОГИЯИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РАЗОГРЕТЫХ БЕТОННЫХ СМЕСЕЙ С ПРИМЕНЕНИЕМ ХИМИЧЕСКИХДОБАВОК (ПЛАСТИФИКАТОРА ХДСК-1, УСКОРИТЕЛЯ ТВЕРДЕНИЯ НН + ХК)
ВСН 65УССР 2-86
Издание официальное
МИНПРОМСТРОЙ УКРАИНСКОЙ ССР
Содержание
РАЗРАБОТАНЫ - Научно-исследовательским институтомстроительного производства Госстроя УССР - кандидаты техн.наук В.И. Шаврин,С.А. Полонская, инж. Р.А. Цесис;
Харьковским ДСК-1 Минпромстроя УССР - кандидатытехн.наук И.И. Селиванов, В.Г. Братчиков, инженеры В.А. Ильин, А.Н. Плугин,С.Б. Москаленко;
Укроргтехстроем Минпромстроя УССР - канд.техн.наук Л.С. Портной, инж. Р.С. Позняк;
Одесским инженерно-строительным институтомМинвуза УССР - д-р техн.наук В.А. Вознесенский.
ВНЕСЕНЫ НИИСП Госстроя УССР, Харьковским ДСК-1Минпромстроя УССР.
ПОДГОТОВЛЕНЫ К УТВЕРЖДЕНИЮ Главным управлениемпромышленных предприятий Минпромстроя УССР.
| Министерство промышленного строительства УССР (Минпромстрой УССР) | Ведомственные строительные нормы | ВСН 65 УССР 2-86 | |
| Технология изготовления изделий из разогретых бетонных смесей с применением химических добавок (пластификатора ХДСК-1, ускорителя твердения НН + ХК) | |||
| Вводятся впервые |
1.1. Нормы распространяются на производствоизделий из тяжелых бетонов с применением предварительного пароразогрева смеси,пластифицирующей добавки II-й категории ХДСК-1 и ускорителятвердения НН+ХК (нитрит натрия + хлористый кальций), твердеющих при тепловойобработке.
1.2. Нормы разработаны в дополнение и развитие"Общесоюзных норм технологического проектирования предприятий сборногожелезобетона" [1],"Руководства по пароразогреву бетонных смесей при производстве сборногожелезобетона" [2],"Руководства по проектированию технологических линий и бетоносмесительныхузлов предприятий сборного железобетона с использованием предварительногопароразогрева бетонных смесей и химических добавок" [3].
1.3. В основу строительных норм положены результатынаучно-исследовательских и проектно-конструкторских разработок НИИСП ГосстрояУССР, а также опыт промышленного освоения технологии изготовления изделий изразогретых смесей с добавками на Харьковском ДСК-1 Минпромстроя УССР и впроизводственном объединении "Стройиндустрия" Сумоблмежколхозстроя.
| Внесены НИИСП Госстроя УССР и Харьковским ДСК-1 Минпромстроя УССР | Утверждены приказом Минпромстроя УССР от 8 апреля 1986 | Срок введения в действие 1 июля 1986 |
1.4. В нормах изложены основные положения по применениюразогретых смесей с химическими добавками (ХДСК-1 и НН+ХК), требования кматериалам, технологии изготовления изделий из разогретых смесей с добавками,контролю производства и качества изделий, безопасности труда при разогревебетонной смеси и формовании изделий.
1.5. Нормы предназначены для предприятийсборного железобетона, проектных организаций и оргтехстроев.
1.6. При использовании в комплексе с разогревомбетонных смесей пластифицирующей добавки II-й категории ХДСК-1 и ускорителятвердения НН+ХК улучшаются следующие показатели производства железобетонныхизделий (табл. 1).
Таблица 1
| Показатель | Наибольшее достигаемое увеличение или уменьшение показателя. % | ||
| при использовании добавки ХДСК-1 | при использовании добавки НН+ХК | ||
| в кассетно-литьевой технологии (ОК=18-20 см) | в конвейерной, агрегатно-поточной и стендовой технологии | ||
| Продолжительность формования изделий (сокращение) | 40 | - | - |
| Трудоемкость формования (сокращение) | 50 | - | - |
| Энергозатраты на формование (сокращение) | 90 | - | - |
| Продолжительность тепловой обработки изделий (сокращение) | 25 | 20 | 30 |
| Энергозатраты на тепловую обработку (сокращение) | 30 | 20 | 40 |
| Оборачиваемость форм (увеличение) | 20 | - | - |
| Производительность технологической линии (увеличение) | 20 | 15 | - |
| Расход цемента при сохранении неизменными предыдущих показателей (сокращение) | - | 16 | 15 |
При использовании добавки НН+ХК водонепроницаемость бетонаповышается до В-8, улучшается качество поверхности изделий; при использованиидобавки ХДСК-1 в кассетно-литьевой технологии улучшаются условия труда.
Повышению эффективности использованияпластификатора ХДСК-1 способствует применение совместно с ним активнойминеральной добавки - пыли газоочистки при производстве ферросилиция (ПГПФ)(см. рекомендуемое приложение 3).
Применение ПГПФ позволяет дополнительно снизитьрасход цемента на 10%. Повышается связность и однородность литых бетонныхсмесей.
1.7. Освоение технологии изготовления изделий изразогретых смесей с химическими добавками на действующих предприятиях, а такжеразработка проектов реконструкции и перевооружения предприятий стройиндустриидолжны базироваться на технико-экономическом обосновании эффективностиприменения такой технологии в каждом конкретном случае.
1.8. Приготовление бетонной смеси, контроль изготовленияи качества изделий, отформованных из разогретых смесей с добавками ХДСК-1 иНН+ХК, должны производиться в соответствии с требованиями государственныхстандартов, настоящих норм, а также "Инструкции по применению добавкиХДСК-1 в бетонах" [4]и "Руководства по применению химических добавок в бетоне" [6].
1.9. При использовании обычных неразогретыхсмесей с добавками ХДСК-1 и НН+ХК следует руководствоваться положениямиИнструкции [4]и Руководства [5],при использовании разогретых смесей без добавок - положениями Руководства [2].
2.1. В качестве вяжущего может применятьсяпортланд- или шлакопортландцемент марки не ниже 400, удовлетворяющийтребованиям ГОСТ 10178-76.
2.2. Наиболее эффективными являются алитовыецементы, содержащие 50-60 % С3S и неболее 8% С3А
2.3. Применение быстротвердеющих цементов снормированным содержанием С3S приувеличении их водопотребности более чем на 4%, на каждые 10°С повышениятемпературы допускается с обязательной проверкой.
2.4. Запрещается применять цементы с ложнымисроками схватывания, глиноземистые, пластифицированные.
2.5. Вода затворения бетонной смеси должнаудовлетворять требованиям ГОСТ 23732-79.
2.6. Заполнители должны удовлетворятьтребованиям ГОСТ 10268-80 и ГОСТ 8736-77, аПГПФ - требованиям ТУ 14-5-157-83 Минчермета СССР.
2.7. Добавку ХДСК-1 приготавливают всоответствии с инструкцией [4]и с учетом указаний настоящих норм. Натриевая щелочь (НаОН), входящая всостав добавки ХДСК-1, должна удовлетворять требованиям ГОСТ 2263-79, ЛСТ(лигносульфонат технический) - требованиям ОСТ 13-183-83 Минлесбумпрома СССР.Предпочтительным является ЛСТ в сухом виде.
2.8. Добавку НН+ХК приготавливают в соответствиис Руководством [5]и настоящими нормами и совместно с ХДСК-1 не применяют. Нитрит натрия долженудовлетворять требованиям ГОСТ 19906-74,хлористый кальций - ГОСТ 450-77.
2.9. Все материалы для приготовления бетоннойсмеси должны применяться только при наличии заводских сертификатов или паспортови актов лабораторных испытаний.
2.10. Состав бетонной смеси подбираетсязаводской лабораторией и корректируется в соответствии с настоящими нормами.
3.1. Разогретые паром бетонные смеси с добавкамиХДСК-1 и НН+ХК целесообразно применять при формовании изделий в кассетныхустановках, на стендах, и в термоформах. Подвижность смеси при формовании вкассетных установках должна составлять 18-20 см осадки конуса (ОК).Использование добавки НН+ХК допускается для изделий с рабочей ненапрягаемойарматурой.
3.2. Предварительный разогрев бетонных смесейследует предусматривать, если давление пара у места приготовления бетоннойсмеси не менее 0,2 МПа. Регулирование давления осуществляется с помощьюрегулятора давления типа РПД.
3.3. Разогрев бетонной смеси осуществляют набетоносмесительном узле (БСУ) в бетоносмесителях гравитационного действия (рис.1, 2)и принудительного перемешивания в соответствии с Руководством [3],а также в локальных устройствах, расположенных у постов формования. Во всехслучаях производство следует организовывать без привлечения дополнительногообслуживающего персонала.
3.4. Бетонную смесь сдобавкой ХДСК-1 следует разогревать до 50-55°С, с добавкой НН+ХК - до 45-50°С.Параметры разогрева бетонной смеси определяют в соответствии с рекомендуемымприложением 1.При разогреве смеси на ВСУ протяженность подачи ее по транспортерной ленте недолжна превышать 80 м, в бункерах - 100 м, количество перегрузок - не болеетрех. В процессе транспортирования снижение температуры смеси не должнопревышать 8°С в летнее время, 10°С - зимой.
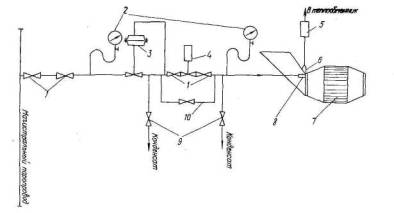
Рис. 1. Схема пароснабжения бетоносмесителяС-302И:
1-задвижка на паропроводе; 2-манометр; 3-регулятор давления; 4-задвижка спневмоприводом; 5-побудитель движения пара; 6-пароотборное устройство;7-бетоносмеситель; 8-паровое сопло; 9-задвижка на линии удаления конденсата изпаропроводов; 10-байпас
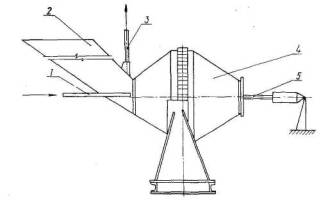
Рис. 2. Схема оборудования бетоносмесителяС-302И для пароразогрева бетонной смеси:
1-паропровод; 2-тракт подачи компонентов бетонной смеси; 3-система отводанесконденсировавшегося пара; 4-барабан смесителя; 5-система затвора отверстиядля выгрузки бетонной смеси
3.5. При разработке технико-экономическогообоснования (ТЭО) для определения возможности применения разогретых смесейдолжны быть выполнены расчеты изменения температуры на всем этапетехнологической обработки (обязательное приложение 1).
4.1. При хранении, приготовлении и дозированиидобавки ХДСК-1 следует руководствоваться указаниями ТУ 65.356-83, ВСН65.09-82 Минпромстроя УССР и настоящих норм. Сухие компоненты добавок ХДСК-1 иНН+ХК хранят в мешках, жидкие компоненты - в отдельных металлических емкостях.
4.2. Рабочие растворы добавок ХДСК-1 и НН+ХКприготавливают в отдельных емкостях из растворов их компонентов. Расход щелочив добавке ХДСК-1 должен обеспечить их 0,8-1%-ную концентрацию в общемколичестве воды затворения, поступающей в бетонную смесь, расход ЛСТ составляет0,2-0,5% от массы цемента в пересчете на сухое вещество и должен уточняться вкаждом конкретном случае в соответствии с Инструкцией [4].
4.3. В составе добавки НН+ХК соотношениекомпонентов (растворов нитрита натрия и хлористого кальция) должно составлять1:1 по массе в пересчете на сухое вещество.
4.4. Расчет содержания компонентов добавокследует производить в соответствии с приложением 2, Инструкцией [4]и Руководством [5].
4.5. Перед приготовлением рабочего раствораводные растворы компонентов обеих добавок должны перемешиваться. Рабочиерастворы добавок должны перемешиваться не реже одного раза в смену.
4.6. Дозирование добавок производят при помощидозаторов, устанавливаемых на БСУ для дозирования воды затворения.
4.7. Рабочие растворы добавок подают в дозаторы,куда доливают остальную воду затворения с учетом конденсата, образующегося впроцессе пароразогрева бетонной смеси (рис. 3,4).
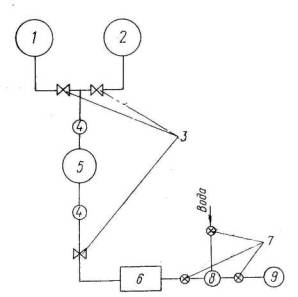
Рис. 3. Схема приготовления и подачи вбетоносмеситель добавки НН + ХК:
1-емкость для нитрита натрия; 2-емкость для хлористого кальция; 3-вентиль;4-насос : 5-емкость для рабочего раствора из НН+ХК; 6-накопительная емкость;7-клапан с пневмоприводом; 8-весовой дозатор воды; 9-бетоносмеситель
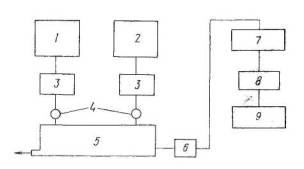
Рис. 4. Схема приготовления и подачи вбетоносмеситель добавки ХДСК-1:
1-склад добавки NaОH; 2-склад добавки СДБ;3-емкость для предварительного растворения твердых компонентов; 4-расходомеррастворов; 5-смеситель растворов; 6-насос; 7-накопительная емкость; 8-дозаторводы; 9-бетоносмеситель
5.1. При одностадийной схеме разогрева бетоннойсмеси на БСУ пар в смеситель следует подавать не ранее чем через 10-15 с послепредварительного перемешивания смеси. Последовательность загрузки компонентовтакая же, как для обычных смесей. Отключение пара производить за 5-7 с довыдачи готового замеса.
5.2. При подборе состава бетона с пароразогревоми химическими добавками следует руководствоваться указаниями работ [2,4,5],а также настоящими нормами.
5.3. Водопотребностьразогретых смесей, включая воду затворения и конденсат, вносимый паром, недолжна превышать более чем на 5% водопотребность неразогретых смесей.
5.4. Продолжительность перемешивания, бетоннойсмеси с одновременным ее разогревом должна соответствовать требованиям ГОСТ 7473-76.
5.5. В холодное время года вода затворения дляприготовления разогретых смесей должна быть подогрета до 60-70°С.
5.6. В системе разогрева бетонной смеси должнобыть предусмотрено удаление конденсата из трубопровода (см. рис. 1).
6.1. Подача разогретой бетонной смеси к постуформования может осуществляться бетоновозными тележками, бетоноукладчиками, потранспортерной ленте. Допустимые изменения температуры и водосодержанияразогретой смеси при любом способе подачи ее к посту формования указаны в пп. 3.4,5.3.
6.2. Кассетные установки и термоформы за 20-30мин до начала формования изделий должны быть подогреты до 40-45°С.
6.3. Формование изделий из разогретых смесей схимическими добавками производят по таким же режимам, как и из обычных смесей.Изделия, отформованные с добавкой ХДСК-1 в кассетных и стендовых формах,целесообразно подвергать повторному вибрированию, примерно через 30 и 60 минпосле окончания формования. Поскольку сроки повторного вибрирования обусловленывидом цемента, водосодержанием и температурой смеси, их следует уточнятьопытным путем для каждого конкретного случая.
6.4. Максимально допустимая удельная продолжительностьформования с учетом операций по установке закладных деталей (при необходимости,после укладки бетонной смеси) и обработке поверхности изделий взависимости от их вида и объема должна находиться в пределах 5 мин/м3для кассетной технологии и 10 мин/м3 для термоформ и стендовойтехнологии.
7.1. Тепловую обработку изделий, изготовленных схимическими добавками, для получения 70% проектной прочности бетонов марок200-300 следует производить по режимам, приведенным в табл. 2.
Таблица 2
| Вид добавки | Температура 1смеси, °С | Предварительное выдерживание, ч | Подъем температуры, ч | Изотермический прогрев + охлаждение, ч |
| ХДСК-1 | 50...55 | 2...2,5 | 2,5...3,0* | (3...4)+1** |
| НН + ХК | 45...50 | - | 3 | 3 + 1 |
|
| 2*** | 2 | 2 + I |
* Для кассетных форм - твердение с подачей пара.
** Для кассетных форм - твердение без подачи пара.
***При технологической необходимости.
7.2. Прогревать изделия с добавкой НН+ХКпредпочтительнее без предварительного выдерживания.
7.3. Рациональная температура изотермическогопрогрева бетона с добавкой ХДСК-1 - 80...85°С, бетона с добавкой НН+ХК -75...80°С для портландских и шлаколортландских цементов.
7.4. При распалубке изделий перепад температурмежду поверхностью изделий и окружающей средой не должен превышать 40°С.
7.5. Конструкции установок для тепловойобработки изделий должны обеспечивать возможность соблюдения необходимыхтепловых режимов.
7.6. Режимы тепловой обработки изделий в каждомконкретном случае уточняются заводской лабораторией.
7.7. Изделия, отформованные из разогретых смесейи твердеющие в кассетных установках, можно подвергать термосному выдерживанию,продолжительность которого определяется по Руководству [2]и корректируется заводской лабораторией по прочности твердеющего бетона.
8.1. Давление пара, подаваемого в смеситель илив подогревающее устройство, должно быть равным 0,2...0,25 МПа.
8.2. Основной исполнительный механизм в системеподачи пара - быстродействующая паровая задвижка с пневмоприводом, котораяможет быть выполнена на основе обычной паровой задвижки.
8.3. При автоматизированной системеприготовления бетонной смеси переоборудование смесителя производят с учетомследующих требований: управление системой пароподачи следует осуществлять спульта дозировщика, на котором, как и на пульте оператора бетоносмесителя,необходимо предусмотреть световую и звуковую сигнализацию о положении паровойзадвижки, возможность автономного закрытия задвижки на паропроводе операторомбетоносмесителя с информированием об этом дозировщика, блокировку дляпредотвращения опрокидывания смесителя и открывания крышки смесителя в периодподачи пара.
8.4. Для предотвращения попаданиянесконденсировавшегося пара в тракты подачи компонентов необходимо установитьпароотвод из участка тракта, расположенного непосредственно у смесителя (см.рис. 1).
8.5. При отсутствии автоматизации процесса приготовлениясмеси управление системой пароподачи следует вывести на пост операторабетоносмесителя.
8.6. Оборудование для приготовления добавкиХДСК-1 должно соответствовать требованиям ВСН 65.09-82 Минпромстроя СССР.
8.7. Жидкие компоненты добавок ХДСК-1 и НН+ХКдолжны храниться в металлических емкостях с водомерными стеклами.
8.8. Растворы компонентов добавок ХДСК-1 и НН+ХКи рабочие растворы добавок должны периодически перемешиваться с помощьювертикально расположенных механических мешалок пропеллерного типа.
8.9. Жидкие компоненты добавок ХДСК-1 и НН+ХК иприготовленные рабочие растворы добавок подают насосами. Запорная арматура исистема транспортирования растворов должны быть химически стойкими.
8.10. ПГПФ должен храниться неувлажненным вцементных емкостях и подаваться на БСУ аналогично цементу.
9.1. Контроль производства и качества изделий,изготавливаемых из разогретых бетонных смесей с добавками ХДСК-1 и НН+ХК,должен осуществляться систематически в соответствии с требованиями действующихстандартов, нормативно-технической и проектно-технологической документации, атакже с учетом особенностей применения химических добавок [5]и технологии горячего формования [2].
9.2. По истечении гарантийного срока хранениядобавок ХДСК-1 и НН+ХК необходимо проверить их соответствие всем показателямдействующих стандартов или технических условий.
9.3. Состав бетона с добавками и расход добавок необходимоуточнять при изменении предприятия-поставщика цемента или добавки, а также приизменении вида и марки цемента.
9.4. Особенности контроля за приготовлением иукладкой бетонной смеси с добавками состоят в систематической проверке не режедвух раз в смену плотности растворов добавок рабочей концентрации и компонентовдобавок в соответствии с [4,5];правильности дозирования растворов добавок и их компонентов; температуры иподвижности разогретой смеси, продолжительности ее транспортирования иформования изделий.
9.5. Дозирование добавок должно производиться сточностью ±2%от расчетного количества.
9.6. Подвижность бетонной смеси должнаконтролироваться в соответствии с ГОСТ 10181.0-81при каждом изменении качества исходных материалов. Пробы для определенияподвижности смеси отбираются и непосредственно после ее выгрузки изподогревающего устройства, и у поста формования.
9.7. Для контроля водосодержания бетонной смесипосле пароразогрева следует высушить 1 кг пробы до постоянной массы притемпературе 105-110°С. Водосодержание смеси определяют по формуле [2];
![]()
где r - плотность бетонной смеси вуплотненном состоянии, кг/м3, определяемая в соответствии с [6];w- влажность смеси в высушенномсостоянии, %; Ц - расход цемента, кг/м3; 0,04 - коэффициент,учитывающий количество воды, химически связанной с цементом во времявысушивания.
9.8. Для предотвращения остывания образцовбетона, отформованных из разогретой смеси, после изготовления их рекомендуетсявыдерживать до начала тепловой обработки в лабораторной камере с температуройна 5-10°С меньше температуры разогрева смеси. Тепловую обработку образцовпроизводят по режимам, принятым для соответствующих изделий.
9.9. Все данные контроля производства и качествабетонной смеси и бетона должны быть зафиксированы в установленном порядке вжурналах с приложением к ним паспортов компонентов бетонной смеси.
10.1. При изготовлении изделий из разогретыхсмесей с добавками ХДСК-1 и НН+ХК должны соблюдаться правила техникибезопасности согласно требованиям СНиП III-4-80, положениям, приведенным в[2,3,4,5],и указаниям настоящего раздела.
10.2. Освещенность мест установки наружныхприборов и узлов системы для разогрева бетонной смеси должна соответствовать СН81-80.
10.3. Лица, обслуживающие установки по разогревубетонных смесей, должны хорошо знать устройство установок и оборудования,правила эксплуатации и технику безопасности. К работе допускаются лица немоложе 18 лет, прошедшие обучение по специальной программе и сдавшие экзаменыквалификационной комиссии, что оформляется приказом по предприятию.
10.4. При пароразогреве бетонной смеси должнабыть предусмотрена система сигнализации с информированием оператора о начале иконце пуска пара в смеситель или в подогревающее устройство.
10.5. Наружные поверхности подогревающегоустройства и паропроводов, имеющие температуру выше 45°С, должны иметь тепловуюизоляцию.
10.6. На паропроводе должен быть аварийныйвентиль, позволяющий перекрыть подачу пара вручную на случай выхода из строяавтоматической системы.
10.7. Все дефекты, обнаруженные во время работыподогревающего устройства, должны заноситься в специальный журнал сдачи иприемки смены.
10.8. При ремонте бетоносмесителя и системыпароразогрева на главном рубильнике и паровой задвижке должны быть вывешенызапрещающие надписи "Не включать, работают люди". Право включенияэлектроэнергии и пара имеет лишь то лицо, которое произвело их отключение.
Параметры разогрева бетонной смеси (количествопара, необходимое для разогрева смеси; количество конденсата, образующегося впроцессе разогрева, а также количество воды, дополнительно вводимое в смесь)определяют расчетным путем. Количество тепла, пара, воды и сыпучих компонентовопределяют из расчета на один цикл (замес). Методика настоящего расчетаразработана с учетом положений [1].
Расход тепла Qc, кДж (за цикл) на нагрев сыпучих составляющих до заданнойтемпературы смеси определяют по формуле
где Gk - массы отдельных сыпучихкомпонентов смеси (песка, щебня, цемента), кг (за цикл); tсм - заданная температурасмеси, °С; tk - начальная температура сыпучихкомпонентов смеси, °С; k - индекс суммирования ( k = 1...3; k = 1 - принадлежит песку, k = 2 -щебню, k = 3 - цементу); Wк - влажность песка или щебня, % по массе.
В зимнее время возможнозамерзание воды, находящейся в заполнителях, и тогда с учетом затрат на нагреви плавление льда
Расход тепла Qв кДж (за цикл) на нагревводы, введенной в бетонную смесь (с учетом конденсата, влаги заполнителей ивлаги, испарившейся при транспортировании), определяют по формуле
где ВР - водосодержание смесипосле пароразогрева, л (за цикл); Gисп - количество воды, испарившейся при транспортировании, л (зацикл); D - расход пара, кг (за цикл); tв - начальная температура воды, вводимой в бетонную смесь, °С.
Количество испарившейся при транспортированииводы подсчитывают по формуле
Gисп = b·F1(0,5·tсм – tср)tтp, (4)
где b - коэффициент испарения, кг/м2ч.°С. Зависит ототносительной скорости движения воздуха w (м/с) и принимается равным 0,16(1 +0,45w); F1- поверхность испарения, м2(принимают равной открытой поверхности транспортной емкости или формы); tср - температура окружающей среды(воздуха), °С; tтp - время транспортирования, ч.
Количество тепла Q2 кДж (за цикл), вносимое в смесь паром, определяют по формуле
где i' - теплосодержание жидкости на линии насыщения, кДж/кг;
r - скрытая теплотапарообразования, кДж/кг;
х - степеньсухости пара.
Теплосодержание, скрытую теплоту парообразованияи плотность пара определяют с помощью таблиц или диаграмм термодинамическихсвойств воды и водяного пара.
Расход пара D , кг (за цикл), определяют изуравнения теплового баланса
Расход воды затворения Висх, л(за цикл), с учетом конденсата, влаги заполнителей и влаги, испаряющейся в процессетранспортирования, определяют по формуле
Диаметр подводимого к смесителю паропровода призаданном времени разогрева смеси определяют по формуле
где g" - плотность сухого насыщенного пара, кг/м3;tр - время разогрева смеси, с.
Снижение температуры смеси, °С, притранспортировании определяют по формуле
где l1, l2 - коэффициенты теплоотдачисоответственно открытой и закрытой поверхностей (для расчетов можно принять l1 = 35 Вт/м2°С, l2= 8-9 Вт/м2°С). При скорости воздуха w более 1 м/с значения коэффициентов при транспортировании смесиумножаются на ![]() ; F2 - поверхность бетонной смеси, закрытая стенками бункера или формы,либо прилегающая к транспортерной ленте, м2; ссм -теплоемкость смеси, Вт.ч/ кг°С (для тяжелых бетонов ссм =0,29-0,31, для керамзитобетонной смеси ссм = 0,31-0,35); gсм - плотность бетонной смеси,кг/м3; V - объем смеси, м3.
; F2 - поверхность бетонной смеси, закрытая стенками бункера или формы,либо прилегающая к транспортерной ленте, м2; ссм -теплоемкость смеси, Вт.ч/ кг°С (для тяжелых бетонов ссм =0,29-0,31, для керамзитобетонной смеси ссм = 0,31-0,35); gсм - плотность бетонной смеси,кг/м3; V - объем смеси, м3.
Пример расчета
Определитьпараметры разогрева бетонной смеси для формования изделий, изготавливаемых поагрегатно-поточной технологии.
Исходные данные
Изделия изготавливают из бетона марки 250 с В/Ц= 0,51 при расходе цемента 451 кг/м3, подвижности смеси OK = 16-18см, плотности 2360 кг/м3. Для приготовления смеси используютпортландцемент марки 400 с нормальной густотой цементного теста, равной 0,27.Бетонную смесь разогревают паром в смесителе гравитационного действияцикличного типа. Объем одного замеса Vзам = 0,75 м3. Расходматериалов на один цикл: песка G1 = 413 кг, щебня G2 = 866 кг, портландцемента G3 = 338 кг. Влажность(по массе): пескаW1 = 2%, щебня W2 = 0,2%. Температура:заполнителей t1,2 = +5°С, цемента t3 = +15°C, воды tв = +35°С. Время разогрева смеси tр = 100 с. К посту формования смесь доставляют по транспортернойленте длиной l = 80 м. Скорость ленты w = 0,8 м/с. Температура окружающейсреды 15°С. Смесь располагается на ленте шириной d = 0,3 м со средней толщиной h = 0,02 м. Температура разогрева смеси55°С принята в соответствии с настоящими нормами, а Вр = 183л за цикл, определяется по методике, приведенной в [1].Давление подводимого к смесителю пара P = 0,25 МПа. Степень сухости пара x = 0,85; g" = 1,36 кг/м3;i' = 533 кДж/кг; r = 2185 кДж/кг.
Расчет
Определяем расход тепла на нагрев сыпучих материаловпо формуле (1)
Qc = 0,9·[413(55-5) + 866(55-5) + 338(55-15)] +0,042[2·413·(55-5) + 0,2·866·(55-5)] = 71821 кДж за цикл.
Определяем потери влаги из разогретой бетонной смесив процессе транспортирования по формуле (4).
Коэффициент испарения
b = 0,16(1 + 0,45´0,8) = 0,217 кг/м2ч.°С.
Условная длина участка транспортера, занимаемаяданным замecoм,
![]()
Поверхность испарения слоя бетонной смеси наленте принимают равной сумме боковых и верхней поверхностей:
F1 = lyd +2hly = 125·0,3 + 2·0,02·125= 42,5 м2
Длительность транспортирования
![]()
Gисп = 0,217·42,5·(0,5·55 - 15)·0,0277 =3,19 кг.
Определяем расход тепла на нагрев водызатворения по формуле (3)
![]()
Приход тепла с паром Q2 определяем по формуле (5) с использованием таблиц либо диаграммтермодинамических свойств воды и водяного пара;
![]() за цикл.
за цикл.
Из уравнения теплового баланса (6) определяем расход пара;
1830D = 14800 - 73D + 71821;
D = 45,5 кг за цикл.
Находим расход воды затворения Висх, с учетом конденсата и воды,содержащейся в заполнителях, по формуле (7)
Висх= 183 - 0,01(2·413 + 0,2·866) + 3,19 - 45,5/1,15 = 136,6 л за цикл.
Диаметр паропровода к смесителю
![]()
Снижение температуры смеси при транспортированиипо ленте
![]()
Для выполнения расчетов на стадии составленияТЭО ориентировочные значения расхода пара и продолжительности разогрева для различныхтемператур бетонной смеси представлены в таблице.
Ориентировочные значения продолжительности разогрева бетонной смесии требуемого расхода пара
| Длительность подачи пара, с | Температура разогрева бетонной смеси, °С | Расход пара при объеме замеса | Длительность подачи пара, с | Температура разогрева бетонной смеси, С | Расход пара при объеме замеса |
| Давление пара - 0,2 МПа | Давление пара - 0,25 МПа | ||||
| 85 122 | 45 | 25 36 | 58 84 | 45 | 25 36 |
| 99 143 | 50 | 29 42 | 68 98 | 50 | 29 42 |
| 115 163 | 55 | 34 48 | 79 112 | 55 | 34 48 |
| 129 183 | 60 | 38 54 | 88 126 | 60 | 38 54 |
| 142 203 | 65 | 42 60 | 98 140 | 65 | 42 60 |
| 156 223 | 70 | 46 66 | 106 154 | 70 | 46 66 |
Примечания:
1. В таблице приняты: скорость движения пара - 30 м/с; степень сухости пара -0,9; диаметр паропровода - 100 мм; начальная температура сухих компонентовсмеси -10 °С, воды - 60-70 °С; удельная теплоемкость смеси - 1 кДж/кг°С.
2. В зимних условиях для определения расхода пара и времени разогрева смеситемпературу разогрева условно принимают на 5 °С выше требуемой.
3, Теплопотери учтены в размере 15 %.
4. Значения в таблице, приведенные над чертой, относятся к замесу объемом 0,7 м3,под чертой - к замесу объемом 1 м3.
Исходные данные
Расход цемента - 300 кг; расход добавки - 2,8%от массы цемента в переводе на сухое вещество, т.е. по 1,4% от массы цемента каждоговещества; плотность раствора НН по ареометру – 1,214; ХК - 1,362 г/см3.
В соответствии с табл. 1 содержание сухогохлористого кальция в 1 л раствора - 0,468 кг/л, по табл. 2 содержание сухого нитрита натрия в 1 л раствора - 0,364 кг/л.
Таким образом, каждого компонента добавки Дв сухом веществе необходимо использовать:
![]()
В соответствии с выполненным расчетом расходраствора хлористого кальция составит 9 л; нитрита натрия - 11,5 л.
При определении количества воды затворениянеобходимо учитывать содержание воды в водных растворах компонентов иконденсат, образующийся в процессе пароразогрева бетонной смеси.
В таблицах 1 и 2приведены показатели содержания хлорида кальция и нитрита натрия в растворах, втабл. 3- дозировки нитрита натрия и хлористого кальция для некоторых расходовпортландцемента М400.
Содержание хлорида кальция в растворах
| Концентрация раствора, % | Плотность раствора при 20 °С, г/см3 | Содержание безводного СаСl2 ,кг | |
| в 1 л раствора | в 1 кг раствора | ||
| 10 | 1,084 | 0,108 | 0,10 |
| 15 | 1,130 | 0,170 | 0,15 |
| 20 | 1,178 | 0,236 | 0,20 |
| 25 | 1,228 | 0,307 | 0,25 |
| 30 | 1,282 | 0,385 | 0,30 |
| 35 | 1,362 | 0,468 | 0,35 |
Содержание нитрита натрия в растворах
| Концентрация раствора, % | Плотность раствора при 20 °С, г/см3 | Содержание безводного NаNO2 ,кг | |
| в 1 л раствора | в 1 кг раствора | ||
| 10 | 1,065 | 0,106 | 0,10 |
| 15 | 1,099 | 0,164 | 0,15 |
| 20 | 1,137 | 0,227 | 0,20 |
| 25 | 1,176 | 0,293 | 0,25 |
| 30 | 1,214 | 0,364 | 0,30 |
| 35 | 1,256 | 0,440 | 0,35 |
Дозировки нитрита натрия и хлористого кальция для приведенныхрасходов портландцемента М 400
| Расход цемента, кг/м3 | Компоненты добавки | Расход компонентов добавки | ||||
| сухого вещества кг | % от массы цемента | при концентрации 25 %, л | при концентрации 30 %, л | при концентрации 35 %, л | ||
| 250 | НН | 3,5 | 1,4 | 12,0 | 9,6 | 8,0 |
| ХК | 3,5 | 1,4 | 11,4 | 9,1 | 7,5 | |
| 300 | НН | 4,2 | 1,4 | 14,3 | 11,5 | 9,5 |
| ХК | 4,2 | 1,4 | 13,7 | 10,9 | 9,0 | |
| 350 | НН | 4,7 | 1,4 | 16,2 | 11,2 | 10,8 |
| ХК | 4,7 | 1,4 | 15,3 | 12,2 | 10,0 | |
| 400 | НН | 5,6 | 1,0 | 19,1 | 15,4 | 12,7 |
| ХК | 4,5 | 1,0 | 14,7 | 11,7 | 9,6 | |
| 450 | НН | 4,5 | 1,0 | 15,3 | 12,4 | 10,2 |
| ХК | 4,5 | 1,0 | 14,7 | 11,7 | 9,6 | |
| 500 | НН | 5,0 | 1,0 | 17,0 | 13,7 | 11,4 |
| ХК | 5,0 | 1,0 | 16,2 | 10,9 | 10,7 | |
Влияние добавок ХДСК-1 и ПГПФ на прочность бетона*
| в/ц | Количество добавок % от массы цемента | Подвижность смеси, см ОК | Предел прочности при сжатии после тепловой обработки, МПа | ||
| ПГПФ | ХДСК-1 | через 4 ч | через 28 суток | ||
|
| Температура изотермического прогрева 85°С | ||||
| 0,55 | - | - | 5 | 17,5 | 26,7 |
| 0,45 | - | 0,35 | 17 | 19,5 | 31,4 |
| 0,55 | 15 | 0,38 | 17 | 34,3 | 37,2 |
|
| Температура изотермического прогрева 55°С | ||||
| 0,55 | 15 | 0,38 | 17 | 17,5 | 31,0 |
*Портландцемент М400 Балаклеевскогоцементно-шиферного комбината, расход цемента 430 кг/м3, бетон М250.
Влияние добавок ХДСК-1 и ПГПФ на прочность бетона при различнойпродолжительности выдерживания изделий перед тепловой обработкой*
| В/Ц | Количество добавок, % от массы цемента | ОК, см | Длительность предварительного выдерживания, ч | Прочность через 4 ч после ТО, % от прочности при 6 ч выдержке | |
| ПГПФ | ХДСК-1 | ||||
| 0,55 | - | - | 5 | 4 | 100 |
|
|
|
|
| 2 | 95 |
|
|
|
|
| 0 | 92 |
| 0,45 | - | 0,35 | 17 | 4 | 100 |
|
|
|
|
| 2 | 88 |
|
|
|
|
| 0 | 73 |
| 0,55 | 15 | 0,38 | 17 | 4 | 100 |
|
|
|
|
| 2 | 96 |
|
|
|
|
| 0 | 92 |
*ПортландцементМ400 Балаклеевского цементно-шиферного комбината, расход цемента 430 кг/м3,бетон М250.
1. Минстройматериалов СССР.Общесоюзные нормы технологического проектирования предприятий сборногожелезобетона, ОНТП-7-80.- М.:, Минстройматериалов СССР, 1981,- 45 с.
2. НИИЖБ Госстроя СССР. Руководствопо пароразогреву бетонных смесей при производстве сборного железобетона. - М.:Стройиздат, 1978,- 48 с.
3. Минсельстрой СССР.Руководство по проектированию технологических линий и бетоносмесительных узловпредприятий сборного железобетона с использованием предварительногопароразогрева бетонных смесей и химических добавок. - М.: ЦНИИЭПсельстройМинсельстроя СССР, 1982,- 75 с.
4. Минпромстрой СССР.Инструкция по применению добавки ХДСК-1 в бетонах, ВСН 65.09-82, - Тула: КТИМинпромстроя СССР, 1982,- 22 с.
5. НИИЖБ Госстроя СССР. Руководствопо применению химических добавок в бетоне. - М.: Стройиздат, 1981,- 54 с.
6.А.П.Чехов, А.М.Сергеев, Г.Д.Дибров. Справочник по бетонам и растворам. -Киев;Буд1вельник, 1983,- 214 с.