



Стандарт распространяется на металлические бесшовные и сварные трубы круглого сечения с толщиной стенки не более 9,0 мм и диаметром трубы не более 150 мм и устанавливает метод испытания на раздачу при температуре (20±10) °С.
| Обозначение: | ГОСТ 8694-75* |
| Название рус.: | Трубы. Метод испытания на раздачу |
| Статус: | действующий (Переиздание с изменением.) |
| Заменяет собой: | ГОСТ 8694-58 |
| Дата актуализации текста: | 01.10.2008 |
| Дата добавления в базу: | 01.02.2009 |
| Дата введения в действие: | 01.01.1977 |
| Утвержден: | Госстандарт СССР (23.12.1975) |
| Опубликован: | ИПК Издательство стандартов № 1998 |
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБЫ
Метод испытания на раздачу
ГОСТ 8694-75*
(СТ СЭВ 480-77)
Москва
ИПКИЗДАТЕЛЬСТВО СТАНДАРТОВ
1998
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| ТРУБЫ Метод испытания на раздачу Tubing. Expansion testing method | ГОСТ (CT СЭВ 480-77) Взамен |
ПостановлениемГосударственного комитета стандартов Совета Министров СССР от 23.12.75 № 3980 датавведения установлена
01.01.77
Ограничение срока действия снято ПостановлениемГосстандарта от 10.09.92 № 1152
Настоящий стандарт распространяется на металлические бесшовные исварные трубы круглого сечения с толщиной стенки не более 9,0 мм и диаметромтрубы не более 150 мм и устанавливает метод испытания на раздачу притемпературе (20±10) °С.
Стандарт соответствует требованиям рекомендации СЭВ постандартизации PC 68-63 и рекомендации ИСО Р 166.
Стандарт полностью соответствует СТ СЭВ 480-77 в части испытанияна раздачу.
(Измененная редакция, Изм. №1).
1.1. При испытании на раздачупредусматриваются следующие обозначения:
- начальный наружный диаметробразца, мм - D;
- конечный наружный диаметробразца, мм - DH;
- начальная толщина стенкиобразца, мм - a;
- длина образца, мм - L;
- угол конусности оправки,град. - b;
- величина раздачи, % - X;
- диаметр цилиндрической частиоправки, мм - d.
(Измененная редакция, Изм. №1).
2.1. Для испытания труб нараздачу применяют образцы в виде патрубка, отрезанного от конца трубы, длиной L»2D, если угол оправки до 30° и L»1,5D, если угол оправки более 30°,но не менее 50 мм.
2.2. Допускается применять иболее короткие образцы при условии, что цилиндрический участок, оставшийсяпосле раздачи, будет больше, чем 0,5 наружного диаметра трубы.
2.3. Плоскость реза должна бытьперпендикулярна к продольной оси трубы. Заусенцы на кромках образца должны бытьудалены.
2.4. Испытание можетпроводиться непосредственно на трубе. Конец трубы, подлежащий испытанию, долженнаходиться в плоскости, перпендикулярной оси трубы.
2.5. Допускается удалениевнутреннего грата на образцах, отобранных от сварных труб, методом, неизменяющим свойства материала труб и сварного шва.
2.6. Измерение наружногодиаметра образца до и после испытаний проводят с погрешностью не более 0,05 ммпри диаметре трубы до 20 мм включительно и с погрешностью не более 0,1 мм придиаметре трубы свыше 20 мм.
3.1. Для испытания применяютоправки с углом конусности 30; 45; 60; 90; 120°.
Примечания:
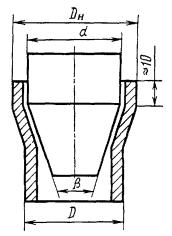
1. Допускается применять оправки с углами конусности6 и 12°.
2. Допускается применятьоправки с цилиндрической частью (черт. 1).В этом случае диаметр цилиндрической части d в миллиметрах вычисляют по формуле
![]()
Черт. 1
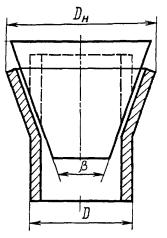
Черт. 2
3.2. Рабочая поверхностьоправки должна иметь твердость HRC³50, параметры шероховатостиповерхности не ниже Rz=20 мкм по ГОСТ 2789-73и при испытании должна быть покрыта консистентной смазкой.
3.3. При испытании недопускается вращательное движение оправки или образца. Скорость внедренияоправки в образец при разногласиях в оценке качества испытания должна быть 20-50 мм/мин.
3.4. Испытание проводят плавнойраздачей конца образца оправкой с заданным углом конусности до получения у торцаобразца заданного наружного диаметра DH (черт. 2).
4.1. Признаком того, чтообразец выдержал испытание, служит отсутствие на нем после раздачи на заданнуювеличину трещин или надрывов с металлическим блеском, определяемых визуально.
4.2. Величину раздачи (X) в процентах вычисляют поформуле
![]()
Округление вычисленной величины раздачи проводят до 0,5%.
В протоколе испытания следует указать:
- материал и размеры трубы;
- полученные результаты.
Разд. 5. (Введен дополнительно, Изм. № 1).
СОДЕРЖАНИЕ