В инструкции изложены указания по монтажу:
цеховых электрических сетей переменного тока напряжением до 1000 В, выполняемых комплектными магистральными и распределительными шинопроводами , комплектными троллейными и осветительными шинопроводами, а также открытыми шинопроводами (магистралями из алюминиевых шин);
электрических сетей общепромышленных установок постоянного тока напряжением до 1200 В, выполняемых комплектными шинопроводами постоянного тока.
| Обозначение: | ВСН 363-76 |
| Название рус.: | Инструкция по монтажу шинопроводов напряжением до 1000 В |
| Статус: | не действующий (Отменен письмом Ассоциации "Росэлектромонтаж" от 25.07.2007 № 1-07/34) |
| Заменяет собой: | МСН 228-70 «Инструкция по монтажу магистральных шинопроводов» (ММСС СССР) ВСН 298-72 «Временная инструкция по монтажу троллейных шинопроводов ШТМ70» (ММСС СССР) МСН 213-69 «Временная инструкция по монтажу осветительных шинопроводов ШОС67» (ММСС СССР) |
| Заменен: | Инстpукция «Инструкция по монтажу шинопроводов переменного тока напряжением до 1000 В, постоянного тока напряжением до 1200 В» (Концерн "Электромонтаж" 1993) |
| Дата актуализации текста: | 01.10.2008 |
| Дата добавления в базу: | 01.02.2009 |
| Дата введения в действие: | 01.01.1977 |
| Разработан: | ВНИИПроектэлектромонтаж 107082, Москва, Б.Почтовая, 26в, ВНИИпроектэлектромонтаж Минмонтажспецстроя СССР |
| Утвержден: | Минмонтажспецстрой СССР (30.06.1976) |
| Опубликован: | ЦБНТИ Минмонтажспецстроя № 1977 |
МИНИСТЕРСТВОМОНТАЖНЫХ И СПЕЦИАЛЬНЫХ
СТРОИТЕЛЬНЫХ РАБОТ СССР
УТВЕРЖДАЮ:
зам. министрамонтажных
и специальныхстроительных
работ СССР
30 июня 1976 г.
ИНСТРУКЦИЯ
ПО МОНТАЖУ ШИНОПРОВОДОВ
НАПРЯЖЕНИЕМ ДО 1000 В
ВСН 363-76
ММСС СССР
Москва 1977
Изложенатехнология монтажа комплектных шинопроводов переменного и постоянного тока,выпускаемых заводами Главэлекромонтажа, а также вопросы монтажа открытыхшинопроводов (магистралей из алюминиевых шин).
Даны указания помонтажу шинопроводов при конвейерном методе сборки блоков покрытияпроизводственных зданий.
С выходомнастоящей инструкции отменяются «Инструкция по монтажу магистральныхшинопроводов» МСН 228-70/ММСС СССР; «Временная инструкция по монтажу троллейныхшинопроводов ШТМ70» ВСН 298-72/ММСС СССР; «Временная инструкция по монтажуосветительных шинопроводов ШОС67» МСН 213-69/ММСС СССР.
Инструкцияразработана ВНИИпроектэлектромонтажем и предназначена для инженерно-техническихработников и квалифицированных рабочих электромонтажных организаций МинмонтажспецстрояСССР.
Составители: Г.Л. Родионов, В. Л. Томашпольский
| Минмонтажспецстрой СССР | Ведомственные строительные нормы | ВСН 363-76 ММСС СССР |
|
| Взамен | |||
| Инструкция по монтажу шинопроводов напряжением до 1000 В | |||
| ВСН 298-72 ММСС СССР |
| ||
| МСН 213-69 ММСС СССР |
|
1.1. В настоящейинструкции изложены указания по монтажу:
цеховыхэлектрических сетей переменного тока напряжением до 1000 В, выполняемых комплектнымимагистральными и распределительными шинопроводами (ГОСТ 6815-70), комплектнымитроллейными и осветительными шинопроводами, а также открытыми шинопроводами(магистралями из алюминиевых шин);
электрическихсетей общепромышленных установок постоянного тока напряжением до 1200 В,выполняемых комплектными шинопроводами постоянного тока (ГОСТ 19263-73).
1.2. Винструкции учтены комплектные шинопроводы постоянного и переменного тока всехмодификаций, освоенные и выпускаемые заводами треста ЭлектромонтажконструкцияГлавэлектромонтажа Минмонтажспецстроя СССР, по состоянию на 1 января 1975 г.
1.3.В связи с отсутствием различий в технологии монтажа комплектных магистральныхшинопроводов переменного и постоянного тока указания по монтажу этихшинопроводов объединены в подразделе «Магистральные шинопроводы переменного ипостоянного тока» (пп. 2.16-2.53).
| Внесены ВНИИпроектэлектромонтажем | Утверждены Минмонтажспецстроем СССР 30 нюня 1976 г. | Срок введения 1 января 1977 г. |
2.1. Комплектнымшинопроводом называется устройство, предназначенное для передачи ираспределения электроэнергии, состоящее из голых или изолированных шинразличного профиля, заключенных в защитную оболочку, со всеми относящимися кнему ответвительными устройствами, поддерживающими и крепежными конструкциями.
2.2. Поназначению комплектные шинопроводы подразделяются на следующие группы:
магистральные,предназначенные для передачи электроэнергии от цеховых подстанций дораспределительных шинопроводов и силовых распределительных пунктов;
распределительные,предназначенные для передачи электроэнергии к электроприемникам;
троллейные*,предназначенные для передачи электроэнергии к подвижным электроприемникам;
осветительные,предназначенные для передачи электроэнергии к светильникам и электроприемникаммалой мощности.
* Закрытые троллейные шинопроводы с пластмассовымиизоляторами всех серий необходимо применять в помещениях с нормальной средой,не содержащей токопроводящей пыли, с температурой не выше 40 °С. Длинанепрерывной линии троллейных шинопроводов должна быть не более 100 м. Для трассбольшей длины необходима установка компенсационной секции, которая должна бытьпредусмотрена в проекте для компенсации линейных расширений.
2.3. В комплектпоставки шинопроводов в соответствии с заказной спецификацией должны входитьподдерживающие и крепежные конструкции для крепления шинопроводов кстроительным основаниям.
2.4. Условияхранения поступающих с завода-изготовителя шинопроводов должны соответствоватьгруппе С ГОСТ15150-69.
2.5. Вскрыватьящики допускается только со стороны, отмеченной надписью «верх»,непосредственно перед сборкой секций магистральных шинопроводов в блоки вмастерской электромонтажных заготовок (МЭЗ) или остальных видов шинопроводов взоне монтажа.
2.6. При извлечениииз ящиков и переноске секций подъемными механизмами следует применять траверсыи чалочные приспособления, что обеспечит сохранность шинопроводов.
2.7.Распакованные секции следует укладывать на деревянные настилы или бруски неболее чем в пять рядов по вертикали. Между рядами помещают прокладки в видедеревянных брусков или картона. При этом все шинопроводы, кромераспределительных, следует укладывать в положение, соответствующее рабочему.
2.8. Транспортировать блоки и секции от места сборки до зонымонтажа следует на автомобилях с прицепом или удлиненным кузовом (полуприцепом)в специальных контейнерах (приложение 1, рис. 1),предохраняющих их от механических повреждений.
2.9. Монтажкомплектных шинопроводов выполняют в соответствии с рабочим проектом. Призначительных объемах работ (на цех, корпус) разрабатывают проект производстваэлектромонтажных работ (ППР).
2.10. Рабочийпроект цеховых электрических сетей, выполняемых комплектными шинопроводами,должен предусматривать монтаж шинопроводов индустриальными методами и содержатьследующие данные:
план сетишинопроводов объекта;
необходимыеразрезы с нанесением трассы прокладки шинопроводов, указанием отметок, видовпрокладки (по стенам, колоннам и т.д.) и типовых крепежных конструкций,изготовляемых заводами Главэлектромонтажа.
В тех случаях,когда шинопровод устанавливают на нетиповые конструкции, необходимо датьчертежи установки узла шинопровода и рабочие чертежи крепежной конструкции.Проект должен содержать заявочные спецификации только на комплектные линии покаждому отдельному объекту (линия, цех, корпус). При прохождении линиймагистральных шинопроводов по сложным трассам, в нескольких плоскостях, следуетвыдавать аксонометрические чертежи этих линий с указанием привязочных размеров.
2.11. Проектнаядокументация должна иметь штамп с грифом «Разрешено к производству работ» иподпись ответственного представителя предприятия-заказчика.
Состав ППРдолжен соответствовать руководству [12].
2.13. ППР помонтажу магистральных шинопроводов должен состоять из двух частей:
1)подготовительно-заготовительные работы, выполняемые в МЭЗ;
2) работы,выполняемые в монтажной зоне.
ППР по монтажуостальных видов комплектных шинопроводов должен состоять из одной части.
2.14. Приразработке ППР необходимо пользоваться действующими альбомами типовых рабочихчертежей деталей и узлов промышленных электроустановок ГПИ Тяжпромэлектропроектим. Ф. Б. Якубовского.
2.15. Монтажкомплектных шинопроводов производят при строительной готовности помещения вусловиях, полностью обеспечивающих защиту шинопроводов от механическихповреждений и загрязнений при производстве дальнейших строительно-монтажныхработ.
Приемкупомещений под монтаж следует оформлять актом.
2.16. Монтаж магистральных шинопроводов выполняют в два этапа:
подготовительныеработы;
монтажные работы.
2.17. В процессеподготовительных работ в соответствии с п. 2.12 настоящей инструкции разрабатывают ППР, выполняютзаготовку блоков шинопровода, а также нетиповых крепежных и других изделий вусловиях МЭЗ, подготавливают необходимые для монтажа шинопровода механизмы иприспособления.
кантователисекций, позволяющие поворачивать блоки длиной до 13,5 м и свариватьстыки шин с двух сторон;
стенды дляизолирования стыков и установки крышек;
сварочные постыс кондукторами для сварки стыков шин;
грузоподъемныемеханизмы и чалочные приспособления (траверсы, захваты);
стеллажи-накопителидля складирования готовых блоков шинопровода.
Пример оснащениятехнологической линии сборки секций магистрального шинопровода в блоки приведенна рис. 1.
2.19. Длиныблоков шинопровода определяют в ППР в зависимости от места и условий прокладки;наиболее целесообразно комплектовать блоки длиной до 12 м.
Блоки, состоящиеиз прямых и угловых секций, следует комплектовать таким образом, чтобы угловыесекции были расположены на концах блока.
2.20. Передсборкой секций шинопровода в блоки их необходимо очистить от пыли, проверитьсостояние кожуха и отдельных деталей шинопровода, зачистить кромки концов шинметаллической щеткой и обезжирить ацетоном (ГОСТ 2603-71) или авиационнымбензином (ГОСТ 1012-72), после чего уложить на кантователь.
2.21. Шинысекций магистральных шинопроводов соединяют болтовыми сжимами или сваркой.
Рис. 1.Технологическая линия сборки магистральных шинопроводов ШМА68 и ШМА73:
1 - контейнер; 2 - тележка; 3- рольганг; 4 - стеллаж-накопитель; 5 - стойка; 6 -кантователь секций; 7 - баллон; 8 - агрегат ВСК-300; 9 -полуавтомат ПРМ-4; 10 - зона консервации; 11 - зона окончательнойсборки; 12 - зона сварки; 13 - зона предварительной сборки; 14- зона заготовок
Болтовые сжимы устанавливаютна присоединительных и тройниковых секциях, а также в местах, где по каким-либопричинам невозможно производство сварочных работ. При этом необходимоучитывать, что болтовые сжимы поставляют в объеме, не превышающем 30 % общегочисла прямых и специальных секций, поступающих с завода. Во всех остальныхслучаях шины секций следует соединять сваркой.
2.22. Присоединении секций следует контролировать положение концов шин: внутренняяповерхность крайней шины с большим плечом изгиба («уткой») одной секции должна прилегать кнаружной поверхности крайней шины с меньшим плечом изгиба другой секции (рис. 2).
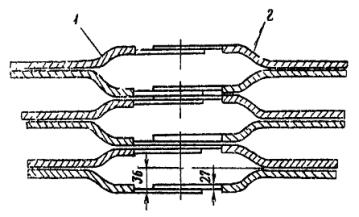
Рис. 2.Расположение шин при соединении секций магистрального шинопровода:
1 - секция с меньшим плечом изгиба;2 - секция с большим плечом изгиба
Шины подгоночныхсекций обрезают с концов, не имеющих изгибов (вразбежку).
2.23. Сварку шинпроизводят в соответствии с инструкцией [8]. Рекомендуется применять полуавтоматическую сваркув защитном газе плавящимся электродом с использованием полуавтомата ПРМ, а вслучае отсутствия этого автомата сварку в защитном газе неплавящимся(вольфрамовым) электродом с использованием установок УДАР или УДГ промышленногоизготовления либо сварочных постов, собираемых силами монтажных организаций изстандартного сварочного оборудования.
Применениесварки угольным электродом с присадкой под слоем флюса ВАМИ допускается лишь висключительных случаях при отсутствии названного сварочного оборудования. Приэтом после окончания сварки особое внимание необходимо обратить на удалениеостатков флюса, которые при наличии влаги могут вызвать коррозию алюминия ипривести к частичному или полному разрушению сварных соединений.
2.24. Свариватьизолированные шины на ребро в целях предотвращения перегрева шин и порчиизоляции следует при минимальном нагреве. Длительность сварки одного соединенияне должна превышать 1 мин. Следует применять специальный сварочный кондуктор сформующими графитовыми пластинами (рис. 3)для возможности установки в месте сварного стыка ответвительной секции. Дляпредотвращения стекания расплавленного алюминия места у концов шин следуетзащищать влажным асбестом.
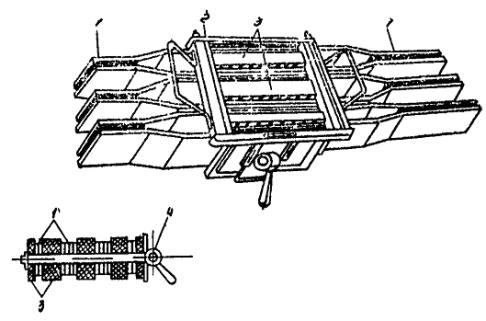
Рис. 3. Кондуктордля сварки шин:
1 - свариваемые шины; 2 -рамка кондуктора; 3 - формующие графитовые пластины; 4 -центрующий шкворень с зажимным эксцентриком
2.25.Свариваемые шины в процессе сварки и застывания металла не должны подвергатьсясотрясениям, так как это может привести к разрыхлению металла и появлениютрещин, что резко снижает механическую прочность и электропроводностьсоединения.
2.26. Сварку шинустановленных блоков и секций выполняют с одной стороны. Обязательным условиемпри этом является создание наплавленного (контролируемого) шва, не уменьшающегосечения шин в месте соединения, т.е. равного по высоте толщине шины (вышекромки шины) и имеющего длину не менее ширины шины (рис. 4).
2.27. Опорныеуголки, являющиеся нулевыми проводниками шинопроводов ШМА68, должны бытьприварены внахлест на длину, равную сумме сторон уголка; при этом унакладываемого уголка полки срезают на 8-10 мм (рис. 5, 6).
У шинопроводовШМА73 несущие боковины, являющиеся нулевыми проводниками, соединяют накладкойна шести болтах (рис. 7).
2.28. Электрическуюизоляцию стыка шин при установке шинопроводов в помещениях с нормальной средойосуществляют полимерным изоляционным кожухом (рис. 8, 9).
2.29. При отсутствии таких кожухов допускается изолировать стыкишин стеклолакотканью: для изоляции сварных соединений без ответвлений оголеннуючасть шин обматывают стеклолакотканью в два слоя; для изоляции сварныхсоединений с ответвлением последовательно наклеивают два полотна стеклолакоткани длиной L, как показано на рис. 10-12; при этомкромки полотен, выходящие за пределы шин, склеивают между собой, а местапримыкания вновь наложенной и заводской изоляции дополнительно покрываютполоской стеклолакоткани шириной 40 мм; приклеивать стеклолакоткань к шинам исклеивать слои между собой следует клеем № 88 при положительной температуре,что обеспечит прочность соединения.
Рис. 4. Сварноесоединение алюминиевых шин магистрального шинопровода:
1 - прямая секция; 2 -ответвительная или тройниковая секция; 3 - шины ответвительной илитройниковой секции

Рис. 5.Подготовка и стыковка перед сваркой уголка и перемычки на смонтированномшинопроводе:
1 - перемычка; 2 - уголоксекции
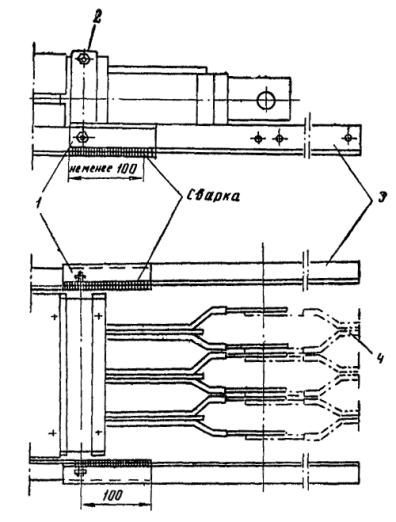
Рис. 6. Сваркаопорных уголков шинопроводов серии ШМА:
1 - накладка; 2 - стяжнаяшпилька стяжного ярма; 3 - опорный уголок секции; 4 - шины
Размеры изоляциисварных стыков прямых секций, секций с ответвлениями и концов шин крайнейсекции приведены соответственно в табл. 1,2, 3.
Рис. 7.Соединение нулевых проводников при стыковке секций:
1 - алюминиевая накладка; 2 -стальная накладка; 3 - нулевой проводник (боковой профиль); 4 -центральная часть, выбиваемая при соединении шин болтовым сжимом
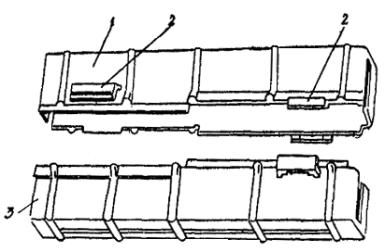
Рис. 8.Полимерный изоляционный кожух для сварных соединений без ответвлений:
1 - верхняя половина кожуха; 2 -охватывающий замковый элемент; 3 - нижняя половина кожуха
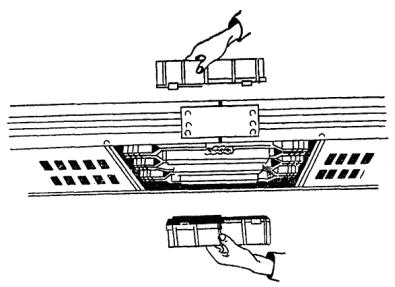
Рис. 9. Установкаполимерного изоляционного кожуха
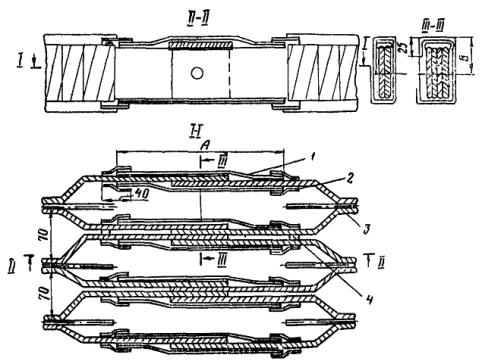
Рис. 10. Сварноесоединение прямых секций, изолированное стеклолакотканью:
1 - полотно из стеклолакоткани;2 - лента из стеклолакоткани 0,15×40×L; 3 - изоляция шин; 4- изоляционные вкладыши (уплотнения)
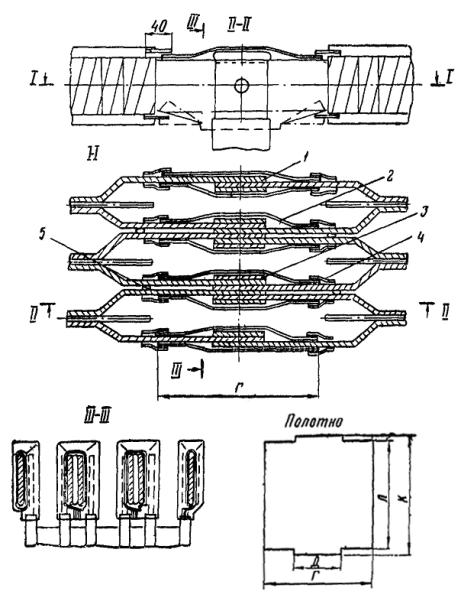
Рис.11. Сварное соединение секций с ответвлением, изолированное стеклолакотканью:
1 - пакет из трех шин; 2- два слоя полотна; 3 - пакет из шести (пяти) шин; 4 - лента изстеклолакоткани 0,15×40×L; 5- изоляционныевкладыши (уплотнения)
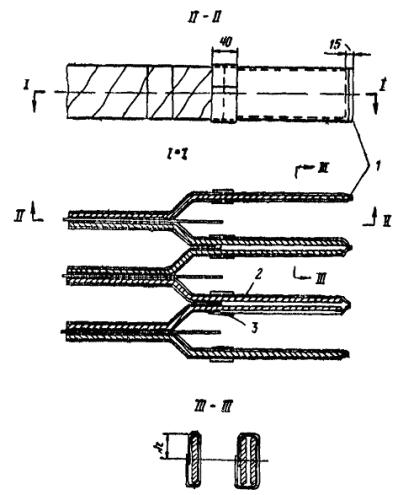
Рис. 12. Концышин крайней секции, изолированные стеклолакотканью:
1 - склеиваемые кромки полотна; 2- изоляционные вкладыши (уплотнения); 3 - лента из стеклолакоткани
2.30.Противокоррозионная защита и электрическая изоляция стыка шин при установкешинопровода ШМА68Х-Н в помещениях с химически активной средой и токопроводящейпылью осуществляется стеклолакотканью на клее № 88 наносимом на прилегающую кшинам поверхность стеклолакоткани.
2.31. После изолирования стыков места соединения следует закрытькрышками.
2.32. Блокишинопровода, устанавливаемые на объектах с незаконченной строительнойготовностью, где возможно попадание влаги, краски и пыли в процессе дальнейшихстроительно-монтажных работ, должны быть обернуты полиэтиленовой пленкой.
Таблица 1
| Номинальный ток, А | Размеры (см. рис. 10), мм | |||||
| А | В | полотна | L | |||
| ШМА68-Н | ü | 1600 | 260 | 40 | 0,15×260×450 | 500 |
| ШМА68Х-Н | ý | |||||
| ШМА68У-Н | þ | |||||
| ШМА73 | 1600 | 290 | 45 | 0,15×290×500 | 500 | |
| ШМА68-Н | 2600 | 300 | 60 | 0,15×300×600 | 680 | |
| ШМА59-Н | 4000 | 300 | 80 | 0,15×300×750 | 870 | |
Таблица 2
| Наименование ответвления | Размеры полотна (см. рис. 11), мм | Размер L, мм | ||||||||
| для пакета из пяти-шести шин | для пакета из трех шин | |||||||||
| Г | Д | К | Л | Г | Д | К | Л | |||
| ШМА68-Н | Секция тройниковая вертикальная | - | - | - | - | - | 160 | 280 | 250 | - |
| ШМА68У-Н | Секция ответвительная | 260 | 130 | 250 | 220 | 260 | 130 | 300 | 270 | 250 |
| ШМА68Х-Н | Секция ответвительная | - | 130 | - | - | - | 130 | 400 | 370 | - |
| ШМА59-Н | Секция тройниковая вертикальная | - | 300 | 160 | 360 | 330 | 210 | 350 | 320 | 350 |
| Секция ответвительная | - | - | 130 | - | - | 130 | - | - | - | |
Таблица 3
| Номинальный ток, А | Размеры (см. рис. 12), мм | ||||
| h | полотна | ленты | |||
| ШМА68-Н | ü | 1600 | 40 | 170×450 | 40×500 |
| ШМА68У-Н | ý | ||||
| ШМА68Х-Н | þ | ||||
| ШМА73 | 1600 | 45 | 210×500 | 35×500 | |
| ШМА68-Н | 2500 | 60 | 190×60 | 40×680 | |
| ШМА59-Н | 4000 | 80 | 200×750 | 40×790 | |
При этомнаиболее целесообразно доставлять блоки шинопровода в монтажную зону к моментуначала работ и вести монтаж «с колес», что позволит исключить промежуточноескладирование.
Транспортировкаблоков шинопровода должна осуществляться в соответствии с п. 2.8 настоящей инструкции.
2.34. В техслучаях, когда монтаж «с колес» невыполним блоки или секции шинопровода следуетскладировать на свободной площадке в зоне монтажа.
2.36. Расстояниепо горизонтали между крепежными конструкциями для магистральных шинопроводоввсех модификаций кроме ШМА73, не должно превышать 3 м. Шинопроводы ШМА73рассчитаны на крепление с шагом в 6 м.
Длинывертикальных участков шинопроводов не должны превышать 20 м, а расстояния междуточками крепления - 4 м.
2.37.Магистральный шинопровод в зависимости от места установки крепится на различныхконструкциях (табл. 4).
Примерыпрокладки магистрального шинопровода даны на рис. 13-18.
2.38. Секции скомпенсаторами и гибкие секции следует монтировать на двух опорныхконструкциях, симметрично расположенных по обе стороны компенсатора.
2.39. В местахпрохода шинопровода сквозь стены или перекрытия следует устанавливатьасбоцементные плиты.
Порядок монтажа, отличный от приведенного в пп. 2.35-2.40 инструкции, вызывает дополнительные подгоночныеработы и не рекомендуется.
Таблица 4
| Тип конструкций для крепления шинопроводов | Место установки шинопроводов | |||
| ШМА73, 1600 А | ШМАД70, ШМАДК70, 1600 и 2500 А | ШМА68-Н, 2500 А; ШМА59-Н, 4000 А; ШМАД70, 4000 А; ШМАДК70, 6300 А | ||
| Настенный кронштейн | У2191 | К881-1 | К881-2 | На стенах и колоннах |
| Напольная стойка | У2192, У2195 | К882-1 | К882-2 | Над полом |
| Кронштейн | - | К883-1 | К883-2 | На нижнем поясе железобетонных ферм, параллельно ферме |
| Кронштейн | - | К884-1 | К884-2 | На нижнем поясе металлических ферм, параллельно ферме |
| Стойка | У2194 | К885-1 | К885-2 | На нижнем поясе металлических ферм, перпендикулярно ферме |
| Тросовый подвес | У2193 | К886-1 | К886-2 | На тросах или катанке (струнах) |
При подъемеблоков шинопровода следует использовать специальные траверсы (приложение 1, рис. 2).
2.42. Подъемблока или секций шинопровода на проектную отметку лебедкой выполняют следующимобразом (рис. 19):
лебедкуустанавливают в месте, с которого можно вести монтаж нескольких участков линиишинопровода;
подъемный роликзакрепляют по центру над местом установки шинопровода; при невозможностижесткого крепления ролик должен быть подведен в это положение оттяжками;
тяговый тросзакрепляют по центру траверсы с блоком шинопровода и пропускают через подъемныйролик;
к концамтраверсы привязывают веревки, которыми с нулевой отметки корректируют положениетраверсы с блоком, обход препятствий и т.д.
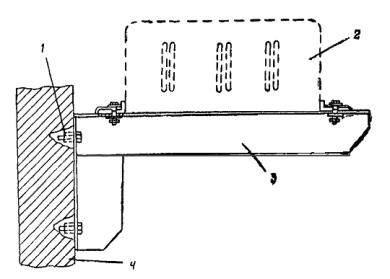
Рис. 13.Прокладка магистрального шинопровода вдоль стены:
1 - дюбель с распорной гайкой; 2- шинопровод; 3 - настенный кронштейн К881; 4 - стена
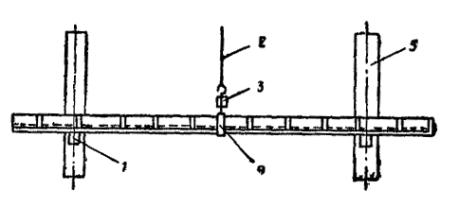
Рис 14. Прокладкамагистрального шинопровода вдоль железобетонных колонн:
1 - настенный кронштейн К881; 2 -стальная проволока ПСО-4; 3 - муфта натяжения НМ-100; 4 - тросовыйподвес К886; 5 - колонна
2.43. Монтажшинопроводов на высоте до 8,5 м в помещениях со стесненными условиями(например, насыщенных технологическим оборудованием) рекомендуется выполнять сподъемника «Темп».
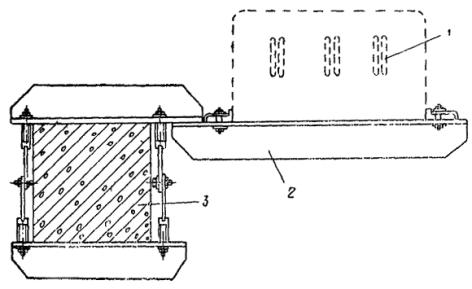
Рис. 15.Прокладка магистрального шинопровода вдоль нижнего пояса железобетонных ферм:
1 - шинопровод; 2 - кронштейнК883; 3 - нижний пояс железобетонной фермы
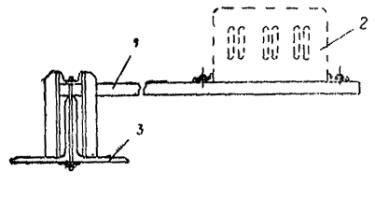
Рис. 16.Прокладка магистрального шинопровода вдоль нижнего пояса металлических ферм:
1 - кронштейн К884; 2 -шинопровод; 3 - нижний пояс металлической фермы
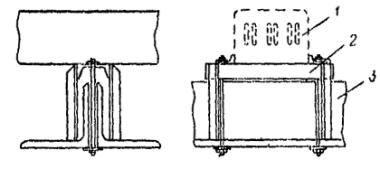
Рис. 17.Прокладка магистрального шинопровода поперек нижнего пояса металлических ферм:
1 - шинопровод; 2 - стойкаК885; 3 - нижний пояс металлической фермы
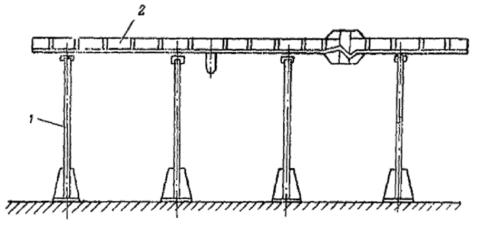
Рис. 18.Прокладка магистрального шинопровода на напольных стойках:
1 - напольная стойка К882 (илиУ2132); 2 - шинопровод
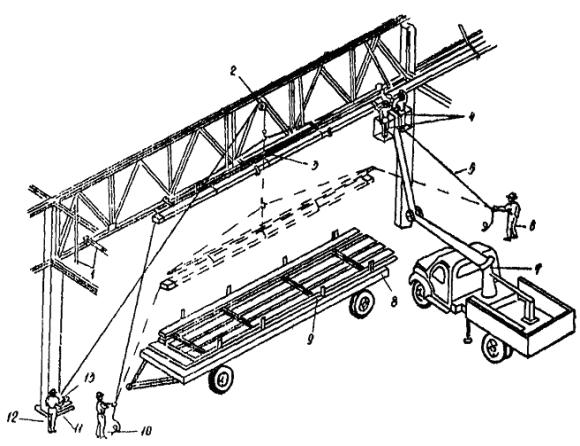
Рис. 19. Монтажблоков магистрального шинопровода с использованием лебедки:
1 - крепежная конструкция; 2- подъемный ролик; 3 - траверса; 4 - электромонтажники третьего ичетвертого разрядов; 5 - веревочная оттяжка (пеньковый канат диаметром11 мм); 6 - электромонтажник шестого разряда; 7 -автогидроподъемник АГП-12А (АГП-15); 8 - двухосный прицеп; 9 -контейнер; 10 - электромонтажник третьего разряда; 11 - рама дляустановки лебедки; 12 - электромонтажник шестого разряда; 13 -лебедка с электроприводом
Рис. 20. Монтажблоков шинопровода с использованием самоходных выдвижных подмостей ПВС-8(ПВС-12):
1 - автопогрузчик; 2 -электромонтажник второго разряда; 3 - веревочная оттяжка (пеньковый канатдиаметром 7 мм); 4 - траверса; 5 - контейнер; 6 -электромонтажник шестого разряда; 7 - крепежная конструкция; 8 -электромонтажники третьего и четвертого разрядов; 9 - козлы; 10 -самоходные выдвижные подмости ПВС-8 (ПВС-12); 11 - электромонтажник третьегоразряда; 12 - двухосный прицеп
2.44. Монтажшинопроводов на высоте до 6 м в помещениях с нестесненными условиями производятс самоходных выдвижных подмостей ПВС (рис. 20) или телескопических катучих подмостей ПТК.
2.45. Приналичии в Монтажной зоне автокрана его следует использовать для монтажашинопровода (рис. 21).
2.46. Примонтаже опорных конструкций и вертикальных участков шинопровода наряду суказанными средствами механизации можно использовать автопогрузчик соспециальной монтажной площадкой (рис. 22,23).
2.48. Операции постыковке смежных секций (блоков), установленных на проектной отметке, следуетвыполнять аналогично изложенному в пп. 2.21-2.31 настоящей инструкции. При этом вотверстие для стяжного болта необходимо с целью фиксации вставлять оправку,представляющую собой отрезок трубы соответствующего диаметра.
Рис. 21. Монтажблоков магистрального шинопровода с использованием автокрана АК-7,5 (МКА-10):
1 - автокран АК-7,5 (МКА-10); 2- электромонтажник второго разряда; 3 - лестница Л-312; 4 -электромонтажник четвертого разряда; 5 - траверса; 6 -электромонтажник третьего разряда; 7 - электромонтажник шестого разряда;8 - крепежная конструкция; 9 - контейнер; 10 - двухосныйприцеп; 11 - электромонтажник третьего разряда; 12 - веревочнаяоттяжка (пеньковый канат диаметром 11 мм)
2.49. Секциишинопровода можно стыковать также болтовыми сжимами в соответствии с п. 2.21 настоящей инструкции.
Перед сборкойболтового сжима следует подготовить контактные поверхности шин в соответствии стребованиями инструкции [7].
2.50. Сборку болтового сжима осуществляют в следующем порядке (рис.24):
после подготовкиконтактных поверхностей шин совмещают концы стыкуемых секций, обеспечив точноесовпадение отверстий и правильное положение изгибов. Эту операцию выполняютстальным направляющим стержнем с конусной заточкой;
трубчатыйизолятор вставляют в отверстия двух крайних шин, а два круглых изолятора ишайбы (рис. 25) - в просвет междуэтими двумя шинами и следующей группой шин;
трубчатыйизолятор продвигают в отверстия шайб, круглых изоляторов и следующей группышин;
на концытрубчатого изолятора надевают гетинаксовые прокладки и изоляторы с шайбами;
подготовляютконтактную поверхность у отверстия для присоединения заземляющей перемычки(рис. 26); на цилиндрическую частьмалой гайки, предварительно навернутой на шпильку и раскерненной, надеваютзаземляющую перемычку и опорную шайбу, после чего шпильку вставляют в отверстиетрубчатого изолятора;
на свободныйконец шпильки надевают вторую опорную шайбу;
нацилиндрическую часть большой гайки надевают тарельчатые пружины, затемнавертывают гайку на шпильку.
Собранныйболтовой сжим изолируют полимерными кожухами, а при их отсутствии - аналогичноизложенному в п. 2.29 настоящейинструкции.
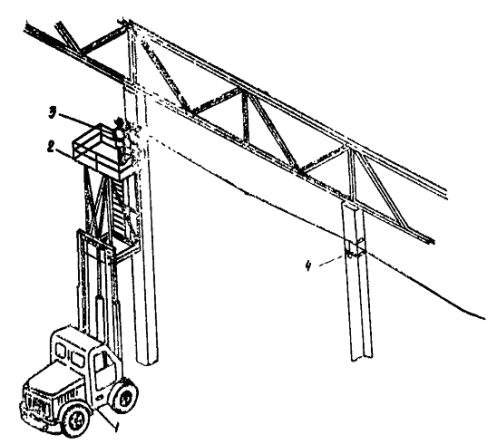
Рис. 22. Монтажопорных конструкций:
1 - автопогрузчик; 2 -монтажная площадка; 3 - электромонтажники пятого и второго разрядов; 4- крепежная конструкция
2.51. Затяжку болтового сжима следует контролировать, чтобыобеспечить необходимое давление на контактные поверхности. Затяжку болтовогосжима следует контролировать мерительной скобой (рис. 27). Степеньзатяжки характеризуетсязазором между скобой и наружными поверхностями тарельчатых пружин (рис. 28). При сжатиипружин до расчетного давления зазор должен отсутствовать.
Для болтовыхсжимов магистральных шинопроводов всех серий с тарельчатыми пружинами НС80×40×4×2 следует применять одну и ту же мерительную скобу.
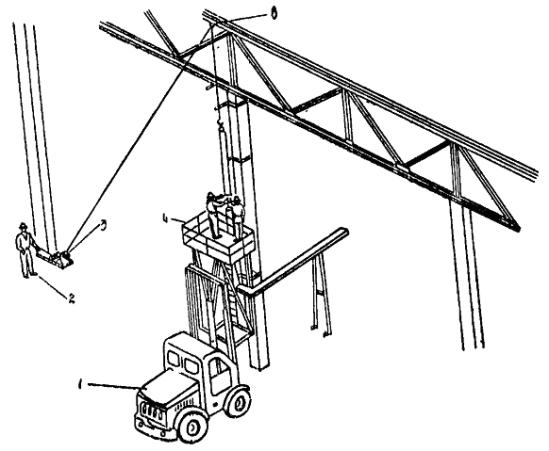
Рис. 23. Монтажвертикальных участков магистрального шинопровода:
1 - автопогрузчик; 2 -электромонтажник четвертого разряда; 3 - лебедка; 4 - монтажнаяплощадка; 5 - подъемный ролик.
2.52. Приустановке болтового сжима, соединяющего в месте стыка одновременно три секции(две прямые и ответвительную или тройниковую), сборку производят в соответствиис указаниями пп. 2.50-2.51 настоящей инструкции с тойразницей, что часть шайб удаляют и на их место устанавливают концы шинответвительной или тройниковой секции.
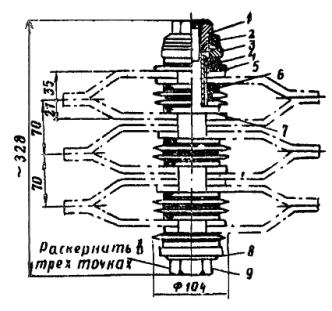
Рис. 24. Болтовойсжим У1535 для шинопровода ШМА68-Н:
1 - большая гайка; 2 -тарельчатая пружина НС 80×40×4×2; 3 - опорная шайба; 4- дистанционная шайба; 5 - круглый изолятор; 6 - трубчатыйизолятор; 7 - шпилька; 8 - ушко; 9 - малая гайка
Примечание. При установке сжима в местесоединения ответвительной секции удаляют шайбы, отмеченные звездочкой, и на их местоустанавливают концы шин этой секции; при установке в месте соединениятройниковой секции удаляют шайбы, отмеченные одной и двумя звездочками, и на ихместо устанавливают концы шин тройниковой секции.
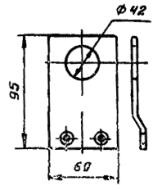
Рис. 25.Перемычка для заземления шпильки болтового сжима
После сборкиболтового сжима на шинопроводах ШМА73 заземляющую перемычку присоединяют двумяболтами к несущим боковинам, выполняющим роль нулевых проводников.
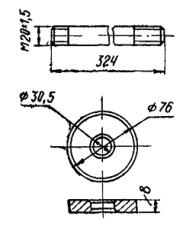
Рис. 26. Шайбыболтового сжима
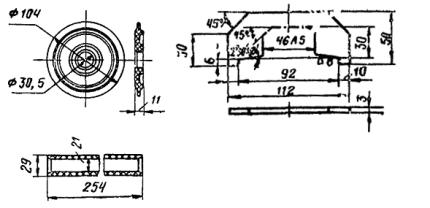
Рис. 27.Мерительная скоба
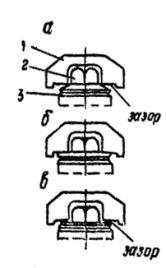
Рис. 28. Контрользатяжки болтового сжима:
а - неправильная затяжка (сжимнедотянут); б - правильная затяжка (зазоры отсутствуют); в -неправильная затяжка (сжим перетянут); 1 - контрольная скоба; 2 -большая гайка; 3 - тарельчатая пружина
установкукрепежных конструкций;
сборку секцийшинопровода в блоки;
подъемшинопровода на проектную отметку и монтаж.
2.56. Прикреплении крепежных конструкций с помощью сварки к колоннам, балкам или другимнесущим строительным конструкциям сварные швы выполняют вдоль оси этихстроительных конструкций.
Болеепрогрессивным является первый способ. Посекционный монтаж следует применятьлишь в тех случаях, когда по каким-либо причинам блочный монтаж невыполним.
2.58.Распределительные шинопроводы следует комплектовать в блоки длиной до 30 м (10секций).
2.59. Троллейныешинопроводы следует комплектовать в блоки длиной 9-12 м (3-4 секции).Подъем более крупных блоков не рекомендуется, так как это может привести кперекосу секций и образованию порогов между троллеями.
2.60. Сборкублоков шинопроводов производят на специальном стенде (козлах); при этомрасстановка бригады должна обеспечивать поточность монтажа за счетпоследовательного выполнения сборочных и монтажных работ.
2.61. Сборку распределительныхшинопроводов в блоки выполняют в следующем порядке:
передсоединением секций удаляют с контактных поверхностей оцинкованные накладки срезьбой и заводскую смазку, наносят тонкий (в пределах 0,5-1 мм) слойтехнического вазелина;
прямые концы шинодной секции налагают на изогнутые концы шин другой секции; каждый стыксоединяют двумя болтами с оцинкованной накладкой со стороны головок болтов. Присоединении секций следует контролировать положение алюминиевых шин, так какограничители допускают некоторые перемещения вдоль оси, вследствие чего медныеконтактные накладки могут сместиться по отношению к местам установкиответвительных коробок (рис. 29);
затягивают болтыгаечным ключом нормальной длины с усилием не более 400 Н;
протирают чистойтряпкой, смоченной бензином, наружные поверхности соединений.
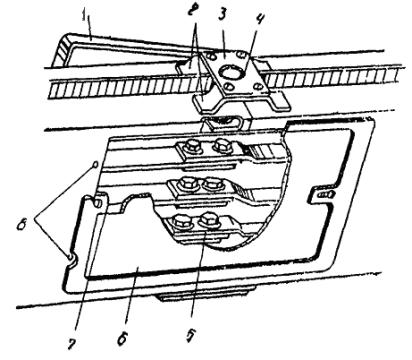
Рис. 29.Соединение секций распределительного шинопровода:
1 - проводник сети заземления; 2- лапки; 3 - соединительная планка; 4 - отверстие для приваркипланки к лапкам; 5 - концы стыкуемых секций; 6 - съемная крышка; 7- прижим; 8 - отверстия для крепления корпуса вводной коробки
2.62. Сборкутроллейного шинопровода в блоки выполняют в следующем порядке:
проверяютразмеры выступающих концов троллеев в соответствии с рис. 30;
на длинные концысоединяемых троллеев надвигают соединительные зажимы и производят стыковкутроллеев; к нулевому троллею (серия ШТМ70) прикрепляют заземляющую перемычку;
устанавливаютсоединительную муфту, тщательно проверив стыковку рабочих плоскостей короба, покоторым перемещаются ролики каретки токосъема. После закрепления соединительноймуфты устанавливают пластмассовую крышку; короб троллейного шинопровода ШТМ70 вместе подвода питания и на концах линии соединяют заземляющей перемычкой снулевым троллеем. Для обеспечения цепи заземления короба стыкуемых секцийсоединяют заземляющими перемычками с верхней крышкой.
Цепь заземленияшинопровода ШТМ72 образуется установкой заземляющих перемычек непосредственномежду коробами секций (рис. 31).
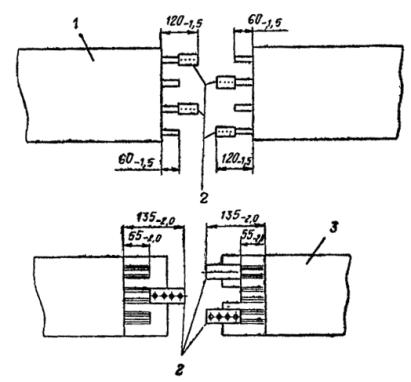
Рис. 30.Расположение шин при стыковке секций троллейного шинопровода:
1 - шинопровод ШТМ70; 2 -зажимы соединительные; 3 - шинопровод ШТМ72
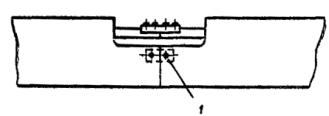
Рис. 31.Установка заземляющей перемычки на троллейном шинопроводе ШТМ-72:
1 - заземляющая перемычка
2.63. Подъемблоков шинопроводов длиной 9-12 м выполняют с помощью траверсы средствамимеханизации в соответствии с пп. 2.41-2.47 настоящей инструкции.
Примерыиспользования различных средств механизации при монтаже шинопроводов приведенына рис. 32-34.
2.64. Примонтаже значительных по длине блоков распределительных шинопроводов (15-30 м)их следует поднимать лебедками через систему блоков (см. рис. 34).
2.65. В первуюочередь поднимают в проектное положение блоки шинопроводов, включающие угловыесекции, или (для распределительных шинопроводов) блоки с вводными коробками.
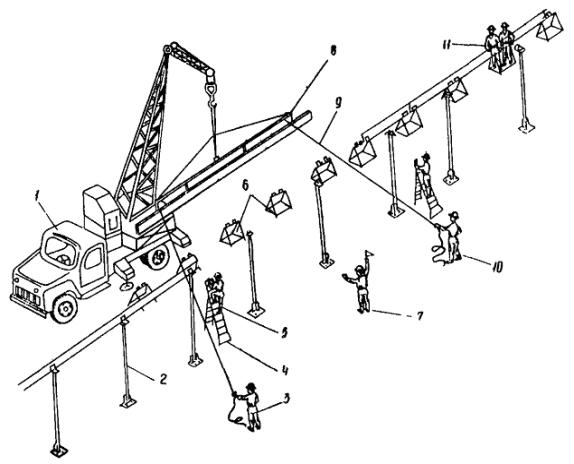
Рис. 32. Монтажраспределительного шинопровода с использованием автокрана:
1 - автокран АК-7,5; 2 -стойка У2082; 3 - электромонтажник второго разряда; 4 -лестница-стремянка Л-380; 5 - электромонтажник четвертого разряда; 6- козлы; 7 - электромонтажник пятого разряда; 8 - траверса; 9- пеньковый канат диаметром 11 мм; 10 - электромонтажник третьегоразряда; 11 - электромонтажники пятого и третьего разрядов
2.66. Поокончании подъема распределительных шинопроводов в проектное положение следует:
закрепить их накрепежных конструкциях, проверить затяжку болтовых соединений шин и установитькрышки;
проверитьсохранность ответвительных коробок и исправность установленных в них аппаратови контактов;
установитьответвительную коробку, предварительно сняв крышку, закрывающую окно; протеретьчистой тряпкой, смоченной бензином, контактные поверхности шин. Ответвительнуюкоробку вставляют через окно, при этом втычные контакты соединяют с шинами икоробка фиксируется на шинопроводе.
2.67. Вводныекоробки распределительного шинопровода устанавливают в местах соединения секций(рис. 35) или на концах линии.
Рис. 33. Монтажраспределительного шинопровода с использованием автопогрузчика самоходныхвыдвижных подмостей:
1 - автопогрузчик 4003 (4006); 2- электромонтажник второго разряда; 3 - траверса; 4 -распределительный шинопровод; 5 - электромонтажник четвертогоразряда; 6 - крепежная конструкция; 7 - козлы; 8 -электромонтажник пятого разряда; 9 - самоходные подвижные подмости ПВС-8(ПВС-12); 10 - электромонтажник третьего разряда; 11 - пеньковый канатдиметром 11 мм
2.68.Ответвления от распределительного шинопровода на длину не менее 0,5 м должныбыть гибкими, что обеспечивает возможность снятия и установки ответвительныхкоробок под напряжением (рис. 36).
2.69.Ответвления от распределительного шинопровода, расположенного на высоте 3 м иболее, выполняют свободным спуском.
2.70. Троллейныешинопроводы крепят к кронштейнам за соединительные муфты (шинопровод ШТМ70) илис помощью промежуточных подвесок, установленных непосредственно на коробе(шинопровод ШТМ72). Промежуточные подвески применяют также и для временногокрепления (фиксации) в процессе монтажа.
После этогоустанавливают через вводные муфты каретки токосъема и проверяют легкость ихпрохождения по всей троллейной линии. Примеры установки и крепления троллейныхшинопроводов показаны на рис. 37-39.
2.71. Подвод питанияк троллейному шинопроводу осуществляется через присоединительные зажимы,устанавливаемые вместо соединительных в местах, указанных в ППР.
Рис. 34. Монтажраспределительного шинопровода с использованием лебедки:
1 - электромонтажник второго разряда;2 - отводной ролик; 3 - блок с подвеской; 4 - пеньковыйканат диаметром 11 мм; 5 - распределительный шинопровод; 6 -электромонтажник третьего разряда; 7 - электромонтажник пятого разряда; 8- козлы; 9 - лебедка с электроприводом грузоподъемностью 1,5 т; 10- электромонтажник четвертого разряда
2.72. Монтажосветительных шинопроводов, выполняемый аналогично изложенному в пп. 2.54-2.55 и 2.57настоящей инструкции, включает следующие операции:
установкукрепежных конструкций;
прокладкушинопровода;
подключениепитающей линии;
установкуосветительной арматуры.
2.73.Шинопроводы крепят на подвесках, кронштейнах, стойках, устанавливаемыхнепосредственно на строительных элементах зданий (рис. 40-43). Приэтом расстояние между крепежными конструкциями не должно превышать 3 м.
В случаеневозможности выполнения последнего условия для монтажа осветительногошинопровода применяют усиливающий профиль (стальная прямоугольная труба60×30×3 мм), прокладываемый параллельно шинопроводу (рис. 44). Сборку блока шинопровод - профильвыполняют в зоне монтажа до подъема в проектное положение.
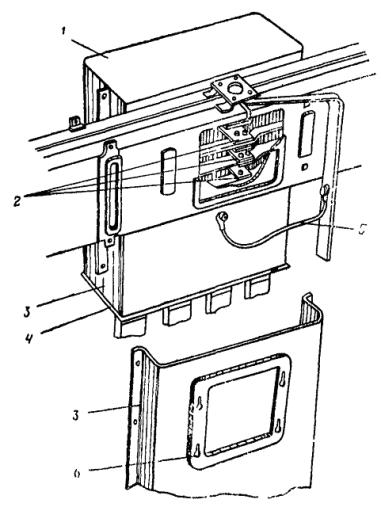
Рис. 35.Установка вводной коробки:
1 - коробка с вводом снизу; 2- присоединительные элементы вводной коробки; 3 - задняя стенка коробки;4 - съемное дно коробки; 5 - гибкая заземляющая перемычкакоробки; 6 - удлиненное отверстие для ввода сверху
2.74. Подвескушинопровода в местах, где расстояния между точками жесткого крепления превышают3 м, допускается выполнять промежуточным креплением тросами, закрепляемыми кшинопроводам сдвоенными тросовыми подвесками К473 в местах соединений секций(муфт) (рис. 45).
Рис. 36.Установка ответвительной коробки:
1 - ответвительная коробка; 2- лапка; 3 - заглушка; 4 - гибкий металлическим рукав; 5 -труба; 6 - муфта; 7 - проводник заземления; 8 -специальные скобы; 9 - швеллерообразный элемент; 10 - контактпостоянного заземления коробки; 11 - контакт, заземляющий коробку впроцессе ее установки
2.75. Привозможности совмещения трасс прокладки осветительного и распределительногошинопроводов следует максимально использовать данное техническое решение; вэтом случае осветительные шинопроводы крепят непосредственно краспределительным по завершении монтажа последних. На распределительномшинопроводе устанавливают кронштейны для светильников, затем конструкциипромежуточного крепления, после чего монтируют осветительный шинопровод (рис. 46, 47).
2.76. Примонтаже осветительных шинопроводов применяют средства механизации всоответствии с указаниями пп. 2.41-2.47 настоящей инструкции.
2.77. Соединениесекций осветительных шинопроводов выполняют следующим образом (рис. 48):
ослабляют четыревинта, скрепляющих полумуфты, до образования зазора в 3-4 мм;
вывертывают на1,5-2 оборота сжимные винты штепсельной розетки;
вставляют вилкув розетку перемещением одной из двух секций. Правильность фиксации вилки врозетке контролируют головками винтов последней, которые при полном заходевилки располагаются напротив овального отверстия в нижней полумуфте;
через овальноеотверстие в нижней полумуфте затягивают два сжимных винта штепсельной розетки.
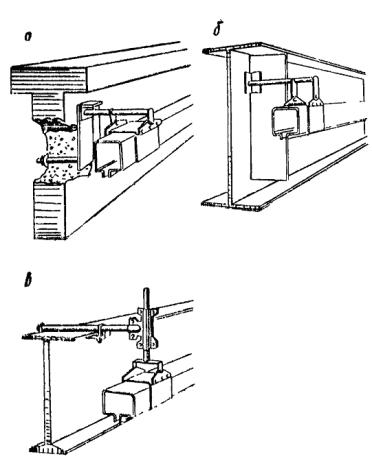
Рис. 37. Вариантыустановки троллейного шинопровода ШТМ70:
а, б - на железобетонных иметаллических подкрановых балках на кронштейне К776; в - вдольмонорельса на кронштейне К775
2.78. Коробаосветительных шинопроводов заземлять не следует, так как нулевой проводниккаждой секции соединен с коробом.
2.79.Осветительная арматура должна поступать из МЭЗ в зону монтажа укомплектованнойшнуром с ответвительным штепселем и проверенной на световой эффект.
2.80. Передприсоединением штепселя следует вынуть заглушку из окна шинопровода иориентировать штепсель относительно окна таким образом, чтобы имеющийся наодной стороне штепселя выступ совпал с прорезью в окне. При установке иизвлечении штепселя необходимо нажать на выступающую часть элемента крепленияштепселя к коробу шинопровода.
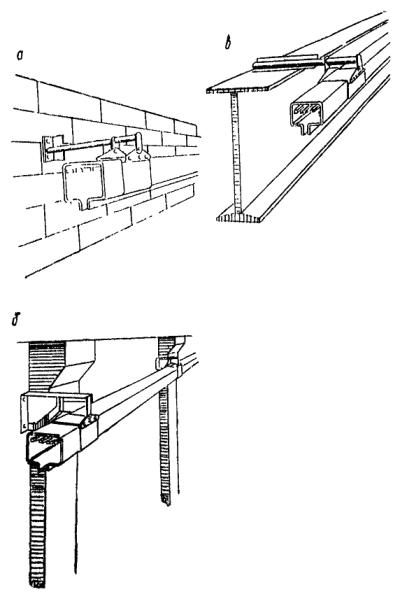
Рис. 38. Вариантыкрепления троллейного шинопровода ШТМ70:
а - при прокладке вдоль стены накронштейне К776; б - при прокладке вдоль стены с колоннами нанестандартном кронштейне; в - при прокладке вдоль монорельса накронштейне К781
2.81. В случаепоявления излишне протяженной петли шнура последний следует закрепить ккронштейнам, подвескам или коробу шинопровода лентой К226 на кнопках К227.
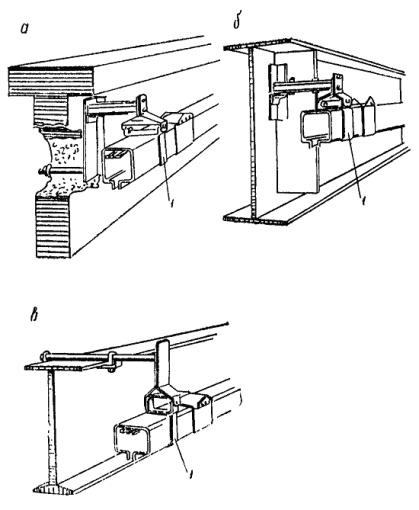
Рис. 39. Вариантыкрепления троллейного шинопровода ШТМ72:
а, б - на железобетонных иметаллических подкрановых балках на кронштейне У2220; в - вдольмонорельса на кронштейне У2221; 1 - промежуточная подвеска У2223
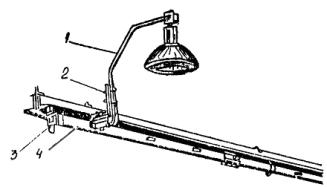
Рис. 40.Шинопровод ШОС67, установленный на подвесках вдоль металлических ферм:
1 - кронштейн К984; 2 -закреп для металлических ферм К928; 3 - подвеска к фермам К475а; 4- шинопровод
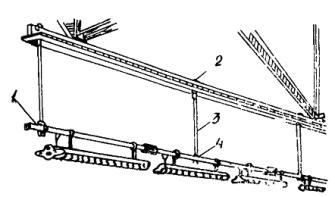
Рис. 41. ШинопроводШОС67, проложенный на полосовых подвесках вдоль металлических ферм:
1 - шинопровод; 2 - анкерКС150; 3 - подвес сечением 20´3 мм; 4 - хомут К544
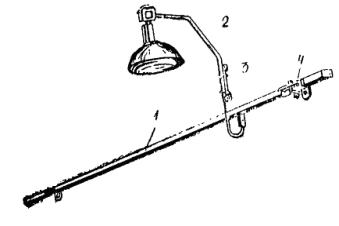
Рис. 42.Шинопровод ШОС67, проложенный по стене на кронштейнах с вылетом 70 мм:
1 - шинопровод; 2 -кронштейн К984; 3 - трубный держатель К939; 4 - кронштейн свылетом 70 мм
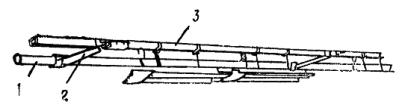
Рис. 43.Шинопровод ШОС67 на кронштейнах, установленных на трубопроводе сжатого воздуха:
1 - трубопровод сжатого воздуха; 2- кронштейн К551; 3 - шинопровод
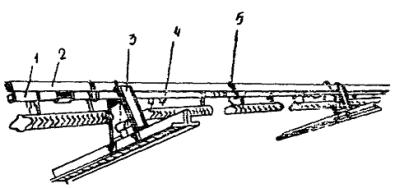
Рис. 44.Шинопровод ШОС67, закрепленный к несущей стальной прямоугольной трубе,установленной на стойках поперек нижнего пояса металлических ферм:
1 - шинопровод; 2 - несущаястальная прямоугольная труба сечением 60´30´3 мм; 3 - стойкаК1018 для прямоугольных труб; 4 - хомут К544; 5 - хомуткомбинированный К767
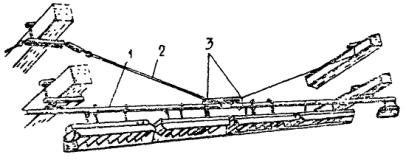
Рис. 45.Шинопровод ШОС67, проложенный поперек железобетонных ферм, с жестким креплениемчерез 6 м и промежуточным креплением с помощью поддерживающего троса:
1 - шинопровод; 2 -сдвоенная тросовая подвеска К473; 3 - поддерживающий трос
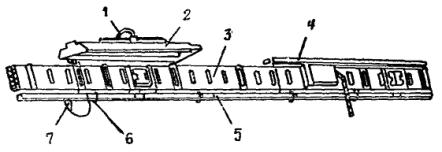
Рис. 46.Шинопровод ШОС67, закрепленный на коробе распределительного шинопровода ШРА64:
1 - труба диаметром 26 мм;2 - светильник с люминесцентными лампами; 3 - шинопровод ШРА64; 4- комбинированный подвес К540; 5 - шинопровод ШОС67; 6 - хомутК544; 7 - штепсель на 25 А
Рис. 47.Шинопровод ШОС67, проложенный совместно с распределительным шинопроводом ШРА64:
1 - кнопка К227 и лента К226; 2- труба диаметром 20 мм; 3 - шинопровод ШРА64; 4 - шинопроводШОС67; 5 - штепсель на 25 А; 6 - светильник с люминесцентнымилампами
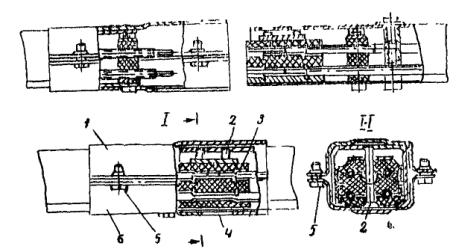
Рис. 48.Соединение двух секций осветительного шинопровода:
1 - верхняя полумуфта; 2 -сжимные винты штепсельной розетки; 3 - штепсельная розетка; 4 -овальное отверстие; 5 - винт, скрепляющий полумуфты; 6 - нижняя полумуфта
3.1. Открытыешинопроводы выполняют голыми алюминиевыми шинами. Существуют два исполненияшинопроводов: с шинами, не защищенными от прикосновения или попадания на них постороннихпредметов (незащищенное); с шинами, огражденными металлической сеткой илиперфорированными коробами (защищенное).
3.2. Открытыешинопроводы применяют в основном для выполнения магистральных цеховыхэлектрических сетей в случае отсутствия комплектных шинопроводов илиневозможности их применения.
3.3. Магистралишинопроводов из алюминиевых шин в обоих исполнениях разрешается применять как взакрытом помещении, так и под навесом при условии защиты их от прямогопопадания влаги, а также в различных окружающих средах: сухой, влажной, сырой,пыльной, пожароопасной и химически активной при толщине шин не менее 5 мм изащите их от коррозии в соответствии с проектом.
3.4. Открытыешинопроводы прокладывают по фермам, колоннам и стенам производственных зданийна высоте не менее 3,5 м от пола при незащищенном и не менее 2,5 м призащищенном исполнении.
3.5. Открытыешинопроводы в местах, где по условиям производства существует возможностьприкосновения к шинам, должны быть защищены коробами или металлической сеткой.
3.6. Расстояниемежду шинами разных фаз или полюсов и от них до стен зданий и заземленныхконструкций определяется проектом и во всех случаях должно быть не менее 50 ммв свету.
3.7. Ответвленияот открытых шинопроводов могут быть выполнены защищенными шинами, кабелями иизолированными проводами, а также секциями комплектных распределительных илимагистральных шинопроводов.
3.8. Длявыполнения открытых шинопроводов следует применять алюминиевые шины АД31Т1 поГОСТ 15176-70, изготовленные из алюминиевого сплава АД31 по ГОСТ 4784-74.
3.9.Присоединение шин открытого шинопровода к медным контактам аппаратов следуетвыполнять в соответствии с требованиями инструкции [7] и указаниями технического циркуляраГлавэлектромонтажа № 9-2-141/74 «Об изменении технологии выполнения шинныхболтовых контактных соединений».
В помещениях снормальной средой при токах до 400 А допускается непосредственное присоединениеалюминиевых шин к плоским контактам электрических аппаратов с обязательнымприменением специальных стальных шайб с увеличенным наружным диаметром итарельчатых пружин по ГОСТ 17279-71, а к стержневым контактам - с применениемувеличенных гаек из меди и медных сплавов. Размеры нормальных и увеличенныхшайб приведены в табл. 5, размеры«под ключ» - в табл. 6.
Наружный диаметртарельчатой пружины в сжатом состоянии не должен быть более наружного диаметрашайбы, подкладываемой под пружину.
Таблица 5
| Шайба | |||||
| Диаметр, мм | Толщина, мм | Расчетная масса 1000 шт., кг | ГОСТ | ||
| внутренний | наружный | ||||
| 6 | 6,4 | 18 | 2 | 3,4 | ГОСТ 6958-65 |
| 8 | 8,4 | 17,5 | 2,5 | 3,6 | ГОСТ 11371-65 |
| 10 | 10,5 | 21* | 3 | 6,1 | ГОСТ 11371-65 |
| 10 | 10,5 | 30 | 3 | 14,6 | ГОСТ 6958-65 |
| 12 | 13,0 | 24* | 4 | 10,0 | ГОСТ 11371-65 |
| 12 | 13,0 | 36 | 4 | 27,6 | ГОСТ 6958-65 |
| 16 | 17,0 | 48 | 5 | 62,1 | ГОСТ 6958-65 |
| 20 | 21,0 | 60 | 6 | 117,0 | ГОСТ 6958-65 |
* Для уменьшенных расстояний междуболтами.
Таблица 6
| Размер «под ключ», мм | Диаметр штыревого зажима, мм | Размер «под ключ», мм | |
| 6 | 14 | 15 | 41 |
| 8 | 17 | 18 | 41 |
| 10 | 27 | 20 | 46 |
| 12 | 32 | 22 | 46 |
| 14 | 32 |
|
|
3.10.Шинодержатели при токе свыше 600 А не должны создавать замкнутого магнитногоконтура вокруг шин; для этого одна из накладок или один из болтов должны бытьвыполнены из немагнитного материала (латуни, алюминия).
3.11. Расстояниемежду натяжными конструкциями шинопровода не должно превышать шага междутемпературными швами здания. При расположении мест секционирования впромежутках между температурными швами здания натяжные конструкции следуетустанавливать по обе стороны секционного аппарата.
3.12. Шиныоткрытого шинопровода следует закреплять только на концах. На промежуточныхопорных изоляторах должна быть обеспечена возможность продольного перемещенияшин; между шиной и крепежной деталью (шайбой, планкой и т.п.) необходимооставлять зазор 1,5-2 мм.
3.13. Открытыйшинопровод, пересекающий температурный шов здания, должен быть жестко закрепленс обеих сторон границ шва. Пересечение температурного шва должно быть выполненоперемычками с компенсаторами.
3.14. Для повышенияжесткости многополосных шин и создания зазора, улучшающего условия охлаждения,между полосами в местах, определенных проектом, необходимо устанавливатьпрокладки.
3.15. Монтажоткрытых шинопроводов включает две стадии:
подготовительно-заготовительныеработы;
монтажныеработы.
В составподготовительно-заготовительных работ входят: разработка ППР, заготовка икомплектация шин, крепежных конструкций, блоков питания и секционированияшинопровода.
3.16. ППР намонтаж открытых шинопроводов разрабатывают в соответствии с п. 2.12 настоящей инструкции.
3.17.Предварительную заготовку шин рекомендуется производить на технологическихлиниях МЭЗ (рис. 49) в следующем порядке:отбор шин, правка, резка, гибка, обработка контактных поверхностей, соединениеи окраска.
3.18. Шинунеобходимо править, если она имеет кривизну более 2 мм на 1 м длины. Правку шинследует выполнять на вальцеправильном станке или тяжением лебедкой.
3.19. Резку шинпроизводят на кривошипном прессе или пресс-ножницах. При незначительных объемахработ для этой цели можно применять ручные рычажные ножницы.
3.20. В процессезаготовки шины изгибают на плоскость и на ребро шинотрубогибом УШТМ-2;«штопором» с зажатием в тисках и поворотом на 90°; методом высадки конца шины«уткой» на прессе. Внутренний радиус изгиба шин прямоугольного сечения долженбыть при изгибании на плоскость не менее двойной толщины шины; при изгибании наребро не менее двойной ширины шины. Длина изгиба шин «штопором» должна быть неменее тройной ширины шины.
Рис. 49.Технологическая линия заготовки алюминиевых шин для открытых шинопроводов:
1 - приспособление для размоткирулона; 2 - вальцы для правки шин ВПШ-140; 3 - стол-накопитель; 4- кривошипный пресс К-124А; 5 - сварочный пост; 6 - рабочий столс приспособлениями для сварки; 7 - преобразователь ПС-500; 8 -приспособление для намотки кассеты
3.21.Обрабатывать контактные поверхности рекомендуется на прессе ГП-200,шинофрезерном станке или с помощью стальной щетки. При этом уменьшение толщинышины в месте контакта не должно превышать 2-3 %.
3.22. Стыковку(соединение) шин производят сваркой. Исключение составляют места, где требуетсяразъемное соединение. Сваривают шины в специальных приспособлениях всоответствии с требованиями инструкции [8].
3.23. Отверстияв шинах под болтовые соединения следует выполнять с применением кондукторов напрессах или сверлильных станках. При этом отверстие должно быть на 1-2 ммбольше диаметра болта или шпильки.
3.24.Заготовленные шины подлежат окраске:
при переменномтоке фаза А - в желтый, В - в зеленый, С - в красный цвет;нулевая шина при изолированной нейтрали - в белый, при заземленной нейтрали - вчерный цвет;
при постоянномтоке положительная шина (+) - в красный, отрицательная (-) - в синий цвет.
Однополосныешины окрашивают со всех сторон, а многополосные - только по внешним сторонам иребрам.
3.25.Одновременно с заготовкой шин в МЭЗ следует изготовить концевые, промежуточныеи секционные опорные конструкции, ограждения и т.п., произвести ревизиюразъединителей, установить их на конструкции и укомплектовать тягами ипромежуточными передачами.
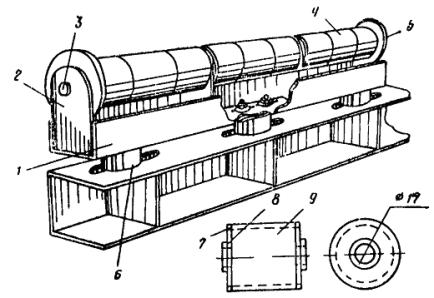
Рис. 50.Промежуточные раскаточные ролики:
1 - основание (профиль К237); 2- стойка 80´54 мм (материал - сталь 3); 3- ось диаметром 16 мм (материал - сталь 3); 4 - ролик; 5 -ограничитель диаметром 100 мм; 6 - изолятор; 7 - диск диаметром60 мм (материал - сталь 3); 8 - шайба 16 мм; 9 - труба водогазопроводнаядиаметром 2², длиной 59 мм
3.26. Открытыйшинопровод, замаркированный по фазам и свернутый в бухты или кассеты, а такжеопорные и крепежные конструкции следует централизованно доставлять в зонумонтажа.
3.27. Работы в зонемонтажа включают две стадии:
установкукрепежных конструкций, секционных автоматов или разъединителей;
прокладку шин иподключение аппаратуры.
3.28. Работы поустановке крепежных конструкций и прокладке шин в зависимости от конкретныхусловий зоны монтажа следует выполнять с лестниц Л-312 или Л-380, подъемника«Темп», самоходных выдвижных или телескопических катучих подмостей,автогидроподъемников, мостовых кранов. При этом в первую очередь следуетустановить концевые крепления, после чего между ними натянуть шнур илипроволоку диаметром 1-1,5 мм, по которой установить промежуточные крепежныеконструкции.
3.29.Промежуточные конструкции следует крепить к стенам дюбелями, к металлическимколоннам - сваркой, к железобетонным колоннам - обхватами. В межферменномпространстве шины закрепляют на конструкциях, устанавливаемых на нижнем поясеферм.
Рис. 51. Кассетадля размотки шинных магистралей:
1 - кабельные домкраты
3.30. Прокладкушин для трех- или четырехпроводных шинопроводов следует начинать со среднихшин.
3.31. Монтаж шинвыполняют в следующем порядке:
на промежуточныхконструкциях устанавливают раскаточные ролики (рис. 50);
с одного концамагистрали на полу устанавливают кассету с шиной (рис. 51), с другого - лебедку;
конец шинызакрепляют зажимом за трос, растянутый от лебедки по роликам и пропущенныйчерез первый направляющий ролик, который должен быть установлен таким образом,чтобы шина изгибалась под углом не менее 120°;
производятраскатку шины по конструкциям, выбирая трос лебедкой;
конец шины,сходящий, с кассеты, поднимают и закрепляют на конструкции концевого крепления,после чего подтягивают и закрепляют на конструкции концевого крепления другойконец шины;
после раскаткивсех шин магистрали снимают раскаточные ролики и вводят шины в шинодержатели;
производятокончательную регулировку шин натяжными муфтами концевых конструкций.
3.32. Натяжениешин не должно превышать значений, указанных в табл. 7.
Таблица 7
| Натяжение шин, кгс, при температуре, °С | Стрела подвеса, мм, при температуре, °С | |||||||||
| -20 | -10 | 0 | +15 | +25 | -20 | -10 | 0 | +15 | +25 | |
| 8´100 | 142 | 120 | 102 | 82 | 72 | 49 | 56 | 63 | 74 | 81 |
| 6´100 | 150 | 125 | 104 | 84 | 73 | 40 | 47 | 54 | 56 | 74 |
| 6´80 | 150 | 124 | 102 | 77 | 65 | 33 | 39 | 40 | 59 | 67 |
| 6´60 | 158 | 128 | 101 | 72 | 59 | 24 | 29 | 36 | 49 | 58 |
| 6´50 | 156 | 123 | 95 | 65 | 53 | 21 | 26 | 32 | 45 | 55 |
| 5´50 | 153 | 122 | 95 | 63 | 49 | 18 | 22 | 28 | 42 | 51 |
| 4´40 | 125 | 96 | 71 | 43 | 33 | 15 | 19 | 25 | 40 | 51 |
| 4´30 | 125 | 98 | 71 | 41 | 29 | 11 | 14 | 19 | 32 | 44 |
| 3´25 | 122 | 98 | 74 | 43 | 28 | 7 | 9 | 12 | 20 | 30 |
| 3´20 | 110 | 89 | 68 | 39 | 24 | 6 | 8 | 10 | 18 | 28 |
Примечание Значения стрелы провеса инатяжения рассчитаны для пролета между точками опоры 6 м и расстояния междунатяжными конструкциями 60 м.
3.33. Послеокончательной регулировки шин необходимо подкрасить места, поврежденные притранспортировке или монтаже.
4.1. Присоздании на строительстве крупных промышленных объектов строительно-монтажныхконвейеров укрупненной сборки блоков покрытия зданий и сооружений монтаж шинопроводов,запроектированных в межферменном пространстве, следует в обязательном порядкепроизводить на конвейере, что позволит резко снизить объем электромонтажныхработ, выполняемых на высоте.
4.2. Длявыполнения работ по монтажу шинопроводов в соответствии с проектами организациистроительства (ПОС) или ППР вблизи строительно-монтажного конвейера следуетоборудовать участок (технологическую линию) для электромонтажных работ.
4.3. Настроительно-монтажном конвейере можно монтировать все виды комплектных шинопроводов.
4.4.Предварительную заготовку блоков магистральных шинопроводов следует производитьв МЭЗ в соответствии с пп. 2.18-2.33 настоящей инструкции; при этомразмеры блоков, зависящие от строительной части объекта, указываются в ППР.
Комплектныешинопроводы остальных видов следует укрупнять в блоки необходимых длиннепосредственно на участке (технологической линии) производстваэлектромонтажных работ на строительно-монтажном конвейере.
4.5. Сборкублоков распределительных, троллейных и осветительных шинопроводов следуетпроизводить в соответствии с изложенными выше требованиями настоящейинструкции.
4.6. Передустановкой в блок покрытия шинопроводы должны быть обернуты полутора-двумяслоями полимерной пленки, что предохранит их от попадания влаги, краски и пылив процессе производства дальнейших строительно-монтажных работ.
4.7. Послеподачи по направляющим рольгангам в блок покрытия шинопроводы следует надежнозакрепить в проектном положении, подготовив их к последующей стыковке сшинопроводами, размещаемыми в смежных блоках покрытия. Подготовка к стыковкезаключается в установке на одном конце шинопровода подгоночной секции.
4.8. Послеподъема и установки блока покрытия в проектное положение следует выполнитьстыковку шинопроводов, размещаемых в смежных блоках, и обернуть подгоночныйучасток шинопровода полимерной пленкой.
4.9. Приподготовке и производстве электромонтажных работ на конвейере рекомендуется пользоваться«Руководством по монтажу электротехнических устройств в межферменномпространстве при заготовке металлоконструкций покрытия производственных зданийна конвейере» (разработка Куйбышевского отделения ВНИИпроектэлектромонтажа,архивный номер К-738).
5.1. Проверку,испытания комплектных и открытых шинопроводов, а также сдачу работ следуетвыполнять в соответствии с требованиями ПУЭ и СНиП III-33-76.
5.2. Контролькачества сварки шинопроводов следует производить до изолирования стыков всоответствии с методикой [9].
Сварные швыдолжны иметь чешуйчатую поверхность без наплывов и плавный переход к основномуметаллу. Швы не должны иметь трещин и непроваров шириной более 10 % толщинысвариваемых шин.
Если внешний видшва вызывает опасения за его качество, необходимо испытать шов на механическуюпрочность и определить его структуру.
5.3. Изоляциясмонтированных распределительных, троллейных и осветительных шинопроводовдолжна быть испытана мегомметром на напряжение 1000 В; при этом сопротивлениедолжно быть не ниже 0,5 МОм.
Изоляциясмонтированных магистральных и открытых шинопроводов должна быть испытана напряжением1000 В промышленной частоты в течение 1 мин. Данное испытание может бытьзаменено одноминутным измерением сопротивления изоляции мегомметром нанапряжение 2500 В; если сопротивление окажется ниже 0,5 МОм, испытаниенапряжением 1000 В промышленной частоты является обязательным.
5.4. Усмонтированных шинопроводов необходимо проверить:
правильностьфазировки;
надежностькрепления крепежных конструкций;
затяжку болтовых(винтовых) соединений шин;
надежность электрическойсвязи заземленных элементов с общей сетью заземления.
Кроме того,комплектные шинопроводы дополнительно должны быть проверены на наличие крышеккожухов; торцевых заглушек на окнах; троллейные шинопроводы - на качествостыковки рабочих поверхностей троллеев и корпуса.
5.5. Для сдачишинопроводов в эксплуатацию следует обеспечить наличие документов:
титульноголиста;
ведомоститехнических документов, предъявляемых при сдаче объектов;
актасдачи-приемки электромонтажных работ в соответствии с формами сдаточнойдокументации [14];
акта передачипомещения под монтаж электрооборудования;
ведомостиизменений и отступлений от проекта;
перечня рабочихчертежей;
комплектарабочих чертежей с внесенными изменениями, заверенных печатью монтажнойорганизации с надписью «Исполнительный чертеж»;
протоколаизмерения сопротивления изоляции;
протоколафазировки шин, троллеев;
акта приемкиэлектрооборудования под монтаж;
ведомостисмонтированного оборудования;
ведомостинедоделок, не препятствующих нормальной эксплуатации оборудования.
6.1. Привыполнении работ по монтажу комплектных и открытых шинопроводов следует строгоруководствоваться требованиями правил техники безопасности [10].
6.2. К работампо монтажу шинопроводов допускаются рабочие, имеющие удостоверения о проверкезнаний правил техники безопасности и прошедшие производственный инструктаж нарабочем, месте.
Рабочие, занятыестроповкой грузов, сваркой или работой со строительно-монтажным пистолетом,должны иметь удостоверения на право выполнения указанных работ.
6.3. К работамна высоте более 5 м, если при этом основным предохраняющим средством являетсяпредохранительный пояс, допускаются только рабочие не моложе 18 лет и сразрядом не ниже третьего, имеющие в удостоверении отметку о допуске кверхолазным работам.
6.4. Передвижныеплатформы, подмости должны иметь ограждения высотой не менее 1 м и бортовуюдоску шириной не менее 150 мм.
6.5. Работу сферм и подкрановых балок разрешается выполнять только при наличии на нихограждений или натянутого троса, обеспечивающего закрепление цепипредохранительного пояса при передвижении.
6.6. Работу сдействующего мостового крана следует выполнять только при полной остановкекрана и принятии мер, исключающих непредвиденное его движение. На эти работыдолжен быть выдан наряд-допуск.
6.7. Насмонтированные шинопроводы запрещается вставать или использовать их в качествеопор для подмостей.
| Наименование | Назначение | Завод-изготовитель (или организация-калькодержатель) |
| Автомобили грузовые: ГАЗ-53А ЗИЛ-130 | Перевозка грузов в монтажную зону | - |
| Кран-автопогрузчик ЛЗА-4030 (или ЛЗА-4033) | Транспортные, погрузо-разгрузочные работы и монтаж шинопроводов на высоте 4 и 5 м | - |
| Автомобильные краны: К-52, АК-75 | Погрузо-разгрузочные работы, монтаж блоков шинопроводов на высоте до 5 м | Одесский ордена Трудового Красного Знамени завод тяжелого краностроения, Балашихинский автокрановый завод |
| Автомобильный гидравлический подъемник АГП-12 | Работа на высоте до 12 м | Туапсинский машиностроительный завод |
| Телескопические автовышки: | Работа на высоте: |
|
| ВИ-15 | до 15 м | Завод электромонтажных изделий № 2, г. Харьков |
| ВИ-23 | до 23 м | То же |
| ТВ-26 | до 26 м | Зуевский механический завод |
| Самоходные выдвижные подмости ПВС-8 | Работа на высоте до 8 м | Главстроймеханизация ММСС СССР |
| Подъемник «Темп» | Работа на высоте до 8,5 м | Новокузнецкий опытный завод электромонтажных механизмов |
| Телескопические подмости ПТК-8 | Работа на высоте до 8 м | Михневский ремонтно-механический завод Главнефтемонтажа ММСС СССР |
| Телескопическая катучая вышка ВТК-9 | Работа на высоте до 10,5 м | Куйбышевский механический завод Главстроймеханизации ММСС СССР |
| Лестницы: Л-380 Л-312 | Работа на высоте до 3 м | Новокузнецкий опытный завод электромонтажных механизмов треста Электромонтажконструкция Главэлектромонтажа ММСС СССР |
| Грузоподъемное приспособление ПГП-0,4 | Подъем на проектную отметку блоков шинопровода массой до 400 кг | Московский опытный завод электромонтажной техники ВНИИпроектэлектромонтажа (МОЗЭТ) |
| Лебедки: ЛБ-500, ЛМ-1Н, Т-224В | Подъем на проектную отметку блоков шинопроводов массой соответственно не более 500, 1000 и 1250 кг | МОЗЭТ, Березовский ремонтно-механический завод Минэнерго СССР, Саратовский завод строительных машин Минстройдормаш СССР |
| Блоки или ролики монтажные МР-250 | Подъем блоков шинопровода | Горьковский завод электромонтажных инструментов |
| Контейнер (рис. 1) | Транспортировка блоков шинопровода в зону монтажа | Калькодержатель - Куйбышевское отделение ВНИИпроектэлектромонтажа |
| Траверса (рис. 2) | Подъем блоков шинопровода | Калькодержатель - Куйбышевское отделение ВНИИпроектэлектромонтажа |
| Сварочная установка ПРМ-4 | Сварка шин секции магистральных шинопроводов | Московский опытный завод электромонтажной техники |
| Приспособления для сварки шин | Сварка открытых шинопроводов | Калькодержатель - ЛенПЭО ВНИИпроектэлектромонтажа |
| Электрический гайковерт с двойной изоляцией ИЭ-3107 | Сборка резьбовых соединений « | Ростовский завод «Электроинструмент» |
| Электросверлильные машины с двойной изоляцией: ИЭ-1019А, ИЭ-1020А, ИЭ-1022А | Установка крепежных конструкций | То же |
| Кондуктор для сварки | Сварка секций магистральных шинопроводов | Изготавливается монтажными организациями |
| Рулетка | Разметочные работы | - |
| Ножовка по металлу | Монтаж шинопроводов | - |
| Драчевый плоский напильник 300 мм | То же | - |
| Драчевый круглый напильник | То же | - |
| Монтерский пояс | Работа на высоте | - |
| Набор инструментов ИН-3 | Монтаж шинопроводов | - |
| Перчатки резиновые | Испытание шинопроводов | - |
| Щетка стальная | Обработка контактных поверхностей | - |
| Мегомметр на напряжение 1000 В | Испытание изоляции | - |
Примечание Номенклатура и количествонеобходимых механизмов и инструментов уточняются в зависимости от местныхусловий монтажа.
Рис. 1. Контейнердля перевозки секций шинопровода:
1 - лист 6; 2 - хомутик; 3- уголок равнополочный 50´50´5; 4 - швеллер 12; 5- лист 5; 6 - швеллер 5; 7 - профиль К225; 8 - брус,сосна; 70´70; 9 - круг 16; 10- лист 4; 11 - круг 40; 12, 13 - швеллер 8
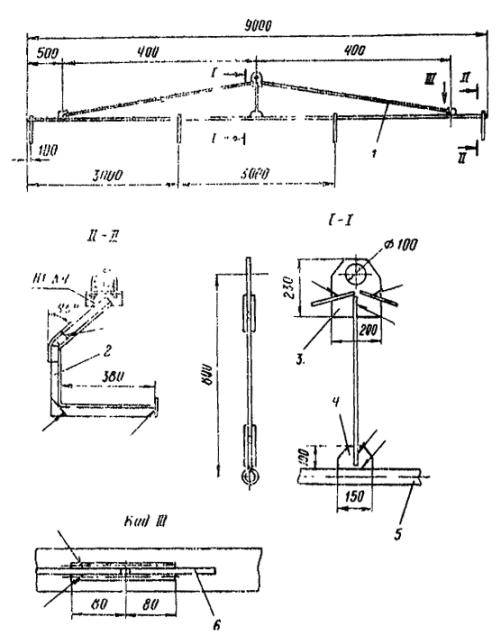
Рис. 2. Траверса дляподъема блоков шинопровода:
1 - круг 10; 2 - уголокравнополочный 40´40´4; 3 - лист 10´200´230,сталь 3; 4 - лист 10´100´150, сталь 3; 5 - труба 70;6 - лист 10´70´120, сталь 3
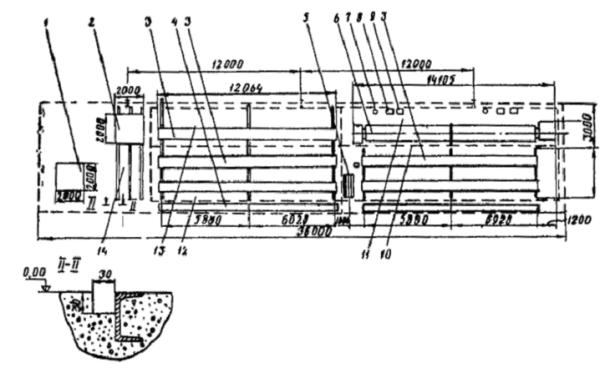
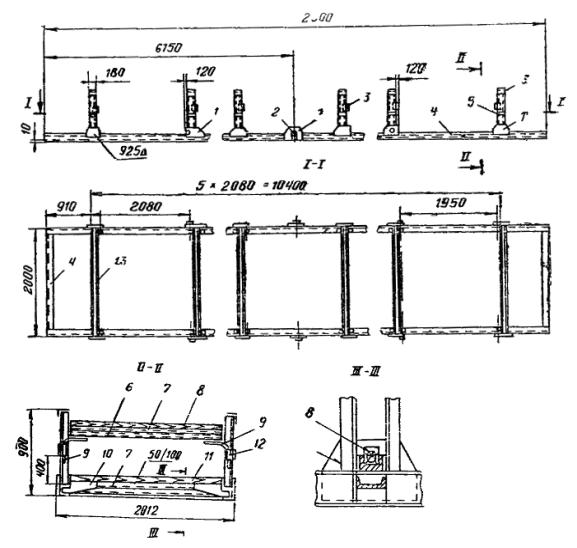
Рис. 1. Главныйвид площадки:
1 - площадка; 2 - продольныйрольганг подачи контейнеров в помещение; 3 - контейнеры с шести- иливосьми-сменным запасом изделий; 4 - накопитель для магистральногошинопровода; 5 - продольный рольганг подачи осветительных шинопроводов вблок покрытия; 6 - площадка-мостик; 7 - продольный рольгангподачи осветительных шинопроводов на склад
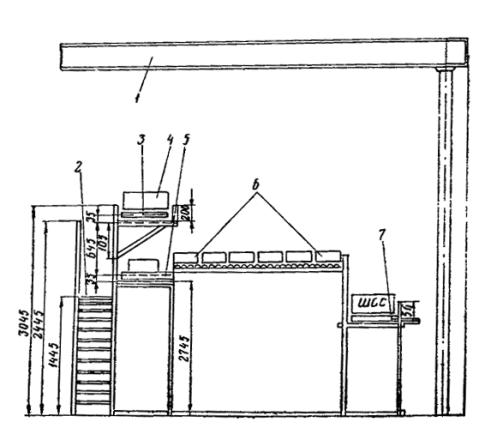
Рис. 2. СечениеI-I:
1 - монорельс тельфера; 2 -площадка; 3 - продольный рольганг подачи контейнера на склад; 4 -контейнер; 5 - продольный рольганг подачи магистрального шинопровода вблок покрытия; 6 - накопитель для магистрального шинопровода; 7 -продольный рольганг подачи контейнера с осветительным шинопроводом на склад
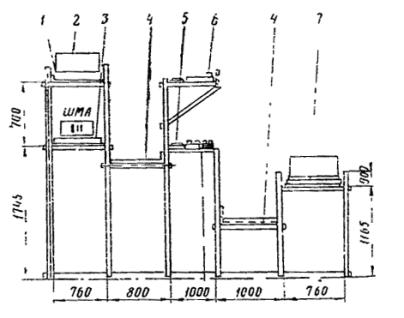
Рис. 3. Сечение II-II:
1 - продольный рольганг подачиконтейнера на склад; 2 - контейнер; 3 - продольный рольгангподачи магистрального шинопровода в блок покрытия; 4 - площадка-мостик; 5- продольный рольганг подачи осветительного шинопровода в блок покрытия; 6- накопитель для коробов; 7 - продольный рольганг подачи контейнера сосветительным шинопроводом на склад
1. Временнаяинструкция по монтажу осветительных шинопроводов ШОС67. МСН 213-69/ММСС СССРМ., 1973. (ЦБТИ ММСС СССР).
2. Временнаяинструкция по монтажу троллейных шинопроводов ШТМ70. ВСН 298-72/ММСС СССР М.,Энергия, 1973.
3. Зевакин А.И.Монтаж комплексных шинопроводов до 1000 В. М., «Энергия», 1974.
4. Инструкция поиспользованию переходных пластин из алюминиевого сплава АД31Т1 дляприсоединения алюминиевых ошиновок к выводам электрических аппаратов. МСН131-66/ММСС СССР М., 1966. (ГПИ Тяжпромэлектропроект).
5. Инструкция помонтажу магистральных шинопроводов. МСН 228-70/ММСС СССР. М., «Энергия»,1972.
6. Инструкция помонтажу открытых магистралей из алюминиевых шин. МСН 30-64/ММСС СССР.
10. Правила техники безопасности при электромонтажных и наладочныхработах. М., «Энергия», 1973.
11. Правилаустройства электроустановок. Изд. 4-е. М.-Л., «Энергия», 1966.
13. Строительныенормы и правила. III-И.6-67. М., Стройиздат, 1968.
14. Строительныенормы и правила. III-33-76. М., Стройиздат,1977.
15. Формысдаточной документации по электромонтажным работам. МСН 123-66/ММСС СССР. М.,1968. (ВНИИпроектэлектромонтаж).
СОДЕРЖАНИЕ