




Рекомендация распространяется на наборы принадлежностей к плоскопараллельным концевым мерам длины, выпускаемые по ГОСТ 4119 и устанавливает методику их первичного (при эксплуатации) контроля.
| Обозначение: | МИ 2066-90 |
| Название рус.: | Рекомендация. ГСИ. Наборы принадлежностей к плоскопараллельным концевым мерам длины. Методика контроля |
| Статус: | действует |
| Заменяет собой: | ГОСТ 8.360-79 «ГСИ. Наборы принадлежностей к плоскопараллельным концевым мерам длины. Методы и средства поверки» |
| Дата актуализации текста: | 05.05.2017 |
| Дата добавления в базу: | 01.10.2014 |
| Дата введения в действие: | 01.02.1991 |
| Утвержден: | ВНИИизмерения |
| Ссылки для скачивания: |
СРЕДСТВА
КОНТРОЛЯ
И ИЗМЕРЕНИЙ ЛИНЕЙНЫХ И
УГЛОВЫХ РАЗМЕРОВ
Методики контроля и поверки
|
6 |
Меры |
Москва 1991
ПЕРЕЧЕНЬ КНИГ
методик контроля и поверки
Книга 1 Калибры
Книга 2 Микрометрические приборы
Книга 3 Штангенинструмент
Книга 4 Головки измерительные, индикаторы и индикаторные приборы
Книга 5 Приборы для угловых измерений
Книга 6 Меры
Книга 7 Поверочный инструмент
Составители: отдел стандартизации ВНИИизмерения.
Методики контроля и поверки (МИ) средств контроля и измерений (СКИ), выпускаемые специализированными заводами Минстанкопрома СССР, сгруппированы по видам СКИ в сборнике из семи книг. В это издание вошли в основном все МИ, утвержденные на конец 1990 г.
Сборники дополнены техническими характеристиками СКИ, выпускаемых по техническим условиям (ТУ), что создает условия контроля, поверки при отсутствии ТУ.
Порядок введения МИ на предприятии в соответствии с РД 50-661-88.
В книге 6 сборника помещены методики поверки, контроля и метрологической аттестации плоскопараллельных концевых мер длины, призматических мер плоского угла, образцовых колец и принадлежностей к плоскопараллельным концевым мерам длины.
Данный сборник МИ предназначен для метрологических служб предприятий и организаций отраслей машиностроения и органов Госстандарта.
РЕКОМЕНДАЦИЯ
|
НАБОРЫ
ПРИНАДЛЕЖНОСТЕЙ К Методика контроля |
МИ 2066-90 |
Дата введения 01.02.91
Настоящая рекомендация распространяется на наборы принадлежностей (далее - принадлежности) к плоскопараллельным концевым мерам длины (далее - меры), выпускаемые по ГОСТ 4119 и устанавливает методику их первичного и периодического (при эксплуатации) контроля.
1.1. При проведении контроля выполняют следующие операции:
Таблица
Примечание. Контроль отклонения от прямолинейности рабочих поверхностей линеек типа ЛТ класса точности 1 длиной 200 мм по ГОСТ 8026 осуществляют по методике, изложенной в МИ 1729.
2.1. При проведении контроля следует применять средства контроля, указанные ниже:
плоскопараллельные концевые меры длины класса точности 1; 2 и 3 по ГОСТ 9038;
специальный динамометр (приложение 1);
микроинтерферометр типа МИИ-4 по ТУ 3-3.1445 или профилограф-профилометр по ГОСТ 19300;
образцы шероховатости по ГОСТ 9378 или детали-образцы с параметрами Ra по ГОСТ 4119;
плоская стеклянная нижняя пластина ПИ60; ПИ80 класса точности 2 по ГОСТ 2923;
поверочная линейка типа ЛД класса точности 0 длиной 125 мм по ГОСТ 8026;
головка измерительная (микрокатор) по ГОСТ 6993 или оптикатор по ГОСТ 10593 (или вертикальный оптиметр);
стойка для измерительных головок типа C-1 по ГОСТ 10197;
специальный наконечник (см. приложение 2);
плоскопараллельные концевые меры длины 4-го разряда по МИ 1604;
микроскоп типа ДИП1 или инструментальный микроскоп типа БМИ, или двухкоординатный измерительный прибор ДИП-3 с пределом допускаемой погрешности ± 0,003 мм.
2.2. Допускается применение средств контроля, не приведенных в п. 2.1, но удовлетворяющих требованиям настоящей рекомендации.
3.1. При подготовке к проведению контроля должны быть соблюдены требования пожарной безопасности при работе с легковоспламеняющимися жидкостями, используемыми для промыва поверхности от смазки.
3.2. При проведении контроля должны быть соблюдены следующие требования безопасности:
безопасность производственного оборудования - по ГОСТ 12.2.003;
пожарная безопасность - по ГОСТ 12.1.004.
4.1. Контроль принадлежностей проводят в помещении при температуре окружающего воздуха (20 ± 2) °С, относительной влажности (60 ± 20) %.
4.2. Перед проведением контроля принадлежности промывают бензином по ГОСТ 1012 или бензином-растворителем по ГОСТ 443, протирают чистой салфеткой и выдерживают на плите не менее 10 ч.
5.1. При проведении внешнего осмотра устанавливают соответствие принадлежностей требованиям ГОСТ 4119 в части комплектности, маркировки, отсутствия на поверхностях принадлежностей дефектов; механических повреждений и коррозии, влияющих на работу принадлежностей.
5.2. При опробовании устанавливают надежность крепления блоков концевых мер в державках и стяжках, плавность перемещения зажимной планки, соответствие маркировки на державках закрепляемых в ней размерам концевых мер и блоков.
Усилие зажатия блока в державке и стяжках контролируют динамометром при первичном контроле. Усилие должно соответствовать указанному в ГОСТ 4119.
5.3. Шероховатость поверхностей боковиков и вкладышей основания, соприкасающихся с измерительными поверхностями концевых мер или с поверхностями измеряемых изделий, контролируют при помощи микроинтерферометра или профилографа-профилометра. Остальные поверхности контролируют с помощью образцов шероховатости.
Требования к притираемости должны соответствовать указанным в ГОСТ 4119.
5.5. Отклонение от плоскостности рабочих поверхностей радиусных, центрового и чертильного боковиков контролируют плоской стеклянной пластиной, опорных поверхностей основания контролируют лекальной линейкой, сравнивая зазор с «образцом просвета», составленным из плоскопараллельных концевых мер длины 1-го класса точности, притертых к плоской стеклянной пластине, и лекальной линейки. Отклонение от плоскостности не должно превышать допуска, плоскостности по ГОСТ 4119.
5.6. Отклонение от плоскопараллельности плоскопараллельных боковиков контролируют на ребристом столике стойки с оптикатором (или вертикальном оптиметре) в шести точках боковиков по периметру на расстоянии 1 мм от краев и в 7-й точке по середине рабочей поверхности. Наибольшая разность показаний в контролируемых точках не должна превышать допуска плоско параллельности по ГОСТ 4119.
5.7. Отклонение от параллельности образующей измерительной цилиндрической поверхности радиусного боковика и поверхности, соприкасающейся с концевой мерой контролируют оптикатором в стойке (или вертикальным оптиметром) или микрокатором и специальным наконечником (см. приложение 2).
Наконечник приводят в соприкосновение с цилиндрической поверхностью боковика до появления светового зайчика в среднем положении шкалы. Перемещая боковик, снимают показания в трех точках α, α1, α2 по образующей (см. чертеж).
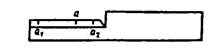
Отклонение от параллельности вычисляют как наибольшую разность снятых показаний, которое не должно превышать допуска параллельности по ГОСТ 4119.
5.8. Расстояние и отклонение от параллельности рабочих поверхностей вкладыша и опорной поверхности основания определяют микрокатором или оптикатором, установленном в стойке, с использованием плоскопараллельной концевой меры 2-го класса точности в шести точках по периметру измерительной поверхности вкладыша на расстоянии 1 мм от краев.
Наибольшее расстояние и отклонение от параллельности в контролируемых точках не должно превышать значений указанных в ГОСТ 4119.
5.9. Отклонение суммарного рабочего размера парных радиусных и плоскопараллельных боковиков определяют установленным в стойке оптикатором или микрокатором (или вертикальным оптиметром) с использованием концевых мер длины размером равным номинальному размеру боковика. Каждый боковик измеряют в трех сечениях - в среднем и двух крайних вдоль образующей измерительной поверхности.
За отклонение суммарного размера парных боковиков в каждом сечении принимается сумма показаний оптикатора в этом сечении при измерении двух парных боковиков.
Наибольшее отклонение суммарного размера парных радиусных и плоскопараллельных боковиков при первичном контроле не додано превышать допуска суммарного размера по ГОСТ 4119.
Допускаемое отклонение номинального суммарного размера парных радиусных боковиков, выпускаемых после ремонта и находящихся в эксплуатации, не должно превышать значений:
± 1 мкм - для суммарного размера боковиков 4 мм;
± 2 мкм - -«- от 10 до 30 мм.
5.10. Смещение вершины конуса центрового боковика относительно плоскости, соприкасающейся с мерой, контролируют на универсальном измерительном микроскопе с приспособлением (см. приложение 3) и без него. При контроле смещения вершины конуса центрового боковика относительно плоскости, соприкасающейся с мерой, без приспособления центровой боковик устанавливают на стол микроскопа так, чтобы рабочая поверхность его была расположена параллельно продольному движению стола, совмещают горизонтальную и пунктирную линию с изображением плоскости, соприкасающейся с мерой, и снимают первое показание по поперечной шкале микроскопа, затем совмещают крест нитей штриховой сетки с вершиной конуса, снимают второе показание по той же шкале.
Разность снятых показаний будет равна смещению вершины конуса, которое не должно превышать указанного в ГОСТ 4119.
Одновременно со смещением вершины конуса контролируют притупление острия центрового и чертильного боковиков, которое не должно превышать указанного в ГОСТ 4119.
6.1. Положительные результаты первичного контроля наборов принадлежностей изготовитель оформляет записью в паспорте.
6.2. Положительные результаты ведомственного периодического контроля наборов принадлежностей оформляют в порядке, установленном ведомственной службой.
6.3. Наборы принадлежностей, не удовлетворяющие требованиям настоящей рекомендации и ГОСТ 4119, к выпуску и применению не допускают. Свидетельства о контроле аннулируют.
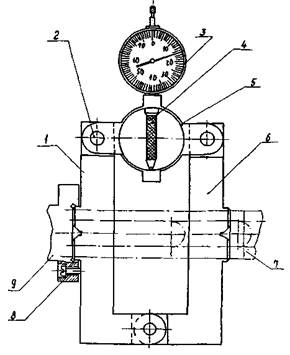
1 - рычаг левый; 2 - штифт; 3 - индикатор; 4 - наконечник; 5 - стойка-пружина; 6 - рычаг правый; 7 - державка; 8 - винт; 9 - упор
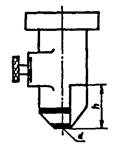
Наконечник типа НГ диаметром 3 мм со срезом h = 17 мм
Описание и принцип действия приспособления для контроля смещения вершины конуса центровых боковиков
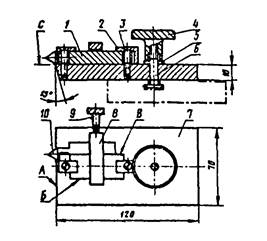
1 - плоскопараллельная концевая мера длины по ГОСТ 9038 2-го класса точности длиной 20 мм; 2 - прижимная планка; 3 - винт; 4 - гайка; 5 - шайба; 6 - болт; 7 - основная планка; 8 - струбцина; 9 - прижимной винт; 10 - контролируемый центровый боковик
Измерительные поверхности Б и В концевой меры должны быть перпендикулярны рабочему ребру А и поверхности С основной планки.
Приспособление состоит из планки, крепящейся в пазу микроскопа. Одна из сторон планки имеет прямолинейный скос и служит для её установки параллельно продольному ходу стола. На планке закрепляют концевую меру, измерительные поверхности которой параллельны стороне планки со скосом.
Центровой боковик прикладывают рабочей плоскостью к концевой мере и закрепляют струбциной, винт которой упирается в нерабочую плоскость боковика. Профиль конуса боковика совмещают с линиями штриховой сетки, составляющими угол 60°, и снимают первое показание α1 по поперечной шкале микроскопа.
Затем боковик прикладывают к другой измерительной поверхности концевой меры и снимают второе показание α2.
Смещение вершины конуса боковика в мм подсчитывается по формуле
![]()
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАНЫ Всесоюзным научно-исследовательским и конструкторским институтом средств измерения в машиностроении (ВНИИизмерения)
Исполнитель
Анфимова Н.Г.
2. ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ ВНИИизмерения
УТВЕРЖДЕНЫ ВНИИизмерения
ВВЕДЕНЫ В ДЕЙСТВИЕ
3. ВЗАМЕН ГОСТ 8.360-79
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта |
|
ГОСТ 12.1.004-85 |
|
|
ГОСТ 12.2.003-74 |
|
|
ГОСТ 443-76 |
|
|
ГОСТ 1012-72 |
|
|
ГОСТ 2923-75 |
|
|
ГОСТ 4119-76 |
|
|
ГОСТ 8026-75 |
|
|
ГОСТ 9038-83 |
|
|
ГОСТ 9378-75 |
|
|
ГОСТ 10197-70 |
|
|
ГОСТ 10593-74 |
|
|
ГОСТ 13837-79 |
|
|
ГОСТ 19300-86 |
|
|
МИ 1604-84 |
|
|
МИ 1729-87 |
|
4. Условия контроля и подготовка к нему. 3 6. Оформление результатов контроля. 4 Приложение 1. Специальный динамометр. 5 Приложение 2. Наконечник типа нг диаметром 3 мм со срезом h = 17 мм.. 5 |
